 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Заклёпочное соединение. Заклепочное соединение
Заклёпочное соединение - это... Что такое Заклёпочное соединение?
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако, по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют в основном в авиа- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паянным, сварным и клеевым соединениям.
Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
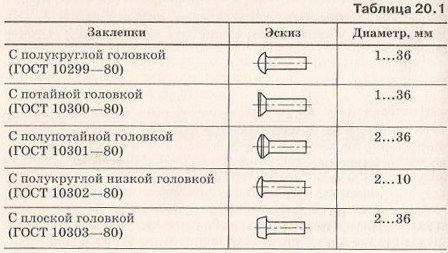
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и, когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Недостатки заклёпочных соединений
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти 20-го века в СССР на авиационные заводы специально нанимались худощавые юноши и девушки, способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять не поддающиеся сварке материалы. Бытовое устройство для установки отрывных заклёпок — «заклёпочник»
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием. Это — пневмоклещи, клепальный пресс. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Примечания
- ↑ 1 2 Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0
dic.academic.ru
Заклёпочное соединение Википедия
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять неподдающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием — пневмоклещами и клепальным прессом. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Примечания
- ↑ 1 2 Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
wikiredia.ru
Заклёпочное соединение — WiKi
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять неподдающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием — пневмоклещами и клепальным прессом. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Примечания
- ↑ 1 2 Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
ru-wiki.org
Заклепочные соединения » Привет Студент!
Общие сведения
Заклепочные соединения относятся к классу неразъемных соединений. Они являются одним из наиболее распространенных и надежных способов соединения деталей в общем машиностроении, судостроении и особенно в конструк
ции летательных аппаратов. Например, в широкофюзеляжном самолете до 75% всех соединений выполняются с помощью заклепок. На самолете ИЛ-86 общее число заклепок достигает почти 1, 5 млн штук.
К преимуществам заклепочных соединений относится возможность применения:
□ для соединения несвариваемых деталей;
□ в ответственных конструкциях, воспринимающих большие вибрационные или повторные нагрузки;
□ в конструкциях, не допускающих сварку из-за коробления или опасности отпуска термообработанных детален.
Кроме того, заклепочные соединения по сравнению со сварными более стабильны, лучше контролируются.
Недостатками заклепочных соединений являются:
□ большая масса соединения;
□ более высокая стоимость изготовления;
□ повышенный расход металла;
□ шум и вибрация в процессе ручной клепки.
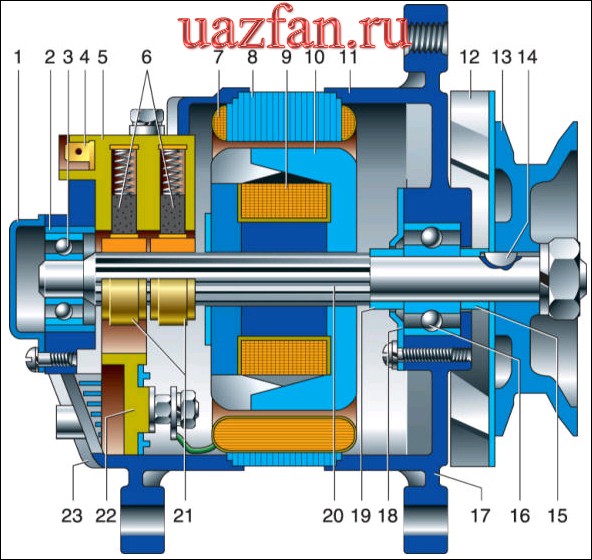
Заклепка представляет собой стержень круглого поперечного сечения с закладной головкой на конце. Закладная головка 1 выполняется одновременно со стержнем, а замыкающая 2 формируется при клепке. Диаметр отверстия под заклепку в соединяемых деталях делают на 0, 2... 0, 5 мм больше диаметра стержня заклепки. В результате клепки стержень заклепки осаживается и плотно заполняет отверстие. Наибольшее применение имеют сплошные стержневые заклепки общемашиностроительного применения с закладной головкой различной формы, замыкающая головка которых образуется методом прессования или ударом. При прессовой клепке замыкающая головка заклепки формируется равномерным сжатием стержня на полуавтоматических прессах и клепальных автоматах.
Различаются одиночная и групповая клепка, при которой за один ход пресса расклепываются несколько заклепок, что существенно повышает производительность. Клепка ударом выполняется с помощью пневматических клепальных молотков. Образование замыкающей головки происходит в процессе ударного воздействия и осаживания стержня заклепки. Качество прессовой клепки выше, чем ударной. Поэтому при проектировании заклепочных соединений учитывается возможность применения как одиночной, так и групповой прессовой клепки для заклепок с плоской или потайной головкой.
