

Содержание
Базирование заготовок при обработке: схемы, способы, виды
Базирование заготовок – придание изделию необходимого положения относительно выбранной координатной системы. Требуемое местоположение достигается при помощи закрепления детали на столе токарного или фрезерного станка и других установочных приборах. После процедуры закрепления заготовка принимает устойчивое положение в трехмерном пространстве, лишаясь 3 степеней свободы: по осям абсцисса, ордината и аппликата. В результате она не сможет перемещаться в выбранной координатной системе.
Базирование осуществляется для повышения точности во время изготовления и обработки детали.
Для правильного определения местоположения изделия необходимо знать основные схемы, методы и особенности процедуры базирования.
Содержание
Схемы базирования
Схемой базирования называется чертеж, где с помощью графического изображения указывается местоположение опорных точек устанавливаемого изделия на поверхностях базирования. Базы подразделяются на следующие подвиды:
Базы подразделяются на следующие подвиды:
- Конструкторские: определяют местоположение сборочного элемента, принадлежащего заготовке.
- Технологические: указывают относительное местонахождение детали во время ее обработки, эксплуатации или ремонтирования.
- Измерительные: находят месторасположение изделия и элементов измерения.
База может лишать обрабатываемый объект от 1 до 3 степеней свободы, что исключает возможность его передвижения в координатной системе. На схемах она обозначается в виде мнимой или реальной плоскости. Базы выбираются во время проектирования изделия и используется при изготовлении и последующей обработке заготовки.
При выборе базовых поверхностей применяются принципы совмещения и постоянства базовых поверхностей. В виде технологических баз выступают одинаковые поверхности заготовки. Во время наложения баз возникает небольшое отклонение детали. Для поддержания данных принципов на изделиях образуют несколько вспомогательных поверхностей: отверстия в деталях корпуса и обработанные отверстия.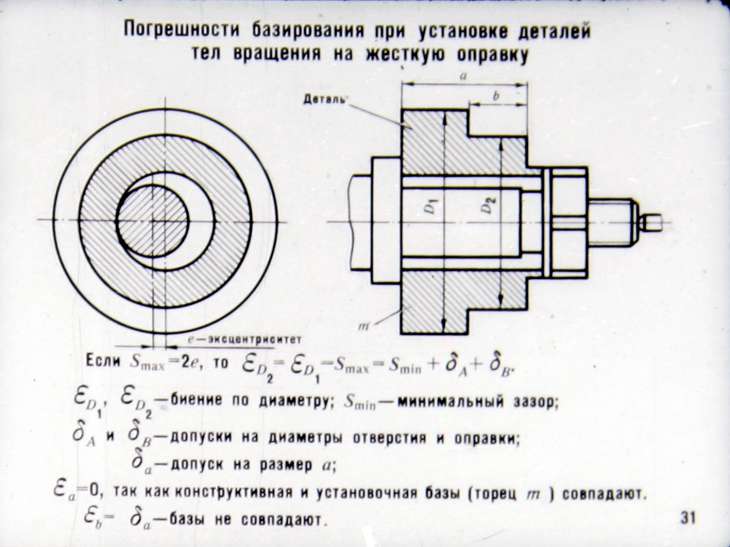 Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
Если принципы не соблюдаются, то берется обработанная поверхность, выступающая в качестве новой базы. Она улучшает точность и жесткость расположения детали.
На схеме базирования все точки имеют собственную нумерацию. Во время наложения геометрических поверхностей изображается точка, вокруг которой указываются номерные знаки совмещенных точек. Процесс нумерации осуществляется с основной базы, концентрирующей на себе наибольшее число точек опоры.
При нанесении графических обозначений на схему должно быть изображено наименьшее количество проекций детали, достаточных для изображения основных точек опоры. Также на ней необходимо изобразить установочные элементы, служащих для закрепления детали: зажимы и цанговые патроны.
Построение схемы базирования производится по правилу шести точек. Оно заключается в лишении заготовки 6 степеней свободы при помощи использования наборов из 3 баз с 6 точками опоры. С его помощью происходит одновременное наложение 6 двухсторонних геометрических связей, что обеспечивает полную неподвижность детали.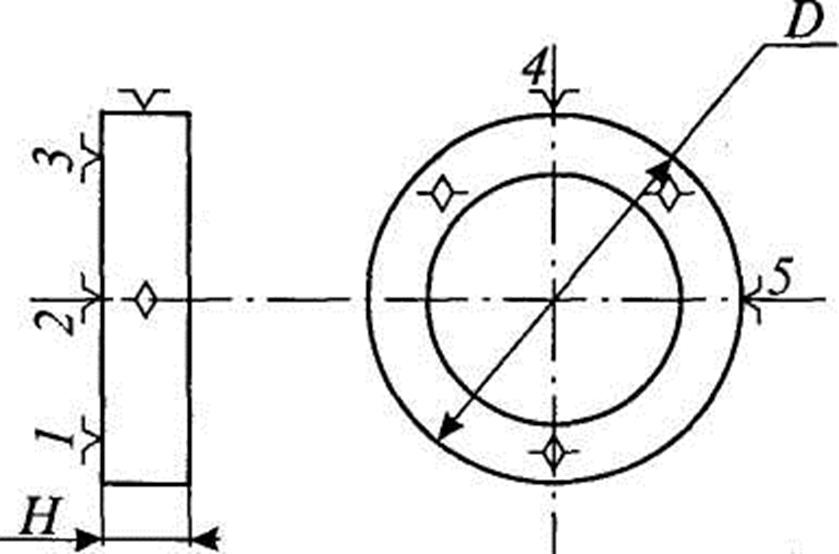 Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
Если осуществляется базирование конической заготовки, то для обеспечения ее устойчивого положения необходимо применять набор из 2 базовых поверхностей.
При базировании изделий в промышленности используется способ автоматического получения размерных характеристик заданной точности на станках с предварительно установленными настройками. Установка упоров осуществляется от технологических базовых поверхностей заготовки. Во время этой процедуры используется набор из 3 баз. При этом также применяют полную схему базирования, лишая изделие 6 степеней свободы.
Схемы для определения местоположения детали подразделяются на следующие категории:
- Базирование детали по торцу и отверстию, образующими 5 точек опоры. Этот вид схемы базирования упрощает процесс определения местоположения заготовки. Он широко применяется при обработке моторов-редукторов и скоростных коробок.
- Базирование изделия по плоскости, отверстию и торцу. В этом случае оси установочных элементов детали параллельны базовой поверхности.
 Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий. - Базирование по 2 отверстиям, пересекающимся с плоскостью под углом в 90°. Данный вид схемы позволяет применять принцип постоянства во время производственных процессов и осуществлять закрепление заготовок на автоматических линиях.
 Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.
Посредством этой категории схем осуществляется полное базирование. Отличительной особенностью этого вида базирования является высокая точность размещения отверстий.Применение схем зависит от величины диаметра и местоположения отверстий, а также от расстояния между обрабатываемыми поверхностями.
Базирование призматической заготовки
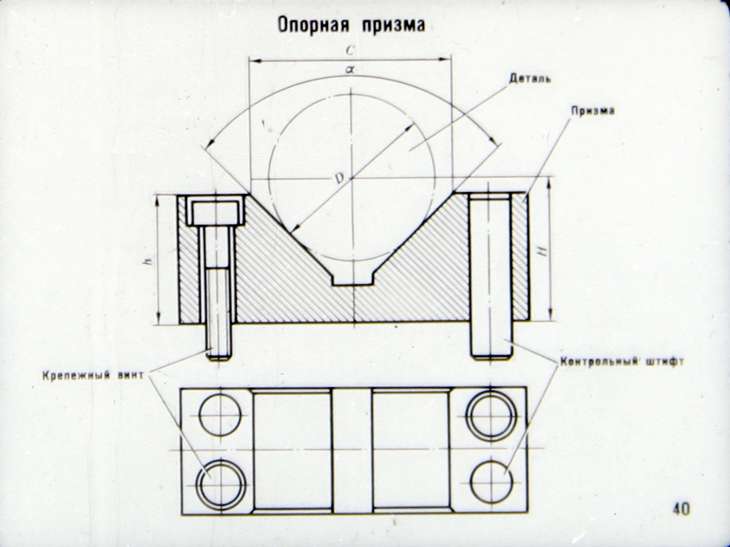
Призмой является многогранник, у которого 2 грани являются равными многоугольниками. Она представляет собой установочное приспособление. Его поверхность является пазом и образована 2 наклонными плоскостями. Изготавливаются призматические фигуры с углом 90° и 120°. В промышленности призмы используются для нахождения расположения оси детали с неполной цилиндрической поверхностью. Эта фигура способна определять положение осей абсцисса, ордината и аппликата, поэтому она используется при базировании.
Во время базирования детали в призме опоры располагаются в координатных плоскостях. Призматическая заготовка базируется в координатный угол для выполнения принципа совмещения баз. При размещении заготовки в призме используются 3 поверхности. Под углом в 90° к изделию прикладывается сила. В результате возникновения трения между соприкоснувшимися поверхностями уменьшается величина смещения изделия в различных направлениях.
Если поменять направления вектора прикладываемой силы, то заготовка прижмется ко всем установочным базам одновременно. Если на установочной базе присутствует припуск, то его нужно удалить при помощи регулируемых опор. Заготовка не сможет двигаться вдоль координатных осей, потому что она лишена всех 6 степеней свободы. Установочной базой выступает плоскость с наибольшим размером. Направляющей базой считается поверхность с наибольшими показателями протяженности.
Для определения местоположения выбирается призма с неширокими установочными базами. Если деталь располагает обработанной базой, то используют призму с большой длиной. При базировании в призме возможно определить направление только в 1 координатной плоскости.
При базировании в призме возможно определить направление только в 1 координатной плоскости.
Базирование деталей цилиндрической формы
Фигура цилиндрической формой обладает 2 плоскостями симметрии. При пересечении они образуют ось, используемую при процедуре базирования. Во время определения местоположения цилиндрической заготовки применяются плоские поверхности, образующие вместе с осью набор баз. Они состоят из двойной направляющей и опорных базовых поверхностей. Они несут 4 точки опоры. Благодаря этой конструкции мастер сможет определить направление валика заготовки в 2 системах координат.
Чтобы указать правильное местоположение цилиндрической детали в пространстве, нужно найти 5 координатных точек. Они лишают изделие 5 степеней свободы. Последняя степень отнимается посредством следующих способов:
- Ориентирование на шпоночный паз, если этот элемент присутствует на заготовке.
- При помощи создания трения между базовыми поверхностями приложением силы.

Во время установки детали цилиндрической формы в обоих случаях рекомендуется использовать 1 единственную базовую поверхность, чтобы избежать смещения изделия.
При расположении деталей в центрах применяются короткие цилиндрические отверстия. Одно из них выступает в роли упорной базовой поверхности, второе – в роли центрирующей базы. Каждая базовая поверхность лишает заготовку 3 степеней свободы.
Базирование деталей типа дисков
Заготовки в форме диска представляют собой предмет в виде круга или низкого цилиндра. Они обладают небольшой длиной и 2 плоскостями симметрии. Из-за необычного строения возникают сложности во время обработки торцов дисковых изделий. Торцовые поверхности являются параллельными, они пересекаются с осью отверстия под углом 90°. Производятся диски из листового проката при помощи отрезания или воздействия ацетилено-кислородного пламени.
Правильное местоположение деталей типа диск будет являться прочным и устойчивым, если оно расположено на торце, выступающем в роли установочной базы.
Центрирование производится при помощи самоцентрирующих кулачков. На ось с цилиндрической поверхностью накладываются 2 связи, что не позволяет заготовке свободно перемещаться по осям абсцисса и ордината. Чтобы лишить диск возможности перемещения по оси аппликата, необходимо наложить дополнительную геометрическую связи. В этом случае ось является опорной базой. Для деталей типа диск используется установочная, опорная и двойная опорная базы.
В начале процедуры базирование диск крепится на кулачках патрона. Торец детали обтачивают до кулачков. Внешнюю поверхность, оставшуюся необработанной, подрезают. Для достижения лучшей точности используется чистое обтачивание, во время которого заготовка крепится посредством прижима трения. Диск должен прижиматься либо к кулачкам патрона, либо к его оправе. Опорные базы детали размещаются максимально близко к обрабатываемой поверхности зубьев. Шестерни диска обрабатываются в сложенном состоянии на станках. При их базировании используются инструменты – монеты.
