 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Контактная стыковая сварка сопротивлением машины. Машины контактно стыковой сварки
Контактная стыковая сварка сварочной машиной
Апрель 5, 2017
Универсальные сварочные машины могут быть использованы для двух вариантов сцепки – стыковой или же точечной. В общих чертах принцип работы подобного сварочного оборудования заключается в создании своеобразного моста между решетками кристаллов свариваемых заготовок. При контактной стыковой сварке применяется высокое сопротивление, создаваемое машиной и вызывающее нагрев свариваемой поверхности с последующим сжатием.
Следует помнить, что существуют разные технологические приемы, призванные инициировать образование связи между кристаллами в рабочих зонах.
Виды сварочных техник
- Связи между кристаллами начинают формироваться при воздействии на детали ультразвуком, переходящем в механическое с последующим сильным давлением на свариваемые детали.
- Также образование прочной связи между решетками возможно при чрезмерном сдавливании, вызывающем поверхностную деформацию свариваемых поверхностей.
- При другом методе образования мостов машина контактной точечной сварки осуществляет разогрев свариваемых поверхностей путем трения с последующим применением давления.
- И наконец, создание связей между решетками кристаллов происходит при нагреве поверхностей деталей пламенем горелки и следующим за этим сдавливанием свариваемых деталей меж собой. К слову, в машине точечной контактной сварки МТ 501 также используется подобная схема работы – аппарат нагревает сварочную зону сильным электротоком, а затем производит сильное давление. Данный метод также называют споттер. Все аппараты, применяемые для контактной сварки, а также многоточечные машины контактной сварки, работающие по технике споттер, используют для разогрева рабочих поверхностей электроток.

После нагревания свариваемых поверхностей до требуемой температуры осуществляется их опрессовка, в результате которой и появляется качественный сварочный шов. Благодаря высокому качеству получаемого сварного шва, возможности работать с широким рядом различных типов поверхностей и удобству управления, осуществляемое сварщиком на машинах контактной прессовой сварки специальным выносным пультом, данная схема сцепления деталей имеет широкое распространение и является одной из наиболее востребованных. Поддерживаемые типы сварочных техник вы можете узнать в паспорте и чертежах вашей сварочной машины.
Разновидности аппаратов
Машины для стыкового сваривания, представленные сегодня на рынке, имеют множество всевозможных модификаций и имеют разные технические возможности. Однако любая машина контактной сварки в работе использует один принцип: электрическим током свариваемые поверхности разогреваются до указанной оператором температуры, а затем осуществляется их сжатие. При этом в момент сдавливания между кристаллами обеих свариваемых заготовок возникает сразу несколько связей, которые и обеспечивают качественное сцепление деталей между собой.
В аппаратах контактной точечной сварки для получения хорошего шва используется несколько техник, выбор среди которых обусловлен, в основном, площадью свариваемой поверхности. Одной из самых распространенных схем, применяемых в машинах для контактной сварки, остается споттер.
Некоторые модели, например, машины контактной сварки МТР 1701, могут работать сразу с несколькими сварными точками, что повышает качество сварного шва.
Также существуют машины, формирующие рельефный сварной шов. При этом аппарат работает с несколькими отдельными точками, расположенными выше уровня остальной рабочей поверхности.
Аппараты, подобные машине контактной сварки МТ 1928, могут быть оснащены функционалом шовного соединения по схеме споттер. При таком методе сваривание поверхностей осуществляется наплыванием друг на друга нескольких сварных точек. Данная техника отличается от точечной также типом электродов, которые в данном случае выполнены в виде плоских вальцов.

Еще одной разновидностью машин являются аппараты, использующие споттерную стыковую сцепку. При такой технике рабочие зоны свариваемых деталей создают в месте шва единую точку, и за счет этого сцепление деталей происходит по всей сварной зоне.
Типы точечной сварки
Машины для контактной стыковой сварки также выпускаются мобильными и стационарными. Также имеются подвесные модели.
Соединение может выполняться однократным контактом или же работой с несколькими точками одновременно. При этом машины, поддерживающие многоточечную стыковую сварку, отличаются большим функционалом и, соответственно, обладают большим потенциалом работы.
Наибольшей популярностью сегодня пользуются многоэлектродные машины для стыковой сварки, имеющие возможность сваривать сразу несколько дотов на рабочей поверхности.
electrod.biz
Контактная стыковая сварка
Контактная стыковая сварка представляет собой сварочный процесс, в рамках которого отдельные детали соединяются по всей плоскости касания, причем это соединение происходит в результате нагрева.
В зависимости от требований к готовому сварному шву, площади сечения, а также конкретной марки металла, подобное воздействие выполнять можно несколькими способами, а именно оплавлением или же сопротивлением.
Соединение в процессе контактной сварки формируется на порядок быстрее, чем в процессе сварки плавлением. В итоге, такой процесс отличается большей производительностью, а также характеризуется меньшим короблением детали.
Контактная стыковая сварка достаточно часто используется в серийном и массовом производстве.
Это обусловлено тем, что данный процесс более легко автоматизируется, а также отлично встраивается в конвейеры (поточные).
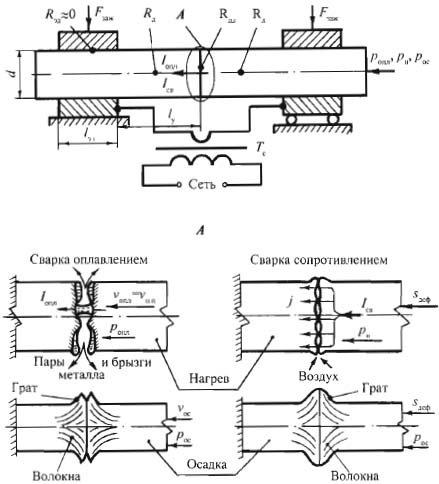
Схема — виды контактно-стыковой сварки
Подобная сварка достаточно активно используется в авиакосмической, а также автомобильной промышленности.
Однако и в других отраслях (к примеру, данной технологией, сваривают газопроводы и нефтепроводы) этот способ нашел также широкое применение, в частности из-за того, что соединения, полученные таким образом, выгодно отличаются высокой прочностью.
Также стоит отметить и тот важный факт, что с контактной сваркой, в случае необходимости, легко справится даже неопытный сварщик, то есть качество готового соединения от квалификации работника не зависит.
Контактную сварку можно использовать для соединения между собой деталей толщиной от сотых до десятых миллиметров (и вплоть до десятков миллиметров).
Для работ сегодня обычно используются системы с повышенной частотой питающего напряжения. В итоге, это позволяет снизить габариты трансформатора.