В соединениях, обтекаемых воздушным потоком, используются заклепки с потайной головкой с углом конуса а = 90° при d = 10 мм и а = 120° при d = 2... 6 мм. Способ выполнения гнезд под головки потайных заклепок зависит от толщины соединяемых деталей. При толщине обшивки б больше высоты закладной головки гнездо образуется зенкованием, для обшивок с б < 1, 2 мм — штамповкой или штамповкой обшивки и зенкованием каркаса. При толщине обшивки меньше высоты головки применяются заклепки с а = 120°.
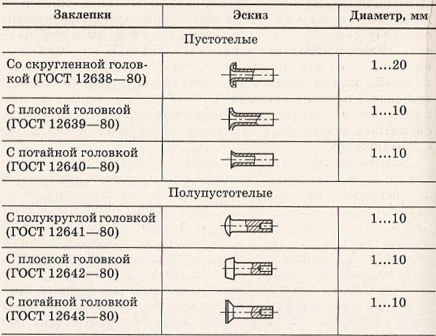
Для соединения деталей из композиционных материалов (стеклотекстолитов, углепластиков и др. ) применяются полупустотелые и пустотелые металлические заклепки d = = 1... 10 мм. Глухое отверстие в стержне полупустотелой заклепки снижает усилие расклепывания, уменьшает увеличение диаметра стержня заклепки и повышает выносливость соединения. Пустотелые заклепки предназначены для соединения деталей из эластичных материалов и для несиловых соединений металлических деталей.
Заклепки изготовляются из алюминиевых сплавов (В65, Д18П, Д19П, АМг5П и др. ), сталей (10, 15, 20Г2, 12Х18Н9Т, ЗОХМА), латуни (Л63) и меди (М2). При соединении деталей из легких сплавов, а также из легких сплавов и стали рекомендуется применять заклепки из алюминиевых сплавов, так как большие усилия клепки, необходимые для расклепывания стальных заклепок, вызывают значительные деформации деталей из легких сплавов. Наиболее распространены заклепки из сплава В65. В конструкциях, работающих при 150... 250 °С, используются заклепки из сплава Д19П. Для соединения деталей из деформируемых сплавов АМц, АМгЗ и неметаллических материалов применяются заклепки из пластичного алюминиевого сплава АМг5П. Детали из титановых сплавов и сталей соединяются стальными заклепками. Заклепки из коррозионно-стойкой стали 12Х18Н9Т применяются для обеспечения коррозионной стойкости соединения, а также при температурах выше 250 °С.

Рис. 1

Рис. 2
Заклепки из легких сплавов и стальные заклепки d < 10 мм клепают холодным способом. Клепка стальных заклепок большого диаметра осуществляется горячим способом — разогревом конца заклепки.
В авиационной технике наряду со сплошными заклепками общего применения используются различного вида специальные заклепки (ОСТ 1).
В силовых соединениях, где действуют значительные срезывающие усилия и прочность заклепок из легких сплавов недостаточна, применяются заклепки с высоким сопротивлением срезу. Стержень 1 такой заклепки (d = = 5... 12 мм) изготовляется из сталей 25ХГСА или ЗОХГСА, а кольцо 2 — из алюминиевого сплава Д18. Образование замыкающей головки происходит путем обжатия кольца 2 вокруг кольцевой выточки стержня 1. При формировании соединения этими заклепками осаживания стержня не происходит — он должен ставиться в отверстие, обработанное разверткой с допуском Н8.
Болты-заклепки рекомендуется применять вместо болта с гайкой при наличии подходов к соединению для использования специального инструмента. Стержень из алюминиевого сплава с диаметром d = 3, 5... 10 мм имеет гладкий цилиндрический участок, равный по длине толщине пакета, и участок с накатанными кольцевыми ребрами и отрывной шейкой. Обжимное кольцо изготавливается из алюминиевого сплава или мягких сортов стали. Постановка болтов заклепок не сопровождается шумом и вибрацией, масса такого соединения в 1, 2... 1, 5 раза меньше, а усталостная прочность на разрыв — в 2 раза выше, чем у болтового соединения из соответствующих материалов.
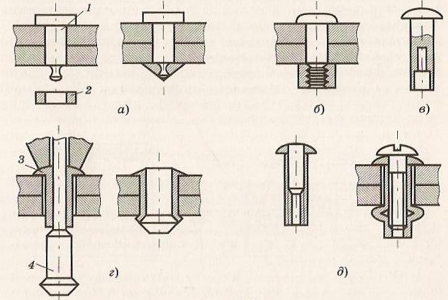
При одностороннем доступе к месту клепки используются взрывные заклепки, заклепки с сердечником и гайки-пистоны. Взрывные заклепки имеют в конце стержня камеру 3, заполняемую взрывчатым веществом. Заклепка ставится на место в холодном состоянии и нагревается до 500 °С, в камере происходит взрыв, разворачивающий свободный конец стержня.