Расчет погрешности базирования заготовки в приспособлении
Погрешностью базирования называется отклонение конструкции заготовки относительно заданного местоположения. Она применяется во время обработки, эксплуатации и настройки детали на токарных или фрезерных станках. Выделяют следующие разновидности погрешности базирования заготовки:
- Погрешность закрепления: возникает при зажатии детали на столе станка. Во время этого процесса происходит смещение установочных баз, лимитирующих движение заготовки. Погрешность закрепления обусловлена неправильным использованием установочных приборов и зажимов. Данные факторы приводят к деформации заготовленного материала.
- Погрешность установки: появляется после закрепления изделия на станковом оборудовании. Ее возникновение обусловлено несоответствие форм базовых поверхностей и наличие большого количества металлической стружки, образующейся во время нарезания детали. Происходит засорение обрабатываемой поверхности и последующее отклонение детали. Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
- Систематическая погрешность: образуется из-за человеческого фактора —наблюдательности и аккуратности мастера, выполняющего настройку инструментов. Она возникает при нарушениях во время измерения размерных характеристик детали, написании неправильных чертежей и схем базирования и упрощении формул, необходимых для проведения расчетов.
 Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.
Для минимизации погрешности заготовки важно следовать принципам постоянства и смещения базовых поверхностей.На величину погрешности и точность обработки оказывают непосредственное влияние следующие факторы:
- Разница между действительными и номинальными размерами заготовки.
- Значение отклонения устанавливаемых конструкций относительно их взаимных расположений: перпендикулярности, концентричности и параллельности.
- Поломка станков и иных приспособлений, использующихся во время базирования. Неисправность оборудования обусловлена несоблюдением правил эксплуатации или недочетами, возникшими во время производства несущих конструкций приборов. Эти факторы приводят к возникновению зазоров на винтах и шпинделях установочного оборудования.
- Изменение формы заготовки, произошедшие до проведения процедуры обработки. Они обусловлены внешними повреждениями конструкции или неправильным местоположением изделия.

Расчет погрешности базирования проводится при помощи использования математической формулы: εБ.ДОП ≤δ — ∆. Во время определения величины отклонения важно учитывать, что действительная погрешность обязана быть меньше допустимых значений. Результат расчетов всегда является неточным.
Для расчета погрешности был разработан общий алгоритм вычисления:
- Необходимо правильно определить местоположение базы на основе размеров устанавливаемой детали.
- Найти расположение технологической базовой поверхности, что позволит мастеру правильно подобрать место размещения заготовки для проведения ее обработки.
- Если технологическая база совмещается с измерительной, то погрешность базирования будет равняться 0.
- В случае, когда базы различаются и не совмещаются при наложении, то осуществляются геометрические расчеты величины отклонения. Результаты измерения вычитаются из предельно допустимых значений погрешности. Разность показывает действительную величину отклонения изделия. Все расчеты производятся по общей формуле: [εб] = Т — ∆ж.

Если отсутствуют общий базис и предельные значений погрешности, то необходимо найти исходную базовую поверхность. Если она не изменяет исходное местоположение, то значение погрешности равняется 0.
7. Базирование деталей и виды баз, опорные точки и их значение при базировании.
Поверхности,
линии и точки на заготовке, которые
ориентируют заготовку при установке
на станке, называют базирующими элементами
или установочными базами, а придаваемое
при этом заготовке положение с помощью
данных базирующих элементов – называется
базированием.
По
своему назначению базы:
Конструкторская
– это оси, поверхности детали, которые
определяют взаимную связь и положение
детали относительно других деталей
машин при сборки ибо от этих баз на
чертеже детали должны проставляться
основные её размеры;Технологическая
– это поверхность, линия, точка,
используемая для определения положения
на станке;Измерительная –
это поверхности, линии, точки от которых
производится измерение выдерживаемых
размеров;
Так
же различают сборочные базы – поверхности,
которыми деталь устанавливается на
другую деталь или фундамент. Желательно
чтобы технологическая и конструкторская
базы совпадали – тогда высшее качество.
Но
особенности операций механической
обработки требуют ещё дополнительной
классификации баз машиностроения.
Выделяют черновую технологическую базу
– это поверхности обычно принимаемые
в качестве базовых для установки деталей
на первых операциях. Чистовая
Чистовая
технологическая база – это обрабатываемая
поверхность после первых операций
принимаемая в качестве установочных
на последующих операциях.
Вспомогательная
технологическая база – обрабатываемая
поверхность, которая образуется на
детали специально по технологическим
соображениям, но не требуется конструкции
детали.
Дополнительная
технологическая база — это часть или
части, которые не требуются конструкции
вообще, но прибавляются для надёжной
установки на станке или упрощению
установки заготовки на станке.
На
чертеже необходимо указывать какие
поверхности и в каком количестве лишают
степеней свободы, для того чтобы понять
форму базовой поверхности на практике
применяют условные обозначения опор
зажимов и установочных устройств. С
помощью этих обозначений в технологической
документации показывают, как будет
базироваться заготовка на станке, для
этого чертят операционные эскизы
обработки. Основой элемент условных
обозначений – это опора:
Неподвижная
Плавающая
Регулируемая
Подвижная
Слева
от обозначенной опоры указывают её
профиль:
Плоская
Сферическая
ромбическая
Цилиндрическая
Коническая
Призматическая
Отдельно
указываются виды центров, которые
используют для базирования:
Неподвижный
Вращающийся
Плавающий
Кулачковые
патроны условно обозначаются следующим
образом:
Самоцентрирующиеся
Поводковые
Слева
от обозначения патрона может быть указан
вид привода (механический не указывается):
Пневматический
-РГидравлический-
НЭлектрический-
ЭМ
Измерительная
– это поверхности, линии, точки от
которых производится измерение
выдерживаемых размеров;
Установочная
– это поверхность, линия, точка,
используемая для определения положения
на станке;
Основные
принципы базирования:
П
ервый
закон базирования если имеет место в
установочной и измерительной базы, то
погрешность базирования не имеет места.
Второй
закон базирования – принцип постоянства
баз. Желательно всю обработку, кроме
первой операции, производить при
неизменном базировании. Кроме этого
при частой смене баз требуется
дополнительная оснастка и настройка
станка.
При
выборе баз следует руководствоваться
следующими соображениями:
—
деталь должна удобно устанавливаться
на станке и удобно сниматься со станка;
—
базовые поверхности должны иметь
достаточную протяжённость для обеспечения
устойчивого положения детали,
приспособления на столе станка
—
заготовка должна подвергаться наименьшей
деформации под действием усилий зажима,
усилий резания и собственного веса, что
достигается рациональным расположением
опор и зажимных устройств в приспособлении;
—
время на обработку и установку детали
должно быть наименьшим;
—
черновые поверхности заготовки
необработанные вообще должны использоваться
только на первых операциях с целью
получения чистовой базы, т. к. повторное
к. повторное
их использование влияет на точность
обработки;
—
выбранная черновая база должна
обеспечивать по возможности равномерное
снятие припуска;
—
черновые базы поверхности должны быть
по возможности гладкими т.е. не должны
иметь штамповочные литейные уклоны.
Схемы установки и базирования деталей
Схемы установкиСхемы базирования
Наиболее часто применяются следующие типовые схемы установки и базирования деталей при обработке на строгальных станках: деталей призматической формы — по плоскостям, цилиндрических — по наружной поверхности.
Схема установки
Такие детали, как плиты, корпуса, коробки и т. п., могут устанавливаться по схеме, изображенной на рис. 89.
Рис. 89. Схема установки деталей призматической формы по правилу шести точек
Нижняя плоскость детали, опирающаяся на три штифта, называется главной ; боковая плоскость, прилегающая к двум штифтам,- направляющей базой; торцовая плоскость, прилегающая к одному штифту,- упорной установочной базой.
Рассмотренная схема обеспечивает полное базирование детали с лишением ее всех степеней свободы, при этом используются три базирующие поверхности, несущие шесть опорных точек. Излишние опорные точки (сверх шести) делают схему базирования неопределенной и не только не повышают, но, наоборот, понижают точность установки детали.
Установка с помощью шести опор называется установкой по правилу шести точек. Правило это весьма существенно. Почти во всех установках при разных способах базирования соблюдается правило шести точек.
В качестве основных опор для служат штифты.
Неподвижные опоры
При базировании деталей по необработанным поверхностям применяются штифты со сферической или насеченной головкой, а при установке по обработанным поверхностям — штифты с плоской головкой. Опорные штифты обычно запрессовываются в отверстия бобышек, отлитых на корпусе приспособления и обработанных в одной плоскости.
Рис. 90. Постоянные опоры-пластины
Для установки детали с уже обработанными поверхностями вместо штифтов чаще используются опорные пластины — плоские, с уступом и с косыми пазами (рис. 90). Пластины выполняются шириной 16-35 мм, высотой 10-25 мм и длиной 60-220 мм. Наиболее удобными в эксплуатации являются пластины с косыми пазами,- стружка легко попадает в углубления этих пластин и не мешает установке.
90). Пластины выполняются шириной 16-35 мм, высотой 10-25 мм и длиной 60-220 мм. Наиболее удобными в эксплуатации являются пластины с косыми пазами,- стружка легко попадает в углубления этих пластин и не мешает установке.
Подводимые опоры
Кроме неподвижных применяются регулируемые, а также дополнительные (подводимые) опоры, которые вводятся для повышения устойчивости деталей при их закреплении и обработке. Дополнительные опоры подводятся к обрабатываемой детали с помощью винтовых, клиновых и других устройств, после того как деталь установлена и прижата к основным жестким опорам.
Рис. 91. Регулируемые опоры
Рис. 92. Самоустанавливающаяся опора
Регулируемые опоры (рис. 91) используют для базирования заготовки необработанной поверхностью в тех случаях, когда припуск заготовок у различных партий неодинаков. Регулируемая опора представляет собой винт со сферической или конусообразной опорой. Он ввертывается в основание приспособления. Высота, вы движения опоры регулируется поворотом винта ключом, вставляемым в круглое отверстие, за шестигранную головку или кольцевую шайбу.
На рис. 92 показана пружинная самоустанавливающаяся опора, в которой плунжер с опорной пяткой 1 доводится до контакта с поверхностью заготовки пружиной 2 и стопорится в этом положении винтом 3. Плунжер может быть цельным и регулируемым.
Подводимые регулируемые опоры используются и в тех случаях, когда заготовка устанавливается в приспособлении на уже обработанную поверхность, а подлежащая строганию поверхность располагается в стороне или под некоторым углом к ней.
Базирование цилиндрических заготовок
При обработке призматических деталей (коробки, плиты и др.) иногда вместо установки по главной, направляющей и упорной базам, как это показано на рис. 89, прибегают к базированию по плоскости и двум отверстиям. При необходимости установки на цилиндрическую поверхность (например, вала для ) базирование осуществляют по призме. Как в первом, так и во втором случае правило шести точек не нарушается.
Рис. 93. Базирование цилиндрической детали на призме
На рис. 93, а приведена типовая схема базирования детали цилиндрической формы. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали.
93, а приведена типовая схема базирования детали цилиндрической формы. Ее устанавливают наружной поверхностью в две призмы А и Б, служащие опорной и направляющей базами, и прижимают к упору В, являющемуся упорной базовой поверхностью. В этом случае не исключена возможность поворота детали вокруг своей продольной оси. При необходимости такой поворот может быть исключен постановкой упора в отверстие или канавку, специально сделанные в детали.
Погрешности базирования
На рис. 93, б представлена схема, иллюстрирующая возникновение погрешности базирования при обработке в призме. Допустим, что вначале обрабатывался вал диаметром D1, а затем из той же партии деталей — другой вал, диаметр D2 которого находится в пределах допуска на обработку δD, при этом расстояние между верхними образующими валов будет Δh2, между их нижними образующими Δh3 и между осями Δh. Эти величины и являются погрешностями обработки.
Рис. 94. Схема ориентирования детали при помощи призм
На рис.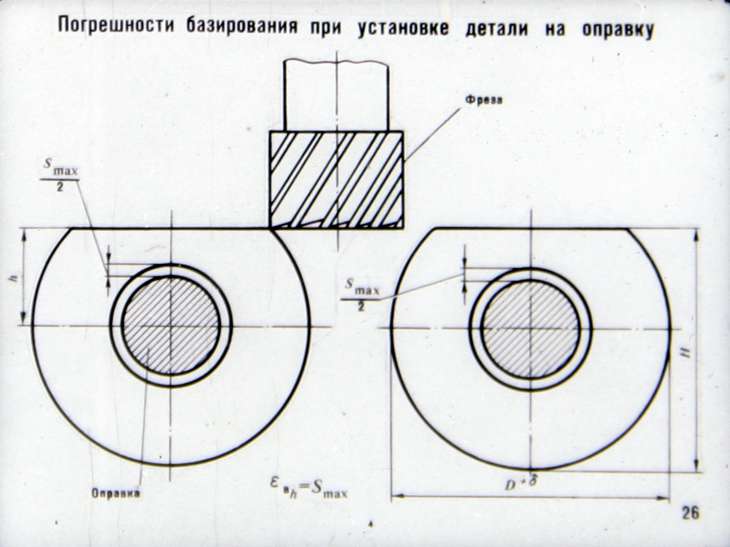 94 показана схема устройства для ориентирования детали 3 в одной плоскости симметрии АБ. Деталь устанавливается опорной плоскостью как основной базой, а ориентируется по закруглениям контура с помощью неподвижной или регулируемой призмы 1 и подвижной (зажимающей) призмы 2.
