 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Организация и обслуживание рабочих мест (стр. 1 из 2). Обслуживание и организация рабочих мест
Лекция 7. Организация обслуживания рабочих мест.
понятие организации обслуживания рабочих мест и виды обслуживания.
принципы, системы и формы обслуживания рабочих мест.
Одним из элементов организации труда, наряду с организацией рабочих мест, является организация их обслуживания.
Обслуживание рабочих мест – это задача техническая. К организации труда относится не обслуживание рабочих мест, а организация их обслуживания. Этот нюанс имеет принципиальное значение.
Организация рабочего места – это формирование производственной среды для работника, его вещественное окружение. Организация же обслуживания рабочего места связана с установлением системы взаимодействия какого-либо рабочего места и работника, занятого на нем, с другими рабочими местами и работниками, которые призваны обеспечивать его бесперебойную и качественную работу.
Организация обслуживания рабочего места близка по характеру к кооперации труда. И здесь и там имеет место взаимодействие между рабочими местами. Различие между ни ми состоит в том, что пери кооперации взаимодействуют работники, технологически связанные выполнением определенной работы. При обслуживании рабочего места такой прямой связи нет. Здесь вспомогательные службы помогают работникам выполнять свои производственные функции независимо от того, в каком технологическом процессе работники заняты.
Для того, чтобы лучше уяснить особенности такого взаимодействия, необходимо рассмотреть виды или функции обслуживания рабочих мест и их структуру. Структура обслуживания образуется из:
- обслуживания средств труда, - предполагает ремонт и межремонтное обслуживание основного и вспомогательного оборудования, хранение, выдачу и поддержание в работоспособном состоянии технологической и организационной оснастки, транспортное обеспечение работ по ремонту оборудования и др.
- обслуживания предметов труда, - состоит из работ по обеспечению рабочих мест сырьем, материалами, полуфабрикатами, по комплектованию, хранению и транспортировке их, по проведению стартового контроля качества материалов, сырья, получаемых стороны, промежуточного и финишного контроля качества изделий.
- обслуживания работника – складывается из проведения мероприятий по охране труда и технике безопасности, обеспечению нормальных санитарно-гигиенических условий на рабочем месте. Может быть организовано медицинское обслуживание, общественное питание и т.п.
Состав видов обслуживания и его объем должны быть обоснованы и соответствующим образом организованы.
В содержание работ по осуществлению ремонтного обслуживания оборудования входит составление дефектных ведомостей – документа, в котором излагается подробный перечень всех ремонтных работ по видам оборудования.
Межремонтное обслуживание оборудования включает в себя профилактические его осмотры с целью установления состояния отдельных узлов и частей машин и механизмов по обеспечению безопасности и устранение выявленных неисправностей.
Поддержание в рабочем состоянии, хранение и выдача технологической и организационной оснастки предполагает выполнение работ по инструментальному обслуживанию рабочих мест, которое складывается из получения и рационального хранения инструмента, выдачи или доставки его к рабочим местам, обмен вышедшего из строя инструмента, его восстановление.
Транспортные и погрузочно-разгрузочные работы на предприятии обеспечивают перемещение из одного подразделения в другое и между рабочими местами предметов труда, оборудования, готовых изделий и связанные с этим их погрузку и разгрузку.
Контрольная функция обслуживания направлена на осуществление контроля качества сырья, материалов, готовых изделий.
Функции обслуживания непосредственно работников заключаются в создании на рабочих местах соответствующих санитарно-гигиенических и других условий, о чем было сказано выше.
Чтобы организовать обслуживание рабочего места в соответствии с требованиями НОТ, необходимо решить следующие четыре взаимосвязанные группы вопросов:
установить, в каких видах обслуживания нуждается данное рабочее место и его работник;
по каждому виду обслуживания определить физическую норму обслуживания, обосновать его объем и срок;
определить регламент обслуживания, его график с указанием времени, последовательности и периодичности обслуживания;
персонифицировать обслуживание, т.е. закрепить виды обслуживания за определенными исполнителями или подразделениями.
Физическая норма обслуживания может быть представлена разными показателями. Для сырья, материалов – это может быть объем их разовой доставки или величина их неснижаемого запаса на рабочем месте. Для межремонтного обслуживания - указываются виды работ и их продолжительность, для ремонтных работ может быть указан вид ремонта и его продолжительность.
Регламент обслуживания для каждого вида обслуживания также может иметь свой вид. В одном случае этот может быть указание на периодичность обслуживания, в другом случае может быть указано конкретное время обслуживания.
Таким образом, хорошо организованным будет такое обслуживание, при котором работники, рабочее место которых обслуживают, знают, кто их обслуживает, в каком объеме и когда, а работники, которые обслуживают, знают, кого они обслуживают, в каком объеме и в какое время. Все это должно быть зафиксировано в организационных документах.
Вопрос № 2.
Научная организация обслуживания рабочих мест достигается путем соблюдения некоторых принципов. Основные из них – системность, комплексность, плановость, предупредительность, своевременность, надежность, оперативность, экономичность.
Системность – принцип заключается в том, что организация обслуживания должна быть продумана досконально, здесь не должно быть второстепенных вопросов. При системном подходе важно точно сформулировать цель работы, а она состоит в том, что работа по обслуживанию должна быть подчинена потребностям обслуживаемых рабочих мест.
Комплексность состоит в том, что необходимо организовать в равной степени хорошо все виды обслуживания. Если при высоком уровне обслуживания по одним функциям будут упущения по другим, то в целом система обслуживания не будет отвечать своим требованиям. Комплексная проработка организации обслуживания означает ее всесторонность, охват всех вопросов обслуживания по всем производственно значимым функциям обслуживания. полнота обслуживания достигается согласованностью по времени всех видов обслуживания.
Плановость обслуживания означает, что оно должно быть частью внутрипроизводственного планирования. Планирование обслуживания необходимо проводить заблаговременно, регулярно, в строго определенные и обоснованные промежутки времени.
Предупредительность обслуживания означает такую его организацию, которая не допускает остановки производства из-за несвоевременного выполнения работ по обслуживанию рабочего места. Предупредительность – это заблаговременность обслуживания, основанная на расчетах ресурсов работы оборудования и отдельных его частей, на расчетах запасов сырья на рабочем месте, необходимых для бесперебойной работы.
Чтобы достигнуть предупредительности обслуживания, предметы переменного оснащения рабочего места комплектуются заранее: к началу работы все необходимое должно находиться на рабочем месте.
Своевременность состоит в строгом соблюдении установленного регламента обслуживания. все должно делаться вовремя, в установленный срок. От этого зависит четкость работы обслуживаемого рабочего места.
Надежность обслуживания – это такое его качество, которое достигается системой дублирования, подстраховки на случай непредвиденных нарушений в выполнении функций обслуживания. Надежность обслуживания - это признак высокой его организации.
Оперативность заключается в способности системы обслуживания быстро реагировать на непредвиденные сбои в обслуживании и устранять недостатки.
Экономичность. Принцип экономичности обеспечивается использованием наиболее совершенных технологий обслуживания и установлением величины трудовых и материальных затрат на основе научно обоснованных нормативов для расчета таких затрат.
Практика показывает, что недостатки в организации обслуживания являются причиной примерно двух третей всех внутрисменных потерь рабочего времени. Чем полнее и совершеннее система обслуживания. тем более организованно протекает процесс труда и эффективнее используется рабочее время.
Существуют разные системы организации обслуживания:
- при децентрализованной системе функции обслуживания выполняются либо самими работниками на каждом рабочем месте, либо специальными вспомогательными работниками, имеющимися в каждом подразделении.
Преимущества системы состоят в автономности подразделений, недостатки – в том, что вспомогательный персонал используется с низкой эффективностью, т.к. в автономном подразделении практически невозможно иметь набор всех необходимых работников-специалистов и при децентрализованной системе довольно трудно обеспечивать нормальную и стабильную занятость всех вспомогательных работников.
- централизованная система обслуживания создает возможности для организации эффективного использования вспомогательного персонала, эффективность достигается за счет создания на базе крупного подразделения или предприятия специализированных участков по выполнению разных работ.
Преимущества – высокие возможности маневрирования персонала, улучшаются возможности для организации строго внутрипроизводственного планирования работ по обслуживанию, что повышает качество обслуживания. недостатки состоят в том, что для реализации своих достоинств система требует высокой организации труда и производства.
- смешанная система, при которой одна часть функций обслуживания осуществляется централизованно, а другая часть – децентрализовано. В этой системе сохраняются достоинства и недостатки обеих выше рассмотренных систем. Чем выше удельный вес централизованных работ, тем может быть выше эффективность обслуживания рабочих мест.
