Свинцовые сплавы | это… Что такое Свинцовые сплавы?
сплавы на основе свинца (См. Свинец). Различают низколегированные и высоколегированные С. с. К 1-й группе относятся С. с., содержащие малые добавки Fe, Cu, Sb, Sn, Cd или Са в концентрациях, не снижающих, а в некоторых случаях повышающих коррозионную стойкость свинца и значительно увеличивающих его предел ползучести и длительную прочность. Во 2-ю группу входят С. с., которые содержат в значительном количестве элементы, повышающие прочность, твёрдость и антифрикционные свойства и понижающие температуру плавления свинца и его усадку при литье. Как и свинец, большинство С. с. (за исключением содержащих более 0,1% Ca, Mg, Li, К или Na) характеризуются высокой коррозионной стойкостью на воздухе, в воде, а также в большинстве разбавленных неорганических кислот при комнатной и низких температурах. С. с. устойчивы в концентрированных уксусной, хлоруксусной и лимонной кислотах. В присутствии кислорода стойкость в органических кислотах снижается. Хлор (до 100 °С), сероводород и сернистый газ оказывают незначительное воздействие на С. с. Низколегированные С. с. весьма устойчивы в почве, содержащей соли кремниевой, угольной и серной кислот.
Из всех элементов, используемых для легирования свинца, только Ca и Te делают его способным упрочняться при пластической деформации. Свинец, легированный др. элементами, из-за низкой температуры рекристаллизации (См. Рекристаллизация)разупрочняется непосредственно при прокатке, прессовании, волочении и др. процессах обработки, проводимых при комнатной температуре. Добавки весьма значительно повышают предел ползучести, длительную прочность, температуру рекристаллизации и стойкость свинца в серной кислоте. При введении 0,05% Te потери свинца под воздействием серной кислоты снижаются в 10 раз.
С. с. с Te (0,03—0,06%), Cu (0,04—0,08%), Sb (0,5—2,0%) используют для изготовления листов, труб и др. полуфабрикатов, для облицовки ванн и другой кислотоупорной аппаратуры и трубопроводов. Для оболочек низковольтных и силовых кабелей применяют С. с., легированные Te (0,04—0,06%), Ca (0,03—0,07%), Sn (1,0—2,0%), Sb (0,4—0,8%). Легкоплавкие С. с. (см. Легкоплавкие сплавы) представляют собой главным образом двойные, тройные и более сложные эвтектики свинца с In, Sn, Bi, Sb, Cd и Hg. На базе систем Pb — Sn, Pb — Ag и Pb — Sn — Sb создана серия т. н. мягких припоев (См. Припой) (с температурой плавления 185—305 °С), характеризующихся хорошей адгезией со многими металлами и сплавами и высокой коррозионной стойкостью. Для защиты от коррозии железных сплавов и перед заливкой вкладышей подшипников применяют свинцовые полуды (См. Полуда), представляющие собой С. с., легированные 0,5—1% Zn или Sn. Тройные С. с. с Sb (8—23%) и Sn (2—7%) находят применение в полиграфической технике (см. Типографские сплавы). Широко используются подшипниковые С. с. (см. Антифрикционные материалы и Баббит) на базе систем Pb—Sb—Sn, Pb—Sb—Sn—Cu и Pb—Ca—Na. Благодаря высокой плотности и хорошим литейным свойствам С. с., содержащие 0,1—1,5% Sb, 0,06—0,2% As, 0,02—0,04% Na, применяются для отливки дроби, а сплавы с 0,3—3% Sb для отливки сердечников пуль. Решётки для свинцовых аккумуляторов (См. Свинцовый аккумулятор) готовят из С. с., содержащих 6—9% Sb.
Лит.: Шпичинецкий Е. С., Свинцовые сплавы, в кн.: Справочник по машиностроительным материалам, т. 2, М., 1959.
Е. С. Шпичинецкий, Г. Е. Шпичинецкий.
Свинец — основные соединения, свойства, характеристики и сферы применения
Свинец — основные соединения, свойства, характеристики и сферы применения
Свинец (Pb) от латинского Plumbum — мягкий металл, серебристо-белого цвета с синеватым отливом. Свинец — легкоплавкий металл, обладающий повышенной пластичностью и коррозионной стойкостью к реагентам, серной и соляной разбавленным кислотам, и аммиаку. Свинец металл с низкой теплопроводностью 35,1 Вт/(м•К), при температуре 0 °C. На поверхности покрыт плёнкой оксидов, при разрезании открывается блестящая поверхность, которая на воздухе со временем тускнеет. Температура плавления свинца — 600,61 K (327,46 °C), кипит при 2022 K (1749 °C). Относится к группе тяжёлых металлов с плотностью — 11,3415 г/см3 (+20 °С). Предел прочности на растяжение 12-13 МПа (МН/м2). При температуре 7,26 К становится сверхпроводником.
Значительное применение находят сплавы свинца. Пьютер (сплав олова со свинцом), содержащий 85-90% Sn и 15-10 % Pb, формуется, недорог и используется в производстве домашней утвари. Припой, содержащий 67% Pb и 33% Sn, применяют в электротехнике. Сплавы свинца с сурьмой используют в производстве пуль и типографского шрифта, а сплавы свинца, сурьмы и олова — для фигурного литья и подшипников. Сплавы свинца с сурьмой обычно применяют для оболочек кабелей и пластин электрических аккумуляторов. Соединения свинца используются в производстве красителей, красок, инсектицидов, стеклянных изделий и как добавки к бензину в виде тетраэтилсвинца (C2H5)4Pb (умеренно летучая жидкость, пары к-рой в малых концентрациях имеют сладковатый фруктовый запах, в больших-неприятный запах.
Плотность свинца в зависимости от температуры
Температура °C
Плотность г/см3
327,6
10,686
450
10,536
650
10,302
850
10,078
Сферы применения свинца
Висмутат свинца, сульфид свинца PbS, иодид свинца — применяются в качестве катодного материала в литиевых аккумуляторных батареях.
Хлорид свинца PbCl2 — применяется в качестве катодного материала в резервных источниках тока.
Теллурид свинца PbTe — широко применяется в качестве термоэлектрического материала (термо-э.д.с. 350 мкВ/К), самый широко применяемый материал в производстве термоэлектрогенераторов и термоэлектрических холодильников.
Двуокись свинца PbO2 — широко применяется не только в свинцовом аккумуляторе, но и также на её основе производятся многие резервные химические источники тока, например — свинцово-хлорный элемент, свинцово-плавиковый элемент и другие.
Свинцовые белила, основной карбонат Pb(OH)2•PbCO3 — плотный белый порошок, получается из свинца на воздухе под действием углекислого газа и уксусной кислоты. Использование свинцовых белил в качестве красящего пигмента теперь не так распространено, как ранее, из-за их разложения под действием сероводорода h3S. Свинцовые белила применяют также для производства шпатлёвки, в технологии цемента и свинцовокарбонатной бумаги.
Арсенат и арсенит свинца — применяют в технологии инсектицидов, для уничтожения насекомых — вредителей сельского хозяйства (непарного шелкопряда и хлопкового долгоносика).
Борат свинца Pb(BO2)2•h3O — нерастворимый белый порошок, используют для сушки картин и лаков, а вместе с другими металлами — в качестве покрытий стекла и фарфора.
Хлорид свинца PbCl2 — белый кристаллический порошок, растворим в горячей воде, растворах других хлоридов и особенно хлорида аммония Nh5Cl. Его применяют для приготовления мазей при обработке опухолей.
Хромат свинца PbCrO4 — известен как хромовый жёлтый краситель, является важным пигментом для приготовления красок, для окраски фарфора и тканей. В промышленности хромат применяют в основном в производстве жёлтых пигментов.
Нитрат свинца Pb(NO3)2 — белое кристаллическое вещество, хорошо растворимое в воде. Это вяжущее ограниченного применения. В промышленности его используют в спичечном производстве, крашении и набивке текстиля, окраске рогов и гравировке.
На нашем сайте, в каталоге свинцового проката, вы можете ознакомится и приобрести следующие виды продукции из свинца:
Свинцовая дробь
Свинцовый лист
Свинец в чушках
Свинцовые двери
Свинцовое окно
Свинцовые ставни
Свинцовая ширма
Свинцовая панель
Шпаклевка
Свинец получил широкое применение в медицине, используется как защитный барьер. На входе в рентген кабинет устанавливается свинцовая дверь, она входят в обязательный набор рентгенозащитного оборудования. При изготовлении дверей используются листы марок С1 и С2.
Также в комплект оборудования входят окна способные оградить врачей от воздействия излучения. Окна устанавливают между комнатой с пультом управления и смотровым кабинетом или лабораторией в металлургических производствах цехах. Свинцовые окна и двери устанавливают в лабораториях и помещениях, где есть вероятность воздействия ионизирующего излучения. 15-20 сантиметрового слоя свинца вполне достаточно, чтобы предохранить людей от действия излучения любого известного науке вида.
Ставни устанавливаются на оконный проем. Тип применяемых откатных, распашных или съемных рентгенозащитных ставень, выбирается в соответствии с архитектурно–планировочными особенностями помещений кабинета рентгенодиагностики. Конструкция ставень предусматривает непрерывную защиту от излучения как по площади оконного проема, так и в местах примыкания ставень к поверхности стен кабинета.
От рассеянного излучения при проведении рентгеновских исследований защищают ширмы. Как защитный материал используется свинец ГОСТ 9559-75. В состав конструкции входит стул с регулировкой сидения по высоте и расстоянию до защитного экрана.
Чушки используется как сырье для изготовления проката, или литых изделий по ГОСТ 3778-98, из свинца марок С1, С2, С3. Свинец обрабатывается с помощью процесса ковки, прессования, штамповки, проката или ручной обработки. Добавление легирующих элементов, таких как: олово, кальций, сурьма, медь, мышьяк, никель и кадмий дают ряд преимуществ.
Свинец нашел применение в оружейной и охотничьей сфере. Дробь применяется в снаряжении охотничьих патронов, при изготовлении грузил для рыбалки и противовесов с повышенной точностью. Большое количество свинца потребляет кабельная промышленность. При прокладке подземных или подводных магистралей применяется как изолирующий материал с защитой от коррозии.
Назад в блог статей
Свинцовые сплавы — Belmont Metals
Свинцовые сплавы — Belmont Metals
Содержит: 99,99 % свинца в различных формах, баббит на основе свинца и литейные сплавы для ювелирных изделий и декоративных изделий, 6 % сурьмяного свинца, линотипные сплавы и припои на основе свинца
Свинец обычно используется для тысяч лет, потому что он широко распространен, легко извлекается и с ним легко работать, поскольку он очень пластичен, а также легко плавится. Крупнейшим доиндустриальным производителем свинца была римская экономика с расчетным годовым объемом производства 80 000 тонн, используемым для многих применений, включая систему водоснабжения. В наше время свинец используется в строительстве, свинцово-кислотных батареях, пулях и дробях, гирях, в составе припоев, оловянных сплавов, легкоплавких сплавов и в качестве защиты от радиации.
Области применения: Баббитовые сплавы, литейные сплавы, свинцовые грузы, кирпичи для защиты от радиации, акустический лист, легкоплавкие сплавы
Формы: Чушка, слиток, дробь, лист
Подробнее
Показаны все 13 результатов
Сортировка по умолчаниюСортировать по популярностиСортировать по последнимПо алфавиту A..ZПо алфавиту Z..A
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
Сплав баббита #4
Обзор
Номинальный состав
Загрузки
1 (833) 4-СПЛАВЫ Отправить запрос предложенийОтправить запрос предложенийКупить сейчас
Свинец с содержанием сурьмы: обеспечивает прочность, текучесть и стойкость металлических сплавов
Несмотря на то, что свинец токсичен для людей, и поскольку металл не используется в пищевых продуктах или при контакте оборудования с людьми, он по-прежнему широко используется сегодня. Этот металл обладает отличной коррозионной стойкостью и пластичностью, так как его можно использовать для таких применений, как облицовка резервуаров для хранения, содержащих кислотные вещества, в производстве…
Читать далее
Типы чистого свинца и свинцовых сплавов для противовесов и других применений
Обычно, когда речь заходит о свинце, люди часто связывают его с вредным воздействием свинцовых труб и свинцовой краски, которые представляют серьезную опасность для здоровья. Несмотря на значительное сокращение использования металлического свинца в питьевой воде, жилых домах и других медицинских целях, этот металл по-прежнему широко используется. Свинец и…
Читать далее
Применение свинцовой шерсти: используется в медицинских датчиках кислорода для вентиляторов и респираторов.
Свинцовая вата хорошо известна в промышленном секторе. Этот материал часто используется для герметизации фланцев, соединений и труб. Его также можно найти в отверстиях в стенах и потолках, где может быть много излучения от оборудования, поскольку свинцовая вата защищает определенные области. Еще одна отрасль, где используется свинцовая вата…
Читать далее
Свяжитесь с нами
Типы чистого свинца и свинцовых сплавов
Обычно, когда речь заходит о свинце, люди часто связывают его с вредным воздействием свинцовых труб и свинцовой краски, которые представляют серьезную опасность для здоровья. Несмотря на значительное сокращение использования металлического свинца в питьевой воде, жилых домах и других медицинских целях, этот металл по-прежнему широко используется.
Свинец и сплавы на основе свинца просты в обработке и используются для литья, плавки и механической обработки. Металл обладает рядом различных свойств, включая коррозионную стойкость, электропроводность, смазывающую способность, коэффициент теплового сопротивления и гибкость. Это очень плотный металл, обладающий более низким уровнем прочности и твердости. Еще одним интересным свойством является то, что свинец обладает очень сильным демпфирующим эффектом, что делает его идеальным для шумоизоляции. Различные марки свинца и свинцовых сплавов используются для различных целей.
Чистый свинец
Свинец, также называемый первичным или корродирующим, чаще всего используется в США. Чистый свинец ценится за его превосходную коррозионную стойкость. Чистый свинец на 99,5% используется в свинцово-кислотных батареях для транспортных средств и систем бесперебойного питания. Он также содержится в противовесах, кирпичах для защиты от радиации, рыболовных грузилах и гильзах от пуль.
Освинцованная медь
Освинцованная медь считается сплавом с низким содержанием свинца, сплавом с высоким содержанием свинца и легкообрабатываемым сплавом в зависимости от количества свинца, добавляемого в медь. При помещении в горячую медь он не растворяется, поскольку не влияет на механические или структурные свойства меди. Вместо этого свинец обеспечивает смазывающую способность и повышает обрабатываемость меди. Свинцовая медь часто используется для подшипников.
Химический свинец
Химический свинец содержит от 0,04% до 0,08% остаточной меди. Он также имеет остаточное содержание серебра примерно от 0,002% до 0,02%. Химический свинец обладает чрезвычайно высокой устойчивостью к коррозии и окислению. Его часто можно найти в химической промышленности, поскольку возможные области применения включают трубы и резервуары.
Сурьмяный свинец
Сурьмяный свинец содержит от 1% до 25% сурьмы. Это помогает укрепить мягкий чистый свинец и добавить прочности. Свинец с сурьмой может использоваться в отливках, сетке аккумуляторных батарей, грузах колес, балластах, радиационной защите, пулях и трубах.
Мышьяк Свинец
Мышьяк может быть добавлен к свинцово-сурьмяным металлам, чтобы действовать как упрочнитель металла. Области применения включают круглую дробь и оболочку кабеля.
Свинец-кальций
Свинец-кальций представляет собой сплав, содержащий от 0,03% до 0,15% кальция, так как алюминий добавляется в качестве стабилизатора кальция. Сплав может служить заменой сурьмяного свинца для многих применений, включая сетки аккумуляторных батарей.
Металлический баббит на основе свинца
Металлический баббит изготавливается на основе свинца или олова. Это подшипниковые сплавы, которые могут содержать либо свинец с оловом, сурьмой и иногда мышьяком, либо свинец с кальцием, оловом и щелочноземельными металлами. Баббит-металлы на основе свинца часто встречаются в коленчатых валах, осях и машинах общего назначения.
Двигатель CBZB 1.2 TSI замена поршневой группы, ресурс цепи (rus.) Фотоотчет
Данный двигатель устанавливался на VW Caddy 3 (2C). Мое знакомство с этим двигателем началось не с замены масла и свечей, как это обычно бывает, а с замены поршневой группы. При сборке двигателя подготовил небольшой фотоотчет. Двигатель 1,2 TSI пробег 18 тыс.км. Причина обращения — отсутствие компрессии в третьем цилиндре. Каков же ресурс цепи двигателя 1,2 литра TSI?
Определение передува турбины по логам, двигатели TDI и др. (rus.) Фотоотчет
Самая насущная проблема в турбированных двигателях это возникновение передува. Особенно это актуально для дизельных двигателей т.к. образование сажи в выпускных газах приводит к быстрому накапливанию ее внутри турбины и подклиниванию геометрии. Сначала попробуем разобраться как происходит регулировка давления надува, а затем рассмотрим как выглядит передув в логах…
Ремонт передней и задней опоры двигателя VW Polo, подойдёт для Caddy, Golf и Vento (rus.) Фотоотчет
Руководство по ремонту бензиновых двигателей объемом 1,6 литра с буквенными обозначением:
BGU, BSE, BSF. Редакция 05.2009.
199 страниц.
Volkswagen Caddy 2011. Бензиновые двигатели (rus.) Service Training. Программа самообучения.
Содержание: Двигатель TSI 1,2 л. (буквенное обозначение двигателей: CBZA, CBZB).
Двигатель SRE 1,6 л. (буквенное обозначение двигателя: BSF).
Двигатель SRE 2,0 л. EcoFuel (буквенное обозначение двигателя: BSX).
Volkswagen Caddy 2011. Дизельные двигатели (rus.) Service Training. Программа самообучения.
Содержание: Двигатели TDI 1,6 л. (буквенное обозначение двигателей: CAYE, CAYD).
Двигатели TDI 2,0 л. (буквенное обозначение двигателей: CFHE, CFHF, CLCA, CFHC).
Audi Двигатель 1.2 л TFSI (rus.) Устройство и принцип действия. Программа самообучения 485 VW/Audi. Буквенное обозначение двигателей: CBZA CBZB.
Экономичность и тяговые характеристики двигателей уменьшенного объёма являются их главным преимуществом — прежде всего в условиях повышенного в наши дни внимания к уровню выбросов CO2. Поэтому Audi последовательно расширяет стратегическую линию развития TFSI и продолжает новым двигателем 1,2 л TFSI (63 или 77 кВт) блестящую историю успеха концепции даунсайзинга в области широко применяемых силовых агрегатов для моделей A1 и A3. При модернизации скромных по рабочему объёму, но мощных двигателей модельного ряда EA111 основной упор делался на последовательном повышении эффективности работы и облегчении конструкции. Новый двигатель с облегчённым алюминиевым блоком цилиндров и новейшей технологией сгорания оптимальным образом совмещает тяговые качества с малым расходом топлива и низкой эксплуатационной стоимостью и будет использоваться в базовых комплектациях моделей Audi.
Сконструированный «с нуля» двигатель 1.2 л TFSI, достигающий в A3 удельной мощности 87,7 л. с. на литр при рабочем объёме 1197 см3, использует те же технические решения, что и его старшие братья — двигатели 1,8 и 2,0 л. Идеальная комбинация турбонаддува и непосредственного впрыска позволяет реализовать степень сжатия 10,0:1. Это высокое значение улучшает термодинамику процессов в камере сгорания, повышает мощность и экономичность. Характерно, что маленький четырёхцилиндровый двигатель эффективен с низких оборотов. Его внушительные 175 Нм крутящего момента (в A3) достигаются уже в диапазоне 1550-4100 об/мин, а 77 кВт (105 л. с.) мощности — при 5000 оборотов. Результатом является спокойный характер движения, с малым числом переключений и низким расходом топлива. Трёхдверный Audi A3 с двигателем 1,2 л TFSI разгоняется с нуля до 100 км/ч за 11,1 секунды (A3 Sportback за 11,3 секунды). Средний расход топлива в A3 и A3 Sportback составляет лишь 5,5 л на 100 км. Выбросы CO2 находятся на уровне всего 127 г/км. По сравнению с предшествующим двигателем (1,6 л MPI) мощностью 75 кВт (102 л. с.) расход топлива снизился более чем на 1 л/100 км.
Содержание: Введение: Технические характеристики, Механическая часть двигателя: Меры по уменьшению массы двигателя, Блок цилиндров, Кривошипно-шатунный механизм, Цепной привод, Головка блока цилиндров, Вентиляция картера, Вакуумная магистраль, Система смазки: Контур системы смазки, Масляный фильтр, Система наддува: Обзор, Контур наддувочного воздуха, Регулятор давления наддува V465 и датчик положения регулятора давления наддува G581, Работа регулирования давления наддува, Система охлаждения: Обзор, Система охлаждения наддувочного воздуха, Система охлаждения двигателя, Система регулирования температуры, Отключаемый насос ОЖ, Система питания: Схема системы, Форсунки N30 — N33, Система управления двигателя: Обзор системы Simos 10 в Audi A3, Блок управления двигателя J623, Режимы, Система зажигания, Обслуживание: Специальный инструмент, Обслуживание автомобиля, Приложение: Словарь специальных терминов, Контрольные вопросы, Итоги, Программы самообучения.
Информация по ремонту двигателей VAG / Engines repair
Данная информация по ремонту двигателей подходит ко всем автомобилям VAG. Для того чтобы быстро найти документацию по Вашему двигателю просто нажмите на клавиатуре Ctrl-F и наберите буквы своего двигателя. Например: 2E или BSE (только на английском языке!)
Система охлаждения, отопления, вентиляции и кондиционирования
(Cooling, Heating, Air Conditioning and Climate Control Systems)
Замена радиатора двигателя на VW Golf Plus (rus.) Фотоотчет. Процедура применима для автомобилей на платформе A5.
Мойка радиаторов охлаждения двигателя на автомобилях построенных на платформе Фольксваген A5 (PQ35) (rus.) Фотоотчет
Установка жидкостного отопителя Webasto Termo Top V на автомобили построенные на платформе A5 (PQ35) (rus.) Фотоотчет
Замена помпы V55 Webasto Termo Top V на автомобилях построенных на платформе A5 (PQ35) (rus.) Фотоотчет
Auxiliary heater, Workshop Manual (eng.) Руководство по ремонту отопителя Webasto Thermo Top V. Редакция 09.2008
Автономный стояночный отопитель Webasto Thermo Top V устанавливался вместе с двигателями:
AXX, AZV, BAG, BKG, BKC, BJB, BLF, BLN, BLP, BLS, BRV, BSE, BSF, BMM, BLG, BMY, BPY, BWA, BKD, BMN, BGU, BLX, BLY, BLR, BUB, BVX, BVY, BVZ, BXE, BXF, BXJ, CAVD, CAWB, CAXA, CBAB, CBRA, CBFA, CCTA, CHGA на многие автомобили, в том числе на Volkswagen Caddy 3 (2CA, 2CB, 2CH, 2CJ) 2011 — 2015
Содержание (группы ремонта): 82 — Auxiliary heating.
Repairing auxiliary heater Thermo Top V, Removing and installing auxiliary heater Thermo Top V, Connecting auxiliary heater Thermo Top V to coolant circuit, Fuel supply for auxiliary heater Thermo Top V, Regulation of auxiliary heater Thermo Top V, Electric engine preheater, 230V or 115V, Checking connector, Testing safety switch, Removing and installing engine preheater, Connecting engine preheater into cooling circuit — 2. 0L FSI, 1.9L TDI, 1.6L MPI.
Ремонт автономного отопителя Thermo Top V, Снятие и установка автономного отопителя Thermo Top V, Подключение автономного отопителя Thermo Top V к контуру охлаждающей жидкости, Подвод топлива для автономного отопителя Thermo Top V, Регулировка автономного отопителя Thermo Top V, Электрический подогреватель двигателя, 230 В или 115 В , Проверка разъема, Проверка предохранительного выключателя, Снятие и установка подогревателя двигателя, Подсоединение подогревателя двигателя к контуру охлаждения — 2,0 л FSI, 1,9 л TDI, 1,6 л MPI.
64 страницы. 1 Mb.
Общая информация по системам охлаждения, отопления и вентиляции
Подходит ко многим автомобилям VW, Skoda, SEAT, Audi
Много информации по системе охлаждения, относящаяся к конкретным типам двигателей, находится в разделе «Двигатели»
Системы впрыска, зажигания
(Injector, ignition system)
Системы впрыска и зажигания
Данная информация по системам впрыска подходит ко всем автомобилям VW, Skoda, SEAT, Audi.
Общая информация по системам зажигания
Подходит ко многим автомобилям VW, Skoda, SEAT, Audi
Подходит ко многим автомобилям VW, Skoda, SEAT, Audi
Передняя и задняя подвеска
(Front and rear suspension)
Замена наружного ШРУС на Volkswagen Caddy (rus.)
Фотоотчет как заменить наружный ШРУС на Volkswagen Caddy 2011 года выпуска. ШРУС решил поменять по причине щелчков при выкручивании руля в крайнее положение, во время разворота. Наружная граната на Кадди вышла из строя по причине продолжительной езды с порванным пыльником. В целом работа несложная, но могут возникнуть проблемы со снятием ШРУСа со шлицевой части приводного вала…
Признаки люфта: Плохая работа сцепления, затрудненное выключение первой передачи и заднего хода. В некоторых случаях невозврат педали сцепления. В основном проблема возникает после того как люди поездят с гремящим маховиком…
Двухмассовый маховик, рекомендации после проведеной замены маховика (rus.) Фотоотчет
6-speed manual gearbox 02Q (eng.) Заводское руководство по ремонту МКПП 02Q.
Информация по ремонту коробок передач VAG / Transmission repair
Данная информация по ремонту коробок передач подходит ко всем автомобилям VAG.
Кузов
(Body)
Ремонт фары, установка оригинального ремкомплекта фар (rus.) Фотоотчет
При несильном ударе в ДТП два из трёх пластмассовых кронштейна фары отвалились, корректор перестал поднимать линзу, погас габарит и слетел хромированный колпак внутри. Его сдёрнула с места полетевшая вперёд линза. Чтобы добраться до фары и заодно посмотреть остальные сюрпризы снимаем решетку радиатора и бампер…
Снятие обшивки двери водителя (rus.) Фотоотчет
Замена дверной петли (rus.) Фотоотчет.
Общая информация по кузову, шинам и дискам
Подходит ко многим автомобилям VW, Skoda, SEAT, Audi
Электрооборудование
(Electrical equipment)
VW Caddy 2004-2015. Electrical system (eng.) Workshop Manual
VW Caddy 2004 ➤, VW Caddy 2011 ➤ Редакция 10.2014
Подробное руководство по ремонту электрооборудования Фольксваген Кадди:
Замена реле зарядки генератора Bosch 140А, номер по VAG: 06F 903 023 F (rus.) Фотоотчет
Ремонт динамиков задних дверей VW Golf Plus, актуально для платформ А5, А6 и др. (rus.) Фотоотчет
Volkswagen Caddy 2011. Электрооборудование / электроника (rus.) Service Training. Программа самообучения.
Содержание: Фары, Блок предохранителей, Блок управления бортовой сети, Топология шин данных, система антенн, Комплект для подключения телефона.
Включение дневных ходовых огней (DRL) на автомобилях Фольксваген с помощью диагностического адаптера (rus.) Фотоотчет
Информация подходит для автомобилей: VW Passat B6 (3C), VW Passat CC (357), VW Touran (1T), VW Golf 5 / Jetta 5 (1K), VW Golf 6 (5K), VW Golf Plus (5M), VW Caddy (2K), VW Scirocco (137), Skoda Octavia A5 (1Z), Audi A3 (8P), Audi TT (8J), SEAT Leon Mk2 (1P), SEAT Altea (5P) и многих других.
Установка ассистента дальнего света и датчика дождя на автомобилях Фольксваген, платформа А5 и выше (rus. ) Фотоотчет
Машина глохнет на ходу, гаснет панель приборов — замена реле клеммы 15 (rus.) Фотоотчет.
Симптомы переодической проблемы: все стрелки на приборной панели падают на 0, машина встает или после поворота ключа в замке зажигания не загорается индикация на панели приборов.
Установка системы контроля давления в шинах на автомобили Фольксваген, платформа А5 (rus.) Фотоотчет
Установка штатных противотуманных фар (ПТФ) на VW Golf 5, VW Golf Plus, VW Touran и др. авто платформы А5 (rus.) Отчет по ремонту
Ремонт передних стеклоочистителей, проблемы и способы их устранения, платформа A5 / PQ35 (rus.) Фотоотчет
Ремонт антенны (усилителя) на крыше автомобиля, (платформа PQ35) (rus.) Фотоотчет
Общая информация по электрооборудованию
Подходит ко многим автомобилям VW, Skoda, SEAT, Audi
Магнитолы и радионавигационные системы Volkswagen, Audi, Skoda, Seat
Документация по автомагнитолам и навигации Фольксваген, Ауди, Шкода, Сеат
Общая документация по автомобилю
Volkswagen Caddy 2011 (rus. ) Устройство и принцип действия. Программа самообучения 472 VW/Audi. С выводом на рынок Caddy 2004 и Caddy Maxi 2007 марка Volkswagen уже заняла лидирующие позиции в сегменте компактных развозных автомобилей/минивэнов. Рецепт успеха — последовательное воплощение традиционных преимуществ коммерческих автомобилей Volkswagen с учётом потребностей и ожиданий покупателей, а также специфики конкретных рынков сбыта. К таким преимуществам относятся, прежде всего, традиционно высокое качество автомобилей, их надёжность, безотказность и долговечность — в сочетании с великолепными потребительскими свойствами и образцовой экономичностью.
Новый VW Caddy 2011 продолжает развивать этот успех за счёт применения самых современных технических решений. Caddy 2011 получает помимо полностью переработанной линейки двигателей высокоэффективные 6 и 7ступенчатые коробки передач DSG, систему Blue Motion Technology и серийно устанавливаемую ESP. Многочисленные доработки и усовершенствования в салоне повышают общее удобство пользования автомобилем. Снаружи новый Caddy 2011 можно узнать по обновлённой передней части.
Содержание: Введение, Модельный ряд Caddy 2011, Технические характеристики, Кузов, Концепция салона, Системы пассивной безопасности, Концепция пассивной безопасности, Двигатели, Сочетания двигателей и коробок передач, Двигатели, Ходовая часть, Передняя подвеска, Задняя подвеска, Рулевое управление, Тормозная система, Отопитель и климатическая установка, Климатическая установка, Электрооборудование, Бортовая сеть — основные компоненты, Топология шин данных, Освещение, Аудиосистема, навигационная система, телефон, Аудиосистемы и радионавигационные системы, Концепция установки антенн, Комплект для подключения мобильного телефона.
Volkswagen Caddy 2011. Общее представление (rus.) Service Training. Программа самообучения.
Etsy больше не поддерживает старые версии вашего веб-браузера, чтобы обеспечить безопасность пользовательских данных. Пожалуйста, обновите до последней версии.
Воспользуйтесь всеми преимуществами нашего сайта, включив JavaScript.
Найдите что-нибудь памятное, присоединяйтесь к сообществу, делающему добро.
( 279 релевантных результатов,
с рекламой
Продавцы, желающие расширить свой бизнес и привлечь больше заинтересованных покупателей, могут использовать рекламную платформу Etsy для продвижения своих товаров. Вы увидите результаты объявлений, основанные на таких факторах, как релевантность и сумма, которую продавцы платят за клик. Узнать больше.
)
Комплект подвески Street Volkswagen Caddy III
Комплект подвески Volkswagen Caddy III
Комплект подвески MTS Technik для Volkswagen Caddy III , опускание обеих осей на 35–90 мм. Посвящается годам: 04.03 — 15.05, для версии двигателя: 1.2TSI / 1.4 / 1.6 / 2.0 / 1.6TDI / 1.9TDI / 2.0SDI / 2.0TDI.
Гарантия 2 года без ограничения пробега, что подтверждает высокое качество.
Детали подвески отличаются повышенной коррозионной стойкостью и изготовлены из материалов высочайшего качества.
Использование двухтрубной технологии гарантирует стабильную работу амортизатора.
Сжатый газ давит на гидравлическую жидкость, устраняя эффект «вспенивания» масла (нежелательное и характерное для масляных амортизаторов явление), что означает более высокую эффективность при продолжительной, интенсивной работе.
Специально подобранный тип резьбы и широкий диапазон регулировки подвески позволяют оптимально настроить высоту автомобиля.
Инновационная пружинная опора hexaCOIL, значительно повышающая удобство регулировки высоты подвески.
Двойные амортизаторы из оцинкованной стали, а также регуляторы и колпачки из анодированного алюминия для обеспечения повышенной коррозионной стойкости.
Койловерные пружины производства Eibach, мирового лидера в производстве спортивных пружин.
Отзывы пользователей
Чтобы оценить этот продукт или добавить новый отзыв, вам необходимо .
Обязательно проверьте максимально допустимые нагрузки на обе оси вашего автомобиля. Это важная информация! Только если эти значения не превышены, у вас есть гарантия, что занижение автомобиля и работа подвески будут соответствовать каталогу. Эти данные вы найдете только на паспортной табличке автомобиля. Обычно используется кодировка 1 — XXX кг / 2 — XXX кг, где соответственно «1 -» — максимально допустимая нагрузка на переднюю ось, а «2 -» — максимально допустимая нагрузка на заднюю ось. Запишите эти значения и сравните их с каталогом. Если какой-либо из них превышает значение из каталога, значит, товар не предназначен для вашего автомобиля.
1076 — 1235 кг
Макс. Нагрузка на ось RA:
Обязательно проверьте максимально допустимые нагрузки на обе оси вашего автомобиля. Это важная информация! Только если эти значения не превышены, у вас есть гарантия, что занижение автомобиля и работа подвески будут соответствовать каталогу. Эти данные вы найдете только на паспортной табличке автомобиля. Обычно используется кодировка 1 — XXX кг / 2 — XXX кг, где соответственно «1 -» — максимально допустимая нагрузка на переднюю ось, а «2 -» — максимально допустимая нагрузка на заднюю ось. Запишите эти значения и сравните их с каталогом. Если какой-либо из них превышает значение из каталога, значит, товар не предназначен для вашего автомобиля.
-1300 kg
Lowering FA:
35 — 90 mm
Lowering RA:
35 — 90 mm
Camber / top mount FA:
NO
CAMBER / TOP MOUNT RA:
NO
Главная пружина Coilover (спереди):
. Сертификат:
yes
Download instruction:
Download instruction
Download installation manual:
Download installation manual
Download TUV Certificate:
Download TUV Certificate
Download instruction Скачать
Скачать инструкцию по установке Скачать
Скачать сертификат TUV Скачать
В комплекте
См. также
Амортизатор Performance (Задний) Volkswagen Caddy III
55,00 €
Регулируемые пластины развала/кастера (передние) Volkswagen Caddy III
259,00 €
Coilover Главная Пружина (Front Volkswagen Caddy) III
85,00 €
Шоководный поглотитель (задний) Volkswagen Caddy III
Производитель: Все»Бежецксельмаш»-CELIKELMADE IN UKRAINEАльянсАО «Тюменский Аккумуляторный Завод»Бастионг. Новосибирскг. Омскг.Брестг.ПермьДайдо Металл Русь (Заволжье)Изготовленно в РоссииИталияКомпания «Институт Агротехники»Компания «Навигатор-Новое машиностроение»КУБАНЬЭЛЕКТРОМАШОАО «АЛТТРАНС»ОАО «Балаковорезинотехника»ОАО «Кузембетьевский РМЗ» Республика ТатарстанОАО «Минский тракторный завод»ОАО «МордовАгроМаш»ОАО «Череповецкий литейно-механический завод»ОООООО «Агросила»ООО «АЗАС» г. БарнаулООО «АЛЗ»ООО «АМК» г. БийскООО «АСМ» г. БарнаулООО «АТ-Сервис»ООО «Гидравлика-Н» г. НовосибирскООО «Евромаш»ООО «МордовАгроМаш»ООО «МПИ-АГРО»ООО «Нива-Сельхозтехника»ООО «Новые Торговые Технологии»ООО «ПРОФРЕМСТРОЙ»ООО «СДСМ» г. БарнаулООО «СибДорСельМаш»ООО «Сибирь-Техника» г. БарнаулООО «Смолсельмаш»ООО «Соль-Илецкий машиностроительный завод»ООО «Спецоборудование-2″ООО «Спецоборудование-2» г. НовосибирскООО «СХТ-Сибирь» г. БарнаулООО «ТермМикс»ООО «Технорай»ООО «Торемо Рус»ООО «УНИСИБМАШ» г. НовосибирскООО «Эноросси Рус», ИталияООО НПФ «Агромаш»ООО ПКФ «Технорай» г. БарнаулООО ТД «Бобруйскагромаш»ПермьРТИ БалаковоРуслан-Комплект Украина
Новинка: Вседанет
Спецпредложение: Вседанет
Результатов на странице: 5203550658095
Радиальный шарикоподшипник MAEDLER однорядный внутренний диаметр 10 мм внешний диаметр 19 мм ширина 5 мм экранированный с обеих сторон Артикул: 61800-ZZ-MAE
Описание
Дополнительная информация
Артикул
61800-ЗЗ-МАЭ
d [мм]
10
D [мм]
19
B [мм]
5
Тип
beidseitig Deckscheiben
Номинальная нагрузка дин. С [кН]
1,72
Номинальная нагрузка стат. C0 [кН]
0,84
Максимальная скорость [мин 1]
24.000
Вес [г]
5,5
СТРАНИЦА ПРОДУКТА В КАТАЛОГЕ
CAD-ФАЙЛЫ (щелкните, чтобы загрузить)
Если вам нужна доработка или изготовление изделия на заказ, пожалуйста, свяжитесь с нами напрямую с вашим запросом.
Предоставленные 3D-модели, изображения и технические чертежи выполнены с разумной тщательностью. Тем не менее ответственность за точность и правильность этих данных исключена.
Однорядные радиальные шарикоподшипники с глубоким желобом Материал: Подшипниковая сталь. – Стандартные шарикоподшипники высокого качества. – Наиболее распространенный тип подшипника . — Используется для высокой скорости. – Нечувствителен в использовании и обслуживании . – На выбор: с металлическими щитками без трения ZZ (= 2Z) или с контактными резиновыми уплотнениями 2RS. Температурный диапазон: от -20°C до +90°C (зависит от типа смазки), кратковременно до 110°C. Другие версии или другие типы подшипников по запросу.
Доступность: 2 в наличии (заказы доставляются в течение 1-2 недель)
MAEDLER Радиальный шарикоподшипник однорядный внутренний диаметр 10 мм внешний диаметр 19 мм ширина 5 мм экранированный с обеих сторон Артикул: 61800-ZZ-MAE количество
Теги Дюйм / Метрическая Метрическая, Номинальная нагрузка дин. C [кН] 1,72, Стат. C0 [кН] 0,84, Максимальная скорость [мин 1] 24.000, Typebeidseitig Deckscheiben, Вес [г] 55
Имперские миниатюрные подшипники | Шариковый подшипник с удлиненным внутренним кольцом
Миниатюрные подшипники из нержавеющей стали с удлиненным внутренним кольцом для размеров вала от 0,0469 дюйма до 0,3125 дюйма Размеры и технические чертежи см. в приведенной ниже таблице продуктов Фланцевые варианты см. ниже в разделе Варианты продукции.
Эти миниатюрные подшипники из нержавеющей стали имеют внутреннее кольцо, которое шире наружного кольца на 0,0312 дюйма (0,0156 дюйма с каждой стороны). Эти подшипники легче монтировать, так как более широкое внутреннее кольцо устраняет необходимость в прокладках или шайбах. Миниатюрные подшипники с удлиненным внутренним кольцом также доступны с фланцем на наружном кольце. См. Варианты продуктов ниже для получения более подробной информации.
Подшипники из нержавеющей стали с фиксатором из нержавеющей стали и подходящей высокотемпературной смазкой могут использоваться при постоянной температуре 250°C или кратковременной температуре до 300°C. Выше этих температур нагрузочная способность нержавеющей стали снижается, поэтому мы рекомендуем полностью керамические подшипники для использования при температурах выше 300°C. Эти подшипники подходят для использования в умеренно агрессивных средах, поскольку сталь устойчива к коррозии, но на нее воздействует морская вода и более сильные кислоты или щелочи.
Эти экранированные подшипники обычно предварительно смазываются консистентной смазкой, но также могут поставляться с инструментальным маслом для приложений с низким крутящим моментом или полностью сухими для приложений с очень низкими скоростями, где требуется очень низкое сопротивление вращению. Благодаря собственному смазочному оборудованию наши миниатюрные подшипники из нержавеющей стали можно повторно смазывать в соответствии с требованиями заказчика.
Нажмите INFO в строках ниже, чтобы просмотреть технические чертежи подшипников с удлиненным внутренним кольцом с данными о нагрузке и скорости. Показанные значения грузоподъемности относятся к подшипникам из нержавеющей стали AISI-440C. Грузоподъемность выше для подшипников EZO KS440. Обратите внимание, что в теоретических расчетах срока службы используются максимальные нагрузки и скорости. Рекомендуется использовать подшипники при значительно меньших номинальных нагрузках и скоростях, чтобы обеспечить достаточный срок службы подшипников.
Фланцевые миниатюрные подшипники с удлиненным внутренним кольцом
Mon Feb 27 2023 11:29:24 GMT+0200 (Eastern European Standard Time)
0
5 900 $ • 233 168 грн
262 тыс. км
Черноморск (Ильичевск) ( от )
Дизель, 2.4 л.
Ручная / Механика
Тойота И-ате лонг …
1679320355.267
{countResult} авто по параметрам:
Смотреть все {countResult} объявлений →
С Toyota Hiace также ищут
Купить авто
Марки машин
Купить авто бу
Технические характеристики авто
Toyota
Toyota Hiace
Фото Toyota Hiace
Технические характеристики Toyota Hiace
Другие сервисы
Проверить авто
Автодилеры Toyota
Технические характеристики Toyota Hiace
Автосалоны Toyota
Новые Toyota
Запчасти
СТО Toyota в Украине
ВНИМАНИЕ!
В Вашем браузере отключен JavaScript.
Функциональность страниц может быть ограничена или вовсе не возможна.
Включите JavaScript,
это займет всего пару минут.
Включить
Внимание! Вы используете режим «Частный доступ».
Отключите режим приватного доступа, чтоб воспользоваться поиском б/у авто.
Как отключить?
Отзыв владельца Toyota Hiace (Тойота Хайасе) 2000 г.
Владею Хайсом вот уже пол года и готов поделиться впечатлениями и оставить отзыв о данном автомобиле.
Начнём с начала. До него был Паджеро 93 года бензинка, трёхлитровый, пятидверый, О машине ничего плохого сказать не могу… большой, видный, проходимый, крепкий вместительный, да и простой как грабли, всё всегда делал в нём сам. Всё сделал в нём для себя… проклейка шумкой, музыка мощная, ну вообщем всё такие прибомбасы для удобства, а так же всю ходовку перетряхнул от и до.
Но года всё же взяли своё, начались проблемы сначала маленькие, а потом уже весомые и бьющие по карману, причём очень сильно (всё-таки Митсубиси уж больно дорого на него всё, да и в Иркутске мало что найдёшь).., начиная от гниения кузова, заканчивая двигателем проблемы. И вот одним летним солнечным деньком совместным семейным решением было принято решение продать Падж и купить что-то другое, написал объявление, выставил за 280 т. р.
На обмен рассматривались Ипсум, Сурф, Прадо, Хайс, Таун, Ноах… ну и подобные, с доплатой естественно с моей стороны. И вот листая объявления о продаже данных автомобилей и предлагая обмены, наткнулся на сей Хайс, созвонился, договорились о встрече посмотреть машины, и вот приехали мы с другом первые впечатления весьма положительные: ровный кузов, целый салон, чистый ровноработающий двигатель 1KZ не дымящий, богатая комплектация Super Custom G, красивое литьё, правда резина вся разная, три люка, два из них электрических, обвесы даже есть… В общем, всё на месте, ну есть конечно мелочёвка, всё-таки тоже не с салона машина. В общем машина понравилась нам по всем параметрам, и хозяин согласился на обмен с доплатой, на которую я рассчитывал, потом мы другие варианты даже смотреть не стали, лучше я думаю не нашли бы… на следующий день всей семьёй поехали к нему меняться, всё оформили, доплатили, пожали руки и разъехались.
Едем… сидишь высоко, даже выше чем в джипе.:)) Сразу чувствуется тяга дизеля, сразу отличается от бензина, разгоняется быстрее, турбина дует. Еду довольный как слон.:) За первый месяц эксплуатации заменил масло в движке, ну и так кое какие расходники. Так как машины до этого ходила в основном в пригороде, износились бронзовые втулки в ступице передних колёс, купил 1700 делов, заменил сам в гараже, заодно набил смазки в гранаты, в привода, результат на лицо, машина стала намного мягче идти, особенно по гравийке. Так же вскоре заменил передние колодки, поставил хорошие японские, до сих пор износа не заметил. В движок лью Шелл Хелликс 10W40 для дизелей + фильтр фирменный японский (корейский, да и вообще корейские запчасти не приемлю). Замена каждые 5000 км, только уже на 4000 км масло уже чёрное как сапог… видимо из-за качества нашей солярки, раньше заливался на крайсе, но потом заметил, что недолив там конкретный, да и вообще солярка оставляет желать лучшего.
Топливник меняю каждые 10000 км так же ставлю японский. К зиме заменил рулевые наконечники, жижу в гидраче, поставил зимнюю резину, сделал сход/развал, продул заднюю печку, до передней так руки и не дошли, надо бы тоже продуть, так как зимой в -25 сильно, то не разжаришься в салоне. Машина у меня стоит в тёплом гараже, поэтому проблем с запуском нет, иногда на улице возле дома оставляю, всегда заводится, но только не с брелка. Хотя многие утверждают, что запуск дизеля в холод это целая пытка, я б так не сказал, если есть котёл и исправна аппаратура с запуском проблем быть вообще не должно.
В целом машиной я доволен и устраивает меня во всём, думаю даже нет смысла перечислять все прелести Хайса — это мировая машина, не нуждающаяся в рекламе.:) Не даром говорят, это лучший японский бас в своём классе, поменять на что-то другое даже мысли нет, в будущем если только на Альфред. .. Хотя с дизеля на бензин уже вряд ли когда-то пересяду.:)
Обзор Toyota HiAce 2000 г. – Вождение
Обзор владельца
02:0123 Июль 2017 г.
Toyota HiAce, прочный фургон, который на протяжении десятилетий выбирают поставщики, курьеры и самозанятые. Это не значит, что сейчас нет лучших предложений, но для модели года, которую мы рассматриваем (так сказать, 2000 года), Toyota HiAce будет лучшим выбором.
Что мы любим
Большой и удобный салон
Впечатляющий поворотный круг
Сверхнадежный
Достойная управляемость для фургона
Что мы не делаем
Расход топлива
Качество звуковой системы
Только кассета и радио AM/FM
В то время как многие считают фургоны не более чем универсальным транспортным средством, у тех, кто ездит на них, нет иного выбора, кроме как хотя бы попытаться полюбить то, чем они управляют. Каждому свое, наверное.
На чем я ездил раньше? Некоторые из вас могут быть шокированы, поэтому, если вы стоите в автобусе, вам лучше найти место. Если вы читаете это за рулем автомобиля, вам лучше остановиться и остановиться, стат.
Конечно, это был другой фургон, по причине работы водителем-курьером. Какой именно фургон? Совершенно новая Toyota HiAce TRh301R LWB бензиновый автомат, куплена новой в 2014 году за $35990.
Очередь вздохи, я кратко объясню, почему я «понизил». Но с моей точки зрения, как многолетнего водителя фургона, это был скорее апгрейд.
Этот бензиновый автомат РЖ203Р SWB 2,4 литра у нас уже два года и особо не о чем писать, хотя работает без нареканий. Ему может не хватать комфорта современных фургонов, однако по сравнению с текущей итерацией HiAce это определенно находка.
Дело было не в деньгах. Этот РЖ203Р принадлежал дальнему члену семьи, который хотел продать его, чтобы получить более новую версию. Я не мог отказаться от тест-драйва, и один тест-драйв спустя меня зацепил. Мы не закончили тем, что сделали обмен, поскольку он был после дизеля.
Ваше первое впечатление — это то, сколько места впереди по сравнению с нынешним HiAce. Это настолько распространено, что вы сошли бы с ума, если бы не заметили. Похоже, чтобы максимально увеличить грузовое пространство текущей модели, они сдвинули сиденья водителя и пассажира ближе к передней части фургона и приподняли приборную панель. Любой, кто ростом 6 футов и арендовал или водил HiAce текущего поколения, знает, как сложно сесть в фургон.
Колесная арка также кажется выше, а значит, сиденье стало еще выше. Ежедневный неловкий вход и выход начинает сказываться на вашем теле. С моим РЖ203Р я могу просто запрыгнуть и удобно сесть, а затем соскользнуть, чтобы выбраться, что очень похоже на большинство внедорожников по высоте дорожного просвета.
В результате более низкой приборной панели на РЖ203Р обзорность больше и ощущения почти как у автобуса. Кроме того, благодаря продуманному дизайну стало больше места для головы и ног, что делает старый HiAce хорошим выбором, если вам нужны комфорт водителя и простор в салоне.
Что касается управления, то это очень заметно. Нынешнее поколение HiAce было крайне страшно заезжать в повороты. В текущей версии он казался слишком тяжелым, а крен кузова был гораздо более выраженным. РЖ203Р, кажется, входит в повороты немного элегантнее, чем его младшая сестра, и чрезвычайно заметен, по крайней мере, для такого фанатика фургонов, как я.
Что касается двигателя, то текущая модель без сомнения берет корону. 2,7-литровый 2TR-FE — это не ракетная коробка, однако он отлично справляется даже с нагруженным фургоном. У него много низкого крутящего момента, и он разгоняет фургон до скорости с минимальными усилиями.
Также напугал некоторых людей на автостоянках из-за тихой работы двигателя на холостом ходу. 2,4-литровый 2ZR-FE, установленный на РЖ203Р, действительно намного медленнее, чем нынешний бензиновый двигатель, но в свое время он был адекватным. Обратите внимание на обозначение FE; электронный впрыск топлива появился на борту примерно в конце 1998 года, так что стоит проверить, не собираетесь ли вы приобрести один из этих HiAce.
Еще одна особенность, в которой текущая модель превосходит предыдущую, — это грузоподъемность. В то время как текущее поколение рассчитано на грузоподъемность 6,0 кубических метров, я предполагаю, что в этот РЖ203Р с короткой колесной базой можно поместить только 5,0 кубических метров.
Кроме того, вы получаете подушки безопасности водителя и пассажира, камеру заднего вида и улучшенную аудиосистему с CD, USB и AUX.
На этом вечеринка заканчивается.
В целом обе версии представляют собой отличные грузовые фургоны, которым не хватает изысканности, скажем, по сравнению с VW Transporter, Mercedes Vito или даже Hyundai iLoad. Однако из этого обзора следует, что новая машина не всегда означает лучший продукт в целом.
Надеемся, что с выпуском HiAce нового поколения они увеличат пространство и комфорт салона. Большинству из вас может показаться безумием, что я продал совершенно новый фургон за 17-летний возраст, но комфорт и управляемость имеют значение, если вы проезжаете по дороге несколько сотен километров каждый день. И если вы немного крупнее с точки зрения сборки, новее не значит лучше. Вы можете получить грузовое пространство, но всегда есть чем пожертвовать, а именно пространством в салоне и вашим комфортом.
Может быть, поэтому водители-курьеры в кубовидных HiAc всегда сердитые и расстроенные…
2 изображения
Производительность и экономичность
Цена и характеристики
Плавность хода и управляемость
Пространство и комфорт салона
Технологии и возможности подключения
Подержанный фургон Toyota Hiace 2000 г. на продажу
. (Мин) 500 долл. США 1 000 долл. США 1500 долл. США 2 000 долл. США 3 000 долл. США 4 000 долл. США 5 000 долл. США 6 000 долл. США 7 000 долл. США 8 000 долл. США 9 000 долл. США 10 000 долл. США 11 000 долл. США 13 000 долл. США 14 000 долл. США 16 000 долл. США 16 000 долл. США 17 000 долл. США 18 000 долл. США. 30 000$ 35 000$ 40 000$ 45 000$ 50 000$ 55 000$ 60 000$ 65 000$ 70 000$
(max) 500 долл. США 1 000 долл. США 1500 долл. США 2 000 долл. США 3 000 долл. США 4 000 долл. США 5 000 долл. США 6 000 долл. США 7 000 долл. США 9 000 долл. США 10 000 долл. США 11 000 долл. США 12 000 долл. США 13 000 долл. США 14 000 долл. США 16 000 долл. США 17 000 долл. США 19 000 долл. США 20 000 долл. США. 25 000 долл. США 30 000 долл. США 35 000 000 долл. США 40 000 долл. США 45 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 000,9 0003
(мин) 500 долл. США 1 000 долл. США 1,500 долл. США $ 3 000,000 долл. США 5 000 долл. 12 000 долл. США 13 000 долл. США 14 000 долл. США 15 000 долл. США 16 000 долл. США 18 000 долл. США 18 000 долл. США 20 000 долл. США 25 000 долл. США 30 000 долл. США 35 000 долл. США 40 000 долл. США 45 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 000 9 000 долл.0003
(max) 500 долл. США 1 000 долл. США 1500 долл. США 2 000 долл. США 3 000 долл. США 4 000 долл. США 5 000 долл. США 6 000 долл. США 7 000 долл. США 9 000 долл. США 10 000 долл. США 11 000 долл. США 12 000 долл. США 13 000 долл. США 14 000 долл. США 16 000 долл. США 17 000 долл. США 19 000 долл. США 20 000 долл. США. 25 000 долл. США 30 000 долл. США 35 000 долл. США 40 000 долл. США 45 000 долл. США 50 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 0009
МАГУЛА
BODYTYPE
ENGIN
Принадлежности
Скидки
Кампании
ИЗБЕРЫ. Продажа Land Cruiser 100 без посредников
Надежный б/у Toyota Sprinter Carib
Toyota Alphard 2009
Fuel efficient Toyota Hilux Surf 2007
Toyota Kluger 2004 cheap price for sale
Cheap Japanese used Toyota Allex 2001 low mileage
(7 Results)
View as
Show
15 автомобили24 автомобиля48 автомобилей96 автомобилей
Сортировать по
РелевантныеНовые поступленияЦена автомобиля от низкой до высокойЦена автомобиля от высокой к низкойОбщая цена от низкой к высокойОбщая цена от высокой к низкойГод от новой к старойГод от старой к новойПробег от низкой к высокойПробег от высокой к низкойДвигатель от высокой к низкойДвигатель от низкой к высокойСкидка % от высокой к низкойСкидка % от низкого до высокого ETA от более позднего до более раннего ETA от более раннего до более позднего
30
Toyota Hiace Van
CFJ8381018
Like this carCompareShare
2000
84,000 km
2,000 cc
US$ 6,937
Узнать больше1107
2000 Feb
138,100 km
2,000 cc
US$ 9,061 US$ 7,963
Inquire to know
30
Toyota Hiace Van
CFJ8309216
Like this carCompareShare
2000
190,000 km
2,000 cc
US$ 8,640
Inquire to know
31
Toyota Hiace Van
CFJ8274992
Like this carCompareShare
2000 Sep
144,000 km
3,000 cc
Grade 4
US $ 15 996
Inquire по знанию
33
-29%
TOYTA HICE VAN
TOYTA HICE VAN
TOYTA HIA. 0106
CFJ7720808
Like this carCompareShare
2000
185,000 km
3,000 cc
US$ 15,177 US$ 10,842
Inquire to know
53
Toyota Hiace Van
CFJ7885162
Like this carCompareShare
2000
240,000 km
3,000 cc
US$ 7,469
Inquire to know
48
-15%
Toyota Hiace Van
CFJ7637643
Like this carCompareShare
2000
310,000 km
3,000 cc
Grade 3
US$ 13,031 US$ 11,026
Inquire to know
Сортировать по
РелевантныеНовые поступленияЦена автомобиля от низкой до высокойЦена автомобиля от высокой к низкойОбщая цена от низкой к высокойОбщая цена от высокой к низкойГод от нового к старомуГод от старого к новомуПробег от низкого к высокомуПробег от высокого к низкомуДвигатель от высокого к низкомуДвигатель от низкого к высокомуСкидка % от высокого к низкомуСкидка % от низкого к высокомуETA Later в EarlyETA Early to Later
Если вы ищете Toyota Hiace Van 2000 для продажи , CAR FROM JAPAN — это то, что вам нужно.
На нашем сайте клиенты могут выбрать нужный Toyota Hiace Van 2000 б/у на продажу . Имея в наличии тысячи автомобилей, мы — CAR FROM JAPAN — предлагаем варианты с различными типами двигателей, салонов, трансмиссий и установленными функциями, которые соответствуют вашим потребностям. Мы также предлагаем различные высококачественные модели на нашем складе, которые соответствуют вашему бюджету, и отправляем их по всему миру.
Водители со всего мира ищут Toyota Hiace Van 2000 для продажи из Японии. Покупатели хотят эту модель из-за ее удивительно прочных компонентов.
Автомобиль также имеет хорошее качество благодаря отличному обслуживанию. Несмотря на то, что это может быть подержанный автомобиль, его состояние несравнимо. Японские водители очень хорошо заботятся о своем автомобиле из-за своей страсти к точности и совершенству.
Помимо надежности, эта модель не только оснащена первоклассными технологиями, но и разработана с приятной эстетикой, которая не устаревает.
Электрическийпогрузчик 7FB10 грузоподъемность 1 тонна высота подъема 3 м Состояние: Б/У, Положение
В МАГАЗИНЕще цены и похожие товары
3 709 799
Погрузчикэлектрический трехопорный CPD20SA-16 XILIN (г/п 1600 кг, в/п 6. 0 м) Высота подъёма, мм:
В МАГАЗИНЕще цены и похожие товары
1 599 111
Погрузчиквилочный ЭП1620 — 2,8 грузоподъемность 1600кг высота подъема Состояние: Новое,
В МАГАЗИНЕще цены и похожие товары
3 482 999
Погрузчикэлектрический трехопорный CPD20SA-16 XILIN (г/п 1600 кг, в/п 4.0 м) Высота подъёма, мм:
В МАГАЗИНЕще цены и похожие товары
1 609 386
Погрузчиквилочный ЭП1820 — 3,2 грузоподъемность 1800кг высота подъема Состояние: Новое,
В МАГАЗИНЕще цены и похожие товары
Основные характеристики аккумуляторных погрузчиков серии AE (1,5-3,5 т)
Основные характеристики аккумуляторных погрузчиков серии AE (1,5-3,5 т)
Электрические вилочные погрузчики с противовесом серии AE были разработаны на основе 30-летнего опыта Hangcha в области исследований и разработок вилочных погрузчиков и производственных технологий. Помимо отказа от традиционного дизайна и внедрения нового шасси, Hangcha внесла новшества в систему управления и питания, а также оптимизировала внешний вид, эргономику, надежность, ремонтопригодность и другие аспекты, что значительно улучшило характеристики всего автомобиля.
Свинцово-кислотные и литиевые батареи доступны для всего диапазона серии AE, чтобы удовлетворить требования клиентов. Это идеальный выбор для конечных пользователей складских помещений, логистики и других отраслей.
Грузоподъемность
Синхронный переменный ток
Асинхронный переменный ток
Модель
Напряжение В/емкость Ач
Модель
Напряжение В/емкость Ач
1. 5t
CPD15-AEY2
80V/220Ah
CPD15-AED1/AED2/AEJ2
48V/420Ah
1.8t
CPD18-AEY2
80V/220Ah
CPD18-AED1/AED2/AEJ2
48V/420Ah
Грузоподъемность
Синхронный переменный ток
Асинхронный переменный ток
Модель
Напряжение В/емкость Ач
Модель
Напряжение В/емкость Ач
1. 5t
CPD15-AEY2-I
Li-ion 80V/120Ah
CPD15-AED1/AED2-I
Li-ion 80V/120Ah
1.8t
CPD18-AEY2-I
Li-ion 80V/120Ah
CPD18-AED1/AED2-I
Li-ion 80V/120Ah
2.0t
CPD20-AEXY2-I
Li-ion 80V/120Ah
CPD20-AEXD1/AEXD2-
I
Li-ion 80V/120Ah
2.0t
CPD20-AEY2-I
Li-ion 80V202Ah
CPD20-AED1/AED2-I
Li-ion 80V202Ah
2.5t
CPD25-AEY2-I
Li-ion 80V/202Ah
CPD25-AED1/AED2-I
Li-ion 80V/202Ah
3. 0t
CPD30-AEY2-I
Li-ion 80V/271Ah
CPD30-AED1/AED2-I
Li-ion 80V/271Ah
3.5t
CPD35-AEY2-I
Li-ion 80V/271Ah
CPD35-AED1/AED2-I
Li-ion 80V/271Ah
1. Иновационный дизайн
На основе элементов внешнего вида текущей серии Hangcha преодолела традиционную концепцию дизайна и создала динамичный и мощный внешний вид для серии AE, который соответствует последним тенденциям моды и обеспечивает интенсивное визуальное воздействие.
2. Энергосбережение
1. Впервые задействована система двойного постоянного синхронного двигателя 80V в серийном количестве. Дополнительно оптимизирована система асинхронного контроллера. Высокая мощность, высокая эффективность и низкое энергопотребление.
2. Контроллер, гидравлический масляный бак и гидравлический насос расположены спереди, благодаря чему сокращена длинна трубопровода и снижена потери энергии.
3. За счет оптимизации центра тяжести, энергопотребление транспортного средства снижено.
Синхронный двигатель с двумя постоянными магнитами
Модель
Энергосбережение, %
CPD25-AEY2
17% ниже
3. Высокая эффективность
1. Оснащенный эффективным синхронным двигателем с постоянными магнитами с большим крутящим моментом и коробкой передач с большим передаточным числом, скорость движения, преодолеваемый подъем и ускорение серии AE лучше, чем у серии H.
2. Доступны три варианта скоростных режимов для разных условий работы. Доступна индивидуальная настройка скорости для удовлетворения требований клиентов.
3. Нововведение: аккумулятор выдвигается с задней стороны. Центр тяжести аккумулятора смещен назад для увеличения продольной устойчивости.
Модель
Скорость передвижения (полная загрузка)
Скорость подъема (полная загрузка)
Максимум. преодолеваемый подъем (полная нагрузка)
CPD25H-D4E
(H series)
12km/h
225mm/s
10%
CPD25-AEY2
14km/h
280mm/s
15%
CPD25-AEJ2
14km/h
280mm/s
15%
4.
Ремонтопригодность
1. Крышка двигателя открывается вперед, что удобно для обслуживания и зарядки аккумулятора.
2. Контроллер, предохранитель и другие детали находятся в пределах досягаемости, при обслуживании не требуется инструментов.
3. Боковой масляный бак, удобный для добавления гидравлического масла и проверки уровня жидкости.
Крышка двигателя открыта вперед
Участок обслуживания электрооборудования
Участок обслуживания гидросистемы
5. Безопасность
1. Буферная функция вилки входит в стандартную комплектацию при падении на землю. Буферная функция вилки в качестве опции при подъеме наверх. Они могут эффективно защитить товары и землю.
2. Погрузчик снабжен герметичной крышкой, а степень защиты прибора с цветным экраном достигает IP65. Максимальная защита от дождя и влажности.
3. Широкий обзор для водителя, большое рабочее пространство и отличная эргономика.
4. Шины большого размера, чтобы лучше соответствовать требованиям тяжелых условий работы. Надежное качество и стабильная работа были подтверждены испытаниями на прочность в 1200 часов (16-17 часов в день) на заводе VIP-шин.
Электрические погрузчики | Аккумуляторные подземные горные работы
Аккумуляторные погрузчики под землей обеспечивают более чистый воздух, меньше шума и меньше тепла. Это лишь некоторые из преимуществ перехода на аккумуляторное питание вместо дизельного. Добавьте к уравнению для электрических погрузчиков более низкие эксплуатационные расходы, чтобы сделать его еще более интересным. Даже в самых сложных подземных условиях оператор может наслаждаться тихой эргономичной кабиной с легким и безопасным доступом ко всем точкам обслуживания. Все это может улучшить здоровье оператора и его удовлетворенность рабочей средой.
Полностью электрические погрузчики Scooptram также позволяют работать на больших глубинах при гораздо меньших затратах на вентиляцию. Меньше выбросов означает меньшую потребность в вентиляции под землей.
Аккумуляторы разработаны с упором на производительность и производительность. Аккумуляторы с высокой плотностью энергии легко заменяются для непрерывного использования. Повысьте свою производительность и сделайте большой шаг к более устойчивой работе.
За погрузчиками с питанием от аккумуляторов будущее
Мы движемся вперед в направлении устойчивого развития горнодобывающей промышленности с помощью аккумуляторного электрического оборудования с нулевым уровнем выбросов. Результатом является более безопасная и здоровая подземная рабочая среда. Это способствует устойчивому будущему и уменьшению воздействия на окружающую среду. Это смена власти, которая меняет все.
Практический пример: электрификация горнодобывающей промышленности
Пример из практики: Дышать легче под землей
Мы знаем вашу отрасль.
Позвольте нам помочь вам.
«Эпирок» покрывает все горнодобывающие предприятия через глобальную сеть
Пример из практики: нельзя терять время
Caterpillar представляет прототипы колесных погрузчиков с питанием от аккумуляторов
5 октября 2022 г.
| Опубликовано в Новости производителей
Согласно пресс-релизу от 4 октября, компания Caterpillar продемонстрирует четыре прототипа электрических машин, включая прототипы аккумуляторных батарей, на выставке Bauma 2022, которая пройдет с 24 по 30 октября в Мюнхене, Германия.
Прототипы аккумуляторных электрических машин включают мини-экскаватор 301. 9, средний экскаватор 320, 9Колесный погрузчик среднего размера 50 GC и компактный колесный погрузчик 906. Машины питаются от прототипов аккумуляторов Caterpillar и оснащены бортовым зарядным устройством переменного тока. Компания также планирует предложить вариант быстрой зарядки постоянным током вне борта.
Аккумуляторы, разработанные Caterpillar для этих машин, также будут доступны для питания других промышленных приложений. Линейка литий-ионных аккумуляторов имеет модульную конструкцию, обеспечивающую гибкие конфигурации для различных приложений. Аккумуляторы спроектированы таким образом, чтобы их можно было масштабировать в соответствии с потребностями отрасли и клиентов, а также обеспечивать максимальную устойчивость на протяжении всего жизненного цикла, включая переработку и повторное использование в конце срока службы.
Ожидается, что 301.9 и 906 станут первыми коммерчески доступными моделями.
Щелкните здесь для получения дополнительных новостей отрасли.
КЛЮЧЕВЫЕ СЛОВА альтернативная энергия Электрический колесный погрузчик Caterpillar
Отчет об автономности
Посмотреть больше
Загрузите эти полезные инструменты для накопления знаний
7 Электронное руководство по различным ставкам оплаты труда техников в зависимости от уровня квалификации
Уверенный экспорт: инструменты и возможности для сельскохозяйственной отрасли
Как повысить производительность и эффективность услуг, отслеживая правильные показатели
6 способов сделать свой урожай прибыльным
Просмотреть больше
В этом выпуске программы On the Record мы рассмотрим план автономии John Deere. В Уголке технологий сейчас Ньюман обсуждает новые разработки с системой автономии Sabanto. Также в этом выпуске индекс капитальных вложений Барометра сельскохозяйственной экономики Университета Пердью снова падает и показывает основные моменты исследования стоимости ведения бизнеса за 2022 год.
Посмотреть больше
Дата: 24.02.23
Местонахождение: Канзас-Сити, Миссури
На
Western Farm Show проводятся живые демонстрации крупного рогатого скота с низким уровнем стресса, семинары с участием ведущих экспертов отрасли, проверки здоровья и безопасности, принимают сотни студентов FFA, а также награждаются военные и сотрудники службы экстренного реагирования, которые завершают мероприятия, происходящие в течение 3 дней выставки. .
Посмотреть событие Больше событий
Список лучших каталогов
Основанная на 90-летнем опыте, компания Yetter Farm Equipment является лидером сельскохозяйственной отрасли в разработке эффективного и инновационного оборудования для обработки пожнивных остатков, подготовки семенного ложа, точного внесения удобрений, навесного оборудования для уборки урожая, полосной обработки почвы и многого другого.
Компания Montag Mfg. специализируется на оборудовании для внесения удобрений.
Такие нежные и хрупкие, но в это же время сильные и умеющие постоять за себя — наши прекрасные женщины! Спасибо вам за то, что вдохновляете на новые свершения и очаровываете своей красотой. Будьте счастливы и любимы!
3 мар2023
На складах XCMG в России пополнение — к нам приехали новые подъёмники!
Вы можете увидеть и выбрать подходящий Вашему бизнесу подъемник уже сегодня. Сейчас на складах 47 единиц техники: ножничные подъёмники XG, коленчатые подъёмники XGA.
23 фев2023
С днем защитника отечества!
Каждый из нас что-то защищает — все мы боремся за свою правду, оберегаем мечты, отстаиваем личные границы. Сегодня же, в канун 23 февраля, мы хотим поблагодарить мужчин.
13 фев2023
XCMG занял 386 место в числе самых влиятельных брендов 2022 года!
15 декабря World Brand Lab опубликовал рейтинг самых влиятельных брендов. XCMG попадает в список уже четвёртый год подряд и остаётся единственным брендом в шорт-листе китайской индустрии строительной техники.
Все новости Все статьи
Гусеничный экскаватор XE215CLL с двигателем ISUZU BB-6BG1TRP 106. 5 кВт. Максимальный преодолеваемый подъем — 35%. Рабочий вес экскаватора XE215CLL составляет 21,45 тонн. Максимальная высота копания — 9640 миллиметров, а глубина — 6655 миллиметров. Объем ковша составляет 0.8-1 кубический метр. Высота выгрузки равна 6181 миллиметра. Максимальное тяговое усилие модели 184 кН.
технические характеристики
сделать предзаказ
Вы можете уточнить детали у менеджера:
+7 (800) 333-96-88, +7 (495) 995-26-88
Описание
Китайский концерн XCMG – известный мировой поставщик спецтехники для обширного диапазона работ. Модель экскаватора XE215CLL – это мощный, тяжеловесный траспорт для земельных работ большого объема с разным типам грунта. Машина отличается комбинацией инновационных разработок и проверенных временем технологических решений. Производительный и мощный новый гусеничный экскаватор можно купить на нашем сайте, цена будет зависеть от комплектации. Спецтехника поставляется в базовом или расширенном варианте с дополнительными навесными модулями.
Экскаватор на гусеничном ходу XE215CLL: технические характеристики
Данная модель спецтехники подойдет для организаций, чья деятельность связана с регулярными земельными работами, строительством, благоустройством территории. Экскаватор востребован среди горнодобывающих предприятий и при разработке полезных ископаемых.
Технические характеристики гусеничного экскаватора XE215CLL:
мощность двигателя – 106,5 кВт;
вес – 21450 кг;
максимальный угол преодолеваемого подъема – до 35%;
высота выгрузки – 618,1 см;
глубина копания – до 665,5 см;
вместимость ковша – до 1 м3.
Главное внимание проектировщики уделили узлам и конструкциям, на которые приходится наибольшая нагрузка. Износоустойчивая сталь ковша подходит для работы с твердыми породами. Зубья с усиленной защитой прослужат долгое время.
Экскаватор на гусеничном ходу, цена которого зависит от комплектации, может иметь ковши нескольких модификаций: малого, среднего и большого объема. Производитель предлагает навесные модули для работы с плотными, мягкими и среднеабразивными породами. Они выполнены из прочной износостойкой стали и выдерживают интенсивные нагрузки.
Экскаватор на гусеничном ходу XE215CLL: устройство спецтехники
Мощный экскаватор XE215CLL имеет встроенный микрокомпьютер с программой, которая отслеживает показатели производственных операций и оповещает водителя о внештатных ситуациях. Параметры и сигналы отображаются на дисплее прибора, установленного в кабине.
Большой акцент китайские специалисты сделали на оснащенности рабочего места водителя. В экскаваторе предусмотрено все необходимое для длительной и комфортной работы:
настраиваемое по высоте кресло с шестью амортизирующими механизмами для нивелирования ударов при движении;
удобные рычаги в комбинации с электронной гидравлической системой – залог точного и плавного манипулирования рабочим модулем;
техника для настройки оптимального микроклимата: система очистки воздуха, кондиционер и отопительный прибор;
камеры и зеркала заднего вида, большая площадь остекления кабины для исключения «слепых» зон;
максимальная автоматизация управления ковшом.
Китайские мощные гусеничные экскаваторы можно купить на нашем сайте, цена на технику зависит от комплектации и типа рабочего органа. По желанию заказчика техника комплектуется дополнительными навесными модулями, расширяющими функционал транспортного средства.
Технические характеристики
Давление на грунт, МПа 36.2
Номинальная мощность двигателя (Квт/(об/мин)) 106.5/1950
Модель двигателя BB-6BG1TRP
Mаксимальная скорость движения (км/ч) 5.3/2.8
Mаксимальный преодолеваемый подъем (%) 70
Объем ковша, м³ 0. 5
Высота выгрузки, мм 10942
Макс. тяговое усилие, кН 179
Габаритные размеры: длина×ширина×высота, мм 12050х3190х3150
Макс. скорость поворота, об/мин 12.2
Рабочий вес, кг 22350
Радиус поворота, мм 4835
Радиус копания, мм 15394
Вырывное усилие, кН 78. 7
Мин. дорожный просвет, мм 470
Макс. крутящий момент двигателя , Н.м / (об/мин) 551/1600
Макс. высота копания, мм 13250
Макс. глубина копания, мм 11690
Экскаватор на гусеничном ходу XE900C
Экскаватор на гусеничном ходу XCMG XE900C считается одним из лидеров среди машин этого уровня. Ряд специальных характеристик выгодно отличает его от своих собратьев. Модель XCMG XE900C функционирует в трех режимах на выбор оператора. Данная модель оснащена электронным блоком, предназначенным для отслеживания параметров текущего состояния машины, что в свою очередь способствует минимизации расходов на обслуживание и ремонт.
Подробнее
Предзаказ
Универсальный гусеничный экскаватор XE700C
Универсальный гусеничный экскаватор XCMG XE700C сочетает в себе гидромотор поворота платформы, распределительный клапан, гидромоторы хода, гидронасосы, сервоклапан системы управления, гидроцилиндры, производителями которых являются известные японские компании Kayaba и KPM (Kawasaki Precision Machinery). Инновационный экскаватор XCMG XE700C, без сомнения, можно назвать универсальным, так как выполняет всевозможные типы земляных работ.
Подробнее
Предзаказ
Гусеничный поворотный экскаватор XE500C
Гусеничный поворотный экскаватор XCMG XE500C давно привлек внимание больших строительных компаний и уже успел серьезно зарекомендовать себя на строительных площадках. Экскаватор XCMG XE500C имеет усовершенствованный комплекс управления, продуманный механизм стрелы и ковша. Модель отличается низким расходом топлива и оптимальной скоростью движения.
Подробнее
Предзаказ
Гусеничный одноковшовый экскаватор XE470C
Гусеничный одноковшовый экскаватор XCMG XE470C считается одним из лидеров среди машин этого уровня. Ряд специальных характеристик выгодно отличает его от своих собратьев. Модель XCMG XE470C функционирует в трех режимах на выбор оператора. XCMG XE470C оснащен электронным блоком, предназначенным для отслеживания параметров текущего состояния машины, что в свою очередь способствует минимизации расходов на обслуживание и ремонт.
Подробнее
Предзаказ
Экскаватор карьерный гусеничный XE370CA
Экскаватор карьерный гусеничный XCMG XE370C обладает достаточно большой глубиной копания при небольших габаритах. Его применяют при разработке карьеров, рытье котлованов и других типах земляных работ. Также его можно использовать для погрузочно-разгрузочных работ. Гусеничный экскаватор XCMG XE370C обладает достаточно большой глубиной копания при небольших габаритах. Экономичный и мощный двигатель ISUZU AA-6HK1XQP, импортная гидравлика, маневренность и достигнутая надежность делают новые экскаваторы XCMG лучшими в своем роде.
Подробнее
Предзаказ
Гусеничный экскаватор с ковшом XE370C
Гусеничный экскаватор с ковшом XCMG XE370C обладает достаточно большой глубиной копания при небольших габаритах. Его применяют при разработке карьеров, рытье котлованов и других типах земляных работ. Также его можно использовать для погрузочно-разгрузочных работ. Экономичный и мощный двигатель ISUZU AA-6HK1XQP, импортная гидравлика, маневренность и достигнутая надежность делают новые экскаваторы XCMG лучшими в своем роде.
Подробнее
Предзаказ
Гусеничный гидравлический экскаватор XE335C
Гусеничный гидравлический экскаватор XCMG XE335C давно привлек внимание больших строительных компаний и уже успел серьезно зарекомендовать себя на строительных площадках. Экскаватор XCMG XE335C имеет усовершенствованный комплекс управления, продуманный механизм стрелы и ковша. Модель отличается низким расходом топлива и оптимальной скоростью движения.
Подробнее
Предзаказ
Гусеничный экскаватор XE260C
Инновационный экскаватор XCMG XE260C, без сомнения, можно назвать универсальным, так как выполняет всевозможные типы земляных работ. Экскаватор XCMG XE260C имеет усовершенствованный комплекс управления, продуманный механизм стрелы и ковша. Модель отличается низким расходом топлива и оптимальной скоростью движения.
Подробнее
Предзаказ
Гусеничный экскаватор XE215D
Гусеничный экскаватор XCMG XE215D отличается поразительной мощностью двигателя ISUZU CC-6BG1TRP 106 кВт, превосходно сочетается с удобной эксплуатацией и высокой управляемостью, что ведет к максимальной производительности. Благодаря присутствию системы автоматического предпускового подогрева получено рациональное расходование энергии, а соответственно и довольно невысокий расход топлива и практически бесшумная работа двигателя.
Подробнее
Предзаказ
Гусеничный экскаватор XE210
Гусеничный экскаватор XE210 является мощной машиной, которая может выдерживать большие нагрузки, работая в суровых погодных условиях и труднодоступных местах. Экскаватор XCMG XE210 целиком соответствует стандартам качества Европы. Он оснащен специальными гусеницами, не повреждающими асфальтовое покрытие. Эффективный мощный двигатель сравнительно небольшого объема полностью соответствует Евро 2.
Подробнее
Предзаказ
Гусеничный экскаватор XE265C
Гусеничный экскаватор XCMG XE265C отличается поразительной мощностью двигателя 125 кВт, превосходно сочетается с удобной эксплуатацией и высокой управляемостью, что ведет к максимальной производительности. Экскаватор XCMG XE265C имеет усовершенствованный комплекс управления, продуманный механизм стрелы и ковша. Модель отличается низким расходом топлива и оптимальной скоростью движения.
Подробнее
Предзаказ
Гидравлический мини-экскаватор XE80
Гидравлический мини-экскаватор XCMG XE80 полностью соответствует всем международным стандартам качества. Многофункциональность и универсальность экскаваторов XCMG XE80 делает их наиболее востребованным видом строительной техники. Экономичный и мощный двигатель, импортная гидравлика, маневренность и надежность делают экскаваторы XCMG XE80 лучшими в своем роде. Строительный экскаватор готов к постоянной работе в суровый мороз, летнюю жару и при сильной запыленности.
Подробнее
Предзаказ
Гусеничный экскаватор XE260CLL
Гусеничный экскаватор XCMG XE260CLL с мощным и высокоэффективным двигателем ISUZU CC-6BG1TRP, небольшого объёма, но полностью соответствующего Евро-2. Рабочий вес экскаватора XCMG XE260CLL составляет 27,5 тонн. Максимальная высота копания — 13800 миллиметров, а глубина — 14915 миллиметров.
Подробнее
Предзаказ
Мини-экскаватор на гусеничном ходу XE60
Мини-экскаватор на гусеничном ходу XE60 — машина с выдающимися техническими характеристиками, превосходно проявившая себя и в процессе строительства, при земляных работах, при ремонте коммуникаций. Китайский мини экскаватор XCMG XE60 считается качественной универсальной техникой, популярной и полностью соответствующей всем стандартам. Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих.
Подробнее
Предзаказ
Колесный экскаватор XE150W
Колесный экскаватор XCMG XE150W с двигателем QSB4. 5 104 кВт. Максимальный преодолеваемый подъем — 70%. Рабочий вес экскаватора XCMG XE150W составляет 15,318 тонн. Максимальная высота копания — 9150 миллиметров, а глубина — 5040 миллиметров. Объем ковша составляет 0,58 кубического метра. Высота выгрузки равна 6684 миллиметра. Максимальное тяговое усилие модели 136 кН
Подробнее
Предзаказ
Мини-экскаватор полноповоротный XE18
Мини-экскаватор полноповоротный XCMG XE18 широко используется на строительных площадках со специфическими потребностями. Экологичный высокоэффективный двигатель мини-экскаватора XCMG XE18 и импортные гидравлические элементы системы гарантирует свободное управление. Мини-экскаватор XE18 с номинальной мощностью двигателя 16.5/2200 (Квт/(об/мин)). Максимальная скорость передвижения составляет 4.4/2.4 километров в час.
Подробнее
Предзаказ
Мини-экскаватор самоходный XE85С
Китайский мини-экскаватор самоходный XCMG XE85С является универсальной техникой, популярной и полностью соответствующей всем стандартам. Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE85С с номинальной мощностью двигателя 53.8/2150 (Квт/(об/мин)) оказывает давление на грунт 34.6/36.4 (с лопатой) МПа. Максимальная скорость передвижения составляет 4.9/2.6 километров в час.
Подробнее
Предзаказ
Гусеничный экскаватор XE235C
Рабочий вес экскаватора XCMG XE235C составляет 23,5 тонн. Максимальная высота копания — 9595 миллиметров, а глубина — 6960 миллиметров. Гусеничный экскаватор XCMG XE235C с мощным и высокоэффективным двигателем ISUZU CC-6BG1TRP, небольшого объёма, но полностью соответствующего Евро-2. Благодаря присутствию системы автоматического предпускового подогрева получено рациональное расходование энергии, а соответственно и довольно невысокий расход топлива и практически бесшумная работа двигателя.
Подробнее
Предзаказ
Гусеничный мини-экскаватор XE65СА
Гусеничный мини-экскаватор XCMG XE65СА считается качественной универсальной техникой, популярной и полностью соответствующей всем стандартам. Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE65СА — машина с выдающимися техническими характеристиками, превосходно проявившая себя и в процессе строительства, при земляных работах, при ремонте коммуникаций.
Подробнее
Предзаказ
Экскаватор полноповоротный гусеничный XE230C
Экскаватор полноповоротный гусеничный XCMG XE230C с мощным и высокоэффективным двигателем ISUZU CC-6BG1TRP, небольшого объёма, но полностью соответствующего Евро-2. Рабочий вес экскаватора XCMG XE230C составляет 23,52 тонн. Максимальная высота копания — 9640 миллиметров, а глубина — 6920 миллиметров. Благодаря присутствию системы автоматического предпускового подогрева получено рациональное расходование энергии, а соответственно и довольно невысокий расход топлива и практически бесшумная работа двигателя.
Подробнее
Предзаказ
Гусеничный экскаватор UMG E180C / технические характеристики / фото / описание
Гусеничный экскаватор UMG E180C
Наименование технических показателей
Ед. измерения
E180C
Ширина гусеничного полотна
мм
600
800
1000
1200
Эксплуатационная масса (рукоять 2530 / 3000 / 3600 мм)
т
18,0 18,2 18,4
18,5 18,7 18,9
19,0 19,2 19,4
19,7 19,9 20,1
ДВИГАТЕЛЬ
Модель двигателя
Deutz BF 4M 2012 С
Мощность двигателя
кВт (л.с.)
87 (117) при 2100 об/мин 90 (122) при 2200 об/мин
Номинальная частота вращения
об/мин
2100
ЭЛЕКТРИЧЕСКАЯ СИСТЕМА
Напряжение
В
12
Аккумуляторные батареи
В
1 x 12
Емкость аккумуляторной батареи
Ач
190
Генератор переменного тока
В
14
А
95
Стартер
В
12
кВт
4
ХОДОВАЯ ТЕЛЕЖКА
Дорожный просвет
мм
446
Скорость на 1-ой передаче
км/ч
1,7
Скорость на 2-ой передаче
км/ч
3,4
Возможность установки нижнего защитного кожуха
имеется
Привод хода
Bosch Rexroth
Звёздочка, механизм натяжения, опорные и поддерживающие катки
Максимальная производительность насосной установки
л/мин
260+20
Максимальное рабочее давление
бар
320
Возможность установки дополнительной секции гидрораспределителя
имеется
Максимальный расход — контур рабочего оборудования
л/мин
230
РАБОЧИЕ ХАРАКТЕРИСТИКИ
Тип рабочего оборудования
Моноблок
Тип рукояти
стандарт
опция
опция
Длина рукояти
мм
2530
3000
3600
Емкость ковша
м3
1,0
0,8
0,65/0,8*
Максимальная глубина копания
мм
6190
6660
7260
Максимальный радиус копания на уровне стоянки
мм
9020
9480
10070
Максимальный радиус копания
мм
9200
9650
10230
Максимальная высота копания
мм
8940
9220
9570
Максимальная высота выгрузки
мм
5970
6250
6600
Максимальное усиление копания
кН
На ковше
132,61 кН
кН
На рукояти
95,53 кН
ГАБАРИТНЫЕ РАЗМЕРЫ
Дорожное положение с разными рукоятями
мм
2530
3000
3600
— длина
мм
8200
8060
7250
— высота по рабочему оборудованию
мм
3225
3655
4940
— высота по кабине
мм
2955
2955
2955
Транспортное положение с разными рукоятями
мм
2530
3000
3600
— длина
мм
8180
8190
8190
— высота по рабочему оборудованию
мм
2980
2960
3170
— высота по кабине
мм
2955
2955
2955
Ширина экскаватора с разными гусеничными полотнами
мм
600
800
1000
1200
— ширина
мм
2800
3000
3200
3600
*-для материалов с плотностью до 1400 кг/м. куб.
Продажа и cтоимость приобретения Гусеничный экскаватор UMG E180C
Уточнить цену поставки спецтехники в нужной Вам комплектации можно отправив заявку с сайта, написав письмо на наш электронный ящик или позвонить по телефонам наших филиалов в регионах России:
Нижегородская область
Республика Мордовия
Республика Чувашия
Республика Марий Эл
Пензенская область
Тамбовская область
Наша компания предоставляет возможность способов приобрести Гусеничный экскаватор UMG E180C в лизинг. Подробности можно узнать у менеджера по телефону.
Гусеничный экскаватор UMG E160C
Максимальная глубина копания:
5330 — 6130 мм
Емкость ковша по SAE:
0,32…0,8 м³
Длина рукояти:
2000 / 2310 / 2800 мм
Эксплуатационная масса:
15,0. .17,1 т
Отправить заявку
Гусеничный экскаватор UMG E200C
Максимальная глубина копания:
6190 — 7260 мм
Емкость ковша по SAE:
0,36…1,25
Длина рукояти:
2530 / 3000 / 3600 мм
Эксплуатационная масса:
19,3…21,4 т
Отправить заявку
Гусеничный экскаватор UMG E200NC (с шириной 2500 мм)
Максимальная глубина копания:
6190 — 6660 мм
Емкость ковша по SAE:
0,36…1,0 м³
Длина рукояти:
2530 / 3000 мм
Эксплуатационная масса:
18,5 / 19,5 / 19,7 т
Отправить заявку
Гусеничный экскаватор UMG E220C
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG ТХ 220 LC/NLC
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG E225C
Максимальная глубина копания:
6870 мм
Емкость ковша по SAE:
0,9. ..1,22 м³
Длина рукояти:
2920 мм
Эксплуатационная масса:
23 т
Отправить заявку
Гусеничный экскаватор UMG E225NC
Максимальная глубина копания:
6870 мм
Емкость ковша по SAE:
0,9…1,22 м³
Длина рукояти:
2920 мм
Эксплуатационная масса:
23 т
Отправить заявку
Гусеничный экскаватор UMG E240C
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG ТХ 270
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG E300C
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG ТХ 300
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG E330C
Максимальная глубина копания:
7190 — 8280 мм
Емкость ковша по SAE:
1,1…1,8 м³
Длина рукояти:
2910 / 3250 / 4000 мм
Эксплуатационная масса:
36…38 т
Отправить заявку
Гусеничный экскаватор UMG E360C
Нет в наличии:
Снят с производства
Отправить заявку
Гусеничный экскаватор UMG E400C
Максимальная глубина копания:
7300 — 8390 мм
Емкость ковша по SAE:
1,25…2,2
Длина рукояти:
2910 / 3250 / 4000 мм
Эксплуатационная масса:
40,1…42,1 т
Отправить заявку
Средние экскаваторы | Комацу
Сузьте область поиска
Малые экскаваторыМалые экскаваторы(0) Средние экскаваторыСредние экскаваторы(13) Большие экскаваторыКрупные экскаваторы(0) Экскаваторы для открытых горных работПоверхностные экскаваторы(0) Экскаваторы iMCЭкскаваторы iMC(2)
Сверхдлинный радиус действияСверхдальний радиус действия (3)
Решения для отходовРешения для отходов (1)
ПК130-11
Лошадиные силы
72,5 кВт при 2050 об/мин 97,2 л. с. при 2050 об/мин
Эксплуатационная масса
12 730 кг — 13 000 кг 28 604–28 660 фунтов.
Емкость ковша
0,26 — 0,60 м³ 0,34–0,78 ярда³
PC138USLC-11
Лошадиные силы
72,5 кВт при 2050 об/мин 97,2 л.с. при 2050 об/мин
Эксплуатационная масса
15 682 — 17 032 кг 34 563–37 547 фунтов.
Емкость ковша
0,26 — 0,76 м³ 0,34–1,00 ярда³
PC170LC-11
Лошадиные силы
90 кВт при 2 100 об/мин 121 л. с. при 2100 об/мин
Эксплуатационная масса
17 600 — 19598 кг 38 720–43 115 фунтов.
Емкость ковша
0,37 — 0,95 м³ 0,48–1,24 ярда³
PC210LCi-11
Лошадиные силы
123 кВт при 2 000 об/мин 165 л.с. при 2000 об/мин
Эксплуатационная масса
23 313 — 24 440 кг 51 397–53 882 фунта.
Емкость ковша
0,50 — 1,20 м³ 0,66–1,57 ярда³
PC210LC-11
Лошадиные силы
123 кВт при 2 000 об/мин 165 л. с. при 2000 об/мин
Эксплуатационная масса
23 313 — 24 440 кг 51 397–53 882 фунта.
Емкость ковша
0,50 — 1,20 м³ 0,66–1,57 ярда³
PC210LC-11 белый
Лошадиные силы
123 кВт при 2 000 об/мин 165 л.с. при 2000 об/мин
Эксплуатационная масса
23 313 — 24 440 кг 51 397–53 882 фунта.
Максимальная грузоподъемность
18 500 кг 40 850 фунтов.
PC210LC-11 SLF
Лошадиные силы
123 кВт при 2 000 об/мин 165 л.с. при 2000 об/мин
Эксплуатационная масса
24 961 — 25 241 кг 55 029–55 646 фунтов.
Емкость ковша
0,5 м³ 0,6 ярда³
PC238USLC-11
Лошадиные силы
123 кВт при 2 000 об/мин 165 л.с. при 2000 об/мин
Эксплуатационная масса
24 598 — 25 247 кг 54 230–55 660 фунтов.
Емкость ковша
0,50 — 1,20 м³ 0,66–1,57 ярда³
PC240LC-11
Лошадиные силы
132 кВт при 2000 об/мин 177 л.с. при 2000 об/мин
Эксплуатационная масса
25 294 — 25 574 кг 55 763–56 360 фунтов.
Емкость ковша
0,58 — 1,42 м³ 0,76–1,85 ярда³
PC240LC-11 SLF
Лошадиные силы
132 кВт при 2000 об/мин 177 л. с. при 2000 об/мин
Эксплуатационная масса
26 589 — 26 869 кг 58 618–59 235 фунтов.
Емкость ковша
0,57 м³ 0,75 ярда³
PC290LCi-11
Лошадиные силы
147 кВт при 2 000 об/мин 196 л.с. при 2000 об/мин
Эксплуатационная масса
32 070 — 32 700 кг 70 702–72 091 фунтов.
Емкость ковша
0,58 — 1,63 м³ 0,76–2,13 ярда³
ПК290LC-11
Лошадиные силы
147 кВт при 2 000 об/мин 196 л. с. при 2000 об/мин
Эксплуатационная масса
32 070 — 32 700 кг 70 702–72 091 фунтов.
Емкость ковша
0,58 — 1,63 м³ 0,76–2,13 ярда³
PC290LC-11 SLF
Лошадиные силы
146 кВт при 2000 об/мин 196 л.с. при 2000 об/мин
Эксплуатационная масса
32 538 — 33 168 кг 71 733–73 122 фунта.
Емкость ковша
0,57 м³ 0,75 ярда³
Загрузить больше продуктов
5 технических характеристик для правильной покупки нового экскаватора
Выбор технических характеристик экскаватора является важным шагом для правильной покупки нового оборудования, поскольку они напрямую влияют на удовлетворение потребности в рабочей силе, возникающей на месте.
Звучит относительно просто, но включает в себя большое количество функций, в следующих параграфах вы узнаете примерно 5 характеристик экскаваторов, которые следует учитывать перед покупкой:
1.- Размер оборудования, его инструменты и определение его назначения.
Соответствие размеров вашего будущего экскаватора, размера его инструментов и цели, в которой он будет использоваться, является наиболее важной частью решения о покупке. Производители оборудования обычно обозначают классификацию по размерам:
Компактные экскаваторы: Адаптирован для минимальных раскопок или проектов по модификации ландшафта. Ковши, используемые в этом классе оборудования, обычно имеют вместимость менее одного кубического метра.
— Экскаваторы среднего размера: Используемые в проектах по земляным работам среднего размера, они обычно используют сервисные ковши объемом от 2 кубических метров или меньше.
— Большие экскаваторы: используются при земляных работах и перемещении массивных материалов. Их сервисные ковши способны легко достигать 4 кубических метров и более.
2.-Выберите инструменты.
Инструмент, предназначенный для экскаваторов, огромен, правильный выбор оборудования обеспечит максимальную универсальность при выполнении различных задач. Чтобы сделать адаптируемые покупки, вы должны проанализировать значения давления, обеспечиваемые потоком гидравлического масла вашей машины, и чтобы они всегда находились в диапазоне рабочего давления инструмента. Например, это основное правило при покупке гидромолота.
3.- Органы управления оборудованием
На рынке представлены две преобладающие конфигурации органов управления для экскаваторов: органы управления типа ISO и SAE. В недавно созданных транспортных средствах большинство производителей включают селектор шаблона в соответствии с потребностями оператора. Если транспортное средство, которое вы собираетесь приобрести, не оснащено генератором с таким типом управления, подумайте о приобретении преобладающего в вашем регионе генератора, для Латинской Америки это обычно управление ISO.
4.-Ходовая часть.
Существует несколько конфигураций ходовой части оборудования, каждая из которых имеет свои преимущества, наиболее распространенными из которых будут:
— Длинная: улучшают устойчивость экскаватора на неровной поверхности.
— Длинные и узкие: они обеспечивают устойчивость и позволяют лучше работать в ограниченном пространстве.
В то же время они могут быть снабжены башмаками некоторых из следующих типов:
— Гусеничные башмаки с одинарным грунтозацепом: идеально подходят для обеспечения максимального уровня проникновения в землю, они используются на каменистой местности, сохраняя наилучшее сцепление все конфигурации обуви.
— Башмаки гусеницы с двойным грунтозацепом: обеспечивают средний уровень проникновения в землю, улучшая маневренность машины при выполнении поворотов с гусеницами.
— Гусеничные башмаки с тройным грунтозацепом: их уровень проникновения ниже, чем у вышеупомянутых конфигураций, что идеально подходит для мягких или мягких почв.
На рис. 2, а, б представлены графики грузоподъемности крана С-981Б.
Кран С-981Б передвижной рельсовый с поворотной башней, нижним противовесом, балочной стрелой. Кран имеет многомоторный электрический привод, питающийся от сети трехфазного переменного тока. Характеристика электродвигателей дана в табл. 1.
Рис. 2. Графики грузоподъемности крана С-981Б: а — при горизонтальной стреле, б — при закрепленной грузовой тележке; 1 — двукратная запасовка грузового полиспаста, 2 — четырехкратная запасовка грузового полиспаста
Схемы запасовки канатов, крана С-981Б приведены на рис. 3. Кран снабжен механизмом полуавтоматического изменения кратности грузового полиспаста. Грузы более 5 т поднимают при четырехкратной запасовке грузового полиспаста, более легкие грузы — прн двукратной запасовке.
Стрела крана балочная подвесная решетчатая, выполненная t виде трехгранной фермы, состоит из четырех секций. В промежуточной секции стрелы установлена тележечная лебедка. Кинематическая схема лебедки представлена на рис. 4.
Рис. 4. Кинематическая схема тележечной лебедки: I — электродвигатель, II — редуктор, III — тормоз, IV — барабан; 1—2 — червячные колеса
Башня крана выполнена в виде решетчатой металлоконструкции прямоугольного сечения, она состоит из верхней секции, трех промежуточных и портала монтажной люльки. Высоту башни увеличивают подращиванием. Секции башни устанавливают на люльку и поднимают при помощи грузовой лебедки и монтажного полиспаста.
Поворотная платформа представляет собой плоскую кольцевую раму коробчатого сечения, к которой приварены продольные балки. На поворотной платформе установлены унифицированные механизмы: грузовая лебедка Л-500, стреловая Л-450, механизм поворота П-3. Кроме того, на поворотной платформе установлены: шкаф электрооборудования, монтажный барабан, противовес, телескопические распорки портала. Поворотная платформа через двухрядный шариковый круг опирается на ходовую раму.
Таблица 2 Техническая характеристика тормозов
Ходовая рама состоит из кольцевой рамы коробчатого сечения, которая шарнирно соединяется с четырьмя диагонально расположенными флюгерами, опирающимися на четыре унифицированные ходовые тележки. Тележки двухколесные балансирные, две из них ведущие. Все четыре флюгера закрепляются жесткими тягами. Технические характеристики механизмов крана и зубчатых колес приведены в табл. 1—4.
Таблица 3 Техническая характеристика лебедок
Монтируют и демонтируют кран собственными механизмами и 5-тонным автомобильным краном. Перевозят кран на подкатной тележке в прицепе к автомобилю.
КБ-308 — модельный ряд самоходных башенных кранов третьей размерной группы (по грузовому моменту) на рельсовом полотне, с поворотной башней и подъёмной (наклонной) стрелой.
Описание
В 1967 году Никопольский Завод Строительных Машин им. Ленина запустил в серию башенный кран С-981 (КБ-306) с грузовым моментом 100 т•с•м, а начиная c 1974 года начали производиться его модифицированные варианты — С-981А и С-981Б, которые предназначались для возведения зданий и сооружений до 12 этажей.. Эти краны (С-981) были оснащены подъёмной стрелой. См. фото заводской таблички: [1]
Кран КБ-308 выпускается взамен крана С-981 на Никопольском краностроительном заводе., использует общие сборочные единицы крана С-981А, и предназначен для работы в I—III ветровых районах при температуре окружающего воздуха от минус 40 °C до плюс 40 °C. Допускается эксплуатация крана в IV и V ветровых районах при соблюдении дополнительных требований, указанных в документации к крану (инструкции по эксплуатации).,
Модификации
КБ-308А — Кран предназначен для возведения жилых, промышленных, административных зданий и сооружений высотой до 36 м и массой монтируемых элементов до 8 т..
КБ-308M — Дальнейшая модификация крана. Отличается техническими характеристиками. Имеет девять исполнений.
Технические характеристики кранов указаны в карточках.
Кран грузоподъёмностью от 3,2 т до 8 т при вылете от 4,5 м до 25 м..
Описание конструкции
Краны этих серий состоят из следующих узлов: ходовой рамы, поворотной платформы, башни, стрелы, контргруза, кабины управления, крюковой подвески, вставки, монтажной стойки и тяг. Краны имеют наращиваемую снизу промежуточными секциями башню.
Стрела крана КБ-308 — балочного типа, решётчатая. По конструкции башня крана — решётчатого типа, выполнена из уголков.
Грузовая лебёдка крана имеет двухдвигательный привод, что обеспечивает увеличенную скорость подъёма грузов массой до 5 т по сравнению со скоростью подъёма грузов массой 8 т. Для управления лебёдкой, а также другими механизмами кран оснащён специальным комплектом электрооборудования типа КБК-5.,
Монтаж и демонтаж
Этапы монтажа-демонтажа аналогичны кранам типа КБ-403.
Транспортировка
Перевозку кранов осуществляют по железной дороге, водным транспортом, по автомобильным дорогам — в соответствии с правилами, стандартами и требованиями.
Происшествия с С-981 и КБ-308
По информации сайта cranewreck.ru: «На многих башенных кранах, изготовленных в 1960—1990 годы, установлены кольцевые рамы, не обладающие необходимой несущей способностью, что приводит к их разрушению в процессе эксплуатации. Разрушение рам — наиболее частая причина аварий кранов С-981. Обычно разрушаются сварные швы, соединяющие элементы нижнего листа и (или) нижний лист с проушинами и боковыми вертикальными листами. Доработка заводом конструкции рамы и усиление её при эксплуатации не дали ожидаемого эффекта. После дальнейшей переработки раму использовали на кранах КБ-308. К настоящему времени большинство башенных кранов С-981 списано, а эксплуатация оставшихся в связи с повышенным риском может быть допущена только как исключение, с жесткими ограничениями условий применения и обслуживания».
6 июля 2005 года в одном из районов Астаны Республики Казахстан на возведении жилого комплекса из-за сильного порыва ветра произошло падение элементов конструкции крана КБ-308А. В результате аварии пострадал машинист крана.
25 июня 2008 года в Барнауле на строительстве жилого объекта, подконтрольному Управлению Ростехнадзора по Алтайскому краю, во время демонтажа крана КБ-308 рабочий попал в опасную зону, куда опускались секции демонтируемого крана.
Регулировка зажигания на двигателях ЯМЗ 238, калибровка своими руками без инструментов
Содержание
Основное отличие двигательных установок ЯМЗ 238 серии в наличии дополнительных двух цилиндров. С одной стороны, это повышает эксплуатационные свойства двигателя, а с другой у владельцев автомобилей могут возникнуть сложности с управлением. Другой момент связан с увеличением количества элементов, поскольку возрастает опасность неполадок.
Часто автовладельцы спрашивают о правилах выставления зажигания на ЯМЗ 238. однако, перед рассмотрением этого вопроса детальнее следует ознакомиться с конструкционными особенностями дизельных двигателей, которые монтируются на автомобиль.
Отличия дизельных двигателей
Дизель для ЯМЗ 238 серии состоит из восьми цилиндров. Расположены изделия в форме буквы V. Камера сгорания на 1850 кубических сантиметров.
Дополнительные особенности дизельного двигателя:
Четырехтактная система. Для работы требуется два оборота коленчатого вала, либо четыре у поршня. Система считается более надежной.
Цилиндры используются в соответствии с системой 1-3-6-2-4-5-7-8.
Система подачи топлива располагается непосредственно на силовой установке. При этом, уровень сжатия равняется 16.5.
Силуминовый поршень вместе с чугунной гильзой составляет всю систему, при этом ЦПГ монтируется к шатуну из чугуна. Обязательно наличие элемента из бронзы, а для соединения используется плавающий палец и стопорные кольца. С другой стороны монтируется к коленчатому валу. В качестве способа закрепления используются болты.
Цилиндры находятся в двух рядах, при этом в каждом ровно четыре штуки. Общий распределительный вал здесь соседствует с отдельной для каждого ряда головкой.
Сталь применяется для производства маховика мотора. В то же время, на конце присутствует специальный зубчатый венец. С его помощью происходит запуск стартера. Применяется жидкостное охлаждение совместно с использованием дополнительной смазки маслом.
Турбированные дизельные моторы ЯМЗ
Дизельные моторы нуждались в дополнительном усовершенствовании и повышении мощности, после этого стали меняться ключевые элементы. В частности, изменилась структура коленчатого вала, а также поменялись цилиндры. Турбина стала применяться в качестве основного элемента.
Дополнительные требования налагает необходимость соответствовать высоким экологическим стандартам. В том числе, Евро-1 и Евро-0. Для первого стали использоваться специальные теплообменники, которые функционируют на жидкости и масле. Для второго стали применяться практически те же самые форсированные двигатели, что и в остальных случаях.
Развитие двигателей ЯМЗ не прекращается и рынок увидел турбированные модели, которые соблюдают требования, предъявляемые стандартом Евро-2. Двигатели маркируются отметкой ДЕ и используют насос высокого давления. С его помощью в систему подается горючее.
Дальнейшие доработки улучшают работу двигателя, хотя и остаются требования,которые предъявляются непосредственному пользователю. Например, монтаж момент впрыска. Непрофессиональная работа чревата потерей эксплуатационных показателей транспортного средства.
Дополнительная особенность в том,что наличие турбины повышает требования, предъявляемые к монтажу отдельных элементов. Однако, рост мощности на 50% вполне компенсирует необходимость больше смотреть на особенности конкретных элементов.
Угол опережения впрыска
Производитель внимательно следит за отзывами и ожиданиями своих клиентов, поэтому создано удобство для пользователя двумя отверстиями на маховике. К тому же, на детали присутствуют отметки для монтажа углов.
Настройка выполняется в ряд шагов:
Открытие отверстие. Использование дополнительных инструментов не требуется.
Прокрутка коленчатого вала. Необходимо дождаться момента, когда насечки встанут в один ряд.
Проверка на соответствие требуемому параметру. Необходимо убедиться в том, что угол находится между шестью семью градусами.
Дополнительно убедитесь в том, что в первом цилиндре отсутствуют открытые клапаны пока во крутите коленовал.
Отсутствие нарушений
Чтобы защитить от сбоев и оптимальное состояние калибровки необходимо:
Убедиться, что полумуфта сидит достаточно плотно. При необходимости, следует плотнее затянуть болт.
Убрать болты. Зажимное устройство должно быть поставлено таким образом, чтобы отметки А и Б на демпферной муфте оказались полностью совмещены.
Зафиксировать крепежный элемент.
Убедиться, что размер на креплениях пластин в порядке. Максимально допустимый размер составляет не более 1 мм.
Прокрутить коленовал. После этого убедитесь в истинности установленных значений.
Убедиться, что масло в порядке.
Убедиться, что характеристики угла впрыска установлены верно. Допускается использовать все возможные механизмы проверки.
Дополнительная проверка
После калибровки настроек рекомендуется убедиться, что все выполнено правильно. В противном случае двигатель потеряет свои потребительские свойства, а следовательно пользователю придется все переделывать.
Для этого следует установить муфту отверстиями наверх, а затем ликвидировать пробки. Дождитесь момента, когда муфта будет наклонена на 70 градусов. После этого из отверстия должно потечь масло.
Если масла нет, следует для начала убедиться, что оно залито. При необходимости его долить. Если плунжерные пары давно используются и потеряли свои высокие потребительские свойства, описанный способ дает сбои.
Поэтому существуют альтернативные решения — регулировка с применением дополнительных технологических методов. Например, использовать стробоскоп.
Калибровка зажигания по стробоскопу
Никогда не приступайте к работе до того момента, пока двигатель не будет прогрет. Убедитесь, что рабочая температура достигнута. Только после этого к транспортному средству подключается дополнительное технологическое устройство и начинается непосредственная работа по калибровке.
Дальнейшие действия:
Удалите гайку из распределителя.
Удалите шланг вакуумного регулятора. Сделать это можно руками без применения дополнительных средств.
Сократите обороты. Затем следует проверить метку. Для этого надо ее подсветить. Правильная настройка будет значить, что обе метки совпадают.
Настройте показатели. Переходить к этому пункту следует только в том случае, если результаты предыдущего пункта оказались неудовлетворительные. Если разница между нужными и имеющимися показателями небольшие, дополнительной настройкой можно пренебречь.
Проведите повторную проверку правильности установленных значений. Для этого используйте стробоскоп.
Закрепите крепежный элемент.
Некоторые начинающие автолюбители склонны использовать технические средства. С их точки зрения это повышает эффективность регулировки. Это опасное заблуждение, поскольку правильность выставления показателей зависит исключительно от автолюбителя.
Проверка угла впрыска
Если установлена турбина, существует альтернативный вариант убедиться в истинности установленных значений — использовать опытный путь.
Конкретные шаги для выявления некорректно установленных параметров:
Монтаж шкива. После этого следует попробовать включить двигатель. Возможно, что двигатель не заведется. В этом случае необходимо повернуть шкив к ремню приблизительно на два зуба. Допускается увеличение этого параметра до четырех.
Проверьте работу дизельного двигателя. Возможно появление посторонних шумов, если это случилось, поверните шкив на те же самые два зуба. В этот раз выбирайте направление, противоположное вращению.
В некоторых случаях автолюбитель сталкивается с обилием дыма, что свидетельствует о позднем угле. Следует повернуть всего на один зуб, но на этот раз не противостоять направлению.
Другой способ проверки
Существуют альтернативные варианты убедиться в том, что все сделано правильно. Прежде всего, следует снять трубку, а сверху установить на нее прозрачный шланг. Затем запустите двигатель и пусть шкив хорошо провернется.
Следует максимально аккуратно отнестись к этому этапу. Недостаточная внимательность к агрегату чревата потерей высоких потребительских свойств изделия.
После того, как все сделано, следует зафиксировать уровень топлива. Установите границу в верхней точке и не забудьте установить дополнительную отметку на шкиве. Затем осталось установить коленчатый и распределительный валы.
Даже после завершения всех процедур не забывайте о дополнительном контроле. После запуска дизельного двигателя, некоторое время смотрите на особенность его работы. Если вы заметили неприятные особенности, рекомендуется убедиться в правильности выполнения процедур, а при необходимости провести калибровку снова.
Если отрегулировано неправильно
Не рекомендуется приступать к калибровке системы, если отсутствует необходимый уровень технической грамотности. Также заранее следует позаботиться о наличии соответствующего оборудования чтобы иметь возможность максимально точно регулировать момент впрыска. Если техническая грамотность в должной степени отсутствует, проблемы с автомобилем могут быть усугублены.
Одна из главных проблем — снижение ресурса эксплуатации. Впрочем, недостаточный уровень мастерства может привести к слишком большому расходу топлива, снижению мощности. Не забывайте о профилактике технического состояния оборудования чтобы вовремя ликвидировать возможные технические проблемы.
Например, раннее зажигание характерно:
Жесткостью мотора.
Звон, который вызывает негативные ощущения у автолюбителя.
Дым белого цвета.
В то же время позднее зажигание влечет за собой:
Повышенное количество дыма.
Понижение моторной тяги.
Повышение температуры силовой установки.
Вибрация, которая сочетается с плохим набором оборотов.
Для опытных водителей регулировка зажигания ЯМЗ 238 не проблема. Новичкам может потребоваться время и помощь специалиста автомобильного сервиса.
3 способа регулировки зажигания с двигателем ЯМЗ 238
Содержание
Среди дизельных двигателей особое место занимает продукция Ярославского моторного завода. Особенно, если речь идет о 238 серии. От своего предшественника 236 серии продукт унаследовал те же конструкционные особенности, к которым прибавилось два дополнительных цилиндра. Эффективность конструкции растет.
Идеальные продукты не существуют. Когда продукция начинает ломаться, ее необходимо чинить. Не каждый владелец транспортного средства знает как это сделать правильно.
Чаще всего шофера волнует правильное выставление зажигания. Проверка выполняется самостоятельно. Если водителю недоступная самостоятельная проверка угла впрыска, остальных элементов зажигания, обращайтесь к механикам.
Не рекомендуется рассматривать частный вопрос относительно выставления зажигания автомобиля в отрыве от более глобальной проблемы правильного монтажа двигателя большегруза.
Особенности конструкции мотора и зажигания
В моторе 238 серии от Ярославского завода установлено сразу 8 цилиндров и располагаются они V-образно. Камеры сгорания большие, в размере достигают 1858 кубических сантиметров каждая. Двигатель работает в четыре такта со схемой 1-3-6-2-4-5-7-8. система впрыска располагается непосредственно на силовой установке. При этом, уровень сжатия равняется 16.5
Силуминовый поршень относится к цилиндро-поршневой группе. Также комплект включает чугунную гильзу. ЦПГ крепится к шатуну, который также выполнен из чугуна, но дополнительно имеет вставку из бронзы. Плавающие пальцы и спорные кольца реализуют соединение. Конец шатуна будет крепиться болтами к коленвалу. Также могут активно использоваться бронзовые подшипники скольжения.
Цилиндры располагаются двумя рядами. При этом, у каждого ряда своя собственная головка блока цилиндров. Распределительный вал, у которого присутствует шестеренчатый привод будет служить в качестве общего общего механизма для двух головок.
Серый чугун — это практически универсальный материал. Именно из него делаются блоки моторных цилиндров. При этом, основные детали делаются вместе с верхней частью корпуса. Интересно, что современные блоки и выпущенные до 2008 ничем друг от друга не отличаются с точки зрения конструкционных особенностей. Разве что, «юбка» слегка потеряла в размерах, да двигатель поменялся.
Маховик двигателя должен выдерживать мощные нагрузки и сильные воздействия. Поэтому он делается из крайне прочного материала — стали. Присутствующий зубчатый венец делает крайне легким стартерный запуск.
Плунжерная система топливоподачи вполне эффективна. Она относится к механическому виду. К форсункам горючее поступает через ТНВД.
Реализована жидкостная система охлаждения, а также уменьшение температуры с помощью использования масла. Эффективная работа требует постоянной проверки механиком.
Особенности работы дизеля с турбинами
Дизельные двигатели совершенствуются, ключевые узлы дорабатываются чтобы предоставить рост производительности. Поменялись характеристики коленвала, цилиндров, ЦПГ. К силовой установке добавился аппарат для наддува воздуха турбиной. Более того: турбина превратилась в главный элемент конструкции.
Двигатель выполняет требования Евро-1 с помощью жидкостно-масляного теплообменника. В ЦПГ добавили новую систему охлаждения, усовершенствовали насос. Воздух для наддува охлаждается дополнительным аппаратом, повысилась производительность топливной системы.
Дизели эволюционируют. Новые модели соответствуют требованиям Евро-2. Улучшенный насос высокого давления для топлива — визитная карточка двигателя ДЕ от Ярославского завода. Конструкция соответствует нормам Евро-2.
Двигатели постоянно развиваются. Но не любой двигатель подходит для монтажа на большегруз «как есть». Иногда требуется дополнительная регулировка механизма в соответствии с требованиями производителя. Для большегруза главное — правильный монтаж момента впрыска.
Отдельные и дополнительные аппараты требуют особенного внимания при монтаже с учетом наличия турбины на большегрузе. Учитывая, что чаще всего турбина используется ТКР 9-12, большая часть может работать на продукции ЯМЗ 238 серии без дополнительных требований. Производительность повышается до отметки 0,25-0,35 кг/с на 50 тысячах оборотах.
При необходимости вы можете заменить отечественный продукт аналогичным товаром чешского производства с теми же характеристиками.
Регулировка угла опережения
Производитель предлагает простой способ установки угла опережения впрыска на большегрузах. Работа требуется для хорошего зажигания. Взгляните на два отверстия на кожухе маховика. На запчасти нарисованы отметки, с помощью которых легко устанавливаются нужные характеристика угла впрыска. Внешне выглядит просто как набор цифр от 5 до 20 с шагом в пять градусов.
Информация для правильной работы по установке:
Откройте отверстие на корпусе.
Прокрутите коленчатый вал до уровня выравнивания насечек на корпусе и шкиве.
Убедитесь, что речь идет о 6-7 градусах. Проверка обязательна, недооценка чревата неприятными последствиями.
Когда будете прокручивать, обязательно проследите за тем, чтобы клапан первого цилиндра не был открыт. В противном случае, операция не будет выполнена правильно.
Более конкретная и полная инструкция с расширенной информацией выглядит так:
Проверка плотности посадки полумуфты на валу привода.
Затяжка клеммового болта для обеспечения эффективной работы. Требуется проверка качества затяжки.
Удаление пары болтов для контроля зажимного устройства. Следует соединить показатели А и Б на демпферной муфте.
Зажатие крепежа на приводе. Важнейший этап регулировки, без которого работа не признается выполненной правильно.
Замер крепления пластин. Отклонение не должно превышать 1 миллиметра. В противном случае требуется переделка.
Проверка коленвала и правильность установки угла впрыска.
Проверка масла в зажимном устройстве. Некоторые механики недооценивают значимость этапа. Проверка масла устраняет появление множества проблем в будущем.
Чтобы убедиться в правильности выполненной работы поставьте муфту отверстиями вверх и удалите пробки. Если поворачивать муфту и достичь угла в 70 градусов, одно из отверстий обязательно должно дать масло. Допускается, что масло не показывается потому что его мало. Для решения неполадки достаточно долить нужное количество. Работа по регулировке угла впрыска выполняется только опытными водителями.
Приведенный выше способ работает некорректно при значительном износе плунжерных пар. В этом случае используются анализаторы, стробоскопы и дизель-тестеры. Не всегда устройства есть дома у шофера. Если нет, обратитесь к профессиональным механикам.
Регулировка по стробоскопу
Первый этап работы, который надо совершить — прогреть двигатель до рабочей температуры. После этого подключается устройство к сети большегруза и выполняется инструкция:
Удаление гайки с распределителя.
Удаление шланга вакуумного регулятора. При необходимости можно его просто заглушить.
Уменьшение оборотов до минимально доступного уровня. Затем следует подсветить метки. Если все сделано правильно, подвижная и неподвижная части должны совпасть.
Регулировка несовпадающих меток. Делается это только при заглушенном агрегате.
Повторная проверка. Если она вновь показывает несовпадение меток, выполняется регулировка. Цикл считается завершенным когда проверка покажет совпадение меток.
Фиксация гайки.
Регулировка угла впрыска, других элементов зажигания пройдет успешно если поручить работу сотрудникам станции технического обслуживания большегрузов.
Проверка правильности угла впрыска
Для опытных владельцев транспортных средств предусмотрен альтернативный путь проверки правильности угла впрыска. Он работает на большегрузах с установленной турбиной ЯМЗ 238 серии.
Для проверки выполните простую инструкцию с понятной информацией:
Установка шкива. В таком состоянии постарайтесь запустить транспортное средство. Неудачная попытка свидетельствует о необходимости повернуть шкив насоса к ремню на 2-4 зуба. После этого вновь попробуйте завести механизм.
Оцените работу двигателя после того, как он запустился. Если присутствуют посторонние звуки или неприятные шумы, значит пришло время повернуть шкив на пару зубов. Выбирайте противоположное к вращению направление. Обилие дыма сигнализирует о позднем угле опережения. Достаточно повернуть шкив на один зуб в направлении вращения.
Дополнительный способ:
Демонтаж трубки, которая подает горючее к первому цилиндру. Установите прозрачный шланг, после чего поставьте трубку вертикально.
Запуск зажигания. Поверните шкив насоса. Обязательно соблюдайте максимальный уровень аккуратности при выполнении процедуры.
Оценка уровня топлива. Установите верхнюю границу.
Проставление метки на шкиве в соответствии с верхней границей.
Установка коленвала и распределительного вала.
Выполняйте проверку угла впрыска. Последствия некорректной регулировки порой проявляется не сразу. Неблагоприятные последствия наступают почти гарантированно.
Даже после правильно проведенной работы по установке угла обязательно запустите двигатель и убедитесь в том, что он работает исправно. При возникновении даже незначительных подозрений рекомендуется провести работу заново.
Последствия неправильной регулировки
Все этапы работы по регулировке угла впрыска надо делать только в том случае, если мастер имеет достаточный уровень компетенции. Также должны быть в наличии необходимые инструменты и они должны быть в порядке. В противном случае никто не даст гарантии того, что процедура будет выполнена правильно. Некорректно проведенная операция может стать причиной серьезных неисправностей у будущем.
Любой сложный ремонт большегруза без соответствующей компетенции может не только не решить проблему, но и привести к необратимым изменениям.
Убедитесь, что нет раннего или позднего зажигания. В первом случае водитель сталкивается с повышенной жесткостью работы двигателя, неприятным звоном, появлением белого дыма. Пугающие признаки, их устранение заключается в правильной регулировке зажигания.
Делать это лучше на станции технического обслуживания большегрузов. В противном случае, неправильно проведенная процедура станет испытанием для большегруза и водителя.
Опытные водители интуитивно чувствуют когда требуется корректировка системы зажигания. Даже маститые дальнобойщики не всегда способны самостоятельно выполнить сложную процедуру. Им для этого требуется помощь специализированных центров.
Новичкам в деле вождения большегрузов изначально рекомендуется регулярно проводить технический осмотр транспортного средства. Механики подскажут когда требуется регулировка зажигания, своевременно выявят другие серьезные проблемы с транспортным средством. Повышается срок службы транспортного средства.
Проверка зажигания, остальных элементов выполняется в специализированных центрах. Но аксессуары должны быть у любого водителя. Они серьезно помогут на дороге или при появлении проблем.
Расчет времени решает все — основные сведения о зажигании карт
ВРЕМЯ РЕШАЕТ ВСЁ — Основные сведения о зажигании картов Формат для печати ЧАСТЬ I
По Джон Коупленд
Немногие системы вашего карта являются более важными или менее понятными, чем система зажигания. По большей части система зажигания делает свою работу без особой суеты. Вы нажимаете на стартер или нажимаете на отдачу, и двигатель заводится. Если это не так, вы ставите новую свечу зажигания, и все снова в порядке. Но многие из нас понятия не имеют о том, как на самом деле работает система зажигания. В течение следующих нескольких месяцев мы рассмотрим системы зажигания, устанавливаемые на Yamaha KT100S, Briggs and Stratton, а также на двигатели Reed Valve текущего поколения. Но для начала нам нужно иметь общее представление о том, как работают системы зажигания от магнето.
Все двигатели картов используют системы зажигания от магнето. В отличие от системы зажигания в вашем автомобиле или грузовике, магнето не требует батареи в качестве основного источника питания для работы системы зажигания. Вместо этого он опирается на принципы электричества и магнетизма. Когда вы наматываете проволоку на железный или стальной сердечник, а затем меняете магнитное поле в этом сердечнике, вы индуцируете в проводе электрическое напряжение. С точки зрения магнетизма, когда магнитное поле магнита приближается к полю, создаваемому проводом вокруг металлического сердечника, на который он намотан, возникает «потенциал». Скорость, с которой развивается этот потенциал, определяет его величину. Так работает генератор. Чем больше витков провода вы пропускаете через магнитное поле, тем большее напряжение вы индуцируете в проводе. Вращение катушек на якоре генератора мимо магнитов индуцирует напряжение в якоре. Это то, что питает ваши огни прицепа на трассе, или ваши электроинструменты, или что-то еще. Но не имеет значения, какой элемент, магнит или катушка с проволокой, движется, а какой неподвижен. В вашем двигателе магниты расположены в маховике или роторе зажигания, прикрепленном к коленчатому валу. Витки провода, на которые мы собираемся индуцировать напряжение, расположены в катушке, которая в данном случае неподвижна. Таким образом, в отличие от приведенного выше примера, магнитное поле вращается мимо провода, а не наоборот. Но эффект тот же. Перемещение магнитов мимо провода индуцирует напряжение в проводе.
«Потрясающе», скажете вы. «Мы создали напряжение в катушке, перемещая магниты мимо нее». Но, боюсь, у меня для вас плохие новости. Прежде всего, напряжение, которое вы сгенерировали, слишком мало, чтобы прыгать через промежуток свечи зажигания. На самом деле, это занимает Вторичная обмотка около 5000 вольт, чтобы искра прыгала через зазор 0,030 дюйма. И даже если бы вы каким-то образом смогли собрать достаточное напряжение, чтобы поджечь свечу, у вас есть лишь самое смутное представление о том, когда у этой энергии будет достаточно сил, чтобы совершить скачок и начать процесс горения. Нет, вы должны быть в состоянии взять относительно небольшое напряжение, которое вы индуцируете в проводах катушки, а затем точно указать, когда вы хотите, чтобы свеча зажигания загорелась. И, во-вторых, вы должны поднять напряжение, чтобы у него была сила, чтобы зажечь топливно-воздушную смесь в цилиндре.
На самом деле, вторая часть этого проекта является более легкой из двух. Ваша катушка на самом деле состоит из двух катушек провода. (См. рис. 1) Первая, называемая «первичной обмоткой», представляет собой провод, в котором магнитное поле индуцирует напряжение. Он даже не подключен к проводу свечи зажигания. Провод штекера подключен к «вторичной обмотке» катушки, а вторичная обмотка имеет намного больше витков провода, чем первичная, больше «витков», как они это называют. По сути работает как трансформатор. Чем больше витков, тем больше напряжение для данного напряжения. Подача 12 вольт через первичную обмотку со 100 витками и вторичную обмотку с 200 витками даст вам 24 вольта во вторичной обмотке. Только в вашей катушке зажигания соотношение витков от первичной к вторичной намного больше, чем 2 к 1. Таким образом небольшое напряжение, которое магнето генерирует в первичной обмотке, увеличивается настолько, что зажигается свеча зажигания.
Как я уже говорил, поднять напряжение достаточно, чтобы зажечь штепсельную вилку, несложно. Сложность заключается в том, чтобы точно сказать катушке, когда высвободить эту энергию. Мы рассмотрим системы зажигания, используемые в двигателях Briggs, 100-кубовых двигателях Yamaha и современных 2-тактных двигателях Reed. Хотя в каждом из этих двигателей используется несколько иная техника «запуска» искры, все они основаны на одном и том же основном принципе. Когда магниты ротора зажигания или маховика приближаются к катушке, магнитное поле начинает индуцировать напряжение в первичной обмотке. Это напряжение заземляется на картер двигателя как «короткое замыкание». Тот факт, что цепь заземлена и, следовательно, завершена, и имеет потенциал напряжения, о котором мы упоминали ранее, вызывает протекание тока. Это заземление может проходить через провод, выходящий из катушки, прикрепленной к картеру, или может быть внутри катушки и быть невидимым. Некоторые В заранее определенной точке (помните, каждый тип двигателя делает это по-своему) это короткое замыкание размыкается. Это означает, что напряжение больше не может быть заземлено. Вместо этого оно «отскакивает» обратно через катушку, подавая питание на вторичную обмотку, и это напряжение заземляется, прыгая через разрядник свечи зажигания на землю на двигателе. Подумайте об этом таким образом; если вы когда-либо очень быстро закрывали водопроводный кран, вы иногда получаете «ударную волну» в водопроводных трубах. Они называют это «гидравлическим ударом», и он издает звук, как если бы кто-то однажды ударил по водопроводной трубе. Иногда это происходит, когда стиральная машина работает, и один из ее клапанов очень быстро закрывается. Во всяком случае, то же самое может произойти, более или менее, с электрическим током, протекающим через индуктор. Если ток, текущий на землю в первичной цепи системы зажигания, внезапно прекращается из-за разрыва цепи, ток «отскакивает» обратно. В кругах электриков это называется «индуктивным обратным ходом», и это то, что создает всплеск напряжения, который катушка затем поднимает до достаточного напряжения, чтобы перепрыгнуть зазор свечи зажигания.
Безусловно, расположение магнитов в маховике по отношению к расположению катушки влияет на то, когда относительно положения поршня в цилиндре напряжение возрастает и приводит в движение. Но именно тогда, когда первичная цепь размыкается и инициирует процесс, который фактически запускает свечу зажигания, включает несколько других, более сложных факторов. Далее мы рассмотрим их для каждого типа двигателя и почему они так важны.
Помните, что когда магниты в роторе или маховике коленчатого вала вращаются мимо витков провода в катушке, они индуцируют напряжение в этих витках. Но у этого небольшого напряжения недостаточно напряжения, чтобы перепрыгнуть зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где вступает в дело вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы.
Создание потенциала и повышение напряжения — самые простые части этого проекта. Получение искры точно в нужный момент относительно положения поршня в цилиндре — вот что имеет значение. Существуют различные механизмы контроля, когда это происходит. Помните, что большую часть времени, когда магниты движутся мимо катушки и индуцируют напряжение в обмотках, это напряжение замыкается непосредственно на картер. Но в какой-то момент это короткое замыкание должно быть прервано, в результате чего напряжение «отскакивает» через катушку, возбуждает вторичную обмотку и зажигает вилку. В более старых двигателях, таких как более старые двухтактные двигатели Briggs, McCulloch и им подобные, эта работа выполнялась механически. Набор «точек», маленький подпружиненные контакты, фактически разомкнутые и замкнутые, приводятся в действие кулачком, расположенным на кривошипе или ступице маховика. Точки оставались закрытыми на протяжении большей части вращения коленчатого вала, и ток протекал через них и заземлялся на картер. Когда кулачок пришел в себя и точки разомкнулись, короткое замыкание было разорвано, и начался процесс зажигания свечи зажигания.
Современные двигатели, будь то 2-тактные или 4-тактные, перешли от этой довольно примитивной механической операции к электронному зажиганию. Эти твердотельные системы более долговечны и надежны, чем старые точечные системы, но что более важно, они дают точечный контроль того, что инженеры называют «искровым событием».
Yamaha использует магнето особого типа с «пусковым» механизмом, расположенным в маленькой золотой коробочке, которая крепится к двигателю снаружи. Для такой дорогой вещицы, как X%*?@ (Yamaha называет ее TCI-модулем), она на удивление проста внутри. Первичный ток течет по проводу, выходящему из катушки, в модуль ОТК и заземляется через корпус ОТК. (См. рис. 2). Вот почему так важно обеспечить хорошее соединение между TCI и картером двигателя. Убедитесь, что он надежно закреплен либо непосредственно на двигателе, либо на чем-то, связанном с двигателем. TCI содержит небольшую печатную плату с несколькими резисторами и конденсаторами, а также хороший транзистор. Транзистор — это сердце системы, и он, по сути, «измеряет» величину тока, протекающего через него. По мере того, как ротор движется мимо катушки, напряжение нарастает, достигая пика, когда магниты почти центрируются на катушке. Непосредственно перед этим пиком срабатывает транзистор в TCI. Думайте об этом как о щелчке «электронного переключателя». Цепь размыкается и без место, чтобы пойти, напряжение приходит в норму. Этот всплеск напряжения в первичных обмотках катушки возбуждает вторичные обмотки, и это высокое напряжение затем отправляется на поиски куда-то уйти. Путь наименьшего сопротивления лежит через зазор свечи зажигания к массе на головке блока цилиндров. Бинго! Свеча срабатывает, как и ваш двигатель. Единственная переменная, влияющая на возникновение искры, — это когда комбинация ротор/катушка генерирует правильный ток для открытия транзистора в TCI. Раньше между старыми коробками TCI существовала значительная разница, измеряемая как ток, необходимый для открытия транзистора. Но, что любопытно, эти различия не привели к каким-либо измеримым различиям во времени или производительности. Более новые коробки TCI, стандартные для Yamaha и PRD, практически не имеют разницы в требуемом текущем значении. Поскольку технические правила предписывают, чтобы ключ зажигания и ротор были фиксированными, это означает, что, независимо от значения TO, все Yamaha KT 100 имеют примерно одинаковый угол опережения зажигания, измеряемый в градусах вращения коленчатого вала до верхней мертвой точки.
Принцип тот же. Вращающийся магнит на роторах зажигания перемещает свое магнитное поле через поле, окружающее неподвижную катушку. Это индуцирует потенциальное напряжение в первичных обмотках катушки. Этот потенциал заставляет ток низкого напряжения течь от катушки через первичный провод к TCI и через TCI к земле на двигатель. Когда ток достигает предварительно определенное значение, установленное в транзисторе в блоке TCI, этот транзистор открывается, и ток внезапно прекращает течь. Эффект «обратной связи» вызывает скачок напряжения в первичной обмотке, который возбуждает вторичную обмотку. Поскольку во вторичной обмотке во много раз больше витков провода, чем в первичной, потенциал напряжения, индуцируемый во вторичной обмотке, намного выше. На самом деле достаточно высоко, чтобы разрядник свечи зажигания перескочил на землю, вызывая искру, чего мы действительно хотели все это время. Критическими факторами являются:
Нет коротких замыканий или других прерываний для отвода тока от коробки TCI. Этот последний пункт важен, потому что именно так вы подключаете выключатель к Yamaha, если хотите.
Простой провод от соединения между основным проводом и TCI, идущий к выключателю, делает свое дело. Просто подключите другую сторону переключателя к заземленному проводу, и при переключении переключателя ток от основного провода пойдет по пути наименьшего сопротивления, обойдет блок TCI и пройдет через переключатель на землю. Бинго! Нет тока на коробку TCI, нет искры.
Большинство используемых сегодня циклов Reed Valve 2, включая двигатели с коробкой передач, используют некоторые варианты систем CDI, впервые разработанных для двигателей итальянских картингов в 70-х годах. CDI расшифровывается как «Capacitive Discharge Ignition». И снова у нас есть вращающийся магнит и фиксированная катушка или «статор». Однако, в отличие от системы Yamaha, модуль управления размещен в статоре с первичными обмотками, а катушка Первичные обмотки статора, называемые «зарядной катушкой» на рисунке 3, зеркально отражены во внешней катушке «зажигания», где они делят пространство с вторичными обмотками. (См. рис. 3) Таким образом, когда магниты в роторе проходят мимо датчиков в статоре, они индуцируют напряжение в первичных обмотках зарядной катушки в статоре.0017
Когда схема управления в статоре, срабатывающая по сигналу от катушки генератора импульсов, блокирует путь тока к земле, этот ток протекает по проводам, соединяющим статор с катушкой, где он протекает через согласующие обмотки. Они, в свою очередь, питают вторичные обмотки, и напряжение разряжается через разрядник свечи зажигания. Следует отметить важные различия между этими системами, будь то Selecta, ltalsystems или кто-то еще. Некоторые также включают внешний модуль емкостного разряда в дополнение к внешней катушке зажигания. Но в каждом случае соединение статора с катушкой состоит не менее чем из двух проводов; первичка и земля. Это означает, что вам не нужно беспокоиться об установке катушки на самом двигателе. Пока провода тянутся, можно монтировать катушку где удобно. Часто это означает установку в более защищенном или менее подверженном вибрации месте. Второе отличие, которое может иметь важное значение для производительности, заключается в том, что использование трех наборов обмоток означает, что напряжение может быть «повышено» немного больше, чем конфигурация с двумя наборами в зажигании Yamaha. Это может дать более горячую искру и более эффективное и полное сгорание.
В следующем месяце мы завершим этот обзор систем зажигания, рассмотрев систему «Магнетрон» Briggs & Stratton и изучив, какие регулировки и функции настройки предлагает каждая отдельная система зажигания, и какой эффект могут дать эти регулировки. Тогда увидимся.
Время это все — часть 2
О нас Нам | Карты | Части | Расписания | Ресурсы | Контакт
Расчет времени решает все. Основные сведения о зажигании картов, часть 2
ВРЕМЯ РЕШАЕТ ВСЁ — Основные сведения о зажигании картов Формат для печати
ЧАСТЬ 2
По Джон Коупленд
В прошлом месяце мы начали рассматривать основные принципы работы системы зажигания вашего двигателя. Вы помните, что мы отметили, что когда магниты в роторе или маховике на коленчатом валу вращаются мимо витков провода в катушке, они индуцируют напряжение в этих витках. Но у этого «потенциала» недостаточно напряжения, чтобы перепрыгнуть через зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где в дело вступает вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы.
Мы также рассмотрели системы зажигания от магнето, используемые в двигателе Yamaha KT l00S, и в общих чертах рассмотрели системы зажигания с емкостным разрядом, которые сегодня используются в большинстве циклов Reed Valve 2. В большинстве двигателей объемом 80 и 125 куб. см также используется некоторый вариант этого зажигания CDI. Теперь давайте посмотрим на почтенную Briggs & Stratton и ее систему зажигания «Магнетрон». Казалось невероятным, когда Бриггс сказал нам, что мы можем вытащить точки и конденсатор, которые хорошо служили нам в течение многих лет, и поставить на их место эту маленькую коробочку. Ну, не только работает, но и работает лучше, чем когда-либо работали старые очки. Вот как: Катушка магнетрона на самом деле содержит 3 отдельные катушки обмоток. В дополнение к первичной и вторичной обмоткам имеется 3-я обмотка, называемая «пусковой» катушкой». вольт), который питает твердотельное переключающее устройство, называемое транзистором Дарлингтона, включающее транзистор. Этот режим «включено» замыкает цепь на первичной обмотке, и ток около 3 ампер течет на землю на картере (рис. 2). Поскольку маховик продолжает вращаться, этот ток создает магнитное поле во вторичной обмотке.
При замыкании магнитов в свечном зазоре. маховик достигает триггерной катушки, второй небольшой ток индуцируется в триггерной катушке, и этот ток заставляет транзистор «выключиться», эффективно разрывая цепь первичной обмотки на землю (рис. 3). Как мы обсуждали в прошлом месяце, внезапный разрыв вызывает коллапс магнитного поля. Поскольку ток (сила тока) и напряжение обратно пропорциональны, внезапное прекращение протекания тока вызывает «всплеск» напряжения, поскольку оно компенсирует. Именно этот всплеск создает напряжение, необходимое во вторичной обмотке, чтобы прыгнуть через промежуток свечи зажигания и воспламенить смесь. Кстати, в катушке Магнетрона первичная обмотка имеет 74 витка провода, а вторичная — 4400. Это 59 витков.Соотношение 0,5:1, и это помогает обеспечить достаточное напряжение для выполнения работы. Все это, начальный ток в катушке триггера, нарастание потенциала, второй импульс катушки триггера и спадающее поле с результирующим всплеском напряжения и искрой примерно на 10 градусов поворота рукоятки. Это означает, что при 6000 об/мин все это, от начала до конца, занимает всего около 0,00027 секунды. Довольно удивительно.
Эта простая, но очень эффективная система контроля искры даже увеличивает угол опережения зажигания, заставляя свечу срабатывать раньше (в градусах вращения коленчатого вала) при увеличении оборотов. Вы можете вспомнить из первой части этой серии (NKN, январь 2000 г.), что «скорость, с которой () развивается потенциал, определяет его величину». Другими словами, чем быстрее вы вращаете магнит на маховике мимо обмоток в катушке, тем больше развиваемое потенциальное напряжение. Поскольку для включения (и выключения) транзистора Дарлингтона от триггерной катушки требуется всего около 1,0 вольта, чем быстрее (с точки зрения степени вращения кривошипа) потенциал нарастает до требуемых 1,0 вольт, тем раньше индуцируется ток в первичной обмотке. катушки начнет строиться. И аналогично, чем раньше потенциал второй триггерной катушки достигнет 1,0 вольта, тем раньше он выключит транзистор и запустит процесс искры. Взгляните на рисунок 3, чтобы увидеть, как это ускоряет синхронизацию. Я знаю, что это звучит как инженерная тарабарщина. Но для вас как для гонщика это означает, что чем быстрее вы крутите двигатель, тем раньше возникает искра при вращении кривошипа. «Продвижение» искры — это то, с чем тюнеры двигателей от картингов до NASCAR играли годами. Большинство Системы зажигания больших автомобилей десятилетиями имели встроенную систему опережения зажигания. В последние годы старые механические системы изменения фаз газораспределения были заменены сложными электронными системами управления двигателем. Система Briggs «Magnetron» делает именно это — чисто, эффективно и надежно.
В системе зажигания есть всего несколько факторов, которые гонщик может регулировать. Некоторые из них относительно просты, и настройка с их помощью является обычной практикой. Другие требуют сложной механической обработки и изготовления. Третьи — просто вопрос замены компонентов. В любом случае, вы можете внести некоторые изменения, которые существенно повлияют на работу вашего двигателя, работая с системой зажигания.
Давайте начнем с того, что произойдет, если мы начнем возиться с Бриггсом.
Вероятно, наиболее часто используемым инструментом для настройки зажигания на 4-тактных двигателях Briggs & Stratton является шпонка для маховика. Они есть в каждом магазине картингов, а сообразительный гонщик Briggs предлагает выбор, чтобы настроить двигатель под трассу. По сути, эти маленькие обработанные детали заменяют стандартную шпонку маховика Briggs 1/8 «X 1/8». Хотя они иногда обозначаются смещением в тысячных долях дюйма, чаще всего они идентифицируются по градусам смещения. Другими словами, на сколько градусов вращения кривошипа они перемещают маховик из исходного положения. Большинство производителей двигателей строят Двигатели класса Stock, сжигающие метанол, обычно выбрасывают свои двигатели со смещением примерно на 5 градусов. Такое опережение обеспечивает достаточно безопасное увеличение производительности без особых головных болей для менее опытного или предприимчивого настройщика. Часть этой улучшенной производительности достигается за счет более раннего запуска самого процесса сгорания и, таким образом, оптимизации точки, в которой давление в камере сгорания достигает своего пика. Другая часть связана с тем, что смесь метанола с воздухом сгорает несколько медленнее, чем смесь бензина с воздухом, для которой был разработан двигатель. Так что вы газовые классы там взять на заметку; 2 или 3 степени — лучшее место для начала.
Одна вещь, с которой нужно быть осторожным, как это ни глупо, это то, что вы смещаете ключ в правильном направлении. Вы хотите, чтобы свеча зажигания срабатывала раньше при вращении кривошипа, когда поршень находится ниже в цилиндре на пути вверх. Это означает, что если смотреть со стороны маховика, то при снятом стартере или гайке стартера вместе с шайбой шпоночный паз в маховике должен быть ближе к в верхней мертвой точке, чем шпоночный паз в коленчатом валу, поскольку шпоночный паз вращается вверх по направлению к катушке (рис. 4).
Ладно, я вижу, ты закатываешь глаза. Но я видел двигатели с неправильным смещением маховиков. И поверьте мне, замедление искры примерно на 5 градусов не улучшит вашу работу.
В любом случае, что происходит, когда вы перемещаетесь вверх или вниз от начальной точки на 5 градусов? Еще большее смещение маховика помогает двигателю достичь более полного сгорания при более высоких оборотах. Разжечь огонь раньше, вы знаете. Но чем больше время сгорания в цилиндре, тем больше тепла поглощается блоком и головкой. Вы получите верхний предел, но вам, вероятно, понадобится более крупный жиклер, чтобы удерживать тепло ниже 380?39.0 градусов верхний предел. Если вы заблокировали часть воздухозаборника на кожухе вентилятора, вы можете немного приоткрыть его. Большинство тюнеров не боятся подниматься до 7 или 8 градусов, но немногие решаются выйти за эти пределы.
К сожалению, это увеличение на верхнем уровне происходит за счет нижнего уровня. А на трассе, где выход из медленных поворотов — это разница между победой и поражением, это плохой обмен. В таких случаях опытный настройщик уменьшает вылет маховика до 4 или даже на 3 градуса для улучшения характеристик на низких оборотах. Поскольку топливно-воздушная смесь всегда сгорает, более или менее, с одной и той же скоростью, если вам нужно, чтобы двигатель работал наилучшим образом на более низких оборотах, слишком большое опережение может отодвинуть пиковое давление сгорания так рано при вращении кривошипа, что фактически сопротивляется импульсу кривошипа и маховика и снижает производительность. Конечно, чтобы получить оптимальную топливную смесь на этих более низких оборотах и помочь поднять нагрев до желаемого диапазона, вам может понадобиться меньший жиклер, если вы уменьшите смещение в зажигании. Закрытие некоторых из этих воздухозаборников в кожухе также может помочь нагреться.
Есть только одна проблема со смещением шпонки маховика, чтобы получить желаемое время. Люди на заводе Briggs приложили большие усилия, чтобы сбалансировать комбинацию маховик/коленчатый вал/поршень/шток для более плавного хода и лучшей производительности. Смещение этого ключа нарушает весь этот тщательно спроектированный баланс, и это снижает производительность. Итак, вам не нужно выбирать один фактор вместо другого? Не обязательно.
В следующем месяце мы рассмотрим, как добиться желаемого тайминга, не жертвуя при этом слишком большим балансом. Затем мы завершим этот обзор систем зажигания, изучив, какие другие регулировки и функции настройки предлагает каждая система, и на что могут повлиять эти регулировки.
Карбюратор К-126 устанавливается на двигатели ГАЗ-21, ГАЗ-24, ГАЗ-53, ГАЗ-66 и др.
Очень простой и надежный карбюратор
Особенностью карбюратора К-126Б является то, что все жиклеры можно промыть и продуть без разборки карбюратора
Карбюратор имеет две смесительные камеры: первичную и вторичную. Первичная камера работает на всех режимах двигателя.
Вторичная камера включается в работу пли большой нагрузке (примерно после 2/3 хода дроссельной заслонки первичной камеры).
Для обеспечения бесперебойной работы двигателя на всех режимах карбюратор имеет следующие дозирующие устройства: систему холодного хода первичной камеры, переходную систему вторичной камеры, главные дозирующие системы первичной и вторичной камер, систему экономайзера, систему пуска холодного двигателя и систему ускорительного насоса.
Все элементы дозирующих систем расположены в корпусе поплавковой камеры, ее крышке и корпусе смесительных камер.
Корпус и крышка поплавковой камеры отлиты из цинкового сплава.
Корпус смесительных камер отлит из алюминиевого сплава.
Между корпусом поплавковой камеры, ее крышкой и корпусом смесительных камер установлены уплотнительные картонные прокладки.
В корпусе поплавковой камеры расположены: два больших 6 и два малых диффузора 7, два главных топливных жиклера 28, два воздушных тормозных жиклера 21 главных дозирующих систем, две эмульсионные трубки и, расположенные в колодцах, топливный 13 и воздушный жиклеры системы холостого хода, экономайзер и направляющая втулка 27, ускорительный насос 24 с нагнетательным и обратным клапанами.
Распылители главных дозирующих систем выведены в малые диффузоры первичной и вторичной камер.
Диффузоры запрессованы в корпус поплавковой камеры, в корпусе поплавковой камеры имеется окно 15 для наблюдения за уровнем топлива и работой поплавкового механизма.
Все каналы жиклеров снабжены пробками для обеспечения доступа к ним без разборки карбюратора.
Топливный жиклер холостого хода, может быть, вывернут снаружи, для чего его корпус выведен через крышку вверх наружу.
В крышке поплавковой камеры расположена воздушная заслонка 11 с полуавтоматическим приводом.
Привод воздушной заслонки соединен с осью дроссельной заслонки первичной камеры системой рычагов и тяг, которые при пуске холеного двигателя открывают дроссельную заслонку на угол, необходимый для поддержания пускового числа оборотов двигателя.
Вторичная дроссельная заслонка при этом плотно закрыта.
Эта система состоит из рычага привода воздушной заслонки, который одним плечом действует на рычаг оси воздушной заслонки, а другим через тягу на рычаг малого газа, который, поворачиваясь, нажимает на заслонку первичной камеры и открывает ее.
В крышке карбюратора крепится поплавковый механизм, который состоит из поплавка, подвешенного на оси, и клапана 30 подачи топлива.
Поплавок карбюратора изготовлен из листовой латуни толщиной 0,2 мм.
Клапан подачи топлива – разборный, состоит из корпуса и запорной иглы.
Диаметр седла клапана 2,2 мм. Конус иглы имеет специальную уплотнительную шайбу, изготовленную из состава на основе фтористой резины.
Топливо, поступающее в поплавковую камеру, проходит через сетчатый фильтр 31.
В корпусе смесительных камер расположены две дроссельные заслонки 16 первичной камеры и вторичной камеры, регулировочный винт 2 системы холостого хода, винт токсичности, каналы системы холостого хода, служащие для обеспечения согласованной работы системы холостого хода и главной дозирующей системы первичной камеры, отверстие 3 подвода разрежения к вакуум-регулятору опережения зажигания, а также переходная система вторичной камеры.
Система холостого хода карбюратора состоит из топливного жиклера 13, воздушного жиклера и двух отверстий в первичной смесительной камере (верхнего и нижнего).
Нижнее отверстие снабжено винтом 2 для регулирования состава горючей смеси.
Топливный жиклер холостого хода расположен под уровнем топлива и включен после главного жиклера первичной камеры.
Эмульсирование топлива производится воздушным жиклером.
Необходимая характеристика работы системы достигается топливным жиклером холостого хода, воздушным тормозным жиклером, а также величиной и расположением переходных отверстий в первичной смесительной камере.
Главная дозирующая система каждой камеры состоит из больших и малых диффузоров, эмульсированных трубок, главных топливных и главных воздушных жиклеров.
Главный воздушный жиклер 21 регулирует поступление воздуха внутрь эмульсионной трубки 23, расположенной в эмульсионном колодце.
Эмульсионная трубка имеет специальные отверстия, предназначенные для получения необходимой характеристики работы системы.
Система холостого хода и главная дозирующая система первичной камеры обеспечивают необходимый расход топлива на всех основных режимах работы двигателя.
Система экономайзера состоит из направляющей втулки 27, клапана 23 и распылителя 19.
Система экономайзера включается в работу до полного открытия дроссельной заслонки вторичной камеры.
Следует отметить, что на режиме полной нагрузки работают, кроме системы экономайзера, главные дозирующие системы обеих камер и очень немного топлива продолжает поступать через систему холостого хода.
Система ускорительного насоса состоит из поршня 24, механизма привода 20 впускного и нагнетательного (выпускного) клапанов и распылителя 12, выведенного в воздушный патрубок первичной камеры.
Система имеет привод от оси дросселя первичной камеры и работает при разгоне автомобиля.
На оси дроссельной заслонки первичной камеры жестко укреплен рычаг 4 привода. Также жестко на оси укреплен поводок кулисы 25. Кулиса свободно установлена на оси заслонки 16 и имеет два паза.
В первой из них перемещается поводок, а во втором – палец с укрепленным на нем роликом рычага 26 привода оси 8 вторичной заслонки.
Заслонки удерживаются в закрытом положении пружинами, укрепленными на оси первичной камеры и оси вторичной камеры.
Кулиса 25 также постоянно стремится закрыть заслонку вторичной камеры, так как на нее действует возвратная пружина, закрепленная на оси первичной камеры.
При движении рычага 4 привода оси первичной камеры поводок рычага первичной камеры сначала свободно перемещается в пазу кулисы 25 (таким образом, открывается только заслонка первичной камеры), и примерно после 2/3 ее хода поводок начинает поворачивать ее.
Кулиса 25 привода вторичной заслонки открывает вторичную дроссельную заслонку. При сбросе газа пружины возвращают всю систему рычагов в исходное положение.
Карбюратор необходимо промывать в чистом неэтилированном бензине или ацетоне с последующей продувкой сжатым воздухом.
Состояние основных деталей и узлов, поступающих на сборку
Все каналы корпусных деталей должны быть тщательно промыты и продуты сжатым воздухом.
Допускается ремонт обломов фланцев крепления, не захватывающих внутренние полости и каналы, путем заварки.
Поверхности соединительных фланцев деталей корпуса должны быть плоскими без забоин и неровностей.
При проверке на плите неплоскостность не должна превышать 0,1 мм.
Производительность жиклеров перед установкой в карбюратор должна быть проверена на приборе модели НИИАТ-528 или ином приборе, позволяющем проверить производительность жиклеров:
— жиклер воздушный главный Ø 0,8+0,06мм;
— жиклер топливный холостого хода Ø 0,75+0,06мм;
— жиклер воздушный холостого хода Ø 1,5+0,06мм;
— распылитель экономайзера Ø 0,7+0,06мм;
— распылитель ускорительного насоса Ø 0,6+0,05мм.
Величина производительности жиклеров карбюратора К-126Б должна быть в следующих пределах:
Размер эмульсионных отверстий в смесительной камере:
— верхнего Ø 1,0+0,06 ;
— нижнего Ø 1,3+0,06мм.
Резьба жиклеров не должна иметь забоин.
Клапан экономайзера должен быть герметичен. Герметичность нужно проверять водой под давлением 1200 мм вод. ст. допускается протекание воды под клапан не более 4 капель в минуту.
Шток клапана должен выступать из корпуса в пределах 1,1+0,3мм.
Корпус диффузора должен быть целым, без обломов и трещин.
Поплавок не должен иметь пробоин и вмятин. Он должен быть проверен на герметичность погружением в горячую воду. Появление пузырьков воздуха у исправного поплавка не допускается.
Вес поплавка должен быть в пределах 13,3 ± 0,7 г.
Клапан подачи топлива должен быть испытан на герметичность вакуумом, равным 100 мм рт. ст., через воду; при этом допускается просачивание не более 10 капель в минуту.
Разборка карбюратора
Карбюратор разбирают для очистки поплавковой камеры смены жиклеров и сопрягаемых деталей при нарушении их посадок.
Разборку карбюратора производить в следующем порядке:
— расшплинтовать и вынуть из отверстия рычага один конец тяги малых оборотов;
— отвернуть семь винтов крепления крышки поплавковой камеры, снять крышку, стараясь не повредить картонную прокладку под ней;
— вынуть, ось поплавка и снять поплавок. Вынуть иглу топливного клапана вместе с пружиной;
вывернуть корпус топливного клапана вместе с паронитовой прокладкой. Не рекомендуется без необходимости снимать воздушную заслонку.
Для снятия заслонки отвернуть два винта ее крепления, затем отвернуть винт крепления втулки рычага привода, снять рычаг вместе со втулкой и пружиной. Вынуть ось воздушной заслонки в сборе с рычагом и возвратной пружиной.
— далее приступают к разборке поплавковой камеры. Вынуть шплинт из серьги привода ускорительного насоса.
Осторожно придерживая рукой сверху привод ускорительного насоса, освободить шток привода от рычага, укрепленного на оси дросселя, вынуть серьгу.
Вынуть шток привода ускорительного насоса в сборе с поршнем и приводом экономайзера из корпуса карбюратора.
Не рекомендуется разбирать привод ускорительного насоса. При необходимости замены поршня ускорительного насоса или по другим причинам следует отвернуть установочные гайки штоков ускорительного насоса и экономайзера и вынуть штоки, сняв пружины;
— отвернуть пробки снаружи корпуса, вывернуть главные топливные жиклеры первичной и вторичной камер и воздушный жиклер холостого хода;
— для доступа к эмульсионным трубкам следует отвернуть главные воздушные жиклеры первичной и вторичной камер.
— отвернуть большую гайку в передней части корпуса и осторожно, чтобы не повредить прокладку, вынуть смотровое стекло поплавковой камеры;
— малые диффузоры выпрессовывать из корпуса карбюратора не разрешается;
— отвернуть четыре винта крепления и отсоединить от поплавковой камеры смесительную. Вынуть два больших диффузора и прокладку между камерами.
— Без необходимости не следует разбирать смесительную камеру. Если ось дросселей качается в бобышках или плотность прилегания заслонок к стенкам камеры неудовлетворительная, а осевой люфт заслонки в открытом состоянии превышает 0,3 мм, то смесительную камеру следует разобрать.
— для полной разборки смесительной камеры следует:
— отвернуть гайку рычага оси дросселя первичной камеры и два винта крепления крышки механизма привода;
— снять рычаг привода и рычаг малых оборотов с установочными шайбами, и крышку механизма;
— снять кулису с пружиной с оси дросселя первичной камеры.
Отвернуть, по два винта и вынуть дроссели первичной и вторичной камер;
— снять рычаг привода ускорительного насоса с оси дросселя первичной камеры и гайку с шайбой с оси вторичной камеры;
— вынуть обе оси на корпуса, одновременно сняв возвратную пружину оси первичной камеры.
Сборка карбюратора
Поплавок должен свободно, без заеданий качаться на своей оси, обеспечивая при этом ход иглы не менее 1,5 мм.
Уровень топлива в поплавковой камере карбюратора должен быть на 18,5—21,5 мм ниже верхней плоскости корпуса и соответствовать меткам на корпусе карбюратора, которые видны через смотровые окна.
Для получения правильного уровня в поплавковой камере допускается подгибать кронштейн поплавка.
Диафрагменный механизм должен быть герметичен. Проверка производится на специальном стенде.
При вакууме 1500—1700 мм вод, ст. допускается пропуск воздуха не более трех пузырьков в секунду.
Крышку диафрагменного механизма и крышку рычажного механизма диафрагменного привода нужно пломбировать.
Ось дросселей должна свободно без заеданий вращаться в подшипниках. Зазоры по окружности между заслонками и корпусами не должны превышать:
— для дроссельных заслонок—0,06 мм;
— для воздушных заслонок — 0,2 мм.
При полностью закрытой воздушной заслонке дроссели заслонки должны открываться на 12° не менее от положения их полного открытия.
Полное включение клапана экономайзера должно быть при полностью открытых дросселях.
Испытание
Собранный карбюратор должен быть проверен на отсутствие подтеканий и высоту уровня топлива в поплавковой камере на приборе модели НИИАТ-355.
При избыточном давлении 0,3— 0,32 кГ/см2 для бензина удельного веса 0,720—0,750 г/см3 уровень топлива в поплавковой камере должен быть 20 ± 1 мм до плоскости разъема карбюратора.
Производительность ускорительного насоса должна быть не менее 10 см3 за 10 ходов поршня.
Проверка полного включения клапана экономайзера производится замером: зазора между планкой и гайкой привода экономайзера, расстояния между верхней плоскостью крышки карбюратора и верхней плоскостью планки.
Зазор между планкой и гайкой штока привода экономайзера при положении верхней плоскости планки на расстоянии 13 ± 0,2 мм от верхней плоскости разъема поплавковой камеры должен быть 3 ± 0,2 мм.
Расстояние между верхней разъемной плоскостью крышки карбюратора и верхней плоскостью планки должно быть 21,5 ± 0,2 мм.
Проверка срабатывания диафрагменного механизма пиевмоцентробежного ограничителя оборотов производится на специальном стенде.
Ограничитель оборотов карбюратора при работе с эталонным датчиком должен обеспечивать автоматическое ограничение числа оборотов коленчатого вала двигателя при его работе с воздушным фильтром в пределах:
— по скоростной характеристике — 3200—3400 об/мин;
— на холостом ходу — 3450—3550 об/мин.
Все карбюраторы, выходящие из ремонта, должны быть проверены на двигателе с целью определения их основных рабочих качеств, обеспечивающих:
— легкость пуска двигателя;
— устойчивую работу двигателя на малых оборотах холостого хода;
— отсутствие провалов в работе.
Минимально устойчивые обороты коленчатого вала двигателя при работе на холостом ходу должны быть в пределах 400— 500 об/мин.
При проверке работы двигателя на различных режимах (с нагрузкой и без нагрузки) карбюратор должен обеспечивать плавный без провалов переход с одного режима работы двигателя на другой.
Регулировка карбюратора
Регулировку холостого хода выполняют упорным винтом 1 (рис. 3), ограничивающим закрытие дросселей, и двумя винтами 2, 2, изменяющими состав рабочей смеси, на хорошо прогретом двигателе и при исправной системе зажигания.
Особое внимание должно быть уделено исправности свечей зажигания и правильности зазора в их электродах.
При регулировке следует учитывать, что карбюратор двухкамерный и состав рабочей смеси в каждой камере регулируют самостоятельно.
Начиная регулировку, следует завернуть винты 2 до отказа, а затем отвернуть на два оборота каждый.
Пустить двигатель и установить винтом 1 такое наименьшее открытие дросселей, при котором двигатель работает вполне устойчиво.
Затем обеднять смесь одним из винтов 2, завертывая его при каждой пробе на ¼ оборота до тех пор, пока двигатель не начнет работать с перебоями.
После этого обогащают смесь, вывернув винт 2 на ½ оборота. Проделать те же операции со вторым винтом 2.
Отрегулировав состав смеси, попробовать уменьшить число оборотов холостого хода, вывертывая упорный винт 1 дросселей, после чего снова обеднять смесь обоими винтами поочередно, как указано выше.
Для проверки регулировки холостого хода резко нажать на педаль управления дросселями и резко отпустить ее.
Если двигатель остановится, то число оборотов необходимо увеличить винтом упора дросселей.
Правильно отрегулированный двигатель должен устойчиво работать при 475 — 525 об/мин.
Регулировка и устройство карбюратора 126 к
Статья описывает карбюратор 126 к. В ней рассказано об этом устройстве. Имеется информация про его основные составляющие. Дана информация об правильной эксплуатации устройства и в каких автомобилях стоят его модификации.
Содержание
Описание устройства
Принцип обогащения топлива
Как приводятся в действие дроссельные заслонки
Как обслуживать карбюратор
Модификации карбюратора
Дополнительные советы
Описание устройства
Устройство 126 к состоит из двух камер, к которых смешивается топливо. Первая камера работает независимо от режима работы двигателя, то есть постоянно. Вторая камера включается при повышенной нагрузке на двигатель. Эту черту мотор переходит после того, как дроссель первой камеры открывается более чем на две трети. У мотора возрастает потребность в дополнительной топливной смеси и карбюратор ее удовлетворяет.
Карбюратор 126 к
Устройства дозирования топлива:
Система холостых оборотов;
Главные системы дозирования двух камер;
Экономайзер;
Система для запуска непрогретого мотора;
Система ускорительного насоса.
Эти составляющие располагаются в корпусе поплавковой камеры. Сам корпус камеры вылит из сплавов с цинком, а корпус для смесительных камер изготовлен из алюминия. Между корпусами камер и крышкой проложена прокладка из картона.
Принцип обогащения топлива
Карбюратор 126 к проделывает свою работу в соответствии с принципом воздушного торможения бензина. Работа же экономайзера сделана без торможения, и основана на системе работы простейшего карбюратора. Устройства холостых оборотов двигателя, ускорительный насос и устройство для запуска холодного мотора стоят только в первой камере карбюратора 126 к. В экономайзер встроен специальный распылитель, который выводится в воздушную трубку второй камеры.
Как приводятся в действие дроссельные заслонки
Карбюратор 126 к в разборе
Заслонки придерживаются с помощью пружинного механизма. Устройство закрепляется на оси первой и второй камер. В системе имеется возвратная пружина, которая постоянно стремиться закрыть заслонку. В карбюратора 126 к возвратный механизм пружины закрепляется на оси первой камеры. При приведении в движение рычага привода он передвигается в специальном пазу. Это позволяет приоткрывать только одну дроссель. После того как палец проходит две трети дистанции он встречает на своем пути специальный упор. Этот упор специального устройства, которое связано с дросселью второй камеры и позволяет приоткрывать ее. Как только педали привода отпустить, то устройство возврата вернет дроссели в исходное положение. Таким образом осуществляется регулировка подачи топливно-воздушной смеси в двигатель.
Как обслуживать карбюратор
При езде на автомобиле нужно следить за состоянием карбюратора и должна производиться его регулировка. Устройство должно быть чистым, его требуется протирать, чтобы в топливную смесь не попадали частицы грязи. Топливо нигде не должно протекать. Периодически рекомендуется промывать детали устройства.
Если возникает необходимость, то нужно отрегулировать уровень топлива в камере поплавка. Клапан топлива должен быть герметичен и в закрытом положении ничего не пропускать. При неисправности клапана экономайзера требуется правильно настроить его точку включения, иначе смесь топлива будет бедной для работы на оборотах выше холостых. Жиклеры должны свободно пропускать топливную смесь. Между частями карбюратора не должно быть подтеков, все прокладки должны плотно прилегать к корпусу. Механизм поворота дросселей должен быть в исправном состоянии. Особенно важен факт наличия плавного их ходя и момент подхвата второй заслонки. Если что-то не так нужно отрегулировать их угол открытия и закрытия. Мотор должен устойчиво работать даже на малых оборотах. Если что-то не так, то регулируют систему холостых оборотов.
Мероприятия по обслуживанию:
Прочищение — это главное мероприятие и его следует подробно расписать.
Эту операцию делают через определенный срок. Обязательно нужно делать это периодически. Важными показаниями для чистки будет возросшие потребление бензина, снижение выдаваемой мощности, неустойчивая работа мотора, особенно на малых оборотах.
Схема карбюратора К126Н
Чистят обычно камеры, крышки карбюратора, пропускные канали и составляющие детали. Для этого требуется произвести разборку, которую лучше всего делать на чистой поверхности.
Для чистки используется неэтилированный бензин, а также сгодится вода теплее 80 градусов по Цельсию. Каналы подвергаются воздушной продувке. Запрещается чистить их металлическими предметами, что может привести к их расширению. Это скажется на нормальной работе устройства.
После разборки все детали карбюратора должны быть тщательно промыты и очищены от грязи. Для промывки пользуются неэтилированным бензином или горячей водой при температуре не менее 80° С. Таким же советами следует пользоваться при обслуживании к126н, к126, к126и, к126г, к126гм, к126гу, т.е. всей линейки этого карбюратора.
Проверка зазоров клапанов;
Выверка жиклеров;
Обязательно следует выверить плотность прилегания дросселей к корпусу;
Выверка уровня топлива в камере поплавка
Последнее также важно для нормальной работы двигателя и это стоит описать для владельцев данного устройства.Регулировка топлива в камере поплавка карбюратора 126 к производиться на идеально ровной горизонтальной плоскости, куда следует подогнать машину. Также можно эту операцию сделать на специальном стенде. Но если его не снимать с авто. Нужно дать поработать мотору на малых оборотах на протяжении 5 минут. Положение топлива в камере не должно выходить за пределы 1,8 — 2 см. от низа камеры поплавка. Все это делается при помощи специального окна для осмотра в карбюраторе.
Поплавок в камере обязательно должен перемещаться без каких-либо препятствий. Если уровень топливной смеси не подвергается регулировке, значит поплавок имеет проблемы с герметичностью, либо же проблема в топливном клапане.
Чтобы проверить герметичность поплавка, следует опустить его в емкость с горячей водой. Ее температура не должна быть ниже 80 градусов. В месте дефекта будет выходить воздушный пузырь. Это место требуется запаять. После пайки поплавок не должен весить более 14 грамм и не меньше 12.
Модификации карбюратора
Виды карбюратора 126к
Существуют различные модификации данного карбюратора. Они имеют один цифирный код, но с различными буквенными окончаниями. Конечная буква зависит от автомобиля, на который устанавливался карбюратор:
К 126П- Москвич-408;
К-126Н- Москвич-412;
К-126Г- УАЗ;
К-126ГМ- Волга 24;
К-126Б- ГАЗ-53.
Дополнительные советы
Устройство к126г лучше всего очищать при помощи средства Крот. При этом у к126г нужно внимательно следить за состоянием жиклеров. В нем они очень хрупки. Для большей эффективности работы к126г, умельцы растачивают диаметр дифузора до 27 мм. Это придает резвости двигателю, по сравнению ос стандартной комплектацией к126г.
Устройство к126и ставилось на ГАЗ 52, мотор которого имел 6 цилиндров. К126и был разработан специально для этого автомобиля. Диаметр дифузора к126и был всего 23 мм, что маловато для такого мотора. Этот карбюратор дает больше резвости, нежели к126гм, но все же не достаточен для этой машины. Так что к126и нужно самостоятельно модифицировать.
К126 ставился на москвичи. Все советы автолюбителей по устройству к126 сводятся к его замене. Путем модернизации его можно превратить к126н. Так что обычный к126 советские люди не жаловали. Тем не менее есть москвичи, которые до сих пор в отличном состоянии и на ходу. Это говорит о качестве машины, одним из составляющих которой является к126.
Устройство к126н является идеальным для автомобиля москвич. К126н немного тяжелее настраивается, но это не делает его менее популярным. Многие автолюбители как раз предпочитают к126н.
Перевести 126 граммов в фунты
Насколько тяжелы 126 граммов? Сколько весит 126 грамм в фунтах? Преобразование 126 г в фунты.
От ЗернаГраммыКилограммыДлинные тонныМетрические тонныМиллиграммыУнцииПеннивейтФунтыКаменьТонныТройские унцииТройские фунты
До ЗернаГраммыКилограммыДлинные тонныМетрические тонныМиллиграммыУнцииПеннивейтФунстыКаменные тонныТройские унцииТройские фунты
обменные единицы ↺
Сумма
126 грамм =
0,27778245 Фунтов
(округлено до 8 цифр)
Показать результат как NumberFraction (точное значение)
Грамм — единица веса, равная 1/1000 килограмма. Грамм – это примерный вес кубического сантиметра воды.
Фунт — единица веса, обычно используемая в Соединенных Штатах и странах Британского содружества. Фунт определяется как ровно 0,45359237 килограмма.
Перевод граммов в фунты
(некоторые результаты округлены)
г
фунтов
126,00
0,27778
126,01
0,27780
126,02
0,27783
126,03
0,27785
126,04
0,27787
126,05
0,27789
126,06
0,27791
126,07
0,27794
126,08
0,27796
126,09
0,27798
126,10
0,27800
126,11
0,27802
126,12
0,27805
126,13
0,27807
126,14
0,27809
126,15
0,27811
126,16
0,27814
126,17
0,27816
126,18
0,27818
126,19
0,27820
126,20
0,27822
126,21
0,27825
126,22
0,27827
126,23
0,27829
126,24
0,27831
г
фунтов
126,25
0,27833
126,26
0,27836
126,27
0,27838
126,28
0,27840
126,29
0,27842
126,30
0,27844
126,31
0,27847
126,32
0,27849
126,33
0,27851
126,34
0,27853
126,35
0,27855
126,36
0,27858
126,37
0,27860
126,38
0,27862
126,39
0,27864
126,40
0,27866
126,41
0,27869
126,42
0,27871
126,43
0,27873
126,44
0,27875
126,45
0,27877
126,46
0,27880
126,47
0,27882
126,48
0,27884
126,49
0,27886
г
фунтов
126,50
0,27888
126,51
0,27891
126,52
0,27893
126,53
0,27895
126,54
0,27897
126,55
0,27899
126,56
0,27902
126,57
0,27904
126,58
0,27906
126,59
0,27908
126,60
0,27911
126,61
0,27913
126,62
0,27915
126,63
0,27917
126,64
0,27919
126,65
0,27922
126,66
0,27924
126,67
0,27926
126,68
0,27928
126,69
0,27930
126,70
0,27933
126,71
0,27935
126,72
0,27937
126,73
0,27939
126,74
0,27941
г
фунтов
126,75
0,27944
126,76
0,27946
126,77
0,27948
126,78
0,27950
126,79
0,27952
126,80
0,27955
126,81
0,27957
126,82
0,27959
126,83
0,27961
126,84
0,27963
126,85
0,27966
126,86
0,27968
126,87
0,27970
126,88
0,27972
126,89
0,27974
126,90
0,27977
126,91
0,27979
126,92
0,27981
126,93
0,27983
126,94
0,27985
126,95
0,27988
126,96
0,27990
126,97
0,27992
126,98
0,27994
126,99
0,27997
126 Калькулятор преобразования граммов в килограммы
Основная классификация сварных швов для разных видов сварки
Опубликовано: Автор: Екатерина
Сварочный шов – это участок соединения двух частей в единое целое, благодаря расплавлению металла под воздействием высокой температуры и дальнейшей его кристаллизации. На сегодняшний день различают более 100 типов соединений. Они все разделяются по особым параметрам и делятся на различные группы и подгруппы, в связи с чем и существует множество классификаций сварных швов.
Содержание
По виду сварного соединения
Классификация сварных швов по виду сварного соединения делится на стыковые и угловые. Какое именно произвести соединение в той или иной ситуации, решает мастер, отталкиваясь от положения деталей в пространстве.
Швы угловые производятся тогда, когда заготовки находятся по отношению друг к другу под углом.
Сварка стыковых соединений образуется в результате прилегания двух частей или деталей торцами друг к другу, которые располагаются на одной плоскости. Сама дорожка при этом может быть трех видов – вогнутая, выпуклая или плоская. Последняя применяется чаше всего, так как она не имеет особо выраженного перехода на стыке деталей, что выглядит более естественно, в сравнении с остальными двумя типами. Такой метод чаще всего используется при электродуговой сварке на низких токах, чтобы не пропалить заготовку. Например, тонколистовая сталь – идеальный материал для применения сварки стыковых соединений.
Прорезной (электрозаклепочный) производится в отверстии, которое имеется на детали и выполняется в виде точечных заклепок. То есть, при этом не образуется сварная ванна и шов результате, а детали спаиваются небольшими участками через пазы в заготовке.
По месту выполнения сварки
Классификация сварных соединений и швов данной категории зависит от положения свариваемых деталей в пространстве. Например, если нужно починить деталь какой-то конструкции, которую нельзя снять и положить, но она при этом находится на некотором расстоянии от пола, то работу мастер будет производить потолочным,нижним, горизонтальным или вертикальным соединением, отталкиваясь от размещения этой детали.
Горизонтальные – это сварные швы, которые тянутся слева направо (или наоборот) на вертикальной детали. Чтобы при этом масса металла не стекала вниз, необходимо правильно подобрать скорость движения электродом или горелкой и силу тока (это подбирается для каждого случая в индивидуальном порядке, отталкиваясь от типа сварки, характеристик деталей и мастерства специалиста).
Вертикальный метод производства стыковых швов ведется на вертикально расположенных заготовках, при этом швы ведутся сверху вниз (или наоборот). Сложность данного процесса заключается в том, что срабатывает сила притяжения Земли и расплавленная металлическая масса все время стекает вниз, что портит и качество и внешних вид детали. Такое соединения рекомендуется проводить в крайних случаях и только тем мастерам, у которых уже есть определенный теоретический и практических багаж знаний для работы такими дорожками. Подробнее с технологией вертикального шва можно ознакомиться тут.
Потолочным называется положение, при котором деталь находится выше головы мастера, что намного усложняет процесс. При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
Нижние способы сварки выполняются тогда, когда деталь располагается внизу по отношению к мастеру. Это самый удобный метод соединения, так как металл не растекается по сторонам или вниз, а стекает в кратер. Кроме этого, свободно выходят газы и шлаки на поверхность. Стыковое сварное соединение в нижнем положении выполняется формированием валиков на протяжении всего стыка деталей. При этом технология сварки простая – достаточно вести электрод или горелку прямо или зигзагом для создания надежной и эстетически привлекательной дорожки.
По конфигурации
Данная категория стыковых швов используется при ручной дуговой сварке электродом. Сюда относятся три типа сварочных швов – прямолинейные, криволинейные и кольцевые (спиральные). Они производятся вне зависимости от положения рабочего изделия. Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
По протяженности
Классификация сварных швов по протяженности бывает двух видов: сплошные или прерывистые.
Прерывистый – это такой шов, который производится определенной длины с синхронным интервалом. Он, в свою очередь, делится на два типа – цепная дорожка и шов в шахматном порядке. Например, двусторонние прерывистые соединения на одной стороне стенки расположены против сваренных участков шва с другой ее стороны. Такие типы сцепления могут быть как односторонними, так и двусторонними. То есть, деталь спаивается с двух сторон. Расстояние между этими сварными отрезками называется «сварочный шаг».
Сплошные способы сварки также делятся на короткие и длинные дорожки, и совершаются вдоль всей заготовки.
Точечный способ стыковых швов значительно отличается от других, за счет того, что здесь нет сварочной ванны и дорожки. В этом случае заготовки соединяются точками, за счет нахлесточного сварного соединения. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
В зависимости от технологии, по которой производится скрепление, выделяют основные четыре вида:
Подварочный, где — меньшая часть двухстороннего шва, выполняется предварительно для предотвращения прожогов при последующей сварке;
шов-прихватка позволяет фиксировать детали, которые уже расположены для сварки;
временный шов необходим, чтобы скрепить заготовки на некоторое время, а по окончанию работ он удаляется.
монтажный сварной шов, используется во время монтажа различных конструкций.
По отношению к направлению действующих усилий
Сварка стыковых соединений содержит еще одну важную классификацию, в зависимости от отношения к направлению усилий:
Продольный способ создания стыка (фланговый), при котором усилие действует параллельно оси дорожки;
Поперечный метод (лобовой) сварного шва, при котором его ось находится перпендикулярно (90 градусов) к оси усилия;
Комбинированное соединение сваркой включает в себя одновременно и фланговый и поперечный тип;
Косой, при котором ось шва располагается под углом к направлению действующих усилий.
По форме наружной поверхности
По форме поверхности сцепления делятся на три основных типа:
Выпуклые (усиленные)- это многослойные швы, применяемый в сцеплениях при статических нагрузках, но усиленный наплыв приводит к чрезмерному расходу электродного металла и в связи с этим для его использования нужно экономическое обоснование.
Вогнутые (ослабленные) способы используются для скрепления тонкого металла.
Нормальные или плоские актуальны при динамических нагрузках, так как они не имеют особого перепада между дорожкой и основным металлом.
По виду сварки
Классификация сварных швов по виду сварки разделяется в зависимости от типа воздействия сварочного аппарата. Например, при работе в среде аргона или другого защитного газа, соединение будет не иначе, как «газовым», при работе с электродом – «электродуговым». Самыми основными видами являются следующие швы:
ручной дуговой сварки – стыковое или нахлесточное соединение реализуется вручную с помощью электрода. Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
автоматической сварки, которые осуществляются при работе с аппаратом – трансформатором, выпрямителем или инвертором;
сварки в инертном газе. Такие стыковые, угловые и нахлесточные соединения считаются самые прочные, так как сварка происходит в среде инертных газов, которые защищают его от окисления. Большим плюсом такого скрепления является эстетический вид и отсутствие отходов и шлаков;
газовой сварки – дорожка формируется под воздействием температуры, которая создается за счет горения рабочего газа, исходящего из горелки;
паяных соединений, которые совершаются с помощью паяльника.
Кроме описанных, существует еще множество способов для соединения деталей, как обычных, так и нестандартных, которые применяются для заваривания деталей в труднодоступных местах. Например, швы могут быть однослойными (а) или многослойными(б, в), при которых накладывается несколько валиков, располагающихся на одном уровне поперечного сечения шва.
Как вам статья?
разбираемся в классификации и особенностях
Из этого материала вы узнаете:
Слои сварного шва
Основные виды сварных швов
Классификация сварных швов
Методы контроля качества сварных швов
Наиболее распространенные дефекты сварных швов
Для качественного соединения деталей в различных условиях необходимо правильно подбирать виды сварных швов, которые будут соответствовать всем требованиям. Несмотря на то, что их общее количество насчитывает несколько сотен, все они собраны в удобную и понятную классификацию.
Не менее важным вопросом является и проверка качества шва после его создания. В нашей статье мы расскажем, какие бывают сварные соединения, по каким признакам их классифицируют, а также поговорим о том, как происходит их проверка, и перечислим наиболее распространенные дефекты.
Слои сварного шва
Сварной шов – место, в котором соединяются кромки обрабатываемых деталей и конструкций. Формируется он под воздействием электрической дуги, расплавляющей металл заготовок. Разные виды сварных швов выполняют различными способами в зависимости от материала соединяемых изделий, их толщины и формы, мощности используемого для работы оборудования и т. п.
Независимо от вида, сварной шов состоит из нескольких разграниченных между собой слоев:
Область наплавления металла – выглядит как единый литой слой, формирующийся при взаимодействии плавящегося электрода и кромок соединяемых заготовок. Металлические частицы в этой зоне очень твердые, мелкие и плотно спаянные друг с другом. Из-за нарушения технологии проведения сварных работ в этой области появляются дефекты.
Причина их образования может заключаться в воздействии кислорода, попадании шлаков, частиц флюса и т. п.
Зона сплавления металлов – образуется за счет термодиффузии, которой обладают обрабатываемые материалы. При активном взаимодействии молекул одного металла с молекулами другого глубина их проникновения составляет свыше 50 % монолитного наплавления. Для этой области не характерна однородность, в ней могут присутствовать соединения углерода с железом, хромом, азотом и пр.
Слой термического воздействия – структурно напоминает металл, образующийся в процессе поверхностной закалки. Область механического сплава граничит с так называемой белой зоной. Металл в этой области обладает максимальной твердостью и прочностью. Появление этой участка особенно заметно при сварке в защитной среде инертных газов. Возникает он благодаря тепловой энергии, которая уже не расплавляет материал заготовки.
Зона структурных преобразований материала – расположена следом за белым слоем. Изменения в структуре металла зависят от его марки.
Переходная область за которой следует основной металл. Слой включает в себя компоненты, образующиеся при незначительных температурных колебаниях (троостит, перлит, аустенит и др.).
Таким образом, ни один из видов сварных соединений и швов нельзя назвать однородными и гомогенными. Качество их составных частей влияет на надежность и прочность соединения в целом.
Основные виды сварных швов
Стыковые соединения.
Это простейшие сварные швы, используемые для соединения торцевых частей деталей, расположенных на одной плоскости или ровной поверхности. Если заготовки имеют разную толщину, то поверхности могут быть смещены относительно друг друга. Стыковой вид сварных соединений используют при работе с листовыми металлами, для сварки труб и резервуаров. Среди преимуществ этого способа обработки заготовок можно отметить высокую скорость работы, небольшой расход материалов. К недостаткам метода относится необходимость тщательной подготовки кромок соединяемых деталей.
Угловые соединения.
Этот вид сварных швов используют в том случае, когда металлические заготовки соединяют под углом друг к другу. При разнице в толщине металла толстостенная деталь размещается снизу и, расплавляясь, образует сварочную ванну. Этот прием помогает предотвратить появление таких дефектов, как подрезы и прожиги. Чтобы сделать шов более прочным, место соединения деталей проваривают с обеих сторон. Для внутреннего угла используют ток небольшой мощности, в таком случае снаружи не образуется закругления.
Для создания такого вида сварных соединений используют способ «в лодочку». Заготовки располагают под нужным углом относительно друг друга и слегка прихватывают их. Непосредственно сварку выполняют, установив конструкцию в положение плывущего кораблика. Расплавленный металл будет равномерно стекать с двух сторон обрабатываемых заготовок. Такой прием помогает избежать образования дефектов.
Угловой вид сварных швов подходит для работы с небольшими по размеру строительными каркасами, емкостями, навесами, элементами автомобильных кузовов, а также используется для сварки элементов конструкций в труднодоступных местах.
Рекомендуем статьи по металлообработке
Марки сталей: классификация и расшифровка
Марки алюминия и области их применения
Дефекты металлический изделий: причины и методика поиска
Нахлесточные соединения.
Этот вид сварных швов применяют при необходимости соединения металлических листов, расположенных параллельно друг другу, при этом край одного из листов слегка накладывается на край другого. Чтобы увеличить прочность соединения, а также предотвратить попадание внутрь шва влаги и, как следствие, появление коррозии, область стыка деталей проваривают с двух сторон. Нахлесточные швы подходят для соединения заготовок толщиной не более 1,2 см.
Технология не требует высокой квалификации мастера, поскольку отсутствует необходимость в тщательной подготовке поверхностей свариваемых деталей, вероятность появления прожигов при применении этого способа минимальна. К недостаткам такого вида соединения относится больший расход металла по сравнению с другими.
Тавровые соединения.
При тавровом соединении заготовки сваривают под прямым углом или незначительно отклоняющимся от угла 90° относительно друг друга. При толщине деталей свыше 0,4 см шов выполняют с двух сторон. Кромки вертикальной заготовки должны быть тщательно подготовлены. Технологию используют в основном при сборке несущих конструкций. По возможности ее элементы следует располагать «в лодочку», чтобы повысить прочность узлов.
Торцевые соединения.
Торцевой вид сварных швов предполагает соединение плотно прилегающих друг к другу краев заготовок. Угол между ними не должен превышать 30°. При помощи такой технологии изготавливают кожухи, вентиляционные короба, контейнеры, металлические шкафы и др.
Среди достоинств этого способа соединения металлов можно отметить небольшую вероятность появления прожогов, внутренних деформирующих напряжений. К недостаткам относятся повышенный расход материалов, риск возникновения коррозии в случае попадания влаги внутрь соединения.
Классификация сварных швов
Различные виды сварных швов выделяют в зависимости от:
пространственного положения заготовок;
конфигурации;
степени выпуклости соединений;
количества подходов;
направления прилагаемого усилия и вектора воздействия внешних сил;
вида сварки;
протяженности шва.
Пространственное положение сварного шва влияет на выбор технологии сварки и уровень сложности работы. В зависимости от положения в пространстве выделяют следующие виды сварных швов:
нижние – самые простые в исполнении, могут выполняться начинающими сварщиками;
горизонтальные;
вертикальные;
потолочные – наиболее сложные, требуют от мастера высокой квалификации и опыта работы, поскольку в данном случае увеличивается степень травмоопасности для сварщика из-за вероятности попадания на него капель расплавленного металла.
В зависимости от конфигурации выделяют следующие виды сварных швов:
прямолинейные;
криволинейные;
кольцевые.
В зависимости от степени выпуклости существуют следующие виды сварных швов:
вогнутые;
плоские;
выпуклые.
При выполнении вогнутых и плоских швов расходуется меньше металла, однако их качество нельзя назвать высоким. Выпуклые отличаются большей прочностью. Однако слишком рельефные сварные соединения накапливают высокие напряжения.
Для выполнения разных видов сварных швов используют различные типы сварки:
электрическую дуговую;
автоматическую и полуавтоматическую под флюсом;
электродуговую в среде защитных газов;
электрошлаковую;
электрозаклепочную;
контактную;
пайку.
В зависимости от протяженности различают следующие виды сварных швов:
сплошные – более прочные, качественные, устойчивые к коррозии;
прерывистые (в свою очередь делятся на цепные и шахматные) – более дешевые в исполнении, требующие меньших усилий, но при этом менее прочные и подверженные коррозии.
Методы контроля качества сварных швов
Любые сварные соединения в обязательном порядке подвергаются контролю качества выполнения. Самые высокие требования предъявляют к несущим конструкциям и ответственным узловым соединениям. Готовые детали и конструкции оценивают визуально, а также при помощи других видов контроля сварных швов:
Капиллярный способ.
Самый распространенный метод, требующий применения специальных жидкостей – индикаторов, или пенетрантов. Ярко окрашенные жидкие составы проникают в малейшие трещины сварных соединений. Таким образом, окрашивание определенной области шва свидетельствует о наличии в ней дефектов. Увидеть их можно невооруженным глазом.
Индикаторы наносят на сухую очищенную поверхность изделия или конструкции. Если деталь небольшая, ее полностью погружают в емкость со специальной жидкостью. Более крупные изделия смачивают пенетрантом или наносят его с помощью баллончика. При вакуумном способе проверки качества жидкость втягивается в пустоты швов, при компрессионном – попадает внутрь сварных соединений за счет давления воздуха, при ультразвуковом – под воздействием ультразвука, при деформационном – благодаря колебаниям звуковых волн.
Магнитная дефектоскопия.
Подходит для контроля качества разных видов ферромагнитных сварных швов. Способ помогает обнаружить внутренние трещины, включая микротрещинки, и инородные включения. Контроль проводится при помощи дефектоскопа – аппарата, создающего магнитное поле.
Различают несколько видов контроля сварных швов при помощи магнитного дефектоскопа:
Магнитопорошковый предполагает использование ферримагнитного порошка, в составе которого присутствуют частицы железа. Он может быть сухим, в виде водной эмульсии или суспензии. Состав скапливается в области дефекта, определяя его форму и размеры.
Магнитографический, при котором контроль осуществляют с помощью ленты-магнитоносителя. Информация с нее записывается дефектоскопом.
Индукционный способ.
Контроль качества разных видов сварных швов выполняют индукционными катушками, соединенными с регистраторами. Катушку перемещают вдоль шва, при обнаружении дефекта магнитный поток меняется, его изменения регистрируются специальным прибором.
Ультразвуковой способ.
При обнаружении дефекта сварного соединения меняется направление ультразвука. Изменение регистрируется специальным прибором. У ультразвукового метода несколько разновидностей. Он подходит для выявления большого количества недочетов, в том числе для проведения контроля качества разных видов сварных швов. К его достоинствам также относятся безопасность и возможность использования при выездных работах.
Радиационный способ.
С его помощью можно выявить трещины, непровары, инородные включения в зоне соединения заготовок. Разные виды сварных швов просвечивают рентгеновскими и гамма-лучами с регистрацией результатов специальной аппаратурой. На полученной рентгенограмме видны дефекты.
В ГОСТ 5264-80 перечислены и подробно описаны основные виды сварных швов, а также предъявляемые к ними требования.
Наиболее распространенные дефекты сварных швов
Наиболее часто встречающимися видами дефектов сварных швов являются следующие:
Непровары – возникают, если при обработке заготовок используется маломощный ток, дуга перемещается вдоль места соединения слишком быстро, шов накладывается мимо линии стыка (у сварщика в защитной маске ограничен обзор).
Наплывы – представляют собой бугры, неравномерные волны застывшего металла в области соединения заготовок. Причины их появления – нарушения технологии выполнения вертикальных и потолочных швов, неравномерная скорость создания сварного соединения в нижнем положении.
Подрезы – могут появиться на боковой части сварного шва, если сварщик использует слишком мощный ток или неправильно перемещает электрод при работе. Дефект представляет собой выхваченные области из основного материала.
Поры – образуются, если поверхность обрабатываемого металла не была предварительно очищена либо при сварке в среде защитного газа сварщик некачественно защитил сварочную ванну от попадания в нее воздуха.
Кратеры – представляют собой отверстия в конце сварного шва, из-за которых соединение перестает быть герметичным. Причина возникновения дефекта – резкое прерывание дуги при аргонной сварке или попадание шлака при ручной дуговой сварке.
Трещины – образуются, если сварной шов слишком резко охлаждают, например, помещая изделие в холодную воду. При работе с чугуном причиной образования дефекта является неравномерный прогрев заготовки.
Научиться выполнять разные виды сварных швов можно самостоятельно, начиная с простых соединений и постепенно переходя к более сложным. Самые легкие для исполнения – нахлесточные швы, самые трудные – потолочные.
Что такое сварка? — Определение, процессы и типы сварных швов
Сварка – это производственный процесс, при котором две или более деталей сплавляются друг с другом с помощью тепла, давления или того и другого, образуя соединение по мере охлаждения деталей. Сварка обычно используется для металлов и термопластов, но также может использоваться для дерева. Готовое сварное соединение может называться сварным соединением.
Некоторые материалы требуют использования определенных процессов и методов. Число считается ‘ несвариваемый , термин, обычно не встречающийся в словарях, но полезный и описательный в технике.
Соединяемые детали называются исходным материалом . Материал, добавляемый для облегчения формирования соединения, называется наполнитель или расходный материал . По форме эти материалы могут называться основной пластиной или трубой, присадочной проволокой, плавящимся электродом (для дуговой сварки) и т. д.
Расходные материалы обычно выбираются такими, чтобы они были близки по составу к основному материалу, таким образом образуя однородный сварной шов. , но бывают случаи, например, при сварке хрупких чугунов, когда применяют присадку с самым другим составом и, следовательно, свойствами. Такие сварные швы называются неоднородными.
Готовое сварное соединение может обозначаться как сварное соединение .
Состав:
Как работает сварка?
Общие конфигурации соединений
Типы сварных соединений
Источники энергии
Различные типы и для чего они используются
Услуги
Где используется?
youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
Соединение металлов
В отличие от пайки твердым припоем, при которых основной металл не плавится, сварка представляет собой высокотемпературный процесс, при котором основной материал плавится. Обычно с добавлением наполнителя.
Нагрев при высокой температуре приводит к образованию сварочной ванны из расплавленного материала, который при охлаждении образует соединение, которое может быть прочнее основного металла. Давление также может использоваться для создания сварного шва, как вместе с нагревом, так и отдельно.
Он также может использовать защитный газ для защиты расплавленных и присадочных металлов от загрязнения или окисления.
Соединение пластмасс
Сварка пластмасс также использует тепло для соединения материалов (хотя и не в случае сварки растворителем) и выполняется в три этапа.
Во-первых, поверхности подготавливаются перед применением тепла и давления, и, наконец, материалы охлаждаются для плавления. Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Соединение древесины
Сварка древесины использует тепло, выделяемое при трении, для соединения материалов. Соединяемые материалы подвергаются большому давлению, прежде чем линейное фрикционное движение создает тепло для соединения заготовок вместе.
Это быстрый процесс, позволяющий соединить древесину без клея или гвоздей за считанные секунды.
Соединение встык
Соединение между концами или кромками двух частей, образующих угол друг к другу 135-180° включительно в области соединения.
Т-образное соединение
Соединение между концом или краем одной детали и лицевой стороной другой детали, причем части образуют друг с другом угол от 5 до 9 градусов включительно0° в области сустава.
Угловое соединение
Соединение между концами или краями двух частей, образующих угол друг к другу более 30, но менее 135° в области соединения.
Кромочное соединение
Соединение между кромками двух деталей, образующими угол друг к другу от 0 до 30° включительно в области стыка.
Крестообразный шарнир
Соединение, при котором две плоские пластины или два стержня привариваются к другой плоской пластине под прямым углом и на одной оси.
Соединение внахлестку
Соединение между двумя перекрывающимися частями, образующими угол друг к другу 0-5° включительно в области сварного шва или сварных швов.
Сварные швы в зависимости от конфигурации дыра.
Пробковый сварной шов
Сварка, выполненная путем заполнения отверстия в одном из компонентов заготовки присадочным металлом таким образом, чтобы соединить его с поверхностью компонента внахлест, выходящего через отверстие (отверстие может быть круглым или овальным).
На основе проплавления
Сварной шов с полным проплавлением
Сварное соединение, в котором металл шва полностью проникает в соединение с полным сплавлением корня. В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
Сварка с частичным проплавлением
Сварка, в которой глубина проплавления преднамеренно меньше, чем полная. В США предпочтительным термином является сварка с частичным проплавлением (PJP).
Сварные швы на основе доступности
Особенности заполненных сварных швов
Butt Weld
FILET WELD
MATLEAR
FILET WELD
MATLEAR
. пайка.
Присадочный металл
Металл, добавляемый во время сварки, сварки твердым припоем, пайки твердым припоем или наплавки.
Металл сварного шва
Весь металл расплавился во время выполнения сварного шва и остался в сварном шве.
Зона термического влияния (ЗТВ)
Часть основного металла, подвергшаяся металлургическому воздействию тепла сварки или термической резки, но не расплавившаяся.
Линия сплавления
Граница между металлом шва и ЗТВ при сварке плавлением. Это нестандартный термин для сварного соединения.
Зона сварки
Зона, содержащая металл сварного шва и ЗТВ.
Поверхность сварного шва
Поверхность сварного шва плавлением, открытая со стороны, с которой был выполнен сварной шов.
Корень сварного шва
Зона на стороне первого прохода, наиболее удаленной от сварщика.
Стык сварного шва
Граница между поверхностью сварного шва и основным металлом или между проходами. Это очень важная характеристика сварного шва, поскольку выступы являются точками высокой концентрации напряжений и часто являются точками зарождения различных типов трещин (например, усталостных трещин, холодных трещин).
Чтобы уменьшить концентрацию напряжения, пальцы должны плавно переходить в поверхность основного металла.
Избыточный металл сварного шва
Металл сварного шва, лежащий за пределами плоскости соединения пальцев. Другие нестандартные термины для этого признака: армирование, перелив.
Примечание: термин «усиление», хотя и широко используется, неуместен, поскольку любой избыток металла сварного шва над поверхностью основного металла не делает соединение более прочным.
Фактически, толщина, учитываемая при проектировании сварного компонента, представляет собой расчетную толщину шва, которая не включает избыточный металл шва.
Прогон (проход)
Металл, расплавленный или осажденный за один проход электрода, горелки или паяльной трубки.
Слой
Слой металла шва, состоящий из одного или нескольких проходов.
Различные процессы определяются используемым источником энергии, при этом доступно множество различных методов.
До конца 19-го века кузнечная сварка была единственным используемым методом, но с тех пор были разработаны более поздние процессы, такие как дуговая сварка. Современные методы используют газовое пламя, электрическую дугу, лазеры, электронный луч, трение и даже ультразвук для соединения материалов.
Эти процессы требуют осторожности, так как они могут привести к ожогам, поражению электрическим током, ухудшению зрения, облучению или вдыханию ядовитых сварочных дымов и газов.
Существует множество различных типов сварочных процессов с собственными технологиями и применениями в промышленности, в том числе:
1. Дуговая сварка
Эта категория включает в себя ряд обычных ручных, полуавтоматических и автоматических процессов. К ним относятся сварка металлом в среде инертного газа (MIG), сварка электродом, сварка вольфрамовым электродом в среде инертного газа (TIG), также известная как дуговая сварка вольфрамовым электродом (GTAW), газовая сварка, сварка металлическим активным газом (MAG), дуговая сварка с флюсовой проволокой (FCAW), дуговая сварка металлическим электродом в среде защитного газа (GMAW), дуговая сварка под флюсом (SAW), дуговая сварка металлическим электродом в среде защитного газа (SMAW) и плазменная дуговая сварка.
Эти методы обычно используют присадочный материал и в основном используются для соединения металлов, включая нержавеющую сталь, алюминий, никелевые и медные сплавы, кобальт и титан. Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
2. Трение
Методы сварки трением соединяют материалы с использованием механического трения. Это может быть выполнено различными способами на различных сварочных материалах, включая сталь, алюминий или даже дерево.
Механическое трение выделяет тепло, которое размягчает материалы, которые смешиваются, образуя связь при охлаждении. Способ соединения зависит от конкретного используемого процесса, например, сварка трением с перемешиванием (FSW), точечная сварка трением с перемешиванием (FSSW), линейная сварка трением (LFW) и вращающаяся сварка трением (RFW).
Сварка трением не требует использования присадочных металлов, флюса или защитного газа.
Трение часто используется в аэрокосмической промышленности, так как оно идеально подходит для соединения легких алюминиевых сплавов, которые иначе не свариваются.
Процессы трения используются в промышленности, а также изучаются как метод склеивания древесины без использования клея или гвоздей.
3. Электронный пучок
В этом процессе соединения материалов используется пучок высокоскоростных электронов. Кинетическая энергия электронов преобразуется в тепло при столкновении с заготовками, в результате чего материалы сплавляются друг с другом.
Электронно-лучевая сварка (ЭЛС) выполняется в вакууме (с использованием вакуумной камеры) для предотвращения рассеяния луча.
Существует много распространенных применений EBW, которые можно использовать для соединения толстых профилей. Это означает, что его можно применять в ряде отраслей, от аэрокосмической до атомной энергетики, от автомобилестроения до железнодорожного транспорта.
4. Лазер
Используется для соединения термопластов или кусков металла. В этом процессе используется лазер для получения концентрированного тепла, идеально подходящего для швов, глубоких швов и высокой скорости соединения. Поскольку этот процесс легко автоматизируется, высокая скорость сварки делает его идеальным для применения в больших объемах, например, в автомобильной промышленности.
Лазерная сварка может выполняться на воздухе, а не в вакууме, например, при сварке электронным лучом.
5. Сопротивление
Это быстрый процесс, обычно используемый в автомобильной промышленности. Этот процесс можно разделить на два типа: контактная точечная сварка и контактная шовная сварка.
При точечной сварке используется тепло, передаваемое между двумя электродами, которое воздействует на небольшую площадь при сжатии заготовок.
Шовная сварка аналогична точечной сварке, за исключением того, что электроды заменены вращающимися колесами, что обеспечивает непрерывный сварной шов без утечек.
TWI предлагает один из самых обширных наборов услуг.
Связанные часто задаваемые вопросы (FAQ)
Сварка | Типы и определение
дуговая сварка
Просмотреть все материалы
Связанные темы:
дуговая сварка сварка взрывом электронно-лучевая сварка диффузионное соединение холодная сварка
Просмотреть весь связанный контент →
Сводка
Прочтите краткий обзор этой темы
сварка , метод, используемый для соединения металлических деталей, обычно с применением тепла. Этот метод был открыт во время попыток придать железу полезную форму. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
В наше время совершенствование технологии производства железа, особенно внедрение чугуна, ограничило сварку кузнецом и ювелиром. Другие способы соединения, такие как крепление болтами или заклепками, широко применялись к новым изделиям, от мостов и железнодорожных двигателей до кухонной утвари.
Современные процессы сварки плавлением являются результатом необходимости получения непрерывного соединения на больших стальных пластинах. Было показано, что клепка имеет недостатки, особенно для закрытого контейнера, такого как котел. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века.век. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
Сварка сопротивлением, изобретенная в 1877 году Элиу Томсоном, была принята задолго до дуговой сварки для точечного и шовного соединения листов. Стыковая сварка для изготовления цепей и соединения стержней и стержней была разработана в XIX веке.20 с. В 1940-х годах был внедрен вольфрамово-инертный газовый процесс с использованием неплавящегося вольфрамового электрода для выполнения сварных швов плавлением. В 1948 году в новом процессе в среде защитного газа использовался проволочный электрод, который изнашивался при сварке. Совсем недавно были разработаны электронно-лучевая сварка, лазерная сварка и несколько твердофазных процессов, таких как диффузионная сварка, сварка трением и ультразвуковое соединение.
Сварной шов можно определить как слияние металлов, полученное путем нагревания до подходящей температуры с приложением давления или без него, а также с использованием или без использования присадочного материала.
При сварке плавлением источник тепла выделяет достаточно тепла для создания и поддержания ванны расплавленного металла требуемого размера. Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Оформите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас
Твердофазные процессы производят сварку без плавления основного материала и без добавления присадочного металла. Всегда используется давление, и обычно обеспечивается некоторое количество тепла. Теплота трения выделяется при ультразвуковом соединении и соединении трением, а нагрев в печи обычно используется при диффузионном соединении.
Электрическая дуга, используемая при сварке, представляет собой сильноточный низковольтный разряд, обычно в диапазоне 10–2000 ампер при напряжении 10–50 вольт. Столб дуги сложен, но, вообще говоря, состоит из катода, испускающего электроны, газовой плазмы для проведения тока и анодной области, которая становится сравнительно более горячей, чем катод, из-за бомбардировки электронами. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Суммарное потребление энергии во всех процессах сварки превышает количество энергии, необходимой для изготовления соединения, поскольку не все выделяемое тепло может быть эффективно использовано. Эффективность варьируется от 60 до 90 процентов, в зависимости от процесса; некоторые специальные процессы сильно отклоняются от этой цифры. Тепло теряется за счет теплопроводности через основной металл и за счет излучения в окружающую среду.
Большинство металлов при нагревании вступают в реакцию с атмосферой или другими металлами поблизости. Эти реакции могут быть чрезвычайно вредными для свойств сварного соединения. Например, большинство металлов быстро окисляются в расплавленном состоянии. Слой оксида может помешать правильному соединению металла. Капли расплавленного металла, покрытые оксидом, захватываются сварным швом и делают соединение хрупким. Некоторые ценные материалы, добавленные для определенных свойств, так быстро реагируют на воздухе, что осаждаемый металл не имеет того состава, который был изначально. Эти проблемы привели к использованию флюсов и инертных атмосфер.
При сварке плавлением флюс играет защитную роль, облегчая контролируемую реакцию металла, а затем предотвращая окисление за счет образования покрытия над расплавленным материалом. Флюсы могут быть активными и помогать в процессе или неактивными и просто защищать поверхности во время соединения.
Инертные атмосферы играют такую же защитную роль, как и флюсы. При дуговой сварке металлическим электродом в среде защитных газов и дуговой сварке вольфрамовым электродом в защитных газах инертный газ — обычно аргон — вытекает из кольцевого пространства, окружающего горелку, непрерывным потоком, вытесняя воздух вокруг дуги. Газ не вступает в химическую реакцию с металлом, а просто защищает его от контакта с кислородом воздуха.
Металлургия соединения металлов важна для функциональных возможностей соединения. Дуговая сварка иллюстрирует все основные особенности соединения. В результате прохождения сварочной дуги образуются три зоны: (1) металл шва, или зона сплавления, (2) зона термического влияния и (3) незатронутая зона. Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал — это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Состав металла шва и условия, при которых он замерзает (затвердевает), существенно влияют на способность соединения соответствовать эксплуатационным требованиям. При дуговой сварке металл шва состоит из присадочного материала и расплавленного основного металла. После прохождения дуги происходит быстрое охлаждение металла шва. Однопроходный шов имеет литую структуру со столбчатыми зернами, простирающимися от края ванны расплава к центру сварного шва. При многопроходном сварном шве эта литая структура может быть изменена в зависимости от конкретного свариваемого металла.
Основной металл, прилегающий к сварному шву или зоне термического влияния, подвергается ряду температурных циклов, и изменение его структуры напрямую связано с пиковой температурой в любой заданной точке, временем воздействия и охлаждением. ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
Сварка создает напряжения в материалах. Эти силы вызываются сжатием металла шва и расширением, а затем сжатием околошовной зоны. Ненагретый металл накладывает ограничения на вышеперечисленное, а поскольку преобладает усадка, металл шва не может свободно сжиматься, и в соединении накапливаются напряжения. Это обычно известно как остаточное напряжение, и для некоторых критических применений его необходимо устранить путем термической обработки всего изготовления. Остаточные напряжения неизбежны во всех сварных конструкциях, и если их не контролировать, произойдет изгиб или деформация сварного соединения. Контроль осуществляется методом сварки, приспособлениями и приспособлениями, технологиями изготовления и конечной термической обработкой.


 Хлор (до 100 °С), сероводород и сернистый газ оказывают незначительное воздействие на С. с. Низколегированные С. с. весьма устойчивы в почве, содержащей соли кремниевой, угольной и серной кислот.
Хлор (до 100 °С), сероводород и сернистый газ оказывают незначительное воздействие на С. с. Низколегированные С. с. весьма устойчивы в почве, содержащей соли кремниевой, угольной и серной кислот. Для оболочек низковольтных и силовых кабелей применяют С. с., легированные Te (0,04—0,06%), Ca (0,03—0,07%), Sn (1,0—2,0%), Sb (0,4—0,8%). Легкоплавкие С. с. (см. Легкоплавкие сплавы) представляют собой главным образом двойные, тройные и более сложные эвтектики свинца с In, Sn, Bi, Sb, Cd и Hg. На базе систем Pb — Sn, Pb — Ag и Pb — Sn — Sb создана серия т. н. мягких припоев (См. Припой) (с температурой плавления 185—305 °С), характеризующихся хорошей адгезией со многими металлами и сплавами и высокой коррозионной стойкостью. Для защиты от коррозии железных сплавов и перед заливкой вкладышей подшипников применяют свинцовые полуды (См. Полуда), представляющие собой С. с., легированные 0,5—1% Zn или Sn. Тройные С. с. с Sb (8—23%) и Sn (2—7%) находят применение в полиграфической технике (см. Типографские сплавы). Широко используются подшипниковые С. с. (см. Антифрикционные материалы и Баббит) на базе систем Pb—Sb—Sn, Pb—Sb—Sn—Cu и Pb—Ca—Na. Благодаря высокой плотности и хорошим литейным свойствам С.
Для оболочек низковольтных и силовых кабелей применяют С. с., легированные Te (0,04—0,06%), Ca (0,03—0,07%), Sn (1,0—2,0%), Sb (0,4—0,8%). Легкоплавкие С. с. (см. Легкоплавкие сплавы) представляют собой главным образом двойные, тройные и более сложные эвтектики свинца с In, Sn, Bi, Sb, Cd и Hg. На базе систем Pb — Sn, Pb — Ag и Pb — Sn — Sb создана серия т. н. мягких припоев (См. Припой) (с температурой плавления 185—305 °С), характеризующихся хорошей адгезией со многими металлами и сплавами и высокой коррозионной стойкостью. Для защиты от коррозии железных сплавов и перед заливкой вкладышей подшипников применяют свинцовые полуды (См. Полуда), представляющие собой С. с., легированные 0,5—1% Zn или Sn. Тройные С. с. с Sb (8—23%) и Sn (2—7%) находят применение в полиграфической технике (см. Типографские сплавы). Широко используются подшипниковые С. с. (см. Антифрикционные материалы и Баббит) на базе систем Pb—Sb—Sn, Pb—Sb—Sn—Cu и Pb—Ca—Na. Благодаря высокой плотности и хорошим литейным свойствам С. с., содержащие 0,1—1,5% Sb, 0,06—0,2% As, 0,02—0,04% Na, применяются для отливки дроби, а сплавы с 0,3—3% Sb для отливки сердечников пуль. Решётки для свинцовых аккумуляторов (См. Свинцовый аккумулятор) готовят из С. с., содержащих 6—9% Sb.
с., содержащие 0,1—1,5% Sb, 0,06—0,2% As, 0,02—0,04% Na, применяются для отливки дроби, а сплавы с 0,3—3% Sb для отливки сердечников пуль. Решётки для свинцовых аккумуляторов (См. Свинцовый аккумулятор) готовят из С. с., содержащих 6—9% Sb. Температура плавления свинца — 600,61 K (327,46 °C), кипит при 2022 K (1749 °C). Относится к группе тяжёлых металлов с плотностью — 11,3415 г/см3 (+20 °С). Предел прочности на растяжение 12-13 МПа (МН/м2). При температуре 7,26 К становится сверхпроводником.
Температура плавления свинца — 600,61 K (327,46 °C), кипит при 2022 K (1749 °C). Относится к группе тяжёлых металлов с плотностью — 11,3415 г/см3 (+20 °С). Предел прочности на растяжение 12-13 МПа (МН/м2). При температуре 7,26 К становится сверхпроводником.



 На входе в рентген кабинет устанавливается свинцовая дверь, она входят в обязательный набор рентгенозащитного оборудования. При изготовлении дверей используются листы марок С1 и С2.
На входе в рентген кабинет устанавливается свинцовая дверь, она входят в обязательный набор рентгенозащитного оборудования. При изготовлении дверей используются листы марок С1 и С2.
 Крупнейшим доиндустриальным производителем свинца была римская экономика с расчетным годовым объемом производства 80 000 тонн, используемым для многих применений, включая систему водоснабжения. В наше время свинец используется в строительстве, свинцово-кислотных батареях, пулях и дробях, гирях, в составе припоев, оловянных сплавов, легкоплавких сплавов и в качестве защиты от радиации.
Крупнейшим доиндустриальным производителем свинца была римская экономика с расчетным годовым объемом производства 80 000 тонн, используемым для многих применений, включая систему водоснабжения. В наше время свинец используется в строительстве, свинцово-кислотных батареях, пулях и дробях, гирях, в составе припоев, оловянных сплавов, легкоплавких сплавов и в качестве защиты от радиации. Этот металл обладает отличной коррозионной стойкостью и пластичностью, так как его можно использовать для таких применений, как облицовка резервуаров для хранения, содержащих кислотные вещества, в производстве…
Этот металл обладает отличной коррозионной стойкостью и пластичностью, так как его можно использовать для таких применений, как облицовка резервуаров для хранения, содержащих кислотные вещества, в производстве…


 Свинец с сурьмой может использоваться в отливках, сетке аккумуляторных батарей, грузах колес, балластах, радиационной защите, пулях и трубах.
Свинец с сурьмой может использоваться в отливках, сетке аккумуляторных батарей, грузах колес, балластах, радиационной защите, пулях и трубах.

 Поэтому Audi последовательно расширяет стратегическую линию развития TFSI и продолжает новым двигателем 1,2 л TFSI (63 или 77 кВт) блестящую историю успеха концепции даунсайзинга в области широко применяемых силовых агрегатов для моделей A1 и A3. При модернизации скромных по рабочему объёму, но мощных двигателей модельного ряда EA111 основной упор делался на последовательном повышении эффективности работы и облегчении конструкции. Новый двигатель с облегчённым алюминиевым блоком цилиндров и новейшей технологией сгорания оптимальным образом совмещает тяговые качества с малым расходом топлива и низкой эксплуатационной стоимостью и будет использоваться в базовых комплектациях моделей Audi.
Поэтому Audi последовательно расширяет стратегическую линию развития TFSI и продолжает новым двигателем 1,2 л TFSI (63 или 77 кВт) блестящую историю успеха концепции даунсайзинга в области широко применяемых силовых агрегатов для моделей A1 и A3. При модернизации скромных по рабочему объёму, но мощных двигателей модельного ряда EA111 основной упор делался на последовательном повышении эффективности работы и облегчении конструкции. Новый двигатель с облегчённым алюминиевым блоком цилиндров и новейшей технологией сгорания оптимальным образом совмещает тяговые качества с малым расходом топлива и низкой эксплуатационной стоимостью и будет использоваться в базовых комплектациях моделей Audi. Это высокое значение улучшает термодинамику процессов в камере сгорания, повышает мощность и экономичность. Характерно, что маленький четырёхцилиндровый двигатель эффективен с низких оборотов. Его внушительные 175 Нм крутящего момента (в A3) достигаются уже в диапазоне 1550-4100 об/мин, а 77 кВт (105 л. с.) мощности — при 5000 оборотов. Результатом является спокойный характер движения, с малым числом переключений и низким расходом топлива. Трёхдверный Audi A3 с двигателем 1,2 л TFSI разгоняется с нуля до 100 км/ч за 11,1 секунды (A3 Sportback за 11,3 секунды). Средний расход топлива в A3 и A3 Sportback составляет лишь 5,5 л на 100 км. Выбросы CO2 находятся на уровне всего 127 г/км. По сравнению с предшествующим двигателем (1,6 л MPI) мощностью 75 кВт (102 л. с.) расход топлива снизился более чем на 1 л/100 км.
Это высокое значение улучшает термодинамику процессов в камере сгорания, повышает мощность и экономичность. Характерно, что маленький четырёхцилиндровый двигатель эффективен с низких оборотов. Его внушительные 175 Нм крутящего момента (в A3) достигаются уже в диапазоне 1550-4100 об/мин, а 77 кВт (105 л. с.) мощности — при 5000 оборотов. Результатом является спокойный характер движения, с малым числом переключений и низким расходом топлива. Трёхдверный Audi A3 с двигателем 1,2 л TFSI разгоняется с нуля до 100 км/ч за 11,1 секунды (A3 Sportback за 11,3 секунды). Средний расход топлива в A3 и A3 Sportback составляет лишь 5,5 л на 100 км. Выбросы CO2 находятся на уровне всего 127 г/км. По сравнению с предшествующим двигателем (1,6 л MPI) мощностью 75 кВт (102 л. с.) расход топлива снизился более чем на 1 л/100 км.
 ) Фотоотчет
) Фотоотчет 0L FSI, 1.9L TDI, 1.6L MPI.
0L FSI, 1.9L TDI, 1.6L MPI.
 ) Фотоотчет
) Фотоотчет
 ) Фотоотчет
) Фотоотчет В некоторых случаях невозврат педали сцепления. В основном проблема возникает после того как люди поездят с гремящим маховиком…
В некоторых случаях невозврат педали сцепления. В основном проблема возникает после того как люди поездят с гремящим маховиком…
 Редакция 06.2014
Редакция 06.2014 Его сдёрнула с места полетевшая вперёд линза. Чтобы добраться до фары и заодно посмотреть остальные сюрпризы снимаем решетку радиатора и бампер…
Его сдёрнула с места полетевшая вперёд линза. Чтобы добраться до фары и заодно посмотреть остальные сюрпризы снимаем решетку радиатора и бампер…
 ) Фотоотчет
) Фотоотчет ) Устройство и принцип действия. Программа самообучения 472 VW/Audi. С выводом на рынок Caddy 2004 и Caddy Maxi 2007 марка Volkswagen уже заняла лидирующие позиции в сегменте компактных развозных автомобилей/минивэнов. Рецепт успеха — последовательное воплощение традиционных преимуществ коммерческих автомобилей Volkswagen с учётом потребностей и ожиданий покупателей, а также специфики конкретных рынков сбыта. К таким преимуществам относятся, прежде всего, традиционно высокое качество автомобилей, их надёжность, безотказность и долговечность — в сочетании с великолепными потребительскими свойствами и образцовой экономичностью.
) Устройство и принцип действия. Программа самообучения 472 VW/Audi. С выводом на рынок Caddy 2004 и Caddy Maxi 2007 марка Volkswagen уже заняла лидирующие позиции в сегменте компактных развозных автомобилей/минивэнов. Рецепт успеха — последовательное воплощение традиционных преимуществ коммерческих автомобилей Volkswagen с учётом потребностей и ожиданий покупателей, а также специфики конкретных рынков сбыта. К таким преимуществам относятся, прежде всего, традиционно высокое качество автомобилей, их надёжность, безотказность и долговечность — в сочетании с великолепными потребительскими свойствами и образцовой экономичностью. Снаружи новый Caddy 2011 можно узнать по обновлённой передней части.
Снаружи новый Caddy 2011 можно узнать по обновлённой передней части.
 5 см
5 см )
) 5
5
 Посвящается годам: 04.03 — 15.05, для версии двигателя: 1.2TSI / 1.4 / 1.6 / 2.0 / 1.6TDI / 1.9TDI / 2.0SDI / 2.0TDI.
Посвящается годам: 04.03 — 15.05, для версии двигателя: 1.2TSI / 1.4 / 1.6 / 2.0 / 1.6TDI / 1.9TDI / 2.0SDI / 2.0TDI.
 Нагрузка на ось FA:
Нагрузка на ось FA: Эти данные вы найдете только на паспортной табличке автомобиля. Обычно используется кодировка 1 — XXX кг / 2 — XXX кг, где соответственно «1 -» — максимально допустимая нагрузка на переднюю ось, а «2 -» — максимально допустимая нагрузка на заднюю ось. Запишите эти значения и сравните их с каталогом. Если какой-либо из них превышает значение из каталога, значит, товар не предназначен для вашего автомобиля.
Эти данные вы найдете только на паспортной табличке автомобиля. Обычно используется кодировка 1 — XXX кг / 2 — XXX кг, где соответственно «1 -» — максимально допустимая нагрузка на переднюю ось, а «2 -» — максимально допустимая нагрузка на заднюю ось. Запишите эти значения и сравните их с каталогом. Если какой-либо из них превышает значение из каталога, значит, товар не предназначен для вашего автомобиля. также
также
 80/4.00-8 D 380 мм PalisaD
80/4.00-8 D 380 мм PalisaD 80/4.00-8 D 380 мм, внутренний подшипник D 20 мм, длина оси 90 мм PalisaD
80/4.00-8 D 380 мм, внутренний подшипник D 20 мм, длина оси 90 мм PalisaD 80/4.00-8 D 380 мм, внутренний подшипник D 12 мм, длина оси 90 мм PalisaD
80/4.00-8 D 380 мм, внутренний подшипник D 12 мм, длина оси 90 мм PalisaD средства
средства )
) БарнаулООО «АТ-Сервис»ООО «Гидравлика-Н» г. НовосибирскООО «Евромаш»ООО «МордовАгроМаш»ООО «МПИ-АГРО»ООО «Нива-Сельхозтехника»ООО «Новые Торговые Технологии»ООО «ПРОФРЕМСТРОЙ»ООО «СДСМ» г. БарнаулООО «СибДорСельМаш»ООО «Сибирь-Техника» г. БарнаулООО «Смолсельмаш»ООО «Соль-Илецкий машиностроительный завод»ООО «Спецоборудование-2″ООО «Спецоборудование-2» г. НовосибирскООО «СХТ-Сибирь» г. БарнаулООО «ТермМикс»ООО «Технорай»ООО «Торемо Рус»ООО «УНИСИБМАШ» г. НовосибирскООО «Эноросси Рус», ИталияООО НПФ «Агромаш»ООО ПКФ «Технорай» г. БарнаулООО ТД «Бобруйскагромаш»ПермьРТИ БалаковоРуслан-Комплект Украина
БарнаулООО «АТ-Сервис»ООО «Гидравлика-Н» г. НовосибирскООО «Евромаш»ООО «МордовАгроМаш»ООО «МПИ-АГРО»ООО «Нива-Сельхозтехника»ООО «Новые Торговые Технологии»ООО «ПРОФРЕМСТРОЙ»ООО «СДСМ» г. БарнаулООО «СибДорСельМаш»ООО «Сибирь-Техника» г. БарнаулООО «Смолсельмаш»ООО «Соль-Илецкий машиностроительный завод»ООО «Спецоборудование-2″ООО «Спецоборудование-2» г. НовосибирскООО «СХТ-Сибирь» г. БарнаулООО «ТермМикс»ООО «Технорай»ООО «Торемо Рус»ООО «УНИСИБМАШ» г. НовосибирскООО «Эноросси Рус», ИталияООО НПФ «Агромаш»ООО ПКФ «Технорай» г. БарнаулООО ТД «Бобруйскагромаш»ПермьРТИ БалаковоРуслан-Комплект Украина С [кН]
С [кН] – На выбор: с металлическими щитками без трения ZZ (= 2Z) или
– На выбор: с металлическими щитками без трения ZZ (= 2Z) или  28 » data-tiered-price-exclude-taxes=»
2.28 »>
28 » data-tiered-price-exclude-taxes=»
2.28 »> C [кН] 1,72, Стат. C0 [кН] 0,84, Максимальная скорость [мин 1] 24.000, Typebeidseitig Deckscheiben, Вес [г] 55
C [кН] 1,72, Стат. C0 [кН] 0,84, Максимальная скорость [мин 1] 24.000, Typebeidseitig Deckscheiben, Вес [г] 55


 267
267

 В общем машина понравилась нам по всем параметрам, и хозяин согласился на обмен с доплатой, на которую я рассчитывал, потом мы другие варианты даже смотреть не стали, лучше я думаю не нашли бы… на следующий день всей семьёй поехали к нему меняться, всё оформили, доплатили, пожали руки и разъехались.
В общем машина понравилась нам по всем параметрам, и хозяин согласился на обмен с доплатой, на которую я рассчитывал, потом мы другие варианты даже смотреть не стали, лучше я думаю не нашли бы… на следующий день всей семьёй поехали к нему меняться, всё оформили, доплатили, пожали руки и разъехались. Замена каждые 5000 км, только уже на 4000 км масло уже чёрное как сапог… видимо из-за качества нашей солярки, раньше заливался на крайсе, но потом заметил, что недолив там конкретный, да и вообще солярка оставляет желать лучшего.
Замена каждые 5000 км, только уже на 4000 км масло уже чёрное как сапог… видимо из-за качества нашей солярки, раньше заливался на крайсе, но потом заметил, что недолив там конкретный, да и вообще солярка оставляет желать лучшего. .. Хотя с дизеля на бензин уже вряд ли когда-то пересяду.:)
.. Хотя с дизеля на бензин уже вряд ли когда-то пересяду.:)
 Мы не закончили тем, что сделали обмен, поскольку он был после дизеля.
Мы не закончили тем, что сделали обмен, поскольку он был после дизеля.

 И если вы немного крупнее с точки зрения сборки, новее не значит лучше. Вы можете получить грузовое пространство, но всегда есть чем пожертвовать, а именно пространством в салоне и вашим комфортом.
И если вы немного крупнее с точки зрения сборки, новее не значит лучше. Вы можете получить грузовое пространство, но всегда есть чем пожертвовать, а именно пространством в салоне и вашим комфортом. (15,231)
(15,231)
 8)
8)
 МР-С (91)
МР-С (91) )
) )
)
 США 19 000 долл. США 20 000 долл. США. 25 000 долл. США 30 000 долл. США 35 000 000 долл. США 40 000 долл. США 45 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 000,9 0003
США 19 000 долл. США 20 000 долл. США. 25 000 долл. США 30 000 долл. США 35 000 000 долл. США 40 000 долл. США 45 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 000,9 0003 США 40 000 долл. США 45 000 долл. США 50 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 0009
США 40 000 долл. США 45 000 долл. США 50 000 долл. США 55 000 долл. США 60 000 долл. США 65 000 долл. США 70 0009 0106
0106

 0 м) Высота подъёма, мм:
0 м) Высота подъёма, мм: 5 м, 1500 кг Высота подъёма, мм: 4500,
5 м, 1500 кг Высота подъёма, мм: 4500, 5 м) Высота подъёма, мм:
5 м) Высота подъёма, мм: 0 м) Высота подъёма, мм:
0 м) Высота подъёма, мм: 0 м) Высота подъёма, мм:
0 м) Высота подъёма, мм: 6 м) Высота подъёма, мм:
6 м) Высота подъёма, мм: 0 м) Высота подъёма, мм:
0 м) Высота подъёма, мм: Помимо отказа от традиционного дизайна и внедрения нового шасси, Hangcha внесла новшества в систему управления и питания, а также оптимизировала внешний вид, эргономику, надежность, ремонтопригодность и другие аспекты, что значительно улучшило характеристики всего автомобиля.
Помимо отказа от традиционного дизайна и внедрения нового шасси, Hangcha внесла новшества в систему управления и питания, а также оптимизировала внешний вид, эргономику, надежность, ремонтопригодность и другие аспекты, что значительно улучшило характеристики всего автомобиля. 5t
5t 5t
5t 0t
0t

 5 кВт. Максимальный преодолеваемый подъем — 35%.
5 кВт. Максимальный преодолеваемый подъем — 35%. Спецтехника поставляется в базовом или расширенном варианте с дополнительными навесными модулями.
Спецтехника поставляется в базовом или расширенном варианте с дополнительными навесными модулями.
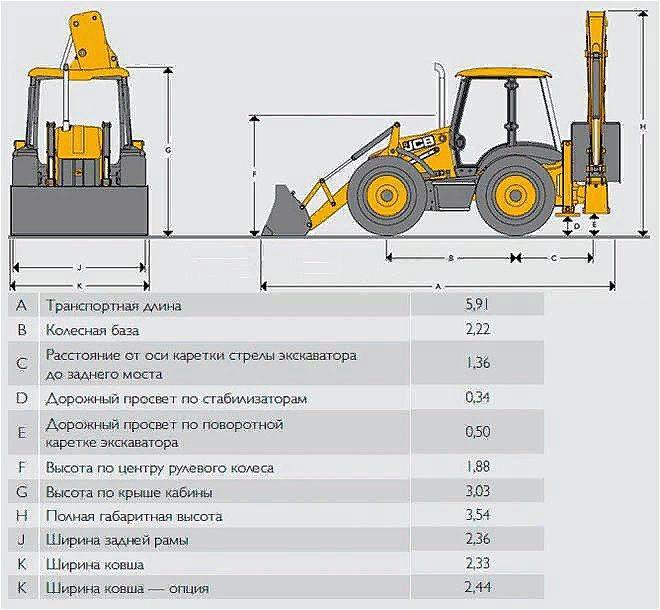
 В экскаваторе предусмотрено все необходимое для длительной и комфортной работы:
В экскаваторе предусмотрено все необходимое для длительной и комфортной работы:
 По желанию заказчика техника комплектуется дополнительными навесными модулями, расширяющими функционал транспортного средства.
По желанию заказчика техника комплектуется дополнительными навесными модулями, расширяющими функционал транспортного средства.
 5
5 7
7
 Ряд специальных характеристик выгодно отличает его от своих собратьев. Модель XCMG XE470C функционирует в трех режимах на выбор оператора. XCMG XE470C оснащен электронным блоком, предназначенным для отслеживания параметров текущего состояния машины, что в свою очередь способствует минимизации расходов на обслуживание и ремонт.
Ряд специальных характеристик выгодно отличает его от своих собратьев. Модель XCMG XE470C функционирует в трех режимах на выбор оператора. XCMG XE470C оснащен электронным блоком, предназначенным для отслеживания параметров текущего состояния машины, что в свою очередь способствует минимизации расходов на обслуживание и ремонт.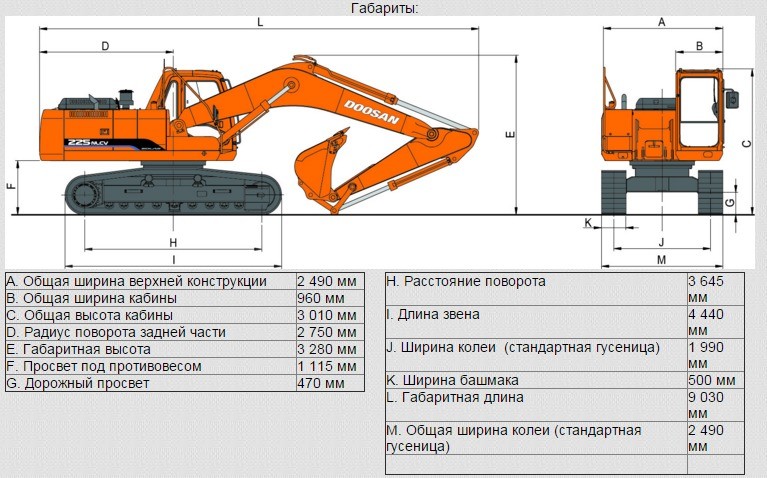 Его применяют при разработке карьеров, рытье котлованов и других типах земляных работ. Также его можно использовать для погрузочно-разгрузочных работ. Экономичный и мощный двигатель ISUZU AA-6HK1XQP, импортная гидравлика, маневренность и достигнутая надежность делают новые экскаваторы XCMG лучшими в своем роде.
Его применяют при разработке карьеров, рытье котлованов и других типах земляных работ. Также его можно использовать для погрузочно-разгрузочных работ. Экономичный и мощный двигатель ISUZU AA-6HK1XQP, импортная гидравлика, маневренность и достигнутая надежность делают новые экскаваторы XCMG лучшими в своем роде. Модель отличается низким расходом топлива и оптимальной скоростью движения.
Модель отличается низким расходом топлива и оптимальной скоростью движения.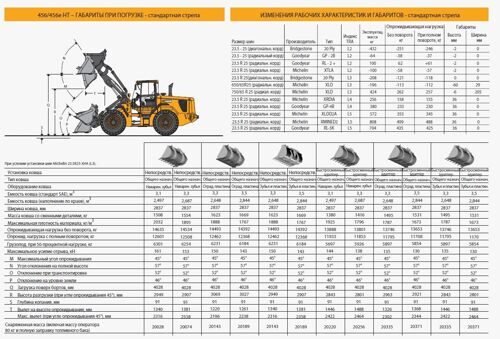

 5 104 кВт. Максимальный преодолеваемый подъем — 70%. Рабочий вес экскаватора XCMG XE150W составляет 15,318 тонн. Максимальная высота копания — 9150 миллиметров, а глубина — 5040 миллиметров. Объем ковша составляет 0,58 кубического метра. Высота выгрузки равна 6684 миллиметра. Максимальное тяговое усилие модели 136 кН
5 104 кВт. Максимальный преодолеваемый подъем — 70%. Рабочий вес экскаватора XCMG XE150W составляет 15,318 тонн. Максимальная высота копания — 9150 миллиметров, а глубина — 5040 миллиметров. Объем ковша составляет 0,58 кубического метра. Высота выгрузки равна 6684 миллиметра. Максимальное тяговое усилие модели 136 кН Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE85С с номинальной мощностью двигателя 53.8/2150 (Квт/(об/мин)) оказывает давление на грунт 34.6/36.4 (с лопатой) МПа. Максимальная скорость передвижения составляет 4.9/2.6 километров в час.
Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE85С с номинальной мощностью двигателя 53.8/2150 (Квт/(об/мин)) оказывает давление на грунт 34.6/36.4 (с лопатой) МПа. Максимальная скорость передвижения составляет 4.9/2.6 километров в час. Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE65СА — машина с выдающимися техническими характеристиками, превосходно проявившая себя и в процессе строительства, при земляных работах, при ремонте коммуникаций.
Техника XCMG разрабатывается специально на экспорт: гарантируется высокое качество изготовления и сборки, тщательный выбор комплектующих. Мини-экскаватор XE65СА — машина с выдающимися техническими характеристиками, превосходно проявившая себя и в процессе строительства, при земляных работах, при ремонте коммуникаций. измерения
измерения кв.
кв. куб.
куб. .17,1 т
.17,1 т ..1,22 м³
..1,22 м³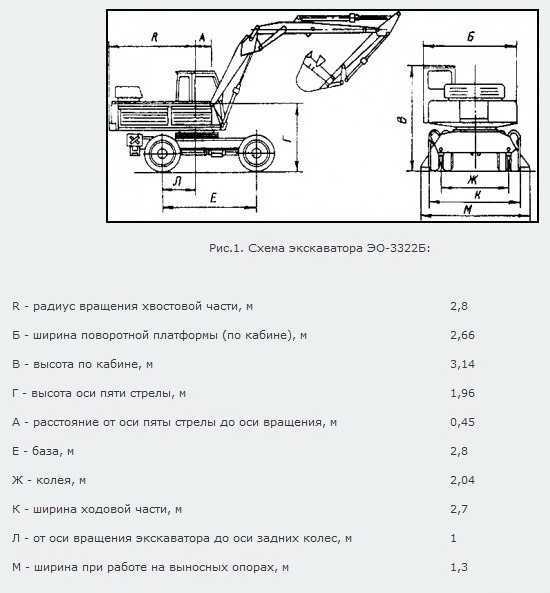 с.
с. с.
с.
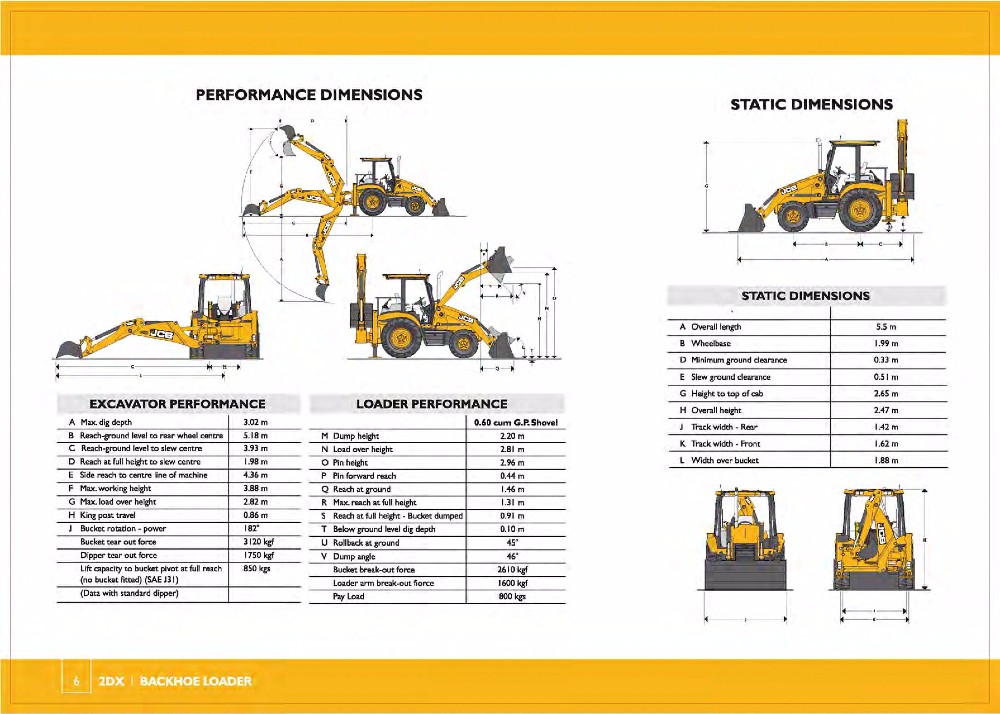 с. при 2050 об/мин
с. при 2050 об/мин с. при 2100 об/мин
с. при 2100 об/мин с. при 2000 об/мин
с. при 2000 об/мин

 с. при 2000 об/мин
с. при 2000 об/мин с. при 2000 об/мин
с. при 2000 об/мин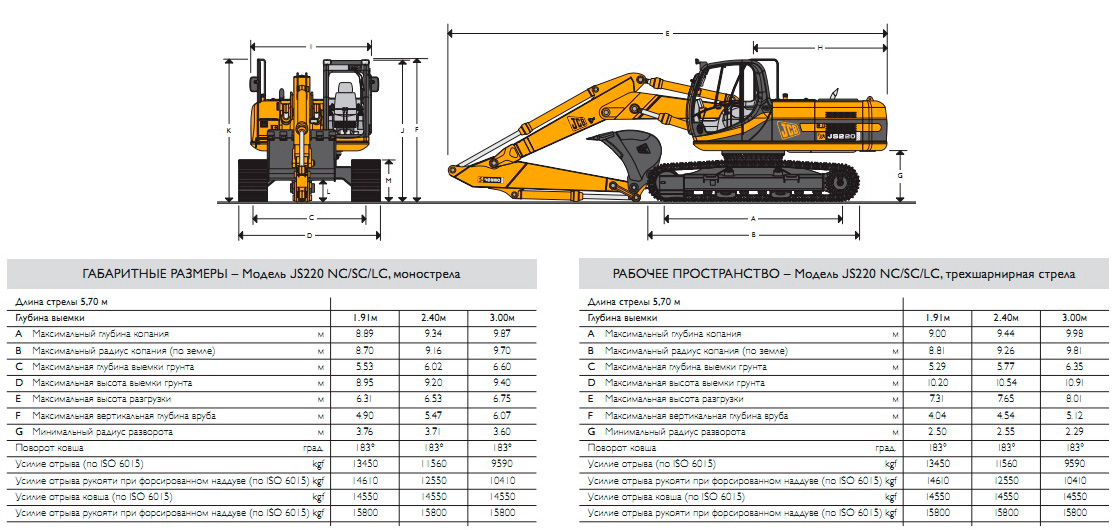
 Их сервисные ковши способны легко достигать 4 кубических метров и более.
Их сервисные ковши способны легко достигать 4 кубических метров и более.


 Перевозят кран на подкатной тележке в прицепе к автомобилю.
Перевозят кран на подкатной тележке в прицепе к автомобилю. Допускается эксплуатация крана в IV и V ветровых районах при соблюдении дополнительных требований, указанных в документации к крану (инструкции по эксплуатации).,
Допускается эксплуатация крана в IV и V ветровых районах при соблюдении дополнительных требований, указанных в документации к крану (инструкции по эксплуатации).,
 Обычно разрушаются сварные швы, соединяющие элементы нижнего листа и (или) нижний лист с проушинами и боковыми вертикальными листами. Доработка заводом конструкции рамы и усиление её при эксплуатации не дали ожидаемого эффекта. После дальнейшей переработки раму использовали на кранах КБ-308. К настоящему времени большинство башенных кранов С-981 списано, а эксплуатация оставшихся в связи с повышенным риском может быть допущена только как исключение, с жесткими ограничениями условий применения и обслуживания».
Обычно разрушаются сварные швы, соединяющие элементы нижнего листа и (или) нижний лист с проушинами и боковыми вертикальными листами. Доработка заводом конструкции рамы и усиление её при эксплуатации не дали ожидаемого эффекта. После дальнейшей переработки раму использовали на кранах КБ-308. К настоящему времени большинство башенных кранов С-981 списано, а эксплуатация оставшихся в связи с повышенным риском может быть допущена только как исключение, с жесткими ограничениями условий применения и обслуживания».
 С его помощью происходит запуск стартера. Применяется жидкостное охлаждение совместно с использованием дополнительной смазки маслом.
С его помощью происходит запуск стартера. Применяется жидкостное охлаждение совместно с использованием дополнительной смазки маслом. Двигатели маркируются отметкой ДЕ и используют насос высокого давления. С его помощью в систему подается горючее.
Двигатели маркируются отметкой ДЕ и используют насос высокого давления. С его помощью в систему подается горючее. Использование дополнительных инструментов не требуется.
Использование дополнительных инструментов не требуется.



 Затем запустите двигатель и пусть шкив хорошо провернется.
Затем запустите двигатель и пусть шкив хорошо провернется. Также заранее следует позаботиться о наличии соответствующего оборудования чтобы иметь возможность максимально точно регулировать момент впрыска. Если техническая грамотность в должной степени отсутствует, проблемы с автомобилем могут быть усугублены.
Также заранее следует позаботиться о наличии соответствующего оборудования чтобы иметь возможность максимально точно регулировать момент впрыска. Если техническая грамотность в должной степени отсутствует, проблемы с автомобилем могут быть усугублены.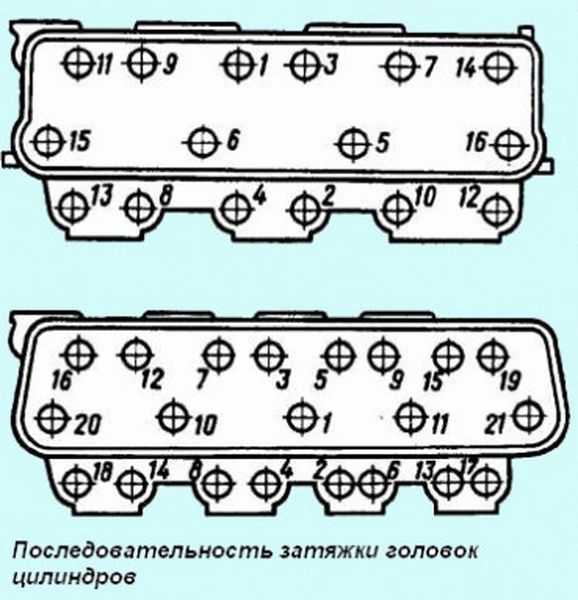
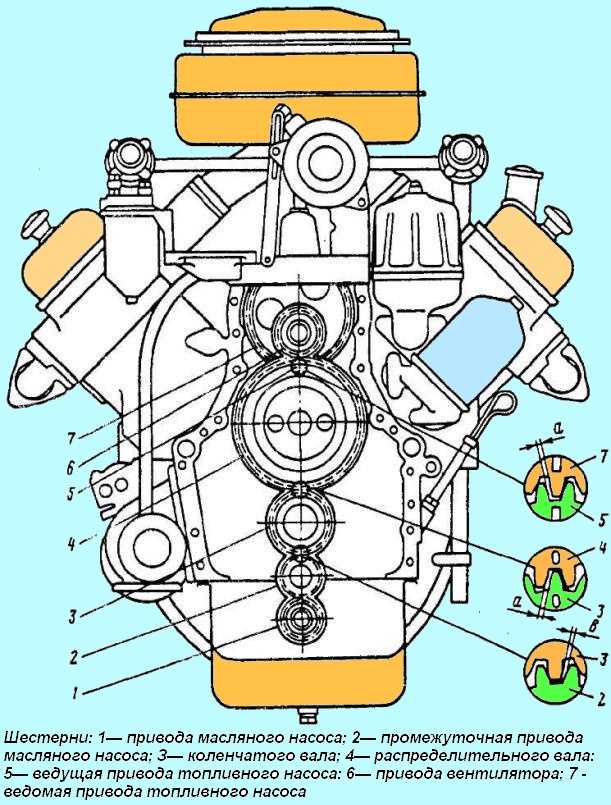
 Плавающие пальцы и спорные кольца реализуют соединение. Конец шатуна будет крепиться болтами к коленвалу. Также могут активно использоваться бронзовые подшипники скольжения.
Плавающие пальцы и спорные кольца реализуют соединение. Конец шатуна будет крепиться болтами к коленвалу. Также могут активно использоваться бронзовые подшипники скольжения.
 Фактически, это форсированные двигатели 238 М2.
Фактически, это форсированные двигатели 238 М2.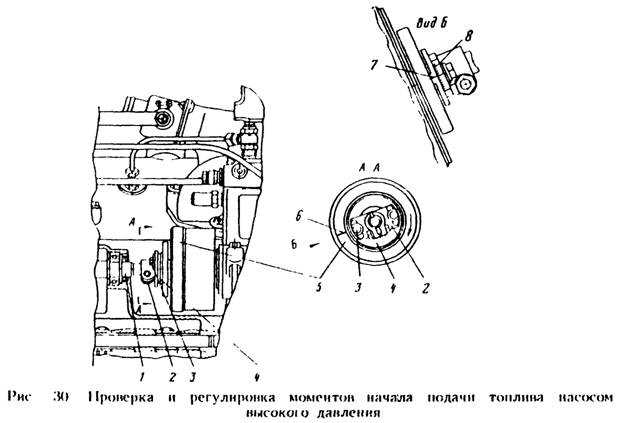

 Допускается, что масло не показывается потому что его мало. Для решения неполадки достаточно долить нужное количество. Работа по регулировке угла впрыска выполняется только опытными водителями.
Допускается, что масло не показывается потому что его мало. Для решения неполадки достаточно долить нужное количество. Работа по регулировке угла впрыска выполняется только опытными водителями.
 После этого вновь попробуйте завести механизм.
После этого вновь попробуйте завести механизм.

 Но аксессуары должны быть у любого водителя. Они серьезно помогут на дороге или при появлении проблем.
Но аксессуары должны быть у любого водителя. Они серьезно помогут на дороге или при появлении проблем.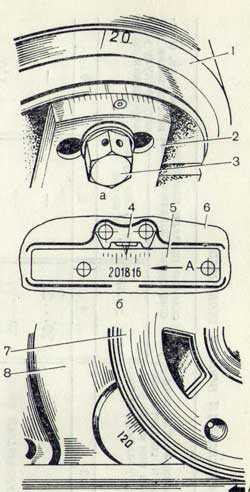 В течение следующих нескольких месяцев мы рассмотрим системы зажигания, устанавливаемые на Yamaha KT100S, Briggs and Stratton, а также на двигатели Reed Valve текущего поколения. Но для начала нам нужно иметь общее представление о том, как работают системы зажигания от магнето.
В течение следующих нескольких месяцев мы рассмотрим системы зажигания, устанавливаемые на Yamaha KT100S, Briggs and Stratton, а также на двигатели Reed Valve текущего поколения. Но для начала нам нужно иметь общее представление о том, как работают системы зажигания от магнето.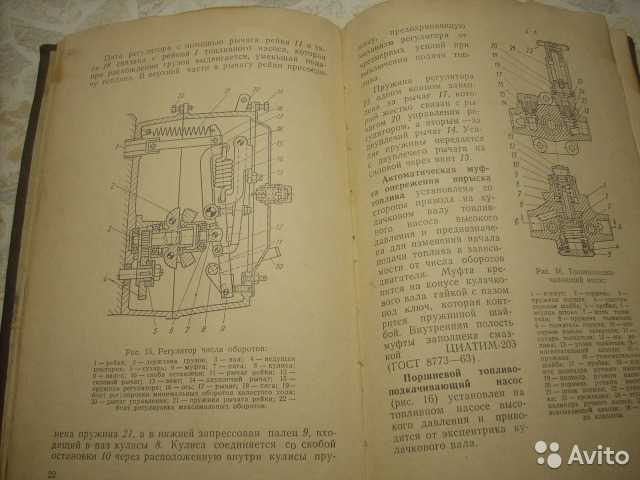 Чем больше витков провода вы пропускаете через магнитное поле, тем большее напряжение вы индуцируете в проводе. Вращение катушек на якоре генератора мимо магнитов индуцирует напряжение в якоре. Это то, что питает ваши огни прицепа на трассе, или ваши электроинструменты, или что-то еще. Но не имеет значения, какой элемент, магнит или катушка с проволокой, движется, а какой неподвижен. В вашем двигателе магниты расположены в маховике или роторе зажигания, прикрепленном к коленчатому валу. Витки провода, на которые мы собираемся индуцировать напряжение, расположены в катушке, которая в данном случае неподвижна. Таким образом, в отличие от приведенного выше примера, магнитное поле вращается мимо провода, а не наоборот. Но эффект тот же. Перемещение магнитов мимо провода индуцирует напряжение в проводе.
Чем больше витков провода вы пропускаете через магнитное поле, тем большее напряжение вы индуцируете в проводе. Вращение катушек на якоре генератора мимо магнитов индуцирует напряжение в якоре. Это то, что питает ваши огни прицепа на трассе, или ваши электроинструменты, или что-то еще. Но не имеет значения, какой элемент, магнит или катушка с проволокой, движется, а какой неподвижен. В вашем двигателе магниты расположены в маховике или роторе зажигания, прикрепленном к коленчатому валу. Витки провода, на которые мы собираемся индуцировать напряжение, расположены в катушке, которая в данном случае неподвижна. Таким образом, в отличие от приведенного выше примера, магнитное поле вращается мимо провода, а не наоборот. Но эффект тот же. Перемещение магнитов мимо провода индуцирует напряжение в проводе. На самом деле, это занимает
На самом деле, это занимает По сути работает как трансформатор. Чем больше витков, тем больше напряжение для данного напряжения. Подача 12 вольт через первичную обмотку со 100 витками и вторичную обмотку с 200 витками даст вам 24 вольта во вторичной обмотке. Только в вашей катушке зажигания соотношение витков от первичной к вторичной намного больше, чем 2 к
По сути работает как трансформатор. Чем больше витков, тем больше напряжение для данного напряжения. Подача 12 вольт через первичную обмотку со 100 витками и вторичную обмотку с 200 витками даст вам 24 вольта во вторичной обмотке. Только в вашей катушке зажигания соотношение витков от первичной к вторичной намного больше, чем 2 к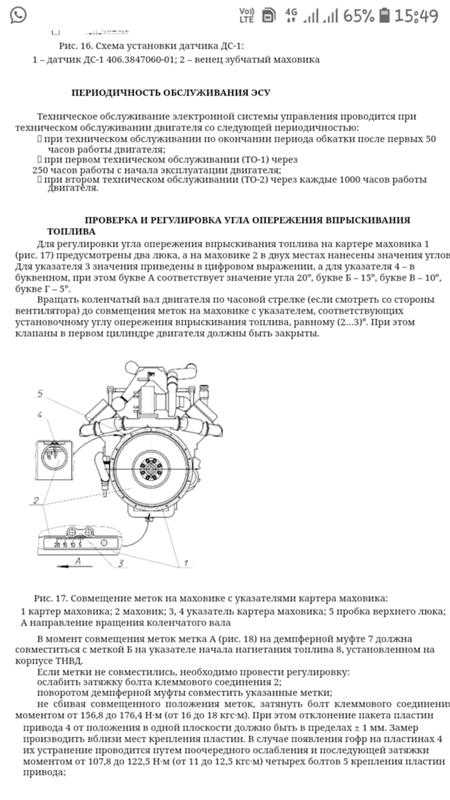 Это напряжение заземляется на картер двигателя как «короткое замыкание». Тот факт, что цепь заземлена и, следовательно, завершена, и имеет потенциал напряжения, о котором мы упоминали ранее, вызывает протекание тока. Это заземление может проходить через провод, выходящий из катушки, прикрепленной к картеру, или может быть внутри катушки и быть невидимым. Некоторые
Это напряжение заземляется на картер двигателя как «короткое замыкание». Тот факт, что цепь заземлена и, следовательно, завершена, и имеет потенциал напряжения, о котором мы упоминали ранее, вызывает протекание тока. Это заземление может проходить через провод, выходящий из катушки, прикрепленной к картеру, или может быть внутри катушки и быть невидимым. Некоторые Иногда это происходит, когда стиральная машина работает, и один из ее клапанов очень быстро закрывается. Во всяком случае, то же самое может произойти, более или менее, с электрическим током, протекающим через индуктор. Если ток, текущий на землю в первичной цепи системы зажигания, внезапно прекращается из-за разрыва цепи, ток «отскакивает» обратно. В кругах электриков это называется «индуктивным обратным ходом», и это то, что создает всплеск напряжения, который катушка затем поднимает до достаточного напряжения, чтобы перепрыгнуть зазор свечи зажигания.
Иногда это происходит, когда стиральная машина работает, и один из ее клапанов очень быстро закрывается. Во всяком случае, то же самое может произойти, более или менее, с электрическим током, протекающим через индуктор. Если ток, текущий на землю в первичной цепи системы зажигания, внезапно прекращается из-за разрыва цепи, ток «отскакивает» обратно. В кругах электриков это называется «индуктивным обратным ходом», и это то, что создает всплеск напряжения, который катушка затем поднимает до достаточного напряжения, чтобы перепрыгнуть зазор свечи зажигания. Но у этого небольшого напряжения недостаточно напряжения, чтобы перепрыгнуть зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где вступает в дело вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы.
Но у этого небольшого напряжения недостаточно напряжения, чтобы перепрыгнуть зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где вступает в дело вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы. В более старых двигателях, таких как более старые двухтактные двигатели Briggs, McCulloch и им подобные, эта работа выполнялась механически. Набор «точек», маленький
В более старых двигателях, таких как более старые двухтактные двигатели Briggs, McCulloch и им подобные, эта работа выполнялась механически. Набор «точек», маленький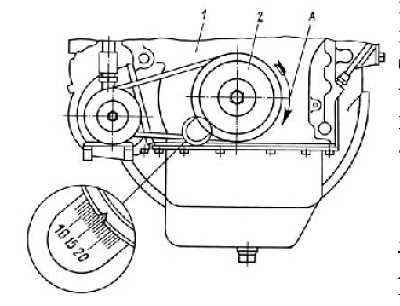 Для такой дорогой вещицы, как X%*?@ (Yamaha называет ее TCI-модулем), она на удивление проста внутри. Первичный ток течет по проводу, выходящему из катушки, в модуль ОТК и заземляется через корпус ОТК. (См. рис. 2). Вот почему так важно обеспечить хорошее соединение между TCI и картером двигателя. Убедитесь, что он надежно закреплен либо непосредственно на двигателе, либо на чем-то, связанном с двигателем. TCI содержит небольшую печатную плату с несколькими резисторами и конденсаторами, а также
Для такой дорогой вещицы, как X%*?@ (Yamaha называет ее TCI-модулем), она на удивление проста внутри. Первичный ток течет по проводу, выходящему из катушки, в модуль ОТК и заземляется через корпус ОТК. (См. рис. 2). Вот почему так важно обеспечить хорошее соединение между TCI и картером двигателя. Убедитесь, что он надежно закреплен либо непосредственно на двигателе, либо на чем-то, связанном с двигателем. TCI содержит небольшую печатную плату с несколькими резисторами и конденсаторами, а также Путь наименьшего сопротивления лежит через зазор свечи зажигания к массе на головке блока цилиндров. Бинго! Свеча срабатывает, как и ваш двигатель. Единственная переменная, влияющая на возникновение искры, — это когда комбинация ротор/катушка генерирует правильный ток для открытия транзистора в TCI. Раньше между старыми коробками TCI существовала значительная разница, измеряемая как ток, необходимый для открытия транзистора. Но, что любопытно, эти различия не привели к каким-либо измеримым различиям во времени или производительности. Более новые коробки TCI, стандартные для Yamaha и PRD, практически не имеют разницы в требуемом текущем значении. Поскольку технические правила предписывают, чтобы ключ зажигания и ротор были фиксированными, это означает, что, независимо от значения TO, все Yamaha KT 100 имеют примерно одинаковый угол опережения зажигания, измеряемый в градусах вращения коленчатого вала до верхней мертвой точки.
Путь наименьшего сопротивления лежит через зазор свечи зажигания к массе на головке блока цилиндров. Бинго! Свеча срабатывает, как и ваш двигатель. Единственная переменная, влияющая на возникновение искры, — это когда комбинация ротор/катушка генерирует правильный ток для открытия транзистора в TCI. Раньше между старыми коробками TCI существовала значительная разница, измеряемая как ток, необходимый для открытия транзистора. Но, что любопытно, эти различия не привели к каким-либо измеримым различиям во времени или производительности. Более новые коробки TCI, стандартные для Yamaha и PRD, практически не имеют разницы в требуемом текущем значении. Поскольку технические правила предписывают, чтобы ключ зажигания и ротор были фиксированными, это означает, что, независимо от значения TO, все Yamaha KT 100 имеют примерно одинаковый угол опережения зажигания, измеряемый в градусах вращения коленчатого вала до верхней мертвой точки.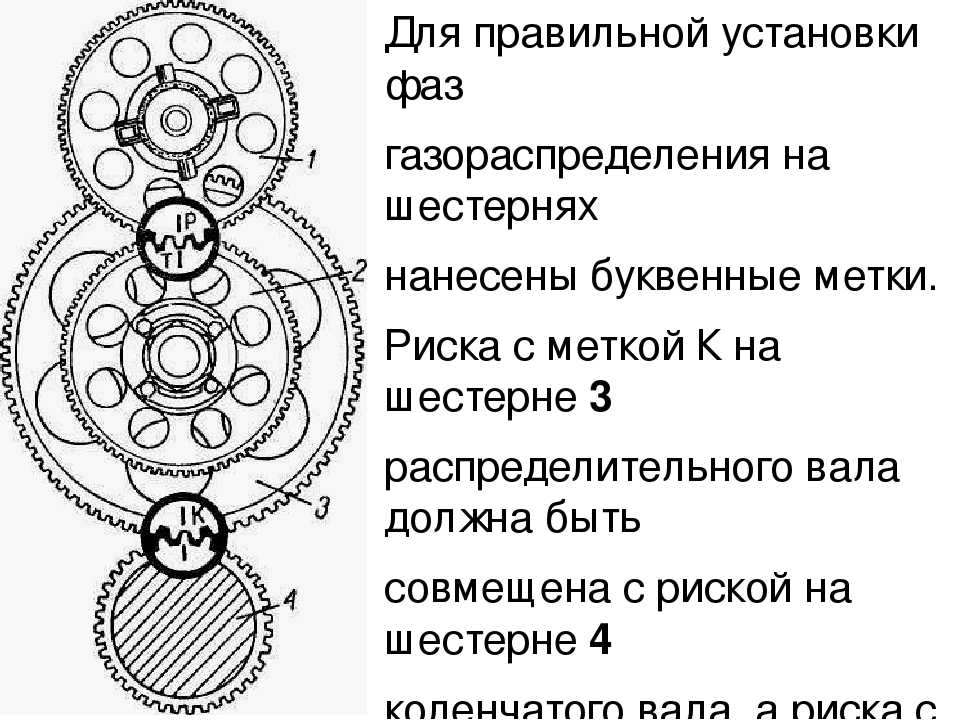 Это индуцирует потенциальное напряжение в первичных обмотках катушки. Этот потенциал заставляет ток низкого напряжения течь от катушки через первичный провод к TCI и через TCI к земле на двигатель. Когда ток достигает
Это индуцирует потенциальное напряжение в первичных обмотках катушки. Этот потенциал заставляет ток низкого напряжения течь от катушки через первичный провод к TCI и через TCI к земле на двигатель. Когда ток достигает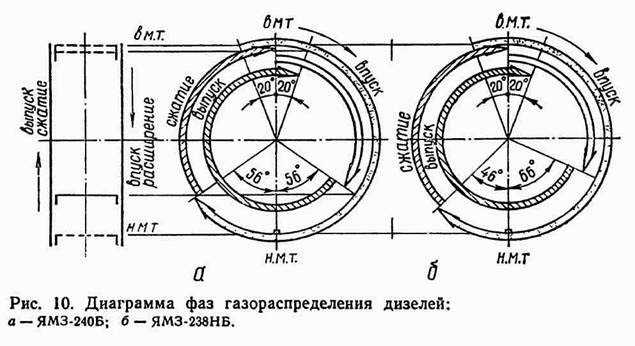
 (См. рис. 3) Таким образом, когда магниты в роторе проходят мимо датчиков в статоре, они индуцируют напряжение в первичных обмотках зарядной катушки в статоре.0017
(См. рис. 3) Таким образом, когда магниты в роторе проходят мимо датчиков в статоре, они индуцируют напряжение в первичных обмотках зарядной катушки в статоре.0017 Второе отличие, которое может иметь важное значение для производительности, заключается в том, что использование трех наборов обмоток означает, что напряжение может быть «повышено» немного больше, чем конфигурация с двумя наборами в зажигании Yamaha. Это может дать более горячую искру и более эффективное и полное сгорание.
Второе отличие, которое может иметь важное значение для производительности, заключается в том, что использование трех наборов обмоток означает, что напряжение может быть «повышено» немного больше, чем конфигурация с двумя наборами в зажигании Yamaha. Это может дать более горячую искру и более эффективное и полное сгорание.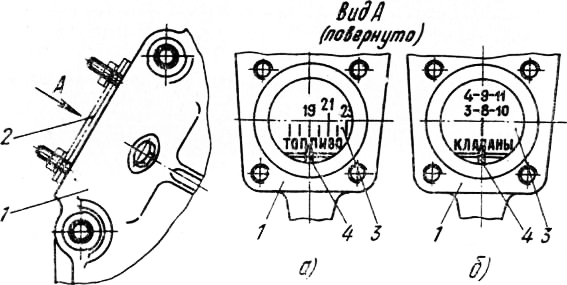 Вы помните, что мы отметили, что когда магниты в роторе или маховике на коленчатом валу вращаются мимо витков провода в катушке, они индуцируют напряжение в этих витках. Но у этого «потенциала» недостаточно напряжения, чтобы перепрыгнуть через зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где в дело вступает вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы.
Вы помните, что мы отметили, что когда магниты в роторе или маховике на коленчатом валу вращаются мимо витков провода в катушке, они индуцируют напряжение в этих витках. Но у этого «потенциала» недостаточно напряжения, чтобы перепрыгнуть через зазор на свече зажигания. Мы должны «подогнать его» примерно до 5000 вольт или около того, чтобы иметь возможность постоянно воспламенять сжатую топливно-воздушную смесь в цилиндре. Вот где в дело вступает вторичная обмотка с гораздо большим количеством «витков» провода. Подобно трансформатору, она повышает напряжение до уровня, необходимого для выполнения работы. Казалось невероятным, когда Бриггс сказал нам, что мы можем вытащить точки и конденсатор, которые хорошо служили нам в течение многих лет, и поставить на их место эту маленькую коробочку. Ну, не только работает, но и работает лучше, чем когда-либо работали старые очки. Вот как: Катушка магнетрона на самом деле содержит 3 отдельные катушки обмоток. В дополнение к первичной и вторичной обмоткам имеется 3-я обмотка, называемая «пусковой» катушкой». вольт), который питает
Казалось невероятным, когда Бриггс сказал нам, что мы можем вытащить точки и конденсатор, которые хорошо служили нам в течение многих лет, и поставить на их место эту маленькую коробочку. Ну, не только работает, но и работает лучше, чем когда-либо работали старые очки. Вот как: Катушка магнетрона на самом деле содержит 3 отдельные катушки обмоток. В дополнение к первичной и вторичной обмоткам имеется 3-я обмотка, называемая «пусковой» катушкой». вольт), который питает 3). Как мы обсуждали в прошлом месяце, внезапный разрыв вызывает коллапс магнитного поля. Поскольку ток (сила тока) и напряжение обратно пропорциональны, внезапное прекращение протекания тока вызывает «всплеск» напряжения, поскольку оно компенсирует. Именно этот всплеск создает напряжение, необходимое во вторичной обмотке, чтобы прыгнуть через промежуток свечи зажигания и воспламенить смесь. Кстати, в катушке Магнетрона первичная обмотка имеет 74 витка провода, а вторичная — 4400. Это 59 витков.Соотношение 0,5:1, и это помогает обеспечить достаточное напряжение для выполнения работы. Все это, начальный ток в катушке триггера, нарастание потенциала, второй импульс катушки триггера и спадающее поле с результирующим всплеском напряжения и искрой примерно на 10 градусов поворота рукоятки. Это означает, что при 6000 об/мин все это, от начала до конца, занимает всего около 0,00027 секунды. Довольно удивительно.
3). Как мы обсуждали в прошлом месяце, внезапный разрыв вызывает коллапс магнитного поля. Поскольку ток (сила тока) и напряжение обратно пропорциональны, внезапное прекращение протекания тока вызывает «всплеск» напряжения, поскольку оно компенсирует. Именно этот всплеск создает напряжение, необходимое во вторичной обмотке, чтобы прыгнуть через промежуток свечи зажигания и воспламенить смесь. Кстати, в катушке Магнетрона первичная обмотка имеет 74 витка провода, а вторичная — 4400. Это 59 витков.Соотношение 0,5:1, и это помогает обеспечить достаточное напряжение для выполнения работы. Все это, начальный ток в катушке триггера, нарастание потенциала, второй импульс катушки триггера и спадающее поле с результирующим всплеском напряжения и искрой примерно на 10 градусов поворота рукоятки. Это означает, что при 6000 об/мин все это, от начала до конца, занимает всего около 0,00027 секунды. Довольно удивительно. Вы можете вспомнить из первой части этой серии (NKN, январь 2000 г.), что «скорость, с которой () развивается потенциал, определяет его величину». Другими словами, чем быстрее вы вращаете магнит на маховике мимо обмоток в катушке, тем больше развиваемое потенциальное напряжение. Поскольку для включения (и выключения) транзистора Дарлингтона от триггерной катушки требуется всего около 1,0 вольта, чем быстрее (с точки зрения степени вращения кривошипа) потенциал нарастает до требуемых 1,0 вольт, тем раньше индуцируется ток в первичной обмотке. катушки начнет строиться. И аналогично, чем раньше потенциал второй триггерной катушки достигнет 1,0 вольта, тем раньше он выключит транзистор и запустит процесс искры. Взгляните на рисунок 3, чтобы увидеть, как это ускоряет синхронизацию.
Вы можете вспомнить из первой части этой серии (NKN, январь 2000 г.), что «скорость, с которой () развивается потенциал, определяет его величину». Другими словами, чем быстрее вы вращаете магнит на маховике мимо обмоток в катушке, тем больше развиваемое потенциальное напряжение. Поскольку для включения (и выключения) транзистора Дарлингтона от триггерной катушки требуется всего около 1,0 вольта, чем быстрее (с точки зрения степени вращения кривошипа) потенциал нарастает до требуемых 1,0 вольт, тем раньше индуцируется ток в первичной обмотке. катушки начнет строиться. И аналогично, чем раньше потенциал второй триггерной катушки достигнет 1,0 вольта, тем раньше он выключит транзистор и запустит процесс искры. Взгляните на рисунок 3, чтобы увидеть, как это ускоряет синхронизацию.  Большинство
Большинство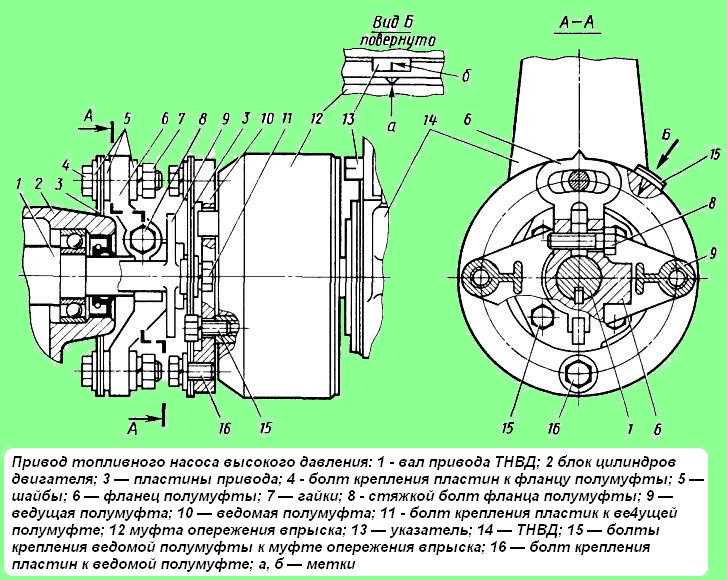 Они есть в каждом магазине картингов, а сообразительный гонщик Briggs предлагает выбор, чтобы настроить двигатель под трассу. По сути, эти маленькие обработанные детали заменяют стандартную шпонку маховика Briggs 1/8 «X 1/8». Хотя они иногда обозначаются смещением в тысячных долях дюйма, чаще всего они идентифицируются по градусам смещения. Другими словами, на сколько градусов вращения кривошипа они перемещают маховик из исходного положения. Большинство производителей двигателей строят
Они есть в каждом магазине картингов, а сообразительный гонщик Briggs предлагает выбор, чтобы настроить двигатель под трассу. По сути, эти маленькие обработанные детали заменяют стандартную шпонку маховика Briggs 1/8 «X 1/8». Хотя они иногда обозначаются смещением в тысячных долях дюйма, чаще всего они идентифицируются по градусам смещения. Другими словами, на сколько градусов вращения кривошипа они перемещают маховик из исходного положения. Большинство производителей двигателей строят Так что вы
Так что вы Разжечь огонь раньше, вы знаете. Но чем больше время сгорания в цилиндре, тем больше тепла поглощается блоком и головкой. Вы получите верхний предел, но вам, вероятно, понадобится более крупный жиклер, чтобы удерживать тепло ниже 380?39.0 градусов верхний предел. Если вы заблокировали часть воздухозаборника на кожухе вентилятора, вы можете немного приоткрыть его. Большинство тюнеров не боятся подниматься до 7 или 8 градусов, но немногие решаются выйти за эти пределы.
Разжечь огонь раньше, вы знаете. Но чем больше время сгорания в цилиндре, тем больше тепла поглощается блоком и головкой. Вы получите верхний предел, но вам, вероятно, понадобится более крупный жиклер, чтобы удерживать тепло ниже 380?39.0 градусов верхний предел. Если вы заблокировали часть воздухозаборника на кожухе вентилятора, вы можете немного приоткрыть его. Большинство тюнеров не боятся подниматься до 7 или 8 градусов, но немногие решаются выйти за эти пределы.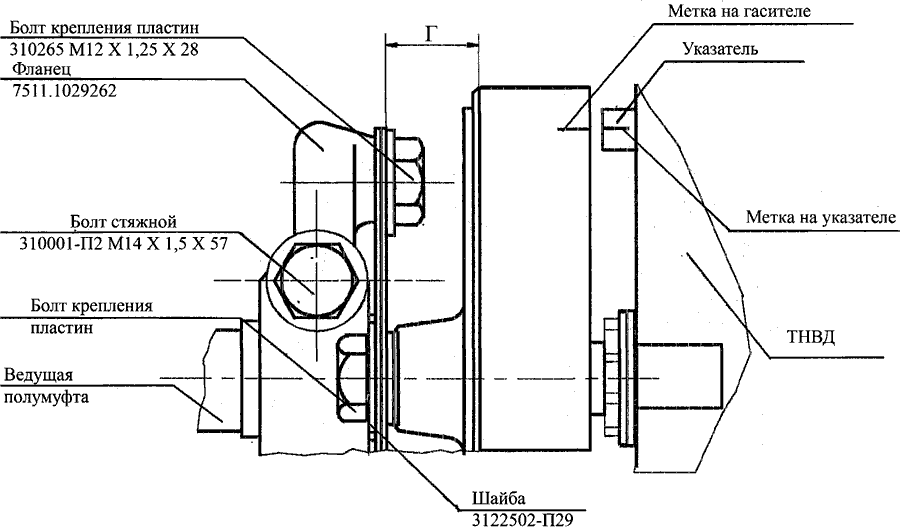 Конечно, чтобы получить оптимальную топливную смесь на этих более низких оборотах и помочь поднять нагрев до желаемого диапазона, вам может понадобиться меньший жиклер, если вы уменьшите смещение в зажигании. Закрытие некоторых из этих воздухозаборников в кожухе также может помочь нагреться.
Конечно, чтобы получить оптимальную топливную смесь на этих более низких оборотах и помочь поднять нагрев до желаемого диапазона, вам может понадобиться меньший жиклер, если вы уменьшите смещение в зажигании. Закрытие некоторых из этих воздухозаборников в кожухе также может помочь нагреться.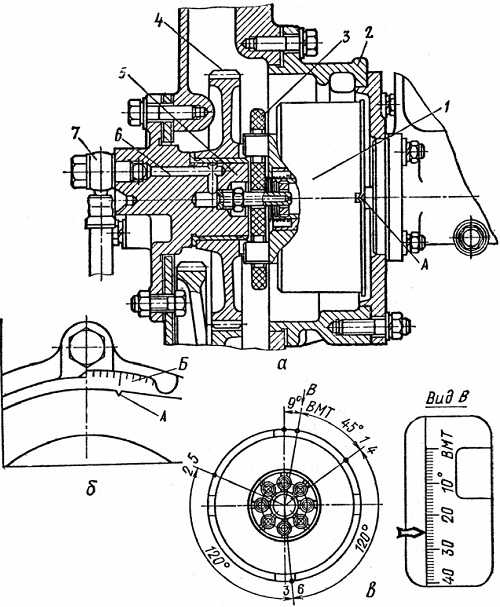
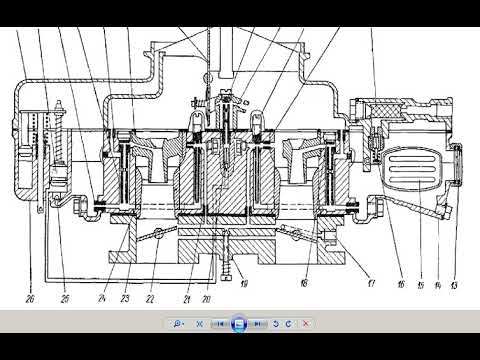
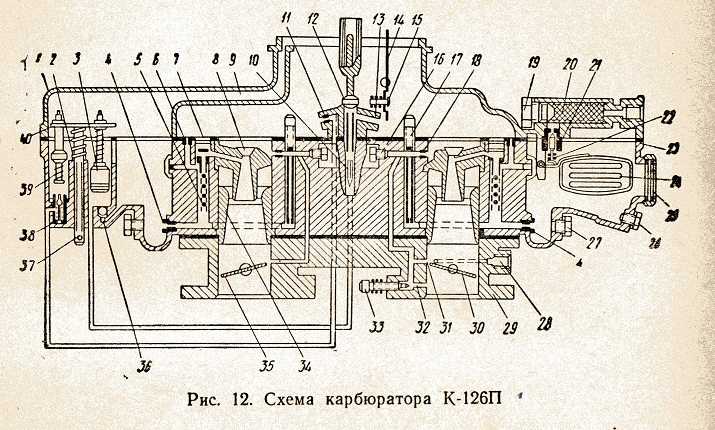




 Вынуть иглу топливного клапана вместе с пружиной;
Вынуть иглу топливного клапана вместе с пружиной;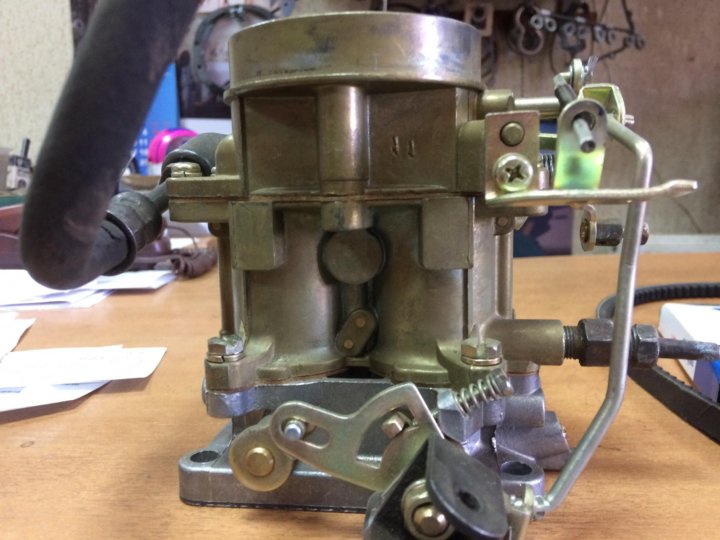
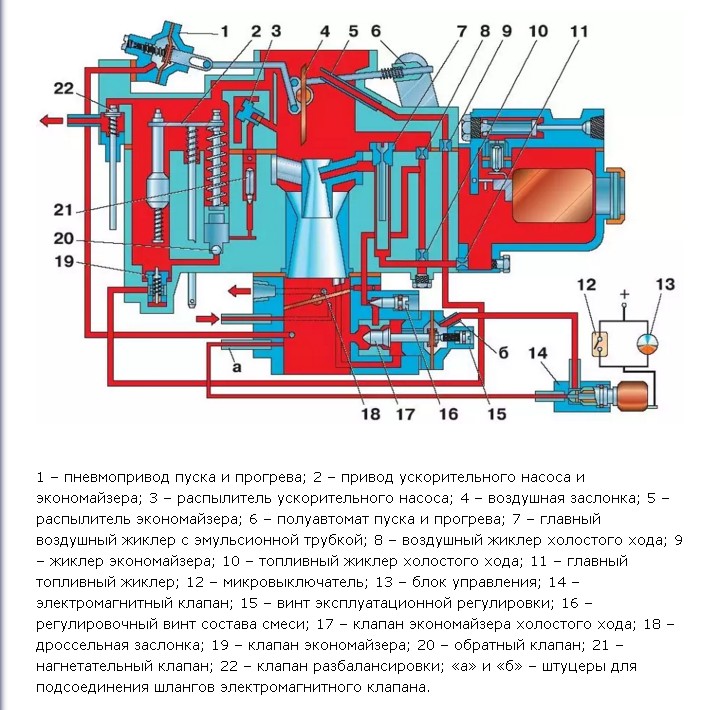


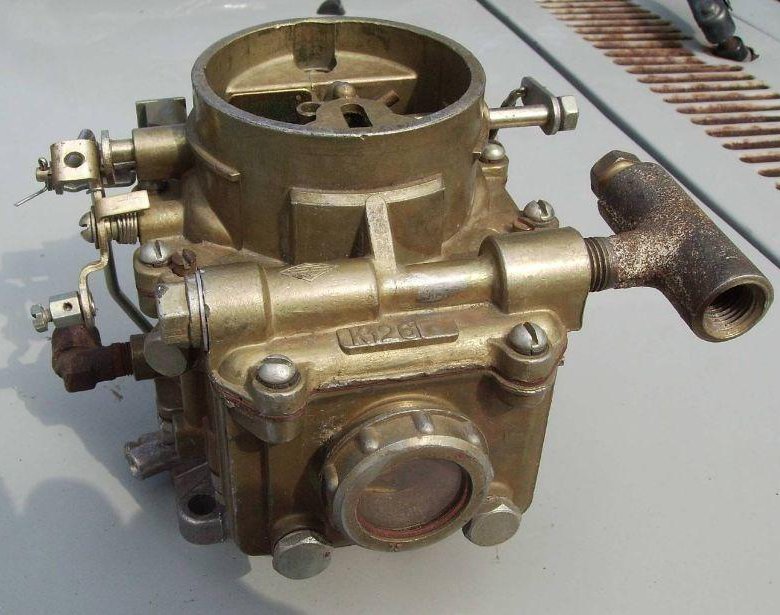

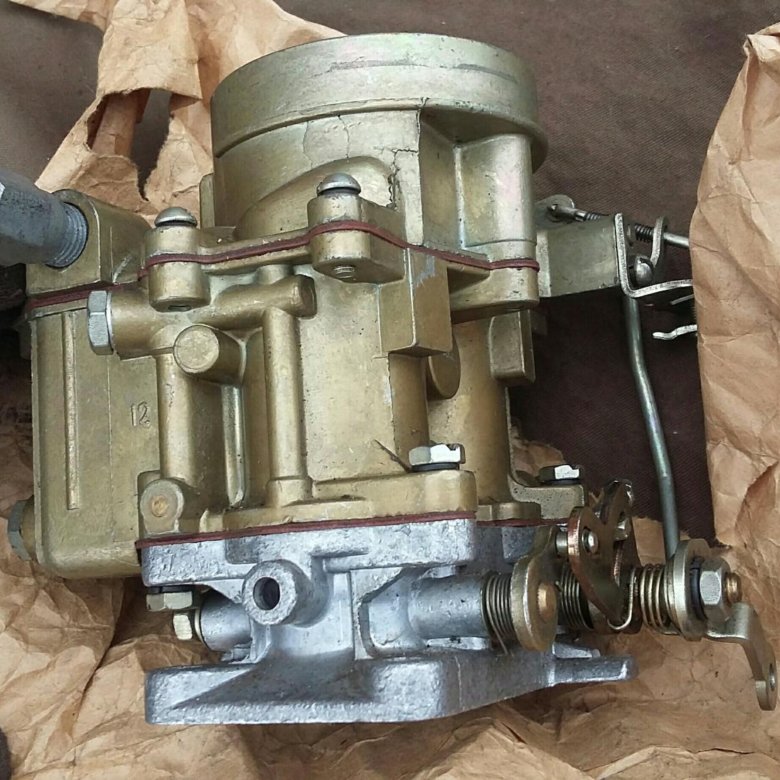
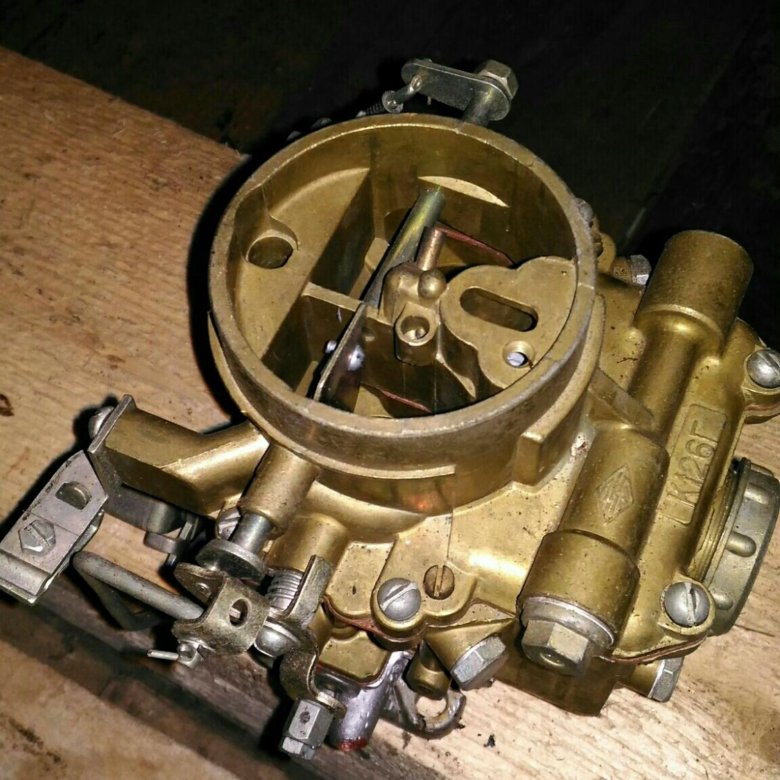 Сам корпус камеры вылит из сплавов с цинком, а корпус для смесительных камер изготовлен из алюминия. Между корпусами камер и крышкой проложена прокладка из картона.
Сам корпус камеры вылит из сплавов с цинком, а корпус для смесительных камер изготовлен из алюминия. Между корпусами камер и крышкой проложена прокладка из картона. При приведении в движение рычага привода он передвигается в специальном пазу. Это позволяет приоткрывать только одну дроссель. После того как палец проходит две трети дистанции он встречает на своем пути специальный упор. Этот упор специального устройства, которое связано с дросселью второй камеры и позволяет приоткрывать ее. Как только педали привода отпустить, то устройство возврата вернет дроссели в исходное положение. Таким образом осуществляется регулировка подачи топливно-воздушной смеси в двигатель.
При приведении в движение рычага привода он передвигается в специальном пазу. Это позволяет приоткрывать только одну дроссель. После того как палец проходит две трети дистанции он встречает на своем пути специальный упор. Этот упор специального устройства, которое связано с дросселью второй камеры и позволяет приоткрывать ее. Как только педали привода отпустить, то устройство возврата вернет дроссели в исходное положение. Таким образом осуществляется регулировка подачи топливно-воздушной смеси в двигатель.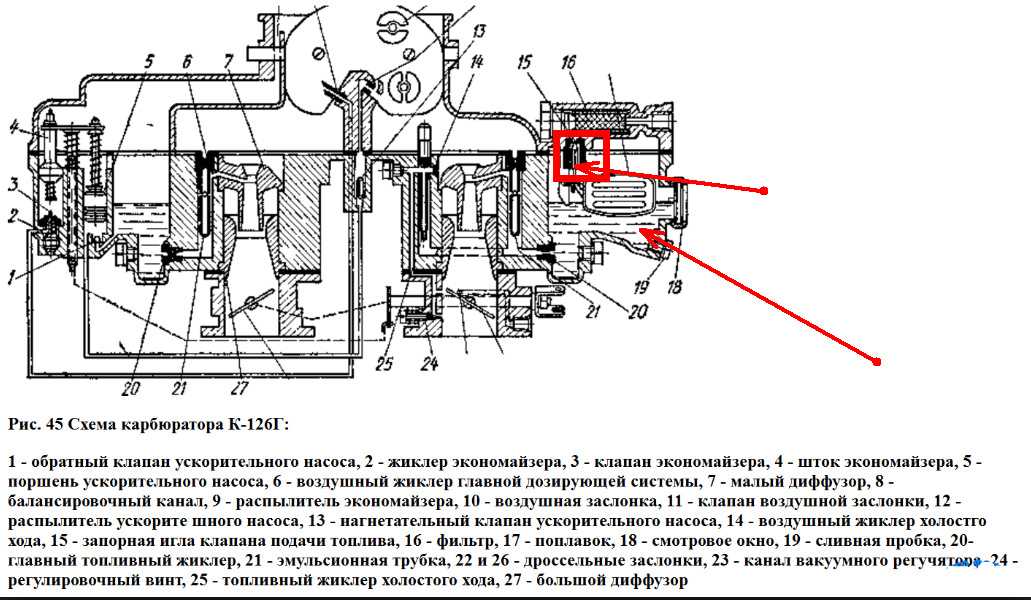 При неисправности клапана экономайзера требуется правильно настроить его точку включения, иначе смесь топлива будет бедной для работы на оборотах выше холостых. Жиклеры должны свободно пропускать топливную смесь. Между частями карбюратора не должно быть подтеков, все прокладки должны плотно прилегать к корпусу. Механизм поворота дросселей должен быть в исправном состоянии. Особенно важен факт наличия плавного их ходя и момент подхвата второй заслонки. Если что-то не так нужно отрегулировать их угол открытия и закрытия. Мотор должен устойчиво работать даже на малых оборотах. Если что-то не так, то регулируют систему холостых оборотов.
При неисправности клапана экономайзера требуется правильно настроить его точку включения, иначе смесь топлива будет бедной для работы на оборотах выше холостых. Жиклеры должны свободно пропускать топливную смесь. Между частями карбюратора не должно быть подтеков, все прокладки должны плотно прилегать к корпусу. Механизм поворота дросселей должен быть в исправном состоянии. Особенно важен факт наличия плавного их ходя и момент подхвата второй заслонки. Если что-то не так нужно отрегулировать их угол открытия и закрытия. Мотор должен устойчиво работать даже на малых оборотах. Если что-то не так, то регулируют систему холостых оборотов.
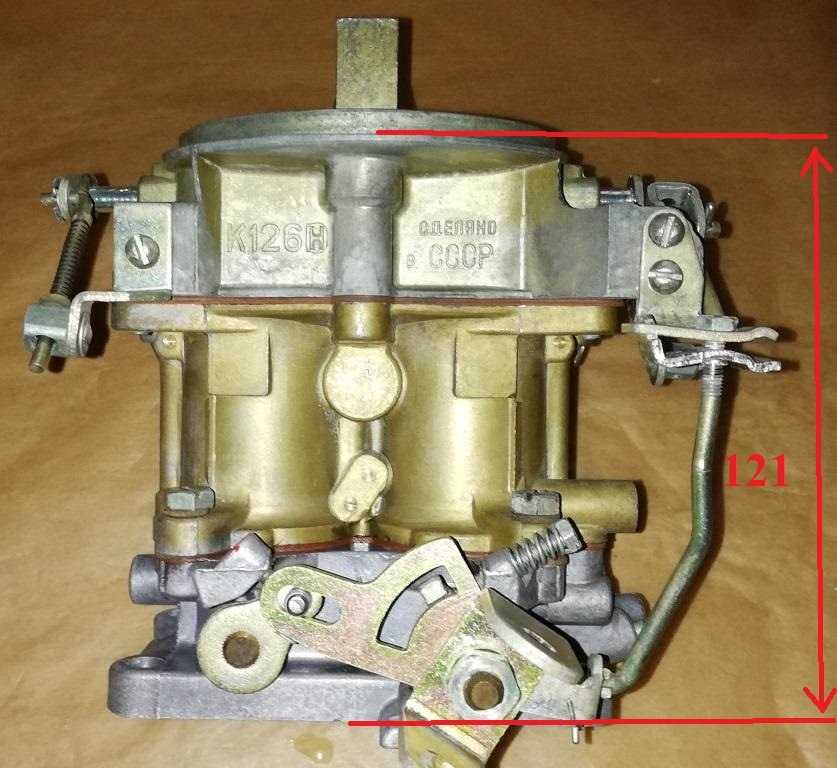 Регулировка топлива в камере поплавка карбюратора 126 к производиться на идеально ровной горизонтальной плоскости, куда следует подогнать машину. Также можно эту операцию сделать на специальном стенде. Но если его не снимать с авто. Нужно дать поработать мотору на малых оборотах на протяжении 5 минут. Положение топлива в камере не должно выходить за пределы 1,8 — 2 см. от низа камеры поплавка. Все это делается при помощи специального окна для осмотра в карбюраторе.
Регулировка топлива в камере поплавка карбюратора 126 к производиться на идеально ровной горизонтальной плоскости, куда следует подогнать машину. Также можно эту операцию сделать на специальном стенде. Но если его не снимать с авто. Нужно дать поработать мотору на малых оборотах на протяжении 5 минут. Положение топлива в камере не должно выходить за пределы 1,8 — 2 см. от низа камеры поплавка. Все это делается при помощи специального окна для осмотра в карбюраторе.
 Так что к126и нужно самостоятельно модифицировать.
Так что к126и нужно самостоятельно модифицировать.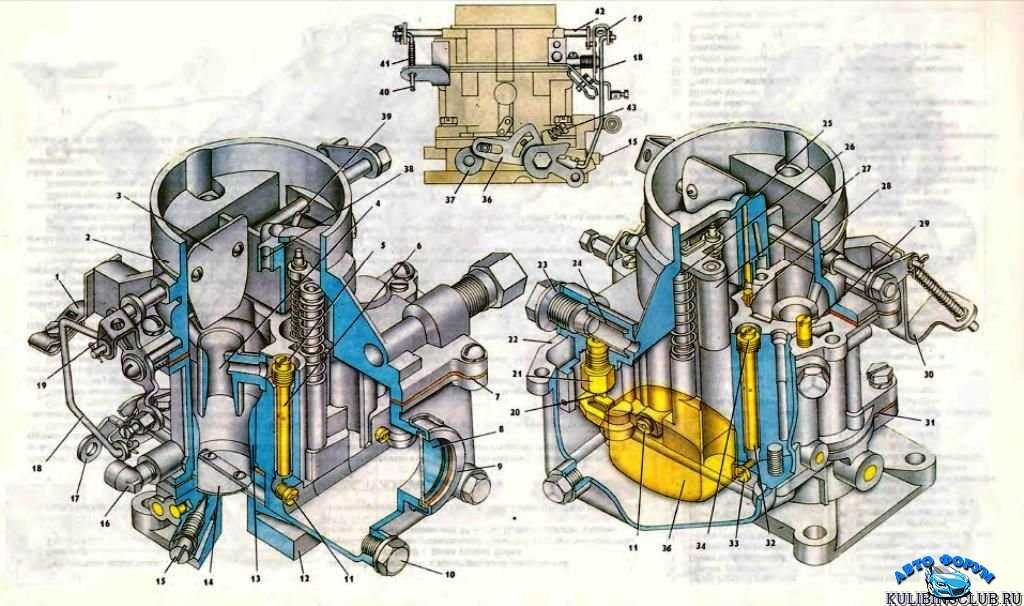 Грамм – это примерный вес кубического сантиметра воды.
Грамм – это примерный вес кубического сантиметра воды.

 При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла.
При осуществлении потолочных сварочных швов нужно строго соблюдать правила безопасности и технологию выполнения сварки, потому что в данном случае опасность заключается в стекании массы расплавленного металла. Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение.
Все типы швов данной классификации предполагают, как стыковое, так и нахлесточное сварное соединение. Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
Такой способ зачастую применяется для пайки тонкого металла или аккумуляторов.
 Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;
Таким образом, можно скрепить практически любой металл, толщиной от 0,1 до 100 мм в любом положении;

 п.
п.



 К недостаткам такого вида соединения относится больший расход металла по сравнению с другими.
К недостаткам такого вида соединения относится больший расход металла по сравнению с другими.
 К недостаткам относятся повышенный расход материалов, риск возникновения коррозии в случае попадания влаги внутрь соединения.
К недостаткам относятся повышенный расход материалов, риск возникновения коррозии в случае попадания влаги внутрь соединения.





 При работе с чугуном причиной образования дефекта является неравномерный прогрев заготовки.
При работе с чугуном причиной образования дефекта является неравномерный прогрев заготовки.
 youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>
youtube.com/embed/OzIOLrAZ7K8?autoplay=1&mute=1″>  Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
Методы соединения пластмасс можно разделить на методы внешнего или внутреннего нагрева, в зависимости от конкретного используемого процесса.
 В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
В США предпочтительным термином является сварной шов с полным проплавлением (CJP, см. AWS D1.1).
 Другие нестандартные термины для этого признака: армирование, перелив.
Другие нестандартные термины для этого признака: армирование, перелив.
 Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.
Процессы дуговой сварки широко используются в таких отраслях, как нефтегазовая, энергетическая, аэрокосмическая, автомобильная и других.

 Этот метод был открыт во время попыток придать железу полезную форму. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие.
Этот метод был открыт во время попыток придать железу полезную форму. Сварные клинки были разработаны в 1-м тысячелетии нашей эры, самые известные из них производились арабскими оружейниками в Дамаске, Сирия. В то время был известен процесс науглероживания железа для производства твердой стали, но полученная сталь была очень хрупкой. Техника сварки, которая включала прослойку относительно мягкого и прочного железа с высокоуглеродистым материалом с последующей ковкой в молоте, позволила получить прочное и прочное лезвие. Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века.век. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
Газовая сварка, дуговая сварка и контактная сварка появились в конце 19 века.век. Первая реальная попытка широкомасштабного внедрения сварочных процессов была предпринята во время Первой мировой войны. К 1916 г. кислородно-ацетиленовый процесс был хорошо разработан, и используемые тогда методы сварки используются до сих пор. С тех пор основные улучшения коснулись оборудования и безопасности. Дуговая сварка с использованием плавящегося электрода также была введена в этот период, но первоначально использовавшаяся неизолированная проволока приводила к хрупким сварным швам. Решение было найдено путем обматывания оголенного провода асбестом и обвивкой алюминиевой проволокой. Современный электрод, представленный в 1907, состоит из неизолированной проволоки со сложным покрытием из минералов и металлов. Дуговая сварка не использовалась повсеместно до Второй мировой войны, когда острая потребность в средствах быстрого строительства для судоходства, электростанций, транспорта и сооружений стимулировала необходимые опытно-конструкторские работы.
 Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла.
Тепло может подаваться электричеством или газовым пламенем. Сварку электрическим сопротивлением можно рассматривать как сварку плавлением, потому что образуется некоторое количество расплавленного металла. Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC).
Обычно используется дуга постоянного тока (DC), но могут использоваться дуги переменного тока (AC). Эти проблемы привели к использованию флюсов и инертных атмосфер.
Эти проблемы привели к использованию флюсов и инертных атмосфер. Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал — это тот, который не был нагрет достаточно, чтобы изменить свои свойства.
Металл шва – это та часть соединения, которая расплавилась во время сварки. Зона термического влияния – это область, прилегающая к металлу шва, которая не подвергалась сварке, но претерпела изменение микроструктуры или механических свойств под действием тепла сварки. Незатронутый материал — это тот, который не был нагрет достаточно, чтобы изменить свои свойства. ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
ставки. Типов основного металла слишком много, чтобы обсуждать их здесь, но их можно сгруппировать в три класса: (1) материалы, не подверженные воздействию тепла сварки, (2) материалы, упрочненные структурными изменениями, (3) материалы, упрочненные процессами осаждения.