94 показана схема устройства для ориентирования детали 3 в одной плоскости симметрии АБ. Деталь устанавливается опорной плоскостью как основной базой, а ориентируется по закруглениям контура с помощью неподвижной или регулируемой призмы 1 и подвижной (зажимающей) призмы 2.
Похожие материалы
Базирование Деталей На Фрезерных Станках С Чпу
Главная / Фрезерный станок с ЧПУ / Базирование Деталей На Фрезерных Станках С Чпу
Базирование деталей на фрезерных станках — это придание будущему изделию требуемого положения относительно выбранной координатной системы на оборудовании фрезерного типа. Необходимое местоположение достигается при помощи закрепления заготовки на столе станка и других установочных приборах. После этапа закрепления будущая деталь принимает устойчивое положение в трехмерном пространстве, в результате чего она не сможет перемещаться в выбранной координатной системе. Базирование детали осуществляется для повышения точности при фрезеровании.
Традиционно в технологии машиностроения операции механической обработки и контроля точности рассматриваются как два независимых процесса, выполняемых на разном оборудовании, а порой и в разных цехах. Сложность конструкции, возрастающие требования к качеству и точности деталей, а также широкое внедрение концепций цифрового производства на предприятиях требуют более эффективного использования трехмерных математических моделей деталей. В частности применять их не только для подготовки, верификации (проверки) управляющих программ и сравнения с обработанной деталью, но и в целях интеграции операций механической обработки и контроля точности непосредственно на станке. Эти инновационные высокотехнологичные методы получили название «адаптивная механическая обработка».
Особенности базирования крупных деталей
Основное направление использование методов адаптивной механической обработки связано с незнанием точного положения заготовки на станке. Как правило, установка и базирование крупногабаритных деталей на фрезерных станках достаточно сложный и трудоемкий процесс. Отчасти эта проблема может быть решена использованием специальной технологической оснастки, но ее применение не всегда возможна, заготовка может не иметь выраженных технологических баз.
Не меньше трудностей вызывает базирование деталей среднего и малого размера, изготавливаемых из литейных заготовок. Размеры и качество баз в этом случаи не всегда обеспечивают повторяемость привязки, т.е. установив нулевую точку на одной заготовки на второй не получим должной точности и деталь пойдет в брак.
Виртуальный принцип базирования деталей
Кроме того, адаптивная механообработка позволяет не только повысить качество и снизить потери от брака, но и уменьшить номенклатуру технологической оснастки. На рис. 1 представлена деталь «кронштейн» из стали 30ХГСА, устанавливаемая на магнитный стол станка. Таким образом, деталь лишена трех степеней свободы. Возникает сложность в определении положения рассматриваемой детали в плоскости XY. Преодоления этой трудности возможно использованием одного из методов адаптивной механической обработки, который получил название «виртуальное базирование деталей». Разработка управляющих программ на станок с ЧПУ ведется с применением точных трехмерных математических моделей деталей, причем инженер-программист сам выбирает ноль детали (руководствуясь определенными к ним требованиями), положение которого в последствие должно быть совмещено с нолем станка. Т.е. ноль детали привязан к рабочей системе координат, задающей положение заготовки на столе обрабатывающего центра относительно ноля станка.
На рис. 1 представлено теоретическое положение заготовки (максимальный габарит вдоль оси Y) и реальное, полученное установкой на магнитный стол. На практике оказывается, что теоретическая система координат детали XYZ повернута вокруг оси Z на некоторый угол δ – СКД X1Y1Z. Оператору станка с ЧПУ необходимо добиться минимального значение угла δ, т.е. совместить X1Y1Z с XYZ. Но с точки зрения математики готовую ЧПУ-программу можно без потери точности пересчитать (выполнить поворот) в любой другой пользовательской системе координат, расположенной произвольным образом относительно теоретической. Причем для этого ненужно использовать САМ-систему или вручную вносить изменения в код управляющей программы.
Виртуальное базирование и OMW-измерения
На первом этапе определяется пространственная ориентация детали с помощью датчика касания и программного обеспечения станка (или дополнительного инспекционного оборудования). Измерения выполняются по ключевым точкам, минимально необходимым для вычисления расположения заготовки. Действие выполняются до начала процесса обработки. Зная точное расположение заготовки на данном установе, можно выполнить поворот системы координат на угол δ (рис. 1), т.е. адаптировать управляющую программу под конкретное положение. Таким образом, основная суть виртуального базирования детали на фрезерных станках заключается в том, что не заготовка закрепляется в теоретически заданном положении, а управляющая программа механической обработки пересчитывается под текущее положение заготовки.
Применение OMW-измерений и виртуального базирования в технологии изготовления деталей позволяет не только сократить время на наладку, но и использовать универсальные крепежные приспособления для большой номенклатуры изделий.
Рис. 1. Пример виртуального базирования детали на фрезерном станке с чпу
Базирование деталей — Основы технологии производства и ремонта автомобилей (Инженерия)
12.1. Базирование деталей
Механическая обработка деталей при ремонте является не только способом восстановления, как, например при ремонте под ремонтный размер, но и необходимой стадией предварительной обработки для придания детали правильной геометрической формы, снятия дефектного слоя, специальной подготовки поверхности под нанесение различного рода покрытий, а также как окончательная стадия обработки восстанавливаемых деталей. Длительное время операциям механической обработки деталей до номинальных размеров при восстановлении уделялось гораздо меньше внимания, чем операциям нанесения покрытий на изношенную поверхность. При этом методы, приемы и режимы обработки деталей переносились из области изготовления в область восстановления. В то же время, механическая обработка в условиях ремонтного производства имеет ряд специфических особенностей — отсутствие или износ первичных технологических баз, нестабильность физико-механических свойств, например твердости по поверхности восстанавливаемых деталей и припусков на обработку, значительная твердость и хрупкость большинства видов покрытий, широкая номенклатура обрабатываемых деталей.
Точность обработки деталей во многом зависит от правильного выбора установочных баз и применяемых приспособлений. При восстановлении деталей желательно использовать те же базы, что и при их изготовлении. Однако ввиду их повреждения или уничтожения это условие выполнить нельзя. В этом случае установочные базы исправляют или выбирают новые. При выборе новых установочных баз необходимо исходить из условия обеспечения требований технических условий по точности, положению осей и поверхностей детали в узле, качеству обработки. Выбранные базы должны гарантировать надежное крепление и минимальные деформации детали. В качестве установочных баз следует использовать поверхности, которые изготовлены с повышенной точностью и в процессе работы были подвергнуты минимальному износу в деформации. Целесообразно в качестве технологических баз принимать поверхности больших размеров, что обеспечивает точность базирования и закрепления вторичной заготовки в приспособлении. У деталей, не подвергающихся полной обработке, установочными базами для первой операции рекомендуется принимать поверхности, которые не обрабатываются, что обеспечит наименьшее смещение обработанных поверхностей относительно необработанных.
В случае если у вторичной заготовки обработке подвергаются все поверхности в качестве технологических баз для первой операции целесообразно принимать поверхности с наименьшими припусками, чтобы при дальнейшей обработке восстанавливаемой детали исключить возможность появления на них «чернот». База для первой операции должна выбираться с учетом обеспечения наилучших условий обработки поверхностей, принимаемых в дальнейшем в качестве технологических баз.
При выборе баз для чистовой обработки необходимо учитывать, что наибольшая точность обработки достигается при соблюдении принципа единства баз, т. е. при условии использования на всех операциях механической обработки одних и тех же базовых поверхностей. Кроме того, целесообразно соблюдать также принцип совмещения баз, согласно которому в качестве базовых поверхностей используют конструкторские и измерительные базы. При совмещении, технологической и измерительной баз погрешность базирования равна нулю. Базы для финишной обработки должны обладать наибольшей точностью размеров и геометрической формы, а также наименьшей шероховатостью. Они не должны деформироваться в процессе механической обработки.
Необходимо отметить, что при ремонте автомобилей используются не только детали с номинальными размерами, но и детали, имеющие допустимый износ, величина которого назначается исходя из условия возможности расширения той или иной посадки сопряжения. При этом не учитываются погрешности базирования и возможного отклонения в заданной точности обработки. Использование деталей с допустимым износом расширяет начальные посадки сопряжений в результате увеличения допусков сопрягаемых деталей, что вызывает повышение погрешности базирования и, как следствие этого, снижение точности обработки.
Выбор технологических баз при различных видах механической обработки рассмотрим на ряде примеров.
При восстановлении фрезерованием шпоночных пазов под увеличенный размер шпонок, а также при фрезеровании шлицев после наплавки и токарной обработки базирование ряда деталей осуществляется на призму по цилиндрической поверхности шейки вала с допустимым износом. Известно, что погрешность базирования при установке на призму цилиндрической поверхности зависит от допуска на диаметр цилиндра, угла призмы и положения конструкторской базы. Погрешность базирования Д0 на призме может быть найдена при рассмотрении положения двух валов из партии деталей с допустимым износом диаметров Dmaxи Dmin (рис. 12.1). Расстояния между верхними образующими валов Δh1,, нижними образующими Δh 2 и осями валов Δh 3 являются погрешностями базирования соответствующих размеров h1, h 2 и h3 при установках по схемам, приведенным на рис. 12.2, a, б, в и в табл. 12.1, где даны значения коэффициентов k1 k2 и k3 для различных углов призмы:
Из приведенных зависимостей следует, что с расширением допуска, т. е. с увеличением допустимого износа, погрешность базирования возрастает. При установке деталей в приспособлениях по изношенному цилиндрическому отверстию на жесткую оправку (например, при обработке отверстий в ступицах колес при восстановлении их способом дополнительных деталей) погрешность базирования также возрастает в результате увеличения зазора между базовым отверстием и оправкой. В этом случае погрешность базирования
Рекомендуемые материалы
Точность обработки δД при рассматриваемых условиях снижается, что видно из следующей зависимости:
Большое число различных валов, крестовин дифференциала, а также других деталей обрабатывают в центрах. При износе центровых гнезд просадка центров возрастает, что увеличивает погрешность Δl базирования в осевом направлении, так как Δl = Δц где Δц — значение просадки центров. Износ центров имеет существенное значение особенно там, где необходимо выдерживать линейные размеры шеек валов, не говоря уже о том, что во всех случаях обработка деталей с предварительно невосстановленными центрами недопустима, так как приводит к браку изделий. При использовании плавающего центра погрешность базирования равна нулю.
При восстановлении отверстий под наружные кольца подшипников качения в картерах коробок передач и редукторах установка последних осуществляется на плоскость и два пальца. Погрешность базирования в этом случае возникает из-за смещения детали в направлении продольной и поперечной осей или перекоса в плоскости базирования относительно осей пальцев. Погрешность базирования в направлении осей Δδ1= Δδ2 = Smax
Наибольший возможный угол перекоса находится по тангенсу угла
Для повышения точности базирования одному из пальцев придают ромбическую форму.
При установке деталей в цанговые патроны влияние допустимых износов не сказывается на погрешности базирования, так как в радиальном направлении она равна нулю.
По всем этим причинам механическую обработку деталей необходимо начинать с исправления базовых поверхностей, а при использовании в качестве баз рабочих поверхностей деталей ориентироваться на неизношенные участки. При исправлении базовых поверхностей можно использовать другие базы, связанные е исправляемой базой жесткими размерами и другими требованиями.
При восстановлении деталей на их изношенные поверхности необходимо нанести определенный слой материала. Толщину наносимого слоя Аслвыбирают с учетом износов деталей и припуска на последующую механическую обработку. Толщину определяют как разность между номинальным размером новой Рни изношенной детали Ри с учетом припуска на последующую обработку Zпр:
Асл =( Рн— Ри)= Zпр
Разность Рн — Ри = ΔИ и есть износ детали. Тогда Асл= ΔИ + Zпр.