Заклепки с сердечником состоят из двух частей — пистона с потайной или полукруглой головкой 3 (из Д18П или 1Х18Н9Т) и сердечника 4 (из Д16П или 3X13). Образование замыкающей головки происходит при протягивании сердечника через отверстие пистона. Выступающая часть сердечника отрывается.
Гайки-пистоны состоят из тонкостенного пистона с внутренней резьбой в конечной его части. При заворачивании винта тонкая стенка пистона деформируется, образуя замыкающую головку заклепки.
Соединение группой заклепок называется заклепочным швом. По конструкции заклепочные швы выполняются внахлестку, встык с одной накладкой и двумя накладками. Заклепки в соединении располагаются рядами или в шахматном порядке.
По числу сечений заклепок, работающих на срез, соединение может быть односрезным и двухсрезным. В конструкции летательных аппаратов используются в основном односрезные соединения. По назначению заклепочные соединения разделяют на прочные и прочноплотные. Прочные соединения служат для обеспечения прочности, восприятия внешней нагрузки и передачи ее с одного элемента на другой. Прочноплотные соединения при восприятии значительных усилий обеспечивают также герметичность (клепаные баки, герметичные кабины и т. д. ).
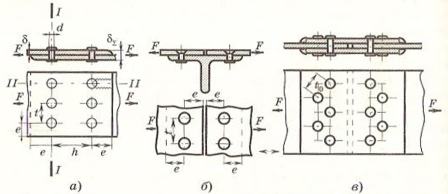
Соединение встык с одной накладкой — наиболее распространенный шов в конструкциях самолетов и вертолетов. Его применяют для соединения внешней обтекаемой обшивки со стрингерами, лонжеронами, шпангоутами и т. д. В сочетании с потайной клепкой это соединение отвечает требованиям современной аэродинамики. Встык с двумя накладками соединяются элементы конструкций, передающие большие усилия, например лонжероны, рамы, балки, узлы шасси и др. Соединения внахлестку применяются для крепления элементов электрооборудования и других агрегатов внутри планера.
Используемая литература: Детали машин и основы конструирования : учеб. для вузов / Г. И. Рощин, Е. А. Самойлов, Н. А. Алексеева и др.; под ред. Г. И. Рощинн и Е. А. Самойлова. — М. : Дрофа, 2006. — 415, [1] с.: ил. — (Высшее образование).
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com
Заклёпочное соединение Википедия
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений[ | код]
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения[ | код]
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений[ | код]
Заклёпочные работы на судне (рисунок из статьи «ru-wiki.ru
Заклёпочное соединение Вики
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений[ | код]
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения[ | код]
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений[ | код]
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений[ | код]
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять неподдающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки[ | код]
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием — пневмоклещами и клепальным прессом. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Примечания[ | код]
- ↑ 1 2 Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Литература[ | код]
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
ru.wikibedia.ru
Заклёпочное соединение — википедия фото
Двухрядное заклёпочное соединение внахлёстку (внакрой)Заклёпочное соединение — неразъёмное соединение деталей при помощи заклёпок. Обеспечивает высокую стойкость в условиях ударных и вибрационных нагрузок. Известно с древности. На Руси клёпаные изделия встречаются при археологических раскопках городищ и датируются IX-X веками. На современном этапе развития технологии уступает место сварке и склеиванию, обеспечивающим большую производительность и более высокую прочность соединения. Однако по-прежнему находит применение по конструктивным или технологическим соображениям: в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей; соединение разнородных, трудно свариваемых и не свариваемых материалов; в соединениях с затруднительным доступом и контролем качества; в случаях, когда необходимо предотвратить распространение усталостной трещины из детали в деталь.
Применяют, в основном, в авиастроении- и судостроении, металлоконструкциях и других изделиях с внешними нагрузками, действующими параллельно плоскости стыка.
Виды заклёпочных соединений
Заклёпочные соединения делятся на:
- прочные (рассчитанные только на восприятие и передачу силовых нагрузок),
- плотные (герметичные) (обеспечивают герметичность конструкций в резервуарах с невысоким давлением),
- прочноплотные (восприятие силовых нагрузок и герметичность соединения).
По конструкции заклёпочные соединения делятся на однорядные и многорядные с цепным или шахматным расположением заклёпок, а в зависимости от количества плоскостей среза — одно- и многосрезные[1].