Технология стыковой сварки
Контактная стыковая сварка арматуры и стыковая сварка полиэтиленовых труб (в общем, к какому бы конкретно изделию подобная метода не применялась) работает всего по одной и той же технологии.
О том, как в технологическом плане происходит сварка стыковых соединений – далее.
Cтыковая сварка арматуры, труб пнд и прочих материалов является, по сути, разновидностью контактной сварки, то есть в основу технологии здесь заложено тепловое воздействие тока (закон Джоуля-Ленца), а также усилие сжатия, которое прикладывается к свариваемым деталям.
Если сварка производится с нагревом стыка до пластического состояния, то она называется сваркой сопротивлением, а если до оплавления – оплавлением.
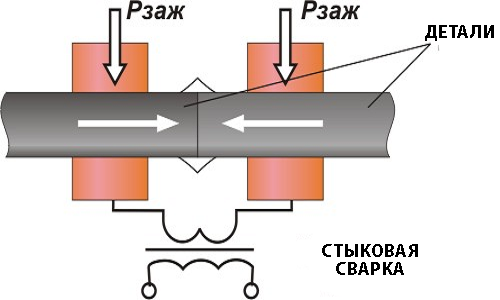
Сварка сопротивлением выполняется так: детали, которые закреплены в зажимах сварочной машины, плотно прижимаются к друг другу теми поверхностями, которые нужно присоединить.
Затем, между ними пропускается электроток. Когда поверхности приобретут пластичность, будет произведено сжатие (осадка) и одновременно отключен ток.
Видео:
Дефекты стыковой сварки сопротивлением возможны в том случае, если контактирующие элементы отдельных деталей не будут, как следует подготовлены. Так, в данном случае необходимо удаление всех оксилов, неровностей, загрязнений.Все это может провоцировать неравномерный нагрев и, следовательно, дефект.
Стыковая сварка труб пнд и других элементов должна производиться с учетом того, что чем больше сечение у свариваемых поверхностей, тем ниже качество полученного соединения.
Это можно объяснить образованием в стыке окислов. Кстати, этим же легко объясняются некоторые ограничения на применение сварки сопротивлением для соединения деталей, площадь сечения которых превышает 200 квадратных миллиметров.
Учитывая все, о чем шла речь выше, вовсе не удивительно, что подобная сварка обычно используется при необходимости соединить стержни, проволоку, трубы из низкоуглеродистой стали (небольшие сечения).
Кроме того, сварка сопротивлением неплохой результат показывает и для металлов, которые отличаются хорошей свертываемостью в пластичном состоянии.
Имеются в виду медные и алюминиевые сплавы, конструкционные стали (низколегированные, малоуглеродистые).
Сварка оплавлением
Контактная стыковая сварка оплавлением, по своей технологии от сварки сопротивлением отличается тем, что напряжение на обмотках трансформатора подается ровно до момента контактирования свариваемых между собой концов.
В процессе сближения деталей контактировать начинают отдельные микронеровности на торце.
Причем количество последних на порядок меньше, чем в том случае, когда детали предварительно сдавили. В итоге, выступы сминаются, а площадь контактирования вырастает.
При первом контакте возникает ток, который приходится на несколько микровыступов. Причем плотность тока в контакте отдельных выступов так высока, что металл греется за тысячные доли одной секунды, а потом и вовсе – закипает.
При этом жидкие перемычки контактов нарушаются микровзрывами.
Контактировать начинают все новые и новые микровыступы и, в итоге, в зоне выступов возникают пары металлов, а вернее повышенное давление таких паров, которое защищает нагретую зону сварки от воздействия атмосферы.
Схема стыковой сварки оплавлением
Когда торцы детали переходят в такое состояние, когда на их поверхностях появляется слой жидкого металла, к ним прикладывается определенное усилие.
В итоге, жидкий слой выдавливается в град и, затем, формируется действительно прочное сварное соединение.
Полученное соединение, кстати, будет отличаться минимальным количеством дефектов в виду того, что все окисные пленки и продукты разложения также оказываются выдавленными в град.
Стыковая сварка оплавлением дает более качественное соединение из-за того, что металл на поверхности торцов, который, например, может быть загрязнен, удаляется в процессе оплавления.
Так, части пластичного металла, а также жидкий слой выдавливается в процессе сварки в град, а это значит, что сварной контакт образуют «молодые», чистые поверхности.
Преимущество этого способа заключается также и в том, что здесь отсутствует необходимость обрабатывать, особым образом готовить к сварке торцы, как этого требует сварка соединением.
Кроме того, в процессе сварки деталей с различным сечением можно сделать особый скос. Таким образом, площадь изначального контакта уменьшится, а процесс оплавления будет более эффективным – по мере нагрева детали примут нормальную форму.
Видео:
Отдельно стоит отметить стыковую сварку оплавлением с предварительным подогревом или же, как ее еще называют, сварку прерывистым оплавлением. Этот способ используется в том случае, когда нужно соединить между собой крупногабаритные детали – трубы, рельсы и т.д.На начальной стадии для облегчения всего процесса используют специальный прием. Он заключается в том, что сначала детали медленно сводят до того, пока между ними не возникнет контакт, и не образуются пары металла, жидкость.
Потом детали разводят, а то тепло, которое выделяется в зоне сплавления, распространяется на иные части детали, подогревая их.
Следующий этап предусматривает опять же создание контакта между торцами, но здесь это уже происходит до тех пор, пока они не нагреются. Весь последующий процесс проходит стабильно, без перерывов.
Сварка сопротивлением
Контактная стыковая сварка сопротивлением характеризуется тем, что при ее выполнении детали изначально прижимаются губками к электродам.
Это необходимо для того, чтобы обеспечить достойный электроконтракт, а также исключить вероятность проскальзывания деталей между электродами.
Потом происходит сжимание с усилием, включают сварочный ток, который нагревает детали. Следующий этап – прикладывание осадок, уменьшение наплава, а затем вновь максимальный нагрев, в процессе которого на детали воздействуют осадки.
В тот самый момент, когда деформируемое сопротивление является самым малым, прикладывают усилие осадки и включается ток.
При всем при этом металлы, будучи нагретыми до высочайшей пластичности, выдавливаются от центра стыка к перифериям. Вместе с металлом к перифериям также выдавливается и град, остатки окисных пленок.
Этот способ сварки подходит для соединения деталей с небольшим сечением (максимум – 40 миллиметров). При этом само соединение формируется в твердой фазе в стыке без расплавления металла.