Образованный в процессе восстановления припуск есть слой материала, необходимый для выполнения всей совокупности технологических переходов при восстановлении данного элемента детали. Различают припуски для внешних и внутренних поверхностей восстанавливаемых деталей. В процессе восстановления возможно симметричное и асимметричное образование припуска на обработку.
Погрешности геометрических форм —эллиптичность, гранность, волнистость, выпуклость, вогнутость и т. п. — должны укладываться в поле допуска на размер восстанавливаемого элемента детали, который учитывают при установлении припуска на обработку.
Пространственные отклонения — изогнутость, смещение и увод осей,
непараллельность, неперпендикулярность осей и поверхностей, отклонения от взаимного положения элементов детали — не связаны с допуском на размер и их следует учитывать при определении припуска отдельно в тех случаях, когда такие погрешности имеются.
Увеличение припуска, компенсирующее все пространственные отклонения, обозначим через ΣΔа. Необходимо учитывать и погрешность установки восстанавливаемой детали при выполняемом переходе εzв.
Одним из основных факторов, влияющих на определение припуска, является его дефектный слой Сд (рис. 12.3). Глубина дефектного слоя, мм, зависящая от способа и режимов восстановлении деталей: Металлизация:
плазменно-дуговая ………. 0,02 — 0,05
электродуговая …………. 0,5 — 1
газовая ………………… 0,02—0,05
высокочастотная ………… 0,025—0,05
Наплавка:
электродуговая :
автоматическая подслоем
флюса . ………………. 0,2 — 0,5
порошковыми проволоками . 1,2 — 2,4
в среде защитных газон …. 0,4 — 0,8
в среде водяного пара …… 0,5 — 1
электроимлул1,сная …….. 0,2 — 0,4
вибродуговая ………….. 0,2 — 0,5
ручная (электродами) ….. 0,5 — 1
плазменная …………… 0,05 — О, I
индукционная …………. 0,15—0,3
газовая ………………. 0,25 — 0,5
электрошлаковая ………. ] — 2
Электролитическое осаждение:
хромирование …………. 0,02 — 0,03
железнение (осталивание) . . 0,03 — 0,05
никелирование ………… 0,02 — 0,03
Нанесение полимерных материалов: напылением:
газопламенным ……….. 0,35 —0,7
в электростатическом поле . 0,02 — 0,05
в псевдосжиженном слое . . . 0,02 — 0,06
литьем под давлением ….. 0,15 — 0,21
заливкой жидким металлом I — 2,5
Промежуточный припуск мм, на механическую обработку в процессе восстановления поверхностей деталей при симметричном припуске
2Zв≥σа+2(На+Сд)+ ΣΔа+ εzв
где σа —допуск на размер предшествующего перехода, им; На— наибольшая высота поверхностных микронеровностей, мм.
Промежуточный, припуск, мм, на механическую обработку при асимметричном припуске.
Zв≥σа+На+Сд+ ΣΔа+ εzв/2
В тех случаях, когда поверхностный нарощенный слой восстанавливаемой детали не является дефектным при симметричном припуске, 2Zв≥σа+2На+ΣΔа+ εzв
при асимметричном припуске Zв≥σа+На+ΣΔа+ εzв/2
Толщина материала, наносимого на симметрично изношенные детали Асл = ΔИ + 2Zв, а для несимметрично изношенных, Асл = ΔИ + Zв.
Существующие методы восстановления при постоянных режимах обеспечивают относительно одинаковую толщину покрытия. Так как на восстановление поступают детали с разной степенью износа, то при нанесении на изношенные поверхности одинакового слоя материала припуски на их последующую механическую обработку будут различными.
Минимальные припуски Zmin, мм, при восстановлении деталей сваркой, наплавкой и металлизацией приведены ниже:
Восстановление деталей сваркой
и наплавкой:
ручная наплавка . …………………… 2 — 3
наплавка над слоем флюса …….… . 1
электроконтактная наплавка .. 0,8 — 1
Металлизация …………………………… 0,4
А минимальные припуски при восстановлении деталей гальванопокрытиями и пластической деформацией приведены в табл. 12,2 и 12.3.
Рекомендация для Вас — 1 Истоки общественного призрения.
С увеличением припуска возрастает трудоемкость обработки детали резанием. Характер влияния глубины резания t на степень изменения машинного времени обработки T0 определяется зависимостью T0=f(t).
При ремонте деталей под ремонтный размер минимальный припуск
где Rzi-1—глубина задиров или шероховатость поверхности, соответствующая классу ее чистоты; Ti-1— глубина поврежденного слоя; принимается только при наличии цветов побежалости на поверхности детали и может быть принята равной 0,05 мм; Pi-1 — пространственные отклонения; для вала это биение, для втулки — разностенность; εi— погрешность установки.
Основные положения теории базирования
Основные положения теории базирования
ЛАБОРАТОРНАЯ РАБОТА
БАЗИРОВАНИЕ ЗАГОТОВОК ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ НА СТАНКАХ
1. Теоретическая часть
Основные положения теории базирования
База
–
это поверхность заготовки или сборочной единицы, с помощью которой ее ориентируют при установке для обработки на станке.
Базирование
–
это придаваемое заготовке (сборочной единице) положение, определяемое базами,
относительно выбранной системы координат (ГОСТ 21495-76).
Известно, что всякое твердое тело имеет в пространстве 6 степеней свободы
относительно выбранной системы координат: поступательные движения по координатным осям
и вращательные движения около каждой из них.
Для обеспечения неподвижности заготовки в выбранной системе координат на нее необходимо наложить
6 двусторонних геометрических связей, для создания которых нужен комплект баз.
Если заготовка должна иметь определенное количество степеней свободы,
то соответствующее число связей снимается. Например, при обточке вала на станке его необходимо закрепить
и в то же время обеспечивать вращение. Следовательно, при базировании вал будет лишен только 5 степеней свободы,
а шестая степень свободы – вращение вокруг собственной оси – у него остается.
Базой может служить поверхность, сочетание поверхностей, ось, точка, принадлежащие заготовке (рис. 1).
Для придания в частности призматической заготовке соответствующего положения
в выбранной системе координат
x, y, z
следует использовать комплект баз I, II, III
, образующих систему координат x’, y’, z’ (рис.2).
Связь заготовки с избранной системой координат символизирует опорная точка.
Для лишения 6 степеней свободы заготовке требуется 6 неподвижных опорных точек, расположенных
в трех перпендикулярных плоскостях (см. рис. 2).
Требование: точность базирования заготовки зависит от выбранной схемы базирования,
т.е. схемы расположения опорных точек на базах заготовки. Опорные точки на схеме базирования изображают
условными знаками (рис.3) и нумеруют порядковыми номерами, начиная с базы, на которой располагается наибольшее
количество опорных точек, как показано для призматической заготовки (рис. 4).
а
б
в
г
Рис. 1. Элементы заготовок, используемые в качестве баз:
а – база-поверхность; б – база-сочетание; в – база-ось; г – база-точка
Рис. 2. Комплект баз
I, II, III
и опорные точки 1,2,3,4,5,6
с двусторонними связями призматической заготовки: 1′, 2′, 3′, 4′, 5′, 6’
– проекции опорных точек на координатные плоскости
а ……………………………………………… б
Рис. 3. Условное обозначение опорных точек:
а – для боковых поверхностей — профиль; б – для поверхностей в плане (два варианта)
Технологические базы, о которых непосредственно
идет речь в данной работе, используются для определения положения заготовки в процессе изготовления или ремонта,
они бывают основные и вспомогательные. Основная технологическая база – это база, которая совпадает с конструкторской
или измерительной. Например, при обработке шатунных шеек коленвала за технологическую базу принимают поверхность
коренных шеек, которая является конструкторской.
Рис. 4. Пример расположения опорных точек
на призматической заготовке
в проекциях с комплектом баз
I, II, III
Вспомогательная технологическая база – специально
созданная поверхность у заготовки для базирования при обработке, которая не участвует в выполнении служебного
назначения изготовленной детали заготовки (центровочные отверстия у коленвала, например).
В связи с тем, что базирование связано с частичным или полным лишением степеней свободы
заготовки в выбранной системе координат, установлена следующая разновидность баз: установочная,
направляющая, двойная направляющая,
опорная, двойная опорная. Приведенные примеры выбора комплектов баз с опорными точками для заготовок
на рис. 4, 5, 6 позволяют сделать следующее заключение:
Установочная база – база 1 лишает заготовку трех степеней свободы: перемещения
вдоль оси
Z и поворота вокруг осей
X иY
за счет опорных точек 1, 2, 3.
Направляющая база – база
II
лишает заготовку двух степеней свободы: перемещения вдоль оси Y
и поворота вокруг оси Z
за счет опорных точек 4, 5.
Опорная база – база
III
лишает заготовку одной степени свободы: перемещения вдоль оси X
за счет опорной точки 6.
Двойная направляющая база — база
IV
(поверхность цилиндра с опорными точками 1, 2, 3, 4) лишает заготовку
четырех степеней свободы: перемещения вдоль осей X
и Z
и поворота вокруг них.
Двойная опорная база – база V лишает заготовку двух степеней свободы: перемещений вдоль
двух осей
X и Z
(рис.5).
При базировании возможны явные и скрытые базы. Явные базы – это реальные поверхности,
разметочные риски, точки пересечения рисок у заготовок. Скрытые базы – воображаемые плоскости, оси, точки у заготовок.
Выбор баз при механической обработке заготовки следует проводить с учетом трех основных
принципов базирования: совмещение конструкторской, технологической и измерительной баз, постоянство
технологических баз, последовательность баз. Только при этом достигается наивысшая точность обработки
с минимальной погрешностью базирования и закрепления.
Рис. 5. Пример расположения опорных точек
на цилиндрической заготовке с комплектом баз IV, III, III’ (опорная база III’ лишает заготовку возможности
вращения вокруг оси У)
Рис. 6. Пример расположения опорных
точек на дисковой заготовке с комплектом баз
I, V, III’
На первой установке технологической
операции за технологическую базу принимается необработанная поверхность заготовки, так называемая
черновая база, которая должна иметь разовое использование. За черновую базу лучше принять поверхности,
расположенные параллельно, перпендикулярно или концентрично технологической базе.
На последующих стадиях обработки за базу принимают обработанные поверхности заготовки.
За технологическую установочную базу принимается по возможности большая по длине
и меньшая по ширине поверхность заготовки, при необходимости допускается искусственное увеличение базовых
поверхностей в виде приливов, надставок.
На схемах установов, обрабатываемых заготовок, применяемых на операционных эскизах
, в отличие от теоретических схем базирования для упрощения используют обозначения опор и зажимов,
сокращая до минимума изображения опорных точек. Например, при базировании заготовки по плоской поверхности
в качестве установочной базы достаточно указать один символ (проекцию) для опорных точек (рис.7).
а
……………………………………………………………………….
б
Рис. 7. Схемы базирования заготовки по
установочной базе – поверхность
I: а)
теоретическая схема базирования по поверхности I
с опорными точками 1, 2, 3; б) схема базирования по поверхности
I на операционном эскизе
2. Цель работы
Цель работы — научиться выбирать
оптимальные способы установки заготовок на станках с разработкой схем базирования.
3. Задание
на обработку наиболее ответственных поверхностей для одной или нескольких операций или установов;
наиболее ответственной операции согласно предварительно составленным маршрутам технологических
процессов изготовления деталей из персональных заданий;
выявить, какие базы использованы по назначению, по количеству лишения степеней свободы, выдержаны
ли принципы базирования и сделать выводы;
4. Методика проведения работы
1. По предварительно выданным преподавателем
чертежам детали и заготовки разработать маршрут механической обработки заготовки.
2. Определить обрабатываемые поверхности заготовки и базы, обозначив их соответствующими
знаками на отдельно выполненном эскизе.
3. Для каждой технологической операции (по согласованию с преподавателем) разработать
установочные эскизы со схемами базирования на бланках карт эскизов в соответствии с требованиями ГОСТ 3.1107-81.
4. Сделать пояснения к операционным эскизам, указав разновидности выбранных баз и количество
лишенных степеней свободы на каждой из них.
5. Провести анализ разработанных схем базирования: выдержаны ли принципы базирования,
правилен ли выбор баз по количеству лишенных степеней свободы; выявить явные, скрытые базы.
6. Оформить индивидуальный отчет с материалами, указанными выше.
Рис. 8. Схема нанесения размеров на чертеже детали
Пример
Для составления теоретической схемы базирования детали на рис.8 при растачивании отверстия
d необходимо выдержать размер a
, параллельность оси отверстия плоскости A
, перпендикулярность оси отверстия в детали к плоскости Б в сечении Г-Г,
симметричность отверстия относительно наружного контура.