Критерием для выбора оптимальной системы обслуживания рабочих мест должен быть минимум затрат рабочего времени и материальных расходов на обслуживание при высоком качестве последнего.
На предприятиях различают также формы организации обслуживания рабочих мест:
- дежурное обслуживание – обслуживание по вызову.
- планово-предупредительное обслуживание – обслуживание по планам-графикам.
- стандартное обслуживание – наиболее совершенная форма, проводится в строго регламентированном порядке по стандартным расписаниям и стандарт-планам.
Разработку организации обслуживания рабочих мест целесообразно проводить в следующей последовательности:
- устанавливается состав и объем работ по обслуживанию в целом для подразделения;
- выделяются работы по обслуживанию, которые целесообразно передать основным работникам;
- исходя их состава и объема работ рассчитываются нормы затрат труда вспомогательных работников для обслуживания рабочих мест;
- состав и объем работ по обслуживанию распределяются между вспомогательными работниками с учетом функционального разделения труда между ними и норм затрат труда;
- устанавливаются формы обслуживания и разрабатываются условия их применения;
- рассчитываются физические нормы обслуживания;
- разрабатываются регламенты обслуживания;
- проектируется организация стационарных и передвижных рабочих мест вспомогательных работников.
studfiles.net
3. Организация и обслуживание рабочих мест
41
Рабочие места и их классификация
Основным звеном производственно-технологической структуры предприятия является рабочее место. Именно здесь происходит соединение трех основных элементов этого процесса и достигается его главная цель – производство предметов труда, оказание услуг либо технико-экономическое обеспечение и управление этими процессами.
Состояние рабочих мест напрямую определяет уровень организации труда на предприятии. От того, как организованы рабочие места, во многом зависит эффективность использования самого труда, орудий и средств производства и, соответственно, производительность труда, себестоимость выпускаемой продукции, ее качество и многие другие экономические показатели функционирования предприятия.
Рабочее место представляет собой ограниченную часть территории (пространства), оснащенную необходимыми орудиями и предметами труда, на которой совершается трудовая деятельность работника или объединенных одним заданием работников. Каждое рабочее место имеет свои специфические особенности, связанные с особенностями организации производственного процесса, многообразием форм конкретного труда. Вид рабочего места определяется такими факторами, как тип производства, уровень разделения и кооперации труда, место выполнения работы, содержание труда, степень механизации и автоматизации, число единиц оборудования на рабочем месте.
Рабочие места могут быть классифицированы по ряду признаков (табл. 3.1):
Таблица 3.1
Классификация рабочих мест
| Классификационный признак | Содержание классификационного признака |
| 1 | 2 |
| 1. В зависимости от уровня механизации труда | Ручного труда, машинно-ручные, механизированные, полуавтоматизированные, автоматизированные, аппаратурные |
| 2. В зависимости от количества обслуживаемого оборудования | Одноагрегатные, многоагрегатные |
| 3. По числу исполнителей | Индивидуальные, коллективные |
| 4. По степени специализации | Специализированные, универсальные |
| 5. По типу производства | Массового, серийного, единичного производства |
Окончание табл. 3.1
| 1 | 2 |
| 6. По признаку пространственного расположения | Стационарные, передвижные, комбинированные |
| 7. По месту нахождения | В помещении, на открытом воздухе, на высоте, под землей |
| 8. По рабочей позе | Для работы сидя, стоя, стоя-сидя, лежа |
| 9. В зависимости от типа функций, выполняемых работником | Рабочие места руководителей, специалистов, служащих, рабочих |
| 10. По профессиональному признаку | Рабочие места экономиста, бухгалтера, врача и т.д. |
| 11. По условиям труда | С нормальными условиями, с тяжелым физическим трудом, с вредными условиями, с особо тяжелым физическим трудом, с особо вредными условиями, с монотонным трудом |
| 12. По времени использования | Постоянные, временные |
| 13. По числу смен | Одно-, двух-, трех-, четырехсменные рабочие места |
| 14. По характеру использования | Функционирующие и нефункционирующие, в том числе: вакантные, резервные, излишние |
В зависимости от специфики производства или деятельности могут использоваться и другие классификационные признаки.
Во всех случаях характер организации и обслуживания рабочих имеет свои особенности в зависимости от многих факторов. Однако, несмотря на это, можно выделить некоторые основные направления и требования общие при организации любого рабочего места, независимо от его вида и принадлежности к той или иной отрасли, к тому или иному типу производства.
К числу таких общих требованийотносят технические, организационные и психофизиологические.
К техническим требованиямотносится оснащение рабочего места всем необходимым для выполнения работ: оборудованием, технологической оснасткой, инвентарем, средствами связи и т.д.
Организационные требованияпредполагают обеспечение наиболее рационального способа соединения средств и предметов труда с работниками путем оптимального расположения всех элементов рабочего места в его пределах и наиболее рационального обслуживания рабочего места и т.п.
Психофизиологические требованиясостоят в достижении при организации рабочих мест необходимого соответствия технических и организационных факторов рабочего места психофизиологическим особенностям работающих.
Что касается основных, «сквозных» направлений организации рабочих мест, единых для любого рабочего места, то это:
– специализация и оснащение рабочих мест;
– пространственная планировка рабочих мест;
– обслуживание рабочих мест.
studfiles.net
организация и содержание рабочего места
Важной частью процесса организации труда на производстве является организация рабочего места. От правильности проведения этого процесса зависит производительность. Сотрудник компании не должен отвлекаться в своей деятельности от выполнения поставленных перед ним задач. Для этого необходимо уделять вопросам организации его рабочего места должное внимание. Об этом пойдет речь далее.
Общая характеристика
Обслуживание рабочих мест на предприятии является важным условием высокой производительности и качества труда. Этому процессу уделяется значительное внимание. Рабочее место является первичным звеном в системе производства. Оно находится в ведении одного сотрудника или целой бригады. Оно состоит из нескольких элементов. В их число входят:
- площадь для производства;
- технологическое оборудование;
- приспособления и отделения для хранения разных материалов, в том числе заготовок, брака, отходов и готовых изделий;
- отсеки для хранения инструментов, приспособлений;
- транспортные и подъемные устройства;
- устройства для безопасности труда, а также повышения удобства.
В процессе создания рабочего места уделяется большое внимание его правильной организации. Эта работа включает в себя мероприятия по созданию соответствующих условий, которые необходимы для выполнения сотрудником возложенных на него функций. В процессе организации рабочего места проводится его оснащение необходимой техникой, инструментом, сигнальными и транспортными приспособлениями.

Особое внимание уделяется созданию комфортных для работника условий. Планировка должна быть рациональной. Это позволит значительно сократить время обслуживания рабочего места, увеличить производительность труда.
Объекты обслуживания
Система обслуживания рабочих мест включает в себя несколько объектов. В их число входят средства, предметы и субъекты труда. Для каждой этой категории предусмотрены определенные действия.

В процессе внедрения средств труда проводится комплекс необходимых работ. В их состав входят обеспечение рабочего места необходимым инструментом, его своевременная заточка, техобслуживание и ремонт. Также в эту категорию входит наладка оборудования. Она может выполняться комплексно или только частично для определенных систем и механизмов.
Работы, направленные на обслуживание средств труда, включают в себя энергетические воздействия. Такие действия направлены на обеспечение участка разными видами энергии, которые необходимы в ходе процесса производства. Проводятся действия, направленные на поддержание агрегатов, механизмов в рабочем состоянии. Это профилактика, ремонт. Также руководство компании должно выделять соответствующие ресурсы для проведения текущего ремонта помещений, оснастки новым, высокотехнологичным оборудованием рабочих мест.
В ходе обслуживания уделяется внимание также и предметам труда. В эту группу входят действия, направленные на их складирование, транспортировку и контроль. В ходе этой работы выполняется прием и учет, хранение разных материалов. Детали и инструменты комплектуются, а после этого выдаются для дальнейшей работы. Организовываются погрузочно-разгрузочные работы. Также в эту категорию действий входят контроль качества материалов, сырья и готовых изделий.
Третьим компонентом системы обслуживания рабочих мест является обеспечение всем необходимым самого сотрудника. В эту группу входит его снабжение необходимой информацией. Работы подлежат распределению, в ходе которого перед каждым сотрудником ставятся конкретные производственные задачи. Уделяется внимание вопросам санитарно-гигиенического обслуживания.
Организовывается общественное питание, хозяйственно-бытовые объекты. Также требуется обеспечить качественное медицинское обслуживание, проводить мероприятия по охране труда. Культурная сфера также не остается без внимания.