По характеру воздействия нагрузки на заклёпочное соединение — швы с поперечной нагрузкой, перпендикулярной оси заклёпок, и продольной, параллельной оси заклёпок.
Заклёпочные соединения по конструкции близки к паяным, сварным и клеевым соединениям. Наиболее распространены соединения внахлёстку (внакрой) и встык со стыковыми планками[1].
Герметичность соединения обеспечивается нанесением различных герметиков на поверхность стыка или подкладыванием под стык различных пластичных материалов. Заклёпки герметичных соединений имеют усиленные головки.
В зависимости от требований к поверхности, заклёпки могут иметь полукруглую головку, потайную, полупотайную или плоскую (в процессе клёпки для создания внутренних усилий сжатия, которые снижают возможность усталости материала).
Заклёпки изготовляют для разных способов установки. Для односторонней клепки существует множество видов заклёпок, в том числе отрывные и взрывные. Обычная клёпка может выполняться, когда наковаленка-поддержка находится с лицевой стороны и когда наковаленка находится с тыльной стороны. Последний способ стал наиболее распространенным, поскольку требует меньшей массы наковаленки-поддержки.
Способ соединения
В предварительно подготовленные отверстия в деталях (пакете листов) вставляют заклепки. После производится осадка (клёпка) специальным инструментом второй замыкающей головки.
В процессе клёпки производят стяжку (сжатие) пакета, и за счет поперечной упругопластической деформации стержня происходит заполнение начального зазора между стержнем и стенками отверстия, часто приводящее к образованию натяга.
Диаметры отверстий под заклепки dотв выбирают по стандарту в зависимости от диаметра заклепки. Для холодной клепки можно рекомендовать:
dотв = dз + 0,05dз ,
где dз — диаметр устанавливаемой заклепки.
Недостатки заклёпочных соединений
- Трудоёмкость процесса. Необходимо просверлить множество отверстий, установить заклёпки, расклепать их. Эти операции выполняются вручную двумя слесарями-сборщиками. До последней четверти XX века в СССР на авиационные заводы специально нанимались худощавые юноши способные влезть в узкий отсек, чтобы удерживать там наковальню-поддержку.
- Повышенная материалоёмкость соединения. Заклёпочный шов ослабляет основную деталь, поэтому она должна быть толще. Нагрузку несут заклёпки, поэтому их сечение должно соответствовать нагрузке.
- Необходимость специальных мер для герметизации. Это очень важно для самолётостроения и ракетной техники, при сборке баков-кессонов и пассажирских отсеков. В баках-кессонах, расположенных в крыле самолётов, как правило, держат топливо — авиационный керосин. Резиновый герметик, устойчивый к керосину, должен закрывать все заклёпочные швы. Вес его может составлять десятки килограммов.
- Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений
- Не позволяет распространяться усталостным трещинам, таким образом повышает надёжность всего изделия.
- Позволяет соединять неподдающиеся сварке материалы.
В последнее время эти преимущества нивелируются тем, что появились достаточно прочные сплавы, поддающиеся сварке, появились синтетические клеи, позволяющие получить у клеевого шва прочность не хуже, чем у основного материала. На смену алюминиевым сплавам пришли композиты, в которые на стадии изготовления вклеивают металлические закладные элементы.
Инструменты и приспособления для клёпки
В последнее время клепальный пневмомолоток и наковальня-поддержка всё чаще вытесняется другим оборудованием — пневмоклещами и клепальным прессом. Клепальные прессы с ЧПУ (числовым программным управлением) позволяют с высокой производительностью изготовлять крупные панели для фюзеляжей и крыльев самолётов.
Примечания
- ↑ 1 2 Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
Литература
- Орлов П. И. Кн. 2 // Основы конструирования: Справочно-методическое пособие. В 2-х кн. — 3-е исправл. — М.: Машиностроение, 1988. — С. 544. — ISBN 5-217-00223-9.
- Под ред. Ишлинский А. Ю. Новый политехнический словарь. — М.: Большая Российская энциклопедия, 2003. — С. 671. — ISBN 5-7107-7316-6.
- Анурьев В. И. Справочник конструктора-машиностроителя: В 3 т. / Под ред. И. Н. Жестковой. — 8-е изд., перераб. и доп.. — М.: Машиностроение, 2001. — ISBN 5-217-02962-5.
- Скобейда А. Т., Кузьмин А. В., Макейчик Н. Н. Детали машин и основы конструирования: Учебн. / Под общ. ред. А. Т. Скойбеды. — Мн.: Вышэйшая школа, 2000. — С. 106—111. — 584 с. — 3000 экз. — ISBN 985-06-0081-0.
org-wikipediya.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)