

Нефть и нефтепродукты — РИА Новости, 02.07.2013
Нефть (через тур. «neft», от перс. «нефть») – горючая маслянистая жидкость со специфическим запахом, распространенная в осадочной оболочке Земли, являющаяся важнейшим полезным ископаемым.
Различные типы нефти существенно различаются по химическим и физическим свойствам: в природе она представлена и в виде черного битумного асфальта, и в форме светлых летучих разновидностей.
По свойствам нефть немного легче воды и практически в ней не растворяется. Так как нефть – смесь различных углеводородов, то у нее нет определенной температуры кипения.
Обычно начало кипения нефти выше 28°С, температура застывания колеблется от +30 до –60°С и зависит в основном от содержания парафина (чем его больше, тем температура застывания выше).
Температура вспышки нефти колеблется в широких пределах (от ниже –35 до 120°С) в зависимости от фракционного состава и давления насыщенных паров.
Различают легкую (0,65-0,87 г/куб см), среднюю (0,871‑0,910 г/куб см) и тяжелую (0,910-1,05 г/куб см) нефть.
Нефть растворима в органических растворителях, в воде при обычных условиях практически нерастворима, но может образовывать с ней стойкие эмульсии.
Нефть отличается многообразием цветов – она может быть черной, коричневой, вишневой, зеленой, янтарной, желтой. Ее запах тоже бывает совершенно разным – от приятного и даже душистого до отвратительно сернистого.
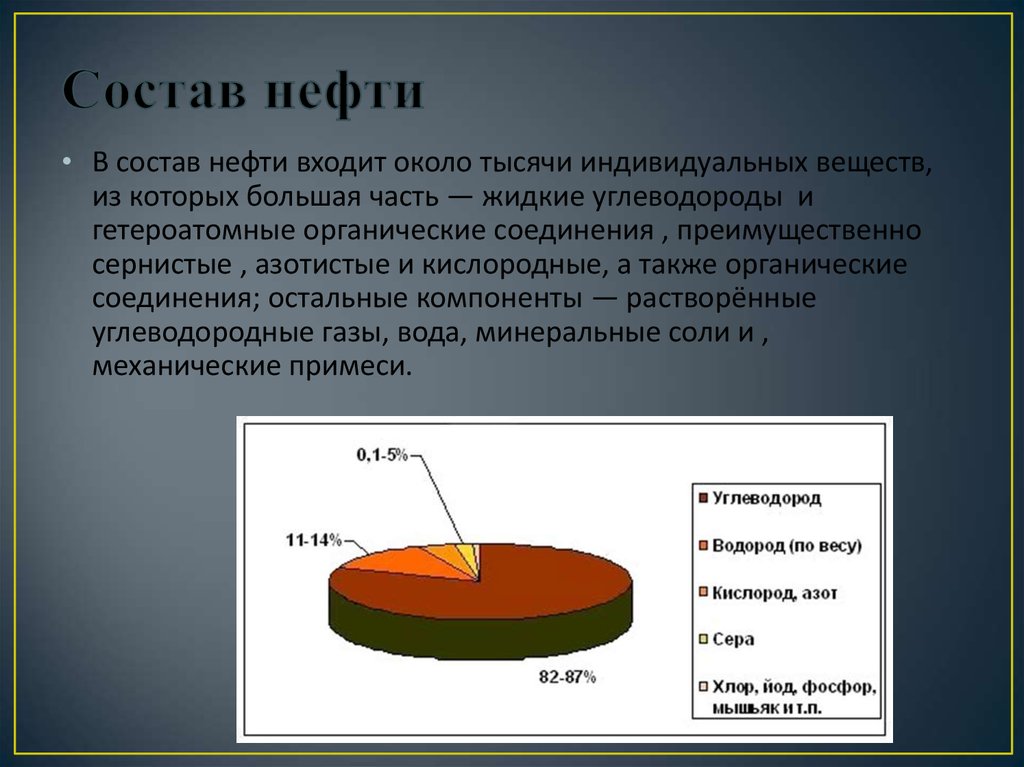
В состав сырой нефти входит около 1000 компонентов. Среди них преобладают алканы, циклоалканы и разнообразные ароматические углеводороды. Другие органические соединения, присутствующие в нефти, содержат азот, кислород, серу или незначительное количество металлов – железа, никеля, меди и ванадия.
Залежи этого полезного ископаемого располагаются на глубине от десятков метров до 5-6 км. Происхождение нефти до сих пор вызывает бурные дискуссии. Большинство ученых являются сторонниками биогенной теории, согласно которой нефть формировалась из остатков живых организмов – по большей части планктона. Остатки накапливались на дне водных бассейнов, затем уплотнялись и обезвоживались.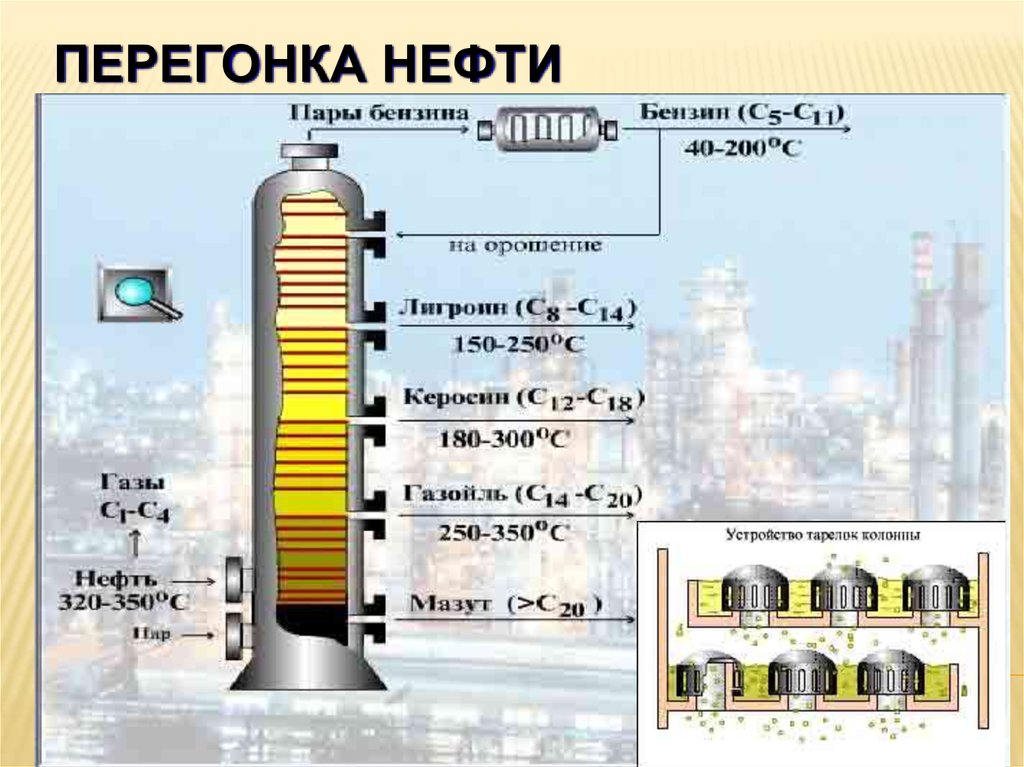 В условиях ограниченного доступа кислорода в них протекали различные биохимические процессы. Пласт остатков затем опускался на глубину, где в условиях высокой температуры и давления происходило нефтеобразование. Эта теория появления нефти получила название «биогенной». Однако она не является единственным объяснением появления этого бесценного ресурса.
В условиях ограниченного доступа кислорода в них протекали различные биохимические процессы. Пласт остатков затем опускался на глубину, где в условиях высокой температуры и давления происходило нефтеобразование. Эта теория появления нефти получила название «биогенной». Однако она не является единственным объяснением появления этого бесценного ресурса.
Довольно много ученых и специалистов придерживаются другого мнения по этому вопросу, выступая сторонниками теории «абиогенного синтеза». Еще Дмитрий Менделеев предположил, что нефть образуется из глубинных флюидов – жидких и газообразных компонентов магмы или циркулирующих в земных глубинах растворов, насыщенных газами. Он полагал, что во время процессов горообразования вода просачивается вниз по трещинам, рассекающим земную кору. Встречаясь в недрах с карбидами железа, вода вступает с ними в реакцию под действием высоких температур и давления. В результате этой реакции образуются оксиды железа и углеводороды, например этан. По тем же разломам насыщенные углеводородами флюиды поднимаются в верхние слои коры и заполняют твердые породы-коллекторы. Так образуются месторождения нефти и газа.
Так образуются месторождения нефти и газа.
Геологи впоследствии выяснили, что месторождения часто формируются в зоне глубинных разломов – это подтверждает гипотезу Менделеева.
Нефть, получаемую непосредственно из скважин, называют сырой. Сырую нефть из скважины практически не используют в чистом виде.
При выходе из нефтяного пласта нефть содержит частицы горных пород, воду, а также растворенные в ней соли и газы. Эти примеси вызывают коррозию оборудования и серьезные затруднения при транспортировке и переработке нефтяного сырья. Таким образом, для экспорта или доставки в отдаленные от мест добычи нефтеперерабатывающие заводы необходима промышленная обработка сырой нефти: из нее удаляется вода, механические примеси, соли и твердые углеводороды, выделяется газ. Газ и наиболее легкие углеводороды необходимо выделять из состава сырой нефти, т.к. они являются ценными продуктами, и могут быть утеряны при ее хранении. Кроме того, наличие легких газов при транспортировке сырой нефти по трубопроводу может привести к образованию газовых мешков на возвышенных участках трассы. Очищенную от примесей, воды и газов сырую нефть поставляют на нефтеперерабатывающие заводы (НПЗ), где в процессе переработки из нее получают различные виды нефтепродуктов. Качество, как сырой нефти, так и нефтепродуктов, получаемых из нее, определяется ее составом: именно он определяет направление переработки нефти и влияет на конечные продукты.
Очищенную от примесей, воды и газов сырую нефть поставляют на нефтеперерабатывающие заводы (НПЗ), где в процессе переработки из нее получают различные виды нефтепродуктов. Качество, как сырой нефти, так и нефтепродуктов, получаемых из нее, определяется ее составом: именно он определяет направление переработки нефти и влияет на конечные продукты.
Основным процессом переработки нефти (после обезвоживания, обессоливания и стабилизации) является перегонка, при которой из нефти сначала отбираются в зависимости от поставленной цели следующие нефтепродукты: бензины (авиационный или автомобильный), реактивное топливо, осветительный керосин, дизельное топливо и мазут. Мазут служит в качестве сырья для получения дистиллятных масел, парафина, битумов или может быть использован в качестве жидкого котельного топлива. Остаток (концентрат, гудрон) после отгонки от мазута масляных дистиллятов служит для получения остаточных масел или как сырье для различных деструктивных процессов, а после окисления может быть использован в качестве дорожного и строительного битума или в качестве компонента котельного топлива.
Значительный рост потребления нефтепродуктов и все более жесткие требования к их качеству вызвали необходимость в так называемой вторичной переработке нефти, связанной с изменением структуры углеводородов, входящих в ее состав, а также получением функциональных производных, содержащих кислород, азот, хлор и др. элементы. В результате вторичной переработки из нефти получают исходные вещества для производства важнейших продуктов: каучуков синтетических, волокон синтетических, пластических масс, поверхностно-активных веществ, моющих средств, пластификаторов, присадок, красителей и многих др.
Из нефти производится более тысячи смазочных масел, воск, из которого изготавливаются свечи, вощеная бумага и целлофан. Нефтепродукты идут на изготовление копировальной бумаги, красителей для печатания книг и газет. Из нефти для сельского хозяйства производят ядохимикаты и синтетический аммиак, используемый как удобрение. Из нефтепродуктов изготавливают синтетическую пенную резину, пластмассовые плитки, пленку.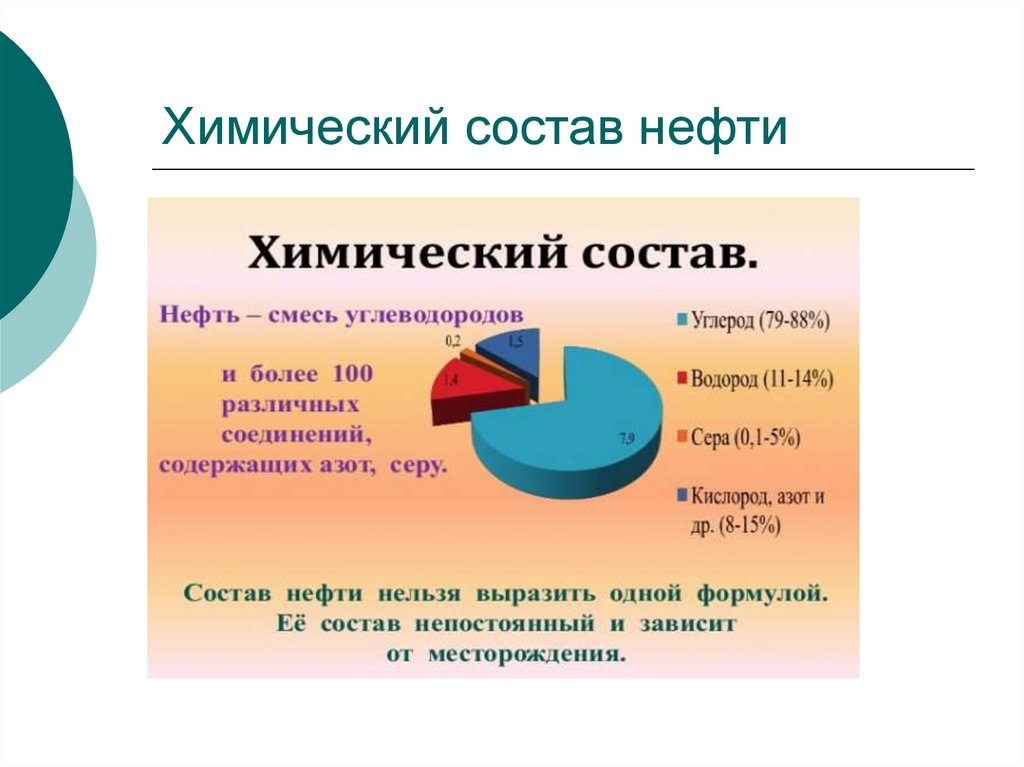
Компьютеры на 80-90% процентов состоят из конечного продукта от нефти. С помощью нефти производятся DVD и CD диски.
Материал подготовлен на основе информации РИА Новости и открытых источников
Как добывают нефть / Хабр
Недавно прочитал сообщение, что мэр Москвы Сергей Собянин открыл Музей нефти на Сретенском бульваре. «В Москве нет нефтяных вышек, нефтяных месторождений, но у нас есть огромные отряды людей, которые двигают академическую науку, прикладную, образование, которое работает в значительной части на нефтяную отрасль страны, делая ее передовой», — подчеркнул на открытии мэр Москвы Сергей Собянин.
Молодец, Сергей Семёнович. И дело хорошее сделал – музей открыл, и слова хорошие сказал, вот только несмотря на то, что долгое время проработал на руководящих должностях в нефтедобывающих регионах, немного ошибся с терминологией. «Нефтяных вышек» нет не только в Москве, их нет нигде в мире. Есть буровые вышки (см. фото вверху), являющиеся частью буровых установок, а нефтяных нет. А что же тогда есть?
А что же тогда есть?
А вот о том, какими способами и с помощью какого оборудования добывают нефть в России и мире я и постараюсь максимально доступным языком рассказать и наглядно показать в своей статье. (На фотографии вверху — буровая площадка в окрестностях Нарьян-Мара. Снимок не очень качественный, поскольку сделан автором через иллюминатор вертолёта).
Начну с того, что нефть добывают из скважин. Скважина – это цилиндрическая горная выработка (отверстие в земле), незначительного диаметра и большой глубины, предназначенная для подъёма жидкости (вода, нефть) или газа на поверхность.
Диаметр нефтяных скважин, как правило, ступенчато уменьшается от устья (выход скважины на поверхность) до забоя (дно скважины). Диаметр скважин начинается от 40 мм и редко бывает больше 900 мм. Средняя глубина нефтедобывающих скважин в России 2500 м. В скважины спускают специальные трубы, называемые обсадными, чтобы предохранить стенки скважин от обрушения.
В зависимости от геологических условий нефтяного месторождения бурят различные типы скважин:
Длиной скважины называется расстояние между устьем и забоем, измеряемое по оси ствола. Глубиной является проекция длины скважины на её вертикальную ось. Для вертикальных скважин эти значения одинаковы, а вот для наклонно-направленных и горизонтальных – различаются.
Глубиной является проекция длины скважины на её вертикальную ось. Для вертикальных скважин эти значения одинаковы, а вот для наклонно-направленных и горизонтальных – различаются.
Нефтяные скважины бурят как на суше, так и на море, но сегодня мы бурения касаться не будем, а перейдём сразу к способам добычи нефти или, как выражаются нефтедобытчики, к способам эксплуатации скважин.
В настоящее время применяются только два основных способа эксплуатации скважин:
- фонтанный (когда нефть извлекается из скважины самоизливом) и
- механизированный (который, в свою очередь, подразделяется на газлифтный и насосный).
Выбор способа эксплуатации нефтяных скважин, в первую очередь, зависит от величины пластового давления и глубины залегания продуктивного (т.е. нефтеносного) пласта. Кроме того, на выбор способа эксплуатации может влиять состав нефти, степень её обводненности (т.е.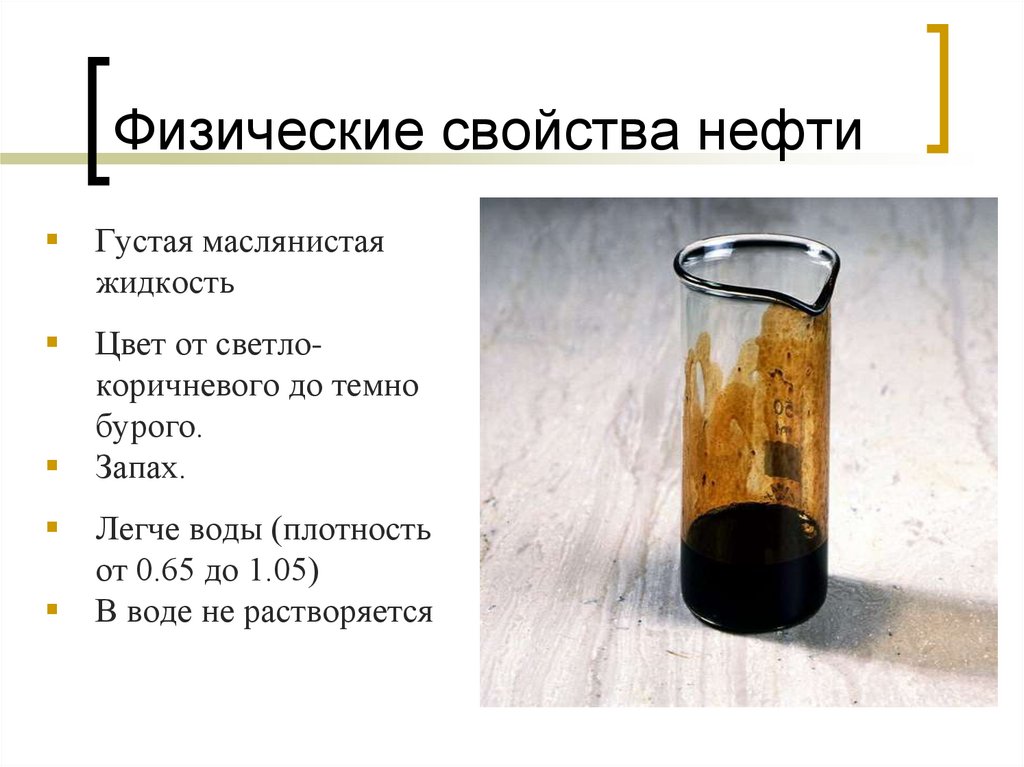 % содержания воды), напор жидкости в стволе скважины и ряд других факторов.
% содержания воды), напор жидкости в стволе скважины и ряд других факторов.
Фонтанный способ добычи нефти
Данный способ применяется при высоком пластовом давлении. В этом случае нефть фонтанирует, поднимаясь на поверхность по насосно-компрессорным трубам (НКТ) за счет энергии пласта. Фонтанирование может происходить за счёт гидростатического напора (очень редко) или за счет энергии расширяющегося газа (в большинстве случаев, поскольку находящийся вместе с нефтью в пласте газ играет главную роль в фонтанировании скважины).
К преимуществам такого способа относится его высокая экономичность, поскольку подъем происходит естественным путем, что не требует применения дорогостоящего нефтедобывающего оборудования, позволяя тем самым сэкономить как на его стоимости, так и на техническом обслуживании.
Оборудование любой скважины, включая фонтанную, должно обеспечивать добычу продукции в заданном режиме и безопасное проведение всех необходимых технологических операций. Оно подразделяется на скважинное (подземное) и устьевое (наземное).
Оно подразделяется на скважинное (подземное) и устьевое (наземное).
Для фонтанного способа добычи нефти требуется технологически простое наземное и подземное оборудование.
Из подземного оборудования в скважину спускают НКТ с воронкой на конце для удобства спуска-подъёма исследовательских приборов. Колонна НКТ состоит из стальных бесшовных труб длиной 5 – 10 м, соединённых между собой резьбовыми муфтами. Диаметр НКТ варьируется от 27 мм до 114 мм, толщина стенки от 3 мм до 7 мм. НКТ – основной рабочий инструмент при эксплуатации скважин. Эксплуатационная обсадная колонна, как правило, спускается в скважину, цементируется от забоя до устья, и больше не поднимается на поверхность, поэтому все подземные операции выполняются с помощью НКТ: подъём скважинной жидкости на поверхность, ремонтные и промывочные работы и т.д.
Конструкция скважины
В качестве наземного оборудования на устье скважины устанавливается фонтанная арматура (ФА). ФА предназначена для подвески колонны НКТ, герметизации межтрубного (затрубного) пространства, для эксплуатации, регулирования режима работы и ремонта скважины, а также для направления продукции скважины в выкидную линию (т.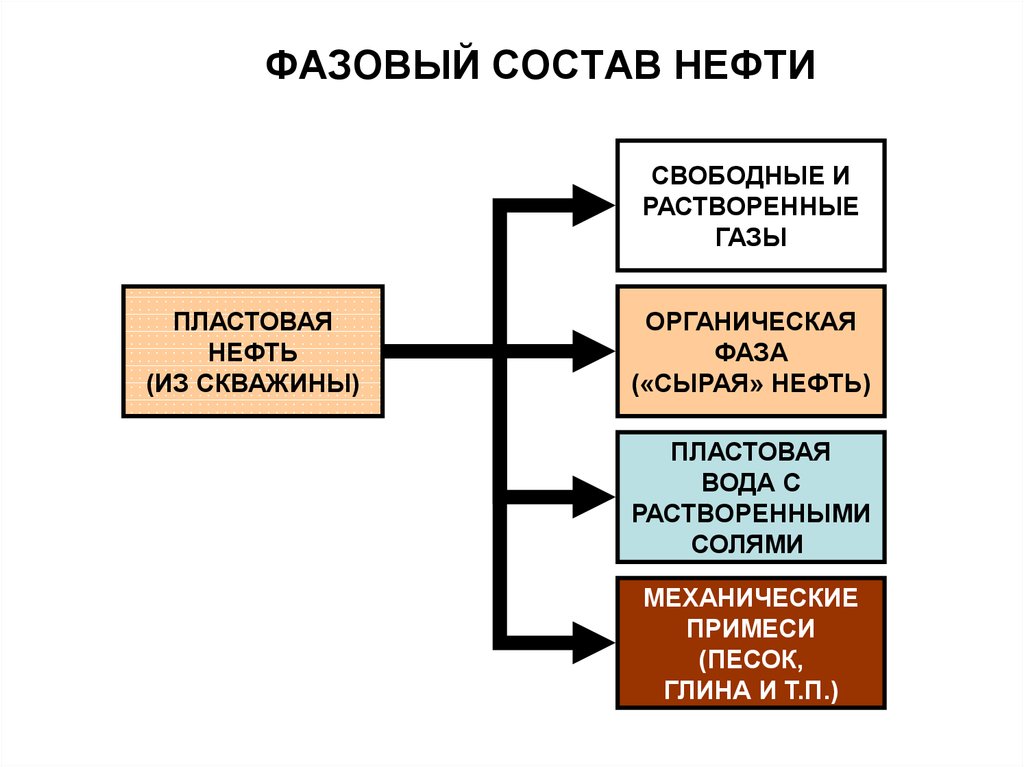 е. трубу по которой нефть поступает из скважины к замерной установке).
е. трубу по которой нефть поступает из скважины к замерной установке).
Фонтанная арматура
Обслуживают скважины операторы добычи нефти и газа
Фонтанный способ эксплуатации нефтяных скважин применяется на начальном этапе разработки месторождений. По завершению процесса фонтанирования, на скважине начинают применять механизированные методы добычи.
Газлифтный способ добычи нефти
Газлифт является одним из механизированных способов добычи нефти и логическим продолжением фонтанного способа и, в принципе, мало чем от него отличается. При его использовании нефть поднимается из забоя за счет энергии газа, нагнетаемого с устья. На этот способ переходят тогда, когда энергии пласта становится недостаточно для выталкивания нефти, поэтому её подъем начинают осуществлять с помощью подкачки в пласт сжатого газа.
Для сжатия газа используют компрессоры высокого давления. Этот способ называют компрессорным. Бескомпрессорный способ газлифта осуществляют методом подачи в пласт газа, уже находящегося под высоким давлением. Такой газ подводят с ближайшего месторождения.
Бескомпрессорный способ газлифта осуществляют методом подачи в пласт газа, уже находящегося под высоким давлением. Такой газ подводят с ближайшего месторождения.
Несмотря на то, что данный способ отличает простота обслуживания скважин, и он максимально удобен для подъема больших объемов нефти с высоким содержанием газа, он становится всё менее востребованным из-за того, что требует больших затрат на строительство компрессорных станций и газопроводов высокого давления. В настоящее время газлифтным способом добывается не более 5% нефти в России.
В этом ролике (4 минуты) от компании Weatherford очень наглядно (и, главное, без единого слова), показаны технологии, применяемые при газлифтной добыче нефти:
Насосные способы добычи нефти
К насосным способам механизированной добычи нефти относят, как несложно догадаться, добычу нефти при помощи различных видов насосных установок. Обратите внимание, что речь идёт именно об «установках», поскольку кроме, собственно, насоса необходимо и другое погружное (т.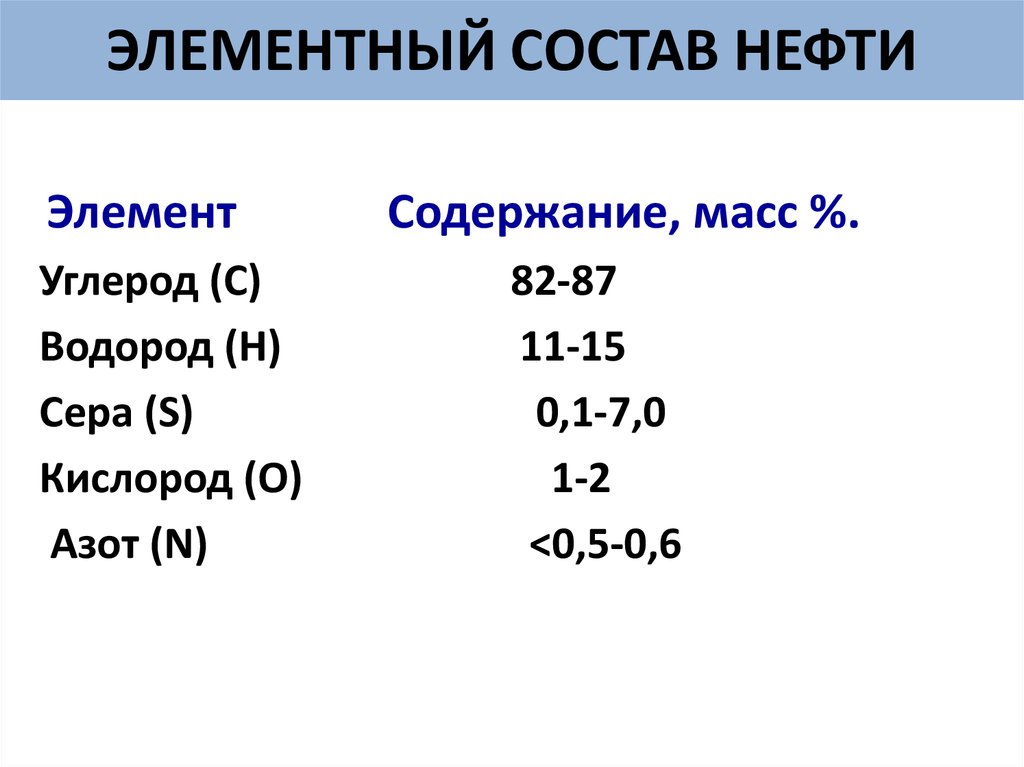 е. монтируемое в скважине) и наземное оборудование.
е. монтируемое в скважине) и наземное оборудование.
В настоящее время для добычи нефти применяются различные скважинные насосные установки:
- установка штангового глубинного насоса (УШГН) или скважинная штанговая насосная установка (СШНУ)
- установка электрического центробежного насоса (УЭЦН)
- установка электроприводного винтового насоса (УЭВН)
- установка электроприводного лопастного насоса (УЭЛН)
- различные виды скважинных гидропоршневых насосных установок (ГПНА):
- струйные
- гидроимпульсные
- турбонасосные
- вибрационные.
В рамках данной статьи мы рассмотрим только первые три, как самые распространённые.
Добыча нефти при помощи установки штангового глубинного насоса (УШГН)