Для того чтобы выдержать размер а и параллельность оси отверстия плоскости Б, надо зафиксировать
положение поверхности А относительно инструмента, т.е. принять ее в качестве установочной базы.
Для того чтобы выполнить требование перпендикулярности оси отверстия к плоскости Б,
необходимо эту плоскость принять в качестве направляющей базы.
Для выполнения требования симметричности отверстия относительно наружного контура
следует принять плоскость симметрии заготовки в качестве скрытой опорной базы, что легко реализовать, используя
в приспособлении вертикальный зажим в виде призмы.
Таким образом, задача решается при использовании комплекта из трех баз: явных
установочной (
I) и направляющей (
II) и скрытой опорной (III
). На рис. 9
приведена теоретическая схема базирования к рассматриваемому
случаю обработки заготовки.
При выполнении схемы базирования на операционных (установочных) эскизах на бланке
(в отчетах допускается на формате А4) необходимо соблюдать следующие требования ГОСТ 3
.1105-84:
1. нанести контуры поверхностей обрабатываемой
заготовки с небольшим количеством проекций;
2. правильно нанести символы условных обозначений на технологических базах;
3. поверхности, обрабатываемые на данном установе, изобразить жирным или цветным контуром
и обозначить в окружности арабскими цифрами;
4. на предварительно обрабатываемых поверхностях заготовки достаточно указать полученные
промежуточные размеры, на окончательно обработанных поверхностях указать необходимые размеры с предельными
отклонениями и условными обозначениями шероховатости в соответствии с чертежами детали;
5. на последующих операционных эскизах обрабатываемые поверхности заготовки, обработанные
ранее, обозначений размеров шероховатости не требуют;
6. на одном бланке операционного эскиза разрешается изображать схемы для нескольких установок
одной технологической операции.
Рис. 9. Теоретическая схема базирования заготовки
Рис. 10. Пример оформления установочного
(операционного) эскиза заготовки при растачивании отверстия
На рис. 10 показан пример оформления
операционного эскиза заготовки с элементами базирования при растачивании отверстия.
5
. Результаты выбора схем базирования заготовок
Результаты должны быть представлены
графически в виде теоретических схем базирования заготовок и установочных (операционных) эскизов с необходимыми
обозначениями требуемых поверхностей как обрабатываемых, так и используемых в качестве технологических баз.
Наличие чертежа детали обязательно.
6. Анализ результатов выбора баз и выводы
При анализе схем базирования заготовки на установочных
эскизах требуется дать развернутые пояснения по классификационным характеристикам выбранных баз, по обеспечению
принципов базирования, оптимальности способа базирования, дать рекомендации по конкурирующим вариантам базирования
заготовки для обработки конкретных поверхностей.
После выполнения лаб. работы необходимо составить отчет.
Используются технологии uCoz
Конверсионные детали — Базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Конверсионные детали — Базовые комплекты (28 мм) (Scibor Monstrous Miniatures) — Noble Knight Games
Распродажа к 25-летию прямо сейчас!
Бесплатная доставка для всех заказов из США на сумму свыше 149 долларов!
Завершите свой квест
0
Ролевые игры
Все ролевые игры
Новые релизы
Недавние поступления
Издатели
Настольные игры
Все настольные игры
Новые релизы
Недавние поступления
Издатели
Военные игры
Все военные игры
Новые релизы
Недавние поступления
Издатели
Миниатюрные игры
Все миниатюры и игры
Новые релизы
Недавние поступления
Издатели
Исторические миниатюры
Все исторические миниатюры
Новые релизы
Недавние поступления
Издатели
Магия и ККИ
Все Magic и CCG
Новые релизы
Недавние поступления
Издатели
Кости и расходные материалы
Все игральные кости и расходные материалы
Новые релизы
Недавние поступления
Издатели
Продукты фильтра
Уточнить список
10 на странице20 на странице60 на странице100 на странице
Сортировать по состояниюСортировать по дате добавленияСортировать по самым популярнымСортировать по цене (высокая)Сортировать по цене (низкая)Сортировать по году публикацииСортировать по издателюСортировать по линейке продуктовСортировать по названию продуктаСортировать по типу продукта
1-20 из 25 продуктов
Сетка
Список
Строка
Издатель
Линейка продуктов
Наличие
В наличии
Распродано
Предварительный заказ
Состояние
Новый
Использовал
Набор гномов
Стоил 10,49 доллара.
РАСПРОДАЖА МИНИМАЛЬНАЯ $8.60
Автор: Scibor Monstrous Miniatures
Артикул: SMMCPBA0157
Линейка продуктов: Конверсионные детали — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая розничная цена 11,50 долларов США
Египетский комплект #1
Было $14,95
РАСПРОДАЖА 13,46 $
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0064
Линейка продуктов: Конверсионные детали — комплекты баз (28 мм) (Scibor Monstrous Miniatures)
Египетский комплект #2 (2-е издание)
Было $11,49
РАСПРОДАЖА 9,42 $
Автор: Scibor Monstrous Miniatures
Номер по каталогу: SMMCPBK0065-2E
Линейка продуктов: Детали для переоборудования — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая розничная цена 12,49 долл. США
Лесной комплект
Рекомендуемая производителем розничная цена 11,50 долларов США
МИНИМАЛЬНЫЙ 7,49 $
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPFB0193
Линейка продуктов: Конверсионные детали — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая производителем розничная цена 11,50 долларов США
Набор «Лев» №1
Было $10,49
РАСПРОДАЖА МИНИМАЛЬНАЯ $8.60
Автор: Scibor Monstrous Miniatures
Артикул: SMMCPBA0155
Линейка продуктов: Детали для переоборудования — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая розничная цена 11,50 долларов США
Комплект «Королевский лев» №2
Было $7,95
РАСПРОДАЖА 7,16 $
Автор: Scibor Monstrous Miniatures
Артикул: SMMCPRL0159
Линейка продуктов: Детали для переоборудования — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая розничная цена 8,99 долларов США
Набор рельефов «Королевский лев» №1
Был $ 14,95
РАСПРОДАЖА 13,46 $
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPRL0161
Линейка продуктов: Конверсионные детали — комплекты баз (28 мм) (Scibor Monstrous Miniatures)
Набор рельефов «Королевский лев» №2
Было $14,95
РАСПРОДАЖА 13,46 $
Автор: Scibor Monstrous Miniatures
Линейка продуктов: Детали для переоборудования — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Спартанский комплект #1
Было $11,49
РАСПРОДАЖА 9,42 $
Автор: Scibor Monstrous Miniatures
Складской #: SMMCPBA0139
Линейка продуктов: Детали для переоборудования — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Набор каменных головок #1
Было $5,49
РАСПРОДАЖА МИНИМАЛЬНАЯ $4. 12
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0218
Линейка продуктов: Конверсионные детали — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Рекомендуемая производителем розничная цена 8,99 долл. США
Популярные
Набор каменных головок #2
Было $8,95
РАСПРОДАЖА 6,71 $
Автор: Scibor Monstrous Miniatures
Артикул: SMMCPBK0222
Линейка продуктов: Конверсионные детали — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
MSRP $11,50
Бестселлер
Базовый комплект №1
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBA0005
Линейка продуктов: Конверсионные детали — комплекты баз (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Бестселлер
Базовый комплект #2
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBA0006
Линейка продуктов: Конверсионные детали — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Египетский комплект №2 (1-е издание)
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0065-1E
Линейка продуктов: Конверсионные детали — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Комплект эльфов №1
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0066
Линейка продуктов: Конверсионные детали — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Эльфийский комплект #2
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0089
Линейка продуктов: Конверсионные детали — комплекты баз (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Комплект эльфийского храма №1
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0083
Линейка продуктов: Конверсионные детали — базовые комплекты (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Комплект эльфийского храма #2
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPBK0084
Линейка продуктов: Детали для переоборудования — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Комплект «Королевский лев» №1
Автор: Scibor Monstrous Miniatures
Складской #: SMMCPRL0158
Линейка продуктов: Детали для переоборудования — комплекты подставок (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Комплект «Королевский лев» №3
Автор: Scibor Monstrous Miniatures
Инвентарный номер: SMMCPRL0160
Линейка продуктов: Конверсионные детали — комплекты баз (28 мм) (Scibor Monstrous Miniatures)
Продайте нам свое
Посмотреть корзину (0)
Продолжить покупки
Посмотреть список
Продолжить покупки
Каждый предмет в нашем инвентаре был проверен, очень строго оценен и упакован в пакеты для его защиты.
SW
Термоусадочная упаковка. Все еще в оригинальной заводской термоусадочной пленке, состояние видно через термоусадку. Например, «SW (NM)» означает, что товар упакован в термоусадочную пленку в почти идеальном состоянии.
Новый
Безупречный. Совершенно новый.
НМ
Рядом с Монетным двором. Как новый, с минимальным износом, во многих случаях неотличимый от монетного двора. Почти идеально, очень коллекционно.
Настольные игры и военные игры в этом состоянии практически не изнашиваются и считаются перфорированными, если только в примечании о состоянии не указано, что они не перфорированы.
EX
Отлично. Немного б/у, но почти как новый. Могут быть видны очень маленькие складки корешка или небольшой износ углов. Абсолютно без надрывов и следов, коллекционное состояние.
VG
Очень хорошо. Использовал. Могут быть складки среднего размера, вмятины на углах, незначительные надрывы или потертости, небольшие пятна и т. д. Полный и очень пригодный для использования.
Fair
Очень хорошо использованный, но полный и пригодный для использования. Могут иметь дефекты, такие как надрывы, пометки пером или выделения, большие складки, пятна, отметины, незакрепленная карта и т. д.
- Предметы в коробках указаны как «код/код», где первый код представляет коробку, а второй код описывает содержимое. Если указано только одно условие, то коробка и содержимое находятся в одном и том же состоянии.
- Знак «плюс» означает, что состояние элемента близко к следующему наивысшему. Например, EX+ — это предмет в состоянии между «Отличное» и «Почти новое». Знак «минус» указывает на обратное.
- Крупные дефекты и/или отсутствующие компоненты отмечаются отдельно.
- Жетоны настольных игр перфорированы, если не указано иное. Из-за природы свободных счетчиков, если игра неиграбельна, она может быть возвращена с возмещением покупной цены.
- В большинстве случаев игры в коробках и бокс-сеты не поставляются с кубиками.
- Картонная подложка миниатюрных упаковок не сортируется. Если они чрезмерно изношены, они будут помечены как «карта изношена».
- Плоские лотки для игр SPI не классифицированы и имеют обычные проблемы. Если они чрезмерно изношены, они будут помечены как «изношенные лотки».
- Отметка остатка. Отметка остатка обычно представляет собой небольшую черную линию или точку, написанную фломастером или фломастером на верхнем, нижнем и боковых краях страницы, а иногда и на символе UPC на обратной стороне книги. Издатели используют эти знаки, когда им возвращают книги.
Если у вас есть какие-либо вопросы или комментарии относительно оценивания или чего-либо еще, отправьте электронное письмо по адресу
[email protected] .
Превратите свои старые игры в деньги, алхимия не требуется
Продать/обменять
Мы — ваш портал для игр
Посмотреть игровой зал
бассейн | Национальное географическое общество
Бассейн — это впадина или впадина на поверхности Земли. Бассейны имеют форму чаш, стенки которых выше дна. Они могут быть овальной или круглой формы, похожими на раковину или ванну, которые могут быть в вашей собственной ванной комнате. Некоторые заполнены водой. Другие пусты.
Бассейны образуются под действием сил над землей (например, эрозия) или под землей (например, землетрясения). Они могут быть созданы в течение тысяч лет или почти за одну ночь.
Основными типами бассейнов являются водосборные бассейны рек, структурные бассейны и океанические бассейны.
Речные водосборные бассейны
Речной водосборный бассейн представляет собой территорию, дренируемую рекой и всеми ее притоками. Речной бассейн состоит из множества различных водоразделов.
Водораздел — это уменьшенная версия речного бассейна. У каждого ручья и притока есть свой водораздел, который впадает в более крупный ручей или водно-болотное угодье. Эти ручьи, пруды, водно-болотные угодья и озера являются частью речного бассейна. Например, бассейн реки Миссисипи в США состоит из шести основных водоразделов: рек Миссури, Верхней Миссисипи, Огайо, Теннесси, Нижней Миссисипи и Арканзас-Красно-Уайт.
