 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Большая Энциклопедия Нефти и Газа. Шабот молота
Шабот - молот - Большая Энциклопедия Нефти и Газа, статья, страница 1
Шабот - молот
Cтраница 1
Шабот молота служит опорой для нижнего бойка и представляет собой массивную отливку из стали или чугуна, которая должна воспринять на себя ударное действие падающих частей молота при пластической деформации металла между верхним и нижним бойками. Нижний боек устанавливают на промежуточную подушку и вместе с ней закрепляют на ласточкин хвост клиньями к шаботу. Стандартом принято, что для ковочных паровоздушных молотов масса шабота должн-а быть больше массы падающих частей в пятнадцать раз. Шаботы для малых и средних молотов отливают цельными, а для больших молотов - цельными или составными. [1]
Шабот молота 2 установлен на дубовой подушке и железобетонном фундаменте. К шаботу прикреплены две стойки станины ( на схеме не показаны), которые сверху стянуты соединительной плитой. Они приводятся во вращение от индивидуальных электродвигателей, находящихся в верхней части головки. Ось ролика 15 закреплена в определенном месте, и ролик все время прижат к доске 14, поднимающей бабу 17 молота. [2]
Шаботы молотов весом до 70 т - полная обработка. [3]
Шаботы молотов весом свыше 70 т - полная обработка. [4]
Шабот молотов представляет собой массивную чугунную отливку. Соединение шабота с нижним бойком - клиновое. [5]
Шабот молотов, представляет собой цельную стальную отливку. К нему клином крепится штам-подержатель. [6]
Шабот молотов представляет собой отливку, состоящую из двух частей. К шаботу клином крепится штамподержатель. [7]
Шабот молотов представляет собой массивную чугунную отливку, на которой установлена и закреплена винтами стальная плита. Поверхность ее выполняет роль рабочей плоскости стола. [8]
Шабот молота проходит сквозь отверстие в станине и с ней не связан. [9]
Шабот молота модели 19КП состоит из двух частей: верхней - стальной и нижней - чугунной. [10]
Почему шабот молота должен иметь большой вес. [11]
Ремонт шаботов молотов свободной ковки с весом падающих частей 1 т и выше производят чаще всего на месте при помощи переносных строгальных и фрезерных станков или вручную пневматическими рубильными молотками и шлифовальными машинами. Наплавку при ремонте чугунных шаботов не применяют. Шаботы обрабатывают по уровню, для чего площадь замка под соублок срубают и окончательно подгоняют по линейке и проверочной плите. Шаботы более мелких молотов при наличии соответствующего кранового оборудования снимают с фундамента и строгают на продольно-строгальных станках. [12]
Ремонт шаботов молотов свободной ковки с весом падающих частей 1 т и выше производится чаще всего на месте при помощи переносных строгальных и фрезерных станков или вручную пневматическими рубильными молотками и шлифовальными машинами. Наплавка при ремонте чугунных шаботов не применяется. Шаботы обрабатываются по уровню, для чего поверхность замка под шаботную вставку ( соублок) срубается и окончательно подгоняется по линейке и проверочной плите. Шаботы более мелких молотов при наличии соответствующего кранового оборудования снимаются с фундамента и строгаются на продольно-строгальных станках. [13]
При ударе шабот молота приобретает некоторую скорость и начинает двигаться вниз. Этому движению препятствуют лежащие под ним прокладки и фундамент, передающие нагрузку на грунт. Шабот, прокладки, фундамент и грунт обладают уругостью. Поэтому после удара фундамент начинает совершать колебательные движения. При обычной установке фундамента непосредственно на грунт ( жесткая установка) амплитуда его колебаний невелика и составляет 0 8 - 1 2 мм. Колебания эти имеют большую частоту, но затухают очень быстро, раньше, чем баба наносит следующий удар. Поэтому резонанса - раскачивания фундамента при последовательных ударах не возникает. [14]
Для увеличения жесткости конструкции молота в поперечном направлении и лучшего направления бабы при штамповке шаботы современных молотов изготовляют вместе со стойками или с U-образными приливами для стоек. Плоскость стыка стоек и шабота должна быть выше плоскости соударения штампов. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Шабот - молот - Большая Энциклопедия Нефти и Газа, статья, страница 2
Шабот - молот
Cтраница 2
Верхняя часть штампа крепится непосредственно к бабе молота, а нижняя - в штамподержателе, который является подушкой, предохраняющей шабот молота от износа. Основной метод крепления штампа - крепление при помощи ласточкина хвоста, вставляемого в соответствующие гнезда бабы молота и штамподержателя и закрепляемого клиньями и шпонками. [16]
Штамп состоит из двух частей: верхней 7, прикрепляемой к бабе, и нижней 8, прикрепляемой к штамподержателю и шаботу молота при помощи специальных креплений и клиньев. [18]
Объемная штамповка состоит в том, что нагретая до высоких температур заготовка кладется в открытую сверху полость ( ручей) нижней половины штампа, укрепленной в подштамповой подушке на шаботе молота. Верхняя половина штампа прикрепляется к бабе молота. При падении бабы верхняя половина штампа ударяет по заготовке и деформирует ее: металл заготовки течет, заполняет ручей штамла, и заготовка, таким образом, принимает форму этого ручья. Так как объемная штамповка производится обычно на молотах, то штампы; для объемной штамповки называются молотовыми. [19]
На штамповочных молотах штампы закрепляют: верхнюю часть с помощью ласточкина хвоста и клиньев в бабе молота, а нижнюю - в подштамповой плите, в свою очередь, закрепленной тем же способом в шаботе молота. [20]
Разделке взрывным способом подвергают крупные стальные и чугунные массивы, не поддающиеся огневой резке или копровой разбивке: мартеновские и доменные козлы, ковши с застывшим металлом, бракованные слитки, изложницы и поддоны, станины и маховики, валки мощных прокатных станов, шаботы молотов и другие металлические объекты. Взрывной способ применяют также при подготовке металлолома к разделке другими способами: крупные массивы, например, делят взрывом на части, а затем разбивают на копрах. [21]