Схема сварки сопротивлением
Главная особенность всего способа заключается в том, что пластичный, разогретый до очень высокой температуры металл выдавливается в град, то есть в контакт вступают разогретые частички детали.
Недостатком этого способа является необходимость действительно тщательно готовить торцы под сварку. Кроме того, при соединении деталей с большим сечением, необходимо использование действительно огромных мощностей.
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Видео:
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
rezhemmetall.ru
Контактная стыковая сварка сопротивлением машины
Контактная стыковая сварка сопротивлением машины – это сварочный процесс, где разрозненные ранее детали соединяются по всей плоскости касания.
Важно, что контакт и соединение происходит в результате нагрева.
В этом методе многое зависит от требований, предъявляемых:
- К сварному шву.
- Площади сечения.
- Определённой марки металла.
Силовое воздействие выполняется двумя способами:
- оплавлением;
- сопротивлением.
Данный метод используется в различных сферах деятельности человека. Об этом ниже.
Область применения 
Сегодня стыковая сварка сопротивлением активно используется в авиационной отрасли и космической промышленности.
Она давно знакома сотрудникам, задействованным в области автомобилестроения.
Данная технология подходит для сварки труб газопроводов и нефтепроводов. Популярность технологии объяснить просто:
- Минимальная трудоёмкость.
- Скорость выполнения работ.
- Высокая прочность соединений.
Интересно, что этот метод позволяет соединять детали от сотых до десятков миллиметра.
В процессе используют системы с повышенной частотой питающего напряжения.
Как результат, появляется прекрасная возможность уменьшить размеры трансформатора.
«К сведению!
Для работы этим методом квалификация сварщика не выносится на первый план. С заданием может легко справиться и новичок.»
Виды стыкового процесса
Существуют два вида – это метод оплавлением и сопротивлением.
- Сущность метода оплавления.
Данная технология характерна подачей напряжения на обмотку сварочного аппарата. Ток поступает до момента контакта рабочих элементов.
Кромки металлических рабочих поверхностей должны быть разогреты и чуть-чуть расплавлены ещё до соприкосновения. Современные сварочные аппараты дают возможность выполнить эту операцию практически мгновенно: за тысячные доли секунды.
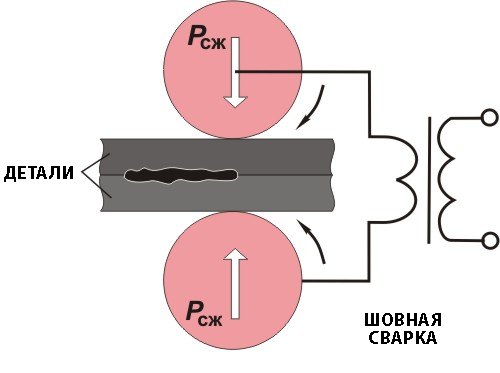
Схема метода оплавления
- Сущность процесса контактной стыковой сварки сопротивлением
Технология характеризуется необходимостью прижимать детали к электродам оснащёнными специальными губками. Таким образом, достигается электрический контакт высокого качества. Исключается проскальзывание рабочего материала между электродами.
Метод стыковой сварки
Мощный ток, который подаётся на электроды, хорошо разогревает детали.
«Важно,
что первоначальный нагрев снижает вероятность наплава. В результате чего появляется возможность максимального нагрева металлических заготовок.»
Контактная стыковая сварка сопротивлением обладает рядом преимуществ. Основной положительный момент заключается в выдавливании металла в град при высоких рабочих t0.

Швы после контактной стыковой сварки сопротивлением
«К сведению!
Нужно предварительно подготавливать торцы металлических элементов с целью прочного соединения.»
Именно подготовительные работы в дальнейшем определяют качество на завершающей стадии процесса.
Сварка стыковых соединений в вертикальном положении возможна двумя способами:
Когда выполняется сварка стыкового шва в вертикальном положении, дуга, направленная на основную металлическую поверхность, возбуждается в нижней точке. После образования ванночки расплавленного металла электрод под углом 20-250 к горизонту отводится вверх и немного в сторону. Дуга.
Изначально при возбуждении дуги в верхней точке шва электрод проводится перпендикулярно. После появления кратера характер проводки меняется и переходит в наклонное положение.
«Обратите внимание,
что метод рекомендовано использовать для соединения тонкого металла, прокладке первых слоёв и наличие разделки кромки.»
Сварка стыковых соединений в наклонном положении имеет свои особенности. На рисунке чётко видно как движется электрод при наклоне узких валков.
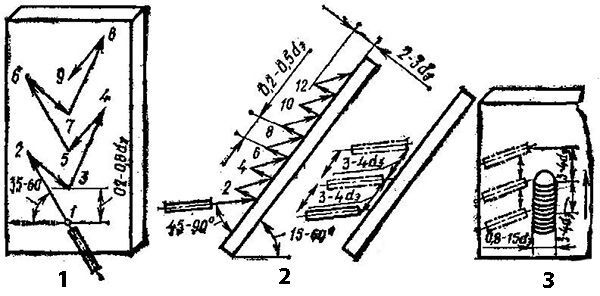
Сварка сопротивлением в наклонном положении
- По траектории острого угла.
- Пошагово, лесенкой.
- Перемещение вдоль пластины и обратный процесс, происходящий в сварочной ванне.
Какое оборудование необходимо?
Для выполнения работ используются стыковые контактные машины. Они работают с сечением от десятых долей до десятков тысяч мм2.
Машины разнообразны по конструкции осадочных и зажимных устройств, потребляемой мощности.

Машина контактной стыковой сварки сопротивлением
А также по приводу, который может варьироваться от ручного варианта, до автоматизированного процесса.
У машин предусмотрены литые станины или конструкции сварного типа с использованием стального листа или профиля.
Рабочий стол такой машины предусмотрен в нескольких вариациях:
- вертикальный вариант;
- наклонный вариант;
- горизонтальная поверхность.
Машины разнообразны по использованию зажимных приспособлений, предназначенных для фиксации рабочих деталей.
Технология контактной стыковой сварки и режимы сварки
Сварка стыковых соединений в нижнем положении с разделкой кромок и угловых швов предполагает выполнение процесса в стеснённых условиях.
Разделочные кромки не дают возможность жидкому шлаку стекать по краям.
От переизбытка жидкого шлака происходит накат на сварочную дугу.
Шлак движется впереди, опускается вниз разделки, затрудняя сварочный процесс. Это, в большинстве случаев, приводит в зашлакованности и некачественному провару соединений.
«Важно!
Сварку выполнять «углом назад».»
Когда проводится изготовление ответственных изделий, именно стыковым швам уделяется особое внимание.
Особое внимание уделяется корню шва, когда проводится разделка кромок под сварку стыковых соединений. Качество корневого шва зависит от тщательно оформленного валика на первоначальном этапе. А также от подготовительных работ с обратной стороны корневого шва для сварки другого валика.
Пример стыковой сварки
Техника безопасности
При проведении работ следует соблюдать пожарную, личную технику безопасности.
Перед началом работ проводится инструктаж, результаты которого заносятся в журнал.
К сварочному процессу допускаются лица старше 18 лет, прошедшие специальную подготовку.
В мероприятия по безопасности входят: подготовка рабочего места и средств личной защиты.
Работы и техника безопасности регламентируется общими положениями и инструкциями предприятия.
Заключение
Стыковая сварка листов один из наиболее качественных методов соединения металлов.
Не зря он активно работает в авиационной и космической отрасли, где необходимо выполнить большой объём сварочных работ.
Правильное выполнение того или иного процесса гарантирует надёжность соединения, а значит качество изготавливаемой детали.
svarkaipayka.ru
Стыковая контактная сварка
Металлические конструкции могут изготавливаться цельными, например, с помощью литья в форму, однако подавляющее большинство металлических элементов скрепляется с помощью сварки - создания неразъемных соединений путем установления прочных межатомных связей, которые достигаются посредством высокого нагрева. На сегодняшний день наиболее распространена стыковая контактная сварка.

Определение
Стыковая сварка труб – это процесс соединения различных металлических заготовок и конструкции, например, трубы, сваи, уголки, рельсы, двутавровые балки и так далее, который выполняется по всей площади стыкового соединения. Как уже было сказано выше, такая процедура проводится при очень высоких температурах, чтобы металл смог расплавиться и привариться. Помимо стыкового способа сварки существует шовный, точечный, рельефный и прочие.
Области применения
Данный способ соединения практически во всех отраслях промышленности, таких как:
- Машиностроение. Большое количество швов в автомобилях и других агрегатах выполняется данный способом;
- Авиастроение;
- Кораблестроение;
- Строительство. Создание опорных конструкций, фундаментов, стен и так далее;
- Сварка листового металла самой различной толщины.
Область применения контактной сварки очень широка за счет того, что получаемые конструкции очень жесткие и прочные.
Преимущества
Сварка встык имеет множество преимуществ по сравнению с другими, к ним относятся:
- Отсутствует необходимость в подготовке кромок деталей, а также их предварительная термообработка, что упрощает задачу и ускоряет процесс, однако такие действия не нужно применять при методе оплавления, в других случаях предварительная подготовка обязательна;
- Высокая надежность и прочность получаемых соединений. Сваренные детали при правильной технологии и соблюдении всех правил могут прослужить несколько десятков лет без каких-либо дефектов;
- Простота и легкость. Такую работу сможет совершить абсолютно любой человек, здесь не требуются глубокие познания;
- Высокая степень химической однородности металла после сваривания, благодаря чему улучшаются прочностные свойства;
- Возможность полной автоматизации процесса;
- Быстрота выполнения.
Недостатки
Однако при таком большом количестве достоинств стыковая сварка имеет ряд недостатков:
- Высокая стоимость сварочного оборудования, такие агрегаты сможет позволить себе не каждый человек, поэтому чаще всего соединение стальных изделий встык осуществляется вручную;
- Большие затраты на электрическую энергию;
- Высокие требования к размерам соединяемых металлических элементов.
Устройства для осуществления процесса
Варка труб или других изделий чаще всего выполняется на специальных сварочных машинах, благодаря которым обеспечивается полная автоматизация и достаточно лишь нажать на кнопку. Такие агрегаты представляют собой большие устройства, в которые с двух сторон вставляются металлические заготовки в зажимные электроды, после чего возможно два варианта осуществления:
-
Способ сопротивления, который применяется для деталей, площадь сечения которых не превышает 200 мм2, обычно это проволока, тонкие трубы. Сущность такого процесса заключается в том, что через зажимные электроды подается электрический ток и на месте стыка двух деталей металл становится мягким и пластичным, но не расплавляется, а детали в это время прижимаются друг к другу и питание отключается, в результате под действием большого давления получается шов. Все действия выполняет запрограммированная машина. Недостатками данного способа является то, что заготовки необходимо предварительно подготовить, убрать все неровности, тщательно отшлифовать, удалить все окислы, чтобы конструкция получилась жесткой и прочной;
-
Стыковая сварка арматуры, труб способом оплавления. Заключается такой метод в том, что заготовки нагреваются до температур расплавления металла и после этого расплавленный металл под действием давления сшивается. Данным способом ввариваются детали площадью сечения до 1000 см2, то есть это могут быть стальный трубы, арматура для фундамента, рельсы, швеллеры и так далее. Данный метод наиболее распространен ввиду того, что не требует тщательно подготовки поверхности свариваемых деталей.

Сварка, которая осуществляется на таких машинах, очень прочная и жесткая, порой бывает так, что прочность сварки больше, чем прочность самой детали. Обычно такие машины имеются не у каждого человека, поэтому при возникновении потребности сварки двух больших металлических изделий, которые будут испытывать высокое напряжение, можно обратиться в мастерскую, где платно будет осуществлена такая сварка.
Вручную осуществлять сварку арматуры встык рекомендуется, если она не будет подвергаться высоким напряжениям, потому что ручное сваривание не сможет обеспечить требуемую прочность и жесткость для серьезных деталей. Для ручной сварки понадобится нагревательный элемент, защита для глаз, рук и тела, а также проволока.
Процесс осуществления ручной сварки
Для того, чтобы сваривать стальные трубы небольшого диаметра или любые другие металлические элементы следует «набить руку» и потренироваться на неответственных деталях и конструкциях, сам процесс кажется довольно простым, однако здесь важно само умение и прямота рук, кому-то сварка арматуры встык дастся с первого раза, а кому-то нет, поэтому для начала следует потренироваться.
Процесс ручной сварки металла встык проводится в следующих этапах:
- Подготовка пространства для работы, все необходимо разместить так, чтобы ничто не угрожало жизни, рядом установить огнетушитель или любой другой способ тушения огня, первый разы проводить сварку в одиночку не следует, лучше, чтобы были запасные руки для дополнительной помощи;
- Фиксирование заготовок, которые необходимо сваривать. В магазинах можно приобрести специальные зажимы, однако лучше всего проводить данный процесс на земле и закрепить детали с помощью кирпичей или просто, откопав углубление, чтобы они были неподвижны;
- Очистить поверхность свариваемых деталей, осуществляется данная процедура с помощью напильника или наждачной бумаги;
- Нагревание стыкового места с помощью сварочного аппарата, желательно прикладывать давление в место стыка;
- После сварки необходимо дать шву остыть, обычно охлаждение проводится на воздухе.
Перед начало осуществления данной процедуры необходимо тщательно все проверить, если на улице идет дождь, то лучше сварку вообще не проводить, или же убедиться, что площадка для сварки полностью укрыта от дождя. То же самое можно сказать, если на улице сильный ветер, который поднимает частички пыли, грязи и песка. Работу проводить нужно в специальном шлеме или очках, руки и тело также нужно укрыть плотной тканью, чтобы избежать попадания искр. Приобрести такую защитную одежду можно в специализированных магазинах.
Виды сварочной проволоки
Стыковая контактная сварка ручным способом требует правильного выбора проволоки, с помощью которой детали будут скрепляться. Необходимо уметь различать разные виды сварочной проволоки и понимать, какую именно использовать для соединения деталей из определенных металлов. Проволока не должна сильно отличаться по свойствам от скрепляемого металла. Сегодня существуют проволоки:
- Медная. Применяется для скрепления низкоуглеродистых сталей;
- Алюминиевая. Используется при работе с сулиминами, дуралюминами;
- Нержавеющая стальная. Используется при соединении стальных изделий, легированных никелем и хромом;
Особенности проведения ручного процесса сварки
- Контактно стыковая сварка будет прочнее, если проводить ее в нижнем положении постоянно поворачивая скрепляемые детали, это лучше всего осуществлять в несколько рук для удобства и комфорта;
- Очень важна скорость, нужно стараться делать все как можно быстрее;
- При соединении двух труб можно использовать муфты как дополнительный фиксирующий элемент, однако следует понимать, что площадь сечения внутренней части уменьшится;
- При больших размерах труб лучше всего проводить сварку в несколько рук, причем осуществлять соединение одновременно.
Таким образом, контактная сварка, стыковая, шовная или другая, является действительно очень качественным и надежным способом соединения нескольких металлических деталей. Неразъемные соединения получаются крепкими и прочными. Осуществить такую сварку можно на специальных машинах в мастерских или у себя дома, если такой агрегат имеется в наличии, также есть возможность совершить все вручную, однако перед этим нужно пройти должную подготовку.
Поделись с друзьями
1
0
0
0
svarkalegko.com
Машины контактной стыковой сварки
Контактная стыковая сварка – это процесс создания неразъемного соединения двух металлических деталей посредством сварки по всей плоскости их касания. Стыковая сварка производится с помощью нагрева стыков свариваемых деталей электрическим током. В результате разогрева металл в месте сварки претерпевает пластическую деформацию, и последующее сжатие деталей позволяет их соединять в месте нагрева.
Машины для стыковой сварки используют два различных метода соединения деталей:
- оплавлением, которое может быть непрерывным и с подогревом. При этом стыки свариваемых деталей разогреваются до стадии оплавления;
- сопротивлением, когда стыки деталей разогреваются до состояния, называемого пластическим;
Метод оплавления применяется для сварки деталей с большой площадью сечения – арматуры, труб, профильной стали. Машина стыковой контактной сварки, использующая этот метод разогрева, применяется для создания безстыковых железнодорожных путей при соединении стыков рельс, в процессе производства длинноразмерных деталей из стали, цветных металлов и сплавов, а также в судостроительной промышленности при изготовлении змеевиков холодильных установок для рефрижераторных судов, производстве якорных цепей и т.д. Еще одна промышленная отрасль, применяющая аппарат стыковой сварки, использующий метод оплавления – это производство режущего инструмента, когда, например, хвостовик сверла из обычной стали приваривается к рабочей части, изготовленной из инструментальной стали.
Сварка оплавлением начинается с подачи на свариваемые детали напряжения, после чего детали сближаются. В момент их соприкосновения металл на стыках очень быстро нагревается и на месте стыка образуется слой жидкого металла, который в результате ускорения скорости движения деталей выдавливается и образует утолщение, называемое грантом. Сварочный ток выключается и происходит осадка металла в месте сварки.
Метод сопротивления применяется для соединения деталей, изготовленных из низкоуглеродистой стали, с площадью сечения до 200 м2 – проволоки, тросов, труб малого сечения и металлических стержней. Данный метод применяется для сварки деталей, изготовленных из низколегированных и малоуглеродистых сталей, медных и алюминиевых сплавов.
Сварка сопротивлением начинается с предварительного сжатия деталей, после чего по ним пропускают сварочный ток. При этом металл стыков разогревается почти до температуры своего плавления. Ток отключается и происходит осадка металла.
Машины стыковой сварки состоят из следующих узлов:
- корпуса (станины) с направляющими;
- трансформатора;
- переключателя степеней мощности;
- зажимного устройства с электродами в форме губок;
- системы охлаждения;
- механизма подачи и осадки;
- пульта управления.
На корпусе размещается механизм подачи и осадки, а также зажимное устройство. Внутри корпуса располагается сварочный трансформатор, который способен вырабатывать ток большой силы при низких значениях напряжения. Основной характеристикой сварочного трансформатора, как и всей машины стыковой сварки, является продолжительность включения, указываемая в характеристиках машины под аббревиатурой ПВ.
Электроды для стыковой сварки состоят из трех частей: рабочей, центральной и посадочной. Форма электродов должна соответствовать форме сечения свариваемых деталей. Промышленностью выпускаются электроды двух видов: нормальные с поверхностью, выполненной в форме плоскости, призмы или цилиндра, и специальные с поверхностью, полностью соответствующей форме деталей, которые предстоит сваривать.
kpsk.ru
Машина контактной сварки: стыковой, точечной
Очень часто на крупных производствах установлены специальные машины контактной сварки, работа которых основана на принципах самой обыкновенной сварки, но в данном случае рабочий процесс производится под определенным давлением.
Ручной универсальный прибор контактной сварки представляет собой достаточно мобильное устройство, которое используется, в том числе, и в условиях дома.
В свою очередь, машина для выполнения контактной сварки представляет собой достаточно громоздкий станок, который нашел широкое применение в самых разных сферах промышленности.
Данный агрегат используется для сварки своими руками арматуры, различных металлических деталей, а также многих других материалов из металла.

Данные машины выпускаются отдельно для шовной стыковой сварки и точечной. Несмотря на относительную схожесть агрегатов двух типов — стыковой и точечной сварки, между ними есть ряд существенных различий.
Основной принцип работы машины, предназначенной для контактной стыковой сварки арматуры и других металлических заготовок, заключается в выполнении шовной сварки под определенным давлением.
Выполнять сварочные соединения своими руками на сварочных машинах достаточно просто, притом, что ее производительность в несколько раз выше, чем у ручной контактной сварки.
Получаемое сварное соединение имеет аккуратный вид и обладает высоким качеством.
Основные понятия
Машины для сварки используются как для стыковой шовной сварки, так и для точечной по принципу споттер.
Рабочий процесс такой универсальной машины состоит в том, что за счет образуемого давления, непосредственно в месте крепления материалов образуется мост между кристаллическими решетками стыкуемых заготовок.
Существует несколько различных стыковых приемов, которые способны активировать образование данных мостов.
В первую очередь, их сформировать можно за счет ультразвукового воздействия, которое преобразуется в колебания механического типа, после чего производится сильное сжатие скрепляемых деталей.
Кроме этого, формирование такого моста можно добиться за счет трения поверхностей заготовок друг о друга и после того, как они хорошо разогреются с определенным усилием, их сдавливают между собой.
Объединить кристаллические решетки между заготовками можно и при помощи сдавливания, которое вызовет пластическую деформацию рабочих поверхностей.
Видео:
Образование моста происходит и при нагревании заготовок при помощи газовой горелки и последующим их сжатием между собой.
В машинах, предназначенных для контактной сварки, образование моста происходит путем разогрева рабочих зон электрическим током и последующим их сильным сдавливанием, так называемый метод споттер.
Все сварочные машины, которые предназначены для выполнения контактной сварки своими руками методом споттер, для разогрева поверхностей двух различных металлических заготовок используют электрический ток.
После того как детали нагреются до заданной температуры, происходит их опрессовка, вследствие которой и получается сварочный шов высокого качества исполнения.
Данный метод получения сварочного соединения под давлением достаточно широко востребован, так как позволяет выполнять работу с металлическими поверхностями самых разных видов.
Следует отметить и то, что управление процессом шовной сварки на специальной машине производится своими руками со специального пульта.
При этом оператор обязательно должен контролировать весь ход выполняемых работ. По производительности машины для контактной сварки в несколько раз превосходят ручные аппараты.
При этом они имеют более сложное устройство и большие габариты, что исключает их использование в условиях дома.
Разновидности машин
Для выполнения контактной сварки своими руками используются машины различных модификаций, а соответственно, и с разным функциональным набором.
Между тем, все они работают по одному и тому же принципу.
При выполнении шовной стыковой или точечной сварки изначально металлические заготовки разогреваются до необходимой температуры при помощи электрического тока.
Видео:
Так как при этом образуется достаточно высокое сопротивление, металлические поверхности раскаляются практически докрасна, после чего происходит их сильное сжатие.
В момент сжатия давлением в кристаллических решетках обоих металлических деталях образуется одновременно несколько мостов, которые способны эффективно удержать стыкуемые между собой заготовки.
Сварочные машины обладают достаточно высокими показателями по мощности, которые способны обеспечить их высокую производительность и качественный сварной шов в месте стыка металлических заготовок.
Существует несколько различных разновидностей приемов, которые используются в сварных машинах для получения качественного соединении.
Выбор того или иного приема зависит, главным образом, от формы и площади разогреваемой рабочей зоны.
Наиболее распространенным технологическим приемом, который используется в сварных машинах для сварки арматуры и других металлических заготовок, является точечный по методу споттер.
Машина контактной точечной сварки за один свой рабочий проход может формировать одновременно несколько точек, что только увеличивает качество шва.
Есть машины, способные формировать шов рельефного типа.
В этом случае соединение методом споттер производится в некоторых отдельных точках, которые на небольшом расстоянии возвышаются над общей металлической поверхностью.
Можно встретить машины для шовной сварки арматуры и других металлических заготовок методом споттер. В этом случае соединение образуется за счет наплыва друг на друга сразу нескольких точек.
Метод шовной сварки своими руками на сварочной машине напоминает точечный. Различие состоит в используемых для этого электродах, которые имеют форму доскообразных вальцов.
Кроме этого, достаточно часто используют сварочные машины для стыковой сварки методом споттер.
При использовании метода стыковой сварки рабочие плоскости металлических деталей образуют как бы единую точку в месте соединения.
За счет стыковой сварки соединение заготовок производится по всей рабочей площади.
Метод точечной сварки
Используемые машины для точечной сварки своими руками методом споттер могут быть нескольких различных типов, а именно: ручного, стационарного, а также специализированного или подвесного.
Выполнять соединение арматуры или металлических заготовок они могут либо за счет однократного контакта, либо за счет многоточия.
Видео:
Конечно, многоточечная машина контактной сварки имеет более высокий потенциал работы и отличается большим набором самых разных функций, однако и другие станки достаточно производительны.
Аппарат данного типа в обязательном порядке состоит из специального генератора тока, электродов стержневого типа, а также гидравлического привода, который обеспечивает необходимое усилие при соединении разогретых металлических поверхностей.
Многоэлектродная машина может выполнять одновременно несколько соединительных точек на поверхности арматуры и обеспечивать их оптимальное сжатие.
Следует отметить, что наибольшим спросом пользуется многоэлектродная контактная машина, которая способна сформировать одновременно несколько точек на поверхности арматуры или какого-либо другого металла.
При этом для того, чтобы шов получился по-настоящему качественным, необходимо, чтобы она могла генерировать высокую плотность тока.
Такие машины могут выпускаться только стационарного типа, при этом они имеют достаточно высокую производительность при образуемом высокоэффективном сварном соединении.
Станок для стационарной сварки
В некоторых случаях для соединения арматуры, а также многих других материалов из металла своими руками, используют контактные станки стыкового типа.
В этом случае есть определенные ограничения для осуществления стыковки металла, которые заключаются в ограничениях по площади скрепляемых поверхностей, которые не должны превышать двухсот квадратных миллиметров.
Такой аппарат выпускается только в стационарном исполнении и обязательно состоит из специальных фиксаторов, блока центрирования, а также генератора тока и гидравлического пресса, способного обеспечить необходимое прижимное усилие рабочих металлических поверхностей.
В аппаратах данного класса должен обязательно использоваться такой трансформатор, который сможет обеспечить огромную силу тока.
Управление станком этого класса осуществляется вручную при помощи специальной панели.
Видео:
Специальные контактные станки в наше время выпускаются в самых разных модификациях и способны обеспечить максимально эффективное соединение металлических поверхностей.
Данные устройства имеют преимущественно стационарное исполнение.
Их основной принцип действия заключается в сильном сжатии нагретых до заданной температуры металлических поверхностей самых разных видов.
Данные станки отличаются высокой производительностью и достаточно простым принципом управления, освоить который сможет каждый.
Сделать аппарат контактной сварки своими руками достаточно просто. Об этом вы сможете прочитать на нашем сайте.
rezhemmetall.ru
машины контактной стыковой сварки | Technoweld
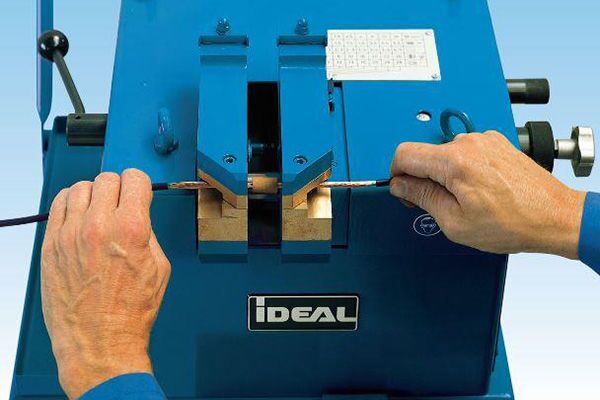
 Машины для контактной стыковой сварки семейства DS и LS за малым исключением не предназначены для серийного производства а сконструированы для вспомогательных операций по стыковой сварке проволоки и прутка круглого сечения и многопроволочных жил кабелей. Применение для сварки встык арматуры периодического профиля имеет много ограничений.
Машины для контактной стыковой сварки семейства DS и LS за малым исключением не предназначены для серийного производства а сконструированы для вспомогательных операций по стыковой сварке проволоки и прутка круглого сечения и многопроволочных жил кабелей. Применение для сварки встык арматуры периодического профиля имеет много ограничений.
Машины стыковой сварки могут применяться не только для сварки низколегированных и легко свариваемых сталей и сплавов но и для стыковой сварки материалов с ограниченной свариваемостью, закаливающихся сталей требующих термообработки после сварки – например в линиях навивки пружин. Основное применение этих машин – вспомогательные операции при производстве проволоки, кабельной продукции, изготовлении оплетки рукавов высокого давления, изготовления корда, сращивание – стыковая сварка проволоки из бухт перед машинами для сварки сетки — везде где требуется много времени на перезагрузку действующей линии новой партией обрабатываемого материала.В зависимости от типа свариваемого материала – алюминий, медь, низкоуглеродистая или закаливающиемя стали – машины могут комплектоваться дополнительными губками для термообработки сваренного стыка программной термообработкой сварного шва (при стыковой сварки легированных и углеродистых сталей), устройствами раздельной или адаптивной настройки параметров режима сварки.
Основное применение этих машин – вспомогательные операции при производстве проволоки, кабельной продукции, изготовлении оплетки рукавов высокого давления, изготовления корда, сращивание – стыковая сварка проволоки из бухт перед машинами для сварки сетки — везде где требуется много времени на перезагрузку действующей линии новой партией обрабатываемого материала.В зависимости от типа свариваемого материала – алюминий, медь, низкоуглеродистая или закаливающиемя стали – машины могут комплектоваться дополнительными губками для термообработки сваренного стыка программной термообработкой сварного шва (при стыковой сварки легированных и углеродистых сталей), устройствами раздельной или адаптивной настройки параметров режима сварки.
Для обрезки и торцовки заготовок, очистки грата на тележке для передвижения или раме машины стыковой контактной сварки могут монтироваться гильотины, дисковые пилы, зачистные устройства — все необходимое для сращивания материала с устойчивым качеством и минимальным операционным временем в сочетании с мобильностью.
Машины контактной стыковой сварки серии DSH производства Ideal Werk для сварки прутков и проволоки сплошного сечения.
Применение этих машин стыковой сварки для других неразвитых сечений (например квадрат или полоса, проволока с периодическим профилем) возможно, но далеко не во всех случаях. Машины выпускаются в 2-х версиях с различными сварочными трансформаторами, так как для стыковой сварки алюминиевых и медных жил с высокой тепло и электропроводностью требуются другие значения вторичного напряжения, по сравнению с машинами для стыковой сварки стальных проволоки из стали и подобных материалов.
Для сварки закаливающихся сталей и сплавов машины стыковой сварки настоятельно рекомендуется выбирать с оснащением программируемым или пирометрическим контролем отжига – так как ручная термообработка ” на глаз” не дает требуемой стабильности параметров пластичности области стыка. На среднеуглеродистых сталях закалка имеет место быть, но может быть снята отжигом с визуальным контролем оператором.
При сварке встык медной катанки перед линиями волочения термообработка обязательна для снятия наклепа в прилегающей к месту стыка зоне.

Модели машин контактной стыковой сварки серии DS имеют модификации использующие так же принцип стыковой сварки сопротивлением для постоянной работы в основном производстве (например, при производстве рамок, каркасов полок или решеток из стальной проволоки). Они оснащаются пневматическим приводом, контроллером позволяющим импульсную подачу тока при сварке (устройством так называемой безгратовой сварки) и предназначены не только для сварки проволоки встык ( модель DSP производства Ideal werk) но и встык и в тавр ( модели DST )
Технические данные машин контактной стыковой сварки для проволоки и прутка сплошного сечения DSH.
| Модель машины контактной стыковой сварки | Диаметр свариваемых прутков для стали (мм) | Диаметр свариваемых прутков для меди (исполнение NE) (мм) | Диаметр свариваемых прутков для алюминиевых сплавов (исполнение NE) (мм) |
| DSH 015 | 0,15 – 1,5 | 0,4 – 0,8 | 0,5 – 1,0 |
| DSH 025 | 0,4 – 2,5 | 0,5 -1,8 | 0,8 – 2,0 |
| DSH 035 | 0,5 – 3,5 | 0,6 – 2,5 | 0,8 – 3,0 |
| DSH 070** | 0,8 – 7,0 | 1,0 -4,0 | 1,0 – 6,0 |
| DSH 090** | 1,5 – 9,0 | 1,5 -5,0 | 2,0 – 8,0 |
| DSH 130 | 4,0 – 13,0 | 3,0 -9,0 | 4,0 – 12,0 |
| DSH 160 | 5,0 – 16,0 | 5,0-11,0 | 6,0 – 14,0 |
| DSH 180*** | 7,0 – 18,0 | 6,0 -14,0 | 8,0 – 18,0 |
* При использовании машин для сварки материалов отличных от рекомендованных рекомендуется использовать модификации с раздельной регулировкой параметров сварки. В базовой версии регулировка осуществляется совместно и оптимально подобрана для указанных материалов** Машины контактной стыковой сварки имеют аналоги с ножным приводом зажимных узлов — модели DSF*** Машина контактной стыковой сварки DSh280 имеет пневматические приводы зажима и осадки

“безгратовая” сварка
Машины стыковой сварки серии DSP принципиально отличаются от серии DSH
Эти машины предназначены для выполнение большого объема сварки при изготовлении изделий из проволоки – например рамок или каркасов. Конструктивно эти машины отличаются наличием пневматических систем зажима заготовок и привода осадки. Дополнительно они оснащаются контроллером для импульсной подачи тока и 2-х уровневым регулятором усилия осадки в процессе сварки проволоки. Оснащение контроллером для импульсного прогрева позволяет получать достаточно прочное сварное стыковое соединение прутков и профилей неразвитого сечения без ярко выраженного грата и экономить на операциях дальнейшей обработки. В тоже время машина может выполнять и традиционную контактную сварку сопротивлением. Машины серии DST дополнительно имеют возможность сварки тавровых соединений. Для обеспечения длительной работы машины оснащаются системой водяного охлаждения.
При необходимости машины стыковой сварки этой серии могут быть оснащены и устройствами отжига, однако это сильно снизит их производительность от указанной в таблице ниже
Технические данные машин контактной стыковой сварки для проволоки и прутка сплошного сечения моделей DSР – DST производства Ideal Werk
| Модель машины стыковой контактной сварки IDEAL | Диаметр стального прутка или проволоки (мм) | Мощность kVA | Производительность сварки для диаметра (в мм) / штук в час ** | |
| Макс. | Номин* | |||
| DSP 080 | 1,5 – 8,0 | 1,5- 6,0 | 2,6 | 4,0/1200 |
| DSP 100 | 2,0 – 10,0 | 2,0 – 8,0 | 16 | 6,0/1200 |
| DSP 120 | 3,0 – 12,0 | 2,0 -10,0 | 25 | 6,0/1200 |
| DSP 140 | 4,0 – 14,0 | 4,0 – 12,0 | 45 | 8,0/2000 |
| DST 100 | 2,0 -10,0 | 2,0 – 8,0 | 16 | 6,0/1200 |
| DST 120 | 3,0 – 12,0 | 2,0 -10,0 | 25 | 6,0/1200 |
* В данном диапазоне диаметров деталей машина контактной стыковой сварки имеет ПВ % достаточное для беспрерывной работы ( с учетом естественных пауз, обусловленных технологическим циклом контактной стыковой сварки)** Данные учитывают режим стыковой сварки, тепловую нагрузку на машину и минимальное время на перезагрузку деталей. Это предельная производительность!
Машины стыковой контактной сварки для многопроволочных жил
Принципиально такое же устройство и принцип работы как и машины серии DSH имеют машины для контактной стыковой сварки многопроволочных жил (медных или алюминиевых – для сварки стальных тросов эти машины не подходят!), однако в их конструкцию внесеные изменения для гибкой регулировки параметров режима стыковой сварки. При сращивании используются дополнительные расходные материалы — стеклянные керамические или графитовые муфты. Муфты при стыковой сварки многопроволочных жил обеспечивают передачу усилия осадки именно к зоне свариваемого стыка. Получаемое сварное соединение не имеет грата, обладает высокой электропроводностью и прочностью. Зона ограничения гибкости жилы после стыковой контактной сварки невелика, и, как правило, не накладывает каких либо ограничений на дальнейшее использование сварного соединения — сваренная жила без затруднений проходит все операции в линии для покрытия изоляцией при производстве кабельной продукции.
Принципиальных ограничений на форму сращиваемой многопроволочной жилы диаметр проволок и свивку нет – можно сращивать и жилы секторных кабелей. Главное тут соотношение диаметра одного проводника с допуском на геометрические размеры витой кабельной жилы.
Машины стыковой сварки для сварки медных и алюминиевых и стальных материалов в линиях волочения проволоки, свивки кабелей и др. производствах нетребовательны к квалификации персонала, количество настроек параметров режима стыковой сварки минимизировано. 
Эти машины могут использоваться и для сращивания прутков сплошного сечения, но с ограничениями. Керамические, стеклянные или графитовые муфты при стыковой контактной сварке многопроволочных жил являются расходным материалом.
Технические данные машин стыковой контактной сварки для многопроволочных жил серии LSF
| Модель машины стыковой сварки многопроволочных жил | Сечение свариваемого медного проводника (мм2) | Сечение свариваемого алюминиевого проводника (мм2) | Установленная мощность трансформатора (kVA) |
| LSF 001 | 0,12 – 1,0 | не применяется | 0,42 |
| LSH 004 и LSF 004 | 0,20 – 4,0 | 0,5 – 4,0 | 0,42 |
| LSH 006 и LSF 006 | 0,75 – 6,0 | 1,0 – 6,0 | 0,42 |
| LSH 016 и LSF 016 | 1,0 – 16,0 | 2,5 -16,0 | 2,1 |
| LSH 035 | 4,0 – 35,0 | 10,0 – 50,0 | 8 |
| LSH 050 | 6,0 – 50,0 | 16,0 – 70,0 | 15,8 |
| LSH 095 | 6,0 – 95,0 | 16,0 – 90,0 | 25 |
| LSО 185* | 16,0 – 185 | 25,0 – 240 | 70 |
| LSО 300* | 25,0 – 300 | 35,0 – 400 | 70 |
| LSО 400* | 35,0 – 400 | 50,0 – 500 | 120 |
| LSО 630 | 50,0 – 630 | 70,0 – 800 | 120 |
| LS 1200 | 70,0 -1200 | 95,0 – 1500 | 125 |
| LS 2000 | 240 – 2000 | 300 – 2500 | 300 |
 *Пневматический привод узла осадки и гидравлический привод прижимов реализованы вмоделях машин для контактной стыковой сварки многопроволочных жил LS0 185 – LS0 400
*Пневматический привод узла осадки и гидравлический привод прижимов реализованы вмоделях машин для контактной стыковой сварки многопроволочных жил LS0 185 – LS0 400
** Машины контактной стыковой сварки для кабельных жил больших сечений моделей LS0 630 и LS 1200 (2000) оснащаются встроенной пилой позволяющей производить торцовку и сварку с использованием зажимных устройств машины стыковой контактной сварки и последующую сварку без перезагрузки заготовок – см фото справа.
technoweld.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)