Каждая река является частью сети водоразделов, составляющих весь водосборный бассейн речной системы. Вся вода водосборного бассейна стекает вниз по склону в сторону более крупных рек. Река Пиз в северном Техасе является частью водораздела Арканзас-Красно-Белый. Является притоком Красной реки. Ред-Ривер — крупный приток реки Миссисипи, впадающей в Мексиканский залив.
Бассейн Амазонки, расположенный на севере Южной Америки, является крупнейшим в мире. Река Амазонка и все ее притоки истощают площадь более 7 миллионов квадратных километров (около 3 миллионов квадратных миль).
Структурные бассейны
Структурные бассейны образуются в результате тектонической активности. Тектоническая активность — это движение крупных кусков земной коры, называемых тектоническими плитами. Тектоническая активность ответственна за такие явления, как землетрясения и извержения вулканов. Естественные процессы выветривания и эрозии также способствуют формированию структурных бассейнов.
Структурные бассейны формируются по мере смещения тектонических плит. Камни и другие материалы на дне бассейна смещаются вниз, а материалы по бокам бассейна выталкиваются вверх. Этот процесс происходит на протяжении тысячелетий. Если бассейн имеет форму чаши, структурный бассейн имеет форму ряда меньших чаш, вставленных одна в другую. Структурные бассейны обычно находятся в засушливых регионах.
Некоторые структурные бассейны известны как эндорейские бассейны. Эндорейские бассейны имеют внутренние дренажные системы. Это означает, что им не хватает воды, чтобы стекать в ручей, озеро или океан. Вода, которая стекает в такие бассейны, испаряется или просачивается в землю.
Когда в бессточном бассейне собирается достаточное количество воды, она может образовать очень соленое озеро, такое как Мертвое море, между Израилем и Иорданией. Пока вода испаряется в атмосферу, минералы остаются. Оставшаяся вода становится еще более соленой. Мертвое море — один из самых соленых природных водоемов на Земле. Его берег, расположенный примерно на 400 метров (1300 футов) ниже уровня моря, является самой низкой сухой точкой Земли.
Долина Смерти в американском штате Калифорния — еще один бессточный бассейн. На высоте около 86 метров (282 фута) ниже уровня моря это самое низкое место в Северной Америке. Вода, стекающая в Долину Смерти из ее немногочисленных ручьев, не выходит из бассейна в реку или устье. Он испаряется или просачивается в землю.
Озерный бассейн — это еще один тип структурного бассейна. Бассейны озер часто образуются в долинах, заблокированных камнями или другим мусором, оставленным оползнем, потоком лавы или ледником. Мусор действует как плотина, задерживая воду и образуя озеро. Озеро Хунза в Пакистане образовалось, когда землетрясение вызвало массивный оползень в 2010 году. Обломки перекрыли реку Хунза, в дополнение к гибели 20 человек и разрушению деревни Аттабад. Река Хунза продолжает впадать в бассейн озера, и многие геологи и жители деревень опасаются, что бассейн не сможет удержать воду.
Бассейны озер также могут быть вырезаны ледниками — огромными массами льда — по мере того, как они движутся по долинам или по суше. Когда ледники движутся, бассейны, которые они создают, остаются. Во время последнего ледникового периода ледники вырезали бассейны озер Фингер в американском штате Нью-Йорк.
Осадочные бассейны представляют собой тип структурных бассейнов, форма которых не похожа на типичные бассейны, иногда они образуют длинные желоба. Осадочные бассейны были заполнены слоями горных пород и органического материала на протяжении миллионов лет. Материал, который заполняет бассейн, называется наносом.
Осадочные бассейны являются основными источниками нефти и других ископаемых видов топлива. Миллионы лет назад крошечные морские существа, называемые диатомовыми водорослями, жили и умирали в бассейнах океанов. В конце концов, эти древние океаны высохли, оставив сухие бассейны. Остатки диатомей находились на дне этих бассейнов. Останки были раздавлены миллиардами тонн наносов в течение миллионов лет. В правильных условиях давление осадка превращает остатки диатомей в нефть.
Осадочный бассейн дельты реки Нигер в странах Нигерии, Камеруна и Экваториальной Гвинеи является одним из самых продуктивных месторождений нефти в Африке. В Северной Америке Западно-Канадский осадочный бассейн является одним из крупнейших поставщиков газа и угля на континенте.
Океанические бассейны
Океанические бассейны — самые большие впадины на Земле. Края континентов, называемые континентальными шельфами, образуют борта океанских бассейнов.
Существует пять основных океанских бассейнов, связанных с основными океанами мира: Тихоокеанский бассейн, Атлантический бассейн, Индийский бассейн, Арктический бассейн и Южный бассейн. Многие более мелкие бассейны часто считаются океаническими бассейнами, например, Северо-Алеутский бассейн между Тихим и Северным Ледовитым океанами.
Тектоническая активность постоянно меняет океанские бассейны. Распространение и субдукция морского дна являются наиболее важными типами тектонической активности, которые формируют океанские бассейны.
Распространение морского дна происходит вдоль границ тектонических плит, которые расходятся друг от друга. Эти области называются срединно-океаническими хребтами. Новое морское дно создается на дне или рифте срединно-океанического хребта. Океанические бассейны, имеющие срединно-океанические хребты, расширяются. Атлантический бассейн, например, расширяется из-за расширения морского дна.
Субдукция происходит вдоль границ тектонических плит, которые врезаются друг в друга. В этих зонах субдукции более тяжелая плита движется под более легкой или погружается под нее. Океанические бассейны, которые испытывают субдукцию, такие как бассейн Тихого океана, сокращаются.
Несмотря на то, что океанические бассейны составляют более 70 процентов всей суши на Земле, ученые знают о них относительно мало. Некоторые океанографы (и некоторые астрономы!) говорят, что мы знаем больше о поверхности Луны, чем о поверхности дна океана.
Очень сложно получить информацию о формах рельефа океанического бассейна, таких как впадины и срединно-океанические хребты. Эти формы рельефа находятся на тысячи футов ниже поверхности воды. Немногие инструменты могут выдержать сильное давление, холод и темноту на дне океанских бассейнов. Иногда сами исследователи исследуют океанские бассейны на специальных подводных лодках, называемых подводными.
Краткий факт
Бассейн Тихого океана: Огненное кольцо
Бассейн Тихого океана — самый большой в мире. Это более 155 миллионов квадратных километров (59миллионов квадратных миль) все континенты могли бы поместиться в него. Это также самый старый бассейн; исследователи говорят, что его породам 200 миллионов лет.
Бассейн Тихого океана частично окружен Огненным кольцом, зоной интенсивной тектонической активности, включающей множество землетрясений и извержений вулканов. Кольцо Огня касается Аляски, Северной и Южной Америки, Новой Зеландии и Восточной Азии.
Краткий факт
Какой у тебя тазик?
Все живут в водоразделе или бассейне реки, даже если они не живут у воды. Как называется водораздел или бассейн реки, в котором вы живете?
Статьи и профили
Министерство сельского хозяйства США: Служба охраны природных ресурсов — сводки по бассейновым водохранилищам Журнал National Geographic: бассейн Мюррей-Дарлинг — сухое течение Австралии Национальный парк
Пермский бассейн | область, Техас, США
Пермский бассейн , также называемый Западно-Техасский бассейн , большой осадочный бассейн в западном Техасе и юго-восточном Нью-Мексико, США, известный своими богатыми месторождениями нефти, природного газа и калия. Благодаря своему экономическому значению, это один из наиболее хорошо изученных геологических регионов мира. Отложения Пермского бассейна представлены в Национальном парке Гваделупе-Маунтинс.
Хотя бассейн назван в честь пермского периода (от 299 до 251 миллиона лет назад) геологического времени, происхождение бассейна можно проследить гораздо раньше, до докембрийских тектонических событий, произошедших примерно от 1,3 до 850 миллионов лет назад. В раннепалеозойскую эру бассейн был покрыт мелководным морским путем. В позднепалеозойские времена большая структурная деформация произошла во время орогенеза Аллегена, Уашиты и Марафона (событий горообразования), которые сформировали сложные структуры и бассейны, которые вместе известны как Пермский бассейн.
Пермский бассейн состоит из трех составных частей: восточной части бассейна Мидленд, платформы Центрального бассейна и западной части бассейна Делавэр. Эти структуры существовали на протяжении каменноугольного, пермского и триасового периодов. Два бассейна представляли собой быстро опускающиеся образования, в которых накапливались отложения, в том числе черные, богатые органическими веществами глубоководные материалы, которые в более поздние геологические интервалы времени станут нефтематеринскими породами. Платформа Центрального бассейна оставалась относительно высокой и накапливала отложения крупнозернистых мелководных отложений, а также наблюдала развитие небольших рифов. Эти рифы стали хорошим резервуаром для нефти. Пермский бассейн ограничен с востока, севера и запада кратонными платформами, в которые также вносились мелководные морские, эоловые (ветровые) и речные (ручьи) отложения. На юге структурный глубоководный (морской желоб) бассейн, бассейн Валь-Верде, который сформировался перед орогенным поясом Марафон, соединил бассейны Мидленд и Делавэр вокруг южной оконечности платформы Центрального бассейна.
В результате тектонических и осадочных различий пенсильванская и пермская истории бассейнов Мидленд и Делавэр значительно различаются в деталях. В пенсильванские времена каменноугольного периода (примерно от 318 до 299 миллионов лет назад) и в начале пермского периода сегмент Уашита орогенного пояса внес большое количество отложений из обломочных (размытых и разбитых) пород. Они отложились в виде мощной подводной дельтовой системы, которая постепенно заполнила бассейн Мидленд с востока на запад. В течение пермского периода отложения поймы и красного русла покрывали большую часть этой дельты и теперь содержат записи о важной ископаемой фауне позвоночных — амфибиях, рептилиях и синапсидах (рептилиях, похожих на млекопитающих). Напротив, бассейн Делавэр получил относительно небольшое количество наносов с низких прибрежных равнин. К началу среднепермской (гваделупской) эпохи, около 271 млн лет назад, бассейн Мидленда был почти заполнен отложениями, в то время как бассейн Делавэр продолжал получать глубоководные притоки.
По мере того, как продолжалась среднепермская эпоха, бассейн Делавэр был окружен роскошными рифоподобными карбонатными отложениями. В отличие от современных рифов, они, вероятно, были построены губками, водорослями и микробными организмами, хотя также были обнаружены мшанки (колониальные «моховые животные») и брахиоподы (раковины ламп), которые стабилизировали большое количество карбонатных отложений. Эти рифовые отложения образовали известняк Капитан, толщина которого составляет 600 метров (около 1970 футов) и резко обнажен в Национальном парке гор Гуадалупе. В пермское время рифы образовали область возвышенностей, отделявшую морские и неморские мелководные отложения платформы от богатых органическим веществом глубоководных отложений бассейна.
По мере развития позднепермской (лопингской) эпохи (около 260–251 млн лет назад) морской вход в бассейн Делавэр стал ограниченным, и весь регион стал эвапоритовым, что способствовало отложению мощных толщ солей и гипса. Эти соли добывались и использовались в основном в промышленных целях. Поскольку эвапориты имеют очень низкий уровень проницаемости, толстые отложения эвапоритов в Нью-Мексико в настоящее время являются местом расположения экспериментального завода по изоляции отходов, который предназначен для хранения низкоактивных радиоактивных отходов в недрах в течение 10 000 лет.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту.
Подпишитесь сейчас
Более половины мировой нефти, добываемой с пермских времен, поступает из Пермского бассейна. Хотя некоторые более старые пласты также продуктивны, большая часть нефти и газа, добываемых в Пермском бассейне, была извлечена из пермских пород. Хотя к середине 1920-х годов в Пермском бассейне уже добывались нефть и газ, основная деятельность по добыче нефти велась с XIX века.50-е годы. В результате на протяжении большей части 20 в. Пермский бассейн играл значительную роль в экономическом развитии штата Техас, включая такие города, как Мидленд, Одесса и Марафон. Геологи-нефтяники часто используют пермскую систему рифов в качестве модели для исследования других нефтематеринских и коллекторских пород.
Калий (богатые калием эвапоритовые минералы) и залежи серы являются двумя другими экономически важными ресурсами в Пермском бассейне. Около 85 процентов американского производства калия приходится на один калийный район недалеко от Карлсбада, штат Нью-Мексико. Минералы урана, относящиеся к пермскому времени, также присутствуют в регионе.
Из-за разной скорости эрозии различных отложений современная топография Пермского бассейна, вероятно, отражает батиметрию (подводную топографию) бассейнов, когда они были затоплены в пермское время. Устойчивые рифовые известняки сегодня образуют 600-метровый (около 1970 футов) край вокруг бывшего бассейна Делавэр. Разница высот между пиком Гваделупе на вершине рифа и соляным бассейном составляет около 1600 метров (1 миля).