Управление золотником производится машинистом посредством системы рычагов. Шабот молота делается в 10 - 15 раз тяжелее падающих частей и устанавливается на дубовой подушке, покоящейся на массивном железобетонном фундаменте, что делается для предохранения его от смещения во время работы молота и повышения степени полезного использования энергии удара на деформацию обрабатываемого металла. [22]
Шаботы ковочных молотов - чугун СЧ 24 - 44, СЧ 28 - 48, реже - фасонное стальное литье. Конструкция шаботов молотов: одностоечных изображена на фиг. [23]
Шаботные фундаменты подразделяют на жесткие и виброизолированные. Смещение шабота молота, установленного на жесткий фундамент, во время нагрузочного этапа удара вызывает упругую деформацию подшаботной прокладки и грунта под фундаментом. Во время последующего разгрузочного этапа потенциальная энергия упругой деформации переходит в кинетическую. Упругие волны распространяются в грунте, вызывая его неравномерное уплотнение, вибрации строительных сооружений и оборудования. [24]
Амплитуда колебаний фундамента и шабота молота обычно определяется в предположении, что шабот и фундамент представляют абсолютно твердые тела, а подшаботная прокладка и грунт идеально упруги, без инерционных свойств. При этих предположениях изучение колебаний молота и фундамента сводится к решению задачи о свободных колебаниях системы с двумя степенями свободы ( фиг. [25]
Часть такого фундамента, на которую опирается шабот молота, подвешивается или устанавливается на специальных пружинах. Будучи достаточно массивной и имея возможность несколько колебаться за счетподрессоривания пружин, она практически поглощает сотрясения, возникающие при работе молота. [26]
Большую часть энергии удара молота воспринимает шабот. Поэтому вес шабота превышает вес падающих частей молота в 15 - 20 раз. Шабот молота устанавливают на массивном и глубоком железобетонном фундаменте. Вес фундамента молота превышает вес его падающих частей примерно в 100 раз. Устройство таких фундаментов очень трудоемко, сложно и дорого. [28]
Шабот 1 опирается на две балки 2 двутаврового сечения, которые подвешены на тягах 3 с гайками 4 и замками - 5 на концах. Рессоры концами вставлены в пазы опорных плит 6, приваренных к подкладкам 7, которые залиты в тумбах фундамента. Шабот молота закреплен на балках 2 с помощью шпонок. Рессоры расположены под настилом пола и доступны для обслуживания. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Шабот - штамповочный молот - Большая Энциклопедия Нефти и Газа, статья, страница 1
Шабот - штамповочный молот
Cтраница 1
Шаботы штамповочных молотов изготовляют из литой стали ( см. гл. Составные шаботы крупных молотов: верхнюю и среднюю части выполняют из литой стали, нижнюю - из литой стали или реже из чугуна. [2]
Шаботы штамповочных молотов с весом падающих частей свыше 6 т обычно состоят из двух частей, соединенных между собой двумя шпонками в виде круглых болванок. В период эксплуатации: тп отверстия изнашиваются и требуют восстановления. Для этой цели предусмотрен. [3]
Шаботы штамповочных молотов ( рис. 2.16) обычно имеют форму усеченной пирамиды. Отливка и транспортировка шабота массой более 100 - 120 т связана с затруднениями. Поэтому шаботы крупных штамповочных молотов делают составными. Число секций шабота зависит от мощности молота. [5]
Шаботы штамповочных молотов изготовляются из литой стали. Составные шаботы крупных молотов делаются: верхняя и средняя части из литой стали, нижняя - из литой стали или реже из чугуна. [6]
Шаботы штамповочных молотов изготовляют из высококачест венного стального литья. Шаботы с массой подвижных частей до 6 т изготовляют цельными, свыше 6 т - составными. Устанавливают шаботы на подушках из дубовых или буковых брусьев или на прокладках из прорезиненной конвейерной ленты. С фундаментом шабот ничем не скрепляется. [7]
Материал шаботов штамповочных молотов: верхние секции - фасонное стальное литье с С а: 0 25 / 0, нижние - чугунное литье. [8]
Рабочие поверхности шаботов штамповочных молотов подвергаются интенсивному износу. Ввиду большого веса шаботов, сложности демонтажа и транспортировки их чаще исего обрабатывают на месте установки с помощью переносных станков фрезерованием или строганием. [9]
Основные виды поломок шаботов штамповочных молотов: а - трещина по углу выемки под штамподержатель; б - трещина в середине шабота; в - выкрашивание нижней плоскости выемки под штамподержатель; г - разрушение выступа, ограничивающего передвижение стойки. [10]
Установленный на дубовую прокладку шабот штамповочного молота проверяют па горизонтальность. [11]
Установленный на дубовую прокладку шабот штамповочного молота проверяется на горизонтальность. [12]
В отличие от ковочных молотов шабот штамповочного молота устанавливается на деревянной подушке и опирается на сплошной фундамент. [13]
Рассмотрим модификацию приспособления для обработки поверхностей шабота штамповочного молота. Приспособление работает торцовой фрезой. Обрабатывают горизонтальные, вертикальные и наклонные плоскости шабота. Головку 11 вместе с траверсой 9 можно устанавливать под углом к вертикальной плоскости, так как салазки 4, скользя по опорам 3, могут наклоняться вместе с траверсой. Кроме того, траверса 9 может быть повернута под углом по отношению к своему исходному положению, так как она соединена с салазками 4 при помощи круглых цапф, вокруг которых она может поворачиваться. [15]
Страницы: 1 2
www.ngpedia.ru
Шабот паровоздушного молота
Изобретение относится к кузнечно-штамповочному производству, в частности к конструкциям паровоздушных штамповочных молотов. Шабот молота содержит жестко стянутые между собой слои из пластин, расположенных вертикально, и слои из пластин, расположенных горизонтально. Слои из вертикально расположенных пластин размещены поочередно со слоями из горизонтально расположенных пластин. В результате обеспечивается повышение стойкости шабота. 1 ил.
Изобретение относится к кузнечно-штамповочному производству, в частности к конструкциям паровоздушных штамповочных молотов.
Известен шабот штамповочного молота, выполненный в виде одного блока в форме усеченной пирамиды [Щеглов В.Ф., Максимов Л.Ю., Линц В.П. Кузнечно-прессовые машины. - М.: Машиностроение, 1979, с.41, рис.2.16].
Недостатками данного узла являются ограниченная область применения - только на легких штамповочных молотах, у которых масса шабота не превышает 100-120 тонн, и высокие затраты, связанные с изготовлением и транспортировкой к месту эксплуатации.
Известен также шабот штамповочного молота, выполненный в виде отдельных блоков, установленных друг на друга и соединенных между собой цилиндрическими шпонками [Зимин А.И. Машины и автоматы кузнечно-штамповочного производства. Часть 1. Молоты. - М.: Машгиз, 1953, с.241, фиг.137].
Данный шабот используется на средних и тяжелых штамповочных молотах. Основным недостатком этого узла является низкая стойкость верхнего блока шабота в средней части в месте расположения нижнего штамподержателя, которая систематически воспринимает на себя жесткие удары, особенно последние при окончании штамповки, наряду с растягивающими напряжениями от натяга, создаваемого клином, что в процессе эксплуатации приводит к образованию трещины, а затем к выходу из строя всего шабота. При двухсменной работе при штамповке труднодеформируемых поковок из жаропрочных марок сталей и титановых сплавов стойкость одного шабота практически не превышает трех лет.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому изобретению является шабот штамповочного молота, выполненный в виде жестко стянутых слоев из пластин и изготовленный заодно со стойками молота [Свидетельство на полезную модель RU 22440 U1, B21J 13/00, опубл. 10.04.2002].
Изготовление шабота в виде жестко стянутых слоев из пластин позволяет повысить технологичность изготовления и его эксплуатационную надежность. Однако изготовление шабота при этом заодно со стойками (или нижними их частями) не является целесообразным, поскольку приводит к значительному усложнению и удорожанию изготовления конструкции и ее монтажа, а также ремонта и ненужному увеличению металлоемкости стоек молота. Достигаемое же при этом уменьшение металлоемкости шабота приведет к снижению кпд ударного деформирования, а следовательно, эффективности работы молота и сокращению стойкости шабота. Кроме этого при такой конструкции стойки молота после удара будут подпрыгивать вместе с шаботом и разбивать промежуточную плиту шабота у тяжелых молотов или фундамент у легких молотов.
Задачей предлагаемого изобретения является устранение указанных недостатков, а именно предотвращение основных причин усталостного разрушения шабота и повышение его стойкости.
Поставленная задача достигается тем, что в шаботе паровоздушного молота, содержащем жестко стянутые между собой слои из пластин, согласно изобретению он содержит слои из пластин, расположенных вертикально, и слои из пластин, расположенных горизонтально, причем слои из вертикально расположенных пластин размещены поочередно со слоями из горизонтально расположенных пластин.
Так как слои собраны из вертикально и горизонтально расположенных пластин и при этом слои с вертикально расположенными пластинами размещены поочередно со слоями с горизонтально расположенными пластинами, представляется возможным сделать шабот более податливым в поперечном и продольном направлениях и обеспечить демпфирование динамических нагрузок, возникающих от усилия деформирования поковки и растягивающих напряжений от натяга, создаваемого клином и более высоким разогревом штамподержателя (статические составляющие), что способствует устранению основных причин усталостного разрушения шабота по галтелям «ласточкиного хвоста» и повышению его стойкости.
Сущность изобретения поясняется чертежом, на котором показан шабот в сборе. Шабот содержит вертикально 1 и горизонтально 2 расположенные пластины, стянутые шпильками 3. При этом слои с вертикально расположенными пластинами 1 размещены поочередно со слоями с горизонтально расположенными пластинами 2.
Во время работы молота шабот из жестко стянутых шпильками 3 слоев, собранных из вертикально 1 и горизонтально 2 расположенных пластин, с размещенными поочередно слоями с вертикально расположенными пластинами 1 и горизонтально расположенными пластинами 2 воспринимает на себя ударное действие бабы с верхней половиной штампа, при этом благодаря повышенным упругим свойствам конструкции шабота происходит демпфирование динамических нагрузок, создаваемых усилием деформирования поковки и растягивающих напряжений от натяга, создаваемого клином и более высоким разогревом штамподержателя (статические составляющие), что препятствует преждевременному усталостному разрушению шабота по галтелям «ласточкиного хвоста» и повышению его стойкости.
Изготовление и сборка шабота осуществляются следующим образом.
Для получения пластин, из которых собирается шабот, стальные исходные заготовки обрабатываются на фрезерных станках со скоростной головкой или строгальных и производится сверление в них отверстий для сборки. Количество и размеры пластин должны обеспечивать получение требуемого габарита шабота, кратности его массы и подвижных частей молота. Первоначально собирается в пакет средняя часть шабота, а затем добираются боковые части. Окончательная сборка шабота, при которой осуществляется термическая затяжка шпилек, производится непосредственно рядом с приямком под установку шабота, в который он опускается.
Опытная конструкция шабота для молота с весом падающих частей 25 т имеет следующие параметры. Чистовые размеры одной пластины 7500×1500×150. Вес одной пластины с 20-ю отверстиями около 13 т. Общее количество пластин 65 шт. Диаметр стяжных шпилек 120 мм.
Предложенный шабот может быть использован в кузнечно-штамповочных цехах на легких, средних и тяжелых паровоздушных штамповочных молотах.
Шабот паровоздушного молота, содержащий жестко стянутые между собой слои из пластин, отличающийся тем, что он содержит слои из пластин, расположенных вертикально, и слои из пластин, расположенных горизонтально, причем слои из вертикально расположенных пластин размещены поочередно со слоями из горизонтально расположенных пластин.
www.findpatent.ru
Ковочные молоты | Техника и человек
Среди многообразия видов кузнечно-штамповочного оборудования молоты – один из древнейших: свободную ковку применяли ещё в Древнем Египте и Ассирии 4500 лет до н.э., а «водный самоков», принцип работы которого практически полностью используется и сейчас, впервые появился в 1583 году.
Принцип действия и разновидности ковочных молотов
 Ковочный молот – оборудование ударного действия. В этом случае пластическое формоизменение заготовки происходит из-за комбинированного воздействия усилия деформирования Р и кинетической энергии W, которую запасает при своем перемещении деформирующий инструмент (боёк). Такая энергия, в свою очередь, зависит от массы движущихся частей молота m, и скорости их соударения v с металлом заготовки
Ковочный молот – оборудование ударного действия. В этом случае пластическое формоизменение заготовки происходит из-за комбинированного воздействия усилия деформирования Р и кинетической энергии W, которую запасает при своем перемещении деформирующий инструмент (боёк). Такая энергия, в свою очередь, зависит от массы движущихся частей молота m, и скорости их соударения v с металлом заготовки
W = mv2/2
Из приведенной зависимости следует – чем выше скорость подвижных частей молота, тем эффективнее выполняется деформация. При этом по заготовке может наноситься несколько последовательных ударов бойка с рабочим инструментом.
Ковочные молоты преимущественно применяются для пластического деформирования объёмных заготовок из прутка или слитка. Вместе с тем они широко используются и в авиационной промышленности для обработки давлением листовых заготовок из труднодеформируемых сплавов на основе титана.
Классификация ковочных молотов может быть произведена по следующим параметрам:
- По виду энергоносителя, который способен разогнать боёк до требуемой скорости. Таким энергоносителем могут быть пар, сжатый воздух (вместе, и по отдельности), жидкость высокого давления, газ либо определённые механические узлы в конструкции молота.
- По конструктивным особенностям молоты могут выпускаться двухстоечными и одностоечными.
- По траектории перемещения бойка ковочные молоты могут быть вертикальными и горизонтальными.
- По способу создания требуемой энергии деформирования ковочные молоты подразделяются на молоты простого и двойного действия.
Молоты часто относят к оборудованию, предназначенному преимущественно для горячей ковки, однако это неверно. Операции свободной ковки – плющение, осадка, протяжка и некоторые другие – выполняются молотами, рабочая поверхность бойка у которых не имеет какого-либо профиля. В то же время, прикрепив к бойку штамп, на рассматриваемом оборудовании успешно производят и операции горячей штамповки.
Особенности работы и виды ковочных молотов.
Паровоздушные ковочные молоты
Конструкция молотов этого типа включает в себя следующие узлы:
- Рабочий цилиндр, в котором создаётся требуемое движение энергоносителя;
- Механизм управления, при помощи которого производится целенаправленная подача энергоносителя в рабочий цилиндр;
- Поршня со штоком;
- Бабу, которая одним концом прикрепляется к штоку, а на противоположном конце имеет посадочную поверхность под гладкий боёк, либо штамп;
- Две направляющие стойки;
- Шабот – массивное основание машины.
Паровоздушный молот: 1 — рычаг, 2 — тяга, 3, 4 — золотниковое устройство для регулировки подачи пара, 5 — рабочий цилиндр, 6 — поршень, 7 — направляющие, 8 -шток соединяющий поршень с бабой, 9 — станина, 10 — баба, 11- верхний боек, 12 — нижний боек, неподвижно закрепленный, 13 — шабот, лежащей на дубовой подушке на отдельном фундаменте.
Такие молоты традиционно имеют рамную конструкцию, отличающуюся, с одной стороны, стойкостью против периодически возникающих ударных нагрузок, а, с другой стороны, упругостью. Раму образуют направляющие стойки (снабжённые пружинами для компенсации относительных перемещений во время удара бойка/штампа по заготовке), подцилиндровая плита и шабот. На подцилиндровую плиту устанавливается рабочий цилиндр, к которому подводятся трубопроводы подачи энергоносителя. Прежде таким энергоносителем выступал пар.
Однако длительные годы эксплуатации паровых молотов выявили существенные недостатки пара – тяжёлые условия работы узлов молота и кузнеца, а также более сложные конструкции паропроводов. Поэтому в современных конструкциях паровоздушных молотов используется смесь пара со сжатым воздухом. Пар поступает от котельных установок, а сжатый воздух – от компрессорных станций. Такая комбинация не только способствовала улучшению условий труда, но и увеличила КПД оборудования.
Пар запасает необходимую энергию во время своего нагревания (используется перегретый пар давлением не ниже 7…9 ат, и температурой не ниже 110…1200С, который хорошо сжимается), а воздух – в результате своего сжатия компрессорами до давлений не ниже 8…10 ат.
Проходя по трубопроводам, паровоздушная смесь попадает в верхнюю полость рабочего цилиндра, и разгоняет поршень до скоростей не менее 7…10 м/с. Кинетическая энергия движения падающих частей молота — поршня со штоком и бабы с рабочим инструментом — при соприкосновении с поковкой превращается в энергию деформирования металла, при этом КПД процесса достигает 94…98%.
Для совершения обратного хода кузнец, используя рычаги системы управления, подаёт энергоноситель в нижнюю полость рабочего цилиндра. При этом подвижные части совершают ход вверх. Ограничение хода поршня обеспечивается предохранительным клапаном системы управления, которым отсекается подача энергоносителя при приближении поршня цилиндра к его крышке.
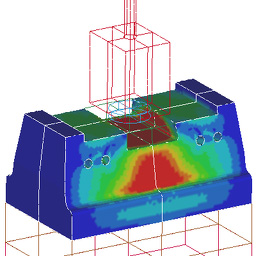
Распределение нагрузки в момент удара по шаботу ковочного молота
Вследствие ударного характера работы паровоздушных молотов (особенно мощных, которые имеют суммарную массу падающих частей от 10 т и более), его детали и узлы работают в неблагоприятных условиях, а удары подвижных частей вызывают сотрясение грунта. Поэтому вся конструкция молота располагается на массивном шаботе: чугунной или стальной плите, масса которой должна быть в 20…30 раз больше, чем масса падающих частей.
Для эффективного гашения вибраций шабот укладывается глубоко в грунт на специальную деревянную подушку, основой для которой служит торцевые бруски из прочной древесины (дуба, кедра). Если молот будет использоваться для переходов свободной ковки, то масса шабота может быть снижена в 1.5…2 раза. Шабот часто выполняется в виде четырёхгранной призмы меньшим основанием вверх: это увеличивает устойчивость, и снижает нагрузки на грунт.
Шабот ковочного молота отличается от шабота штамповочного: он выполняется отдельно от стоек, а стойки могут быть выполнены по арочной или мостовой схеме (последняя используется для более мощного оборудования). При раздельной компоновке колебания фундамента при ударах оборудования не сказываются на точности ковки.
Паровоздушные молоты относятся к молотам двойного действия, поскольку деформирующее воздействие создаётся как суммарной массой падающих частей, так и их скоростью, которая имеет максимальное значение при крайнем нижнем положении бабы.
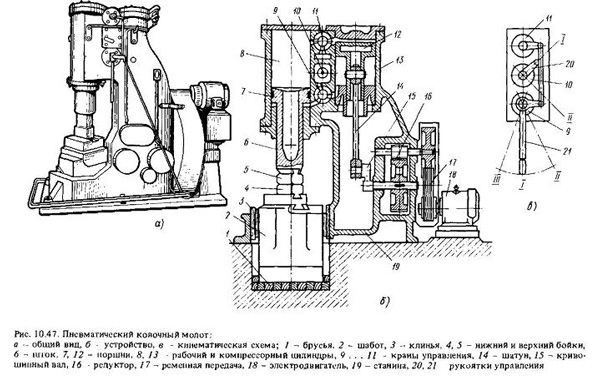
Пневматические ковочные молоты
Такое оборудование относят к приводным молотам одинарного действия. Масса падающих частей пневматических молотов существенно меньше, чем паровоздушных, и не превышает 1000 кг. Однако из-за высокой скорости разгона поршня кинетическая энергия такого оборудования достигает 30 кДж, что на 15% превышает аналогичный показатель паровоздушного молота той же рабочей характеристики. Это объясняется меньшими удельными потерями энергоносителя при выполнении операций пластического деформирования.
Пневматический ковочный молот состоит из следующих частей:
- Одностоечной С-образной станины;
- Компрессорного цилиндра;
- Рабочего цилиндра;
- Бабы;
- Компрессора с приводным электродвигателем;
- Шабота;
- Системы управления.
Принцип действия
При включении электродвигателя производится сжатие воздуха в цилиндре компрессора. По достижении необходимого давления система управления открывает путь энергоносителю в верхнюю полость рабочего цилиндра. Это вызывает перемещение штока (деталь движется в удлинённых направляющих станины) с постоянно возрастающей скоростью. В конце рабочего хода штамп (или гладкий боёк, который прикреплён к бабе молота) наносит удар по заготовке и производит её деформацию. Сила удара регулируется педалью, которая входит в комплект системы управления оборудованием. В небольших молотах вместо педали предусматривается рабочая рукоятка.
Конструкция пневматических молотов более компактна, а длина трубопроводов – меньше, что положительно сказывается на показателе быстроходности. Кроме того, под такое оборудование не нужен массивный и громоздкий при установке шабот. Эти обстоятельства способствуют широкому распространению пневматических молотов в небольших производственных цехах, мастерских, занимающихся художественной ковкой, а также на ремонтно-инструментальных производствах.
Различают пневматические молоты простого и двойного действия. В первом случае баба возвращается в своё исходное положение вследствие разрежения, которое образуется в рабочем цилиндре во время прямого хода поршня в цилиндре компрессорной установки. В пневматических молотах двойного действия предусматривается специальный распределительный механизм, который соединяет между собой верхнюю и нижнюю полости рабочего цилиндра. Этот механизм управляет согласованным перемещением обоих поршней: когда поршень компрессора движется вверх, сжатый воздух толкает поршень рабочего цилиндра вниз, и наоборот. Это, хотя и усложняет конструкцию молота, но зато способствует более быстрому перемещению поршней, которое не зависит от возможных колебаний давления сжатого воздуха в системе.
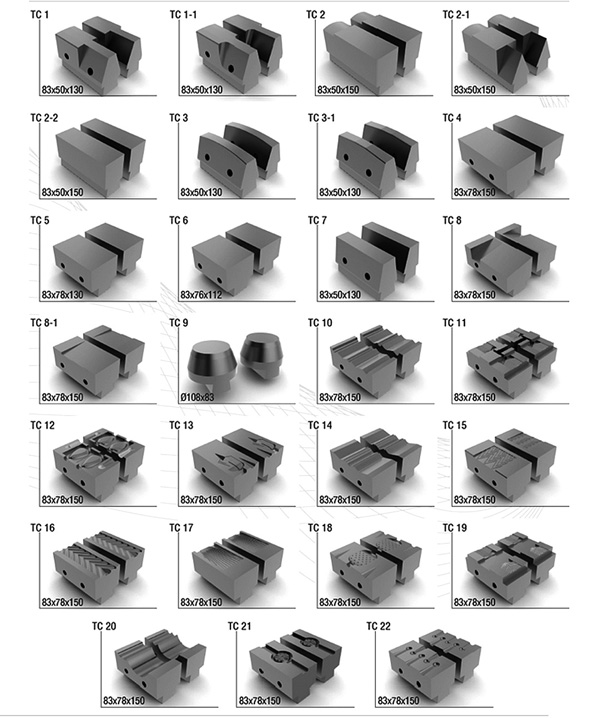
Виды бойков ковочного молота
Число ударов пневматического молота, в отличие от паровоздушного, определяется не возможностями органов управления, а числом оборотов кривошипного вала компрессора.
Основными рабочими режимами пневматических ковочных молотов являются:
- Холостой ход бабы (используется при проверке работоспособности оборудования).
- Удерживание бабы навесу (характеризуется небольшими по амплитуде колебаниями бойка, и используется преимущественно при кантовке заготовок).
- Прижим поковки (отличается длительным пребыванием бабы в своём крайнем нижнем положении, и способствует лучшему оформлению размеров поковки, особенно из высокоуглеродистых сталей).
- Единичный удар.
- Автоматические удары, наносимые последовательно.
Пневматические молоты могут иметь два рабочих цилиндра. В наиболее современных конструкциях предусматривается дополнительный разгон бабы, что увеличивает технологические возможности оборудования.
Маркировка и типоразмеры ковочных молотов
Основным технологическим параметром для выбора типоразмера ковочного молота является его масса падающих частей (мпч). В соответствии с ведомственной нормалью КН-01-1 обозначение ковочных молотов является комбинированным, цифрово-буквенным, и имеет вид МАХХХХ. Буква «М» означает «молот». Первые две цифры могут быть следующими:
- 13 – для ковочных паровоздушных молотов двойного действия арочного типа;
- 15 – для ковочных паровоздушных молотов двойного действия мостового типа;
- 21 – для штамповочных паровоздушных молотов двойного действия;
- 41 – для ковочных пневматических молотов.
Указанное оборудование производится в соответствии с требованиями ГОСТ 9752 (ковочные молоты), ГОСТ 7024 (паровоздушные штамповочные молоты) и ГОСТ 712 (пневматические молоты). Стандартным рядом для параметра мпч считается номинальный размерный ряд чисел, поэтому две последних цифры обозначения в марке молота указывают именно на мощность оборудования:
| Две последних цифры обозначения | 27 | 29 | 32 | 34 | 36 | 40 | 43 | 45 | 47 | 49 | 50 | 52 |
| Мпч, кг | 50 | 80 | 160 | 250 | 400 | 1000 | 2000 | 3150 | 5000 | 8000 | 10000 | 16000 |
| Энергия удара. кДж | 0,9 | 1,55 | 3,3 | 6,45 | 11 | 30 | 50 | 80 | 125 | 240 | 310 | 400 |
Возможны также дополнительные буквенные обозначения, которые свидетельствуют о модернизации базовой модели ковочного молота.
Ковочные молоты остальных видов используются редко, и изготавливаются по специальным заказам.
zewerok.ru
Шабот молота
О П И С А Н И Е (1ц 4225I4
ИЗО6РЕТЕ Н ИЯ
К АВТОРСКОМУ СВИДЕТЕЛЬСТВУ
Союз Соввтеких
С04М1лмстимб ких
Республик (61) Зависимое от авт. свидетельства (22) Заявлено 28.02.72 (21) 1752491/25-27 с присоединением заявки № (32) Приоритет
Опубликовано 05.04.74. Бюллетень № 13
Дата опубликования описания 03.09.74 (51) М. Кл. В 21j 13 06
-акударственный комитет
Свввта Министров СССР
Ila делам изаеретений
H OTKPDITHII (53) УДК 621.733.545 (088.8) (72) Автор изобретения
А. М. Федотов (71) Заявитель (54) ШАБОТ МОЛОТА
Изобретение относится к оборудованию для кузнечно-штамповочного производства.
Известен шабот молота, опирающийся на подушку через амортизаторы.
Недостатком известного шабота является то, что значительная часть энергии собственных колебаний его после удара передается на фундамент.
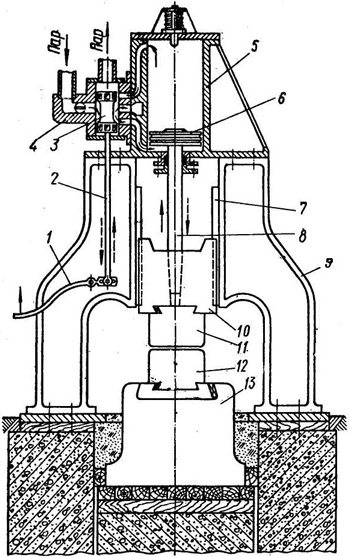
Цель предлагаемого изобретения — уменьшение передачи ударных колебаний на фундамент, Поэтому он выполнен в виде стержня полуволновой длины его свободных колебаний и снабжен опорным фланцем, расположенным в средней части стержня.
На чертеже изображен предлагаемый шабот молота, Он состоит из полуволнового звукового резонатора 1, снабженного бойком 2, с клином 3 и фланцем 4, которым он опирается на подушку 5 через упругий амортизатор 6, выполненный, например, из прорезиненной транспортерной ленты. Крепится резонатор на подушке с помощью кольца 7.
Изобретение заключается в том, что при ударе бойка бабы молота по поковке основная часть энергии удара идет на деформацию поковок от первичного удара бойка бабы, дру5 гая часть энергии удара, которая ранее расходовалась на сотрясение подушки, шабота и фундамента, почти полностью идет на возбуждение (накачку) шабота как полуволнового резонатора и возвращается к поковке в виде
10 серии высокочастотных ударов снизу.
Совместное воздействие мощных, но редких ударов бойка бабы молота по поковке с высокочастотными ударами бойка шабота создает наиболее благоприятные условия для интенси15 фикации процесса ее пластической деформации.
Предмет изобретения
Шабот молота, опирающийся на подушку
20 через амортизаторы, о тл и ч а ю шийся тем, что, с целью уменьшения передачи ударных колебаний на фундамент, он выполнен в виде стержня, в средней части которого установлен опорный фланец.
422514
Составитель В. Голубков
Техред Т. Курнлко
Корректор О. Усова
Редактор Л. Бурова
Типография, пр. Сапунова, 2
Заказ 2139/12 Изд. М 686 Тираж 837 Подписное
ЦНИИПИ Государственного комитета Совета Министров СССР по делам изобретений и открытий
Москва, Ж-35, Раушская наб., д. 4/5


www.findpatent.ru
Шабот - молот - Большая Энциклопедия Нефти и Газа, статья, страница 3
Шабот - молот
Cтраница 3
Молоты типа Массей ( табл. 3 - 6, фиг. Давление пара для аналогичных молотов других конструкций встречается до 5 - 7 ати, сжатого воздуха - 5 ати. Вес шаботов молотов обычно не менее чем восьмикратный к весу падающих частей. [31]
Такие молоты применяются при изготовлении поковок больших размеров. В центре плиты имеется вырез, через который проходит шабот молота 2, установленный на отдельном фундаменте. [32]
Штампом называется металлическая форма, состоящая обычно из двух частей, в которых имеются полости, соответствующие форме изготовляемой поковки. Эти полости называются ручьями. Одна часть штампа закрепляется в подштамповой подушке, установленной на шаботе молота или плите пресса, а другая - в подвижной части его. Каждый штамп годен для изготовления лишь одной определенной поковки. Поэтому штамповка применяется преимущественно при крупносерийном и массовом производстве. НО, а показаны главные части штампа, а на фиг. [33]
Штамп представляет собой форму, очертание внутренней полости которой соответствует форме изготовляемой поковки. Очертания полости штампа называются ручьями. Штамп состоит из двух частей: нижней, закрепленной в подштамповой подушке, установленной на шаботе молота или плите пресса, и верхней, закрепленной в подвижной части молота или пресса. Под действием удара верхней части штампа / металл заполняет полость 2, а излишек его выдавливается из полости штампа в желобок 3, образуя заусенец или облой. В открытых штампах заусенец образуется всегда, так как в первое время штамповки, когда штампы еще не сомкнулись, металл вытекает в сторону, где сопротивление меньше, чем в полости штампа. [34]
Штамп представляет собой форму, очертание внутренней полости которой соответствует форме изготовляемой поковки. Очертания полости штампа называются ручьями. Штамп состоит из двух частей: нижней, закрепленной в подштамповой подушке, установленной на шаботе молота или плите пресса, и верхней, закрепленной в подвижной части молота или пресса. Под действием удара верхней части штампа 1 металл заполняет полость 2, а излишек его выдавливается из полости штампа в желобок 3, образуя заусенец или облой. В открытых штампах заусенец образуется всегда, так как в первое время штамповки, когда штампы еще не сомкнулись, металл вытекает в сторону, где сопротивление меньше, чем в полости штампа. [35]
Молотовые штампы ( рис. 142) состоят из двух частей - из верхней и нижней. Штамповка осуществляется в закрепленных штампах. Верхняя часть штампа при помощи ласточкина хвоста, сухаря и клина закрепляется в бабе 3 - молота ( рис. 144), а нижняя - в подштамповой плите, закрепленной тем же способом в шаботе молота. [36]
Молотовые штампы ( см. рис. 144) состоят из двух частей - верхней и нижней. Штамповка осуществляется в закрепленных штампах. Верхняя часть штампа при помощи ласточкина хвоста, сухаря и клина закрепляется в бабе 6 молота ( рис. 146), а нижняя - в подштамповой плите 8, закрепленной тем же способом в шаботе молота. [37]
Ремонт шаботов молотов свободной ковки с весом падающих частей 1 т и выше производят чаще всего на месте при помощи переносных строгальных и фрезерных станков или вручную пневматическими рубильными молотками и шлифовальными машинами. Наплавку при ремонте чугунных шаботов не применяют. Шаботы обрабатывают по уровню, для чего площадь замка под соублок срубают и окончательно подгоняют по линейке и проверочной плите. Шаботы более мелких молотов при наличии соответствующего кранового оборудования снимают с фундамента и строгают на продольно-строгальных станках. [38]
Ремонт шаботов молотов свободной ковки с весом падающих частей 1 т и выше производится чаще всего на месте при помощи переносных строгальных и фрезерных станков или вручную пневматическими рубильными молотками и шлифовальными машинами. Наплавка при ремонте чугунных шаботов не применяется. Шаботы обрабатываются по уровню, для чего поверхность замка под шаботную вставку ( соублок) срубается и окончательно подгоняется по линейке и проверочной плите. Шаботы более мелких молотов при наличии соответствующего кранового оборудования снимаются с фундамента и строгаются на продольно-строгальных станках. [39]
Для дальнейшей обработки приспособление переустанавливают с тем, чтобы захватить необработанный участок паза. Установку выверяют по обработанному участку паза или по поверочной линейке, прижатой через мерные плитки к обработанной части паза. Обработка шпоночного выступа выполняется аналогично. Для исправления шаботов 16-тонного молота достаточно одной переуста - новки приспособления вдоль шабота. [40]
Ковочный двустоечный арочный паровоздушный молот двойного действия представлен на фиг. Пар через золотник 9 поступает попеременно в пространство цилиндра сверху и снизу поршня. Управление золотником 9 осуществляется рукоятью 8, которой манипулирует машинист молота по команде кузнеца. Стойки 10 и шабот молота устанавливаются на отдельных фундаментах. [41]
Он работает за счет энергии пара или воздуха давлением 7 - 9 сап. Молот имеет железобетонный фундамент /, вес которого в 100 раз больше веса падающих частей молота. В выемку фундамента положена дубовая подушка 2, состоящая из двух-трех слоев дубовых брусьев, стянутых болтами. На подушку установлен шабот молота 3, цельный или состоящий из частей. Пар или сжатый воздух, поступающий в буферный цилиндр, сжимается и приостанавливает дальнейший подъем поршня 14, что предохраняет крышку цилиндра от поломки. К бабе прикреплен верхний штамп 20, а нижний штамп 21 поставлен на штамподержатель 4, заклиненный в шаботе молота. [42]
Горячей объемной штамповкой получают в специальных штампах из нагретых заготовок изделия, называемые штампованными поковками. Штамп - металлическая форма, состоящая обычно из двух частей, в которых имеются полости, по конфигурации соответствующие изготовляемой поковке. Эти полости называются ручьями. Одна часть штампа закрепляется в подштамповой подушке, установленной на шаботе молота или плите пресса, а другая - в подвижной части его. [43]
Горячей объемной штамповкой в специальных штампах из нагретых заготовок получают изделия, называемые штампованными поковками. Штамп - металлическая форма, состоящая обычно из двух частей, в которых имеются полости, по конфигурации соответствующие изготовляемой поковке. Эти полости называются ручьями. Одна часть штампа закрепляется в под штам-повой подушке, установленной на шаботе молота или плите пресса, а другая - в подвижной части его. Каждый штамп годен для изготовления лишь одной определенной поковки, поэтому штампы применяют преимущественно в крупносерийном и массовом производстве. [44]
В шаботе 4 штамповочного молота с помощью клина 21 ( см. рис. 28.4, г) крепят штамподержатель 22 ( одна боковая сторона которого в плане образует угол 160), входящий в соответствующее углубление шабота. Это способствует надежному удержанию штамподержзтеля от сдвига во время работы молота. Шаботы штамповочных молотов изготовляют литыми из качественной стали. Масса шаботов штамповочных молотов равна 20 - 25-кратной массе подвижных частей. Шаботы молотов с массой подвижных частей до 6 т изготовляют цельными, а свыше 6 т - составными. [45]
Страницы: 1 2 3 4
www.ngpedia.ru







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)