Типы систем управления
Система обслуживания рабочих мест может быть централизованной, децентрализованной и смешанной. В первом случае работы проводятся общими для всего производства функциональными службами. При децентрализованном подходе к организации рабочего места подобные функции выполняют службы цеха, участка.
Часто встречается комбинированная система обслуживания. В этом случае часть функций берет на себя центральный отдел, а определенный перечень работы выполняют сотрудники структурного подразделения.

Согласно мнению экспертов, значительными экономическими преимуществами характеризуется централизованная система организации. Она позволяет использовать существующие ресурсы рациональнее. Усилия соответствующих сотрудников будут сконцентрированы в нужный период. Внутрипроизводственное планирование при этом проводится гармоничнее. Это позволяет оптимизировать затраты на проведение обслуживания.
Обслуживание оборудования и рабочих мест при децентрализованной системе позволяет руководителям цехов задействовать подчиненных себе вспомогательных сотрудников. Работы в этом случае проводятся оперативно. Однако вспомогательный персонал при такой системе обслуживания не может быть занят равномерно, полностью загружен работой. Это не позволяет рационально использовать имеющиеся ресурсы.
Чаще всего обслуживание проводится по смешанной системе. Выбор подходов к проведению подобных действий зависит от типа, масштаба производственного процесса. Также на это влияет структура подразделений предприятия, особенности оборудования, сложность готовой продукции. Главным критерием при выборе системы являются затраты материальных и трудовых ресурсов, которые выделяются для проведения этого процесса.
Принципы обслуживания
Обслуживание рабочего места проводится в соответствии с рядом принципов. Они являются основой при проведении этой работы. Фундаментальными принципами проведения этого процесса являются гибкость, экономичность, высокое качество, а также предупредительность и профилактика.
Прежде чем провести подобные процедуры, руководство согласует свои действия с оперативным планированием течения основного производственного процесса. Также требуется доставка всего необходимого для работы сотрудников, например материалов, инструментов и прочих необходимых вещей.

При разработке графика обслуживания учитывается регламент основного производства. Для проведения подобных работ должно быть выбрано максимально подходящее время. Если для обслуживания требуется остановить оборудование, подобные работы планируют проводить в перерывах между сменами, в нерабочие дни.
Чтобы процедура была экономичной и качественной, уделяется внимание соответствию квалификации работников выдвигаемым требованиям. При этом выбирается их оптимальное количество, четко оговариваются задания для каждого их них. Вспомогательные сотрудники должны быть обеспечены всеми необходимыми материалами, инструментами.
Время обслуживания рабочего места должно быть максимально коротким. Простои оборудования недопустимы. Это негативно отражается на производительности, экономической прибыли и рентабельности производства.
Формы проведения работы
Техническое обслуживание рабочих мест может выполняться в нескольких формах. Оно носит дежурный, планово-предупредительный или стандартный характер. Первая форма проведения обслуживания характерна для мелкосерийного, а также единичного производства. В этом случае соответствующий персонал вызывается на рабочее место по мере необходимости.

Обслуживание, которое строится по дежурной форме, не всегда способно обеспечить своевременное выполнение требуемых в данный момент времени действий. Поэтому при такой схеме возможны простои оборудования. Однако преимуществом подобной работы является ее простота.
В ходе проведения планово-предупредительного обслуживания для каждого объекта строится соответствующий график проведения необходимых работ. Этот подход часто встречается в серийном производстве. Расписание позволяет провести процедуру качественно, с минимальными затратами.
Недостатком представленной схемы является необходимость проведения значительной подготовки. Службы обслуживания должны работать в этом случае ритмично, слаженно. Это гарантирует отсутствие простоев оборудования.
Нормирование обслуживания рабочих мест может выполняться по стандартным схемам. Это значительно облегчает процедуру согласования графиков работы обслуживающего и основного персонала. В этом случае простои оборудования практически исключены. Обслуживающие процедуры проводятся по графикам в обязательном порядке. В этом случае четко регламентирован объем работ, а также сроки его выполнения.
Работники вспомогательных служб при стандартной схеме обслуживания максимально загружены. Затраты времени и ресурсов в этом случае сокращаются. Качество работ находится на высоте. Такая система применяется при крупносерийном и массовом выпуске готовой продукции.
Нормирование
Нормативы времени обслуживания рабочего места устанавливаются для каждого производства отдельно. Для этого проводится цикл наблюдений. Каждая стадия производственного процесса должна занимать определенное количество времени. Обслуживание в этом случае делится на техническое и организационное. Они имеют ряд особенностей.

Техническое обслуживание включает в себя ряд процедур. Каждая из них в ходе планирования производственного процесса требует правильного нормирования по времени. В эту категорию действий входит смена затупившегося инструмента, правка и смена шлифовального круга.
В ходе технического обслуживания проводится подналадка, регулировка станков. Также требуется проведение периодического сметания и уборки стружки. Это позволяет очистить пространство для проведения последующих работ. Время технического обслуживания рабочего места должно быть минимальным.
Второй категорией является организационное обслуживание. Эти действия проводят с целью правильного и быстрого выполнения всех технологических операций. Сначала проводится осмотр, опробование оборудования. Раскладывается необходимый для работы инструмент. В конце смены его убирают.
Далее оборудование смазывается, чистится. В ходе проведения подобных процедур сотрудник может получать требуемый инструктаж относительно правильности проводимых им действий. Завершает организационное обслуживание уборка рабочего места.
Основные требования
Независимо от системы и типа проводимых действий, время оперативного обслуживания рабочего места должно быть минимальным, четко соответствовать установленному графику. Кроме этого требования, существует еще ряд факторов, которые обязательно учитывают при разработке и проведении подобных действий.
Одним из главных требований является четкое разграничение специализации для каждого работника группы в соответствии с выполняемыми ими функциями обслуживания. Все действия должны быть регламентированы. Они выполняются в соответствии с разработанным планом. Все действия должны быть четко связаны во времени и пространстве.

В ходе проведения подобных процедур должно быть предусмотрено осуществление работ предупредительного характера. На всех участках производства подобные процедуры должны быть выполнены оперативно и качественно. При этом учитывается специфика производства.
Также недопустимо, чтобы в ходе выполнения поставленных перед персоналом задач возникали непредвиденные, неоправданные расходы. Процедура должна проводиться по установленному плану, что позволяет ей быть экономичной.
Последовательность работ
При расчете нормы времени на обслуживание рабочего места, а также основных пунктов проведения этого процесса, придерживаются определенной последовательности. Сначала ответственный сотрудник составляет общий перечень работ, который требуется выполнить для определенного объекта.
После этого происходит распределение задач в соответствии с разработанным планом. Часть обязанностей по обслуживанию рабочего места вменяется в обязанности основных рабочих. Определенные части плана находятся в компетенции исключительно специализированных обслуживающих служб.
Определенные виды работ могут быть выполнены силами основного персонала. Вспомогательные службы задействуются в том случае, когда затраты времени работников производства превышают фонд сменного времени на данном объекте. В этом случае работа вспомогательного персонала будет целесообразной.
Дальнейшие действия
В ходе проведения обслуживания рабочего места проводится определение объема и состава предстоящих действий. Между обслуживающими сотрудниками распределяются задачи. Каждый из них получает определенный объем работ, который он должен выполнить за установленное время. При этом разрабатываются методики обслуживания, последовательность действий при проведении ремонта и замены необходимых деталей. Последовательность работ должна быть скоординирована во времени.
Экономическая эффективность
После разработки плана проводится расчет норм обслуживания. Устанавливается оптимальное количество рабочих, которое требуется задействовать в конкретном случае. Обязательно просчитываются экономические показатели разработанной схемы. Если они неэффективны, проводятся доработки. Обслуживание не может быть проведено, если оно не является целесообразным с финансовой точки зрения.
Рассмотрев особенности процесса обслуживания рабочего места, можно сделать вывод, что это обязательный процесс для каждого предприятия. Он должен соответствовать существующим требованиям и быть экономически целесообразным.
fb.ru
4.2.. Рабочее место: виды, организация, обслуживание
Рабочее место является первичным звеном технологического процесса и производственной структуры организации. Рабочие места отличаются большим разнообразием, поэтому и классифицировать их можно по многим признакам. Возможная классификация рабочих мест представлена в таблице 6. В зависимости от специфики производства классификационные признаки могут быть дополнены. На практике классификация рабочих мест лежит в основе организации и управления процессами, имеющими место в рамках конкретного предприятия.
Особенности устройства и планировки служебных помещений. Существенное влияние на эффективную организацию рабочих мест оказывает устройство служебных помещений в организации. При этом за отдельными сотрудниками или структурными подразделениями в ходе проведения соответствующих организационных работ закрепляются помещения рациональных форм, габаритов и размеров с учетом возможности размещения на выделенных площадях рабочих мест исполнителей с самостоятельным участком работы.
Планировка служебных помещений включает распределение структурных подразделений по кабинетам и производственным площадям с размещением в них мебели и специального оборудования, которое обеспечивало бы максимальное сокращение потерь рабочего времени на излишние перемещения при условии экономного использования площадей и сохранении высокой работоспособности персонала. В настоящее время в практике устройства и планировки служебных помещений управленческого персонала используются кабинетная и зальная системы планировок
Таблица 2
Классификация рабочих мест
| № п/п | Признак классификации | Характеристика рабочих мест |
| 1 | По числу исполнителей | Индивидуальные и коллективные |
| 2 | По виду производства | Основные и вспомогательные |
| 3 | По степени специализации | Универсальные, специальные и специализированные |
| 4 | По уровню механизации выполняемых операций | Ручные, механизированные, полуавтоматизированные и автоматизированные |
| 5 | По количеству основного технологического оборудования | Одностаночные и многостаночные |
| 6 | По размещению в пространстве | Стационарные и маршрутные |
| 7 | По местоположению | В помещении, на открытом воздухе, на высоте, под землей и т.д. |
| 8 | По сложности обслуживания | Простые и сложные |
| 9 | В соответствии с количеством смен | Односменные и многосменные |
Кабинетная система обеспечивает размещение сотрудников структурного подразделения, группы работников или конкретного исполнителя в отдельной комнате. Наиболее удобной является прямоугольная форма комнат с соотношением сторон 1 : 1; 1 : 1,5 и предельно 1 : 2. Минимальная высота комнат 3,25 м, а минимальная ширина 2,5-3 м. При двустороннем естественном освещении наибольшая ширина (глубина) помещений – 12-15 м, а при одностороннем – 6-7 м. Минимальная площадь одного рабочего места по действующим санитарным нормам составляет 4 м2, для руководителей организации – 24-55 м2.
Основным недостатком кабинетной системы устройства помещений считается низкий коэффициент использования полезной площади здания, что вызывает неоправданно высокие затраты на отопление, освещение и его содержание. Кабинетная система не обеспечивает оптимизацию маршрутов перемещения персонала и документационных потоков, что усложняет управленческий процесс в организации.
Зальная система устройства служебных помещений основана на размещении сотрудников нескольких структурных подразделений в одной большой комнате (зале). Размещение рабочих мест в зале происходит строго в соответствии с рабочим процессом и документационными потоками, имеющими место в организации.
Для создания работникам нормальных условий работы рекомендуется использовать передвижные перегородки, которые обеспечивают выделение специальных участков (зон):
рабочего места руководителя и его заместителя;
проведения служебных совещаний;
приема посетителей.
Данный принцип широко используется в зарубежной практике. В нашей стране на действующих предприятиях преобладает кабинетный принцип размещения.
Зальный принцип планировки служебных помещений имеет следующие преимущества: лучше используется полезная площадь здания; существенно снижаются затраты на освещение, отопление и содержание здания; улучшается деловое сотрудничество между работниками и создаются большие удобства при коллективной работе; минимизируются затраты на перепланировку рабочих мест при необходимости.
К недостаткам данного принципа планировки следует отнести: повышенную утомляемость сотрудников; невозможность сосредоточиться, в особенности при выполнении работ, требующих особого внимания; повышенный уровень шума в помещении.
Рациональная организация рабочего места предполагает правильную его планировку и оснащение. Планировка рабочего места – рациональное пространственное расположение самого рабочего места, а также всех необходимых элементов оснащения в зоне трудовых действий работника. Следовательно, рациональная планировка рабочего места предполагает такое размещение средств и рабочих материалов, которое позволяет работать без лишних движений, приводящих к утомлению и дополнительным затратам времени. От планировки зависят движения работника в процессе труда, его рабочая поза, затраты времени на вспомогательные приемы и в конечном счете производительность труда. Планировка рабочего места должна исходить из требований организации рационального трудового процесса, эргономики. Различают нормальную и максимальную рабочие зоны. В нормальной зоне деятельности (работа осуществляется кистью и пальцами рук, согнутых в локте) располагаются наиболее часто используемые средства и предметы труда и выполняются основные виды трудовой деятельности. В максимальной зоне деятельности (работа осуществляется вытянутыми руками) размещаются средства и предметы труда, использующиеся значительно реже. Основное требование, предъявляемое к рациональной планировке рабочего места, – обеспечение экономии времени на поиск средств и предметов труда. Проектируя планировку рабочего места, необходимо руководствоваться следующими требованиями: на поверхности рабочего стола (места) не должно быть ничего лишнего; средства труда и инвентарь должны иметь строго определенное место, при этом наиболее часто используемые из них должны располагаться в пределах нормальной зоны досягаемости; документы и средства труда должны располагаться так, чтобы обеспечивалась их наилучшая обозримость. Улучшение планировки и организации рабочих мест служит важным резервом повышения производительности труда и, что особенно ценно, большой эффект достигается без сколько-нибудь значительных материальных затрат.
Основные принципы и виды обслуживания рабочих мест в организации. Систематическое обслуживание рабочих мест, включая бесперебойное снабжение необходимыми материалами, ремонт технологического оборудования и используемых технических средств, — одно из основных условий ритмичной работы и роста производительности труда. Исходя из этого, система обслуживания на предприятии должна быть: гибкой, обеспечивающей оперативность обслуживания на основе планирования и применения рациональных методов труда; функциональной, исключающей дублирование в обслуживании и обеспечивающей возможность специализации выполняемых работ; комплексной, предусматривающей наличие всех необходимых звеньев обслуживания, их взаимосвязь и возможность централизации работ; управляемой, предполагающей четкую взаимосвязь всех функций обслуживания и их строгую функциональную подчиненность в соответствии с принятой схемой управления производством.
Внутреннее обслуживание рабочих мест может быть организовано в различных формах. Дежурное обслуживание заключается в удовлетворении текущих потребностей. Планово-предупредительное обслуживание основано на профилактическом выполнении соответствующих работ в соответствии с календарным планом – графиком. Площадь рабочего места должна определяться и соответствовать санитарным нормам, а мебель – удовлетворять функциональным, гигиеническим, психофизиологическим и эстетическим требованиям. Номенклатура и количество соответствующих технических средств на рабочем месте должны определяться исходя из характера выполняемых работником должностных обязанностей и объема, связанных с ними работ.
studfiles.net
Организация рабочих мест и их обслуживание
Строительные машины и оборудование, справочник

Категория:
Ремонт большегрузных авто
Организация рабочих мест и их обслуживаниеВ комплексе мероприятий НОТ большое значение имеет рациональная организация рабочего места, обеспечивающая снижение затрат рабочего времени и создание удобных и безопасных условий для выполнения работы. При этом важное значение имеют рациональная планировка рабочего места и механизация трудоемких процессов.
Под рабочим местом понимается ограниченная зона производственной площади, предназначенная для выполнения определенного круга операций одним рабочим или группой рабочих и оснащенная необходимыми материально-техническими средствами труда (оборудованием, приспособлениями, инструментом, инвентарем, технологической документацией, средствами связи и т.д.). Рабочей зоной ремонтника считается пространство высотой до 2 м над уровнем пола или площадки, на которой находится рабочее место. Рабочие места подразделяются на индивидуальные (обслуживаемые одним рабочим) и групповые (на которых трудится бригада или несколько рабочих, например, в зоне ТО автомобилей, агрегатном отделении). Во время работы рабочий не должен совершать лишние движения, часто переходить от одного объекта к другому. Если рабочему приходится часто выходить из осмотровой канавы, вновь спускаться в нее и переходить канаву, то это вызывает повышенную утомляемость и может привести к травматизму.
При планировке рабочего места необходимо обеспечить наиболее удобную позу, имея в виду, что работа стоя требует больших затрат энергии, чем работа сидя, а работа в наклонной позе утомительнее, чем работа стоя. В отдельных случаях только замена стоячей позы на сидячую повышает производительность труда до 10%.
Если при техническом обслуживании автомобиля ремонтник работает лежа, то у него быстро устают руки, так как от них отливает кровь. Когда работают согнувшись, кровь приливает к голове, смещается центр тяжести тела и для поддержания равновесия человеку приходится перенапрягать мускулатуру спины, в результате происходит утомление мышц спины и поясницы. Если ремонтник работает сидя на корточках, то положение его туловища также неустойчиво, мышцы ног нагружены неравномерно и перенапряжены.
Все три перечисленные позы приводят к быстрой утомляемости. В связи с этим при техническом обслуживании и ремонте автомобилей рекомендуется применение таких подъемно-транспортных устройств или такая планировка рабочего места, при которых обеспечиваются наиболее благоприятные условия для работающих. Очень полезна смена поз во время работы.
Применяя нормативы степени удобства выполнения трудовых движений на рабочем месте (рис. 104), можно определить, на каком расстоянии от рабочего следует разместить основное и вспомогательное оборудование. На рабочем месте должно быть строго определенное и постоянное размещение инструмента, приспособлений, деталей, чертежей. При этом у рабочего вырабатываются навыки и автоматизм движений, уменьшающие напряжение и умственную утомляемость. Предметы на рабочем месте размещают с учетом максимального сокращения непроизводительных движений: все то, что рабочему приходится брать левой рукой, должно быть расположено слева от него, а то, что он берет правой — справа. Предметы, чаще используемые в работе, размещают ближе к рабочему. При техническом обслуживании автомобилей наиболее целесообразно располагать оборудование и приспособления в непосредственной близости от рабочего места. Например, около поста, где выполняются крепежные работы, устанавливают верстак с тисками, по обе стороны верстака — секционные стеллажи (вертушки с нормалями), рядом со стеллажами — лари для чистых и использованных концов. Здесь же устанавливают подставку с . набором нестандартных ключей и переносную лампу на напряжение 12 В.
Рис. 104. Нормативы степени удобства трудовых движений на рабочем месте
Верстак шириной не менее 0,75 м (для устойчивости) должен быть покрыт листовой сталью толщиной 0,5—0,7 мм и иметь свободно выдвигающиеся ящики (с ограничителями) для хранения инструмента, а также полку для укладки мелких деталей. Тиски должны находиться ближе к правому краю верстака с тем, чтобы было удобно работать и размещать слесарные принадлежности. Для снижения утомляемости тиски по высоте устанавливают так, чтобы верхняя плоскость зажимных губок находилась на уровне локтя слесаря. Подгонку по росту осуществляют за счет изменения высоты деревянной решетки, на которой стоит рабочий у верстака. Однорядные верстаки с задней стороны ограждают защитной сеткой, если эта сторона обращена к проходам или рабочим местам; двухрядные — разделяют металлическими предохранительными сетками высотой 750—800 мм. Верстаки оборудуют местным освещением, устанавливая светильники на шарнирном кронштейне, позволяющем направлять свет на рабочее место слева или спереди.
Особое внимание должно быть уделено рациональной организации рабочих мест по разборке и сборке наиболее сложных узлов и агрегатов, требующих значительного количества специализированного оборудования и оснастки. При этом рекомендуется максимальная специализация рабочих мест по узлам и агрегатам автомобилей, являющаяся необходимой предпосылкой повышения производительности труда и достижения высокого качества ремонта.
Помимо специализированного оборудования для разборки, сборки я испытания агрегатов и узлов в агрегатном отделении должно быть предусмотрено технологическое оборудование общего назначения: пресс гидравлический 40 т, настольно-сверлильный станок, пресс верстачный, а также столы для приемки узлов и дефектовки, ванна для масла (с подогревом), стеллажи, верстаки, а также подъемно-транспортные средства. Удобен передвижной стеллаж-тележка (рис. 105) для мелких деталей и крепежа, стеллажи для коленчатых и распределительных валов.
Количество инструмента и приспособлений на рабочем месте должно обеспечивать бесперебойную работу с наименьшими затратами времени на получение и замену их.
Рис. 105. Стеллаж-тележка для мелких деталей и крепежа
Культура рабочего места зависит прежде всего от порядка на нем. В набор инструмента, который всегда хранится на рабочем месте, должен включаться только постоянно используемый инструмент. Все детали, узлы, материалы должны храниться на столах, подставках, стеллажах или специально отведенных площадках. Поддержание чистоты и порядка на рабочем месте входит в обязанности рабочего. Уборка оборудования, инвентаря и инструмента должна производиться самим рабочим в конце каждой смены. Уход за оборудованием также обязанность рабочего. Выдача каждому рабочему сменного задания производится мастером или бригадиром в начале смены. Данные о результатах труда рабочих рекомендуется ежесменно записывать на специальной доске показателей. Запасные части и материалы, заготовки и узлы должны доставляться на рабочее место до начала работы или в течение смены (несколькими партиями). Доставка запчастей, узлов и материалов ,на рабочие места, вывоз отремонтированных деталей и отходов производства должны осуществляться централизованно — лодсобным рабочим. На рабочих местах рекомендуется хранить трехдневный запас запчастей и материалов, учет расходования которых должен вестить по каждому производственному участку. Заточка и ремонт несложного инструмента должны производиться централизованно в инструментальной кладовой. Там же комплектуется инструмент и оснастка постоянного пользования, хранящиеся на рабочих местах; выдается этот инструмент и оснастка по письменному требованию мастера или бригадира/и под расписку рабочего в его личной инструментальной карточке.
Рис. 106. Стеллаж для распределительных валов
Для улучшения качества ремонта рекомендуется применять на участках и рабочих местах системы самоконтроля с выдачей исполнителям личных клейм и взаимоконтроля.
Рис. 107. Стеллаж для коленчатых валов
Читать далее: Условия труда на рабочем месте, режим труда и отдыха
Категория: - Ремонт большегрузных авто
Главная → Справочник → Статьи → Форум
stroy-technics.ru
|
ТОП 10: |
На основе принятого разделения и кооперации труда на предприятии разрабатывается комплекс мероприятий по совершенствованию организации и обслуживанию рабочего места. Труд человека всегда осуществляется во времени и впространстве. Объектом пространственного приложения труда является рабочее место – зона, оснащенная техническими средствами в которой осуществляется деятельность одного или нескольких исполнителей. Рабочее место является первичным и главным звеном в любом производственном процессе, его организационно-технической основой. Это элементарная часть производственной площади (территории, пространства), на которой расположены все элементы процесса производства и на которой субъект труда (работник или группа работников) в соответствии с определенным целевым назначением, технологией и в определенных условиях осуществляет организованную трудовуюдеятельность. Следовательно, от эффективного функционирования каждого рабочего места зависят общие результаты труда на рабочем месте, участке, цехе,предприятии. Организация рабочего места – это система мероприятий по его специализации, оснащению средствами и предметами труда, их размещению в определенном порядке, его внешнему оформлению и созданию надлежащих условий труда. Рабочие места должны: способствовать снижению утомляемости, располагать простыми и надежными приспособлениями поиска документации, средств труда, создавать возможность удобным информационным связям. В таблице 15 приведена классификация рабочих мест по основным признакам. Таблица 15. Классификация рабочих мест по основным признакам.
Оснащение рабочего места Оснащение рабочих мест – это обеспечение их оборудованием, оснасткой,то есть всем необходимым для эффективной работы на них. Должно соответствовать характеру осуществляемых на нем работ, облегчать труд рабочего, быть удобным и безопасным. Средства оснащения рабочих мест могут быть постоянными, т.е. всегда находящимися на рабочем месте, и временными, используемыми лишь для выполнения отдельных видов работ. Основные факторы, влияющие на оснащение и планировку рабочего места:тип производства, тип технологического процесса, Исходным этапом проектирования рабочего места является его специализация, т. е установление рационального производственного профиля и закрепление за ним определенного круга работ и операций по признаку их технической однородности, сложности, точности и т.д. От уровня специализации рабочего места зависит состав применяемого основного технологического оборудованияи оснащения. Перечень основных элементов оснащения рабочего места · Основное технологическое оборудование – станки, машины, агрегаты, установки, счетная и вычислительная техника, аппараты, автоматические линии, и т.д., предназначенные для выполнения основных работ, то есть оказывающее непосредственное воздействие на предмет труда и постоянно находящееся на рабочем месте. · Вспомогательное оборудование – сборочные, сварочные, испытательные стенды, транспортеры, краны, подъемные устройства и другие устройства, предназначенные для обеспечения выполнения операций по подаче к рабочему месту и непосредственно в рабочую зону предметов труда, их подъему, установке, съему и отправке с рабочего места. · Технологическая оснастка – зажимные приспособления, кондукторы, рабочий и измерительный инструмент, контрольно-измерительные приборы, канцелярские принадлежности для служащих, расходные материалы и т.д. · Организационная оснастка – средства размещения и хранения, производственная тара, производственная мебель, средства хранения и размещения документов, средства связи и т.д. Требования эргономики к основному и вспомогательному оборудованию – Конструкция оборудования должна обеспечивать удобство его эксплуатации и способствовать устранению излишних усилий рабочего. – Высота расположения органов управления, высота рабочих поверхностей должна соответствовать оптимальной рабочей зоне. – Конструкция и цветовое оформление оборудования должна отвечать требованиям технической эстетики. Планировка рабочего места Планировка рабочего места – это пространственное размещение средств, предметов труда и исполнителей с учетом антропометрических, биомеханических данных и основных характеристик органов чувств человека. Методологическая основа научно обоснованной планировки рабочего места – ее соответствие эргономическим требованиям. Это достигается за счет рационального формирования рабочих зон и правильного размещения материальных элементов производства в соответствии с антропометрическими и психофизиологическими данными человека на основе обеспечения рабочему необходимого оперативного пространства (с учетом экономного использования производственных площадей), позволяющего свободно осуществлять трудовые функции. Некоторые требование к планировке рабочего места и размещению оснастки. 1. Рациональная планировка рабочего места должна предусматривать четкий порядок и постоянство в размещении инструментов и приспособлений, документации, деталей, заготовок как в процессе работы, так и при их хранении и обеспечивать удобную рабочую позу, выполнение трудовых процессов с максимальной экономией движений рабочего, а также полную безопасность труда. При планировке рабочего места следует создавать условия для его эффективного обслуживанияне только в нормальной,нои в аварийной обстановке. 2. Необходимо обеспечить правильное использование отведенной для рабочего места производственной площади. Этому способствует микроклассификация рабочего пространства, в основу которой положены степень и частота использования того или иного участка площади рабочего места. На рабочем месте фиксируется оперативное и вспомогательное рабочее пространство. В оперативном пространстве, где осуществляется основная доля трудовых затрат на выполнение технологической или производственной операции, размещается все необходимое для этого оборудование, во вспомогательном пространстве – реже используемые средства и предметы труда. Оперативное пространство может подразделятьсяна рабочие зоны различной значимости. Рабочая зона – это участок трехмерного пространства, ограниченный пределами досягаемости рук в горизонтальном и вертикальном направлениях. 3. Выбор рабочей позы. Большое значение имеет выбор рабочей позы, вызывающей минимальное утомление работника: «сидя», «стоя» или «сидя – стоя». Выбор осуществляется с учетом физических усилий, необходимых для выполнения работы, ее темпа и характера. Так, при выполнении работ с усилиями до 5 кг, а также при невысоком темпе работы и небольшом размахе рук наиболее целесообразна рабочая поза «сидя», при значительных усилиях (10 – 20 кг) или при большом количестве движений с широким размахом – «стоя», при наблюдениях за работой оборудования и многих других работах – «сидя – стоя». Целесообразность рабочего положения определяется с помощью метода моделирования. 4. Исключение возможности нанесения травмы, соблюдение правил экономии движений (min коротких движений). Во многих случаях рабочему приходитсяделать за смену сотни движений, многие из которых бывают лишними. Поэтому первой задачей рационализации планировки рабочего места является сокращение их числа. В этих целях на многих предприятиях разрабатываются маршрутыпередвижения рабочих и схемы планировки рабочего места в горизонтальнойи вертикальной плоскостях, составляются модели структуры трудовых действий, определяются длина и траектории трудовых движений, вычерчивается планировка рабочих поверхностей рабочего места и пр. 5. Площадь рабочего места определяется нормами промсанитарии и техники безопасности. Основным показателем, характеризующим рациональность использования производственной площади, является удельная площадь, приходящаяся в среднем на один станок вместе с проходами. В машиностроении, например, ее нормативы составляют: для мелких станков – до 10 – 12 кв. м, для средних –15 – 25, для крупных – 30 – 45 и для особо крупных – 50 – 100 кв. м. Второй показатель – это санитарные нормы площади, согласно которым на каждого работающего должно приходиться не менее 4,5 кв. м производственной площади при высоте помещения 3,2 м. Изучение рациональности планировки рабочего места включает также ее анализ в вертикальном разрезе: определяется соответствие антропометрическимданным человека высоты рабочей площади, производственной мебели, расположения средств управления, организационно – технической оснастки, обеспечивающих физиологически целесообразную рабочую позу. Проверяется правильность расположения источников света, средств вентиляции и т. п. Одновременно устанавливается соответствие расстановки оборудования и оснастки нормам техники безопасности и условиям труда. 6. Важные исходные предпосылки проектирования рациональной планировки рабочего места – его специализация в соответствии с установленной технологией и формами разделения и кооперации труда; принятая планировка оборудования на участке, в цехе; его технологическая и организационная оснащенность, система обслуживания; разработанные методы и приемы труда; требования техникибезопасности и охраны труда. Каждый из этих факторов оказывает непосредственное влияние на необходимую величину производственной площади и систему размещения технологической и организационной оснастки на рабочем месте. Проект планировки рабочего места разрабатывается с учетом количестваобрабатываемых деталей, заготовок, собираемых узлов, которые должны обеспечивать непрерывную работу в течение смены и не загромождать рабочие места. При этом предусматривается, что все детали, заготовки, узлы находятся в соответствующей таре, на подставках или стеллажах. При планировке рабочих мест необходимо соблюдать рациональную ширину транспортных проходов и проездов, а также правильно определять виды подъемно-транспортных средств. Основные продольные и поперечные проезды должны быть сквозными, без тупиков. На рабочих местах в массовом и крупносерийном производстве большоевнимание уделяется вопросам размещения предметов и средств труда непосредственно в зоне оперативной работы, а также организации транспортировкипредметов труда. В мелкосерийном и индивидуальном производстве особоевнимание уделяется быстрой подготовке к выполнению задания, т. е. рациональному размещению инструмента, приспособлений и т. д. 7. При многостаночном обслуживании расположение оборудования должно быть взаимоувязано с маршрутом движения рабочего во время трудовогопроцесса. Место рабочего должно быть максимально приближено к предметам и средствам труда с учетом времени их обработки и использования, обеспечивать оптимальный обзор, безопасность труда, удобство рабочей позы. Обслуживание рабочих мест Обслуживание рабочих мест является исключительно важным направлением деятельности по организации рабочих мест и в целом по организации труда.От эффективности организации системы обслуживания рабочих мест зависит производительность труда, ритмичность производства, качество работ ипродукции. Организация обслуживания рабочегоместа – означает его обеспечение поустановленному регламенту средствами, предметами труда и услугами, необходимыми для осуществления производственного процесса. Объектами обслуживания являются все элементы рабочего места: средства труда, предметы труда, субъекты труда (работники). Система обслуживания – это наиболее активная составляющая часть производственного процесса по регламентированному обеспечению рабочих мест всем необходимым, нацеленная на обеспечение его бесперебойного и эффективного функционирования.Все функции обслуживания группируются следующим образом: (смотри таблицу 16). Таблица 16. Основные функции обслуживания рабочего места
Системы обслуживания могут быть различными (см. таблицу 17) в зависимости от конкретных условий производства или организационно-технических факторов. Она должна соответствовать типу производства и характеру труда на рабочих местах. Но ко всем системам предъявляются общие требования. Система обслуживания должна быть: комплексной, рациональной, гибкой, прогрессивной, плановой, предупредительной, своевременной, надежной и экономичной.
При выборе форм обслуживания на различных участках производства целесообразно пользоваться рекомендациями, приведенными в таблице 18. Таблица 18. Выбор системы обслуживания рабочих мест.
Примечание: ДО – дежурное обслуживание; ППО – планово-предупредительное обслуживание; СО – стандартное обслуживание. Многостаночное обслуживание Многостаночное обслуживание – этотакая форма организации труда, когда один или несколько рабочих (бригада) обслуживают одновременно несколько станков или автоматов. Оно основано на использовании машинного времени,в течение которого не требуется выполнять ручную работу или наблюдать заходом технологического процесса на данном станке или агрегате. Многостаночное и многоагрегатное обслуживание развивается по мереавтоматизации производственных процессов, совершенствования производствана основе его специализации, а также вследствие повышения техническогоуровня рабочих. Основное условие использования многостаночного обслуживания состоит в том, что машинно-автоматическое время каждого станка должно быть большеили равно тому времени, в течение которого рабочий занят обслуживаниемвсех остальных станков. Это выражается следующим образом: tма ≥ tз (n-1) tм – машинно-автоматическое время станка, в течение которого рабочийсвободен от функций по его обслуживанию; tз– время занятости на одном станке, т. е. время вспомогательной работы,активного наблюдения за работой одного станка и перехода от одного станкак другому; n – количество одновременно обслуживаемых станков. Способствуя рациональному использованию машинного времени, удельный вес которого возрастает в результате автоматизации технологии производства, многостаночное обслуживание помогает реализовать возможность роста производительности труда. Производительность труда многостаночника при этом растет почти пропорционально увеличению числа станков или агрегатов, обслуживаемых одним рабочим. Автоматизация цикла обработки при многостаночном обслуживании является важным условием безаварийной работы оборудования и фактором снижения нервного и физического напряжения рабочего в процессе труда. Основные условия организации и развития многостаночного обслуживания: 1. Рациональная планировка участков, обеспечивающая хороший обзорстанков. 2. Рациональное размещение (планировка) оборудования на рабочем месте, разработка удобных и кратчайших маршрутов передвижения многостаночникаот одного станка к другому, свободный подход к каждому станку, возможность свободного обзора всего обслуживаемого оборудования из любой точкимаршрута обхода. 3. Применение рациональных форм разделения и кооперации труда, передача функций наладки и подналадки станков наладчикам, переход к коллективным формам труда. 4. Рациональный подбор деталей подлежащих обработке (по идентичностиконструкторских форм и размеров, общности технологических операций ипереходов) в условиях многостаночного обслуживания. 5. Увеличение размеров партий обрабатываемых деталей на основе специализации рабочих мест многостаночников. 6. Определение наиболее эффективных систем обслуживания, введение регламентированного обслуживания рабочих мест. 7. Введение контроля качества продукции. 8. Необходима проверка выполнения норм рабочими за ряд месяцев и анализ баланса рабочего времени и работы оборудования с целью выявления величины времени пассивного наблюдения, простоев, систематичности выполнения норм. 9. Расчет экономической эффективности внедрения многостаночногообслуживания. 10. Обеспечение материальной заинтересованности рабочих в переходе намногостаночное обслуживание и в достижении высоких результатов их труда. Создание предпосылок развития многостаночного обслуживания связано с проведением подготовительной работы, направленной на совершенствованиетехнологий, модернизацию оборудования, повышения уровня техническойоснащенности производства, улучшения планировки участка и рост квалификации кадров. Так как число станков обслуживаемых одним рабочим зависит от соотношения машинного и ручного времени, наибольшее значение имеют мероприятия, направленные на снижение затрат ручного времени, внедрение приспособлений с быстродействующими зажимами, автоматических контрольно-измерительных приборов и т.д. Применение автоматических загрузочных приспособлений и средств активного контроля не только сокращает затраты вспомогательного ручного времени,но и позволяет обслуживать станки в произвольные моменты. В результате этого уменьшаются простои оборудования, связанные с необходимостью обслуживания одновременно нескольких станков. Система многостаночного обслуживания и формы организации труда рабочих многостаночников зависят от применяемого оборудования и организациипроизводства. Классификация рабочих мест многостаночников с точки зрения организации труда и технологии производства. С точки зрения организации труда рабочие места многостаночниковделятся на индивидуальные, когда группу станков обслуживает один рабочийи бригадные. На многостаночных рабочих местах может иметь место работаодного рабочего, совмещающего функции оперативной работы, наладки и подналадки оборудования, либо разделение этих функций между рабочим-оператором и наладчиком. В последнем случае лучше используется оборудование, так как при наладке или подналадке одного из станков другие станкипродолжают работать. Обслуживание рабочих мест многостаночника бывает: – обслуживание нескольких станков-дублеров, т. е станков, не связанныхобщим ритмом работы с другими станками и работающих независимо друг от друга, следовательно, остановка одного из них не вызывает остановку других. – обслуживание станков, связанных общим ритмом работы. На станках несвязанных общим ритмом работы может иметь место как циклическое обслуживание, по заранее разработанному и периодически повторяющемуся маршруту, так и нециклическое обслуживание, когда у рабочего многостаночника нет постоянного маршрута обслуживания оборудования. При циклическом обслуживании рабочий последовательно выполняет приемы вспомогательной работы, переходя от первого станка ко второму, от второго к третьему и т. д. Циклическое обслуживание преобладает на поточных линиях и на многостаночных рабочих местах, в состав которых включены станки-дублеры,т. е. станки, на которых выполняется одна и та же технологическая операция. При нециклическом обслуживании, которое преобладает в мелкосерийном и серийном производстве, рабочий подходит к первому станку, на котором закончилась основная (технологическая) работа, вне зависимости от расположениястанков на участке. С точки зрения технологии производства и применяемого оборудованиямногостаночные рабочие места могут быть технологически однородными, если в их состав включены однотипные станки (зуборезные, токарные автоматы,фрезерные, резьбонарезные и т. д.) или технологически разнородными, если в их состав входят разнотипные станки. В этом случае рабочие многостаночникисовмещают несколько профессий соответственно типам станков, включенныхв их рабочее место. Наиболее широкое распространение в промышленности получили три метода многостаночного обслуживания: – Сторожевой (дежурный). При сторожевом методе рабочий наблюдает за работой всех станков, подходит к ним, когда возникает необходимость. Этотметод возможет при обслуживании группы разнотипного технологическогооборудования, станков-дублеров и целесообразен при обслуживании небольшого количества станков. – Маршрутный. Многостаночник по определенному маршруту обходитобъекты, останавливаясь у тех, которые требуют обслуживания. Данный метод применяется повсеместно, в случае циклической и нециклической работы, но при большой зоне обслуживания. – Маршрутно-сторожевой. Этот метод обслуживания сочетает два первых метода. Его применение целесообразно при обслуживании нескольких станков, среди которых имеются станки, выполняющие однопроходные операции с большей длительностью технологического цикла, а также станки, выполняющие относительно короткие, но многопроходные операции. Тогда обслуживание первых, с длительным технологическим циклом, осуществляется по маршрутному способу, а остальных – по мере необходимости. Варианты планировки рабочего места многостаночника Маршрут обхода при многостаночной работе может быть (смотри рисунок 7) параллельный, перпендикулярный, кольцевой, линейный, смешанный.Он должен удовлетворять следующим условиям: а) Быть наиболее коротким, чтобы рабочий как можно быстрее вернулся к тому месту, от которого ушел (чтобы быстрее устранить возникшие за время его отсутствие неполадки). б) Обеспечивать равномерное обслуживание каждого станка, или участкарабочего места. в) Быть простым.
Рисунок 7. Маршрут обхода при многостаночной работе. Построение графиков многостаночного обслуживания Число одновременно обслуживаемых станков рабочим – многостаночником (норма обслуживания) может быть определено путем построения графика или аналитически из соотношения времени машинно-автоматической работы механизма tм и времени tз, характеризующего занятость рабочего – многостаночника.
Рассмотрим основные этапы построения. 1. Согласно информационным картам определяют структуру оперативного времени по каждой операции, включенной в многостаночное обслуживаниепо зависимости tоп i = tмi + tз i 2. Строят сетку графика, для чего чертят число горизонтальных строчек,равных предполагаемому числу совмещаемого оборудования, оставляя промежутки между строчками, соответствующие ожиданию (подходу) рабочего или выполнению рабочим работы, не связанной с определенным станком. 3. На сетку графика наносят продолжительность каждого элемента процесса труда в строгой последовательности их выполнения. Варианты графиков многостаночного обслуживания представлены на рисунке 8 При обслуживании станков – дублеров норма обслуживания рассчитывается исходя из основного условия многостаночной работы – отсутствия простоевв работе обслуживаемых станков (рисунок 8, вариант а). Для станков – дублеров имеют место соотношения: tм1 = tм2 = … = tмn ; tз1= tз2 = … = tзn ; tм = tз (n-1) Норма обслуживания определяется по формуле:
tм – машинно-автоматическое время на любом из совмещаемых станков. t з – время занятости рабочего, т.е. ручное вспомогательное время (tр) с учетом времени перехода от одного станка к другому (tпер) и времени активного наблюдения (tнабл) на любом из обслуживаемых станков. Округление нормы обслуживания обычно производится в меньшую сторону. В большую сторону округлениевозможно лишь в том случае, когда заданный объем одной и той же работы выполняется на группе одинаковых станков и когда значение n близко к принятому. Время на переход (tпер) рабочего от станка к станку определяется из расчета0,015 мин. на 1 м пути. Время активного наблюдения tнабл определяется как5% от tм |
 характер труда работника, условия труда, уровень разделения труда и т.д.
характер труда работника, условия труда, уровень разделения труда и т.д.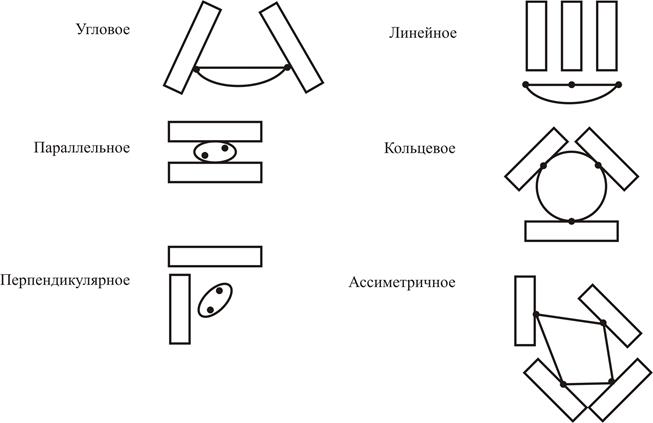

infopedia.su
Организация и обслуживание рабочих мест
1 Организация и обслуживание рабочих мест
Рабочее место — первичное звено производства, находящееся в непосредственном ведении одного рабочего или бригады и включающее в себя комплект материальных элементов, обеспечивающих процесс труда. Рабочее место состоит из следующих элементов:
• производственной площади;
• основного оборудования;
• устройств для хранения материалов, заготовок, готовой продукции, отходов и брака;
• устройства для хранения инструментов, оснастки и приспособлений;
• подъемно-транспортных устройств;
•приспособлений для безопасности и удобства работы.
Организация рабочего места — это комплекс мероприятий, направленных на создание на рабочем месте необходимых условий для
высокопроизводительного труда, на повышение его содержательнос ти и охрану здоровья рабочего.
Комплекс мероприятий охватывает:
• выбор рациональной сигнализации рабочего места и его оснащение оборудованием и инвентарем;
• создание комфортных условий труда;
• рациональную планировку;
• бесперебойное обслуживание рабочего места по всем его функциям.
Конкретное содержание работ по рациональной организации рабочих мест зависит, в свою очередь, от многих факторов:
• вида труда — умственный или физический, тяжелый или легкий,разнообразный или монотонный;
• условий труда — комфортные или неблагоприятные;
• типа производства и др.
Обслуживание рабочего места — это система мероприятий, направленных на обеспечение работы всем необходимым для бесперебойного хода производственного процесса.
Качество обслуживания рабочих мест зависит от состояния оперативно-производственного планирования и уровня организации вспомогательных служб предприятия и цеха. Каждый рабочий на своем рабочем месте обязан осуществлять такие функции:
• до начала работы подготовить оборудование к работе, ознакомиться со сменным заданием, подготовить инструмент и т. п.;
• во время работы поддерживать порядок и чистоту на рабочемместе, исправлять мелкие дефекты, смазывать оборудование,сигнализировать обслуживающему персоналу о необходимых
услугах;
• после работы сдать или убрать инструмент и приспособления,убрать рабочее место и передать его сменщику
На основе функционального разделения труда существуют следующие функции обслуживания рабочих мест:
• ремонтная;
• обеспечения инструментом;
• наладочная;
• материального снабжения;
• транспортная;
• технического контроля;
• организационная.
Организация и обслуживание рабочих мест в значительной степени
зависят от типа производства:
• в единичном и мелкосерийном производствах на рабочих местах выполняется большое количество разнообразных операций.Они оснащены универсальным оборудованием, разнообразнымтехнологическим инвентарем;
• в серийном производстве преобладают рабочие места, на которых выполняется ограниченное количество технологическихопераций. Они оснащены специализированным оборудованием
и инструментом;
• в массовом производстве на рабочих местах выполняются, какправило, одна-две технологические операции, поэтому они оснащены специальным оборудованием и инструментом.
По профессиональной принадлежности работников рабочие места подразделяют так:
• стационарные — для основных рабочих: станочников, операторов, слесарей-сборщиков, радиомонтажников, кузнецов, литейщиков, сварщиков и др.;
• передвижные — для вспомогательных рабочих: слесарей-ремонтников, наладчиков, электриков, смазчиков и др.
Одним из важнейших показателей организации рабочих мест является механовооруженность. По ней различают рабочие места руч ной, механизированной и автоматизированной работы. При организации рабочих месте преобладанием ручных приемов в операциях определяется возможность механизации выполняемых работ. При этом особое внимание обращается на проектирование и внедрение рациональных методов труда. На механизированных рабочих местах организация направлена на согласование работы человека и машины, обеспечение синхронности трудового и технологического процесса, удобство и безопасность работы. На автоматизированных рабочих местах (АРМ) технологический процесс осуществляется без непосредственного участия рабочего, за которым сохраняются только функции обслуживания: контроль, регулировка, ремонт, подача и вывоз деталей. Внедрение промышленных роботов увеличивает количество АРМ, позволяет организовать их в условиях серийного и мелкосерийного производств.
Широкое применение в машиностроении оборудования с программным управлением (в том числе станков типа "обрабатывающий
центр") в комплексе с промышленными роботами приводит к созданию роботизированных рабочих мест (РРМ). Их характерная особенность — выполнение в автоматическом режиме различных технологических операций, что обеспечивает высокий уровень концентрации технологических операций на рабочем месте и способствует повышению производительности труда, обеспечению высокого качества продукции.
В организации рабочих мест большое значение имеет их специализация. Под специализацией рабочего места понимается определение его рационального производственного профиля, который формируется путем закрепления за пим сходных деталеопераций, сгруппирован ных по признаку конструктивно-технологического подобия, точности обработки и др. Сокращение номенклатуры обрабатываемых деталей или количества выполняемых операций на рабочем месте, т. е. сужение его специализации, способствует совершенствованию трудовых приемов, повышению производственных навыков и культуры труда, а также производительности труда.
Основой специализации рабочих мест являются унификация изделий и их конструктивных элементов, а также типизация технологических процессов. Эти и другие меры позволяют сократить номенклатуру обрабатываемых изделий, повысить уровень серийности и уменьшить количество переналадок оборудования.
Оснащение рабочих мест определяется их производственным профилем, специализацией, степенью механизации и автоматизации технологических процессов. Например, в машиностроении в комплект типового оснащения рабочего места входят:
• основное технологическое оборудование — станок, пульт;
• вспомогательное оборудование — подъемно-транспортное оборудование, подставки,сиденья;
• инвентарь — инструментальные шкафы, тумбочки, полки, стеллажи и т. п.;
• тара заготовок и готовых деталей — ящики, поддоны, кассеты,штативы, конвейеры;
• технологическая оснастка и инструмент — зажимы и базирующие устройства, ключи, режущий и мерительный инструмент;
• организационная оснастка (оргоснастка) — устройства связи исигнализации, планшеты для документации;
• устройства охраны труда, санитарно-гигиенические и культурно-бытовые устройства — ограждения, защитные экраны, промышленная вентиляция и освещение, устройства сбора производственных отходов, предметы интерьера.
При выборе основного технологического оборудования главным требованием является обеспечение на рабочем месте необходимой производительности труда при соблюдении заданных параметров технологических процессов. Оборудование должно соответствовать требованиям эргономики и эстетики, а рабочему должны быть созданы комфортные и безопасные условия труда. Для повышения уровня автоматизации управления технологическими процессами основное оборудование обеспечивается микропроцессорными установками, активными средствами контроля и т. п.
Вспомогательное оборудование рабочего места должно быть надежным, удобным и безопасным в эксплуатации, соответствовать антропометрическим характеристикам работников, быть оформленным в соответствии с требованиями производственной эстетики.
Оснащение вспомогательным оборудованием (подъемно-транспортными средствами, рольгангами, склизами, кантователями и т. п.) в дополнение к общецеховым устройствам осуществляется с у четом производственного профиля рабочего места. При оснащении рабочих мест индивидуальными транспортными средствами особое внимание следует уделять бесприводным средствам (рольгангам, склизам), применение которых при незначительных затратах способствует снижению утомляемости рабочего и повышению производительности труда. В настоящее время широко применяются загрузочные устройства с использованием роботов и автооператоров, оснащенных программным управлением, сенсорными и телевизионными устройствами.
Подбор вспомогательного оборудования для РРМ направлен на расширение универсальности и технологических возможностей этих рабочих мест. Он ориентирован на расширение функций транспортной системы, промышленного робота и станка на рабочем месте.
К вспомогательному оборудованию, расширяющему функции транспортной системы на РРМ, относятся-.
• загрузочное оборудование и бункера;
• транспортеры;
• манипуляторы с программным управлением.
Функции промышленного робота расширяет такое оборудование:
• кантователи;
• подающие и выбрасывающие механизмы;
• погрузчики.
Оборудование, расширяющее функции станка, обеспечивает:
• автоматизацию технологических процессов;
• контроль смазки и охлаждения.
Основной задачей при оснащении является оптимальное распределение функций между роботом и вспомогательным оборудованием, которое зависит от действующей технологии, степени автоматизации используемых средств вычислительной техники, программного обеспечения.
Рабочее место как первичная производственная ячейка должно быть связано с системой обслуживания и управления информационными каналами, т. е. системой промышленной связи и сигнализации. Эта система применяется для информационного обслуживания рабочего места и автоматизированной системы управления предприятием (АСУП).
mirznanii.com







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)