Кэрол Мари Тан
Scenic Basing Bitz — Городской щебень для 28-мм миниатюр Wargaming. Anvil Industry производит миниатюры и биты Wargaming из высококачественной смолы для настольных игр героического масштаба 28 мм
Извините, этого товара больше нет в наличии
Будьте первым кто оценит этот продукт
Наличие:
Доступно через 1-6 месяцев, из-за снижения мощности из-за Covid-19 трудно точно оценить.
Кол-во:
+
—
Насадки Scenic Base Bits можно добавить к любой простой пластиковой игровой базе, чтобы добавить интереса и реализма.
Прилагаемый литник Urban Rubble (размером около 10 см x 4,5 см / 4 фута х 2 фута) можно легко разобрать на множество различных частей, содержащих городской мусор, детали техники и выброшенное оружие и оборудование.
Детали на этом литнике такие же, как и на литниках нашей линейки продукции Afterlife.
Этот продукт не является игрушкой и не подходит для детей младше 14 лет. Они поставляются неокрашенными и потребуют некоторой подготовки и сборки с помощью суперклея.
Мы рекомендуем протестировать позы и сборку каждой миниатюры в наборе перед приклеиванием на место. Некоторые компоненты можно не приклеивать, намагнитить или зафиксировать с помощью Blu-Tac или чего-то подобного, чтобы можно было менять оружие.
Дополнительные указания см. в руководстве «Работа со смолой» внизу страницы.
Спецификации продуктов
| Имя атрибута | Значение атрибута |
|---|---|
| Шкала | 28мм Героический |
| Категория | Бутик |
| Вдохновение | Модерн |
| Вдохновение | Научная фантастика |
| Стиль | Общий |
Напишите свой отзыв
Заголовок отзыва:
*
Текст отзыва:
*
Рейтинг:
- Плохо
- Рейтинг 1
Рейтинг 2
Рейтинг 3
Рейтинг 4
Рейтинг 5
- Отлично
Насадки Scenic Base Bits можно добавить к любой простой пластиковой игровой основе, чтобы добавить интереса и реализма.
Прилагаемый литник Urban Rubble (размером около 10 см x 4,5 см / 4 фута х 2 фута) можно легко разобрать на множество различных частей, содержащих городской мусор, детали техники и выброшенное оружие и оборудование.
Детали на этом литнике такие же, как и на литниках нашей линейки продукции Afterlife.
Этот продукт не является игрушкой и не подходит для детей младше 14 лет. Они поставляются неокрашенными и потребуют некоторой подготовки и сборки с помощью суперклея.
Мы рекомендуем протестировать позы и сборку каждой миниатюры в наборе перед приклеиванием на место. Некоторые компоненты можно не приклеивать, намагнитить или зафиксировать с помощью Blu-Tac или чего-то подобного, чтобы можно было менять оружие.
Дополнительные указания см. в руководстве «Работа со смолой» внизу страницы.
Спецификации продуктов
| Имя атрибута | Значение атрибута |
|---|---|
| Шкала | 28мм Героический |
| Категория | Бутик |
| Вдохновение | Модерн |
| Вдохновение | Научная фантастика |
| Стиль | Общий |
Бирки товаров
полки (728)
- ,
современный (174)
- ,
научная фантастика (292)
- ,
промышленный (10)
- ,
экзо-лорды (134)
- ,
живописная база (4)
- ,
местность (34)
Клиенты, которые купили этот товар, также купили
Категории
- Полки — Пехота
- Пылающая роза — готические женщины
- Цифровая кузница
- Экзо-лорды — Силовая броня
- загробная жизнь
- Бутик
- Базы и сценические биты
- Пластиковые основания (скошенная кромка)
- Дисплей/Диорама
- Специальные выпуски
- Кинематографические эффекты
- Биты обновления Gaslands
- Классические изделия ручной работы
- Базы и сценические биты
Big Basin Redwoods SP
Посещение Большого Бассейна Redwoods
«Представьте себе время, когда весь прививок от Сан -Франциско до Сан -джозы станет одним великим городом; затем представьте себе, у самого его порога, это великолепное владение секвойных лесов и бегущих ручьев, место дыхания миллионов тесных и тесных жителей города».
– Кэрри Стивенс Уолтер, Sempervirens Club, 1901
Основанный в 1902 году парк Big Basin Redwoods является старейшим государственным парком Калифорнии . В самом сердце гор Санта-Крус его самые большие достопримечательности — буквально — его древние прибрежные секвойи. Некоторые из этих гигантов достигают в диаметре более 50 футов и достигают высоты Статуи Свободы. Возрастом от 1000 до 1800 лет некоторые из них могут предшествовать Римской империи. Парк также предлагает захватывающий вид на Тихий океан, множество журчащих ручьев и увлекательную природную и культурную историю.
Новая глава в истории Большого Бассейна началась 18 августа 2020 года, когда пожар комплекса молний CZU охватил 97 % территории парка. Огонь уничтожил все исторические постройки и радикально изменил ландшафт. Сейчас парк сильно отличается от того, каким его видели поколения посетителей, но он неуклонно восстанавливается. Большинство старовозрастных секвойи выжили, активно растет новая растительность, и многие животные вернулись в этот район. Проект «Переосмысление Большого бассейна» управляет многолетним процессом восстановления парковых сооружений и инфраструктуры.
Большой Бассейн до сих пор является домом для крупнейших непрерывных насаждений древних прибрежных секвой к югу от Сан-Франциско. Растительность парка состоит из пострадавших от пожаров старовозрастных и вторичнорослых секвойных лесов со смешанными хвойными деревьями, дубами, чапаралем и прибрежными местообитаниями. Высота в парке варьируется от уровня моря до более чем 2000 футов.
В парке есть множество мест обитания (от влажного дна каньона до редких склонов, покрытых чапаралем), животных (оленей, енотов, рысей) и птиц, в том числе темноглазых юнко, желудевых дятлов, стеллеровых соек, мраморных пыжиков и лазурные овсянки, следующие за огнем.
Прибрежный район Большого Бассейна, Rancho del Oso , доступен с шоссе 1 в Давенпорте, примерно в 20 милях к северу от Санта-Крус.
Чем заняться
ПОЗНАКОМЬТЕСЬ С РЕДВУДС — Государственный парк Big Basin Redwoods занимает более 18 000 акров земли. Эта уникальная экосистема древних прибрежных секвойи привлекала внимание и преданность многих людей во все времена. Посетите кольцевую тропу Редвуд — посмотрите на некоторые из самых больших и старых деревьев в парке на этой плоской кольцевой тропе длиной 0,6 мили (1 км), полюбуйтесь их многочисленными адаптациями, которые помогли им пережить пожар в комплексе молний CZU в 2020 году, и почувствуйте вдохновение. роща держится, что привело к ее защите.
ЦЕНТР ПРИРОДЫ И ИСТОРИИ РАНЧО-ДЕЛЬ-ОСО – Ранчо-дель-Осо – это прибрежная часть государственного парка Биг-Бейсин-Редвудс, расположенная в 17 милях к северу от Санта-Крус, в стороне от шоссе 1. Оно находится через шоссе 1 от пляжа Уодделл-Стейт-Бич. в долине Уодделл. Узнайте больше о Ранчо-дель-Осо и дикой природе штата Уэст-Уодделл-Крик.
ПОХОД — Пожалуйста, проверьте текущее состояние маршрута при планировании похода. До пожара в комплексе молний CZU в 2020 году в Большом бассейне было более 100 миль проселочных дорог и троп. С открытием нескольких троп и пожарных дорог (и продолжающимися восстановительными работами, которые позволят открыть больше в будущем), у посетителей снова есть возможность покинуть застроенные районы, пройти через старовозрастные секвойи, пройти по извилистым ручьям и подняться на виды на вершину хребта. Походы могут варьироваться от коротких циклов и походов на полдня до приключений на весь день в отдаленных районах. Просмотр рекомендуемых походов и текущих условий маршрута.
ВЕЛОСИПЕД — Велосипеды разрешены на всех пожарных дорогах. Пожалуйста, проверьте карту парка , чтобы узнать, где разрешено движение велосипедов.
КОННЫЕ КОННЫЕ — Лошади разрешены на всех пожарных дорогах. Подробную информацию о том, где разрешено размещение с лошадьми, см. на карте парка. В настоящее время нет парковки для трейлеров с лошадьми.
ПАРКОВЫЕ МЕРОПРИЯТИЯ — В течение года предлагаются различные бесплатные программы устного перевода. Просмотрите список предстоящих событий и мероприятий.
Базовая информация о парке
СБОРЫ — Взимается плата за дневное использование автомобиля. Автомобили обычного размера стоят 6 долларов плюс 2 доллара за бронирование. Дневная парковка предоставляется только по предварительному заказу. Забронируйте парковочное место. В настоящее время негабаритные транспортные средства или прицепы не могут быть размещены на дневной парковке. В Центре природы и истории Ранчо дель Осо не требуется никакой платы или бронирования.
СОБАКИ В связи с повреждением, полученным в результате пожара комплекса «Молния» ЧЗУ, В настоящее время доступ для собак за пределами нашей парковки недоступен . Собаки всегда должны быть на поводке. По мере ремонта дорог с твердым покрытием количество собак будет увеличиваться. Собаки не допускаются в любую часть района Ранчо-дель-Осо или на государственный пляж Уодделл.
ЛОШАДИ допускаются на все пожарные дороги. Лошади не допускаются ни на какие тропы. В настоящее время парковки для трейлеров с лошадьми нет.
ВЕЛОСИПЕДЫ разрешены на всех пожарных дорогах. Велосипеды запрещены на любых трассах.
ДРОНЫ не допускаются в парк. В целях защиты дикой природы и культурных ресурсов, а также в целях безопасности и благополучия посетителей и персонала, государственный парк Big Basin Redwoods закрыт для использования моделей самолетов, беспилотных авиационных систем (UAS) и планеров в полете.
ПРОФЕССИОНАЛЬНАЯ/КОММЕРЧЕСКАЯ ФОТОСЪЕМКА И СЪЁМКА требуется разрешение Калифорнийской комиссии по кинематографии. Для получения дополнительной информации посетите их веб-сайт.
САНТА-КРУС МЕТРО 9Автобус 0425 в летние месяцы предлагает услуги по выходным в парк на автобусном маршруте 35. Посмотрите расписание автобусов и дополнительную информацию.
ЕСЛИ ВЫ ПОЛЬЗУЕТЕСЬ В ПАРК СЛУЖБОЙ ПОЕЗДКИ, НОМЕР , убедитесь, что служба также заберет вас из парка. Некоторые услуги прибывают в Большой бассейн, но не возвращаются, чтобы забрать вас.
Это чистый парк
Государственный парк Биг Бейсин Редвудс чистый! Кормление диких животных запрещено законом. Утилизируйте всю еду и мусор надлежащим образом и не оставляйте их там, где к ним могут добраться животные. Перерабатывайте стекло, пластик и алюминий.
Посмотрите это короткое видео, чтобы узнать о мраморном пыжике, находящейся под угрозой исчезновения птице, которая гнездится в парке, и о том, как вы можете защитить ее, следуя принципу «Чистка крошек». Vea эль-видео en español aquí.
Волонтеры в парках
Вам нравится природа и прогулки на свежем воздухе? Испытываете ли вы сильное чувство отдачи сообществу, содействия сохранению и управлению, а также обмена знаниями с другими? Вы можете присоединиться к нашей команде управляющих и помочь посетителям парка познакомиться с нашими природными и культурными ресурсами. Для получения дополнительной информации посетите нашу волонтерскую страницу.
Загрузка фида…
Лучший клей для основы миниатюр?
Какой клей вы используете для основы миниатюр? Тип клея, который вы должны использовать, будет зависеть от материала, который вы используете для флокирования или основы ваших моделей. Независимо от того, используете ли вы песок, траву, смолу, пробку или другой материал, вам понадобится прочный и долговечный клей.
В этой статье я выделяю плюсы и минусы четырех типов распространенных клеев для основания миниатюр и моделей.
В приведенной ниже таблице представлены 4 распространенных типа клея:
- Суперклей
- Двухкомпонентный эпоксидный клей
- ПВА-белый клей
- Пластичный цемент
- Суперклей (или цианоакрилат)
- PVA Glue (или белый клей)
- Пластическая модель (или пластиковый клей)
- Двухчасти. цианоакрилат – лучший универсальный клей для основания миниатюр. Этот клей работает практически с любым материалом, который вы можете использовать для основы флока, песка или других материалов.