Да, да, да. Это именно та самая, всем известная «качалка», фотографию которой наиболее часто используют, когда говорят о нефтедобыче. Это обусловлено, с одной стороны, тем, что УШГН – самый старый и наиболее распространенный в мире вид механизированной эксплуатации нефтяных скважин, а, с другой стороны, тем, что это наиболее «фактурное» нефтедобывающее оборудование.
Это обусловлено, с одной стороны, тем, что УШГН – самый старый и наиболее распространенный в мире вид механизированной эксплуатации нефтяных скважин, а, с другой стороны, тем, что это наиболее «фактурное» нефтедобывающее оборудование.
Для понимания распространённости. Во всем мире сейчас находится в эксплуатации около 2 миллионов нефтяных скважин. УШГН оснащены примерно 750 000 из более чем 1 миллиона скважин, где применяют тот или иной способ механизированной добычи.
УШГН действует по принципу поршневого устройства: при помощи возвратно-поступательных движений наземного привода через колонну насосных штанг глубинный насос поднимает нефть к поверхности. Станок-качалка приводится в движение при помощи электрического двигателя через клиноременную передачу. Также применяются и другие типы приводов для ШГН: цепной привод, гидравлический привод, длинноходовой привод, но назначение у всех одно – привести в движение колонну штанг, обеспечив работу глубинного насоса.
Из всех просмотренных мной на youtube роликов про принцип работы УШГН (на русском языке), именно этот показался мне наиболее предпочтительным с точки зрения доступности, полноты изложения, визуализации и длительности (5 минут):
Добыча нефти при помощи установки электрического центробежного насоса (УЭЦН)
На фотографии вверху видна фонтанная арматура скважины, оснащённой УЭЦН. Сначала объясню, для чего нужны УЭЦН, если есть «качалки». Дело в том, что у УШГН (СШНУ) есть много недостатков, которых лишены УЭЦН, а именно:
Сначала объясню, для чего нужны УЭЦН, если есть «качалки». Дело в том, что у УШГН (СШНУ) есть много недостатков, которых лишены УЭЦН, а именно:
- невозможность эксплуатации высокодебитных скважин, т.е. скважин, дающих большие объёмы нефти;
- низкая эффективность добычи нефти с большим содержанием воды;
- громоздкое и металлоёмкое наземное оборудование;
- высокая вероятность обрыва насосных штанг (особенно в наклонных и горизонтальных скважинах).
По статистике, доля скважин в России, оборудованных УШГН,— 34%. На УЭЦН приходится 63% скважин, при этом 82% нефти в стране добывается именно с помощью УЭЦН, что говорит о большей эффективности именно этого способа.
Основные компоненты УЭЦН:
- электроцентробежный насос (ЭЦН)
- погружной электродвигатель
- гидрозащита (протектор)
- газосепаратор (опционально)
- кабельная линия
- наземная станция управления (СУ)
Погружной электроцентробежный насос внешне ничем не отличается от трубы, но внутренняя полость такой трубы (т. е. корпуса насоса) содержит большое количество сложных в изготовлении деталей. (См. рисунок ниже. Изображение взято с сайта компании «Новомет»)
е. корпуса насоса) содержит большое количество сложных в изготовлении деталей. (См. рисунок ниже. Изображение взято с сайта компании «Новомет»)
ЭЦН приводится в действие с помощью электродвигателя, расположенного в скважине (поэтому он и называется «погружным»). Подвод электроэнергии к нему осуществляется по погружному бронированному кабелю. Электродвигатель может быть асинхронным (магнитное поле создается статором двигателя) или вентильным (магнитное поле создается постоянными магнитами, находящимися в роторе двигателя), который имеет более высокий КПД. Управление погружной установкой производится через станцию управления (СУ). Применяются СУ прямого пуска, а также СУ с возможностью регулирования частоты вращения погружного электродвигателя.
В этом кратком (1 минута) ролике от компании Weatherford очень наглядно (и, главное, без единого слова), показан принцип работы УЭЦН:
Для вашего удобства, привожу перевод терминов, использованных в ролике:
Electric Submersible Pumping System — установка электрического центробежного насоса (УЭЦН)
Motor — погружной электродвигатель
Seal — гидрозащита
Gas Separator — газосепаратор
Submersible Pump – погружной электроцентробежный насос (ЭЦН)
Gas — газ
Oil – нефть
Добыча нефти при помощи установки электроприводного винтового насоса (УЭВН)
Винтовой насос – это насос объёмного действия, подача которого прямо пропорциональна частоте вращения специального винта. При вращении винт (ротор) и его обойма (статор) образуют по всей длине ряд замкнутых полостей, которые передвигаются от приёма насоса к его выкиду. Вместе с ними перемещается и откачиваемая жидкость.
При вращении винт (ротор) и его обойма (статор) образуют по всей длине ряд замкнутых полостей, которые передвигаются от приёма насоса к его выкиду. Вместе с ними перемещается и откачиваемая жидкость.
Существует два варианта применения винтовых насосов для добычи нефти.
При первом (как на картинке вверху), который получил наибольшее распространение, электродвигатель и редуктор монтируются на устье скважины и связаны между собой ременной передачей. Обойма винтового насоса спускается в скважину на НКТ, а винт крепится к штангам, которые вращаются электродвигателем через редуктор.
При втором варианте (набирает популярность), схема установки УЭВН аналогична УЭЦН, т.е. винтовой насос приводится в действие погружным электродвигателем, который передаёт крутящий момент напрямую на вал винтового насоса через протектор. Благодаря приводу от погружного электродвигателя, в такой установке не применяются насосные штанги и редуктор, являющийся самым ненадёжным и дорогостоящим компонентом традиционной УЭВН.
УЭВН применяются, главным образом, в скважинах с высоковязкой нефтью.
В этом ролике от компании Weatherford «Progressing Cavity Pumping System» показан принцип работы УЭВН (достаточно посмотреть первые 2 мин.):
Каждая из описанных выше технологий добычи нефти имеет свои плюсы и минусы, и выбор того или иного способа добычи зависит, главным образом, от геологических условий конкретного месторождения, ну и, естественно, от экономических параметров.
Откуда берется сырая нефть? | Блог
И еще 5 вещей, которые вы должны знать о «черном золоте» Земли
Сырая нефть. Часто изображается как коагулированная густая черная жидкость, выбрасывающаяся из-под земли на нефтяных вышках. Глоппи и нерафинированный прямо с земли. Черное золото нефтяника.
Он получил это прозвище «черное золото» из-за монументального количества продуктов, которые можно перерабатывать из нерафинированной сырой нефти.
Бензин и дизельное топливо для питания нашего транспорта. Печное топливо для обогрева наших домов. И другие нефтепродукты, такие как нафта, воски и смазочные масла, которые в конечном итоге становятся частью почти каждого продукта, который мы производим и потребляем.
Но откуда он взялся?
Мы отвечаем на этот вопрос и еще на 5 вещей, которые вам следует знать о сырой нефти.
Но сначала давайте узнаем некоторые факты.
Краткие факты о сырой нефти
- Сырая нефть — это природное ископаемое топливо, т. е. полученное из останков мертвых организмов.
- Сырая нефть состоит из смеси углеводородов — атомов водорода и углерода.
- Он существует в жидкой форме в подземных резервуарах в крошечных пространствах в осадочных породах. Или его можно найти у поверхности в нефтеносных песках.
- Часто встречается вместе с природным газом и соленой водой.
- Сырую нефть часто взаимозаменяемо называют нефтью.
 Это связано с тем, что нефть включает как неочищенную сырую нефть, так и очищенные нефтепродукты.
Это связано с тем, что нефть включает как неочищенную сырую нефть, так и очищенные нефтепродукты. - Он не подлежит обновлению — когда он исчезнет, он исчезнет, и его нельзя легко заменить.
 Это связано с тем, что нефть включает как неочищенную сырую нефть, так и очищенные нефтепродукты.
Это связано с тем, что нефть включает как неочищенную сырую нефть, так и очищенные нефтепродукты.Нефтепродукты, которые могут быть переработаны из одного барреля сырой нефти:
Откуда берется сырая нефть?
Мертвые существа, много давления, много тепла и сотни тысяч лет во времени.
Сырая нефть образуется из остатков мертвых организмов (диатомей), таких как водоросли и зоопланктон, которые существовали миллионы лет назад в морской среде.
В то время эти организмы были доминирующей формой жизни на Земле.
К вашему сведению: на этом этапе динозавров не было. Так что любая из тех историй, которые вы слышали о том, что ископаемое топливо происходит от динозавров, просто не соответствует действительности.
В процессе жизни эти организмы поглощали энергию солнца и хранили ее в виде молекул углерода в своих телах.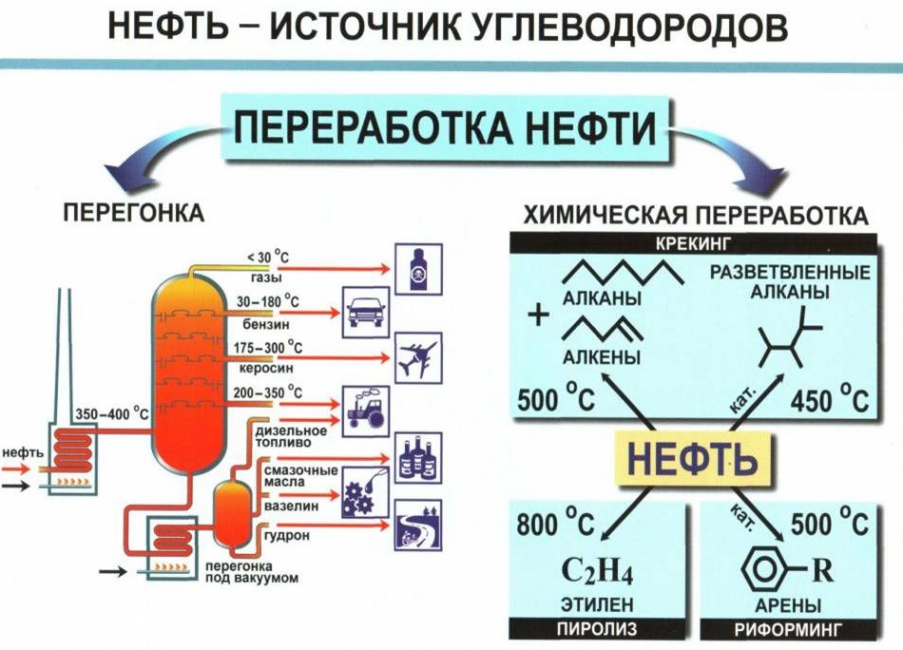 Когда они умирали, их останки опускались на дно океанов или в русла рек и были погребены под слоями песка, грязи и камней.
Когда они умирали, их останки опускались на дно океанов или в русла рек и были погребены под слоями песка, грязи и камней.
На протяжении миллионов лет останки погребались все глубже и глубже под большим количеством осадка и органических материалов.
Огромное давление, высокие температуры и недостаток кислорода превратили органическое вещество в воскообразное вещество, называемое кероген .
При еще большем нагреве, давлении и времени кероген подвергается процессу, называемому катагенезом , который превращает кероген в углеводороды .
Различные комбинации давления, тепла и исходного состава органического материала определяют тип образовавшегося углеводорода. В этом случае углеводороды образуют сырой нефти.
Другими примерами являются асфальт, если температура ниже, и природный газ, если температура выше.
После образования нефти она перемещается через крошечные поры в окружающей породе из области высокого давления в область низкого давления, часто вверх.
Некоторое количество нефти может подняться на поверхность, где она скапливается, в других случаях нефть попадет в ловушку под непроницаемыми слоями породы или глины, где она сформирует подземные резервуары.
Насколько глубоко под землей находится сырая нефть?
Нефть, похоже, становится все глубже и глубже.
Но это не вся правда.
На самом деле нефть всегда двигалась только вверх. Только бурение для добычи нефти необходимо углублять и дальше, поскольку более высокие и легкодоступные нефтяные резервуары израсходованы.
Самый ранний год, когда имеются данные, 1949 год, показывает, что средняя глубина пробуренных нефтяных скважин составляла 3500 футов.
К 2008 году средний показатель вырос до 6000 футов. И самая глубокая скважина, существующая в настоящее время, имеет огромную глубину 40 000 футов. Это на 11 000 футов больше, чем высота горы Эверест.
Не все бурят прямо вниз, когда говорят о глубине, это означает, как далеко они должны были пробурить, иногда это также означает преодоление огромных горизонтальных расстояний.
Как узнать, где найти масло?
Геологи — мастера поиска нефти. Геологи, которые часто называют разведкой нефти, будут искать область, которая отвечает всем требованиям обнаружения нефтяной ловушки, также известной как поразительное (черное) золото.
Нефть часто находят в обширных подземных резервуарах, где когда-то располагались древние моря. Это может быть либо под землей, либо в океане под морским дном.
В первые годы добычи нефти геологи изучали почву, поверхностные породы и другие особенности поверхности, чтобы определить, может ли нефть лежать под ними.
Позже появились спутниковые снимки, а также более технологические достижения, такие как гравиметры, средства для проверки магнитного поля Земли и «снифферы», обнаруживающие запах углеводородов.
В настоящее время наиболее распространенным способом является создание ударных волн, которые проходят через слои горных пород и отражаются обратно на поверхность, где их можно интерпретировать как признаки наличия нефтяных ловушек. Это делается с помощью сейсмических источников, таких как пневматические пушки, ударные грузовики или взрывчатые вещества.
Это делается с помощью сейсмических источников, таких как пневматические пушки, ударные грузовики или взрывчатые вещества.
Затем они отмечают местоположение, используя GPS-координаты на суше или маркерные буи на воде.
В какой стране больше всего нефти?
Согласно последним данным МЭА, в 2018 году во всем мире производилось в среднем 100 миллионов баррелей нефти в день.
баррелей сырой нефти, конденсатов, ШФЛУ и нефти из нетрадиционных источников.
На долю пяти крупнейших нефтедобывающих стран приходится более половины мирового производства сырой нефти.
В пятерку крупнейших нефтедобывающих стран в 2019 году на сегодняшний день входят:
[GRAPHIC]
США — 17 млн баррелей в сутки. Россия 12 миллионов баррелей в сутки. Саудовская Аравия 10 миллионов баррелей в сутки. Канада 6 миллионов баррелей в сутки. Ирак 5 миллионов баррелей в сутки.
Сколько нефти осталось в мире?
Поскольку добыча все еще растет, как это было в течение десятилетий, эксперты пытаются рассчитать, когда нефть закончится, если вообще когда-либо.
Это не простая наука, потому что до сих пор точно неизвестно, сколько нефти заперто в земле в неисследованных местах.
Однако BP сделала оценку.
Оценка исходит из количества нефти, которое, по мнению каждой страны, она может добыть из «доказанных запасов» (запасов, к которым у них в настоящее время есть доступ), используя существующие технологии, при этом получая прибыль при текущем уровне добычи.
И год окончания добычи нефти дают, если все останется точно так же, как сегодня — 2067.
Ага, еще только 48 лет.
Это означает, что без открытия новых резервуаров, сокращения нашего потребления или разработки новых технологий добыча нефти может прекратиться в 2067 году.
Но я бы не стал записывать эту дату постоянным маркером. Каждое предыдущее предсказание роковой даты всегда отодвигалось.
Что произойдет, если у нас закончится масло?
Как сказал Чарльз Дарвин, чтобы выжить, мы должны уметь приспосабливаться к изменениям.
Нельзя сказать, что мы не можем выжить без нефти, но последствия прекращения добычи нефти могут заставить современное общество радикально измениться.
Мы зависим от нефти гораздо больше, чем вы можете себе представить.
Нефть присутствует почти во всех сферах нашей жизни, связанных с транспортировкой и производством продуктов питания, одежды, материалов, фармацевтических препаратов и пластмасс, используемых для производства множества продуктов.
Влияние того, насколько радикальным может быть это изменение, будет в значительной степени зависеть от темпов снижения, а также разработки и внедрения альтернатив нефти.
Что касается темпов снижения, то их всегда будет трудно измерить. Благодаря новым методам, таким как повышенная добыча нефти на месторождениях, и новые месторождения, становящиеся жизнеспособными, нефть, возможно, не будет сокращаться в течение многих лет, и когда это произойдет, я не могу себе представить, что это будет такой неожиданностью, чтобы вызвать ошеломляющий спад, который предсказывают готовящиеся к судному дню.
Однако существует вероятность того, что цены на нефть поднимутся выше из-за более сложных и дорогостоящих методов добычи и добычи, а также увеличения спроса и предложения.
Говоря о спросе и предложении, которые постоянно росли в течение последнего десятилетия и даже со всеми заботами об окружающей среде, они еще не замедлились, поскольку прогноз роста составляет 1,3 миллиона баррелей нефти, которые будут добыты в 2020 году.
It тогда более вероятно, что потребители начнут искать более рентабельные альтернативы, если цены вырастут. Или более эффективные способы производства и переработки.
Похоже, будущее нефти никуда не денется.
Это, скорее всего, будет делом нашей руки, а не глобальным выбором изменить наш образ жизни, поскольку нефть так важна для повседневной жизни, какой мы ее знаем.
Но ясно, что либо нам нужно исследовать альтернативные ресурсы. Или использовать наши текущие ресурсы еще более эффективно, чем когда-либо прежде.
Оборудование Howden используется в нефтегазовых процессах, включая нефтепереработку, нефтехимию, производство и транспортировку.
Мы стремимся производить инновационные продукты и системы, чтобы соответствовать экологическим стандартам и превосходить их, обеспечивая при этом результаты, которых вы заслуживаете.
Узнайте, как мы можем помочь вам добиться результатов — свяжитесь с нами
Если вам понравилась эта статья, поделитесь ею, чтобы другие тоже могли ею насладиться. И не забудьте оставить нам комментарий.
Из чего состоит сырая нефть? Или что такое сырая нефть? Или что такое масло?
Компоненты ископаемого топлива сырой нефти и их отличия
Хотя понятие барреля нефти так же распространено в повседневном языке, как и идея бутылки с водой, из чего состоит сырая нефть, остается загадкой. большинству людей. «Из чего состоит сырая нефть?» — вопрос, требующий длинного объяснения, хотя на него также можно дать очень простой — и точный — ответ.
Учебник EPA на вопрос что такое сырая нефть звучит так: «сырая нефть — это нерафинированная нефть». Определение EPA сродни утверждению, что мороженое — это замороженный молочный продукт.
Хотя это правда, ответ не объясняет, из чего сделана сырая нефть.
Более точный, хотя и столь же элементарный ответ: сырая нефть представляет собой гетерогенную смесь углеводородов . Тем не менее, это мало что дает для детализации компонентов сырой нефти. Причина, по которой необходимо более подробное объяснение, заключается в том, что ценные компоненты сырой нефти — углеводороды — делятся на разные категории и типы.
Загвоздка в том, что ответ на вопрос «из чего состоит сырая нефть?» очень сложный. Это сложно, потому что существует так много различных типов углеводородов, что фактическое количество неизвестно, и хотя углеводороды состоят только из двух элементов — водорода и углерода, — сырая нефть также содержит в разной степени азот, серу, металлы, кислород, и другие загрязнения. Таким образом, хотя простой ответ на вопрос «из чего состоит сырая нефть» — это углеводороды, ответ на вопрос «какие углеводороды содержатся в сырой нефти?» сложный.
Таким образом, хотя простой ответ на вопрос «из чего состоит сырая нефть» — это углеводороды, ответ на вопрос «какие углеводороды содержатся в сырой нефти?» сложный.
Каким бы сложным ни был ответ, важно иметь общее представление о категориях и типах углеводородов. Знание категорий и типов углеводородов в сырой нефти важно, потому что категории и типы углеводородов являются причиной существования различных видов жидкого ископаемого топлива. Из-за различных категорий и типов углеводородов в сырой нефти нам доступны: дизельное топливо, бензин, керосин (реактивное топливо), печное топливо, бункерное топливо и т. д.
Что
Прочее Ценность углеводородов?
Различные типы углеводородов в нефти являются причиной того, что при переработке одного барреля нефти получается так много различных типов жидкого ископаемого топлива и масел. И категории и типы углеводородов являются причиной того, что существует так много других типов продуктов на основе нефти. Углеводороды в барреле нефти являются причиной того, что у нас есть синтетические материалы, такие как пластик, стекловолокно, углеродное волокно, резина, воск (мелки), полиэстер, ламинаты, косметика и т. д.
д.
Почти все синтетическое является продуктом углеводородов ископаемого топлива. Углеводороды в барреле нефти составляют химическую конструкцию всего, от фармацевтических препаратов, антигистаминных препаратов, губной помады, зубных протезов, воздушных шаров до угольных брикетов.
Мысленный эксперимент о важности углеводородов
Один из способов изучить огромную роль углеводородов из сырой нефти, которую они играют в нашей жизни, — это подумать о том, чего бы не хватило футболу, если бы ископаемые углеводороды исчезли. Без углеводородов не было бы шлемов, козырьков, трикотажных изделий, наплечников, кап, бандажей, брюк или обуви. Искусственный газон изготавливается из углеводородов, содержащихся в нефти. Как и спортивная лента. Так и глаза черные. Другими словами, без углеводородов в футбол играли бы в носках.
Углеводороды — самый важный товар в постиндустриальном мире.
Что такое углеводороды?
Простой ответ на вопрос «что такое сырая нефть?» — ответ — углеводороды, — вызывает другой вопрос: «Что такое углеводороды?» Как следует из названия, углеводороды представляют собой молекулы, состоящие из углеродных и водородных связей и цепей.
Что такое первичные углеводороды в сырой нефти?
На вопрос «что такое нефть?» есть простой ответ. Существует столь же простой ответ на вопрос «что такое углеводороды?». Но вопрос «какие углеводороды содержатся в сырой нефти» не так прост. В то время как ценными компонентами сырой нефти являются углеводороды, ученые даже не знают, какие именно углеводороды содержатся в сырой нефти. Таким образом, любой ответ на этот вопрос обязательно будет неполным.
Мало того, что существуют разные типы углеводородов, каждый тип углеводорода имеет разную плотность энергии. Поскольку каждый тип углеводорода имеет разную плотность энергии, каждый тип углеводорода в барреле сырой нефти имеет разную денежную стоимость. Это означает, что разные категории и виды углеводородов имеют разную цену.
Причина, по которой в сырой нефти содержится так много различных типов углеводородов — теоретически почти неограниченное количество, — состоит в том, что существует почти неограниченное количество различных способов соединения углерода и водорода для образования углеводородных молекул и молекулярных цепей.
Виды сырой нефти
Поскольку существуют разные типы углеводородов, и эти углеводороды находятся в разных соотношениях в сырой нефти, добытой в разных регионах мира, существуют также разные виды нефти.
«Из-за различий в составе корреляции, разработанные для региональных проб, преимущественно одного химического состава, могут не давать удовлетворительных результатов применительно к сырой нефти из других регионов», — поясняет PetroWiki.com
Существует три основных вида сырой нефти: легкая, средняя и тяжелая. Три основных вида сырой нефти можно отличить не только по химическому составу, но и по внешнему виду и вязкости. Легкая сырая нефть «течет текуче и обычно имеет светло-золотистый оттенок». Тяжелая сырая нефть а, «темного цвета, очень вязкая и липкая на ощупь».
Типы сырой нефти, как правило, объединены вместе в соответствии с регионом, из которого они получены. Это означает, что существуют сотни видов сырой нефти, потому что каждый баррель сырой нефти из каждой скважины в каждом регионе Земли отличается. Тем не менее, чтобы упростить классификацию сырой нефти, исторически отслеживалось всего несколько десятков типов.
Тем не менее, чтобы упростить классификацию сырой нефти, исторически отслеживалось всего несколько десятков типов.
Нефтяная промышленность признает только пять типов сырой нефти: Boscan, Maya, Arabian Light, West Texas Intermediate и Bass Straight. Все остальные типы сырой нефти обычно подпадают под характеристики одного из этих пяти типов.
Хотя существуют различные виды сырой нефти, большинство типов сырой нефти имеют относительно схожий состав углерода и водорода. «Однако, независимо от изменений, почти вся сырая нефть содержит от 82 до 87 процентов углерода по весу и от 12 до 15 процентов водорода по весу», — говорится в Британской энциклопедии. «Эти элементы образуют большое разнообразие сложных молекулярных структур, некоторые из которых не могут быть легко идентифицированы».
Это то, как водород и углерод соединяются, образуя топливные молекулы и молекулярные цепи, которые определяют типы углеводородов в сырой нефти. И различия в типах сырой нефти приводят к одному и тому же вопросу: «Какие разные углеводороды содержатся в сырой нефти?»
Почему существуют различия в типах углеводородов в сырой нефти?
В естественном состоянии сырая нефть представляет собой жидкость, топливо, состоящее из трех компонентов: биоматерии, тепла и давления. Oilprice.com объясняет,
Oilprice.com объясняет,
«Большая часть нефти, которую мы добываем сегодня, происходит из остатков доисторических водорослей и зоопланктона, останки которых осели на дне океана или озера. Со временем этот органический материал соединился с грязью, а затем нагрелся до высоких температур из-за давления, создаваемого тяжелыми слоями отложений. Этот процесс, известный как диагенез, изменяет химический состав сначала в воскообразное соединение, называемое керогеном, а затем, при повышении температуры, в жидкость посредством процесса, называемого катагенезом».
Различные типы биоматерии — ткани растений или животных — подвергаются воздействию различного количества тепла и давления, что является следствием того, что они погребены под отложениями и горными породами, что приводит к невероятному разнообразию различных типов углеводородов.
Процентное содержание различных категорий углеводородов в сырой нефти
Количество углерода и водорода в сырой нефти не сильно меняется от одного барреля нефти к другому. С другой стороны, процентное содержание различных типов углеводородов сильно различается. В барреле нефти присутствуют четыре категории углеводородных молекулярных цепей: алканы, нафтены, ароматические и алифатические соединения. Именно этими четырьмя углеводородными молекулярными цепями сырая нефть отличается больше всего.
С другой стороны, процентное содержание различных типов углеводородов сильно различается. В барреле нефти присутствуют четыре категории углеводородных молекулярных цепей: алканы, нафтены, ароматические и алифатические соединения. Именно этими четырьмя углеводородными молекулярными цепями сырая нефть отличается больше всего.
- Алканы составляют в среднем 30 % барреля нефти, но диапазон значений составляет от 15 % до 60 %.
- Нафтены составляют около 49 % барреля нефти, но их содержание варьируется от 30 % до 60 %.
- Ароматические соединения составляют в среднем 15% барреля нефти, но состав может варьироваться от 3% до 30%
- Асфальты в среднем составляют около 6% состава барреля нефти.
Четыре основных типа углеводородов имеют подтипы, поэтому в одном барреле нефти содержатся тысячи различных углеводородов. Но четыре категории относительно одинаковы — по всем направлениям — во всей сырой нефти.
Значение различий в углеводородных цепях и молекулах
Чем больше число атомов углерода по отношению к атомам водорода, тем тяжелее атом углеводорода. Причина в том, что чем выше отношение углерода к водороду, тем больше плотность энергии топлива. Топливо с низкой плотностью энергии, такое как природный газ (метан) и пропан, обычно является газовым топливом. Ископаемое топливо, обнаруженное в сырой нефти, имеет более высокое отношение углерода к водороду, чем газовое топливо, и, следовательно, имеет более высокую плотность энергии и находится в жидкой форме.
Причина в том, что чем выше отношение углерода к водороду, тем больше плотность энергии топлива. Топливо с низкой плотностью энергии, такое как природный газ (метан) и пропан, обычно является газовым топливом. Ископаемое топливо, обнаруженное в сырой нефти, имеет более высокое отношение углерода к водороду, чем газовое топливо, и, следовательно, имеет более высокую плотность энергии и находится в жидкой форме.
Сколько различных ископаемых видов топлива содержится в сырой нефти?
Поскольку невозможно учесть все типы углеводородов, содержащиеся в барреле сырой нефти, более простой способ узнать, из чего состоит сырая нефть, — это спросить, какие ископаемые виды топлива содержатся в сырой нефти. Поскольку все углеводороды, обнаруженные в сырой нефти, технически являются ископаемым топливом, вопрос напрашивается, потому что мы действительно не знаем ответа.
Однако, разбив баррель нефти на известные нам виды ископаемого топлива, легче понять, что — по сути — содержится в барреле нефти.
По данным Агентства по охране окружающей среды, баррель нефти в среднем состоит из 22 процентов бензина, 11 процентов дистиллята со сверхнизким содержанием серы (дизельное топливо), 4 процентов топлива для реактивных двигателей (керосина), 1 процента мазута (бункерное топливо) , 1 процент высокосернистого дистиллята (мазут) и 6 процентов барреля нефти составляют другие продукты.
Из каких углеводородов состоят различные виды ископаемого топлива?
Опять же, комбинации углеводородов определяют тип жидкого ископаемого топлива, газа или твердого вещества (уголь), которым является нефтепродукт.
Бензин, например, состоит примерно из 21 % циклогексана, 17 % изооктана, 16 % изопентана, 16 % этилбензола, 15 % толуола, 12 % н-декана, 3 % нафталина и всего другое <1%.
Дизель содержит другие типы углеводородов, чем бензин, «Если также учитывать структурный анализ, можно найти среднюю молекулярную формулу (т. е. с целым числом атомов и типичной длиной углеродной цепи, как C11h31, или C12h33, или C12h36, или C13h36, или C14h40; додекан и тридекан являются наиболее распространенными заменителями)».
Мазут, мазут (бункерное топливо), топливо для реактивных двигателей (керосин), природный газ (метан), пропан и т. д. — все они состоят из различных типов углеводородов.
Какое ископаемое топливо самое ценное?
Существует несколько способов оценки углеводородов ископаемого топлива. Один из способов — просто взять рыночную стоимость определенного вида ископаемого топлива и сравнить ее с остальными. В этом случае керосин, вероятно, является наиболее ценным, за ним следует конгломерат других углеводородов в барреле нефти, который используется для производства таких вещей, как пластмассы и косметика. Дизельное топливо и бензин с низким содержанием серы находятся где-то посередине ценового диапазона. Внизу находятся печное топливо, мазут и жидкие углеводородные газы — например, сжиженный природный газ и пропан.
Но по энергетическому потенциалу наиболее ценны дизельное, отопительное и мазутное топливо, керосин. Хотя на бензин приходится самая большая доля рынка ископаемого топлива, это относительно неэффективное ископаемое топливо в масштабе объема. Бензин не обладает высоким энергетическим потенциалом по сравнению со многими другими ископаемыми видами топлива, содержащимися в барреле сырой нефти.
Бензин не обладает высоким энергетическим потенциалом по сравнению со многими другими ископаемыми видами топлива, содержащимися в барреле сырой нефти.
Какие ископаемые виды топлива в сырой нефти имеют самую высокую плотность топлива?
Ископаемые виды топлива с наибольшей плотностью – это мазут, керосин, антрацитовый уголь и дизельное топливо. В среднем диапазоне находятся бензины с различными октановыми числами, а также низкосортные угли. Ископаемое топливо с наименьшей плотностью — это ископаемое топливо, представляющее собой газы, такие как метан и пропан.
Какие углеводороды ископаемого топлива в сырой нефти являются наиболее загрязняющими?
Существует заблуждение, что топливо с наибольшей плотностью топлива, то есть с высоким соотношением углерода к водороду, больше всего загрязняет окружающую среду. И, в масштабе объема, они делают. Но это не означает, что топливо с высокой плотностью энергии является большим загрязнителем. Причина, по которой низкоэнергетические виды топлива, такие как бензин и газообразное топливо, на самом деле являются более серьезными загрязнителями, заключается в том, что прежде чем будет произведено необходимое количество энергии, должно сгореть большее количество низкоэнергетического топлива.
 Как следствие, возрастают стабильность характеристик и срок службы масла, в то же время цена продукта сохраняется на доступном уровне.
Как следствие, возрастают стабильность характеристик и срок службы масла, в то же время цена продукта сохраняется на доступном уровне.
 Поэтому синтетические масла, являющиеся наиболее дорогими, не всегда целесообразно использовать, а их заливка в агрегаты, рассчитанные на минеральные варианты, не дает ощутимого роста ресурса.
Поэтому синтетические масла, являющиеся наиболее дорогими, не всегда целесообразно использовать, а их заливка в агрегаты, рассчитанные на минеральные варианты, не дает ощутимого роста ресурса.
 Содержание противоизносных присадок – до 2,7 %.
Содержание противоизносных присадок – до 2,7 %.

 Наиболее требовательны к противопенным свойствам масла высокооборотные коробки передач легкового транспорта. Недостаточная стойкость к пенообразованию снижает надежность смазки, приводит к риску перехода трения в сухое;
Наиболее требовательны к противопенным свойствам масла высокооборотные коробки передач легкового транспорта. Недостаточная стойкость к пенообразованию снижает надежность смазки, приводит к риску перехода трения в сухое; Имеет низкую температуру застывания (-42 °С) и может эксплуатироваться всесезонно, сохраняя легкую прокачиваемость, скорость переключения передач. Имеет специфические допуски для применения в автоматических коробках ZF (TE-ML-04D, 14A), Voith (55.6335), MAN (339 Type Z-1, Type V-1), Mercedes-Benz (236.1). Получены одобрения КамАЗа, Derways.
Имеет низкую температуру застывания (-42 °С) и может эксплуатироваться всесезонно, сохраняя легкую прокачиваемость, скорость переключения передач. Имеет специфические допуски для применения в автоматических коробках ZF (TE-ML-04D, 14A), Voith (55.6335), MAN (339 Type Z-1, Type V-1), Mercedes-Benz (236.1). Получены одобрения КамАЗа, Derways.
 Эффективный пакет противозадирных присадок позволяет эксплуатировать масло при высоких нагрузках.
Эффективный пакет противозадирных присадок позволяет эксплуатировать масло при высоких нагрузках.
 Совместимо с мокрыми механизмами сцепления и тормозов, погруженными в масляную ванну.
Совместимо с мокрыми механизмами сцепления и тормозов, погруженными в масляную ванну.

 )
)

 В зависимости от того, сколько времени прошло с момента последней замены, трансмиссионное масло также может иметь повышенную вязкость. Если его не менять регулярно, трансмиссионное масло выйдет из строя, что приведет к трению и шлифованию компонентов редуктора, что приведет к ненужному износу и дорогостоящему ремонту.
В зависимости от того, сколько времени прошло с момента последней замены, трансмиссионное масло также может иметь повышенную вязкость. Если его не менять регулярно, трансмиссионное масло выйдет из строя, что приведет к трению и шлифованию компонентов редуктора, что приведет к ненужному износу и дорогостоящему ремонту.

 Может возникнуть соблазн сократить расходы за счет использования небрендового или низкокачественного продукта. Однако, поскольку интервал замены больше, еще важнее использовать качественную смазку для обеспечения максимальной производительности оборудования. Трансмиссионные масла премиум-класса содержат противоизносные присадки для увеличения срока службы, а также диспергаторы для уменьшения образования шлама и нагара.
Может возникнуть соблазн сократить расходы за счет использования небрендового или низкокачественного продукта. Однако, поскольку интервал замены больше, еще важнее использовать качественную смазку для обеспечения максимальной производительности оборудования. Трансмиссионные масла премиум-класса содержат противоизносные присадки для увеличения срока службы, а также диспергаторы для уменьшения образования шлама и нагара.
 В части 2 рассмотрены устройство тракторов, автомобилей и сельскохозяйственных машин, в том числе без двигателей (машины и орудия для обработки почвы и внесения удобрений, посева и посадки, ухода за растениями, заготовки грубых кормов, ухода за животными и др.), энергетическое обеспечение технических средств и принципы их использования при производстве работ. Уделено внимание установлению причин, вызывающих неисправности машин и оборудования, их поиску и устранению. Приведены лабораторно-практические работы для закрепления теоретических знаний.
В части 2 рассмотрены устройство тракторов, автомобилей и сельскохозяйственных машин, в том числе без двигателей (машины и орудия для обработки почвы и внесения удобрений, посева и посадки, ухода за растениями, заготовки грубых кормов, ухода за животными и др.), энергетическое обеспечение технических средств и принципы их использования при производстве работ. Уделено внимание установлению причин, вызывающих неисправности машин и оборудования, их поиску и устранению. Приведены лабораторно-практические работы для закрепления теоретических знаний.
 В 2 частях. Часть 2. Учебник» и выбрать удобный способ его получения: самовывоз, доставка курьером или отправка
В 2 частях. Часть 2. Учебник» и выбрать удобный способ его получения: самовывоз, доставка курьером или отправка
 На устройстве с лицензией на общее устройство пользователи будут иметь 2 ГБ памяти и доступ ко всем приложениям, установленным на устройстве.
На устройстве с лицензией на общее устройство пользователи будут иметь 2 ГБ памяти и доступ ко всем приложениям, установленным на устройстве. Перенесите эти лицензии на лицензии для общих устройств, а затем разверните новые лицензии на этих устройствах. Подробнее см. в этом документе.
Перенесите эти лицензии на лицензии для общих устройств, а затем разверните новые лицензии на этих устройствах. Подробнее см. в этом документе.
 Для всех домашних и личных устройств необходимо назначение именованной пользовательской лицензии. Ознакомьтесь с этим документом, чтобы узнать о поддерживаемых Adobe методах лицензирования.
Для всех домашних и личных устройств необходимо назначение именованной пользовательской лицензии. Ознакомьтесь с этим документом, чтобы узнать о поддерживаемых Adobe методах лицензирования.
 5). Это необходимо, чтобы обеспечить такие новые возможности, как независимые политики доступа и связь по принадлежности пакета.
5). Это необходимо, чтобы обеспечить такие новые возможности, как независимые политики доступа и связь по принадлежности пакета. Этот инструмент проверяет глобально установленные файлы лицензий и предоставляет информацию, указанную ниже.
Этот инструмент проверяет глобально установленные файлы лицензий и предоставляет информацию, указанную ниже.

 Чтобы снизить риск выгорания персонала и меньше перемещать информацию между решениями и технологиями, бригады неотложной помощи должны иметь доступ ко всем данным в одном месте. Наличие доступа к платформе управления случаями может помочь уменьшить эмоциональное выгорание, улучшить координацию помощи, облегчить общение и сократить время до лечения пациентов с неотложной помощью.
Чтобы снизить риск выгорания персонала и меньше перемещать информацию между решениями и технологиями, бригады неотложной помощи должны иметь доступ ко всем данным в одном месте. Наличие доступа к платформе управления случаями может помочь уменьшить эмоциональное выгорание, улучшить координацию помощи, облегчить общение и сократить время до лечения пациентов с неотложной помощью. д. с защитой HIPAA
д. с защитой HIPAA 


 Управление по санитарному надзору за качеством пищевых продуктов и медикаментов относит к устройствам класса II, для которых одних только общих мер контроля недостаточно для обеспечения разумной уверенности в безопасности и эффективности устройства, и для которых имеется достаточно информации, чтобы установить специальные средства контроля для обеспечения такой гарантии.
Управление по санитарному надзору за качеством пищевых продуктов и медикаментов относит к устройствам класса II, для которых одних только общих мер контроля недостаточно для обеспечения разумной уверенности в безопасности и эффективности устройства, и для которых имеется достаточно информации, чтобы установить специальные средства контроля для обеспечения такой гарантии. 
 Для установки промежуточной шестерни заднего хода особенно употребительны игольчатые подшипники.
Для установки промежуточной шестерни заднего хода особенно употребительны игольчатые подшипники.
 Передаточные отношения ппттобпяны таким образом, что можно пользоваться пятиступенчатой частью коробки самостоятельно, получая сравнительно большие ступени передач, или использовать весь агрегат. В этом случае дополнительные передачи укладываются в интервалах между основными передачами. Коробки этого типа сконструированы для того же рода работы, что и обычные пятиступенчатые коробки в комбинации с двухступенчатыми задними мостами, и, как указывает фирма, имеют преимущества перед последними в отношении простоты, компактности и жесткости конструкции и веса.
Передаточные отношения ппттобпяны таким образом, что можно пользоваться пятиступенчатой частью коробки самостоятельно, получая сравнительно большие ступени передач, или использовать весь агрегат. В этом случае дополнительные передачи укладываются в интервалах между основными передачами. Коробки этого типа сконструированы для того же рода работы, что и обычные пятиступенчатые коробки в комбинации с двухступенчатыми задними мостами, и, как указывает фирма, имеют преимущества перед последними в отношении простоты, компактности и жесткости конструкции и веса. Все подшипники непосредственно посажены на валы, за исключением заднего сдвоенного конического роликового подшипника ведомого вала основной коробки передач, внутреннее кольцо которого установлено на ступице ведущей шестерни постоянного зацепления дополнительной коробки передач.
Все подшипники непосредственно посажены на валы, за исключением заднего сдвоенного конического роликового подшипника ведомого вала основной коробки передач, внутреннее кольцо которого установлено на ступице ведущей шестерни постоянного зацепления дополнительной коробки передач.
 На ведомом валу шестерни второй и третьей передач установлены свободно на втулках, а шестерня первой передачи и синхронизатор — на шлицах. Все шестерни коробки (кроме шестерни первой передачи и заднего хода) косозубые и находятся в постоянном зацеплении.
На ведомом валу шестерни второй и третьей передач установлены свободно на втулках, а шестерня первой передачи и синхронизатор — на шлицах. Все шестерни коробки (кроме шестерни первой передачи и заднего хода) косозубые и находятся в постоянном зацеплении. В верхней части коробки передач имеется отверстие для заливки и контроля уровня масла, в нижней части — отверстие для слива масла, закрытое завинчивающейся пробкой.
В верхней части коробки передач имеется отверстие для заливки и контроля уровня масла, в нижней части — отверстие для слива масла, закрытое завинчивающейся пробкой. На ее поверхности нарезаны зубья и сделаны продольных паза, в которые установлены сухари. К внутренней поверхности муфты сухари прижаты пружинами. С обеих сторон ступицы синхронизатора установлены латунные конусные блокирующие кольца, торцы которых имеют прямоугольные пазы под сухари. Для увеличения трения между кольцами и шестернями на внутренней конической поверхности колец имеется резьба с мелким шагом.
На ее поверхности нарезаны зубья и сделаны продольных паза, в которые установлены сухари. К внутренней поверхности муфты сухари прижаты пружинами. С обеих сторон ступицы синхронизатора установлены латунные конусные блокирующие кольца, торцы которых имеют прямоугольные пазы под сухари. Для увеличения трения между кольцами и шестернями на внутренней конической поверхности колец имеется резьба с мелким шагом. Крутящий момент передается через синхронизатор сразу на ведомый вал (прямая передача).
Крутящий момент передается через синхронизатор сразу на ведомый вал (прямая передача). В коробке установлены 2 синхронизатора к инерционного типа для включения: один — второй и третьей и другой — четвертой и пятой передач.
В коробке установлены 2 синхронизатора к инерционного типа для включения: один — второй и третьей и другой — четвертой и пятой передач. При включении пятой передачи (прямой) соединяются между собой ведущий и ведомый валы.
При включении пятой передачи (прямой) соединяются между собой ведущий и ведомый валы. Шестерни ведомого вала свободно вращаются на роликовых подшипниках и находятся в постоянном зацеплении с соответствующими шестернями промежуточного вала.
Шестерни ведомого вала свободно вращаются на роликовых подшипниках и находятся в постоянном зацеплении с соответствующими шестернями промежуточного вала. Планетарный редуктор состоит из солнечной и коронной шестерен, вала делителя с сателлитами и блокировочного диска синхронизатора.
Планетарный редуктор состоит из солнечной и коронной шестерен, вала делителя с сателлитами и блокировочного диска синхронизатора. Крутящий момент при этом передается от солнечной шестерни на вал делителя через зубья сателлитов и коронной шестерни, и передаточное число планетарной передачи составляет 1,0.
Крутящий момент при этом передается от солнечной шестерни на вал делителя через зубья сателлитов и коронной шестерни, и передаточное число планетарной передачи составляет 1,0. Шаровая опора рычага постоянно прижимается пружиной к сферической поверхности серьги и предохраняется от проворачивания штифтом.
Шаровая опора рычага постоянно прижимается пружиной к сферической поверхности серьги и предохраняется от проворачивания штифтом.


 Это позволяет водителям без проблем блокировать передачи. Кроме того, эти трансмиссии помогают избежать двойного сцепления.
Это позволяет водителям без проблем блокировать передачи. Кроме того, эти трансмиссии помогают избежать двойного сцепления.
 Кроме того, при изменении настроек вам потребуется СНАЧАЛА, чтобы предварительно выбрать настройку диапазона.
Кроме того, при изменении настроек вам потребуется СНАЧАЛА, чтобы предварительно выбрать настройку диапазона.
 смазка шасси 10А
смазка шасси 10А Будь в курсе!
Будь в курсе! Она является среднетоннажным, коммерческим автомобилем, который обладает стильным дизайном кабины и широким списком бортового оснащения. Над разработкой дизайна работали специалисты итальянской кузовной компании, которым удалось создать уникальный внешний вид. Грузовые машины предлагаются в различных вариациях с разными двигателями. Наиболее удачной является версия Топлайн, в которой имеются спальные места. Внешне Scania 4-series украшает стильная и большая решетка радиатора, которая сливается с лобовым стеклом. Салон очень комфортабельный, просторный и уютный. Все нужные опции находятся прямо под рукой. Согласно традиции моделей, панель приборов расположена полукругом возле водителя, для полного удобства. Если говорить о безопасности, кабина автомобиля обладает очень высоким уровнем надежности для всех находящихся в нем, поскольку наделена прочной каркасной конструкцией. Боковые стороны машины и ее задняя стенка могут выдержать нагрузку до одной тонны. Scania 4-series имеет линейку дизельных, шести- или восьмицилиндровых двигателей, которые отличаются высокой производительностью.
Она является среднетоннажным, коммерческим автомобилем, который обладает стильным дизайном кабины и широким списком бортового оснащения. Над разработкой дизайна работали специалисты итальянской кузовной компании, которым удалось создать уникальный внешний вид. Грузовые машины предлагаются в различных вариациях с разными двигателями. Наиболее удачной является версия Топлайн, в которой имеются спальные места. Внешне Scania 4-series украшает стильная и большая решетка радиатора, которая сливается с лобовым стеклом. Салон очень комфортабельный, просторный и уютный. Все нужные опции находятся прямо под рукой. Согласно традиции моделей, панель приборов расположена полукругом возле водителя, для полного удобства. Если говорить о безопасности, кабина автомобиля обладает очень высоким уровнем надежности для всех находящихся в нем, поскольку наделена прочной каркасной конструкцией. Боковые стороны машины и ее задняя стенка могут выдержать нагрузку до одной тонны. Scania 4-series имеет линейку дизельных, шести- или восьмицилиндровых двигателей, которые отличаются высокой производительностью.

 6/10
6/10 8/10
8/10
 04.2023
04.2023 Пожалуйста, запросите более точную информацию у продавца.
Пожалуйста, запросите более точную информацию у продавца. США
США с. (331 кВт)
с. (331 кВт)



 Для произведения расчета нагрузки требуется знать количество членов бригады, расстояния между точками крепления анкерного устройства и диаметр каната, а также его характеристики.
Для произведения расчета нагрузки требуется знать количество членов бригады, расстояния между точками крепления анкерного устройства и диаметр каната, а также его характеристики. Также запретили соединять 2 люльки в одну, и применять бочку с водой в качестве балласта.
Также запретили соединять 2 люльки в одну, и применять бочку с водой в качестве балласта.
 приказу от 28 марта 2014 г. № 155н «Об утверждении правил по охране труда при работе на высоте» Обучение: безопасным методам и приемам выполнения работ на высоте, требованиям охраны труда Межотраслевые правила по охране труда при работе на высоте». … Обучение заканчивается экзаменом, после чего работник получает удостоверение о допуске к работам на высоте без применения инвентарных лесов и подмостей организуем обучение по охране труда при работах на высоте на 1-3 группы и без групп. Типовая программа обучения по охране труда при работе на высоте (doc). Образец удостоверения охраны труда при выполнении работ на высоте (удостоверение работа на высоте образец) В соответствии с пунктом 8 Правил по охране труда при работе на высоте от 28.03.2014 г. № 155н, работники допускаются к работе на высоте после проведения Обучение по программе «Охрана труда работе на высоте… Условия обучения по программе «Охрана труда при работе на высоте». Программы: Для ответственных: 1. Обучение ответственных за безопасную организацию и проведение работ на высоте (3 группа безопасности).
приказу от 28 марта 2014 г. № 155н «Об утверждении правил по охране труда при работе на высоте» Обучение: безопасным методам и приемам выполнения работ на высоте, требованиям охраны труда Межотраслевые правила по охране труда при работе на высоте». … Обучение заканчивается экзаменом, после чего работник получает удостоверение о допуске к работам на высоте без применения инвентарных лесов и подмостей организуем обучение по охране труда при работах на высоте на 1-3 группы и без групп. Типовая программа обучения по охране труда при работе на высоте (doc). Образец удостоверения охраны труда при выполнении работ на высоте (удостоверение работа на высоте образец) В соответствии с пунктом 8 Правил по охране труда при работе на высоте от 28.03.2014 г. № 155н, работники допускаются к работе на высоте после проведения Обучение по программе «Охрана труда работе на высоте… Условия обучения по программе «Охрана труда при работе на высоте». Программы: Для ответственных: 1. Обучение ответственных за безопасную организацию и проведение работ на высоте (3 группа безопасности). .. РАБОТЫ НА ВЫСОТЕ Программы обучения для специалистов и персонала
.. РАБОТЫ НА ВЫСОТЕ Программы обучения для специалистов и персонала
 .
.
 Требования по охране труда работников при перемещении по конструкциям и высотным объектам. Требования по охране труда к применению лестниц, площадок, трапов. Требования по охране труда при применении когтей и лазов монтерских. Требования по охране труда при работах на высоте с применением грузоподъемных механизмов и устройств, средств малой механизации. Требования по охране труда при установке и монтаже на высоте деревянных конструкций. Требования по охране труда при выполнении кровельных и других работ на крышах зданий. Требования по охране труда при производстве бетонных работ. Требования по охране труда при выполнении каменных работ. Требования по охране труда при производстве стекольных работ и при очистке остекления зданий. Требования по охране труда при отделочных работах на высоте. Требования по охране труда при работе над водой. Требования по охране труда при работе на высоте в ограниченном пространстве.
Требования по охране труда работников при перемещении по конструкциям и высотным объектам. Требования по охране труда к применению лестниц, площадок, трапов. Требования по охране труда при применении когтей и лазов монтерских. Требования по охране труда при работах на высоте с применением грузоподъемных механизмов и устройств, средств малой механизации. Требования по охране труда при установке и монтаже на высоте деревянных конструкций. Требования по охране труда при выполнении кровельных и других работ на крышах зданий. Требования по охране труда при производстве бетонных работ. Требования по охране труда при выполнении каменных работ. Требования по охране труда при производстве стекольных работ и при очистке остекления зданий. Требования по охране труда при отделочных работах на высоте. Требования по охране труда при работе над водой. Требования по охране труда при работе на высоте в ограниченном пространстве.


 Требования по охране труда при отделочных работах на высоте. Требования по охране труда при работе над водой. Требования по охране труда при работе на высоте в ограниченном пространстве.
Требования по охране труда при отделочных работах на высоте. Требования по охране труда при работе над водой. Требования по охране труда при работе на высоте в ограниченном пространстве.

 12 Правил): работы на высоте
12 Правил): работы на высоте
 Барнаул Белгород Бийск Благовещенск Братск Брянск Великие Луки Великий Новгород Владивосток Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Воркута Воронеж Грозный Д Дзержинск Е Екатеринбург Елец Ессентуки Иваново Ижевск Иркутск Йошкар-Ола Казань Калининград Калуга Камышин Кемерово Киров Кисловодск Ковров Коломна Комсомольск-на-Амуре Кострома Красногорск Краснодар Красноярск Курган Курск Кызыл Л Липецк М Магадан Магнитогорск Майкоп Междуреченск Миасс Москва Мурманск Муром Мытищи Н Набережные Челны Назрань Нальчик Находка Нефтекамск Нефтеюганск Нижневартовск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новороссийск Новосибирск Новоуральск Новочеркасск Новый Уренгой Норильск Ноябрьск О Обнинск Одинцово Омск Орел Оренбург Орехово-Зуево Пенза Пермь Петрозаводск Петропавловск-Камчатский Псков Пятигорск Р Ростов-на-Дону Рыбинск Рязань Самара Санкт-Петербург Саранск Саратов Сергиев Посад Серпухов Смоленск Соликамск Сочи Ставрополь Старый Оскол Стерлитамак Сызрань Сыктывкар Таганрог Тамбов Тверь Тобольск Тольятти Томск Туапсе Тюмень Улан-Удэ Ульяновск Уссурийск Уфа Ухта Х Хабаровск Химки Чебоксары Челябинск Череповец Чита Э Элиста Энгельс Южно-Сахалинск Я Якутск Ярославльобучение по охране труда при работе на высоте по новым правилам обучение по охране труда при работе на высоте владивосток обучение по охране труда при работе на высоте дистанционно обучение по охране труда при работе на высоте в Москве, обучение по охране труда при работе на высоте нижний Новгород, обучение по охране труда при работе на высоте 1 группа обучение по охране труда при работе на высоте основание обучение по охране труда при работе на высоте в Екатеринбурге обучение по охране труда при работе на высоте в сочи.
Барнаул Белгород Бийск Благовещенск Братск Брянск Великие Луки Великий Новгород Владивосток Владикавказ Владимир Волгоград Волгодонск Волжский Вологда Воркута Воронеж Грозный Д Дзержинск Е Екатеринбург Елец Ессентуки Иваново Ижевск Иркутск Йошкар-Ола Казань Калининград Калуга Камышин Кемерово Киров Кисловодск Ковров Коломна Комсомольск-на-Амуре Кострома Красногорск Краснодар Красноярск Курган Курск Кызыл Л Липецк М Магадан Магнитогорск Майкоп Междуреченск Миасс Москва Мурманск Муром Мытищи Н Набережные Челны Назрань Нальчик Находка Нефтекамск Нефтеюганск Нижневартовск Нижнекамск Нижний Новгород Нижний Тагил Новокузнецк Новокуйбышевск Новороссийск Новосибирск Новоуральск Новочеркасск Новый Уренгой Норильск Ноябрьск О Обнинск Одинцово Омск Орел Оренбург Орехово-Зуево Пенза Пермь Петрозаводск Петропавловск-Камчатский Псков Пятигорск Р Ростов-на-Дону Рыбинск Рязань Самара Санкт-Петербург Саранск Саратов Сергиев Посад Серпухов Смоленск Соликамск Сочи Ставрополь Старый Оскол Стерлитамак Сызрань Сыктывкар Таганрог Тамбов Тверь Тобольск Тольятти Томск Туапсе Тюмень Улан-Удэ Ульяновск Уссурийск Уфа Ухта Х Хабаровск Химки Чебоксары Челябинск Череповец Чита Э Элиста Энгельс Южно-Сахалинск Я Якутск Ярославльобучение по охране труда при работе на высоте по новым правилам обучение по охране труда при работе на высоте владивосток обучение по охране труда при работе на высоте дистанционно обучение по охране труда при работе на высоте в Москве, обучение по охране труда при работе на высоте нижний Новгород, обучение по охране труда при работе на высоте 1 группа обучение по охране труда при работе на высоте основание обучение по охране труда при работе на высоте в Екатеринбурге обучение по охране труда при работе на высоте в сочи. .В результате прохождения обучения по охране труда при работе на высоте слушатели приобретают знания об основах охраны труда При обучении работника по охране труда при работе на высоте он не получает квалификацию, а Работа на высоте: правила по охране труда. … Наниматель либо лицо, уполномоченное (назначенное) им, обязан организовать обучение до того, как будет проводиться работа на высоте. Цена на обучение охране труда при работе на высоте включает в себя изучение .Приказ Министерства труда и социальной защиты Российской Федерации № 155Н от 28.03.2014 «Правила по охране труда при работе на высоте». 4. Порядок обучения по охране труда и проверки знаний требований охраны труда… ..
.В результате прохождения обучения по охране труда при работе на высоте слушатели приобретают знания об основах охраны труда При обучении работника по охране труда при работе на высоте он не получает квалификацию, а Работа на высоте: правила по охране труда. … Наниматель либо лицо, уполномоченное (назначенное) им, обязан организовать обучение до того, как будет проводиться работа на высоте. Цена на обучение охране труда при работе на высоте включает в себя изучение .Приказ Министерства труда и социальной защиты Российской Федерации № 155Н от 28.03.2014 «Правила по охране труда при работе на высоте». 4. Порядок обучения по охране труда и проверки знаний требований охраны труда… ..  Это письмо представляет собой интерпретацию OSHA обсуждаемых требований. Обратите внимание, что на наше руководство по правоприменению могут повлиять изменения в правилах OSHA. Кроме того, время от времени мы обновляем наше руководство в ответ на новую информацию. Чтобы быть в курсе таких событий, вы можете посетить веб-сайт OSHA по адресу https://www.osha.gov.
Это письмо представляет собой интерпретацию OSHA обсуждаемых требований. Обратите внимание, что на наше руководство по правоприменению могут повлиять изменения в правилах OSHA. Кроме того, время от времени мы обновляем наше руководство в ответ на новую информацию. Чтобы быть в курсе таких событий, вы можете посетить веб-сайт OSHA по адресу https://www.osha.gov.
 В целом, когда используется постоянная защита от падения (без исключения) для предотвращения падения сотрудников в воду, работодатель эффективно устраняет опасность утопления, и спасательные жилеты или плавучие рабочие жилеты не нужны (но см. ниже об использовании сетей). ).
В целом, когда используется постоянная защита от падения (без исключения) для предотвращения падения сотрудников в воду, работодатель эффективно устраняет опасность утопления, и спасательные жилеты или плавучие рабочие жилеты не нужны (но см. ниже об использовании сетей). ). 106(c) и (d).
106(c) и (d).  Работы над водой или рядом с ней.
Работы над водой или рядом с ней.
 ) и (2). Весла не требуются на лодках с бортовым двигателем.
) и (2). Весла не требуются на лодках с бортовым двигателем.
 Мощность двигателей главной и стреловой лебедки по 17,5 кВт, а мотора редуктора поворота — 4,1 кВт. Регулирование скорости подъема и опускания груза обеспечивается пускорегулирующим сопротивлением в цепи ротора кранового электродвигателя механизма грузовой лебедки. Посадочная скорость опускания груза при монтажных работах достигается торможением грузовой лебедки электрогидротолкателем.
Мощность двигателей главной и стреловой лебедки по 17,5 кВт, а мотора редуктора поворота — 4,1 кВт. Регулирование скорости подъема и опускания груза обеспечивается пускорегулирующим сопротивлением в цепи ротора кранового электродвигателя механизма грузовой лебедки. Посадочная скорость опускания груза при монтажных работах достигается торможением грузовой лебедки электрогидротолкателем.

 6
6 ru
ru 2.1
2.1 0114
0114 75…2.5 (мм?)
75…2.5 (мм?) Мы даем выгодные скидки и проводим акции!
Мы даем выгодные скидки и проводим акции! В корзине укажите свой ИНН и почту. Нажмите кнопку оформить заказ;
В корзине укажите свой ИНН и почту. Нажмите кнопку оформить заказ; Чапаева, 7), ООО «МИКС БАЙ»
Чапаева, 7), ООО «МИКС БАЙ» 1985 г., январь; 38 (1): 18–26.
1985 г., январь; 38 (1): 18–26. Через 1-3 часа культивирования в присутствии различных концентраций антибиотика поглощающая способность увеличивалась, несмотря на то, что количество жизнеспособных клеток не менялось. Морфологически наблюдали удлинение и набухание центральной части клеток, однако степень выраженности этих признаков варьировала в зависимости от концентрации антибиотика. При концентрации выше 1/4 МИК в цитоплазме проявлялась нечеткая структура. После 6 часов культивирования были показаны 3 направления кривых поглощения: восходящие, нисходящие и без изменений, и 2 направления количества жизнеспособных клеток, уменьшающееся и увеличивающееся. Так как морфологические изменения клеток, филаментация, вытекание внутриклеточных компонентов проявлялись в достаточно высоких концентрациях антибиотика. Деление было продемонстрировано вокруг конца клеток, культивируемых в относительно более низкой концентрации антибиотика. После 9часов культуры, абсорбция и количество жизнеспособных клеток были параллельными. В этот период становились четкими структурные находки цитоплазмы, деление также демонстрировалось под световым микроскопом, за исключением клеток, культивируемых в более чем 1 МИК антибиотика.
Через 1-3 часа культивирования в присутствии различных концентраций антибиотика поглощающая способность увеличивалась, несмотря на то, что количество жизнеспособных клеток не менялось. Морфологически наблюдали удлинение и набухание центральной части клеток, однако степень выраженности этих признаков варьировала в зависимости от концентрации антибиотика. При концентрации выше 1/4 МИК в цитоплазме проявлялась нечеткая структура. После 6 часов культивирования были показаны 3 направления кривых поглощения: восходящие, нисходящие и без изменений, и 2 направления количества жизнеспособных клеток, уменьшающееся и увеличивающееся. Так как морфологические изменения клеток, филаментация, вытекание внутриклеточных компонентов проявлялись в достаточно высоких концентрациях антибиотика. Деление было продемонстрировано вокруг конца клеток, культивируемых в относительно более низкой концентрации антибиотика. После 9часов культуры, абсорбция и количество жизнеспособных клеток были параллельными. В этот период становились четкими структурные находки цитоплазмы, деление также демонстрировалось под световым микроскопом, за исключением клеток, культивируемых в более чем 1 МИК антибиотика. После 24-часового культивирования как поглощающая способность, так и число жизнеспособных клеток снова увеличивались, и в клетках наблюдали деление, которые демонстрировали филаментацию при 1 МИК антибиотика.
После 24-часового культивирования как поглощающая способность, так и число жизнеспособных клеток снова увеличивались, и в клетках наблюдали деление, которые демонстрировали филаментацию при 1 МИК антибиотика.
 1975 год.
1975 год. 350 TGA 18.430 TGA 26.320 TGA 26.360 TGA 26.390 TGA 26.400 TGA 26.430 TGA 28.360 TGA 28.430 TGA 33.400 TGA 35.430 TGA 35. 480 ТГА 41.430 ТГА 41.460
350 TGA 18.430 TGA 26.320 TGA 26.360 TGA 26.390 TGA 26.400 TGA 26.430 TGA 28.360 TGA 28.430 TGA 33.400 TGA 35.430 TGA 35. 480 ТГА 41.430 ТГА 41.460
 Он специально разработан для транспортировки груза, который должен храниться при определенной температуре.
Он специально разработан для транспортировки груза, который должен храниться при определенной температуре.


 50F×15 SDC-115
50F×15 SDC-115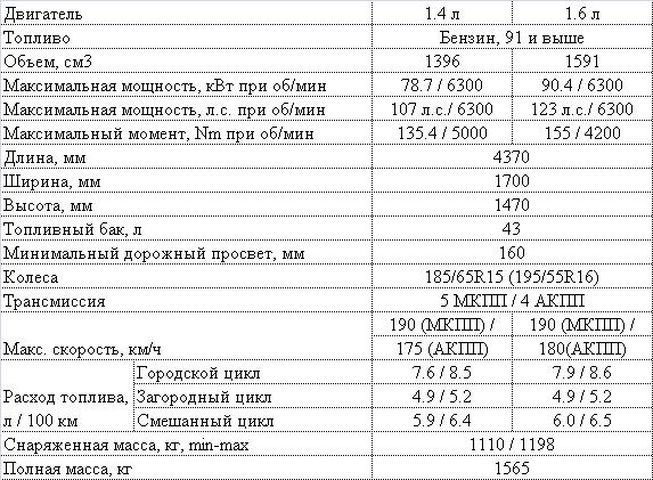 /с. при об/мин)
/с. при об/мин)
 Судя по объёму бака можно сказать насколько большой это автомобиль. В случае с 30 литровым баком речь скорее всего идёт о малолитражке. 50-60 литров — признак крепкого середнячка. А 70 — свидетельствует о полноразмерной машине.
Судя по объёму бака можно сказать насколько большой это автомобиль. В случае с 30 литровым баком речь скорее всего идёт о малолитражке. 50-60 литров — признак крепкого середнячка. А 70 — свидетельствует о полноразмерной машине. 4 Classic 5d MT
4 Classic 5d MT 6 AT GLS TB06 3dr
6 AT GLS TB06 3dr 5 CRTD MT GSI
5 CRTD MT GSI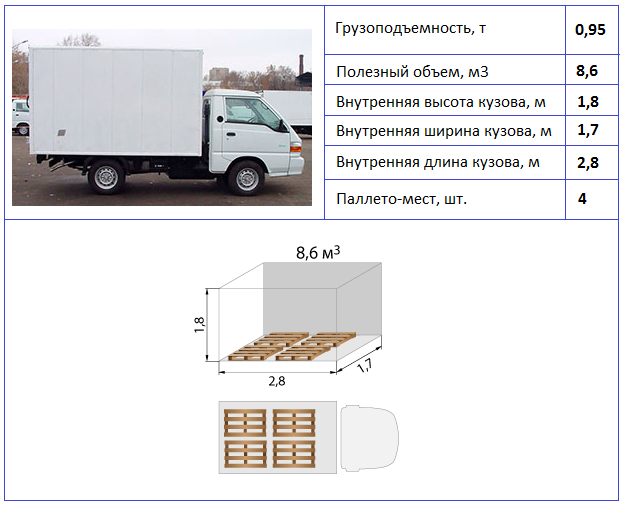
 65″> Да
65″> Да


 Нас вдохновляет неподвластная времени красота традиционного японского мастерства и его способность адаптироваться к нашему современному образу жизни. Чем больше брендов мы встречаем, тем больше мы увлечены историями, стоящими за каждым продуктом; мастерство ремесленников или давняя традиция предмета, оставленная неизменной на протяжении поколений, но каким-то образом оставшаяся современной.
Нас вдохновляет неподвластная времени красота традиционного японского мастерства и его способность адаптироваться к нашему современному образу жизни. Чем больше брендов мы встречаем, тем больше мы увлечены историями, стоящими за каждым продуктом; мастерство ремесленников или давняя традиция предмета, оставленная неизменной на протяжении поколений, но каким-то образом оставшаяся современной.
 Эта услуга может быть отменена в любое время.
Эта услуга может быть отменена в любое время. 360 4×2 euro5 SleepCab
360 4×2 euro5 SleepCab 000,-
000,-
 000,-
000,-
 500,-
500,-
 000,-
000,-
 000,-
000,-
 950,-
950,-
 250,-
250,-
 250,-
250,-
 000 км
000 км с.), полная масса автомобиля: 20.100 кг, Загрузить: 12.753 кг, Тип передачи: Автоматическая, Моторный замедлитель, Дизель, Евро-5, 4×2, ABS, Кондиционер, Спойлер, Стояночный отопитель
с.), полная масса автомобиля: 20.100 кг, Загрузить: 12.753 кг, Тип передачи: Автоматическая, Моторный замедлитель, Дизель, Евро-5, 4×2, ABS, Кондиционер, Спойлер, Стояночный отопитель 000,-
000,-
 622 км
622 км 956 км
956 км 821 км
821 км 426 км
426 км с.), полная масса автомобиля: 37.000 кг, Загрузить: 10.238 кг, Тип передачи: Автоматическая, Дизель, Евро-5, 8×2, ABS, Кондиционер, Кран, Круиз-контроль, Стояночный отопитель
с.), полная масса автомобиля: 37.000 кг, Загрузить: 10.238 кг, Тип передачи: Автоматическая, Дизель, Евро-5, 8×2, ABS, Кондиционер, Кран, Круиз-контроль, Стояночный отопитель с.), полная масса автомобиля: 28.000 кг, Загрузить: 15.220 кг, Тип передачи: механическая, Дизель, Евро-5, 6×2, ABS, Кондиционер, Кран, Круиз-контроль
с.), полная масса автомобиля: 28.000 кг, Загрузить: 15.220 кг, Тип передачи: механическая, Дизель, Евро-5, 6×2, ABS, Кондиционер, Кран, Круиз-контроль с.), Тип передачи: Автоматическая, Евро-3, 6×4
с.), Тип передачи: Автоматическая, Евро-3, 6×4
 Новый автомобиль DAF серии CF превосходит своих конкурентов по всем параметрам.
Новый автомобиль DAF серии CF превосходит своих конкурентов по всем параметрам. с. и максимальный крутящий момент которых составляет 1050, 1275 и 1450 нм соответственно.
с. и максимальный крутящий момент которых составляет 1050, 1275 и 1450 нм соответственно.
 За стильный, но прочный внешний вид, просторную и удобную кабину с легким доступом, лучшую в своем классе плавность хода и управляемость, превосходную эффективность и проверенную временем надежность и долговечность. Как улучшить такой превосходный продукт? Это было сложной задачей для команды дизайнеров DAF. Как всегда, им удалось сделать лучшее еще лучше: серия CF.
За стильный, но прочный внешний вид, просторную и удобную кабину с легким доступом, лучшую в своем классе плавность хода и управляемость, превосходную эффективность и проверенную временем надежность и долговечность. Как улучшить такой превосходный продукт? Это было сложной задачей для команды дизайнеров DAF. Как всегда, им удалось сделать лучшее еще лучше: серия CF. Встроенные противотуманные фары, характерная сетка решетки радиатора и новая эмблема на кабине придают CF тот дополнительный штрих, который делает современный дизайн еще более привлекательным. Интерьер нового CF отличается новыми цветами и отделкой, новой приборной панелью водителя и рулевым колесом со встроенными органами управления и подушкой безопасности.
Встроенные противотуманные фары, характерная сетка решетки радиатора и новая эмблема на кабине придают CF тот дополнительный штрих, который делает современный дизайн еще более привлекательным. Интерьер нового CF отличается новыми цветами и отделкой, новой приборной панелью водителя и рулевым колесом со встроенными органами управления и подушкой безопасности. Широкий спектр применения предъявляет высокие требования к шасси. Прочная конструкция шасси с плоским верхом является основой для широкого спектра конфигураций осей, колесных баз и спецификаций. Результат: многофункциональное шасси, обеспечивающее прочную основу для любого применения.
Широкий спектр применения предъявляет высокие требования к шасси. Прочная конструкция шасси с плоским верхом является основой для широкого спектра конфигураций осей, колесных баз и спецификаций. Результат: многофункциональное шасси, обеспечивающее прочную основу для любого применения. Форма шасси, компоновка и расположение компонентов спроектированы таким образом, чтобы свести к минимуму вес автомобиля и максимально увеличить доступное пространство. Многие компоненты монтируются внутри рамы шасси, оставляя достаточно места для установки опор крана, поворотных замков, гидравлических баков, ящиков для инструментов и другого дополнительного оборудования.
Форма шасси, компоновка и расположение компонентов спроектированы таким образом, чтобы свести к минимуму вес автомобиля и максимально увеличить доступное пространство. Многие компоненты монтируются внутри рамы шасси, оставляя достаточно места для установки опор крана, поворотных замков, гидравлических баков, ящиков для инструментов и другого дополнительного оборудования. Дополнительный крутящий момент доступен на высшей передаче для большей управляемости. Моторный тормоз MX обеспечивает мощность торможения мирового класса на низких оборотах.
Дополнительный крутящий момент доступен на высшей передаче для большей управляемости. Моторный тормоз MX обеспечивает мощность торможения мирового класса на низких оборотах.
 Расход AdBlue составляет всего 4-6% от расхода дизельного топлива.
Расход AdBlue составляет всего 4-6% от расхода дизельного топлива. Автоматизированные трансмиссии TraXon этого поколения также обеспечивают более широкий диапазон передаточных чисел, что позволяет использовать еще более быстрые трансмиссии. Среди уникальных характеристик редуктора TraXon — специальные настройки программного обеспечения, доступные для тяжелых грузовых автомобилей и перевозки жидкостей.
Автоматизированные трансмиссии TraXon этого поколения также обеспечивают более широкий диапазон передаточных чисел, что позволяет использовать еще более быстрые трансмиссии. Среди уникальных характеристик редуктора TraXon — специальные настройки программного обеспечения, доступные для тяжелых грузовых автомобилей и перевозки жидкостей.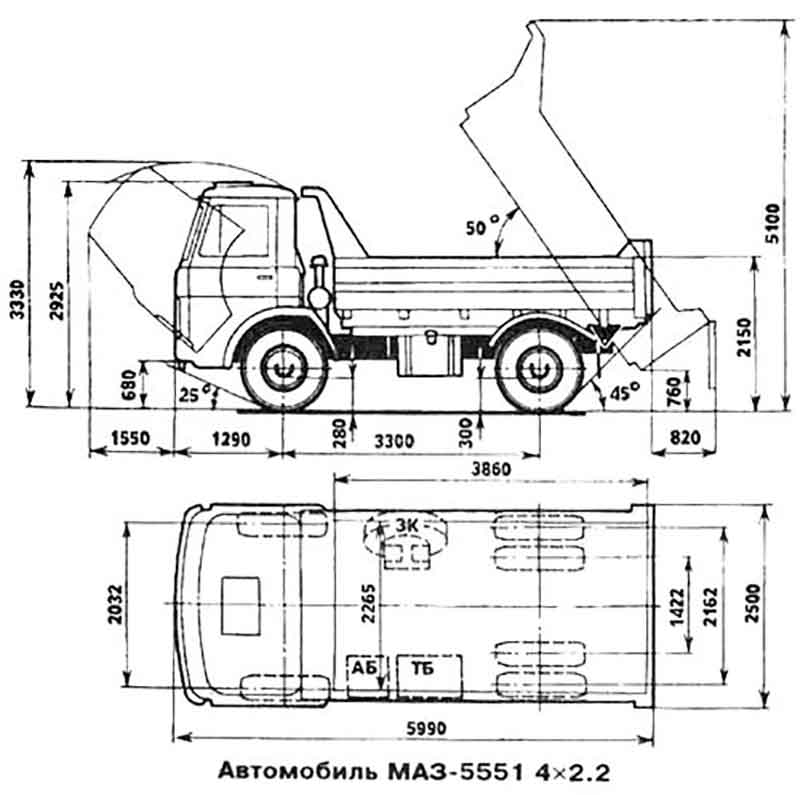
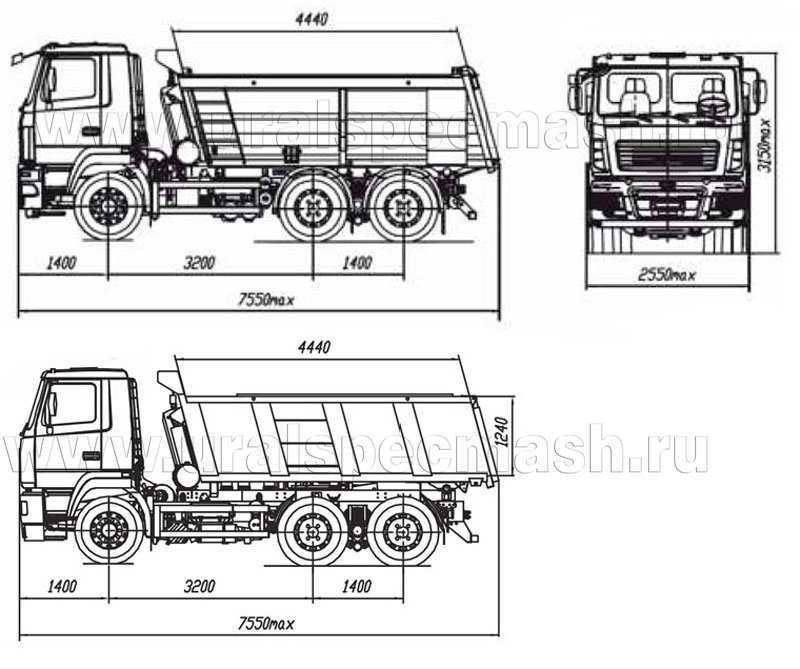 Платформа цельнометаллическая, стальная, квадратного сечения.
Платформа цельнометаллическая, стальная, квадратного сечения.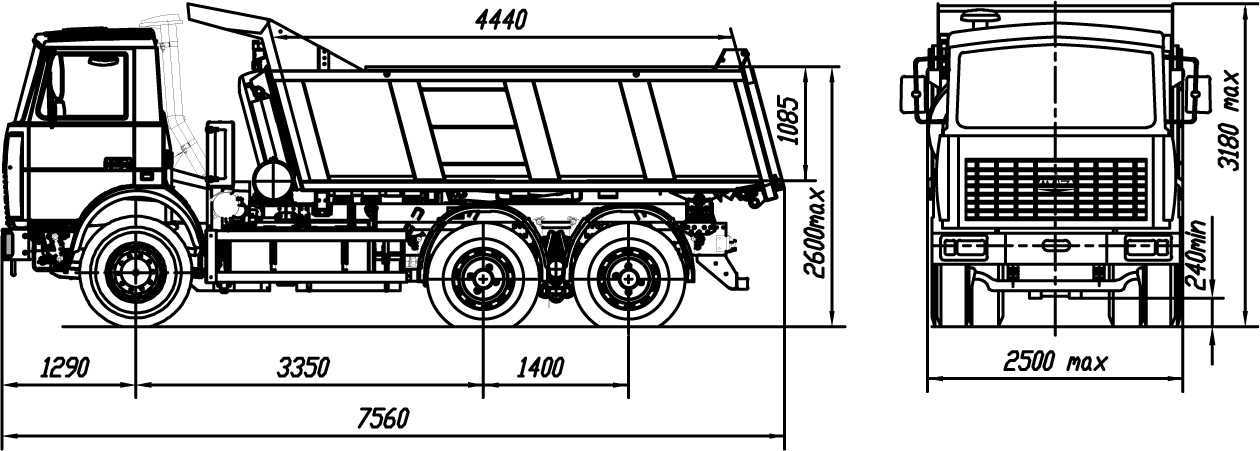

 При этом несколько возросла снаряженная масса — до 6600 кг. Модернизация сказалась на габаритах: длина стала меньше — 7140 мм, ширину привели в соответствие с европейскими нормами — 2500 мм.
При этом несколько возросла снаряженная масса — до 6600 кг. Модернизация сказалась на габаритах: длина стала меньше — 7140 мм, ширину привели в соответствие с европейскими нормами — 2500 мм. 6 ft in / 4448 mm
6 ft in / 4448 mm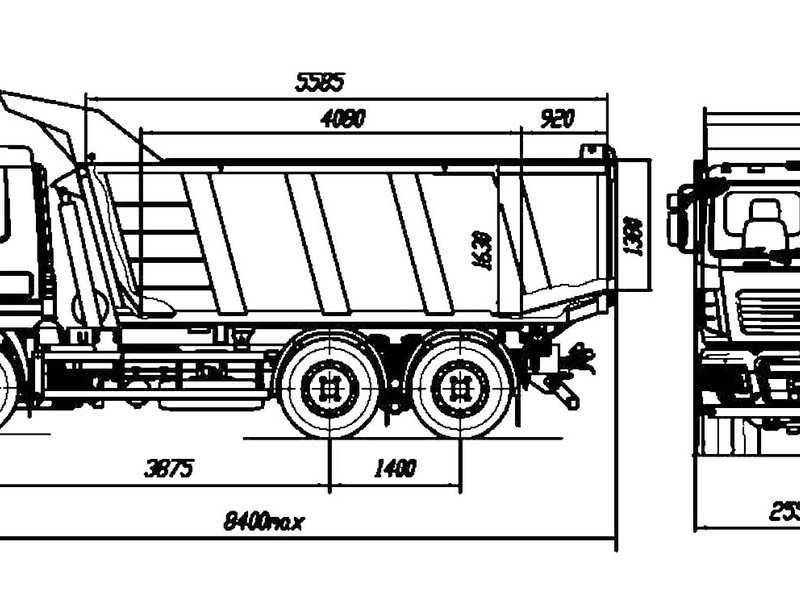 8 gal
8 gal 8 mph
8 mph 7 ft in
7 ft in