Если вы хотите склеить более пористые материалы, такие как дерево, бумага или пробка, имейте в виду, что суперклей может работать не так хорошо. Это особенно верно для суперклеев с меньшей вязкостью.
Попробуйте густые гелевые варианты суперклея, если вы хотите использовать его для создания основы для миниатюр и моделей. Более густые версии клея помогут вам нанести его на различные материалы, которые вы, возможно, захотите использовать на своих основаниях.
Помните, что для приклеивания суперклея к поверхности требуется небольшое количество влаги.
Причина, по которой некоторые люди жалуются на то, что их суперклей не высыхает, заключается в том, что они пытаются использовать его в очень сухой среде. Неспособность цианоакрилата сцепиться может быть вызвана недостатком влаги.
Если у вас возникли проблемы с приклеиванием суперклея к основному материалу, вы можете использовать ускоритель, например, зип-кикер.
В целом, суперклей — лучший клей для основы миниатюр, потому что он прочный, быстродействующий и подходит для разных материалов основы.
- Простота в использовании
- Подходит почти для всех типов основы
- Простота в использовании
- Быстрое отверждение
- Прочный и долговечный
- Недорогой
- Gap-filling
- Bonds skin
- May not work on dry surfaces
- Clogs
- May work too fast
- Not very good on porous material, e.g., wood, cork
Super Glue (цианоакрилат) Купить на Amazon Купить на BLICK Арт Купить в Walmart Клей ПВА
Белый клей ПВА также является одним из лучших клеев для основы ваших моделей.
Клей ПВА — это клей на водной основе, который широко используется в декоративно-прикладном искусстве.Для любителей это отличный вариант для многих проектов, требующих склеивания пористых материалов, например дерева, бумаги, картона.
Для миниатюры клей ПВА идеально подходит для склеивания пробковой доски для имитации скалы или камня.
Изображение предоставлено: Rebel’s Grotto
Если вы приклеиваете пенополистирол или изоляционную пену Terrain к своим основаниям, белый клей ПВА будет работать очень хорошо. Имейте в виду, что вы, вероятно, не сможете очень хорошо прорезать клейкую пену с помощью резака для пены с горячей проволокой. Для создания ландшафта из всех видов материалов популярен и универсален белый клей.
Белый клей не обладает такой прочностью и долговечностью, как цианоакрилат (он же суперклей). Кроме того, клей ПВА после высыхания более эластичный. Это может или не может быть полезно для вас для создания ваших моделей.
Посмотрите этот классный мастер-класс по использованию клея ПВА для основы из лавы.
Для склеивания более тяжелых предметов, таких как камни или большие куски смолы, белый клей, скорее всего, в какой-то момент не сработает. Белый клей нуждается в хорошем контакте с поверхностью и зависит от этой площади контакта для прочности сцепления.
- Safe
- Water-soluble
- Versatile
- Easy to use
- Cleans up easily
- Great for many types of porous or loose, e.g., sand, basing materials
- Inexpensive
- Takes a while to сухой
- Гибкий
- Отслаивается от гладких (гидрофобных) поверхностей
- Не подходит для более тяжелых материалов-основ, например, камней, смол
- Растворяется при насыщении водой
Белый клей ПВА Купить на Amazon Купить на BLICK Арт Купить в Walmart Клей для пластиковых моделей
Клей для пластиковых моделей используется реже для изготовления моделей.
Это связано с тем, что клей для пластмасс ограничивается склеиванием пластиковых материалов на основе стирола только .
Несмотря на то, что пластиковый клей отлично подходит для миниатюрных пластиковых наборов, например, для моделей Citadel Warhammer 40k или Age of Sigmar, пластиковый клей не работает за пределами этих типов пластика.
Testors Liquid Cement for Plastics
Это означает, что клей для пластиковых моделей не будет работать на смоле, оловянном металле или других бумажных изделиях для создания основы для миниатюр.
Пластмассовый клей действует посредством химического процесса, при котором он плавит стирольный пластик и снова сплавляет эти расплавленные поверхности после отверждения цемента. Пластмассовый клей представляет собой перманентную связку для пластмасс.
Я рекомендую пластиковый клей для основания миниатюр, когда вы хотите создать нестандартные элементы с помощью пластиковой карты, запасных бит и литников или создать элементы с нуля из стиролового материала.
Будьте осторожны с пластиковым клеем. Многие из этих продуктов выделяют вредные пары и пары. Работайте с пластиковым клеем в помещении с хорошей вентиляцией. Помните, что для этого вам не понадобится много пластичного цемента. Меньше — больше!
- Best Glue for Styreny Plastics
- Пластмассы постоянно
- Работы Fast
- Недорогие
- Limited Plastics Only
- Вредные Vapors
- .0568
Пластиковая модель Цемент Купить на Amazon Купить на BLICK Арт Купить в Walmart Двухкомпонентный эпоксидный клей
Двухкомпонентный эпоксидный клей — это клеи, к которым вы прибегаете, когда ничего не помогает. Это самые прочные клеи, которые вы можете использовать для основы своих моделей.
Если вы ищете более прочную основу для своих миниатюр, вам отлично подойдут двухкомпонентные эпоксидные смолы.
Для тяжелых материалов основы, таких как камни, галька или большие куски смолы, подойдет двухкомпонентная эпоксидная смола.Супер сильный материал! Однако для использования двухкомпонентных эпоксидных смол Gorilla Epoxy
требуется немного больше усилий. Вам нужно будет смешать две части эпоксидной смолы вместе в правильном соотношении, чтобы она правильно застыла.
Это работает в ваших интересах, поскольку у вас будет больше рабочего времени для нанесения эпоксидной смолы на рабочую поверхность.
Двухкомпонентные эпоксидные смолы особенно хороши для тех из вас, кто пытается создать эффекты воды или другие специальные эффекты.
Отвержденная эпоксидная смола почти непроницаема для химических растворителей. Суперклей и клей ПВА могут отслаиваться или трескаться, когда вы добавляете поверх них другие суровые художественные материалы, например, уайт-спирит, моющие средства (например, средства для повышения текучести).
Двухкомпонентная эпоксидная смола не имеет этой проблемы и устойчива ко многим повреждениям вашей миниатюрной основы.
У вас есть очень тяжелая и большая модель, которую вы хотите прикрепить к своей базе? Попробуйте двухкомпонентную эпоксидную смолу для прочной основы и сцепления.
Для достижения наилучших результатов спланируйте, сколько эпоксидной смолы вам понадобится для того количества материала-основы, которое вы пытаетесь склеить. Планируя свои потребности, вы не будете смешивать слишком много или слишком мало эпоксидной смолы.
После того, как вы выльете эпоксидную смолу из бутылки, вы не сможете положить ее обратно, и вам придется израсходовать то, что вы перепутали.
Из-за более технических аспектов двухкомпонентной эпоксидной смолы и потенциальных отходов я рекомендую сначала использовать суперклей для большинства проектов, требующих прочного сцепления.
Но если вы ищете очень прочное и долговечное соединение для своих оснований, вы не ошибетесь, выбрав двухкомпонентные эпоксидные смолы.
- Очень прочный клей
- Работает практически с любым материалом
- Долговечность
- Более длительное время работы по сравнению с другими клеями
- Низкий уровень пара/дыма
- Отлично подходит для более тяжелых материалов, например камней, смолы
- Более сложен в использовании
- Для правильного отверждения требуется правильное соотношение смешивания
- Труднее использовать в небольших количествах
- Дороже, чем другие клеи/клеи
3
Двухкомпонентная эпоксидная смола Купить на Amazon Купить на BLICK Арт Купить в Walmart Другие полезные варианты клея для приклеивания миниатюр
Я определенно упустил другие варианты приклеивания материала-основы к миниатюрам.
Но вот два других варианта, которые я использовал, которые хорошо работают.Я не помещал их в основной список выше, потому что они немного ситуативны (как вы увидите ниже).
Пистолет для горячего клея
Пистолет для горячего клея отлично подходит для декоративно-прикладного искусства. Я предложил использовать пистолеты для горячего клея в качестве инструмента для создания террейна для варгеймов своими руками.
Профессиональный двухтемпературный клеевой пистолет Surebonder
от: Blick Art MaterialsВ клеевом пистолете используются «стержни клея», которые расплавляются внутри клеевого пистолета и выбрасываются через сопло в виде жидкости. Поскольку в клеевом пистолете используются расплавленные клеевые стержни, он работает очень быстро и дает вам большой контроль над тем, куда наносится клей.
Я рекомендую использовать пистолет для горячего клея для приклеивания второстепенных материалов основы, а не в качестве основного клея.
Пистолет для горячего клея повышенной прочности
Например, вы можете использовать пистолет для горячего клея, чтобы прикрепить камешки или кусочки пластика к основе. Но не используйте пистолет для горячего клея, чтобы прикрепить основной конструкционный материал-основу.
Затвердевший горячий клей слишком эластичен и структурно непригоден для формирования основной основы вашей модели или миниатюры.
Если вы занимаетесь мелкомасштабным моделированием, это означает, что пистолет для горячего клея отлично подходит для диорам, но не для крепления основной модели к основе.
Вам не нужен причудливый пистолет для горячего клея, чтобы прикрепить материал к вашим моделям.
Очень хорошо подойдет низкотемпературный пистолет для горячего клея. Если вас беспокоит прочность, вы всегда можете использовать любой другой клей для укрепления своих оснований.
Матовый лак или медиум
Матовый жидкий медиум
Возможно, у вас уже есть лак или медиумы, которые можно использовать для смешивания с акриловыми красками или для герметизации моделей.
В качестве клея можно использовать матовые лаки и медиумы. Работают они в основном как ПВА-клей. Вы можете смешать эти среды с водой, чтобы разбавить их.
Эти среды обладают всеми преимуществами и недостатками белых клеев (т. е. просты в использовании, эластичны, имеют более слабое сцепление, водорастворимы и т. д.). Если вы все же используете медиумы, то помните, что вы можете укрепить свои основания с помощью других клеев.
Причина отказа от использования матового носителя или лакового носителя заключается в том, что они, как правило, дороже, чем специальные клеи/адгезивы в пересчете на объем.
УФ-отверждаемые клеи
Bondic LED UV Liquid Plastic Купить на Amazon Купить в Walmart Существуют «клеи», которые отверждаются и склеиваются под воздействием ультрафиолетового (УФ) света.
Эти клеи легко наносятся с помощью прилагаемого дозатора.
Со смолой также легко работать, и она имеет неограниченное время работы до воздействия УФ-излучения.Я использовал эту смолу, чтобы удерживать детали на месте, пока не добавлю другие клеи (например, суперклей, эпоксидную смолу) для усиления соединения.
По моему опыту, я не думаю, что УФ-отверждаемые смолы подходят для общего базирования, потому что отвержденная смола может разрушиться под повторяющимися нагрузками . Отвержденная смола на самом деле не образует прочной связи между множеством различных материалов.
Полимерные клеи, отверждаемые УФ-излучением, довольно дороги для того, что вы получаете. Я не рекомендую использовать УФ-отверждаемую смолу в качестве основного клея/клея для базирования моделей или миниатюр.
Для других обычных бытовых работ или склеивания легких материалов УФ-отверждаемые клеи отлично подходят из-за их удобства.
Final Word
Я надеюсь, что это краткое руководство по миниатюрным базовым клеям было полезным.
3
1
ES МОДЕЛИ И МИНИАТЮРЫ
Продолжить чтение ниже о лучшем клее для основы миниатюр.
Почему базовые миниатюры?
Отлично, вы закончили рисовать свои модели!
Но почему их основания из чистого пластика?
Если вы продвинулись достаточно далеко, чтобы раскрасить свои миниатюры, значит, у вас есть все необходимые навыки, чтобы закончить основу.
Базовые модели не должны быть сложными. Все, что вам нужно, это простые материалы, такие как песок или кусочки пробки, чтобы создать живописную основу.
И, клей!
Конечно, с созданием базы можно с ума сойти. Используйте материалы для лепки, чтобы действительно вывести свою нарисованную миниатюру на новый уровень.
Вы даже можете выстругать басовую древесину, как это сделал я, чтобы сделать основу для своих моделей.
Или вы можете использовать текстурные пасты, такие как технические краски Citadel, чтобы быстро придать изюминку своим основам. Не хотите тратить много денег? Попробуйте эти альтернативы текстурным краскам Citadel.
Какой клей лучше всего подходит для приклеивания миниатюр?
Существует 4 вида обычных клеев, которые можно использовать для основы ваших миниатюр:
