Главная страницаПолезноеЭнциклопедия сценических технологийКонцевой выключатель
Энциклопедия сценических технологий
Статьи
Примеры применения
Техническая документация
Концевой выключатель– электрическое устройство, посылающее сигнал системе управления при возникновении определенной ситуации. Применительно к сценической технике – при достижении механизмом заранее заданного конечного или промежуточного положения. Сигнал, посланный концевым выключателем, останавливает работу механизма.
Еще лет 25-30 назад роль концевого выключателя в театрах выполнял … лоскуток красной ткани, повязанный на штанкет. Оператор глазами отслеживал, когда яркая точка достигнет нужной высоты, и вручную останавливал работу подъема.
Самый понятный способ установки концевого выключателя – на пути движения механизма. Так, например, их устанавливают в лифтовых шахтах. В сценической механике распространен более «компактный» способ: концевые выключатели устанавливают на вращающихся элементах – валу электромотора или барабане лебедки.
Это возможно, поскольку линейное движение исполнительного механизма и вращение мотора или барабана жестко связаны. Таким образом, сокращается длина проводов, а регулировка всех положений осуществляется в одном месте.
Концевому выключателю задаются крайние рабочие и аварийные положения – в виде количества оборотов, которые сделает вал двигателя или барабан за время перемещения, пока механизм достигнет нужного положения. А далее датчик «считает» обороты и останавливает работу при достижении искомых значений.
Традиционно концевой выключатель в сценическом оборудовании – это часть системы безопасности сценического комплекса. Его назначение – предотвратить аварию или хотя бы минимизировать ее последствия. Однако концевой выключатель иногда используют и в качестве датчика положения, если оборудование имеет ограниченное количество промежуточных положений.
Пример – оркестровая яма. Обычно площадка ямы имеет три рабочих уровня остановки: трюм, пол в зале, планшет. Эти промежуточные точки задают концевому выключателю вместе с крайними рабочими и аварийными точками.
Типы концевых выключателей по способу передачи сигнала:
Контактные – сигнал передается непосредственным соприкосновением частей механизма выключателя.
Бесконтактные – сигнал передается с помощью оптического, магнитного, ультразвукового и т.д. взаимодействия.
В производстве сценической техники широко распространено использование модулей концевых выключателей (2 – 6 шт.) с планетарным или винтовым механизмом передачи сигнала.
Конструкция и принцип работы концевых выключателей
В автоматике ворот неотъемлемым элементов являются концевые выключатели. Они представляют собой устройство, предназначенное для подачи сигналов в момент перемещения движущегося элемента (то есть створок ворот) в крайнее допустимое положение. Основная функция концевых выключателей в автоматических воротах – осуществление контроля за передвижением устройств и всех механизмов.
Главное в устройстве – надежный и прочный корпус, так как ему предстоит выдерживать огромные механические нагрузки. Конструкция концевого выключателя состоит из корпуса с крышкой, головки и контактных элементов. Корпус изготавливается, как правило, из высокопрочного сплава – алюминия с кремнием. Для автоматических ворот с небольшим весом створок, используемых в быту, а не в промышленных условиях, подойдет небольшое устройство с пластиковым корпусом.
Существует два основных типа концевых выключателей для автоматических ворот: электромагнитные или механические.
Механические концевые выключатели
Устройства механического типа представляет собой распространенный тип оборудования как в быту, так и в производственной сфере. В корпусе находятся контакты, а схема их расположения нанесена снаружи. Чаще всего используются парные контакты – открытый с закрытым, гораздо реже встречается одинарный выключатель.
Два предусмотренных в конструкции контакта позволяют выбрать схему для переключения режима работы устройства. Принцип действия основан на том, что концевой выключатель должен сработать в тот момент, когда створка ворот наезжает на колесико и перемещает его вниз вместе со стержневым элементом. Стержень, в свою очередь, предназначен для разъединения сомкнутых контактов, в результате чего устройство обесточивается, и движение ворот прекращается. Кроме того, стержень может привести в действие нижние контактные элементы, что позволит автоматически включить освещение или сигнализационную систему.
Механические устройства нуждаются в регулярной проверке, чтобы не возникало сбоев в работе автоматики и настройках оборудования.
Концевые выключатели электромагнитного типа
Устройство основано на бесконтактном принципе действия. В момент приближения магнитного элемента к контактам они замыкаются или размыкаются. Концевой выключатель такого типа достаточно надежен и отличается компактностью, благодаря чему получил широкое распространение в использовании в автоматике ворот. Герметизированный магнитоуправляемый контакт (геркон) используется в паре с магнитом, они находятся в пластиковом корпусе и зафиксированы на двух частях: магнит – на подвижной, геркон – на неподвижной. Датчик с магнитом в режиме закрытых створок ворот находятся в связи, и контакты замкнуты. В момент открывания двери происходит разрыв связи и размыкание контактов.
Устройство работает с небольшой силой тока, подключаясь к электрической цепи.
Концевые выключатели индуктивного типа
Такие устройства очень популярны в автоматических воротах. Как только рядом с установленным датчиком появляется металлический объект, происходит резкое повышение индуктивного сопротивления в дроссельной обмотке. Это приводит к снижению тока в реле, в результате чего оно отключается. Контакты в силовой цепи также размыкаются. В отличие от электромагнитных устройств, здесь датчик реагирует исключительно на металл. В таких устройствах также можно подключить осветительные приборы, так как сила тока достаточна для их работы.
Современная автоматика и компьютерные разработки позволили внедрить в процесс управления автоматическими воротами удобную схему. Так, управлять можно непосредственно с помощью выносных пультов или же подсоединить радиоуправляемые модули. Нажатие одной из трех кнопок – «открытие», «закрытие» или «стоп» приводит к тому или иному положение ворот, а на специальной панели управления отображается индикация положений, в которых находятся концевые выключатели. В тот момент, когда створка ворот перемещена до крайнего положения, то есть когда контакты замкнулись, загорается светодиод.
Для корректной работы концевых выключателей важно выполнить правильный монтаж. Устройства крепятся с помощью нескольких болтов к зубчатой рейке. Необходимо следить за максимальной точностью во время установки. При слишком отдаленном расположении концевика есть вероятность, что механизм до ролика не достанет (в механических системах), а при слишком близком расположении его просто раздавит.
При установке магнитных выключателей важно правильно определить полярность и расположить магниты. Настройку выполняют примерно на расстоянии одного метра. Если привод конструкции ворот останавливается при приближении к концевику, то расположение магнитов верное. В противном случае их меняют местами.
11729 17.09.2016
Вернуться к списку новостей
Что такое концевой выключатель и какова его функция Поставщик
Концевой выключатель представляет собой электромеханическое устройство, которое приводится в действие физической силой, приложенной к нему объектом. Концевые выключатели используются для обнаружения наличия или отсутствия объекта, и эти выключатели изначально использовались для определения пределов перемещения объекта, отсюда и их название.
Состав концевого выключателя
Концевой выключатель состоит из привода с рабочей головкой, механизма корпуса выключателя и ряда электрических клемм, используемых для подключения выключателя к цепи, которой он управляет. Рабочая головка – это часть концевого выключателя, которая находится в контакте с целью. Привод содержит линейное, вертикальное или вращательное движение, связанное с рабочей головкой, которое затем преобразуется приводом для замыкания или размыкания переключателя. В корпусе переключателя находится контактный механизм переключателя, состояние которого контролируется исполнительным механизмом. Электрические клеммы подключаются к контактам переключателя и позволяют подключать провода к переключателю с помощью клеммных винтов.
Промышленное оборудование, которое выполняет автоматические операции, часто требует переключателей управления, которые активируются в зависимости от движения, связанного с работой машины. Для многократного использования точность электрических переключателей должна быть надежной, а время их отклика должно быть малым. Из-за механических характеристик и рабочих параметров различных машин такие факторы, как размер, рабочее усилие, способ монтажа и скорость перемещения, являются важными характеристиками при установке и обслуживании концевых выключателей. Кроме того, электрические характеристики концевых выключателей должны соответствовать нагрузке на механическую систему, которая будет контролироваться, чтобы избежать отказа КИПиА.
Роликовый водонепроницаемый концевой выключатель TZ-3104 из нержавеющей стали
Использование и эксплуатация
Когда я открываю дверцу холодильника, внутри загорается свет. Как это произошло? Да! Концевой выключатель используется для определения того, открыта или закрыта дверца холодильника. Давайте посмотрим на другое приложение для вашего дома. На многих гаражных воротах есть концевой выключатель, который останавливает движение двери, когда она достигает полностью открытого положения.
В большинстве случаев концевой выключатель начинает срабатывать, когда движущаяся машина или движущаяся часть машины вступает в контакт с исполнительным механизмом или рабочим рычагом, который активирует выключатель. Затем концевой выключатель регулирует схему, которая управляет машиной и ее движущимися частями. Эти переключатели можно использовать в качестве направляющих для цепей управления магнитных пускателей, позволяя им запускать, останавливать, замедлять или ускорять работу двигателя. Большинство переключателей имеют либо удерживающий контакт, либо модели с мгновенным контактом.
Преимущества
Концевые выключатели имеют несколько преимуществ, присущих их конструкции.
Простая и понятная конструкция
Работает практически в любой промышленной среде
Высокая точность и воспроизводимость
Устройство с низким энергопотреблением
Может использоваться для переключения нескольких нагрузок
Простота установки, прочность и надежность
Может использоваться для напрямую переключать более высокие уровни тока без необходимости управления вспомогательным реле
T4N-4A31R Предохранительный концевой выключатель с ручным сбросом
Ограничения
Концевые выключатели также имеют ряд ограничений, что означает, что они могут не подходить для всех приложений.
Поскольку они основаны на механическом воздействии, они обычно используются в оборудовании, которое работает на относительно низких скоростях
Это контактные датчики, что означает, что они должны находиться в физическом контакте с целью для работы
Они подвержены механическому износу или со временем устают и в конечном итоге потребуется замена
TMAZTZ является производителем, специализирующимся на исследованиях и разработках и производстве промышленных переключателей управления, таких как концевые выключатели, микропереключатели, герметичные переключатели, водонепроницаемые переключатели, тумблеры и ножные переключатели. Если у вас есть какие-либо вопросы об использовании концевых выключателей, отправьте нам электронное письмо, и мы свяжемся с вами в течение 24 часов.
Применение и функции концевых выключателей
Если вы работаете с электрическими машинами, то наверняка уже слышали термин «концевой выключатель». Но что именно? И какова функция концевого выключателя? Ниже мы предоставим вам базовый обзор того, что такое концевые выключатели, их применение и способы их использования.
Что такое концевой выключатель?
Концевой выключатель — это элемент электромеханического оборудования, состоящий из исполнительного механизма, соединенного с рядом контактов. Эти контакты позволяют концевому выключателю обнаруживать наличие и близость или отсутствие материала или объекта, обычно в промышленных условиях. В зависимости от того, что обнаруживает контакт, датчик перемещает привод, который, в свою очередь, изменяет состояние электрической цепи. Это движение сигнализирует о том, что достигнут какой-то заданный «предел».
Поскольку концевые выключатели автоматически определяют заданные пределы, они избавляют людей от необходимости контролировать эти уровни. Это изменение делает управление всем, от тяжелого оборудования до промышленных конвейерных лент, не только намного проще и точнее, но и намного надежнее. В результате производство становится более эффективным, а рабочая среда — более безопасной.
Применение и функции концевых выключателей
Использование концевого выключателя
Концевые выключатели часто используются для подсчета предметов или материалов, чтобы при достижении предела выключатели замыкались или размыкались. Это условие часто имеет место в промышленных приложениях, таких как сборочные линии. Например, когда концевой выключатель в конкретном элементе оборудования обнаруживает, что он добавил заранее определенное количество компонентов в продукт, переключатель приводит в действие привод, который, в свою очередь, перемещает элемент оборудования, и продукт переходит к Следующая станция.
Концевые выключатели
также можно использовать в качестве защитной блокировки для предотвращения дальнейшего перемещения частей машины при достижении определенной точки. Хорошим примером этого являются автоматические гаражные ворота. Без концевого выключателя, который останавливает дверь, когда она достигает нижней направляющей, дверь будет продолжать двигаться вниз и в конечном итоге врежется в землю, что приведет к серьезным повреждениям.
Ручные штукатурно-затирочные машины применяют для выравнивания и затирки различных штукатурных и других покрывочных составов, нанесенных на горизонтальные, наклонные и вертикальные поверхности. Эти машины используют также для затирки цементных стяжек основании под полы и кровли из мягких рулонных материалов, при однослойном выравнивании гипсобетонных перегородок, затирке поверхностей при изготовлении железобетонных сборных элементов строительных конструкций, для шлифования прошпаклеванных и мозаичных поверхностей, облицовок фасадов зданий и т. п.
Штукатурно-затирочные машины выпускают с электрическим приводом, который может быть встроен в машину или приводить во вращение рабочий орган (затирочный диск) через гибкий вал.
Штукатурно-затирочные машины со встроенным электроприводом выпускают однодисковыми и двухдисковыми — с наружным и внутренним дисками. В качестве привода этих машин используют асинхронные трехфазные электродвигатели с корот-козамкнутым ротором, работающие на токе повышенной частоты 200 Гц при напряжении 42 В. Машины подключают к внешней сети переменного тока напряжением 220/380 В, частотой 50 Гц через преобразователь частоты тока или к специальной трехфазной сети переменного тока с частотой 200 Гц и напряжением 42 В. Низкое напряжение обеспечивает электробезопасность оператора. Машины комплектуются токоподводящим кабелем, который подсоединяется к источнику питания с помощью вилки штепсельного соединения.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Рис. 7.12. Двухдисковая штукатурно-затирочная машина
У двухдисковой машины (рис. 7.12, а, б) двухступенчатый редуктор обеспечивает раздельный привод от электродвигателя наружного и внутреннего затирочных дисков, которые вращаются в противоположные стороны и жестко соединены с выходными валами редуктора. Равнодействующая моментов вращающихся наружного и внутреннего дисков равна нулю, что делает машину устойчивой, уменьшает нагрузку на руки оператора, благодаря чему увеличивается производительность труда и повышается качество работ.
Для улучшения качества затирки к машинам может подаваться вода, смачивающая затираемую поверхность. Количество воды, подаваемой в зону обработки под давлением 10…30 кПа, зависит от состояния затираемой поверхности и регулируется с помощью переключателя подачи воды. Вода к машинам подается от водопровода по тонкому резиновому рукаву. Переключатель подачи воды и выключатель привода установлены у правой рукоятки управления.
Затирка штукатурной поверхности затирочными машинами выполняется во время процесса схватывания раствора, когда прочность накрывочного слоя достигает 0,05…0,1 МПа, и должна быть закончена до начала его твердения. При затирке штукатурного покрытия штукатурно-затирочнои машиной происходят пластическая деформация верхнего слоя и частичное его уплотнение. Одновременно с этим осуществляется выравнивание поверхности по всей площади посредством переноса частиц раствора в плоскости обработки.
При работе штукатурно-затирочную машину плавно перемещают вручную, прижимая диски с определенным усилием к обрабатываемой поверхности.
Производительность затирочных машин до 50 м2/ч.
Рекламные предложения:
Читать далее: Машины для малярных работ
Категория: —
Машины для отделочных работ
Главная → Справочник → Статьи → Форум
Ручные штукатурно-затирочные машины
Ручные штукатурно-затирочные машины применяют для выравнивания и затирки различных штукатурных и других
покрывочных составов, нанесенных на горизонтальные, наклонные и вертикальные поверхности. Эти машины используют
также для затирки цементных стяжек оснований под полы и кровли из мягких рулонных материалов, при однослойном
выравнивании гипсобетонных перегородок, затирке поверхностей при изготовлении железобетонных сборных элементов
строительных конструкций, шлифовании прошпаклеванных и мозаичных поверхностей, облицовок фасадов зданий и т. п.
Штукатурно-затирочные машины выпускаются с пневматическим и электрическим приводами. Последние получили наибольшее распространение.
Пневматические штукатурно-затирочные машины. В качестве привода пневматических машин используются ротационные
пневматические двигатели, источником энергии которых служит атмосферный воздух, сжатый до 0,5- 0,7 МПа в компрессорах.
Крутящий момент от двигателя рабочему органу передается через двухступенчатый планетарный и конический редукторы.
Рабочим органом пневматических штукатурно-затирочных машин являются сменные диски — лопастные для затирки штукатурки,
сплошные для затирки цементно-песчаным раствором отделываемых поверхностей железобетонных изделий и сегментные для
шлифования прошпаклеванных поверхностей. В конструкции машин предусмотрена подача воды на затираемую поверхность
с помощью трубки с отверстиями. Производительность машин — 20-25 м2/ч, расход сжатого воздуха — 0,4 м3/мин,
давление воздуха — 0,3 МПа, масса (без рукавов и рабочих дисков) — 1,5 кг.
Каждая электрическая штукатурно-затирочная машина состоит из привода, двухступенчатого редуктора, одного или двух
сменных плоских затирочных дисков и двух рукояток управления. В качестве привода таких машин применяют асинхронные
трехфазные электродвигатели с короткозамкнутым ротором, работающие на токе повышенной Частоты 200 Гц при напряжении
42 В. Электрические машины подключают к внешней сети переменного тока напряжением 220/380 В, частотой 50 Гц через
преобразователь частоты тока или к специальной трехфазной сети переменного тока с частотой 200 Гц и напряжением 42
В. Низкое напряжение обеспечивает электробезопасность оператора. Машины комплектуются токоподводящим кабелем длиной
5 м и тонким резиновым рукавом такой же длины для подачи воды. Подсоединение токоведущего кабеля к источнику питания
осуществляется с помощью вилки штепсельного соединения.
У однодисковой штукатурно-затирочной машины затирочный диск приводится во вращение от электродвигателя через редуктор,
выходной вал которого соединен с диском с помощью упругой резиновой подвески. Эластичное соединение позволяет диску
самоустанавливаться на затираемой поверхности независимо от положения корпуса машины, что обеспечивает снижение
сопротивления вращению диска при затирке.
У двухдисковой штукатурно-затирочной машины двухступенчатый редуктор обеспечивает раздельный привод от
электродвигателя наружного и внутреннего затирочных дисков, которые вращаются в противоположные стороны и
жестко соединены с выходными валами редуктора. Равнодействующая моментов вращающихся наружного и внутреннего
дисков равна нулю, что делает машину устойчивой, уменьшает нагрузку на руки оператора, благодаря чему увеличивается
производительность труда и повышается качество работ.
Для затирки штукатурного слоя и цементных стяжек применяют диски, изготовленные из древесностружечной плиты,
капрона, пенопласта и алюминия. Наилучшее качество поверхности обеспечивается при обработке капроновыми и
алюминиевыми дисками. Дисками, покрытыми наждачной бумагой, шлифуют прошпаклеванные поверхности. С помощью
корундовых вставок в древесностружечной плите шлифуют поверхности, облицованные мягкими породами камня. При
работе штукатурно-затирочную машину плавно перемещают вручную, прижимая диски с определенным усилием к обрабатываемой
поверхности. Для улучшения качества затирки к машинам подается вода, смачивающая затираемую поверхность. Количество
воды, подаваемой в зону обработки под давлением, зависит от состояния затираемой поверхности и регулируется с помощью
переключателя подачи воды. Вода к машинам подается от водопровода по тонкому резиновому рукаву длиной 5 м.
Переключатель подачи воды и выключатель привода установлены у правой рукоятки управления. В процессе работы
необходимо следить, чтобы затирочные диски (диск) всей плоскостью соприкасались с обрабатываемой поверхностью.
Необходимо периодически проверять износ затирочных дисков и заменять изношенные диски новыми. Изношенные диски
двухдисковых машин заменяют одновременно с последующей проторцовкой новых дисков в собранном виде для того, чтобы
поверхности обоих дисков находились в одной плоскости.
Однодисковые штукатурно-затирочные машины комплектуются затирочными дисками диаметром 200 мм и обрабатывают до 50
м2/ч. У двухдисковых машин наружный диск диаметром 200 мм, внутренний диск диаметром 122 мм. Производительность
машин — 50-60 м2/ч, мощность привода — 0,2 кВт, масса — 2,2 кг.
Развитие и совершенствование ручных штукатурно-затирочных машин идет по пути применения для затирочных дисков
материалов, обеспечивающих более качественную обработку поверхностей (пластмасс, алюминиевых сплавов), создания
машин с гибким валом, снижения массы машин и улучшения их эргономических показателей.
Затирка штукатурной поверхности выполняется во время процесса схватывания раствора, когда прочность накрывочного
слоя достигает 0,05-0,1 МПа и должна быть закончена до начала его твердения. При затирке штукатурного покрытия
штукатурно-затирочной машиной происходят пластическая деформация верхнего слоя и частичное его уплотнение.
Одновременно с этим осуществляется выравнивание поверхности по всей площади посредством переноса частиц раствора в плоскости обработки.
Штукатурная машина PFT G4X — Лучшая машина для распыления смесительных насосов, Великобритания, Уэльс
Штукатурная машина PFT G4X.
Простая технология, превосходное качество сборки и дружественная личная поддержка и поддержка — вот что делает штукатурную машину pft g4x лучшей распылительной машиной, доступной для продажи в Великобритании.
G4X представляет собой смесительный насос для штукатурок, штукатурок и стяжек. Конструкция проста, как и работа штукатурного насоса.
Питание от электросети 415 вольт или 230 вольт.
Штукатурная машина PFT G4X доступна в нескольких версиях для удовлетворения индивидуальных потребностей.
PFT G4X Умная штукатурная машина — это наш бюджетный смесительный насос начального уровня. Способен смешивать и распылять до 35 литров в минуту на расстоянии 50 метров от машины. Эта машина является нашим самым популярным выбором для британских штукатуров.
Штукатурная машина PFT G4X Standard представляет собой оригинальный насос для штукатурки и штукатурки, способный перекачивать до 80 литров в минуту для стяжки. Он имеет несколько улучшенных функций по сравнению со смарт, включая более высокую производительность и зону смешивания резины, чтобы предотвратить слеживание области и упростить очистку.
Переключаемый PFT G4X 230/415 В основан на стандарте g4x со встроенным преобразователем частоты. Переключаемый G4x может питаться напрямую от сети 240 В и 415 В.
PFT G4XL G4xl — это, прежде всего, насос для стяжки. Двигатель мощностью 7,5 кВт способен перекачивать выглаживающие плиты на расстояние более 65 метров и производить более 80 литров в минуту.
PFT G 4 представляет собой смесительный насос непрерывного действия для готовых сухих строительных смесей, подходящий для машинного использования. Он может быть заполнен с использованием материалов в мешках, а также непосредственно из бункера/контейнера с использованием нагнетательного колпака или инъекционного колпака и системы PFT SILOMAT.
Принцип действия:
Бункер для готового материала отличается от зоны смешивания и насоса. Сухой раствор подается в смесительную камеру через наклонную звездочку. PFT G 4 можно запустить и пополнить в любое время. Звездочка приводится в действие отдельно и может быть быстро демонтирована с помощью центрального замка.
Заполнение пакетами штукатурки, штукатурки или стяжки:
Один за всех, все с одним. Штукатурная машина PFT G4X представляет собой компактный, удобный в транспортировке смесительный насос с высокотехнологичной конструкцией, который обеспечивает высокую скорость подачи и большой диапазон подачи и может сочетаться со всем ассортиментом машин и аксессуаров, предлагаемых PFT. Благодаря небольшой высоте наполнения он идеально подходит для наполнения мешковым материалом. Идеально подходит для использования на малых и средних строительных площадках.
Прямая загрузка из бункера :
Штукатурная машина PFT G4X спроектирована по модульному принципу. С помощью колпака подачи PFT его можно легко и быстро смонтировать на фланце под любым силосом/контейнером. Хорошо подходит для дальности подачи до 30 м.
Пневматическое наполнение с помощью PFT SILOMAT:
Просто, быстро и эффективно. Разгрузочный сосуд PFT SILOMAT можно легко прикрепить к силосу/контейнеру с помощью фланцев с помощью пары захватов. Готовый сухой раствор подается в смесительный насос полностью автоматически и без пыли одним нажатием кнопки. Машина размещается непосредственно на месте использования в процессе, независимо от расстояния от силоса/контейнера до места использования. Пневматическое конвейерное оборудование PFT SILOMAT доступно в различных исполнениях.
Для каких материалов подходит штукатурная машина pft g4x
Для перекачиваемых готовых сухих растворов, таких как:
Гипсовые штукатурки для подложки/однослойные штукатурки
Известково-гипсовые штукатурки
Цементные штукатурки и грунтовки
Известковые штукатурки
Известково-цементные штукатурки
Полимерные штукатурные материалы
Изоляционные штукатурки
Заглубленный раствор
Базовые краски для наружных работ
Жидкие стяжки
Кладочный раствор
Готовый раствор
Клеевые покрытия
Roughcast визуализирует
Изоляционные материалы
… и многое другое
Все преимущества работы со штукатурными насосами
Прочная трубчатая рама легко выдерживает большие нагрузки
Максимальная устойчивость благодаря конструкции рамы с усиленной колесной опорой
Безопасная транспортировка вилочным погрузчиком благодаря встроенным пластинам для вилочного погрузчика
Отсутствие повреждений арматуры и выключателей, так как они защищены внутренним контуром рамы
Повышенная безопасность при транспортировке благодаря отсутствию выступающих заглушек
Большой блок управления: простота обслуживания и оптимизированная защита от пыли
Улучшенный слив воды благодаря наклону насоса и оптимальная защита от замерзания, так как остаточная вода может быть полностью слита
Также может поставляться в переключаемой версии FU 230/400 В
Простая замена смесителей
Плавная работа благодаря большим фильтрам тонкой очистки с малым размером ячеек
Простая установка смесительной трубки с помощью новой опоры для смесительной трубки
Простая очистка и техническое обслуживание благодаря дополнительной сменной зоне смешивания резины
Безопасная транспортировка благодаря четырем держателям на одной высоте и надежному механизму складывания
Большой ящик для инструментов, который подходит, например, для для поддержки очистителя смесительных трубок, чистящего вала и/или пистолета-распылителя
Лучшее обращение благодаря двум дополнительным захватам на контейнере
Воздушный компрессор автоматически фиксируется при транспортировке, если транспортировка осуществляется краном
Защита воздушного компрессора от грязи с помощью установленного на нем ящика для инструментов и опциональных брызговиков
Металлическая крышка и дополнительная защитная пленка из ПВХ защищают фитинги от грязи
Встроенное приспособление для роторного ключа
Идеальное техническое обслуживание благодаря легкому доступу к арматуре и нажимным выключателям
Безопасный ввод в эксплуатацию инжекционного колпака, так как защитная решетка может оставаться в системе подачи материалов
Улучшенная регулировка инъекционного колпака благодаря переработанной опоре
Высокая безопасность при транспортировке благодаря легкодоступным и усиленным подъемным скобам
PFT G4X Штукатурная машина имеет наилучшую защиту и транспортировку благодаря вращающейся защитной раме двигателя
Уменьшение воздействия пыли: последующая установка дополнительного дефлектора предотвращает завихрение воздуха в контейнере подачи материала
Гайка подающего лотка легко открывается даже после длительного периода эксплуатации, так как резьба защищена от пыли
Только зарегистрированные клиенты, которые приобрели этот продукт, могут оставить отзыв.
Как работает штукатурная машина?
Последние новости
Опубликовано
11 ноября 2021 г.
Джессика
11
ноябрь
Плюсы штукатурной машины
Это ты? Болит спина, шея, плечи? (Выбирай, ты чувствуешь, что разваливаешься на части!) Измотанный, когда ты возвращаешься домой? Думаете, вам осталось не так много лет в этой игре? Нанесение гипса подвергает организм большому физическому напряжению. Это тяжелый ручной труд, и вы, возможно, не будете заниматься им, пока вам не исполнится 60 лет. Однако есть решение. Штукатурные машины.
Распылительные машины для нанесения штукатурки уже давно популярны в Европе и становятся все более распространенными в Великобритании. Существует ряд преимуществ, включая сокращение ручного труда, увеличение скорости штукатурки, улучшенную консистенцию штукатурки, большую однородность в крупномасштабных проектах и меньше возможностей для человеческой ошибки. Звучит волшебно, не так ли?
VIP (Очень важный штукатур)
Представьте это; диван, чашка чая, запой Netflix, сидели в гостиной, где потребовалось не менее 20 образцов краски, чтобы выбрать «правильный» серый цвет. Как много мы думаем о штукатурке под этой «приглушенной оловянной» краской? Гладкие стены, готовые к покраске, нуждаются в опытном штукатуре, чтобы сначала сотворить свое волшебство. Невероятные 3,1 миллиона человек (9% рабочей силы) в Великобритании работают в строительном секторе, включая наших любимых штукатуров. Рост нашей страны зависит от строительства, в том числе от VIP-персон (очень важных штукатуров). Штукатурка необходима для укрепления стен во всех типах зданий и подготовки их к украшению. Итак, кажется, нам нужно защитить вид, который является штукатуром, уберегая их от травм и недолгой карьеры из-за травм. Здесь в дело вступает штукатурная машина.
Как работает штукатурная машина?
Давайте рассмотрим, как на самом деле работает машина для распыления штукатурки. Обычно считается, что строительство требует длительного времени выполнения работ. Чтобы уменьшить это, нам нужно добиться максимальной производительности с минимальными затратами. Это означает, что точность, аккуратность, качество и время цикла должны быть оптимизированы, и для этого необходимо автоматизировать наши системы. Другими словами, увеличьте производительность и качество с помощью машины для штукатурки стен. Традиционно штукатур смешивал штукатурку и наносил ее на стены с помощью сокола и кельмы, а затем заканчивал линейкой и разглаживанием. Сложная и трудоемкая работа, не так ли?
Машина смешивает и перекачивает готовый сухой материал в мешках во влажную штукатурку, которую затем можно распылить. Просто бросьте мешок на решетку, установите консистенцию воды, и все готово. Нет ручного смешивания и переноса мокрой штукатурки в рабочую зону. Машина также будет постоянно создавать однородную смесь с фиксированным соотношением материала и воды. Это означает равномерную смесь во всем доме или даже в нескольких домах, поскольку машина регулирует смесь. Машина для распыления штукатурки использует технологию роторного и статорного насоса для обеспечения непрерывного потока материала. Шланг подает материал к стене для распыления. Наконец, материал распыляется на стену с помощью воздушной струи в распылителе.
Типы штукатурных машин
Существует два типа штукатурных машин: смесительный насос и транспортирующий насос. Смесительный насос будет смешивать сухие мешки, чтобы обеспечить непрерывную перекачку влажной смеси. Поскольку материал автоматически смешивается и перекачивается, это позволяет штукатуру одновременно распылять материал. Транспортирующий насос использует продукт, который предварительно смешивают и заливают в бункер машины. По сути, с помощью машины вы можете штукатурить полностью самостоятельно. Однако может быть полезно иметь команду из двух человек; возможно, рабочий, чтобы заполнить машину, и штукатур, чтобы покрасить и отделать стену.
Упаковка должна обеспечивать сохранность товаров, сырья, полуфабрикатов в любых условиях – в ходе производства, при перевозке, складировании, хранении. Критерии, по которым классифицируют товарную упаковку: назначение, материал, изготовление, конструкция, применение, специализация, повторное использование.
На бытовом уровне понятия «тара» и «упаковка» часто употребляются как синонимы. Но нормативные документы (ГОСТы) рассматривают упаковку как комплекс для сохранения основных свойств товара до доставки конечному потребителю, а тару – как конкретную емкость, в которую помещается товар. То есть, понятие «упаковка» имеет более широкое значение.
Помимо основных упаковочных материалов, к которым относятся почти все типы тары (ящики, коробки, бутылки), большое значение имеют вспомогательные элементы – полимерная пленка (стрейч, воздушно-пузырчатая), скотч, стреппинг-лента, а также крышки, пробки, этикетки и т.д.
По функционалу:
Производственная: применяется на предприятиях для хранения, транспортировки (между цехами, структурными подразделениями) товаров в ходе изготовления. Часто имеет большие габариты (сумма всех измерений может быть в метрах, а масса брутто одной единицы – в центнерах).
Транспортная: применяется при перевозке грузов (часто при перемещении между коммерческими партнерами – производителями, поставщиками, дилерами и т.п.). По своим внешним или техническим параметрам обычно аналогична производственной.
Потребительская: емкость, в которой товар попадает к покупателю. Она должна быть красивой, информативной. Сочетает защитные, рекламно-маркетинговые свойства. При покупке упаковочный материал становится собственностью владельца. При этом производитель или продавец способны стимулировать возврат тары, устанавливая его залоговую стоимость (включенную в цену товара). В случае сдачи в пункт приема покупатель может получить наличные, скидочные купоны и т.д. Такая схема популярна во многих европейских странах (в отношении стеклянных, пластиковых бутылок, алюминиевых банок, пластиковых, деревянных ящиков).
Универсальная: используется для разной продукции (самостоятельно или совместно с другими видами упаковочных материалов). Пример — полиэтиленовая пленка, стреппинг-лента, скотч.
Специальная – для определенных групп товаров, изделий, условий применения. Отличается конструкцией, материалом, размерами, режимом сохранения потребительских свойств и т. п.
По конструкции:
Каркасная: имеет жесткую основу, вертикальные, горизонтальные, угловые элементы.
Ящичная: отличается правильной геометрической формой, множеством видов (сетчатая, с открытой или открывающейся стенкой/крышкой, коническая – боковые стенки расположены под углом к днищу, за счет чего можно удобно, компактно штабелировать пустую тару).
Разборная: может быть разобрана на отдельные части (для удобства хранения, транспортировки), потом вновь собрана без утраты первоначальных качеств. Неразборная упаковка не обладает указанным свойством. Еще выделяют складную, нескладную упаковку. Пример складной упаковки – картонные коробки для квартирных или офисных переездов.
Бутылки, банки: популярная упаковка для жидких, сыпучих продовольственных товаров.
Поддоны (прочные деревянные лотки) – основная транспортная, производственная тара.
По сфере применения:
Пищевые и непищевые.
По технологии изготовления:
Упаковка может производиться прессованием, экструзией, склеиванием, литьем, выдуванием, сваркой. Иногда применяется комбинирование нескольких технологий в рамках одного типа упаковки.
По вторичному использованию:
Одноразовая: к ней относится современная потребительская тара. Обычно после покупки или перед непосредственным использованием (употреблением) товара утилизируется, поскольку не представляет существенной ценности. Хотя бывают исключения, когда, например, металлическую или картонную коробку.
Многоразовая: при аккуратном использовании потребительские свойства долго не теряются. Поэтому она может применяться неоднократно: стеклянные, пластиковые бутылки, деревянные ящики, картонные коробки.
Многооборотная (возвратная): поддоны, ящики, фляги, канистры, мешки. Согласно действующему законодательству, договор между коммерческими партнерами может предусматривать прямую обязанность возврата транспортной тары такого типа.
Общемировые тенденции призывают более активно прорабатывать вторичное использование любой продукции. Недавно известная международная компания предложила для гражданской авиации картонные контейнеры с лотками для транспортировки бортового питания. Предполагается, что это может успешно заменить более тяжелые и дорогие металлические ящики, обычно применяемые для этих целей. Новинка вызвала неоднозначную реакцию специалистов. Она получила высокие оценки, премию на международной выставке, а также стала использоваться одной из известных авиакомпаний. Но вызывает большие сомнения, что картонная коробка с наборами горячего питания пригодна для многократного применения (с точки зрения прочности, гигиеничности).
Разные виды упаковки (которые, с технической точки зрения, допускают повторное применение или эффективную утилизацию, переработку) по факту выведены из централизованного оборота вторсырья. Это касается стеклянных, пластиковых бутылок, а также алюминиевых банок. Однако экономические или экологические реалии могут изменить эту ситуацию.
Классификация тары и упаковки — Статьи — Каталог статей
Дмитрий Гудилин
Упаковка существует с тех времен, когда у человека возникла необходимость в перемещении и сохранении продуктов. Классификация упаковки тесно связана с ее функциональным назначением. По мере развития производства и общества усложнялись функции упаковки, развивались технологии ее производства, появлялись новые ее разновидности и соответственно новые классификационные признаки.
Классификация упаковки, как система соподчиненных признаков, решает задачи систематизации информации об упаковке и имеет как теоретическое, так и прикладное значение.
Основные классификационные признаки тары и упаковки
Современная упаковка — средство или комплекс средств, обеспечивающих защиту продукции от повреждений и потерь, окружающую среду от загрязнений, а также способствующих процессу обращения продукции. Процесс обращения включает стадии транспортирования, хранения и реализации продукции. Таким образом, упаковка выполняет следующие функции:
защитная;
логистическая;
маркетинговая;
информационная.
Обычно упаковка состоит из тары и вспомогательного упаковочного средства (крышки, пробки и т.д.).
Тара является основным элементом или разновидностью упаковки и представляет собой изделие для размещения и перемещения продукта. Термин «тара» происходит от арабского «tarha», что означает «вычет» и подразумевает соотношение товара с упаковкой и без нее, в современной трактовке — «брутто» и «нетто».
Упаковка характеризуется большим многообразием классов, видов, типов. В качестве основных традиционно выделяются следующие классификационные признаки:
назначение;
материал;
конструкция.
Назначение упаковки принято считать наиболее существенным классификационным признаком. По этому критерию упаковка делится на потребительскую, производственную, транспортную и специальную.
Потребительская упаковка предназначена для товаров массового потребления; она является частью товара, входит в его стоимость, а после реализации товара переходит в полную собственность покупателя.
Производственная тара и упаковка предназначена для выполнения внутризаводских (внутри- и межцеховых), а также межзаводских перевозок, хранения изделий, полуфабрикатов, материалов и сырья.
Транспортная упаковка предназначена для перевозки, складирования и хранения продукции, она образует самостоятельную транспортную единицу.
Специальная упаковка предназначена для защиты от внешних воздействий, влияний климатических факторов при транспортировании и хранении различных изделий. Как правило, специальной упаковке подвергаются крупногабаритные установки, машины, механизмы и приборы.
По материалу тару и упаковку разделяют на выполненную из бумаги или картона, пластмассы, металлов, стекла, керамики и дерева.
Бумага и картон являются наиболее часто используемыми упаковочными материалами. Главные их достоинства — низкая стоимость и экологическая чистота.
Пластмассы отличаются хорошими механическими характеристиками, универсальностью и дешевизной.
Металлы (преимущественно стали и алюминий) обладают высокой прочностью и термо-уcтойчивостью и применяются для упаковки напитков, консервированных продуктов, аэрозолей.
Стекло является химически нейтральным материалом и традиционно широко используется для упаковки жидкостей.
В настоящее время наблюдается тенденция к увеличению использования пластмасс и сокращению применения дерева, металлов, стекла.
Выбор материала упаковки определяется требованиями к ее физическим, химическим, гигиеническим, биологическим и другим свойствам, обусловленными особенностями товара, экономическими и маркетинговыми факторами, а также технологическими требованиями к процессу упаковывания.
Классификация тары и упаковки по конструкции осуществляется по ряду признаков.
По конструктивной форме тара и упаковка делится на коробки, банки, бутылки, ящики, фляги, бочки, тубы, стаканчики, ампулы, пакеты, сумки, мешки, пеналы, пробирки и т.д. (см. врезку).
По конструктивному исполнению (компактности) тару и упаковку подразделяют на разборную, неразборную, складную и разборно-складную. Разборная тара может разбираться на составляющие части и вновь собираться посредством соединения сочленяющих элементов. Складная тара отличается способностью складываться без нарушения сочленения элементов и вновь раскладываться.
По жесткости конструкции, или стабильности формы, упаковку делят на жесткую, полужесткую и мягкую. Стабильность формы определяется как свойствами материалов, так и особенностями конструкции.
Жесткая упаковка не изменяет своей формы и размеров при заполнении продукцией, способна выдержать внешние механические воздействия при хранении и транспортировке. К жесткой упаковке относят тару из металлов, стекла, дерева, некоторых полимеров.
Полужесткая упаковка сохраняет формы и размер только при незначительном нагружении. Полужесткая упаковка изготавливается из плотной бумаги, картона, пластмасс.
Мягкая упаковка может менять свои размеры и форму при наполнении продукцией. Она изготавливается из бумаги малой плотности, синтетических пленок.
По герметичности конструкции упаковка подразделяется на негерметичную и герметичную. Негерметичная упаковка выполняется открытой либо закрывается крышкой или затвором. Герметичная отличается конструкцией, которая обеспечивает непроницаемость для газов и жидкостей. Герметичная упаковка может быть изобарической и изотермической. Герметичная изотермическая упаковка предназначена для хранения продукции при заданной температуре в течение установленного времени. Внутри изобарической упаковки поддерживается заданное давление. Разновидностью изобарической упаковки является аэрозольная тара, снабженная распылительным клапаном.
Потребительская упаковка
Основными функциями потребительской упаковки являются защитная, маркетинговая и информационная.
Защитная функция потребительской упаковки заключается в предохранении товара от разрушения, деформаций, разливания, высыпания, усушки и других видов потерь.
Маркетинговая и информационная функции потребительской упаковки приобретают сегодня все большее значение. Качество выполнения упаковкой этих функций самым непосредственным образом влияет на судьбу товара на рынке.
Потребительская упаковка, как правило, не предназначена для самостоятельного транспортирования и перевозится в транспортной таре.
Конструкция, размер, выбор материала, условия транспортирования и хранения потребительской упаковки зависят от свойств и конфигурации упаковываемой продукции. Обычно она имеет ограниченную массу, вместимость и размеры. Наружные размеры потребительской упаковки должны быть увязаны с внутренними размерами транспортной тары с учетом требований логистики.
Потребительскую упаковку разделяют на индивидуальную и групповую. Индивидуальная предназначена для упаковывания единицы продукции. В групповую упаковывается несколько единиц продукции.
По отношению к упаковываемому продукту потребительскую упаковку разделяют на внутреннюю и внешнюю. Внутренняя упаковка предназначена для размещения товара и находится с ним в непосредственном контакте. В зависимости от физико-химических характеристик продукта она может быть изготовлена из различных материалов. Внешняя упаковка служит защитой для внутренней и, как правило, выполняет дополнительные функции, например информационную (предоставление информации о свойствах товара) и маркетинговую (стимулирование сбыта товара). Для духов, например, внутренней упаковкой является стеклянный флакон, внешней — красивая картонная коробка, привлекающая покупателей.
По кратности использования потребительская упаковка делится на разовую и возвратную. Разовая упаковка предназначена для однократного использования, возвратная — для многократного (например, некоторые виды стеклянной тары).
Потребительская упаковка бывает жесткой, полужесткой и мягкой.
Жесткая и полужесткая упаковка хорошо предохраняет товары от деформации, разрушений и потерь, то есть обеспечивает их сохранность. Наряду с механической прочностью упаковки должно обеспечиваться и ее удобство в обращении. Этот вид потребительской упаковки выполняется из стекла, металлов, пластиков.
Пластиковая тара может производиться из листовых материалов, растворов или суспензий, а также из гранул и порошка.
Пластиковая потребительская тара из листовых материалов изготавливается методами термоформования, сварки или склеивания. По экономичности она уступает только мягкой пленочной упаковке, превосходя ее по жесткости и формоустойчивости. Для этого вида тары используют рулонные материалы толщиной 0,25-1,0 мм и листы толщиной 0,5-2,0 мм.
Тара из листовых материалов имеет простую конфигурацию — это кассеты, банки, стаканчики, коробки и т.д.
Пластиковая упаковка из гранул и порошков изготавливается методами литья, раздува, прессования и экструзии.
Выдувная потребительская упаковка отличается большим разнообразием форм и высокой функциональностью. Ее применяют для самых разноообразных продуктов: жидких, сыпучих, пастообразных и твердых; для газированных напитков, горюче-смазочных материалов, пищевых и химических продуктов, косметических и фармацевтических товаров.
Литьевая и прессованная потребительская упаковка изготавливается литьем под давлением и прессованием и отличается точным выполнением внешних поверхностей и внутренних полостей изделия. К недостаткам этих методов относятся невозможность производить тару с толщиной стенок менее 1 мм и высокая стоимость изделий. Прессование и литье под давлением применяют для изготовления жесткой тары для дорогостоящей продукции, а также отдельных элементов упаковки, требующих высокой точности выполнения (банки, коробки, пеналы, пробирки).
Широко используется тара из газонаполненных полимеров, изготавливаемая методами литья под давлением, прессования, выдувного формования, вспенивания, пневмо- и вакуумного формования. Наибольшее рас-пространение получили пенопласты — материалы с низкой плотностью (15-60 кг/м3), способные выдерживать значительные удельные нагрузки без остаточной деформации. Вследствие низкой теплопроводности пенопластов (0,026-0,037 Вт/см×К), выполненная из них тара сохраняет форму и упругие свойства в широком диапазоне температур (от +75 до -60 °С). Тару из пенопластов применяют в основном для термоизоляции продукции, ее защиты от ударов и механических повреждений. Важными достоинствами пенопластовой упаковки являются ее малая масса, высокая долговечность и небольшая стоимость. Пенопластовую потребительскую тару выполняют в виде коробок, вкладышей, кювет, лотков, банок.
Мягкая потребительская упаковка позволяет надежно защитить продукцию от внешних воздействий и, как правило, полностью автоматизировать процесс упаковывания. Упаковка из полимерных пленок эстетична, имеет привлекательный внешний вид, отличается небольшой удельной массой и низкой стоимостью. Обычно она предназначена для разового использования. Процесс упаковывания продукции в пленочные материалы, как правило, состоит из следующих этапов: фасовки продукции, герметизации упаковки и ее укладки в транспортную тару.
Наиболее распространенной мягкой потребительской упаковкой являются пакеты. Пакеты различаются оформлением дна, наличием боковых сгибов или складок. Обычно вместимость пакетов не превышает 3000 см3. Основной способ их изготовления — сваривание, реже склеивание, сшивание скобами, зажимами и т.д. Закрываются пакеты различными затворами.
К мягкой потребительской упаковке относятся и термоусадочные пленки.
Для изготовления мягкой потребительской упаковки используются однослойные пленки из полиэтилена (ПЭ), полипропилена (ПП), поливинилхлорида (ПВХ), полиамидов (ПА), различные многослойные и комбинированные пленки.
Комбинированная потребительская тара и упаковка включает комбинацию полимерных материалов с бумагой, картоном, фольгой.
Транспортная упаковка
Транспортная тара выполняет в основном защитную и логистическую функции. С точки зрения логистики ее главная задача — обеспечение возможности рациональных складирования и транспортирования товаров.
Транспортную тару и упаковку можно классифицировать по следующим признакам:
габаритам;
кратности использования;
стабильности размеров;
компактности.
Транспортная упаковка делится по габаритам на малогабаритную (размеры до 1200×1000×1200) и крупногабаритную.
По кратности использования транспортная упаковка делится на разовую и многооборотную. Многооборотная упаковка предназначена для многократного использования. При ее получении предприятие-потребитель выплачивает поставщику ее залоговую стоимость.
По стабильности размеров транспортная упаковка подразделяется на жесткую и мягкую.
Широкое применение в качестве жесткой транспортной тары находят разного рода лотки, ящики, бочки и т.д. В последнее время этот вид тары стал производиться из пластмасс. Жесткая транспортная полимерная тара обладает высокой прочностью и хорошим сопротивлением динамическим нагрузкам, не требует систематического ремонта, характеризуется длительным сроком эксплуатации, надежно сохраняет продукцию от внешних воздействий, имеет привлекательный внешний вид. Возможно изготовление полимерной транспортной тары различной формы и конструкции, что обеспечивает рациональное затаривание продукции. Благодаря своей жесткости полимерная тара может легко штабелироваться в несколько ярусов, занимая при складировании минимальные площади.
Основные способы изготовления жесткой полимерной транспортной упаковки: литье под давлением, термоформование, штамповка и прессование с применением сварки.
К мягкой транспортной таре относятся мешки, чехлы, мягкие складные контейнеры и упаковка из термоусадочной пленки.
Достоинством мягкой транспортной тары из полимерных материалов является то, что пустая тара легко складывается и занимает мало места при перевозках.
В последнее время в качестве транспортной тары все более широкое распространение получают упаковки с использованием термоусадочных пленок. Эти материалы применяются в мясомолочной, рыбной, пищевой, медицинской и других отраслях промышленности. Основной способ получения такой пленки — экструзия либо соэкструзия.
Особым видом транспортной тары являются поддоны и контейнеры, называемые тарооборудованием. Тарооборудование используется для складирования и доставки товаров с предприятий-изготовителей и складов непосредственно на торговые предприятия. Использование тарооборудования очень удобно как при транспортировании продуктов, так и при их реализации, поскольку в торговом зале оно выполняет функции торгового оборудования и заменяет стеллажи, прилавки, полки. Это позволяет ускорить доставку товаров, снизить издержки обращения.
Тарооборудование может выполняться складным, легко штабелируется как в рабочем, так и в сложенном виде, отличается малой массой, высокой долговечностью, разнообразием конструкций и размеров. Полимерное тарооборудование изготавливается литьем под давлением.
Эффективным способом повышения экономичности транспортной тары является ее максимальная унификация и стандартизация.
Унификация тары и упаковки
Унификация тары и упаковки производится по виду (форме), по типоразмерам и конструкции или по отдельным конструктивным элементам. Унификация тары необходима для сокращения числа ее видов. Она способствует снижению расходов на разработку и изготовление тары, оснастки; содействует организации серийного и поточного производства на высокопроизводительном автоматизированном оборудовании.
Некоторое однообразие унифицированной тары может быть компенсировано полиграфическим оформлением, варьированием цветовой гаммы используемых материалов, декорированием отдельных элементов упаковки. Благодаря этому возможно создание унифицированной упаковки, отвечающей высоким эстетическим требованиям.
Унификация транспортной тары по типоразмерам базируется на модульной системе, в основу которой положены площади плоских поддонов, составляющие для стран — членов ISO (International Organization for Standardization — Международная организация по стандартизации) 1200×800, 1000×800 и 1200×1000 мм.
Исходными данными при разработке унифицированной упаковки являются внутренние размеры транспортной упаковки. Они разделены на сетку кратных размеров, определяющих наружные размеры потребительской тары.
Требования кратности распространяются на транспортную тару, получаемую из любого материала и любым способом. Размеры «стандартного» поддона являются определяющими при проектировании погрузочно-разгрузочных транспортных средств, при определении площадей складских помещений. Эти размеры положены в основу пакетных перевозок (система перевозок, связанная с использованием поддонов).
Унификация элементов тары обеспечивает возможность замены быстроизнашивающихся деталей, способствует сокращению потерь рабочего времени при ремонте тары.
Стандартизация тары призвана обеспечить единство показателей качества, технологических и экономических параметров.
Стандартизация упаковочных материалов, общих технических требований к таре и упаковке и методов их испытаний способствует сохранению качества упаковываемой продукции, снижению потерь при транспортировании, хранении и реализации, а также улучшению технико-экономических показателей во всех звеньях экономики, использующих тару и упаковку.
С учетом широкого ассортимента упаковочных материалов, многообразия тары и упаковываемой продукции стандартизация приобретает значение серьезной комплексной проблемы.
Литература: Ефремов Н.Ф. Тара и ее производство — М.: МГУП, 2001. Смиренный И.Н. Лексикон упаковщика — М.: Колос, Тара и упаковка, 1998. Тара и упаковка/Под ред. Розанцева Э.Г. — М.: МГУПБ, 1999. Упаковка. Термины и определения. ГОСТ 17527-86. Федько В.П., Альбеков А.У. Маркировка и сертификация товаров и услуг — Ростов-на-Дону: Феникс, 1998. Материалы сайта http://www.unipack.ru/
Мир Этикетки 3’2002
Категория: Статьи
Просмотров: 7644
Что такое «контейнер» (по сравнению с пакетом)
Даже для опытных разработчиков контейнеры могут быть довольно сложными для понимания. Есть чему поучиться, но эта статья поможет объяснить, как работают контейнеры по сравнению с пакетами. Вам также может быть полезна статья о терминологии Docker.
Файлы пакетов и версии
Пакеты обычно просты. Это просто файл, который содержит другие файлы.
Все, что вам нужно знать о пакете, содержится в самом пакете. Поскольку файл манифеста, содержащийся в пакете, содержит имя и номер версии пакета, имя файла файла пакета на самом деле не имеет значения. Он должен отражать имя и версию, но не обязательно.
Управление версиями пакетов так же просто: пакеты однозначно идентифицируются по имени и версии, что позволяет не только легко идентифицировать, но также сортировать и сравнивать, чтобы определить, какой пакет является самым новым, какой новее и так далее. Поскольку номера версий хранятся в файле манифеста (т. е. в самом пакете), имя и версия пакета являются неотъемлемой частью пакета и так же неизменны, как и его содержимое.
Основы образа контейнера
Образ контейнера подобен файлу пакета в том смысле, что он состоит из других файлов.
Но в отличие от пакетов образы контейнеров не имеют файла манифеста, содержащего имя и версию. По сути, это огромный zip-файл, содержащий все файлы, необходимые для запуска приложения, а также базовую операционную систему.
В отличие от обычных zip-файлов, образы контейнеров даже не имеют имени. Вместо этого они идентифицируются по «криптографическому хешу» (или дайджесту) их содержимого. Это 64-символьная строка, которая для человека-читателя может быть набором случайных чисел и букв. В основном это означает, что образ контейнера по существу 40510175845988f13f6162ed8526f0b09f73384467fa855e1e79b44a56562a58.zip
Чтобы сделать образы контейнеров пригодными для использования людьми, эти криптографические хэши можно «называть». Это работает так же, как файлы на диске: имя файла не является частью самого файла. Вы можете переименовать его, а содержимое останется прежним. То же самое верно и для образов-контейнеров: вы можете пометить их и переименовать, а содержимое останется прежним.
Теги аналогичны именам файлов; вы можете переименовывать файлы в любое время, и имя файла не имеет никакого отношения к содержимому.
Управление версиями образа контейнера
Подобно множеству случайных файлов на диске, образы контейнеров не имеют версий. Издатель должен определить, какие образы контейнеров имеют какие теги и когда эти теги изменяются.
Например, некоторые издатели могут использовать [v6] для ссылки на последнюю версию, тогда как другие могут использовать [4.2-stable] для обозначения небета-версии образа контейнера. Также есть такие теги, как [latest-2] , [old-1] , [new-test11-new-new] и т. д., и это именно то, что можно было бы ожидать при использовании файловой системы для управления версиями вместо пакетов.
Многие издатели используют форму семантического управления версиями при маркировке изображений (например, [4.3.0] , [2.3.4-latest] и т. д., но изменяемый характер тегов означает, что издатель также может изменять [hdards-3.2.4] (похоже, это определенная версия) для указания на любой образ контейнера в любое время
Поскольку издатели могут менять свои теги в любое время, это приводит к путанице при использовании контейнера. версии меняются в зависимости от дня установки, что в конечном итоге приводит к значительному снижению производительности и даже к простою производства для компаний, когда тестируются и развертываются не те контейнеры.
Передовой опыт работы с тегами контейнеров
С семантическим управлением версиями ProGet для контейнеров вам больше не придется беспокоиться о бессмысленных или измененных тегах. После включения эта функция помогает вам управлять образами контейнеров с той же строгостью, что и вашими пакетами: теги можно использовать только для правильно отформатированных номеров версий, и их нельзя перезаписать.
Частные реестры и именование контейнеров
Одной из особенностей Docker является своеобразная связь между именем контейнера (технически «имя репозитория») и его частными реестрами контейнеров. Если вы не укажете сетевой адрес сервера (IP или DNS-имя) при создании, перетаскивании или перемещении контейнеров, Docker предполагает, что образ размещен на hub.docker.org .
Например, proget.kramerica.local\registry-name\kramerica\my-app-name — это единственный способ сослаться на образ контейнера, который не размещен по адресу hub.docker.org .
Это единственный способ использовать Docker с частным реестром. Когда вы создаете, отправляете или извлекаете образ, клиент Docker будет искать файл . или : в первой части имени репозитория (то есть перед первым /). Если ни один из этих символов не присутствует, Docker использует hub.docker.com ; в противном случае Docker извлекает или отправляет на адрес сервера, указанный в первой части.
Это поведение важно учитывать, потому что, в отличие от менеджеров пакетов, при создании, извлечении или отправке образов контейнеров нет параметра, который сообщает Docker «использовать этот частный реестр вместо концентратора Docker».
Примечание. Если вы создаете собственные образы контейнеров, вы должны использовать адрес сервера и имя реестра каждый раз, когда ссылаетесь на образ контейнера (это всегда так).
К сожалению, вам всегда приходится указывать источник, но ProGet помогает вам, игнорируя первую часть имени репозитория (т. е. адрес сервера) и обрабатывая вторую часть как имя реестра (ленты). Поэтому, если вы измените адрес сервера ProGet или переименуете свой реестр, ваши репозитории будут работать так же.
Зеркалирование реестра
У вас есть возможность «отзеркалить» hub.docker.org , но на самом деле эта функция была разработана только для того, чтобы позволить Docker, Inc. размещать общедоступные реестры в уязвимых регионах, таких как Китай (чтобы вы могли зеркалировать Registration.docker-cn.com вместо ).
К сожалению, клиент Docker использует настроенное «зеркало» только для сборки и извлечения; изображения всегда отправляются на hub. docker.org.
Docker, Inc., похоже, не заинтересована в том, чтобы включить это, и мы не особенно заинтересованы в разветвлении клиента Docker, чтобы включить это. Поэтому кажется, что ProGet не имеет смысла поддерживать это в ближайшем будущем, но не стесняйтесь обсуждать это на форумах.
Разница между контейнером и упаковкой
Основное различие между упаковкой и упаковкой заключается в том, что упаковкой является контейнер, в котором содержится продукт, а упаковкой является материал, который защищает его при транспортировке или обработке.
Понятия тары и упаковки широко используются в бухгалтерском учете в силу их многочисленных особенностей. Есть возвратная тара и тара, включенные в счета-фактуры поставщиков, которые должны быть правильно учтены. Поэтому необходимо глубоко знать разницу между обоими понятиями.
В чем разница между упаковкой и упаковкой?
Чтобы узнать разницу между контейнером и упаковкой, мы объясним характеристики каждого из них:
Контейнер:
Его цель — сохранить продукт в определенных условиях.
Является частью представления товара конечному потребителю, поэтому обычно имеет аккуратный и привлекательный дизайн.
Если они многоразовые, в большинстве случаев их можно вернуть по ссылке поставщика.
Наиболее часто используемыми материалами являются стекло, пластик или картон.
Упаковка:
Предназначена для защиты продукта от любых повреждений во время обращения, транспортировки или хранения.
Он также используется для идентификации товара.
Иногда используется для того, чтобы конечный потребитель хорошо воспринимал товар.
Материалами, наиболее часто используемыми для упаковки, являются дерево, бумага, пластик или картон.
В области учета, когда контейнеры и упаковка должны быть возвращены поставщику, они будут оплачены вместе с общей суммой счета. Впоследствии соответствующая сумма будет возвращена после доставки указанной тары и упаковки.
Хотя это правда, чаще находят упаковку, чем упаковку, подлежащую возврату. Это связано с тем, что упаковка обычно одноразовая и не может быть использована повторно. Примером этого может служить пластик, покрывающий товар на поддоне, или коробки, в которых сгруппировано несколько единиц рассматриваемого продукта.
Пример контейнеров и упаковки
Достаточно характерный пример можно найти в мире реставрации. Поставщики напитков предоставляют своим клиентам коробки, содержащие определенное количество стеклянных бутылок.
В этом случае ресторан доплатит поставщику за стеклянные бутылки. Указанная сумма будет возмещена в случае возврата указанных контейнеров. Что касается упаковки, коробки, которые позволяют перевозить бутылки, должны быть возвращены со всеми пустыми корпусами.
Пример бухгалтерской записи
По отношению к предыдущему примеру и для случая Испании мы предлагаем следующий случай. Мы совершили покупку безалкогольных напитков на сумму 300 евро:
Счет
Должен
Иметь
(600) Покупки товаров
300
(406) Контейнеры и упаковка, подлежащая возврату
пятьдесят
(472) Государственные финансы, входной НДС (21%)
73,5
(400) Поставщики
423,5
Таким образом, мы рассчитали значение счета 472, Государственное казначейство, входной НДС после сложения счетов 600 и 406 и умножения результата на 0,21, имея в виду 21% НДС.
После предыдущей покупки мы приступаем к возврату контейнеров и упаковки на сумму 35 евро. Это связано с тем, что во время обслуживания было разбито несколько бутылок. Таким образом, бухгалтерская проводка делается следующим образом:
Счет
Должен
Иметь
(602) Покупка прочих расходных материалов
18,15
(406) Возвратная тара и упаковка
пятьдесят
(400) Поставщики
35
(472) Государственные финансы, входной НДС (21%)
3,15
90 191
В этом случае учитываем на счете 602 стоимость контейнеров и упаковка, приобретенная с соответствующей суммой НДС.
Часто автовладельцы не могут завести транспортное средство по причине саморазряда аккумулятора. Этот процесс является естественным и происходит как по внешним, так и по внутренним причинам.
Содрежание
Что такое саморазряд аккумулятора
Чем он опасен и к чему может привести
Какие аккумуляторы подвержены саморазряду
У каких аккумуляторов самый низкий уровень саморазряда
Как замерить уровень саморазряд
Какой уровень саморазряда является нормой
Что делать при уровне саморазряда выше нормы
Что такое саморазряд аккумулятора
Выпускаясь с завода производителя АКБ рассчитана на определенную емкость и некоторое количество получаемого электричества. Но в процессе хранения батареи без эксплуатации, начинается растворение отрицательного электрода. Выделяется водород, а АКБ теряет заряд электрического тока.
На положительном, этот процесс происходит за счет растворения оксида металла в серной кислоте. Но здесь он менее выражен.
Разряд аккумуляторной батареи может быть:
нормальным, когда в течении пятнадцати дней АКБ теряет менее 10 процентов своей максимальной емкости;
электролитный. Когда разрушаются пластины, а частицы износа оседают на дно. Эти частицы могут замыкать пластины и спровоцировать разряд;
эксплуатационный. На батарее собирается пыль, пропитанная влагой или антифризом, которая создает мост между электродами. При данном процессе автовладелец может не ощущать, что происходит разряжение АКБ, но оно есть.
На этот процесс влияет также температура, например, на сильном холоде или жаре темп, происходящего внутри батареи растворения электрода, может увеличиваться.
На саморазряд могут оказывать влияние, включенные приборы в прикуриватель, когда в машине никого нет в течении длительного времени, автомобильные часы и т.д.
Чем он опасен и к чему может привести
Любой тип саморазряда приводит к потере емкости, снижению электрического тока при включении зажигания, к ухудшению общих свойств АКБ автомобиля. Это происходит из-за следующих причин, которые появляются в процессе:
глубокий разряд батареи отнимает у нее по 3 процента общей емкости. При 10 глубоких разрядах потеря емкости составит 30 процентов. При этих данных автовладелец не сможет завести транспортное средство;
при окислении разрушаются стенки пластин. Опять же батарея не сможет накапливать электрический ток, в результате она станет непригодна для использования.
Пониженный напряжение не позволит зарядить АКБ. В результате процент заряда заполнится только наполовину. Это очень опасно в холодное время года. Сульфатация пластин в таких условиях происходит быстрее. Еще одной опасностью недозаряженной АКБ является замерзание в сильные морозы, так как плотность сильно понижена.
А также не должно происходить повышенной утечки напряжения. Из-за этого процесса уменьшается емкость, а пластины осыпаются. Автовладелец может определить, что начался процесс осыпания пластин, по темному цвету электролита.
Внимание! Не рекомендуется прикуривать АКБ от нестандартных устройств. В таких случаях возможен взрывы моноблока или деформация пластин.
Какие аккумуляторы подвержены саморазряду
Саморазряду подвержены не только АКБ на авто. Естественный разряд происходит как у обычных батареек на часы или пульты дистанционного управления, так и у щелочных, кислотных, литий-ионных, ni-cd и ni-mh.
Самыми идеальными условиями для хранения считаются «сухой» способ. Батарея не заливается электролитом. Процесса окисления не происходит. А значит шанс купить уже наполовину разряженный АКБ уменьшается.
Важно! При покупке необходимо обращать внимание на дату производства.
У каких аккумуляторов самый низкий уровень саморазряда
Как уже было сказано в прошлом блоке, аккумуляторы без электролита не имеют ограниченного срока хранения. Но сейчас так батареи производители уже не хранят.
Поэтому с самым низким естественным саморазрядом будут АКБ со свинцово-кальциевым сплавом. Они изготавливаются в виде необслуживаемых устройств.
В таких батареях используется только чистая кислота и дистиллированная вода. В электролит производителем добавляются различные ингибиторы. Такие АКБ имеют увеличенный срок службы.
Как замерить уровень саморазряд
При покупке аккумулятора или после долгого хранения необходимо проверить напряжение и емкость. Автовладелец может сделать это следующим способом:
Взять мультиметр и перевести ручку в положение Вольтметра или «V».
Один из двух щупов устройства приложить к клемме.
Другим провести по корпусу.
При утечке электрического тока, аппарат покажет, что присутствует напряжение на корпусе. Это происходит из-за загрязнения или подтеков электролита.
Чтобы измерить силу тока в аккумуляторе автовладельцу нужно будет сделать следующее:
Перевести ручку мультиметра в положение измерения силы тока.
Выставить на максимальное значение – 10 Ампер.
Одним щупом прикоснуться к минусовой клемме.
Удерживая первый щуп на клемме, вторым прикоснуться к положительной клемме на батарее.
Дисплей мультиметра покажет максимальное значение силы тока, которое выдает аккумулятор при работе.
На рабочей АКБ значение будет равно 0,02 – 0,06 Ампера. В этом случае сильного разряда не происходит. Если же аккумулятор где-то пропускает ток, то цифра на дисплее поднимется. Автовладельцу в этом случае нужно будет найти место утечки заряда и ликвидировать.
Для этого необходимо отключить все питающиеся электрическим током от АКБ устройства в машине. Проверить еще раз. Если значение пришло в норму, то батарея – рабочая. Если нет – искать другие причины утечки.
Какой уровень саморазряда является нормой
Саморазряд при нормальных условиях должен составлять 1 процент потери от полной емкости батареи в первые дни. По истечении 60 дней может наступить глубокий разряд батареи. А через сто сорок дней электрический заряд может полностью исчезнуть.
Нормальными условиями хранения считаются:
температура не выше 20 градусов по Цельсию со знаком плюс и не ниже + 15С;
сухое помещение;
на поверхности между электродами отсутствует грязь, пыли и другие элементы, которые могут создать условия для быстрого разряда батареи.
Если АКБ был в употреблении, то для таких устройств нормой считается 2 процента потери. При совсем плохом аккумуляторе – 4 процента утечки тока за ночь.
Обратите внимание! Если АКБ не используется, то лучше его иногда подзаряжать во избежание полного разряда.
Что делать при уровне саморазряда выше нормы
Чтобы избавиться от признаков саморазряда во время стоянки АКБ на хранении нужно соблюдать следующие правила:
поддерживать чистоту корпуса;
доливать дистиллированную воду;
вытирать насухо АКБ, если нечаянно был пролит электролит;
перед отсоединением от авто обязательно зарядить по максимуму;
проверять напряжение один раз в 30 суток.
При повышенном уровне саморазряда, чтобы его снизить также применяют описанные выше процедуры. К тому же запрещается эксплуатировать батареи, у которых заряд ниже 75 процентов в холодное время года. А летнее время – ниже 50 процентов.
Если не соблюдать любое из описанных правил, то это приведет к полному разряду аккумуляторной батареи. Запустятся необратимые процессы, после которых восстановить батарею будет невозможно.
Заряжать необходимо малыми токами. Таким образом автовладелец увеличит глубину и степень заряда. Например, если емкость батареи равно 60 ампер в час, то необходим ток в 6 А для зарядки.
Остались вопросы или есть что добавить? Тогда напишите нам об этом в комментариях, это позволит сделает материал более полным и точным.
Саморазряд аккумулятора
Каковы основные причины повышенного саморазряда аккумулятора?
Саморазрядом называют снижение ёмкости аккумулятора при разомкнутой внешней цепи (то есть при бездействии аккумулятора). Саморазряд может происходить как на поверхности батареи, так и внутри неё.
Обычно степень саморазряда аккумулятора выражают в процентах потери ёмкости за 1 сутки или более длительный период (14, 28 или 90 суток):
C и Cn – ёмкости аккумуляторной батареи соответственно до и после воздействия, приведенные к 25°C; n – продолжительность воздействия (в сутках).
Саморазряд аккумулятора бывает нормальным и повышенным
Для свинцовых стартерных батарей традиционного исполнения, в том числе с общей крышкой, нормальный саморазряд после бездействия аккумулятора в течение 14 суток. При температуре (20±5)°C не должен превышать 7% (или 0,5% в сутки).
Поверхностный саморазряд аккумулятора
Поверхностный саморазряд возможен, когда аккумулятор снаружи загрязнён или залит электролитом, водой или другими жидкостями, что создаёт возможность разряда через токопроводящую плёнку. Этот вид саморазряда отличается от обычного разряда очень малыми токами и легко устраняется очисткой поверхности батареи.
Внутренний саморазряд аккумулятора
Внутренний саморазряд обусловлен окислительно-восстановительными процессами, самопроизвольно протекающими, как на отрицательном, так и на положительном электроде аккумулятора. Саморазряду особенно подвержен отрицательный электрод вследствие протекания самопроизвольного растворения свинца (отрицательной активной массы) в растворе серной кислоты:
Саморазряд отрицательного электрода сопровождается выделением газообразного водорода. Скорость самопроизвольного растворения свинца существенно повышается с увеличением концентрации электролита. Повышение плотности электролита с 1,27 до 1,32 г/см3 ведёт к росту скорости саморазряда отрицательного электрода на 40%.
Так как приведённая выше реакция протекает с выделением газообразного кислорода, то скорость её в значительной степени определяется кислородным напряжением. Скорость данной реакции также увеличивается с ростом концентрации электролита. Скорость саморазряда положительного активного материала в несколько раз ниже скорости саморазряда отрицательного активного материала.
Существенно увеличивается внутренний саморазряд аккумулятора при попаданиях в электролит посторонних частиц.
Саморазряд батарей в значительной мере зависит от температуры электролита и срока службы батарей. С понижением температуры саморазряд уменьшается и при температуре ниже нуля, у новых батарей, он практически прекращается. Поэтому хранение заряженных аккумуляторных батарей рекомендуется при низких температурах (до –30°C). К концу срока службы аккумуляторной батарей саморазряд увеличивается настолько сильно, что делает аккумуляторную батарею не пригодной к эксплуатации.
Иногда саморазрядом называют быструю потерю ёмкости вследствие коротких замыканий внутри аккумулятора. Такое явление объясняется прямым разрядом через токопроводящие мостики, образовавшиеся между разноимёнными электродами.
применять для приготовления электролита только аккумуляторную кислоту, отвечающуютребованиям ГОСТа, и дистиллированную воду;
своевременно устранять трещины в мастике;
своевременно проводить обслуживание батарей при эксплуатации и при хранении, обращая особое внимание на то, чтобы поверхность батарей всегда была чистой и сухой.
В том случае, если аккумулятор длительное время не используется, например, аккумуляторы на сельскохозяйственной технике, катерах и яхтах… которые не работают в зимний период (а это около полугода) перед установкой на зиму аккумуляторную батарею необходимо полностью зарядить! В течение всего вынужденного простоя весьма желательно один раз в месяц производить подзарядку аккумулятора!
Саморазряд батареи вызван внутренними реакциями в батарее, которые уменьшают накопленную энергию без какой-либо связи с внешней цепью. Другими словами, батарея теряет энергию, хранящуюся в ней самой, из-за своего внутреннего поведения, даже когда подключенное приложение не требует энергии. Поскольку состояние заряда (SoC) напрямую связано с напряжением холостого хода батареи (OCV), саморазряд приводит к снижению SoC, что приводит к снижению OCV батареи.
Саморазряд бесспорен, и он происходит в любом типе системы (аккумулятора), которая накапливает энергию. Однако вызывает беспокойство скорость, с которой происходит саморазряд. Это одна из причин, по которой суперконденсаторы не используются в электромобилях. Суперконденсаторы имеют высокий саморазряд до 50% в месяц. Тогда как литий-ионные аккумуляторы имеют саморазряд до 5% в месяц. Но эти значения могут меняться в зависимости от класса ячеек.
Какое значение имеет саморазряд?
Классификация
Саморазряд является важным параметром, когда литий-ионные элементы проходят сортировку во время производства элементов. Однако многие практики не знают о параметре саморазряда и склонны проверять только значения емкости, OCV и IR, чтобы понять качество элемента в процессе сборки аккумуляторной батареи. Давайте обсудим характеристики саморазряда популярного типа элементов, используемых многими индийскими компаниями по сборке аккумуляторных батарей. Для этого упражнения возьмем параметры градации саморазряда цилиндрической ячейки LFP. Аккумулятор необходимо зарядить до номинального напряжения 3,2 В, а затем выдержать при температуре 45°C в течение десяти дней. На этом этапе напряжение падает примерно до 3,17 В. После этого проводят испытание на саморазряд, выдерживая элемент в течение 30 дней в стандартных условиях. Основываясь на их оценках, можно сделать следующие наблюдения. В ячейке класса падение напряжения будет менее 30 мВ. В ячейке с отрицательным классом падение напряжения будет составлять от 30 мВ до 9 мВ.0 мВ. В ячейке класса B может наблюдаться падение напряжения более чем на 90 мВ. Приведенные выше значения приведены только для справки и основаны на техническом упражнении, проведенном автором с конкретным производителем ячеек. Эти значения могут изменяться в зависимости от производителя элемента и условий хранения для саморазряда. Приведенные выше значения также будут различаться для каждого типа клеточной химии.
Оценка качества элемента будет означать следующее:
Класс А > Класс А минус > Класс В
Параметром саморазряда элемента часто пренебрегают, но он является критическим фактором при оценке элементов. Многие компании сразу переходят к классификации емкости, а затем к классификации OCV и IR, но малоизвестный факт заключается в том, что классы A и A-минус могут иметь очень похожие значения емкости, OCV и IR, а различающим фактором между ними является саморазряд. . Это означает, что компания может думать, что покупает элементы класса А, но на самом деле они получают элементы класса А-минус, поскольку саморазряд не учитывается.
Балансировка
Использование элементов класса А необходимо для серьезных применений, таких как электромобили и долговременные системы хранения энергии. Элементы класса А имеют наименьшие различия между собой, и их можно использовать в аккумуляторных батареях с большим количеством параллельных соединений. Такие пакеты по-прежнему не имеют проблем с балансировкой при старении. Вот почему автомобили Tesla почти никогда не сталкиваются с проблемами балансировки.
Аккумуляторы класса А-минус можно использовать в сценариях медленной зарядки и маломощного разряда, например, в небольших солнечных батареях, поскольку медленная зарядка дает системе BMS больше времени для балансировки элементов. Им нужно время для балансировки, потому что разница между ячейками с минусом выше, чем у ячеек с оценкой А. Целесообразно использовать элементы класса А-минус в аккумуляторной батарее с небольшим количеством параллельных соединений. Если элементы A-минус используются в аккумуляторных батареях с большим количеством параллельных соединений, аккумуляторная батарея может испытывать проблемы с балансировкой после нескольких сотен циклов. Элементы класса B не подходят для использования в аккумуляторных батареях с любым количеством параллельных соединений. Это связано с тем, что различия между элементами класса B могут быть очень высокими и вызывать много проблем с балансировкой в аккумуляторной батарее. Проблемы балансировки в аккумуляторной батарее приводят к неспособности аккумуляторной батареи полностью заряжаться и полностью разряжаться. Это будет означать, что запас хода автомобиля (в случае электромобиля) или время резервного питания (в случае системы накопления энергии) будут значительно ниже исходного значения.
Выбор правильного качества элементов вместе с BMS с надежными компонентами и правильными параметрами является ключом к созданию успешного аккумуляторного блока. Добавьте к этому управление температурным режимом, и вы получите аккумулятор, который может работать долгое время, в значительной степени избегая проблем в полевых условиях.
Об авторе
Рахул Боллини является экспертом по исследованиям и разработкам в области литий-ионных элементов и аккумуляторов с опытом работы в промышленности более 7 лет. С ним можно связаться по телефону +91-7204957389.и [email protected].
Эта статья была первоначально опубликована в журнале EVReporter за июль 2022 г., с которым можно ознакомиться здесь.
Подпишитесь и будьте в курсе
Подпишитесь сегодня бесплатно и будьте в курсе последних событий в области EV.
Исследователи аккумуляторов нашли возможную причину саморазряда
Аккумулятор и топливный элемент >
6 февраля 2023 г. — 10:33
Исследователи аккумуляторов нашли возможную причину саморазряда
БатареиБатарейные элементыИсследования батарейУниверситет ДалхаузиДжефф Дан
Исследователи из финансируемого Теслой исследовательского центра аккумуляторов в Университете Далхаузи обнаружили удивительно простую причину, по которой литий-ионные аккумуляторы со временем саморазряжаются, даже когда они не используются: использование клейкой ленты.
В элементах литий-ионных аккумуляторов спиральные электроды этих аккумуляторов скреплены простой клейкой лентой из ПЭТ. При более высоких температурах в аккумуляторе этот пластик разлагается с образованием диметилтерефталата (ДМТ) — и эта молекула действует как «электрохимический челнок», разряжающий аккумулятор. Открытие может привести к решению, в котором ПЭТ-лента может быть заменена более стабильным материалом, который не разлагается.
ДМТ действует как так называемая окислительно-восстановительная молекула. Он восстанавливается на катоде батареи («красная» часть названия), захватывая при этом электрон. На аноде молекула окисляется (часть «быка»), высвобождая электрон.
В многочисленных сериях испытаний с батареями NMC исследователи обнаружили, что электролит, который на самом деле бесцветный, при температуре выше 25 градусов становился все более обесцвеченным — чем теплее он становился, тем темнее становилась жидкость. Чем темнее – от желтоватого до оранжевого и темно-красного – становился электролит, тем чаще можно было обнаружить активную окислительно-восстановительную реакцию.
ДМТ является компонентом широко используемого пластика ПЭТ, который присутствовал в исследованных аккумуляторных элементах только в виде клейкой ленты. «Это то, чего мы никогда не ожидали, потому что никто не смотрит на эти неактивные компоненты», — говорит старший автор Майкл Мецгер из Университета Далхаузи. Он называет это «коммерчески значимым открытием», потому что теперь эту проблему можно решить с помощью другого материала.
Единственная проблема заключается в том, что не каждый формат ячейки закатывает электроды, а затем фиксирует их ПЭТ-содержащей липкой лентой. Это не обязательно относится к клеткам мешочка или призматическим клеткам. Как заявляет Мецгер, команда уже связалась с производителями аккумуляторов, чтобы сообщить им об этом небольшом, но эффективном изменении.
dal.ca, iopscience.iop.org, iopscience.iop.org
Предыдущая статья
Следующая статья
Нам необходимо ваше согласие, прежде чем вы сможете продолжить работу на нашем веб-сайте. Если вам еще не исполнилось 16 лет, и вы хотите дать согласие на дополнительные услуги, вы должны спросить разрешения у своих законных опекунов. Мы используем файлы cookie и другие технологии на нашем веб-сайте. Некоторые из них необходимы, в то время как другие помогают нам улучшить этот веб-сайт и ваш опыт. Персональные данные (например, IP-адреса) могут обрабатываться, например, для персонализированной рекламы и контента или измерения рекламы и контента.
Модернизация системы зажигания. Бесконтактная и микропроцессорная системы зажигания
Существуют следующие способы модернизации системы зажигания:
1. Установка на штатную контактную систему зажигания дополнительного блока управления. 2. Установка бесконтактной системы зажигания. 3. Установка на бесконтактную систему зажигания дополнительного блока управления. 4. Установка микропроцессорной системы зажигания.
Контактная система зажигания (КСЗ)
КСЗ штатно устанавливаеться на большинство Жигулей и москвичей с двигателем ваз 2106. Преимуществами этой системы является предельная простота и надежность. Внезапный отказ маловероятен, ремонт даже в полевых условиях не сложен и займет не много времени.
Основных недостатков у этой системы три. Первое — ток подается на первичную обмотку катушки зажигания через контактную группу КГ. Что накладывает существенное ограничение на величину напряжения на вторичной обмотке катушки (до 1. 5 кВ), а значит сильно ограничивает энергию искры. Вторым недостатком является высокая потребность в обслуживании этой системы. Т.е. необходимо периодически следить за зазором в КГ, за углом замкнутого состояния КГ. Контакты КГ надо периодически очищать поскольку они в процессе эксплуатации подгорают. Вал трамблера необходимо после каждых 10 тыс. км. пробега смазывать, капая масло в специальную масленку. Также необходимо смазывать кулачек распределителя посредством смачивания маслом ветрового фильца. Третьим недостатком является низкая эффективность этой системы при высоких оборотах двигателя связанная с т.н. дребезгом контактной группы.
Модернизация этой системы возможна. Заключается она в замене элементов этой системы на более качественные и надежные импортные. Заменить можно крышку трамблера, бегунок, контактную группу, катушку.
Кроме того систему можно модернизировать посредством использования блока зажигания типа ‘Пульсар’ для КСЗ. Но один из недостатков КСЗ устраняется, поскольку ток для формирования высоковольтного напряжения подается на первичную обмотку катушки зажигания через мощные полупроводниковые силовые цепи ‘Пульсара’, а не через КГ. Что позволяет существенно поднять мощность искры. При этом КГ не подгорает. Но чистить ее все равно придется, она начинает окисляться.
Бесконтактная система зажигания (БСЗ, БКСЗ)
БСЗ штатно устанавливаеться на переднеприводные вазы и часть жигулей. Кроме того эта система может быть поставлена на автомобиль оснащенный КСЗ, такая замена не требует никаких дополнительных переделок. Основных преимуществ у этой системы перед КСЗ три.
Первое — ток подается на первичную обмотку катушки зажигания через полупроводниковый коммутатор, что позволяет обеспечить гораздо большую энергию искры за счет возможности получения гораздо большего напряжения на вторичной обмотке катушки зажигания (до 10 кВ).
Второе — электромагнитный формирователь импульсов, функционально заменяющий КГ, реализованный с помощью датчика Холла, обеспечивает по сравнению с КГ существенно лучшую форму импульсов и их стабильность, причем во всем диапазоне оборотов двигателя. В результате двигатель оснащенный БСЗ имеет лучшие мощностные характеристики и лучшую топливную экономичность (до 1 л. на 100 км).
Третьим преимуществом этой системы является гораздо более низкая по сравнению с КСЗ потребность в обслуживании. Все обслуживание системы сводится лишь в смазывании вала трамблера после каждых 10 тыс. км. пробега.
Основным недостатком этой системы является более низкая надежность. Коммутаторы которыми первоначально комплектовались эти системы отличались неприлично низкой надежностью. Часто они выходили из строя после нескольких тысяч пробега. Позже был разработан модифицированный коммутатор. Он имеет несколько лучшую заявленную надежность, но она также низка поскольку устройство его не очень удачное . Поэтому в любом случае в БСЗ не следует применять отечественные коммутаторы, лучше купить импортный. Поскольку система более сложная, то в случае отказа более сложны диагностика и ремонт. Особенно в полевых условиях.
Модернизация этой системы возможна. Заключается она в замене элементов этой системы на более качественные и надежные импортные. Заменить можно крышку трамблера, бегунок, датчик Холла, коммутатор, катушку. Кроме того систему можно модернизировать посредством использования блока зажигания типа ‘Пульсар’ ли ‘Октан’ для БСЗ.
Очень важным недостатком обоих вышерассмотренных систем, КСЗ и БСЗ, является то, что обе эти системы не оптимально устанавливают угол опережения зажигания. Начальный уровень опережения зажигания устанавливается вращением трамблера. После этого трамблер жестко фиксируется, а угол соответствует лишь составу рабочей смеси на момент установки этого угла. При изменении параметров топлива, а качество бензина у нас очень не стабильное, при изменении параметров воздуха, например температуры и давления, результирующие параметры рабочей смеси могут меняться, причем существенно. В результате начальный уровень установки зажигания уже не будет соответствовать параметрам этой смеси.
В процессе работы двигателя, для обеспечения оптимального сгорания рабочей смеси, требуется коррекция угла опережения зажигания. Автоматические регуляторы угла опережения зажигания в этих системах, вакуумный и центробежный, достаточно грубые и примитивные устройства не отличающиеся стабильностью работы. Оптимальная настройка этих устройств не простая задача.
Еще одним существенным недостатком КСЗ и БСЗ является наличие электромеханического высоковольтного распределителя бегунок-крышка трамблера реализованного с помощью контактного уголька скользящего по вращающейся разностной пластине. Это накладывает дополнительное ограничение на величину высоковольтного напряжения на свечах зажигания, причем это особенно актуально для БСЗ.
Микропроцессорная система управления зажиганием
Многие недостатки присущие КСЗ и БСЗ отсутствуют в микропроцессорной системе управления зажиганием (двигателем) (МПСЗ, МСУД). Существенными преимуществами МПСЗ является то, что она обеспечивает, или точнее должна обеспечивать, достаточно оптимальное управление зажиганием в зависимости от частоты вращения коленчатого вала, давления в впускном трубопроводе, температуры двигателя, положения дроссельной заслонки карбюратора. В системе отсутствует механический распределитель, поэтому она может иметь обеспечить очень высокую энергию искры.
Недостатками этой системы является низкая надежность, в т.ч. и потому, что в системе присутствует два достаточно сложных электронных блока выпускавшихся и выпускающиеся мелкосерийно (а поэтому полукустарно). В случае отказа очень сложны диагностика и ремонт. Особенно в полевых условиях.
При оценке целесообразности перехода на МПСЗ следует также видимо учитывать и то, что для обеспечения соответствия по оптимальности управления зажиганием уровню даже самых простейших современных инжекторных систем, МПСЗ принципиально не хватает по крайней мере датчика детонации, датчика массового расхода воздуха и датчика состава сгоревшей смеси. Поэтому система эта в любом случае достаточно неполноценная.
Модернизация этой системы по надежности невозможна, поскольку основные узлы уникальные отечественные. Модернизация с целью оптимизации этой системы осуществляется подбором программного обеспечения (прошивок) под свой двигатель.
Блоки управления зажиганием Пульсар и Октан
Блоки управления зажиганием Пульсар, вне зависимости от назначения, т.е. для КСЗ или БСЗ, состоят из самого блока и выносного пульта. Наиболее интересными возможностями этих блоков, по заявлением их изготовителей, является обеспечение функций ‘октан-коррекции и т.н. резервный режим. Функция ‘октан-коррекции’ должна обеспечиваться за счет корректировки начального уровня опережения зажигания (УОЗ) из салона автомобиля с помощью пульта. На самом деле с помощью этого пульта упрощенно регулируется запаздывание сигнала с датчика положения коленвала (контактной группы для КСЗ или датчика Холла для БСЗ).
Запаздывание это в Пульсаре практически никак не связано с оборотами двигателя, т.е. регулировка этого запаздывания вовсе не является регулировкой УОЗ. Благодаря этому польза от такой ‘октан-коррекции’ весьма сомнительна. Ну может за исключением случаев периодического использования бензина с разными октановыми числами. Т.е. если УОЗ начально установлен на 95-ый бензин, то при заправке 76-ым действительно можно с помощью пульта, из салона, убрать детонацию не залезая под капот.
‘Резервный режим’ предназначен для обеспечения работы двигателя при выходе из строя датчика положения коленвала. Обеспечивается он с помощью простейшего генератора импульсов. Т.е. фактически в этом режиме непрерывно генерируются кратковременные импульсы которые обеспечивают формирование множественных высоковольтных импульсов (искр) на той свече, на которую повернут бегунок. Один из этих импульсов скорее всего действительно с высокой степенью вероятности обеспечит воспламенение смеси в соответствующем цилиндре, но даже о минимальной стабильности работы двигателя в этом режиме говорить трудно.
Конструктивно Пульсары выполнены достаточно неудачно, корпус очень громоздкий, и при этом имеет несколько больших отверстий снизу. Благодаря этому под корпус будет попадать влага и грязь, а плата как следует не защищена внутри ничем, что опять же не позволяет надеяться на нормальную надежность и долговечность этого устройства.
Развитием Пульсара является Силыч. Силыч в отличие от Пульсара оснащен датчиком детонации, который должен обеспечивать корректировку УОЗ. Но к сожалению принцип коррекции УОЗ подобен тому что используется в Пульсаре, т.е. он практически не зависит от оборотов. Поэтому корректировка УОЗ будет скорее всего далеко не оптимальна. Схемотехнически и конструктивно Силыч подобен Пульсару, т.е. надеяться на нормальную надежность и долговечность в эксплуатации не стоит. Правда иногда встречаются Силычи с импортными элементами в выходных цепях, что разумеется должно положительно сказаться на их надежности. Но это большая редкость, а убедиться в магазине что к чему не получится.
Сравнительные параметры классической и бесконтактной систем зажигания
Параметр
Единицы измерения
Классическая
Бесконтактная
Время нарастания вторичного напряжения с 2 до 15 кВ
мкс
30
20
Энергия искрового разряда
мДж
20
60
Длительность искрового разряда
мс
1,5
2
Вторичное напряжение max
кВ
26
29,5
Свечи для контактной и бесконтактной систем зажигания
На классических автомобилях ВАЗ 2101, 2102, 2103, 2104, 2105, 2106, 2107 применяются две системы системы зажигания: контактная и бесконтактная.
В контактной прерывание тока происходит за счет размыкания контактов в трамблере в бесконтактной за счет импульса с датчика Холла.
Для каждой системы зажигания этих автомобилей ВАЗ необходимы разные по конструкции и характеристикам свечи зажигания. Причина этому разные катушки зажигания с различными характеристиками применяемые в контактной и бесконтактной системах.
Например, катушка зажигания Б-117-А применяется в контактной системе зажигания автомобилей ВАЗ и имеет энергию искрового разряда 18-20 мДж, а в бесконтактной системе зажигания этих же автомобилей устанавливается катушка зажигания 27.3705 с намного большей энергией искрового разряда 40-50 мДж. Поэтому применение свечей зажигания для контактной системы в бесконтактной может привести к разрушению электродов свечи из-за более мощной искры.
Различия свечей зажигания для контактной и бесконтактной систем
1. Свечи для контактной системы зажигания.
Свечи зажигания без помехоподавительного резистора с зазором между электродами 0,5 — 0,6 мм.
Примеры свечей зажигания для контактной системы автомобилей ВАЗ 2101-2106, 2105, 2107: А17ДВ, А17ДВ-10.
Свеча зажигания А17ДВ для контактной системы зажигания
2. Свечи для бесконтактной системы зажигания.
Свечи зажигания с помехоподавительным резистором и зазором между электродами свечей 0,7 — 0,8 мм (см. фото в начале статьи). Рассчитаны на большее напряжение и силу тока чем свечи для КСЖ.
Помехоподавительный резистор необходим для подавления радиопомех появляющихся при работе системы зажигания, тем самым снижается их негативное воздействие на работу электронных устройств автомобиля (коммутатор, автомагнитола).
Примеры свечей зажигания для бесконтактной системы зажигания: А17ДВРМ, где буква «Р» говорит о наличии в конструкции свечи резистора.
Примечания и дополнения
— Свечи зажигания для контактной системы зажигания могут устанавливаться в бесконтактную систему зажигания и наоборот без каких-либо ощутимых потерь в работе двигателя, но лишь на некоторое время. Постоянно эксплуатировать автомобиль с такой заменой длительное время не рекомендуется. Особенно не желательно ставить контактные в бесконтактную.
— Подбор свечей зажигания для конкретного двигателя производится в первую очередь по калильному числу (горячие или холодные свечи). См. «Применяемость свечей зажигания на двигателях ВАЗ«.
Еще статьи по свечам зажигания для автомобилей ВАЗ
— Чем различаются свечи зажигания для инжекторного и карбюраторного двигателя?
— Хитрый способ установки свечей зажигания в двигатель автомобиля
— Неисправности свечей зажигания
— Свечи зажигания NGK на автомобиля ВАЗ 2108, 2109, 21099
Рычаг прерывателя с точками контакта слева. Шарнир находится справа, а толкатель кулачка находится посередине рычага отбойного молотка.
Размыкатель контактов (или «точки») представляет собой тип электрического переключателя, и этот термин обычно относится к переключающему устройству, находящемуся в распределителе систем зажигания недизельных двигателей внутреннего сгорания.
Содержимое
1 Конструкция
2 Назначение
3 Операция
4 Недостатки прерывателей контактов
5 См. также
Конструкция[]
Конструкция показана на представленной фотографии. Конструкция такова, что он имеет отверстие с изолированной втулкой для установки на штифт и фиксируется пружинной шайбой в верхней части штифта внутри распределителя. Этот узел прерывателя контактов содержит замыкающие и размыкающие пружинящие контакты и изолированный кулачковый толкатель. Этот кулачковый толкатель приводится в действие кулачком на центральном валу распределителя.
Назначение[]
Размыкатель контактов предназначен для прерывания тока, протекающего в первичной цепи катушки зажигания. Когда это происходит, разрушающийся ток индуцирует высокое напряжение во вторичной обмотке катушки, имеющей большее количество витков. Это приводит к тому, что на выходе катушки на короткое время появляется очень большое напряжение, достаточное для возникновения дуги на электродах свечи зажигания.
Операция[]
Размыкатель контактов приводится в действие кулачком с приводом от двигателя, а положение размыкателя контактов устанавливается таким образом, чтобы они размыкались (и, следовательно, генерировали искру) точно в нужный момент, необходимый для воспламенения топлива при верхней части такта сжатия поршня. Размыкатель контактов обычно монтируется на пластине, которая может вращаться относительно приводящего его в действие распределительного вала. Пластина вращается центробежным механизмом, тем самым опережая синхронизацию (чтобы искра появлялась раньше) на более высоких оборотах. Это дает топливу время для сгорания, так что образующиеся газы достигают своего максимального давления в то же время, когда поршень достигает верхней части цилиндра. Положение пластины также можно перемещать на небольшое расстояние с помощью небольшого сервомеханизма с вакуумным приводом, обеспечивающего опережающую синхронизацию, когда двигателю требуется увеличить скорость по требованию. Это помогает предотвратить преждевременное зажигание (или порозовение).
Недостатки прерывателей контактов[]
Поскольку они размыкаются и замыкаются несколько раз при каждом обороте двигателя, точки прерывателя контактов подвержены износу — как механическому, так и точечному, вызванному дуговым разрядом на контактах. Этот последний эффект в значительной степени предотвращается путем размещения конденсатора параллельно контактному прерывателю — это обычно называется более старомодным термином «конденсатор» в механике. Помимо подавления искрения, он помогает повысить выходную мощность катушки за счет создания резонансной LC-цепи с обмотками катушки. Недостатком использования механического переключателя в составе механизма опережения зажигания является то, что он не очень точен, нуждается в регулярной регулировке, а при более высоких оборотах его масса становится значительной, что приводит к плохой работе при более высоких оборотах двигателя. Эти эффекты в значительной степени можно преодолеть с помощью электронных систем зажигания, в которых прерыватели контактов оснащены безмассовым сенсорным устройством.
См. также[]
электронный блок управления
На этой странице используется лицензионный контент Creative Commons из Википедии (просмотреть авторов).
[Поражение электрическим током от автомобильной системы зажигания в производственной среде работников автосервиса]
Обзор
. 2014;65(3):419-27.
[Статья в
польский]
Бернард Фрыськовски, Дорота Святек-Фрысковска
PMID:
25230570
Обзор
[Статья в
польский]
Bernard Fryśkowski et al.
Мед пр.
2014.
. 2014;65(3):419-27.
Авторы
Бернард Фрыськовски, Дорота Святек-Фрисковска
PMID:
25230570
Абстрактный
Процедуры диагностики автомобильной системы зажигания предполагают специфические действия из-за наличия импульсов высокого напряжения порядка нескольких десятков киловольт. Поэтому работающие в автосервисе ремонтники при непосредственном контакте с электрооборудованием систем зажигания подвергаются риску поражения электрическим током. Как правило, энергия электрического разряда автомобильных систем зажигания недостаточно высока, чтобы вызвать фибрилляцию из-за электрического воздействия на сердце. Тем не менее, есть водители и сотрудники автосервисов, которые используют электронные кардиостимуляторы, чувствительные к импульсам высокого напряжения. Влияние высоковольтных систем зажигания на организм человека, особенно при электротравме, до конца не выяснено. Поэтому сравнительно немного научных работ посвящено этой проблеме. Целью данной статьи является рассмотрение опасности поражения электрическим током от автомобильных систем зажигания, особенно у людей, страдающих сердечными заболеваниями. Представлены и обсуждены некоторые примеры методов снижения вероятности поражения электрическим током при проведении диагностических процедур двигателей внутреннего сгорания с искровым зажиганием.
Похожие статьи
Случай пароксизмальной фибрилляции предсердий после поражения электрическим током низкого напряжения.
ИНСТРУКЦИЯ ПО ОХРАНЕ ТРУДА для работающих по мерам пожарной безопасности.
Распечатать
Скачать
Скопировать URL
Общие требования безопасности.
Все работники должны выполнять противопожарный режим и уметь пользоваться приборами и инвентарем пожаротушения.
Рабочие всех профессий должны пройти ежегодное обучение по технике безопасности по утвержденным программам, в том числе с обязательным обучением тем по пожарной безопасности.
Вновь принятые рабочие наравне с вводным инструктажем по технике безопасности должны получить и противопожарный инструктаж.
Все рабочие при повторном инструктаже должны получить и инструктаж по пожарной безопасности.
Ответственность за пожарную безопасность определяется приказом по предприятию в целом и по каждому участку в отдельности, причем должны быть вывешены таблички с фамилиями лиц, ответственных за пожарную безопасность.
За нарушение настоящей инструкции рабочие несут ответственность в административном порядке в зависимости от степени нарушения.
Требования безопасности перед началом работы.
Перед началом работы рабочий обязан проверить рабочее место, проверить наличие средств индивидуальной защиты, наличие средств пожаротушения.
Не приступать к работе в случае обнаружения факторов, мешающих работе.
Проверить исправность оборудования и приспособлений.
Битумоплавильные котлы, жаровни должны устанавливаться в безопасном в пожарном отношении месте и быть помехой пешеходам и транспорту.
Перед началом огневых работ обязателен инструктаж по пожарной безопасности.
Перед началом сварочных работ необходимо проверить исправность сварочных трансформаторов, изоляции проводов, шлангов, а также плотность контактных соединений.
Требования безопасности во время работы.
Содержание территории предприятия, зданий и сооружений.
На территории предприятия должны быть не менее 2-х выездов с противоположных сторон площадки.
Ко всем зданиям и вагончикам должен быть обеспечен свободный подъезд.
Загромождение подступов к пожарному инвентарю и оборудованию, средствам связи запрещается.
Складирование сгораемых строительных материалов в противопожарных разрывах между зданиями запрещается. Несгораемые материалы разрешается складировать в пределах этих разрывов, если есть свободная полоса не менее 5 м для проезда транспорта.
Площадь, занятая под склады должна быть очищена от сухой травы, коры и щепы.
Пиломатериалы укладываются в штабеля, высота которых должна быть не более 1/2 ширины штабеля, соблюдая противопожарные разрывы.
При хранении на открытых площадках сгораемых материалов (уголь и пр.) они должны размещаться в штабелях площадью не более 100 м2. Разрывы между ними и зданиями надлежит принимать не менее 24 м.
Передвижные вагончики должны располагаться от зданий на расстоянии не менее 24 м. Между группами вагонов должно быть расстояние не менее 18 м.
Территорию предприятия и здания следует содержать в чистоте. Отходы нужно ежедневно убирать с мест производства работ и с территории предприятия в специально отведенные места. Место свалки сгораемых отходов должно быть расположено в 50 м и от ближайших зданий.
Древесные опилки следует ссыпать в специальные ящики. Прочие отходы (тряпки, металлическую стружку и пр.) надо складывать отдельно от других отходов (древесных).
Разводить костры на территории предприятия запрещается.
Курить на территории предприятия разрешается в специально отведенных местах, обеспеченных средствами пожаротушения, урнами, ящиками с песком и бочкой с водой. На месте для курения должна быть надпись «Место для курения».
На складах горючих материалов и горючих жидкостей необходимо вывешивать предупредительные надписи о запрещении курения и выписки о соблюдении мер пожарной безопасности.
Меры пожарной безопасности при хранении ЛВЖ и горючих жидкостей, мастик, битума.
Легковоспламеняющиеся и горючие жидкости следует хранить в отдельно стоящих, несгораемых зданиях, оборудованных вентиляцией.
Запрещается хранить легковоспламеняющиеся и горючие жидкости в открытой таре. Наливать и выдавать ЛВЖ разрешается только в герметически закрывающуюся металлическую тару при помощи насосов через медную сетку. Запрещается наливать их ведрами, а также при помощи сифона.
Порожнюю тару из-под ЛВЖ следует хранить на специально отведенной площадке, удаленной от места работы на 30 м.
Хранить лаки, краски, олифу, масла следует в отдельных зданиях, оборудованных вентиляцией. Хранить указанные вещества вместе с другими горючими материалами запрещается.
Для производства работ с использованием ЛВЖ и горючих веществ должен применяться инструмент, изготовленный из материалов, не дающих искр (алюминия, меди, пластмасс, бронзы). Промывать инструмент необходимо на открытой площадке или в помещении, имеющем вентиляцию.
Котлы для варки и разогрева битума должны быть в исправном состоянии иметь плотно закрывающиеся несгораемые крышки. Заполнение котлов допускается не более чем на ¾ их вместимости. Загружаемый в котел наполнитель должен быть сухим. Около варочного котла должен быть комплект противопожарных средств – огнетушители, лопаты и сухой песок. Топочное отверстие котла следует оборудовать откидным козырьком из несгораемых материалов. Место варки должно быть размещено на специальной площадке и на расстоянии:
— от зданий IV-V ст.огнестойкости — 30 м,
— от зданий III ст.огнестойкости — 20 м,
— от зданий I-II ст. огнестойкости — 10 м.
Котлы для разогрева битума в рабочем состоянии запрещается оставлять без присмотра.
Меры пожарной безопасности при сварочных и других огневых работах.
Сварочные и другие огневые работы, связанные с применением открытого пламени, можно вести в строгом соответствии с правилами пожарной безопасности.
К огневым работам допускаются лица, прошедшие противопожарный тех. минимум и имеющие специальное квалификационное удостоверение и специальный талон на право допуска к огневым работам.
Постоянные сварочные работы следует производить в сварочной мастерской, огороженной несгораемыми конструкциями, имеющей изолированные помещения для кислородных баллонов и сварочных постов.
При выполнении временных огневых работ на открытой площадке, рабочие места необходимо защитить переносными несгораемыми ограждениями. Места огневых работ и установки сварочных агрегатов должны быть очищены от сгораемых материалов в радиусе 5 м.
Сварщик, резчик или паяльщик может приступить к огневым работам только при наличии письменного разрешения ответственного за пожарную безопасность и после выполнения мер пожарной безопасности (наличие средств пожаротушения, очистки рабочих мест от сгораемых материалов, защита сгораемых конструкций металлическими экранами, поливка их водой, принятия мер против разлетания искр).
Совмещать сварочные работы с работами, связанными с применением ЛВЖ и горючих жидкостей не разрешается.
Запрещается разводить открытый огонь, курить и зажигать спички в пределах 10 м от кислородных и ацетиленовых баллонов.
Баллоны с газами нужно хранить в специальных складах из несгораемых конструкций и защищенных от прямого попадания солнечных лучей. Баллоны с горючими газами устанавливаются в помещениях не ближе 1,5 м от приборов отопления. Хранить в одном помещении баллоны с кислородом и горючими газами, красками и маслами запрещается. В сварочной мастерской должно быть не более 5 кислородных и 5 ацетиленовых запасных баллонов. На рабочем месте разрешается иметь не более 2-х баллонов – один рабочий, другой запасной.
Меры пожарной безопасности при эксплуатации отопительных устройств.
При установке временных металлических печей должны быть соблюдены следующие требования пожарной безопасности:
— сгораемые полы под печкой должны быть изолированы асбестовым картоном толщиной 12 мм с обшивкой сверху кровельным железом. Металлические печи следует устанавливать на расстоянии 1 м от деревянных конструкций, не защищенных от возгорания, и не менее 0,7 м от конструкций защищенных от возгорания.
— При установке металлических печей без ножек, под печью должно быть основание из 4-х рядов кирпичей. Перед топочным отверстием печи должен быть прибит предтопочный лист из кровельной стали размером 0,7х0,5 м.
Складирование топлива непосредственно перед топочным отверстием печей запрещается.
Топить печи следует под постоянным надзором.
Запрещается разжигать печи керосином, бензином или др. пожароопасными жидкостями.
Не разрешается сушить на печах и около них обувь и одежду. Для этой цели должны быть специально оборудованы сушилки.
Очищать печи от сажи необходимо перед началом и в течение всего отопительного сезона не реже 1 раза в 2 месяца.
Средства пожаротушения
Весь пожарный инвентарь должен содержаться в исправном состоянии и находиться на видных местах. К нему должен быть обеспечен свободный доступ.
Использование пожарного инвентаря и оборудования для хозяйственных, производственных и прочих нужд, не связанных с пожаротушением, категорически запрещается.
Огнетушители подвешиваются или укрепляются на видном месте на такой высоте, чтобы человеку было удобно его снять, но не более 1,5 м от уровня пола и на расстоянии не менее 1,2 м от края двери при ее открывании.
Пожарный инвентарь и первичные средства пожаротушения передаются под ответственность заведующему производством, механику предприятия и др. ответственным лицам. У пожарных гидрантов должны быть установлены указатели. Зимой колодцы гидрантов необходимо утеплять.
За исправностью автоматической пожарной сигнализации и средств пожаротушения должен быть установлен регулярный контроль, осуществляемый гл. инженером предприятия.
Требования безопасности в аварийных ситуациях.
Каждый работающий в случае возникновения пожара обязан:
Немедленно сообщить о загорании или пожаре в пожарную охрану по телефону «01».
Принять все меры к эвакуации людей и спасению материальных ценностей.
Одновременно приступить к тушению пожара своими силами с помощью имеющихся на объекте средств пожаротушения.
Для тушения применять огнетушители (ОП-2, ОП-3, ОП-5, ОХП-10, ОУ-2, ОУ-5, ОУ-8 и т.д.). При тушении легко горящих веществ – ГСМ, эл.проводка) применяют огнетушители типа ОП. При тушении эл.проводки нельзя также применять воду.
Для тушения можно применять песок, войлочную или брезентовую кошму, при этом нужно стараться прекратить доступ воздуха к огню, т.е. накрыть очаг, засыпать песком.
Перед применением огнетушителей необходимо:
Ø прочистить отверстие выпуска вещества,
Ø выдернуть предохранительную чеку,
Ø повернуть ручку на кранике огнетушителя и направить пену, порошок на огонь,
Ø при пользовании химическими огнетушителями необходимо отвернуть вентиль или повернуть рычаг (предварительно сняв предохранительную чеку и направить пенный насадок на огонь.
Организовать встречу вызванных пожарных подразделений, информировать прибывших пожарных о месте пожара и наличии в здании людей и пожароопасных веществ и материалов.
В случае недомогания или несчастного случая прекратить работу, известить мастера, оказать первую медицинскую помощь и при необходимости вызвать врача. Мастер или лицо, его замещающее, обязан сообщить об этом администрации предприятия для своевременного составления акта о произошедшем несчастном случае и принятия мер, предупреждающих повторение подобных случаев.
5. Требования безопасности по окончании работы.
После окончания работ необходимо погасить все огни, тлеющие угли.
Выключить нагревательные приборы, а также электроприборы и оборудование.
Привести в порядок рабочее место, убрать инструмент, ветошь, мусор.
В случае обнаружения недостатков доложить об этом руководителю.
После окончания сварочных и других огневых работ ответственный за проведение этих работ обязан тщательно проверить рабочее место с целью обнаружения скрытых очагов загорания, полить водой сгораемые конструкции, устранить нарушения, могущие привести к возникновению пожара, а при необходимости выставить посты.
Закрыть все помещения мастерских и прочих помещений, записать в журнале противопожарного осмотра замечания.
Главный инженер _______________/ /
СОГЛАСОВАНО:
Инженер по охране труда _______________/ /
Охрана труда в пожарной части.
Компания Региональный стандарт
Пожарная деятельность достаточна требовательна к охране труда, а следовательно и правила техники безопасности в этой области достаточно строги и объемны. Учитывая сложность и опасность пожарной сферы деятельности, в отношении работников пожарной охраны предъявляется целый ряд требований по обеспечению безопасности его жизнедеятельности.
В первую очередь, перед тем как допустить человека к выполнению своих обязанностей, он в обязательном порядке должен пройти медицинский осмотр. Важность медицинского осмотра всегда на первом месте, так как в процессе тушения пожара могут случиться разные непредвиденные ситуации, в результате которых человек может пострадать.
Следующим действием является обязательная проверка индивидуальных средств защиты.
Работник должен полностью проверить свою экипировку, на прочность, на целостность, на работоспособность всех механизмов закрытия.
Далее необходимо проверить надежность другого оборудования, которое используется в процессе тушения пожаров. Обязательно проверяется целостность комплекта лестниц, так как в случае обвала лестницы, пожарный вместе с оборудованием упадет в огонь, что просто нельзя допустить. Проверяется надежность соединения отдельных элементов лестницы, а также проверка целостности соединительных швов и креплений.
Проверяется также и надежность оборудования для тушения пожаров, целостность всех шлангов и кранов, отсутствие трещин и повреждений. Во время процесса ликвидации пожара работник также должен выполнять ряд простых требований, которые направлены на то, чтобы обезопасить его во время работы. В первую очередь стоит правильно и аккуратно подниматься по лестнице. Следует учесть, что движение огня может резко меняться, и по этой причине необходимо заблаговременно предусмотреть такую ситуацию, и исключить вероятность переброса огня в направлении человека посредством ухода с линии его движения. Все действия пожарной команды должны быть осторожными и размеренными, чтобы не допустить человеческих жертв как среди людей, которых необходимо спасти, так и среди самой команды.
Также перед началом самих работ по спасению людей из огня, а также в процессе его ликвидации необходимо позаботиться о наличии качественной взаимосвязи между всеми членами команды, во избежание нескоординированных действий, заведомо ведущих к провалу всей операции. Таким образом, вся радиосвязи предварительно проверяется на исправность оборудования, при этом очень важно уделить внимание уровню зарядки батареи, так чтобы исключить вероятность отключения оборудования в процессе работы команды. Следует отметить, что охрана труда при выполнении пожароопасных работ является в целом строго индивидуальной, а поэтому является первостепенной обязанностью каждого сотрудника команды по ликвидации пожаров.
Вам может быть интересно:
Компания Региональный Стандарт
С этим также читают:
Назад к статьям
Противопожарное оборудование | Красный Крест
Дом
Получить помощь
Как подготовиться к чрезвычайным ситуациям
Типы чрезвычайных ситуаций
Домашняя пожарная безопасность
Противопожарное оборудование
Противопожарное оборудование
Оборудуйте свой дом пожарной сигнализацией и другими средствами, которые помогут выиграть драгоценные секунды при пожаре. Оборудуйте свой дом пожарной сигнализацией и другими устройствами, которые помогут вам выиграть драгоценные секунды при пожаре.
Дымовые извещатели
Если у вас возник пожар, дымовые извещатели могут снизить риск гибели почти вдвое. Датчики дыма обнаруживают аномальное количество дыма или невидимых дымовых газов в воздухе. Они могут обнаруживать как тлеющие, так и пылающие пожары.
В новых домах: Национальный кодекс пожарной сигнализации (NFPA 72) требует, чтобы на каждом уровне дома, за пределами каждой спальной зоны и внутри каждой спальни были установлены встроенные, взаимосвязанные датчики дыма с резервным питанием от батареи. Сигналы тревоги должны быть соединены вместе, чтобы при срабатывании одного из них звучали все остальные.
В существующих домах: Если детекторы дыма еще не установлены, установите их как минимум на каждом этаже дома и за пределами каждой спальной зоны. Если в спальне возникнет пожар, опасные газы могут утяжелить сон. Для лучшей защиты установите взаимосвязанные датчики дыма в каждой спальне и по всему дому. Когда звучит один, звучат все.
Чтобы предотвратить ложные срабатывания сигнализации, ежемесячно пылесосьте паутину и пыль с дымовой сигнализации. Никогда не отключайте пожарную сигнализацию, даже если вы слышите ложные сигналы во время приготовления пищи или принятия душа. Вместо этого используйте кнопку «выключить» будильника. Если ложные сигналы тревоги являются постоянной проблемой, поищите другой тип дымовой сигнализации и убедитесь, что они установлены в нужных местах в доме.
Используйте кнопку проверки для проверки дымовой сигнализации не реже одного раза в месяц. Эта функция проверки проверяет все электронные функции и безопаснее, чем проверка контролируемым огнем (спички, зажигалки, сигареты).
Если инструкции изготовителя разрешают использование аэрозольного дымового продукта для тестирования дымовой сигнализации, выберите тот, который был проверен и протестирован сторонней лабораторией по тестированию продуктов, и используйте его в соответствии с инструкциями продукта.
Если у вас есть датчики дыма с батарейным питанием, меняйте батарейки не реже одного раза в год. Некоторые агентства рекомендуют заменять батареи при переходе со стандартного времени на летнее каждую весну, а затем обратно осенью. «Переведи часы, замени батарейки». Частая замена батарей не повредит, но свежих батарей обычно хватает не менее чем на год, поэтому более частая замена не требуется, если дымовой извещатель не начнет чирикать.
Если в вашем районе не соблюдается переход на летнее время, выберите легко запоминающуюся годовщину, например день рождения или национальный праздник, в качестве дня для замены батареек каждый год.
Заменяйте батарейки в сигнализаторах угарного газа (CO) одновременно с заменой батареек дымовой пожарной сигнализации.
Заменяйте датчики дыма каждые 10 лет. Это рекомендация Национальной ассоциации противопожарной защиты и Комиссии США по безопасности потребительских товаров. Датчики дыма со временем становятся менее чувствительными.
Обязательно установите датчики дыма в местах, где находятся домашние животные, и в других зданиях, где живут животные, где люди могут их слышать.
Изучите основы пожарной сигнализации всего за 2 минуты:
В этом видеоролике объясняется, где и как установить датчик дыма, а также как проверить и заменить его батарейки.
Помогите своей семье подготовиться к пожару в доме
Хотите узнать больше о том, как подготовить свой дом и семью к пожару в доме? Запишитесь на посещение пожарной безопасности дома, включая БЕСПЛАТНУЮ установку пожарной сигнализации для вашего дома, от местного Красного Креста.
Доступность зависит от вашего местоположения. Мероприятия по установке проводятся круглый год, поэтому, пожалуйста, зайдите позже, если у нас нет возможности для вас сегодня.
Пожалуйста, введите действительный 5-значный почтовый индекс
Щелкните здесь, чтобы получить местную информацию:
Для этого почтового индекса ничего не найдено
Подумайте об установке автоматической системы пожаротушения в вашем доме. Дымовые извещатели предназначены для обнаружения, а не контроля пожара. Домашние пожарные спринклеры дополняют работу сигнализаций, обеспечивая немедленную борьбу с пламенем.
Прежде чем пожарная команда сможет добраться до вашего дома, спринклеры могут предотвратить распространение огня и даже потушить пожар.
Спринклерная система может снизить вероятность попадания смертельного дыма и газов в вашу семью.
Кроме того, спринклерные системы могут тушить пожар, когда вас нет дома, а если они подключены к системе сигнализации, могут уведомить пожарную часть в ваше отсутствие.
Чтобы обеспечить надежность спринклерной системы, обязательно используйте квалифицированного установщика, который соблюдает нормы и стандарты Национальной ассоциации противопожарной защиты (NFPA) и местные правила пожарной безопасности.
Подумайте о том, чтобы у вас дома был один или несколько исправных огнетушителей. Для домашнего использования рекомендуется огнетушитель класса «A-B-C». Многие модели огнетушителей предназначены для одноразового использования и не подлежат перезарядке.
Пройдите обучение в пожарной службе или у производителя огнетушителей. Огнетушители разных производителей работают по-разному и во время чрезвычайной ситуации нет времени читать инструкции. Только взрослые должны обращаться и использовать огнетушители.
Установите огнетушители высоко на стене, рядом с выходом и вдали от источников тепла. Огнетушители должны быть легко доступны для взрослых, обученных их использованию, и храниться вдали от любопытных детских рук. Тепло может сделать содержимое менее эффективным или привести к более быстрой разрядке огнетушителя.
Если вы попытаетесь использовать огнетушитель при тушении пожара и огонь не сразу потухнет, бросьте огнетушитель и уходите. Большинство переносных огнетушителей опустошаются за 8 секунд.
Посмотрите на свой огнетушитель, чтобы убедиться, что он правильно заряжен. Огнетушители не будут работать должным образом, если они не заряжены должным образом. Используйте манометр или тестовую кнопку, чтобы проверить правильность давления. Следуйте инструкциям производителя по замене или перезарядке огнетушителей. Если в устройстве низкое давление, оно повреждено или подверглось коррозии, замените его или отдайте на профессиональное обслуживание.
Прежде чем приступить к тушению пожара с помощью огнетушителя, убедитесь, что:
Все вышли или выходят из дома.
Вызван пожарный.
Огонь небольшой и не распространяется.
Ваша спина к выходу, которым вы можете быстро воспользоваться.
В комнате мало дыма.
Помните слово PASS при использовании огнетушителя:
Вытащите небольшой штифт, который предотвращает случайное использование огнетушителя.
Цельтесь низко. Направьте огнетушитель на очаг возгорания.
Медленно и равномерно нажимайте на рычаг.
Проведите насадкой из стороны в сторону.
Установите датчики угарного газа, чтобы предупредить свою семью об этом невидимом, бесцветном газе без запаха, пока не стало слишком поздно. Угарный газ образуется при неполном сгорании топлива (например, бензина, древесины, угля, природного газа, пропана, нефти и метана). Даже небольшое количество угарного газа может отравить или убить человека, если его вдыхать в течение длительного периода времени, например, ночью во время сна.
Установите датчики угарного газа в центральных местах на каждом уровне вашего дома и за пределами спальных зон.
Если звучит сигнал угарного газа, быстро переместитесь на свежий воздух на улицу или к открытому окну или двери.
Никогда не используйте генератор, гриль, походную печь или другие устройства, работающие на бензине, пропане, природном газе или угле, внутри дома, гаража, подвала, подвала или любого частично закрытого помещения.
Бить тревогу. Спасите жизнь.
Присоединяйтесь к нашему национальному движению, чтобы защитить семьи от домашнего пожара. Узнайте больше о Бить тревогу »
Сделайте пожертвование сейчас, чтобы поддержать домашнюю пожарную помощь
Подготовьтесь, отреагируйте и помогите семьям восстановиться после домашнего пожара.
75 долларов
100 долларов
250 долларов
500 долларов
1000 долларов
10 долл. США — это минимальное онлайн-пожертвование.
Средства индивидуальной защиты | NIST
Средства индивидуальной защиты
РЕСПИРАТОР ПЕРВОЙ ПОМОЩИ В АВАРИЙНЫХ СИТУАЦИЯХ ТЕПЛОВЫЕ ХАРАКТЕРИСТИКИ: ПРОЦЕДУРЫ СЕМИНАРА
Отчет NIST SP 1123 Обложка
Разнообразная группа экспертов по производству, сертификационным испытаниям, использованию и исследованиям дыхательного аппарата была собрана для обсуждения и определения потребностей и приоритетов исследований, связанных с респираторами аварийного реагирования. Первая цель семинара состояла в том, чтобы рассмотреть современное состояние технологии дыхательных аппаратов и определить критические потребности в производительности.
Термическое сопротивление лицевой части, равное или лучше, чем у остальной части комплекта пожарного
Понимание и способность ощущать изменчивую пожарную обстановку
Ответственный пожарный боевая культура, поведение и использование дыхательного аппарата.
После обсуждения потребностей в производительности четыре области были определены в качестве приоритетных для дальнейших исследований и усилий. Группа представила как краткосрочные, так и долгосрочные направления для каждой области исследований, в том числе:
Улучшение конструкции лицевой части дыхательного аппарата
Характеристика пожарной обстановки
Разработка более репрезентативных и реалистичных испытаний
Определение лучших практик использования и поведения и внедрение в обучение.
ОТЧЕТ
Тепловые характеристики респиратора экстренного реагирования: материалы семинара (NIST SP 1123, июнь 2011 г.)
АВТОНОМНЫЙ ДЫХАТЕЛЬНЫЙ АППАРАТ переменная среда, включая повышенные температуры и конвективный и лучистый тепловой поток , что может значительно увеличить нагрузку на средства индивидуальной защиты. Термически разложившиеся и расплавившиеся лицевые части автономных дыхательных аппаратов (SCBA) были определены как фактор, способствующий гибели и травмам некоторых пожарных в Соединенных Штатах. Линза лицевой части дыхательного аппарата часто считается самым слабым компонентом костюма пожарного в условиях сильной жары.
Открытие двери обеспечило дополнительный приток воздуха к тлеющему огню в гостиной и вызвало увеличение скорости горения и распространение пламени за пределы дверного проема, что привело к высокой температуре и тепловым потокам, которые расплавили дыру в маске. Датчик давления (латунный фитинг, закрепленный на лицевой стороне модели головы) виден через отверстие в линзе.
Кредит:
НИСТ
NIST провел эксперименты (при поддержке Департамента пожарной охраны Чикаго, Министерства внутренней безопасности и Управления пожарной охраны США), которые продемонстрировали ряд реалистичных тепловых воздействий и условий окружающей среды, которым могут подвергаться пожарные. Лицевые части автономных дыхательных аппаратов (SCBA) подвергались воздействию тепловых сред в ходе калибровочных экспериментов с пропановым топливом и экспериментов по пожару в меблированных домах. Восемь лицевых масок были протестированы в шести различных экспериментах, при этом три линзы лицевых масок демонстрировали признаки термической деградации в результате воздействия. В этих случаях максимальная температура внешней линзы достигала 300 ° C (572 ° F). Среды, вызвавшие сбои, были определены при попытке охарактеризовать тепловые характеристики лицевых частей дыхательного аппарата.
Следующим шагом является определение предела воздействия непосредственно перед тем, как произойдет термическое разложение. Данные о предельных возможностях оборудования могут быть ценной информацией для пожарной службы, чтобы помочь предотвратить дальнейшие травмы и смертельные случаи, связанные с отказом оборудования дыхательного аппарата. Эти эксперименты с огнем позволили получить информацию о приблизительном тепловом потоке и температуре окружающей среды, которые могут привести к разрушению линзы лицевой части, но в будущих экспериментах будет использоваться воздействие излучающей панели, работающей на газе, которая может обеспечить контролируемый и воспроизводимый способ создания равномерного теплового потока. Тепловой поток от излучающей панели можно контролировать и варьировать от низкого теплового потока с интенсивностью, чуть превышающей поток солнечного света, до высокого теплового потока, отражающего условия в начале вспышки. В будущих экспериментах можно будет собрать больше информации о прогрессировании деградации путем записи видео объектива лицевой маски во время экспозиции. Кроме того, эффект дыхания можно дополнительно изучить с помощью дыхательного аппарата для имитации вдоха и выдоха.
ОТЧЕТ
Воздействие огня на автономный дыхательный аппарат пожарного Линзы лицевой части (NIST TN 1724, ноябрь 2011 г.) к защитить пожарного от лучистого и теплового воздействия, неожиданных условий пробоя, а также опасности прокола и истирания, сохраняя при этом достаточный уровень ловкости и комфорта. Требования к характеристикам отдельных компонентов (влагонепроницаемого слоя, теплоизоляционной прокладки и внешней оболочки) и всей совокупности описаны в NFPA 19.71, тогда как выбор, уход и техническое обслуживание «стрелочного перевода» описаны в NFPA 1851. Разработке и испытанию стрелочного перевода было посвящено значительное количество исследований. Однако имеется мало информации о том, как экологические нагрузки на стрелочный перевод во время повседневных работ и хранения ухудшают его характеристики и срок службы.
СЭМ-изображения сломанных волокон из внешней оболочки в том виде, в котором она была получена
Это исследование направлено на разработку показателей эффективности и стандартных протоколов испытаний для оценки характеристик старения защитного снаряжения пожарных. Понимание характеристик старения находящихся в эксплуатации стрелочных переводов дает протоколы измерений сообщества пожарной службы для использования в качестве основы для определения минимальных правил производительности, чтобы обеспечить пожарных адекватной защитой для выполнения своих обязанностей, а также для определения правил производительности для снятия стрелочных переводов с эксплуатации. услуга. В дополнение к разработке правил, основанных на характеристиках, понимание механизмов отказа позволяет разрабатывать новые и/или использовать существующие технологии, которые улучшат и продлят срок службы стрелочного перевода.
ПОЧЕМУ ЭТО ВАЖНО?
Структурная защитная одежда пожарных предназначена для защиты ее владельца от тепловых условий, возникающих при тушении пожара. Пожарные могут получить серьезные ожоги от каждого из этих способов теплопередачи или их комбинации, даже если они носят защитную одежду. Кроме того, защитная одежда пожарных часто намокает, когда она нагревается от среды пожаротушения. Внутри систем защитной одежды образуются горячие пары и пар, которые также вызывают серьезные ожоги. Защитная одежда пожарных имеет определенные физические ограничения, связанные с ее способностью защищать пользователя. Эти пределы безопасного использования плохо изучены и не учитываются в действующих стандартах защитной одежды для пожарных служб.
Группа противопожарных технологий изучает эти пределы физического безопасного использования для тепловых характеристик защитной одежды пожарных и разрабатывает новое испытательное оборудование и инструменты прогнозирования, которые позволят понять причины ожогов. Эти усилия помогают лучше понять и определить пределы безопасного использования защитной одежды пожарных. В результате это исследование поможет сократить количество серьезных травм пожарных.
ОТЧЕТЫ
Тепловые измерения защитной одежды пожарных (декабрь 2001 г.) Оценка тепловых свойств материалов защитной одежды пожарных (NIST IR 7282, декабрь 2005 г. ) 0014
Различные устройства PASS от разных производителей.
Ежегодно сотни пожарных в США попадают в ловушку строительных пожаров, что часто приводит к травмам или смерти. Пожарные могут быть быстро подавлены жаром или дымом пожара и могут быть не в состоянии предупредить других пожарных наземных сотрудников о необходимости помощи. Устройства индивидуальной системы оповещения о безопасности (PASS) предназначены для подачи звукового сигнала о помощи. Как правило, устройства PASS обнаруживают движение или отсутствие движения и активируют 95-децибелальный сигнал тревоги, если отсутствие движения превышает определенный период времени. Громкий сигнал тревоги предупреждает других сотрудников о том, что пожарный потерял дееспособность, и помогает направить спасателей к местонахождению недееспособного пожарного.
Хотя действующий стандарт NFPA для устройств PASS (1982 г. ) требует наличия только детектора движения, некоторые производители начинают включать датчики теплового воздействия в каждое устройство PASS. Некоторые устройства PASS также интегрируются в системы учета пожарного персонала.
Инструментальный манекен NIST для полномасштабных испытаний.
ПОЧЕМУ ЭТО ВАЖНО?
Разработка стандартов для более совершенных устройств PASS является частью постоянной миссии Fire Fighting Technology Group по повышению безопасности пожарных посредством исследований. Усовершенствованная технология устройства PASS может существенно повлиять на работу пожарных, значительно снизив риск травм и/или смерти пожарных.
Это исследование позволит оценить современное состояние технологии PASS и изучить конкретные усовершенствования, которые могут включать устранение ложных срабатываний, повышение точности, подключение к системам глобального позиционирования (GPS) и/или системам слежения за персоналом, и включение дополнительных датчиков, таких как термодатчики или анализаторы токсичных газов.
Воздушное охлаждение. При воздушном охлаждении цилиндры (рис. 42, а, б) двигателя изготавливают каждый в отдельности, а для увеличения поверхности охлаждения их наружные стенки делают ребристыми. Цилиндры окружены направляющими щитками (дефлекторами), обеспечивающими равномерный обдув их воздухом.
В передней части двигателя устанавливают вентилятор, закрытый сеткой, приводимый во вращение ременной передачей от шкива, укрепленного на коленчатом валу. При обрыве ремня на щитке некоторых тракторов зажигается красная лампа.
Действие системы заключается в следующем. При работе двигателя вентилятор засасывает воздух из атмосферы и нагнетает его под кожух, откуда он проходит между ребрами цилиндров и головок, отбирая от них излишнюю теплоту. За действием системы охлаждения наблюдают по дистанционному термометру смазочной системы.
Температура масла при нормальной работе двигателя должна быть в пределах от 55 до 100 °С, а максимально допустимая в тяжелых условиях— 120 °С.
Воздушное охлаждение достаточно хорошо обеспечивает нужный тепловой режим двигателя, работающего с полной нагрузкой, даже при температуре окружающего воздуха до +50 °С.
Двигатель с воздушным охлаждением быстро нагревается, поэтому износ его деталей во время пуска и в начальный период работы незначителен. Система охлаждения проста в эксплуатации и требует малых затрат труда на техническое обслуживание. В отличие от двигателей с жидкостным охлаждением у двигателей с воздушным охлаждением исключается опасность размораживания. Применять такую систему охлаждения предпочтительнее в безводных районах.
К недостаткам воздушной системы охлаждения по сравнению с системой жидкостного охлаждения относятся: большая трудность обеспечения благоприятного теплового режима двигателя, повышенный расход картерно-го масла и шум во время работы.
Жидкостное охлаждение. При охлаждении двигателя с помощью жидкости камеру сгорания двигателя, находящуюся внутри цилиндра (рис. 43), окружают полостью, называемой рубашкой. В эту рубашку заливают охлаждающую жидкость (воду или антифриз — водный раствор этиленгликоля, обладающий свойством замерзать при очень низких температурах).
Во время работы двигателя стенки цилиндра (гильзы) и головки цилиндра, прилегающие к камере сгорания, сильно нагреваются и передают теплоту жидкости, находящейся в рубашке.
Жидкость, нагретая в рубашке, захватывается центробежным насосом; через верхний патрубок направляется в радиатор, герметически закрытый крышкой. Перетекая через трубки радиатора, жидкость охлаждается воздухом, просасываемым через радиатор вентилятором, и направляется по нижнему патрубку обратно в рубашку двигателя. Затем процесс повторяется.
Таким образом, охлаждающая жидкость, циркулируя по системе охлаждения во время работы двигателя, отбирает излишнюю теплоту от стенок цилиндра и головки и, проходя через радиатор, отдает ее в атмосферу, поддерживая тем самым нужную температуру деталей двигателя. Такая система охлаждения называется жидкостной, принудительной и закрытой.
Работа жидкостной системы охлаждения контролируется дистанционным термометром 8, датчик 9 которого находится в верхнем баке радиатора или головке блока.
Температуру охлаждающей жидкости можно изменять при помощи шторки вручную. Для автоматического поддержания нужной температуры двигатель снабжен термостатом. Для спуска охлаждающей жидкости из блока цилиндров используют спускной кран, а из нижнего бака радиатора — кран.
У форсированных двигателей, кроме основных систем охлаждения (воздушной и жидкостной), применяется дополнительное охлаждение поршней маслом, подаваемым из смазочной системы через канал в шатунах.
Насколько эффективно такое охлаждение, показывают цифры в точках А и Б: температура поршня 9 без охлаждения маслом во время работы составляла соответственно 232 и 213 °С, а при охлаждении маслом — 210 и 175 °С.
Расход масла на охлаждение поршней относительно невелик — 3,6…5 л/мин при давлении масла в магистрали 0,2…0,25 МПа и температуре 100…105 °С.
Устройство пассивного охлаждения ОВЕН УО-100.40 для датчиков давления
Устройство охладительное УО-100.40 предназначено для осуществления пассивного охлаждения рабочей среды, подводимой к датчику давления или манометру. В отличие от трубок ТО и ТИ, УО намного компактнее, т.к. имеют маленькую высоту, но достаточно большую площадь отдачи тепла за счёт рёбер.
Технические характеристики УО-100. 40:
Материал: нержавейка AISI 304 (аналог 08Х18Н10).
Максимальная рабочая температура: +600 °С.
Максимальное рабочее давление 20 МПа.
Резьбовое присоединение: М20×1,5 или G1/2.
Избыточное давление в зависимости от температуры (ГОСТ 356-80)
Условное давление, МПа
Максимальное давление при температуре, МПа
200 ⁰С
325 ⁰С
400 ⁰С
480 ⁰С
520 ⁰С
590 ⁰С
20
20
18
15
13
11,5
9
ГАБАРИТНЫЕ РАЗМЕРЫ И ОСОБЕННОСТИ КОНСТРУКЦИИ
Габаритные размеры УО-100. 40
Отличительные особенности
Длина УО выбрана с учетом дефицита места при монтаже и обеспечения требуемого коэффициента теплового деления.
Тонкие стенки и в целом малое количество металла в нижней части изделия обеспечивают меньшую площадь нагрева и снижают передачу тепла на верхние рёбра.
Малая толщина ребра позволяет в сумме вместить большее количество в выбранную длину и тем самым увеличить площадь теплоотдачи, сохранив при этом межрёберное расстояние для рассеивания тепла.
Внутренний диаметр канала выбран 10 мм, согласно рекомендациям Приложения Д свода правил СП 77.13330.2016 для применения в промышленности. Большой диаметр канала позволяет избежать его преждевременного засорения.
Рекомендации по монтажу
Согласно своду правила СП 77.1333.2016, пункт 6.3.7:
Размещение трубной проводки должно быть таким, чтобы в трубной проводке, заполненной газом, не накапливался конденсат, а в трубной проводке, заполняемой жидкостью, не накапливались выделяющиеся из жидкости газы.
для газовой измеряемой среды размещать прибор выше отбора;
для жидкости измеряемой среды размещать прибор ниже отбора.
Монтаж УО-100.40 при применении в жидкой среде
Монтаж УО-100.40 при применении в газовой среде
Место для уплотнения
Уплотнение УО-100.40 с посадочным местом (бобышкой) проходит по нижней части.
Размещение уплотнительной прокладки
Уплотнительная прокладка подбирается в зависимости от характеристик рабочей среды (в комплект поставки не входит).
РАСЧЕТЫЕ МОДЕЛИ ОХЛАЖДЕНИЯ
ВАЖНО! Расчёты охлаждения представлены путём программного метода, эксперименты с охлаждением на практике не проводились.
При расчете нужно учитывать, что в связке отборного устройства при монтаже датчиков давления и манометров обязательно используются клапаны или вентильные блоки, которые, в свою очередь, дают дополнительную площадь пассивного охлаждения, и температура на выходе к измерительному устройству будет ниже, чем показаны на рисунках. При моделировании мы этого не учитывали, так как клапаны и вентильные блоки могут использоваться разных вариантов. Мы показали только работу охлаждения отдельно взятого УО.
Пример моделирования №1. Охлаждение воды
Температура рабочей среды 160 °С.
Скорость потока рабочей среды 2 м/с.
Температура окружающего воздуха 26 °С.
Пример моделирования №2. Охлаждение пара
Температура рабочей среды 260 °С.
Скорость потока рабочей среды 15 м/с.
Температура окружающего воздуха 30 °С.
Пример моделирования №3. Охлаждение газа
Температура рабочей среды 150 °С.
Скорость потока рабочей среды 6 м/с.
Температура окружающего воздуха 30 °С.
МОДИФИКАЦИИ
Документация
Отказное письмо на УО-100.40
10 лучших устройств для охлаждения тела в 2023 году, которые помогут победить жару
Летом сохранять прохладу может быть непросто, особенно если наши знания о продуктах для охлаждения тела ограничены вентиляторами и кондиционерами. К счастью, технический прогресс на нашей стороне, и вы можете выбирать из множества устройств для охлаждения тела, чтобы оставаться в прохладе во время жары. От экологичных воздухоохладителей до удобных автомобильных сидений с охлаждением — выбор за вами!
Давайте взглянем на самые эффективные, любопытные и мощные продукты для охлаждения.
Evapolar Переносной охладитель воздуха evaCHILL
evaCHILL от Evapolar, безусловно, является одним из лучших персональных охлаждающих устройств для борьбы с летней жарой. Вы можете использовать его где угодно, благодаря его портативности и удобству использования. Преимущество испарения в том, что вам не нужно окно для выпуска горячего воздуха, все волшебство происходит за закрытыми дверями в пространстве, которое вам нужно охладить!
Для работы evaCHILL вам понадобится только чистая вода и электричество.
evaCHILL потребляет в 100 раз меньше электроэнергии, чем обычные портативные кондиционеры. Заполните бак один раз и наслаждайтесь прохладой до 9часы. Он может питаться от блока питания, ноутбука или розетки.
Удобный в использовании
Портативный и легкий
Доступный
Очень низкое энергопотребление
Легко питается от любого источника электроэнергии
Экологичный
Отлично подходит для индивидуального охлаждения
16
Охлаждение Подушка для автомобильного сиденья
Это охлаждающее устройство предназначено для водителей. Даже если ваш автомобиль оснащен лучшим кондиционером, вы, возможно, испытали чувство прилипания к своему месту в особенно жаркий день. Эта охлаждающая подушка для автомобильного сиденья прикрепляется к сиденью. Он имеет 5 вентиляторов сверху, 5 вентиляторов снизу и несколько скоростей.
Обеспечивает охлаждающий эффект только при сидении на нем. Так что, если вы ищете прямой персональный охлаждающий эффект, это может быть ваше устройство.
Функции:
Простая зарядка от прикуривателя
Очень легкий вес
Концентрированный холодный воздух
Цена: 95$
Гидратация является ключом к сохранению прохлады, поскольку она помогает регулировать температуру тела и улучшает обмен веществ. Noerden Liz Bottle станет вашим лучшим другом, если вы будете выпивать 8 стаканов в день — у него даже есть умное напоминание, которое каждые 2 часа сообщает вам, что пора пить.
Функции:
Сохраняет ваш любимый напиток холодным до 24 часов
Датчик температуры позволяет узнать диапазон температур вашего напитка
Аккумулятора хватает на один месяц при одной УФ-стерилизации в день
Цена: 69$
4. Портативный вентилятор для шеи Torras Coolify
Знаете ли вы, как иногда нужно просто ополоснуть спину холодной водой? шеи, чтобы все тело стало холоднее? Этот кулер для шеи работает точно так же! Кондиционер для шеи Coolify охлаждает только заднюю часть шеи, чтобы освежить все тело за считанные секунды. Тепловая энергия передается полупроводниковой охлаждающей пластиной, а холод передается вашей коже в течение 3 секунд! Читайте также: Отличные гаджеты для улучшения вашего автомобиля/дома на колесах
Функции:
36 вентиляционных отверстий для иммерсивного охлаждения
3 режима: легкий ветерок, слабый ветер и прохладный ветер
Устройство громкой связи
USB
6
USB
-C зарядный порт
2 часа автономной работы при полной зарядке
Цена: 149$
5. Формы для эскимо
ты. Формы очень прочные, небьющиеся, а благодаря антипригарной поверхности их очень легко чистить.
Они не только просты в использовании, но и все формы PopsicleLab изготовлены из пищевого силикона. Высококачественный материал не содержит BPA и сертифицирован как нетоксичный.
Наслаждайтесь холодными закусками без чувства вины сколько хотите!
На сайте также есть рецепты эскимо — у вас впереди все лето, чтобы попробовать их все!
В комплект входят:
1 Форма для эскимо из пищевого силикона с 10 гнездами
200 палочек для эскимо
50 пакетов для эскимо
1 воронка из пищевого силикона
Цена: классическая модель 34$
6. Одеяло Buffy Breeze
Вы наверняка слышали о одеялах с подогревом, но знаете ли вы, что существуют и такие. охлаждающие одеяла? Одеяло Buffy Breeze — первое одеяло на растительной основе, разработанное для тех, кто спит в горячем сне. 100% эвкалипт сохраняет прохладу ночью в течение всего лета! В отличие от одеял, сделанных из продуктов животного происхождения, которые предназначены для сохранения тепла, Buffy Breeze сделан из лиоцелла эвкалипта, что позволяет лишнему теплу тела рассеиваться через одеяло. Уникальное плетение позволяет ему впитывать влагу более эффективно, чем хлопок или полиэстер.
Сохраняйте прохладу и комфорт круглый год!
Цена: 199$
7. Chilipad Sleep System
Теперь это не устройство, а целая система. Это более дорогая продукция, но это пожизненная инвестиция для любителей горячего сна, потому что она полностью регулирует температуру кровати. Все, что вам нужно сделать, это добавить воду, подключить систему, и она отрегулирует температуру. Установите одну температуру сна, чтобы поддерживать постоянный климат в постели в течение всей ночи.
Вы можете приобрести модель ME (для одного человека) или WE (для двух человек).
Система поставляется с:
1 Блок управления Cube (2 для WE)
1 Наматрасник Chilipad Cool Mesh
1 Пульт дистанционного управления (2 для WE)
Цена: от 384$
800. Жилет Flexi Freeze Ice
Разработанный для комфорта, охлаждения и функциональности, жилет Flexi Freeze Ice Vest имеет 96 отделений для кубиков водяного льда для снижения внутренней температуры. Он подходит как для внутреннего, так и для наружного использования.
Каждый жилет оснащен тремя замораживаемыми съемными панелями, которые крепятся на липучке для быстрой и легкой замены. Он подходит для всех размеров благодаря регулировке в четырех местах. Идеально подходит для тех, кто работает в отапливаемых помещениях, а также для работы на открытом воздухе (садоводство, кошение) летом или просто для тех, кому тяжело приходится в жару.
Характеристики продукта:
Подходит для размеров от XS до 6XX
Вес: 3,5 фунта
Толщина менее 1 дюйма
Цена: 99,99 $
Листы
9 Wicked2 высохнуть с этими новыми- Охлаждающие простыни нового поколения Wicked Sheets изготавливаются вручную из высококачественных полинейлоновых волокон, которые остаются на 2-3 градуса холоднее на ощупь и пропускают в 3 раза больше воздуха, чем традиционные постельные принадлежности. и для горячих потных сонников.На веб-сайте вы можете заполнить рецепт, чтобы увидеть, какой из них лучше всего подходит для вас.
Wicked также предлагает простыни для детских кроваток, чтобы вашему ребенку было прохладно и комфортно в жаркие месяцы.
Чем отличаются эти простыни?
Впитывают в шесть раз больше влаги
Сохнут в четыре раза быстрее
Пропускают в три раза больше воздуха через ткань
Цена: от 88,85$
10. Охлаждающие манжеты на запястья
27
2 слышали, что если охладить только запястья и заднюю часть шеи, то кровообращение позаботится обо всем остальном и сразу охладит остальную часть тела? Эти охлаждающие манжеты для запястий производства Cooling Cuff были разработаны именно по этой причине!
Изготовленный на заказ пакет со льдом медицинского назначения, изменяющий терморегуляцию. Манжета снижает внутреннюю температуру тела, удаляя тепло из крови через кожу на запястье. Ношения в течение 10-15 минут более чем достаточно, чтобы остыть на несколько градусов.
Что вы получаете:
6 штук
Сделано из силикона
Гарантия один год
Цена: 39$
Как видите, такие устройства, как evaCHILL, полностью удовлетворяют требованиям персонального охлаждения. Вместо того, чтобы охлаждать определенные части тела, они мягко и мягко успокаивают все тело. Они также идеально подходят для любителей горячего сна и пар с разной температурой тела. Резервуар для воды позволяет генерировать непрерывный поток холодного воздуха до 9 часов.часов — можно оставить на летнюю ночь и освежиться.
И помните, какое бы устройство вы ни выбрали, не забывайте о советах по безопасности в жаркую погоду!
1. Какое устройство лучше всего спасает от летней жары?
Тот, который работает на вас в долгосрочной перспективе, обеспечивая постоянное облегчение. Например, охладители Evapolar могут работать без перерыва в течение 9 часов, не мешая вашей рутине.
2. Что такое устройства для охлаждения тела?
Любое устройство, гаджет или продукт, который снижает температуру вашего тела, может рассматриваться как устройство для охлаждения тела.
3. Может ли охлаждающее устройство тела помочь, если я сильно потею ночью?
Чрезмерная потливость ночью может быть связана с образом жизни: нездоровое питание, токсины, вредные привычки, чрезмерное употребление кофеина и т. д. Также это может быть связано с гормональным дисбалансом, поэтому мы рекомендуем обратиться к врачу, а не заниматься самолечением.
Прибор может снять жар, но если вы уже давно испытываете проблемы, вам следует обратиться к специалисту.
Персональное охлаждающее устройство для приливов во время менопаузы
Персональное охлаждающее устройство для приливов во время менопаузы | Эмбр Лабс
перейти к содержанию
Возьмите под контроль приливы |
Ваша корзина пуста
Начать покупки
Добавить примечание к заказу
Научно обоснованное решение для облегчения состояния одним нажатием кнопки
Купить сейчасПопробуйте перед покупкой — $0
Выбрать магазин Оплатить и оплатить $74,75 более 4-х месячных платежей
Позвоните сейчас, чтобы купить: 1-833-879-3627
Комплексное облегчение приливов
Все говорят: «Это нормально».
Вы должны наслаждаться этим периодом своей жизни, а не страдать от очередного приступа жара.
Мы понимаем, что вы разочарованы отсутствием на рынке проверенных решений для естественного облегчения симптомов менопаузы. Твоя мама никогда не рассказывала свою историю. Вы спрашивали своих врачей, друзей и коллег. Все говорят: «Это нормально».
Тебе этого недостаточно.
«Трудно объяснить, как твое тело просто… тает.»
Узнайте, как Кристин использует свой Embr Wave для борьбы с приливами, ночной потливостью и беспокойством.
Представляем новую волну облегчения приливов жара
Потому что естественные изменения заслуживают естественного облегчения
— Мгновенное охлаждение одним нажатием кнопки — Без лекарств и гормонов — В нем достаточно удобно спать — Скромное облегчение в элегантном дизайне
Спасение от приливов, которое можно взять с собой куда угодно
Запатентованная технология Embr Wave® обеспечивает точное охлаждение или согревание Thermal Waves™ одним нажатием кнопки для мгновенного и незаметного облегчения по требованию. Клинически доказано, что это безопасное и эффективное решение для лечения приливов, холодных приливов, ночной потливости и нарушений сна.
Купить сейчас
ПРОДАНО БОЛЕЕ 100 000
3 простых шага для облегчения симптомов
Шаг 1
Купить Embr Wave
Купите Embr Wave и получите его с доставкой на дом. Все, что вам нужно для начала работы, находится в коробке.
Шаг 2
Нажмите кнопку
Включите мгновенное охлаждение простым нажатием кнопки, чтобы избавиться от приливов жара именно тогда, когда вам это нужно. Используйте мобильное приложение, чтобы получить еще больше возможностей.
Шаг 3
Почувствуйте облегчение
Позвольте Embr Wave использовать естественную способность вашего тела использовать температуру для мгновенного облегчения приливов.
Рубка металла — один из базовых видов обработки металла. Точно сказать, когда он впервые начал применяться, смогут, пожалуй, только историки. На сегодняшний день она также используется, однако прогресс помог сделать ее значительно проще, точнее и эффективнее. В сегодняшней статье мы поговорим о назначении, правилах и приемах рубки металла. Мы расскажем о различных технологиях, о том, какие методы применялись раньше и какие способы используются сегодня.
Содержание:
Определение
Рубка металла: применение
Приемы и технологии рубки металла
Ручная рубка металла
Полуавтоматическая и автоматическая обработка
Резюме
Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.
Рубка металла: применение
Основная цель операции — разделить заготовку на несколько частей в заранее установленных пропорциях. Для этого перед обработкой обязательно наносится разметка и выбирается оптимальный метод. Рубку можно осуществлять как по длине, так и по ширине заготовки. Благодаря этому можно существенно снизить количество операций, а значит уменьшить итоговую стоимость готовой детали.
Различные технологии рубки металла, как правило, используются для решения следующих задач:
Удаление верхнего слоя и дефектов на поверхности заготовок.
Снятие кромок после литья или штамповки.
Разделение заготовки на отдельные части.
Создание канавок, пазов и так далее.
Вырубание отверстий.
Все задачи, описанные выше, встречаются в различных сферах промышленности, от строительства до создания сложных машин и другого оборудования. Они используются как в небольших мастерских, так и в крупных предприятиях.
Одним из недостатков рубки металла является необходимость последующей обработки краев. Так как они могут получиться рваными, для исправления дефектов их шлифуют.
Приемы и технологии рубки металла
Существует несколько видов классификации, основанных на различных критериях. Наиболее распространенными считаются следующие:
По характеру задач. Их мы перечислили в предыдущем пункте. Существуют также нетиповые задачи, для которых применяются другие методы.
По уровню автоматизации: ручная и механизированная обработка.
По методу фиксации. Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков.
По направлению рубки. Оно может быть горизонтальным или вертикальным. Выбор зависит от возможностей закрепления заготовки.
Выбор оптимального подхода зависит от различных факторов, в том числе:
особенностей заготовки: тип металла/сплава, толщина, форма и так далее;
требования к качеству детали. Если необходим высокий уровень точности, обычно применяется механическая обработка;
объем производства. Для серийного выпуска деталей обычно используются автоматизированные станки с ЧПУ. Если же речь идет об обработке единичных заготовок, перенастраивать производство нерационально. В этих случаях обычно используется ручная обработка.
Ручная рубка металла
Данный вид обработки является менее производительным, поэтому чаще применяется для создания единичных деталей. Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Перед началом обработки мастеру необходимо выбрать направление движения инструмента — по горизонтали или по вертикали. Все зависит от того, каким образом можно закрепить заготовку. Наиболее распространенный вариант фиксации — тиски. Они исключают скольжение и обеспечивают надежное крепление заготовки. Их основной недостаток — ограничения по форме и толщине деталей. Крупные заготовки обычно обрабатываются на специальном столе, на который для прочности монтируется стальная пластина. Для более надежной фиксации используются саморезы и прорезиненные накладки.
Следующий этап — это выбор инструментов. Обычно для выполнения ручной обработки применяется молоток, а также крейцмейсель или зубило. Как уже говорилось, эти инструменты позволяют работать с наиболее распространенными видами заготовок из большинства металлов.
Необходимый уровень качества и точности обеспечивают навыки мастера. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Еще один важный момент в мастерстве слесаря касается работы с молотком. Этот инструмент, несмотря на свою простоту, отвечает за грамотное приложение силы и обеспечивает необходимое качество работы. Основное движение, которое совершает специалист, — это удар. Однако работа слесаря по сложности значительно превосходит решение бытовых задач вроде забивания гвоздей. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
кистевой;
плечевой;
локтевой.
Чтобы не вдаваться в детали, приведем изображение из учебника, издававшегося в СССР:
От того, где начинается замах, а также от длины ручки молотка, зависит сила удара. Знание этой техники дает мастеру возможность прикладывать столько усилий, сколько требуется для создания зазубрин или для прорыва металла.
Рубка металла в ручном режиме не предполагает большого количества операций. Необходимо надежно зафиксировать заготовку с помощью имеющихся инструментов, произвести разметку, а затем наносить удары с помощью молотка и зубила. Опытный мастер может легко контролировать положение и наклон инструментов, а также прикладываемую силу.
Основными достоинствами ручной рубки металла является сравнительно небольшая стоимость таких работ. Содержание одного сотрудника и покупка инструмента под силу даже небольшим компаниям. Некоторые задачи по рубке можно выполнить даже в домашних условиях.
К недостаткам этого метода следует отнести:
Достаточно низкую производительность. Даже опытный мастер не сможет обеспечить скорость, сопоставимую с современным станком. В результате ручная обработка применяется для единичных деталей или на небольших производствах.
Трудоемкость. Ручная обработка не может применяться для заготовок большого размера или нестандартной формы. Кроме того, она требует приложения силы от мастера, что существенно увеличивает время, необходимое для рубки.
Низкую точность работ. Даже наиболее качественные инструменты не дадут уровня, сопоставимого со станками с ЧПУ.
Низкое качество сруба. Его необходимо обязательно обрабатывать: шлифовать и так далее. В результате увеличивается время, необходимое для выпуска каждой детали.
Полуавтоматическая и автоматическая обработка
Принцип работы в данном случае значительно проще: человек делает разметку и фиксирует заготовку на станке. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Основными плюсами такого подхода является высокая производительность и уровень точности. К минусам можно отнести лишь высокую стоимость необходимого оборудования: покупать и обслуживать станки могут только крупные компании.
Основным видом механической рубки металла, как правило, считается гильотинная, то есть производимая на гильотинном станке. У современных устройств мало общего су орудием, использовавшимся для казни несколько веков назад, за исключением принципа действия. Гильотинный станок предполагает наличие косого лезвия, которое перемещается в одной плоскости без изменения угла наклона. Подобные устройства нельзя назвать новыми: первые образцы являются, пожалуй, ровесниками орудий, давших им название. Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Почему же технология, изобретенная несколько веков назад, применяется сегодня в самых разных областях промышленности? Дело в том, что гильотинная рубка имеет ряд неоспоримых преимуществ, которые становятся еще более явными с использованием современных технологий. К их числу можно отнести высокое качество работ и простоту.
Основными элементами гильотинного станка являются:
стол для размещения заготовок. В некоторых станках он стационарный, а в других может иметь подвижные элементы;
упор-фиксатор, который надежно закрепляет заготовку и обеспечивает безопасность в процессе работы;
подвижная верхняя балка с лезвием. Именно эта часть станка отвечает за рубку;
нижнее лезвие. Оно предусмотрено не во всех моделях станков. Оно повышает качество и точность резки и может использоваться для раскройки. Нижнее лезвие обычно статично;
прессы и зажимы. Они обеспечивают фиксацию различных типов заготовок в заданном положении.
Важно учесть и то, что сегодня на рынке представлены станки с различным типом приводов: ручным, гидравлическим, пневматическим и так далее.
Процедура работы на данном аппарате достаточно проста:
Заготовка размещается на рабочем столе и фиксируется в заданном положении.
После этого происходит воздействие на металл одного или двух лезвий (в зависимости от типа станка).
При использовании исправного оборудование образуется весьма незначительное количество стального лома. Кроме того, при условии грамотной эксплуатации, кромка, остающаяся после рубки, не требует последующей обработки, что также позволяет удешевить и ускорить производство.
Существуют и другие виды станков для рубки металла, но они, как правило, используются реже:
прессы;
прессы-ножницы;
угловысечные станки.
Резюме
Рубка металла — это процесс, который предполагает прорывание заготовки в заранее определенных местах. Он используется на различных производствах и часто применяется в домашних условиях. Рубка может осуществляться различными способами: в ручном, полуавтоматическом или автоматическом режиме. В каждом случае используется специфический инструмент и оборудование.
назначение, технологии, правила и приемы
Рубка металла — один из базовых видов обработки металла. Точно сказать, когда он впервые начал применяться, смогут, пожалуй, только историки. На сегодняшний день она также используется, однако прогресс помог сделать ее значительно проще, точнее и эффективнее. В сегодняшней статье мы поговорим о назначении, правилах и приемах рубки металла. Мы расскажем о различных технологиях, о том, какие методы применялись раньше и какие способы используются сегодня.
Содержание:
Определение
Рубка металла: применение
Приемы и технологии рубки металла
Ручная рубка металла
Полуавтоматическая и автоматическая обработка
Резюме
Определение
В первую очередь необходимо определиться с тем, что же представляют собой приемы рубки металла, а также с их назначением. Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Все виды приемов рубки имеют основное сходство — они предполагают обработку с помощью ударного или гидравлического инструмента, который прорывает металл. В этом состоит основное отличие технологии от резки, в которой основным типом воздействия является давление.
При условии соблюдения ряда правил рубки металла, простейшие операции можно производить в домашних условиях. Более сложные работы обычно проводятся в мастерской, а на крупных предприятиях различные методы используются для серийного производства изделий.
Перед тем как перейти к следующему разделу, необходимо обозначить еще один момент, а именно соотношение между резкой и рубкой. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
При этом резка и рубка металла имеют множество различий, основными из которых является метод воздействия и применяемые инструменты. Большинство слесарей, не говоря уже о крупных предприятиях, используют обе технологии в зависимости от того, какой результат необходимо получить.
Рубка металла: применение
Основная цель операции — разделить заготовку на несколько частей в заранее установленных пропорциях. Для этого перед обработкой обязательно наносится разметка и выбирается оптимальный метод. Рубку можно осуществлять как по длине, так и по ширине заготовки. Благодаря этому можно существенно снизить количество операций, а значит уменьшить итоговую стоимость готовой детали.
Различные технологии рубки металла, как правило, используются для решения следующих задач:
Удаление верхнего слоя и дефектов на поверхности заготовок.
Снятие кромок после литья или штамповки.
Разделение заготовки на отдельные части.
Создание канавок, пазов и так далее.
Вырубание отверстий.
Все задачи, описанные выше, встречаются в различных сферах промышленности, от строительства до создания сложных машин и другого оборудования. Они используются как в небольших мастерских, так и в крупных предприятиях.
Одним из недостатков рубки металла является необходимость последующей обработки краев. Так как они могут получиться рваными, для исправления дефектов их шлифуют.
Приемы и технологии рубки металла
Существует несколько видов классификации, основанных на различных критериях. Наиболее распространенными считаются следующие:
По характеру задач. Их мы перечислили в предыдущем пункте. Существуют также нетиповые задачи, для которых применяются другие методы.
По уровню автоматизации: ручная и механизированная обработка.
По методу фиксации. Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков.
По направлению рубки. Оно может быть горизонтальным или вертикальным. Выбор зависит от возможностей закрепления заготовки.
Выбор оптимального подхода зависит от различных факторов, в том числе:
особенностей заготовки: тип металла/сплава, толщина, форма и так далее;
требования к качеству детали. Если необходим высокий уровень точности, обычно применяется механическая обработка;
объем производства. Для серийного выпуска деталей обычно используются автоматизированные станки с ЧПУ. Если же речь идет об обработке единичных заготовок, перенастраивать производство нерационально. В этих случаях обычно используется ручная обработка.
Ручная рубка металла
Данный вид обработки является менее производительным, поэтому чаще применяется для создания единичных деталей. Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Перед началом обработки мастеру необходимо выбрать направление движения инструмента — по горизонтали или по вертикали. Все зависит от того, каким образом можно закрепить заготовку. Наиболее распространенный вариант фиксации — тиски. Они исключают скольжение и обеспечивают надежное крепление заготовки. Их основной недостаток — ограничения по форме и толщине деталей. Крупные заготовки обычно обрабатываются на специальном столе, на который для прочности монтируется стальная пластина. Для более надежной фиксации используются саморезы и прорезиненные накладки.
Следующий этап — это выбор инструментов. Обычно для выполнения ручной обработки применяется молоток, а также крейцмейсель или зубило. Как уже говорилось, эти инструменты позволяют работать с наиболее распространенными видами заготовок из большинства металлов.
Необходимый уровень качества и точности обеспечивают навыки мастера. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Еще один важный момент в мастерстве слесаря касается работы с молотком. Этот инструмент, несмотря на свою простоту, отвечает за грамотное приложение силы и обеспечивает необходимое качество работы. Основное движение, которое совершает специалист, — это удар. Однако работа слесаря по сложности значительно превосходит решение бытовых задач вроде забивания гвоздей. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
кистевой;
плечевой;
локтевой.
Чтобы не вдаваться в детали, приведем изображение из учебника, издававшегося в СССР:
От того, где начинается замах, а также от длины ручки молотка, зависит сила удара. Знание этой техники дает мастеру возможность прикладывать столько усилий, сколько требуется для создания зазубрин или для прорыва металла.
Рубка металла в ручном режиме не предполагает большого количества операций. Необходимо надежно зафиксировать заготовку с помощью имеющихся инструментов, произвести разметку, а затем наносить удары с помощью молотка и зубила. Опытный мастер может легко контролировать положение и наклон инструментов, а также прикладываемую силу.
Основными достоинствами ручной рубки металла является сравнительно небольшая стоимость таких работ. Содержание одного сотрудника и покупка инструмента под силу даже небольшим компаниям. Некоторые задачи по рубке можно выполнить даже в домашних условиях.
К недостаткам этого метода следует отнести:
Достаточно низкую производительность. Даже опытный мастер не сможет обеспечить скорость, сопоставимую с современным станком. В результате ручная обработка применяется для единичных деталей или на небольших производствах.
Трудоемкость. Ручная обработка не может применяться для заготовок большого размера или нестандартной формы. Кроме того, она требует приложения силы от мастера, что существенно увеличивает время, необходимое для рубки.
Низкую точность работ. Даже наиболее качественные инструменты не дадут уровня, сопоставимого со станками с ЧПУ.
Низкое качество сруба. Его необходимо обязательно обрабатывать: шлифовать и так далее. В результате увеличивается время, необходимое для выпуска каждой детали.
Полуавтоматическая и автоматическая обработка
Принцип работы в данном случае значительно проще: человек делает разметку и фиксирует заготовку на станке. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Основными плюсами такого подхода является высокая производительность и уровень точности. К минусам можно отнести лишь высокую стоимость необходимого оборудования: покупать и обслуживать станки могут только крупные компании.
Основным видом механической рубки металла, как правило, считается гильотинная, то есть производимая на гильотинном станке. У современных устройств мало общего су орудием, использовавшимся для казни несколько веков назад, за исключением принципа действия. Гильотинный станок предполагает наличие косого лезвия, которое перемещается в одной плоскости без изменения угла наклона. Подобные устройства нельзя назвать новыми: первые образцы являются, пожалуй, ровесниками орудий, давших им название. Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Почему же технология, изобретенная несколько веков назад, применяется сегодня в самых разных областях промышленности? Дело в том, что гильотинная рубка имеет ряд неоспоримых преимуществ, которые становятся еще более явными с использованием современных технологий. К их числу можно отнести высокое качество работ и простоту.
Основными элементами гильотинного станка являются:
стол для размещения заготовок. В некоторых станках он стационарный, а в других может иметь подвижные элементы;
упор-фиксатор, который надежно закрепляет заготовку и обеспечивает безопасность в процессе работы;
подвижная верхняя балка с лезвием. Именно эта часть станка отвечает за рубку;
нижнее лезвие. Оно предусмотрено не во всех моделях станков. Оно повышает качество и точность резки и может использоваться для раскройки. Нижнее лезвие обычно статично;
прессы и зажимы. Они обеспечивают фиксацию различных типов заготовок в заданном положении.
Важно учесть и то, что сегодня на рынке представлены станки с различным типом приводов: ручным, гидравлическим, пневматическим и так далее.
Процедура работы на данном аппарате достаточно проста:
Заготовка размещается на рабочем столе и фиксируется в заданном положении.
После этого происходит воздействие на металл одного или двух лезвий (в зависимости от типа станка).
При использовании исправного оборудование образуется весьма незначительное количество стального лома. Кроме того, при условии грамотной эксплуатации, кромка, остающаяся после рубки, не требует последующей обработки, что также позволяет удешевить и ускорить производство.
Существуют и другие виды станков для рубки металла, но они, как правило, используются реже:
прессы;
прессы-ножницы;
угловысечные станки.
Резюме
Рубка металла — это процесс, который предполагает прорывание заготовки в заранее определенных местах. Он используется на различных производствах и часто применяется в домашних условиях. Рубка может осуществляться различными способами: в ручном, полуавтоматическом или автоматическом режиме. В каждом случае используется специфический инструмент и оборудование.
Резка металла (часть 2)
Резка линии на стальном листе
Следующее упражнение включает в себя разрезание прямой линии поперек стальной пластины. Если вы не прожгли слишком много дырок в куске стали, который использовали для первое упражнение, вы можете использовать его и для этого упражнения. Прежде чем резать, Вы должны пометить стальную пластину, чтобы у вас была направляющая для резки. Принятым методом маркировки металла в сварочном деле является использование специального карандаш из мыльного камня (илл. 13.19).
рис. 13.19 Карандаш из мыльного камня — лучший инструмент для маркировки металла. быть разрезанным.
Мыльный камень — это просто разновидность талька, который остается видимым при нагревании. Это используется сварщиками для разметки прямых и криволинейных линий реза. Специальные карандаши доступны, которые можно пополнить кусками нового мыльного камня, и они работают почти так же, как обычный механический графитный карандаш.
Одной из альтернатив использованию карандаша из мыльного камня для разметки порезов на металле является отметьте линию разреза серией углублений на расстоянии около ¼ дюйма друг от друга. Делаются они с помощью кернера и молотка. Пока эта альтернатива метод работает хорошо, вам потребуется немного больше времени, чтобы отметить ваши разрезы чем если бы вы просто использовали карандаш из мыльного камня (илл. 13.20).
рис. 13.20 Пробойник и молоток также можно использовать для разметки разреза. линии на металле, но это займет больше времени, чем карандашом из мыльного камня.
рис. 13.21 Линия разреза на куске стального листа.
Отметьте стальной лист линией, проходящей поперек куска (рис. 13.21). Затем расположите стальную пластину так, чтобы линия разреза находилась примерно посередине между два огнеупорных кирпича, поддерживающие стальную пластину. Затем зажгите факел, развивайтесь нейтральное пламя и начните нагревать металл с одного края линии реза.
Нажатие кислородного рычага
Как только край стальной пластины станет вишнево-красного цвета, режущий кислород рычаг медленно нажимается. Это позволит потоку чистого кислорода взорвать против расплавленного металла, что приводит к искрам и началу выемки или вырезать.
Медленное нажатие кислородного рычага предотвращает нагрев пятна на металле. от охлаждения потоком кислорода. Это охлаждение, очевидно, предотвратило бы резка не происходит (илл. 13.22).
рис. 13.22 Рычаг кислородной резки всегда должен быть нажат медленно, а затем удерживайте, когда будет достигнуто надлежащее режущее действие.
рис. 13.23 Металл можно быстро охладить в ведре с водой.
После того, как тонкая струя кислорода проткнет металл, вы заметите что яма станет глубже. Именно в это время следует нажать кислородный рычаг еще раз, чтобы завершить разрез. Примерно в то же время, следует начать перемещать резак вперед по линии реза примерно ½ дюйма. Поскольку этот металл очень близок к тому, который только что был разорван с кислородом будет очень жарко. Вам придется нагревать его с предварительным нагревом пламя только на мгновение. Затем распылите немного чистого кислорода на область. Это порежет металл. Когда это произойдет, переместите пламя факела вперед. снова. По сути, так режется весь металл с помощью кислородно-ацетиленовой резки. пламя и поток чистого кислорода.
Факторы, влияющие на скорость
Скорость, с которой вы продвигаетесь вдоль линии разреза, будет определяться зависит от ряда факторов, наиболее важным из которых является толщина металла. Медленное равномерное движение лучше всего подходит для резки металла кислородно-ацетиленовым оборудованием. Потребуется время, чтобы узнать, сколько тепла необходимо, прежде чем нажимать рычаг отключения кислорода.
Продолжайте в том же духе, пока не сделаете один проход по стали. плита, по линии разреза мыльного камня. Выключите резак и дайте металл остынет до тех пор, пока его можно будет осмотреть. Если вы спешите, вы можете бросьте куски в ведро с водой, чтобы быстро охладить их (илл. 13.23). Если вы сделаете это, хорошей идеей будет поднять горячий металл парой плоскогубцы. Я всегда держу пару на сварочном столе для таких задач. Когда я работаю вне стола, я часто засовываю плоскогубцы в задний карман для мгновенного использования.
После того, как металл остынет, внимательно посмотрите на свой первый разрез. Есть в основном четыре варианта того, как будет выглядеть разрез: идеально, слишком медленно, слишком быстро или слишком много тепла. Поскольку каждый из этих разрезов имеет определенные характеристики, несомненно, будет полезно обсудить каждый из них.
Perfect Cut
Идеальный рез, на первый взгляд, выглядит как гибкий металл. с ножовкой. Не будет или будет очень мало наростов металла на любой из них. верхний или нижний край разреза. Лицо разреза будет иметь вид довольно прямые линии, проходящие через металл, и каждая будет примерно даже с окружающими отметками до глубины. Короче говоря, хороший разрез, сделанный с кислородно-ацетиленовый резак будет выглядеть хорошо, почти как если бы он был сделан с машиной (ил. 13.24).
рис. 13.24-27: (24) Качественная резка кислородно-ацетиленовой резкой оборудование. (25) Скорость резки была слишком высокой. (26) Скорость резания была слишком медленно. (27) Предварительный нагрев был слишком горячим.
Слишком быстрая резка
Прорезь стальной пластины, сделанная слишком быстро, будет иметь налипание шлакообразного металла на нижней стороне пластины. Это результат не давая достаточно времени для того, чтобы чистый кислород выдул шлак и удалил его из металла. Линии разреза на куске металла, на котором образовался шлак будет изогнутым, как будто металл режут циркулярной пилой (рис. 13.25).
Слишком медленный рез
По всей вероятности, ваша первая резка стали кислородно-ацетиленовым иметь скопление шлака сверху, снизу и на поверхности разреза. Вы можете обнаружить, что в некоторых местах линии разреза прямые, а в других области, где нет линий разреза. Эта неравномерность в основном связана с нагревом слишком много металла. Другими словами, вы могли бы переместить резак быстрее вдоль линии разреза.
Другая характеристика слишком медленного перемещения резака может привести к возгоранию. отверстия в верхней части разреза. Если медленное движение сочетается с неравномерным движение резака, вы можете получить довольно некрасивый край на разрезаемом металле. Это будет выглядеть как пузыревидные насыпи и очень неровные линии разреза на поверхность металла (рис. 13.26).
Слишком сильный предварительный нагрев
Когда к линии разреза прикладывается больше тепла, чем требуется, перед вдавливанием рычаг кислородной резки, верхняя часть металла будет вмятина. Бывает потому что большая часть металла вдоль линии реза готова к химической реакции кислорода. В экстремальных случаях слишком сильного предварительного нагрева верхний край будет казаться, что разрез стекает по поверхности разреза. По сути, это именно что случилось (илл. 13.27).
Профессиональные насадки для стрижки
Как видно из описания различных разрезов, скорость, высота и интенсивность пламени предварительного нагрева резака являются точками, над которыми вы должны иметь максимально возможный контроль. Будет полезно упомянуть несколько профессиональных советов, которые помогут вам сделать хорошие чистые пропилы в металле с кислородно-ацетиленовый резак.
Наблюдайте за металлом
Одна из самых важных вещей, которым может научиться начинающий сварщик (в данном случае, начиная с ацетиленовых резаков) нужно очень внимательно следить на металле. Когда он нагреется примерно до нужной температуры, вы должны будьте готовы нажать на рычаг отключения кислорода и ввести избыток кислорода к месту разреза. Новичок здесь действительно в невыгодном положении, даже если он или у нее острый глаз. Пока вы не увидите, как металл нагревается кислородом, ацетиленом. Flame несколько раз, вы действительно не будете знать, что искать. Ты должен быть известно, что металл будет нагреваться довольно быстро. Это будет быстро переходить от серого к красному, а затем проходить через несколько оттенков красный, пока не станет практически белым. Если нагревать постоянно, металл побелеет и станет по-настоящему расплавленным, как тогда, когда вы лужение металла во время практических занятий по сварке.
Когда металл стал расплавленным, без предварительного добавления чистого кислорода, он не будет хорошо резать. Когда кислород вводится в этот момент, металл очень быстро испортится. Время, необходимое для нажатия рычага кислородной резки находится непосредственно перед стадией раскаленного добела (ил. 13.28). Только тогда можно ожидать для выполнения чистых пропилов в металле.
рис. 13. 28 Непосредственно перед металл достигает стадии белого каления.
Добавление кислорода
То, как вы нажимаете на рычаг отключения кислорода, будет иметь очень реальное влияние на то, как металл режет и даже на то, как металл будет выглядеть после разрезают. Обычной ошибкой новичков является добавление слишком большого количества кислорода во время тренировки. резка. Это понятно, но неприемлемо.
Правильный способ добавления кислорода к вишнево-красному металлу — очень медленно нажимать на рычаге кислородной резки до тех пор, пока металл не будет стекать равномерной струей. На самом деле это очень мягкое, тонкое прикосновение, которое можно развить только время. Однако со временем вы поймете, что кислорода требуется совсем немного, и тогда у вас разовьется мягкое прикосновение, необходимое для хорошего, чистого дыхания. резка металла любой толщины.
Правильное перемещение горелки
Движение резака по прямой линии, в то же время время удержания пламени предварительного нагрева на той же высоте над металлом, является другим Требования к хорошему резу металла. Как я упоминал ранее, вы должны используйте левую руку в качестве точки опоры для резака, управляя рычаг отключения подачи кислорода правой рукой и большим пальцем. это неловко положение, когда приходится перемещать резак для резки по прямой линии. Там будет естественной тенденцией делать кривую в срезе. Один из способов преодоления это движение вашего левого предплечья и правой руки вдоль линии. Задание будет легче выполнить, если вы будете двигаться всем телом одновременно. время. Хороший рабочий стол поможет вам двигаться перед работой во время работы. резка кислородом ацетиленом (рис. 13.29).
рис. 13.29 Для прямого удара прижмите локти к стороны и двигайте всем телом.
Один из способов исключить большую часть движения тела, необходимого для выполнения прямой разрез — это прикрепление временной направляющей для резака. Тогда ты можешь просто положите ствол резака на направляющую. Переместите факел вдоль линии реза как на нужной высоте, так и по прямой траектории.
Направляющую для любого кислородно-ацетиленового резака можно изготовить очень просто из кусков металлолома, которые вы должны иметь вокруг сварочного цеха, например кусок уголка (илл. 13.30). Единственные требования к используемому металлу для направляющей заключаются в том, что она должна быть прямой, по крайней мере, такой длины, как ширина разреза и, что, пожалуй, важнее всего, правильной высоты для используемой горелки.
рис. 13.30 Направляющая для резки.
Высота пламени предварительного нагрева
Как вы, наверное, знаете, пламя предварительного нагрева должно быть на высоте примерно от 1/8 до ¼ дюйма над поверхностью линии разреза. Если белые конусы находятся слишком высоко над изделием, металл не нагревается должным образом или слишком долго, чтобы сделать это. С другой стороны, если тепловые конусы расположены слишком близко к работы, вы будете слишком сильно нагревать поверхность металла, а также возможно засорение отверстий на поверхности режущего наконечника.
Настройка руководства
Очевидно, что с вашей стороны требуются некоторые эксперименты при настройке руководство для вашего резака. После того, как вы нашли угловой утюг, который подходит по высоте для используемой вами горелки и наконечника, вы должны удается добиться хороших результатов.
Направляющая, если она из уголка, может быть быстро закреплена параллельно к линии разреза струбцинами или пассатижами (рис. 13.31). При позиционировании направляющую, не устанавливайте ее слишком близко к области, которую нужно разрезать, или к зажиму. могут быть повреждены или сплавлены с заготовкой. С другой стороны, не ставьте зажим слишком далеко от линии разреза, иначе он будет неэффективен. Большинство Эксперты сходятся во мнении, что расстояние примерно в ¾ дюйма является оптимальным. расстояние для стандартной резки оксиацетиленом.
рис. 13.31 Направляющая для резки просто зажимается вдоль реза линию с помощью пары тисков.
Направляющая для кислородно-ацетиленового резака позволит вам сделать прямой порезы на металле. Но вы все равно должны внимательно следить за металлом, чтобы вы будете знать, когда нажимать на рычаг резки. Вы также должны продолжить линию реза со скоростью, соответствующей толщине металла разрезают.
Вам следует практиковаться в резке прямых линий в стальном листе толщиной ¼ дюйма, пока вы не может делать идеальные разрезы каждый раз. В начале используйте какой-либо тип руководства для факела. Это позволит вам разработать технику резки с большая легкость. После того, как вы освоите это, попробуйте резать без посторонней помощи. направляющей для горелки. Со временем вы должны научиться резать от руки.
Резка тонкого металла
Тонкий металл также можно резать кислородно-ацетиленовым резаком. Тонкий металл это любой тип толщиной менее ¼ дюйма, который чаще всего называют в виде листового металла. Для резки листового металла нужен другой подход так как всегда есть тенденция прожигать дыры в металле. Два профессиональных указатели пригодятся вам при резке тонкого металла.
рис. 13.32 Резка тонколистового металла кислородно-ацетиленовой резкой факел. Угол факела от легкого до умеренного.
Держите резак под углом к линии реза на поверхности. 45 градусов угол или меньше, позволит вам сделать разрез, не оставляя больших отверстий по линии разреза (рис. 13.32). Еще один момент, о котором следует помнить, — работать быстро. Чем больше времени вы потратите на нагрев тонкого металла, тем больше шансов деформации металла или прожигания отверстий, а не резки прямой линии.
При резке листового металла следует использовать кончик. Некоторые специалисты умеют делать разрезы в тонком металле большим сварочным наконечником и слабо окислительным пламенем (рис. 13.33). Со временем вы, возможно, захотите поэкспериментировать также с резкой сварочным наконечником. А пока используйте небольшой вырез кончик.
рис. 13,33 Легкая листовая сталь может резаться сварочной горелкой. Для факела используется очень небольшой угол.
рис. 13.34 Резка скошенной кромки на стальном листе кислородно-ацетиленовым резак.
Резка под углом
Как вы, возможно, помните, сталь толщиной более ¼ дюйма должна иметь скошенную кромку. кромки, иначе сварка кислородно-ацетиленовым методом будет затруднена. В В разделе 10 даны указания по шлифовке кромок металла для разработки скос. Возможно, вы уже пробовали это и обнаружили, что это занимает довольно много времени. немного шлифовки, чтобы скосить края стальной пластины. Еще один способ скашивания кромки толстолистовой стали — это, конечно, срезать фаску резаком (ил. 13.34). Хотя этот тип резки не сложен, он требует несколько иной подход, чем тот, который используется для прямой резки.
Основное различие между прямой резкой стального листа и фаской резка одного и того же материала — это угол, под которым резак держал. Для резки фаски наконечник резака необходимо держать под углом 45 градусов к линии разреза, а не перпендикулярно ей (рис. 13.35). В большинстве случаев, какая-нибудь направляющая для резака позволит вам резать одновременно с постоянным наклоном и по прямой линии.
рис. 13.35 Резак держат под углом 45 градусов к линия разреза, чтобы сделать косой разрез.
СОВЕТ: Используйте слегка окисляющее пламя при резке фаски на стальном листе. Чтобы освежить память, сначала создайте нейтральное пламя для отверстий предварительного нагрева, а затем добавьте в пламя еще немного кислорода.
При резке со скосом важно, чтобы резак двигался со постоянная скорость. Нестабильная скорость резания часто приводит к неравномерной резка и, возможно, остановка режущего действия.
Резка толстой стали
Резка толстой стали также может выполняться кислородно-ацетиленовым резаком. Вообще говоря, чем толще металл, тем больше времени потребуется для его изготовления. порез. Операция резки в основном такая же, как и описанная выше. с некоторыми модификациями. Одна из первых вещей, которую нужно иметь в виду, это то, что наконечник резака необходимо держать ближе к рабочей поверхности металла. В большинстве случаев это будет означать от 1/16 до 1/8 дюйма выше линии разреза. Это Также важно, чтобы наконечник резака находился под прямым углом к линии реза. во все времена. Это обеспечит равномерное распределение тепла. разрез прогрессирует (илл. 13.36).
рис. 13,36 Рекомендуемая процедура для эффективной газопламенной резки из стальной пластины. 1. Начать предварительный нагрев; наконечник наконечника под углом к краю пластины. 2. Поверните наконечник в вертикальное положение. 3. Медленно нажмите кислородный клапан, когда начнется резка. слегка поверните наконечник назад. 4. Теперь поверните в вертикальное положение, не перемещение наконечника вперед. 5. Поверните наконечник больше, чтобы слегка указать направление разреза. 6. Продвигайтесь настолько быстро, насколько это позволяет хорошее режущее действие. 7. Не придурок; сохраняйте небольшой ведущий угол в направлении направления. 8. Притормози; пусть режущий поток разорвет угловой край внизу. 9. Продолжайте двигаться вперед движение до тех пор, пока кончик не очистил конец.
Вероятно, самая сложная часть при резке толстого металла с помощью кислородно-ацетиленовой резки. начинает резать. Существует несколько различных способов начала резки. которыми пользуются профессиональные сварщики.
Один из способов начать, предполагая, что вы правша, это начать на краю металла и двигаться слева направо. Это даст вам четкое представление о разрезе и позволяет вам заглянуть в него, чтобы убедиться, что шлак продувается кислородом. При движении слева направо может некоторые трудности в следовании линии разреза. Обычно вы можете преодолеть это с помощью какой-либо направляющей для режущего наконечника.
Другой метод, используемый для начала резки толстого металла, заключается в том, чтобы начать с угла. металла, наклоняя горелку в направлении, противоположном направлению путешествия. Когда угол нагревается до вишнево-красного цвета и обрезается, сварщик затем перемещает резак в вертикальное положение до тех пор, пока сталь не будет разрезана. Затем продолжайте движение по линии разреза.
Последний метод начала резки заключается в использовании металлического присадочного стержня. стержень укладывают по линии реза перед стартом (рис. 13.38). Тогда, как применяется пламя предварительного нагрева, присадочный стержень становится вишнево-красным этап очень быстро. Как только это происходит, кислородный рычаг отключается. вдавливается, что приводит к окислению наполнительного стержня. Дальше идет цепная реакция место, и основной металл начинает окисляться примерно в то же время.
Какое бы средство вы ни использовали для начала резки, и вы должны попробовать их все, важно перемещать резак с постоянной скоростью, как только вы начнете срез. После того, как край металла был обрезан, рычаг кислородной резки следует держать постоянно открытым, слегка нажимая на него. Когда металл нагревается вверх вдоль линии разреза добавляется больше режущего кислорода. При этом двигаться факел медленно и устойчиво вдоль линии реза.
СОВЕТ: Некоторые профессиональные сварщики любят сколоть край линии реза. холодным зубилом и молотком перед началом резки (рис. 13.37). Острые края чипа будут нагреваться и быстрее окисляться. после этого .
рис. 13,37 Некоторые профессионалы любят откалывать края толстых стальной лист перед началом резки.
Резка труб
Последнее применение кислородно-ацетиленового резака, которое мы обсудим, резка трубы. Так как труба кардинально отличается от пластины — это ведь круглый — нужен другой подход.
Маркировка труб
Прежде чем резать металлическую трубу, ее необходимо разметить карандашом из мыльного камня и специальной разметкой. Любая сварочная компания продает специальные бумагу для маркировки труб, но обычно в магазине можно найти что-то сделает свою работу так же хорошо и ничего вам не будет стоить. Что вам нужно представляет собой полоску плотной бумаги, например матового картона, длиной от 1 до 2 футов и шириной около 6 дюймов (илл. 13.39).). Затем эта бумага оборачивается вокруг трубу до тех пор, пока она не перекроется. Убедитесь, что края перекрываются равномерно, а затем пометить трубу для резки.
рис. 13.38 Сварочный стержень используется здесь в качестве направляющей и вспомогательного средства для резки. рис. 13.39 Кусок плотной бумаги или картона с прямой край, может использоваться в качестве направляющей для маркировки трубы.
После того, как труба будет четко размечена для резки, положите ее на рабочий стол. Чтобы труба не скатывалась со стола, поместите ее между огнеупорными кирпичами. (илл. 13.40). Вырезаемая область должна выходить за пределы рабочего стола.
рис. 13.40 Постоянная a Длина трубы между двумя кирпичами перед резка. рис. 13.41 Резка небольших труб диаметром менее 4 дюймов диаметр требует лишь небольшого угла наклона горелки.
Угол горелки
Размер трубы определит для вас угол, под которым вы держите резак. Для трубы диаметром менее 4 дюймов вы горелку следует держать так, чтобы пламя предварительного нагрева было почти по касательной к окружность трубы (рис. 13.41). Для трубы толще 4 дюймов обычно можно держать горелку перпендикулярно трубе без прожигание другой стороны трубы (илл. 13.42).
Толщина стенок трубы, а не диаметр трубы, определит размер режущего наконечника, который будет использоваться в резаке. Проконсультируйтесь с руководство, прилагаемое к горелке, с рекомендациями по правильному размеру наконечника. для трубы, которую вы режете.
Работа вдвоем
Начните резать в любом месте вдоль линии разреза на трубе. Когда металл достигает вишнево-красный этап, медленно нажимайте на рычаг кислородной резки, пока не получите хорошее режущее действие происходит. Когда начнется фактическая резка, вы должны либо переместите резак вдоль линии реза или попросите кого-нибудь повернуть трубу для ты. В большинстве случаев резать трубу будет легче, если это будут два человека. операция. Один человек надевает наручники, а другой вращает труба, как требуется. Излишне говорить, что и сварщик, и токарь должны носить подходящую одежду. защитная одежда и очки.
Снятие фаски с кромок труб
Скошенные кромки также возможны при резке трубы. Вы найдете работу немного легче сделать, если вы направите резак на короткий конец трубу по мере того, как вы будете резать (рис. 13.43).
Если вы обнаружите, что вам приходится работать одному при резке трубы, а труба управляется одним человеком, вы можете выполнять резку на земле и использовать ногу как средство удержания трубки (илл. 13.44). Разумеется, Вы должны проявлять крайнюю осторожность при выполнении этого типа резки. Это это почти такой же балансирующий акт, как и операция по резке. Тяжелые рабочие ботинки также требуются.
Прокалывание отверстия в стальной пластине
Первое упражнение в этом разделе заключалось в прожигании дыры в центре. из куска стальной пластины. В какой-то момент вы можете обнаружить, что вам требуется отверстие в куске металла. Вам будет выгодно знать как подойти к задаче. Процесс действительно довольно прост и может быть освоил в короткие сроки. Начните с выбора режущего наконечника одного размера больше, чем рекомендуется для стандартной резки на конкретном толщина металла, с которым вы работаете. Затем держите загоревшийся наконечник резак 1/16 до 1/8 дюйма над поверхностью металла. Это важно чтобы кончик держался под прямым углом.
Нагрейте пятно, пока оно не станет вишнево-красным, а затем очень медленно нажмите на кнопку. рычаг отключения кислорода. При этом сопло резака должен быть слегка приподнят над поверхностью, скажем, на ½ дюйма. Это уменьшит вероятность того, что шлак попадет в отверстия форсунок и забьет их. Во время стрижки вам может понадобиться немного опустить кончик, а затем снова поднять его. В считанные мгновения дыра должна быть взорвана через пластину. Когда это произойдет, поднимите резак вверх и в сторону от работа.
рис. 13,42 Резка трубы диаметром более 4 дюймов с удерживанием резака под прямым углом к линии разреза. рис. 13.43 Положение горелки для выполнения косого реза на трубе. Направьте горелку на короткий конец труба.
При пробивке отверстия в стальной пластине всегда существует риск засорения отверстия в режущем наконечнике. Поэтому следует внимательно следить за пламя. Если они кажутся неустойчивыми, велика вероятность, что кусочки расплавленного металл или шлак накапливаются на подогревателе и кислороде и вокруг него. вырезание отверстий. В этом случае следует прекратить работу и очистить наконечник специальный инструмент для очистки наконечника (рис. 13.45).
Кислородно-ацетиленовая резка — это драматический опыт из-за большого объема образующиеся искры и скорость, с которой можно разрезать металл. Это займет несколько часов практики, прежде чем вы сможете хорошо резать металл, но это навык стоит совершенствовать. Есть что-то почти волшебное в работе с расплавленным металла, даже несмотря на то, что существуют неотъемлемые опасности.
В следующем разделе мы обсудим, как безопасно выполнять многие операции по сварке и резке. В ваших интересах сделать безопасную сварку и резку единственным способом, которым вы умеете работать.
рис. 13.44 Если быть очень осторожным, можно перерезать трубу в этом месте. мода. ф игр. 13,45 Чистый режущий наконечник работает лучше всего.
Предыдущая: Резка Металл (часть 1) Следующий:
Глоссарий терминов по сварке ДОМАШНЯЯ СТРАНИЦА
Измерение, маркировка и резка — и почему это почти невозможно сделать правильно | by Wil Schroter
Если бы вы могли каждый раз измерять, маркировать и резать доску с идеальной точностью, вы были бы лучшим плотником в мире. Так почему же это так сложно сделать?
Большинство столярных работ сводится к выполнению трех вещей:
Получение точных размеров того, что вам нужно вырезать.
Маркировка доски для точной резки.
Идеальная резка доски по отметке.
Подумайте об этом так: каждая точка отказа увеличивает вероятность плохого реза. Я точно знаю, что делать, и до сих пор каждый раз борюсь с хорошими порезами.
Вот где мы ошибаемся:
Всякий раз, когда мы измеряем, мы обычно делаем несколько вещей неправильно. Большинство наших измерений мы проводим с помощью рулетки, которая в теории очень точна, но на практике мы все время ошибаемся, особенно если не понимаем, почему.
Рулетки имеют два расстояния до них. Видите этот металлический конец измерительной ленты, который кажется свободным, как будто он вот-вот упадет? Это потому, что он сконструирован таким образом, что когда вы измеряете его снаружи (маленький крючок на конце), он имеет один размер, а когда вы прижимаете конец к доске (внутренний размер), он имеет другой размер.
Вы должны измерять до 1/16″ или меньше. Мы часто совершаем ошибку, избегая меньших шагов измерения, потому что их трудно прочитать. Мы округляем вверх или вниз. Это не работает. Мы должны попробовать чтобы получить как можно меньшее приращение, которое на большинстве линеек составляет 1/16 дюйма дюйма.
3. Мы измеряем только один раз. Старая поговорка « дважды отмерь, один раз отрежь » существует потому, что вероятность того, что мы выполним одно и то же действие дважды, мала (на данный момент мы люди). Думайте об этом так: каждый раз, когда мы не измеряем дважды, мы увеличиваем вероятность ужасного пореза на 50%.
Можно подумать, что все, что нам нужно сделать, это найти точку, до которой мы хотим измерить, и провести линию. Легко, верно? Нисколько. Безумно сложно сделать идеальную отметку на доске (не знаю почему). Итак, плотники делают все возможное, чтобы попытаться обыграть процесс и получить лучшую оценку.
Нам нужно создать тонкую метку. Раньше я думал, что порез можно отметить простым карандашом или маркером. Затем я встретил профессионального плотника, который объяснил, что мои разрезы никогда не будут точными, потому что ширина линии на самом деле неточна (несмотря ни на что, она всегда слишком широка). Вам нужно использовать бритву (или разметочный нож), чтобы провести линию. Это одна из тех вещей, которые звучат до глупости очевидно, когда кто-то наконец объясняет их.
Нам нужен квадрат скорости, чтобы построить прямую линию. Начертить от руки прямую линию, особенно идеально перпендикулярную, практически невозможно. Вот почему мы используем «квадрат скорости», который выравнивается по краю доски и дает нам идеальное преимущество, чтобы забить (пометить) наши доски для резки.
Правая сторона кромкой свисает с края вашей доски, образуя перпендикулярную линию для оценки против
3. Правую сторону разреза не отмечаем. Когда мы делаем отметку, мы должны выбрать сторону линии, которую будем резать. Мы не можем вырезать середину (технически это означает сбривание части одной стороны, что приводит к сокращению). Поэтому, когда я делаю отметку, я делаю небольшую линию на той стороне, которую хочу разрезать (формирует букву «Т»), чтобы указать, на какую сторону положить лезвие.
Если бы я дал вам 5 досок, идеально измеренных, и попросил вас отрезать каждую до нужной длины, я бы, вероятно, получил 5 досок разной длины. Это потому, что многое может случиться на пути к пиле — и происходит.
Нам нужно понять какая толщина лезвия. Каждое пильное полотно имеет определенную ширину (известную как «пропил»). Несмотря на то, что это небольшая площадь, оно все равно удаляет часть древесины при резке. Таким образом, мы должны убедиться, что край разреза лезвия находится на стороне отмеченной линии, которая — это не та часть, которую мы хотим использовать. В противном случае эта небольшая толщина лезвия сделает наш кусок слишком коротким.
Нам нужно разрезать одну сторону нашей линии . Несмотря ни на что, мы никогда не сможем сократить «посередине» нашей линии.
Hyundai h2 urban 2018 — 2020 молдинги на задние фонари — Гранд Старекс Урбан 2018 — по н. в.
4 752 р
Auto Clover
Hyundai Urban Starex 2018 хромированные молдинги на задние фонари
5 467 р
AUTOCLOVER
Дефлектор капота акриловый 3 части в комплекте Hyundai Grand starex urban 2018 — 2020
4 092 р
AUTOCLOVER
Дефлектор капота пластиковый 3штуки в комплекте на 3м для Grand Starex Urban 2018 — 2020
5 192 р
Autoclover
Дефлектор капота черный Grand Starex Urban 2018 — 2020 с эмблемой
2 992 р
Autoclover
Дефлекторы черные на окна 2 шт Grand Strarex Urban 2018 —
3 762 р
Kyoung Dong
купить накладку на задний багажник HYUNDAI Grand Starex Urban
3 542 р
Auto Clover
Молдинги окон нижние Hyundai Grand Starex (h2) 2007 по н. в.
6 622 р
Kyoung dong
на новый Гранд Старекс дефлектор капота хромированный из 3 частей Ю.Корея Grand Starex 2018 — 2020
2 882 р
Auto Clover
Накладка зеркала задней двери хромированная Hyundai Starex Grand h2 (2007 по н. в.)
4 862 р
Auto Clover
Накладки на задние стойки хромированные Hyundai Grand Starex H-1 (2007 по н.в.)
4 202 р
Auto Clover
Накладки ручек дверей хромированные Hyundai Grand Starex h2 2007 по 2018 / Starex Urban 2018 — 2020 год
4 752 р
Autoclover
Спойлер заднего стекла на Grand Starex Urban 2018 — 2020
7 612 р
Autoclover
Хром накладки на арки колес Grand Strarex Urban 2018
2 992 р
Auto Clover
Хромированная накладка на крышку багажника Hyundai Grand Starex (H-1) с 2007 — по наст время
2 662 р
Auto Clover
Хромированные молдинги передних стоек Hyundai Grand Starex / h2 (2007 по н. в.)
СМОТРЕТЬ ВСЕ
на Hyundai Starex
24.02.2022NEW Хром дефлекторы Li Xiang ONE 2020-2024 6 частей.10.01.2022NEW Хромированные дефлеторы Toyota SIENNA 2021.08.07.2020Новый КИА Селтос — теперь и для него есть тюнинг.07.07.2020Дефлекторы на KIA SOUL (соул) 2019-202006.07.2020Дефлекторы на Kia Optima (Оптима) 202020.01.2020Оригинальные хром-аксессуары от корейских производителей. Огромный выбор тюнинга от AUTOCLOVER! Отличный и долговечные накладки, вставки и дефлектора.02.02.2020Обновленный ассортимент тюнинга и запчастей на SPORTAGE Kia.14.02.2020Гарантия качества и возврата! У Вас есть 14 дней, чтобы передумать! Читать условия. ..16.02.2020АКЦИЯ! Всем кто читает бегущую строку 3% по купону «runline».
размер дисков и колёс, разболтовка, давление в шинах, вылет диска, DIA, PCD, сверловка, штатная резина и тюнинг
Hyundai Starex 2018: размер дисков и колёс, разболтовка, давление в шинах, вылет диска, DIA, PCD, сверловка, штатная резина и тюнинг
Какие размеры колёс рекомендует устанавливать производитель
На автомобиль Hyundai Starex II Restyling 2018 2. 5 CRDi 136 в базовой комплектации устанавливаются колесные диски с размерностью 6.5Jx16 ET46 в сборе с шинами 215/70 R16 108T. Где:
6.5J — ширина обода в дюймах;
16″ — посадочный диаметр резины в дюймах;
ET46 — вылет диска в миллиметрах.
Маркировка шины транспортного средства 215/70 R16 расшифровывается следующим образом:
215 — ширина профиля (поперечного разреза покрышки) в миллиметрах;
70 — высота профиля в процентах от его ширины;
R — радиальная навивка корда;
16 — посадочный диаметр шины в дюймах.
Помимо этого на резине может быть нанесена информация о ее грузоподъемности и скоростных параметрах — индекс нагрузки и индекс скорости. Индекс нагрузки представляет собой двухзначное или трехзначное число, индекс скорости обозначается латинскими буквами, например 108T:
108 — максимально допустимая нагрузка на шину 1000 кг;
T — максимально допустимая скорость автомобиля 190 км/ч.
Использование рекомендованных типоразмеров покрышек позволит избежать проблем с управлением, безопасностью и иных трудностей. Какие нештатные размеры можно поставить? Руководствуйтесь данными по таблице, в ней указаны возможные допустимые альтернативные размеры для тюнинга. Хотя возможны и другие варианты, которые мы не описали в таблице. Например, диски пошире того же диаметра. Или поставить диски такой же ширины, но большего диаметра, что достаточно популярно среди автовладельцев. Выбор дисков огромен, вы можете найти экземпляры с такими же параметрами, но с величиной вылета на 1-2 миллиметра больше или меньше. Перечислить все варианты не представляется возможным.
При этом разболтовка у всех типов колес одинаковая — 6×139.7. Таким образом все диски крепятся на шесть болтов и расстояние между ними ровно сто тридцать девять целых и 70 сотых миллиметров. Диаметр ступицы у авто 92.5 мм.
Какие размеры колёс рекомендует устанавливать производитель
На автомобиль Hyundai Starex II Restyling 2018 2.5 CRDi 170 в базовой комплектации устанавливаются колесные диски с размерностью 6.5Jx16 ET46 в сборе с шинами 215/70 R16 108T. Где:
6.5J — ширина обода в дюймах;
16″ — посадочный диаметр резины в дюймах;
ET46 — вылет диска в миллиметрах.
Маркировка шины транспортного средства 215/70 R16 расшифровывается следующим образом:
215 — ширина профиля (поперечного разреза покрышки) в миллиметрах;
70 — высота профиля в процентах от его ширины;
R — радиальная навивка корда;
16 — посадочный диаметр шины в дюймах.
Помимо этого на резине может быть нанесена информация о ее грузоподъемности и скоростных параметрах — индекс нагрузки и индекс скорости. Индекс нагрузки представляет собой двухзначное или трехзначное число, индекс скорости обозначается латинскими буквами, например 108T:
108 — максимально допустимая нагрузка на шину 1000 кг;
T — максимально допустимая скорость автомобиля 190 км/ч.
Использование рекомендованных типоразмеров покрышек позволит избежать проблем с управлением, безопасностью и иных трудностей. Какие нештатные размеры можно поставить? Руководствуйтесь данными по таблице, в ней указаны возможные допустимые альтернативные размеры для тюнинга. Хотя возможны и другие варианты, которые мы не описали в таблице. Например, диски пошире того же диаметра. Или поставить диски такой же ширины, но большего диаметра, что достаточно популярно среди автовладельцев. Выбор дисков огромен, вы можете найти экземпляры с такими же параметрами, но с величиной вылета на 1-2 миллиметра больше или меньше. Перечислить все варианты не представляется возможным.
При этом разболтовка у всех типов колес одинаковая — 6×139. 7. Таким образом все диски крепятся на шесть болтов и расстояние между ними ровно сто тридцать девять целых и 70 сотых миллиметров. Диаметр ступицы у авто 92.5 мм.
Стандартное давление шинах — 2.1 МПа.
Общая справочная информация
Диапазоны возможных значений для шин и дисков Hyundai Starex 2018.
Шины
Диаметр
16″–17″
Ширина (мм)
205–225
Профиль (%)
60–75
Самый маленький размер
205/75 R16
Самый большой размер
225/60 R17
Колёсные диски
Диаметр
16″–17″
Ширина (дюймы)
6.5–7
Вылет (мм)
40–46
Сверловки
6×139.7
Фото
Советы экспертов
Выбирая резину для автомобиля, необходимо в первую очередь руководствоваться инструкцией изготовителя. Задайте себе несколько вопросов.
На каких дорогах преимущественно будет эксплуатироваться автомобиль?
Нужна ли повышенная проходимость?
Какую часть пути будут составлять городские дороги, а какую трасса?
Будет ли автомобиль перевозить тяжелые грузы?
Ответы на эти, и подобные им вопросы помогут определить, на какие параметры шин нужно обратить особое внимание.
Как правильно выбрать диски для Hyundai Starex 2018?
3 типа колёсных дисков:
Штампованные (экономичная ценовая категория) — изготавливаются из листа железа путём штамповки на прессе.
Легкосплавные — изготавливаются путем «литья» (более надёжные, чем штампованные).
Кованые (наиболее качественные и дороже предыдущих) — изготавливаются из лёгких сплавов путём штамповки при высоких температурах.
Выбор зависит от финансовых возможностей. Однако следует учитывать, что качество дорожного покрытия, по которому приходится ездить каждый день, тоже необходимо учитывать.
Так при попадании в яму, штампованный диск погнётся и не причинит вреда шине, а кованный или литой может ее разрубить. Существует вероятность того, что литой диск может лопнуть или расколоться.
Также следует заметить, что ремонт «штамповки» стоит дешевле, чем ремонт литых или кованных дисков. Но колеса с качественными литыми и кованными дисками меньше убивают подвеску, т.к. легче и имеют более совершенную геометрию (лучше сбалансированы).
Одни и те же диски могут тереть шинами или не тереть на одном и том же автомобиле — тут поможет регулировка «развал-схождения».
Какое давление в шинах?
В обязанности водителя входит постоянный контроль давления в шинах. Это позволит избежать стандартных проблем, связанных с эксплуатацией транспортного средства. Неноминальное значение давления нередко становится причиной:
ухудшения управления;
неравномерного износа протектора.
Часто автовладелец самостоятельно снижает давление в колёсах собственного транспортного средства. Таким образом снижается нагрузка на подвеску, машина на порядок легче «проходит» различные неровности дороги. Но стоит отметить: снижение давление даже на 0.1 МПа приводит к серьезным проблемам. К основным можно отнести:
повышенный расход топлива;
быстрый износ крайних сегментов протектора;
автомобиль становится менее маневренным.
Не меньшие проблемы доставляет перекаченное колесо. Центральная часть баллона начинает быстро стачиваться. Кроме того, при температуре окружающей среды более чем 60 градусов Цельсия шина может просто взорваться. Что приведет к выезду на встречную полосу движения.
Новый HYUNDAI 2018 STAREX RM15,ООО MERDEKA D13COUNT
Сообщить об этом объявлении
Сообщите об этом объявлении как * ПроданоМарка/модель еще не будет официально выпущенаДублирование рекламыНеверная/несовместимая марка и модель Рекламируется неверная/несовместимая передача/пробег/местоположениеНеверная/несовместимая ценаНеверный годНеверный/размытый/нет изображенийНедействительный контактный номерВодяной знак/URL другого веб-сайтаДругие нерелевантные услуги
Сохранять
Сохранено
Сохранять
Сравнить
Делиться
Новый HYUNDAI 2018 STAREX RM15,ООО MERDEKA D13COUNT — Продажа автомобилей
Торговый агент
Куала-Лумпур Черас
1984 малайзийских ринггита / месяц
153 000 ринггитов
Сохранять
Сохранено
Сохранять
Сравнить
Делиться
Войти
Вы дилер.
Пожалуйста, войдите в систему как дилер с
Войдите в систему
Продолжить вход с помощью
Войти с помощью электронной почты или имени пользователя
Неавторизованный пользователь
Нет учетной записи? Зарегистрируйтесь сейчас
Регистр
Зарегистрируйтесь в Google
Заполните свой профиль, чтобы получить доступ к лучшим предложениям автомобилей!
Не удалось зарегистрироваться. Повторите попытку.
Достигнут лимит сохраненных объявлений
✕
Вы можете сохранить только до 50 объявлений.
Чтобы сохранить этот автомобиль, удалите часть сохраненных объявлений.
Управление сохраненными объявлениями
Популярные бренды подержанных автомобилей
Популярные марки новых автомобилей
Популярные подержанные / бывшие в употреблении модели автомобилей
Подержанный автомобиль Honda Civic на продажу
Подержанный автомобиль Honda City на продажу
Подержанный автомобиль Honda CR-V на продажу
Подержанный автомобиль Toyota Vellfire на продажу
Подержанный автомобиль Ручной автомобиль Perodua Myvi для продажи
Подержанный / подержанный автомобиль BMW 320i для продажи
Подержанный автомобиль Mazda 3 на продажу
Подержанный / подержанный автомобиль Volkswagen Golf на продажу
Подержанный / подержанный автомобиль Toyota Vios на продажу
Популярные новые модели автомобилей
2022 Новый автомобиль Perodua Myvi для продажи
2022 Новый автомобиль Honda Civic для продажи
2022 Новый автомобиль Nissan Almera для продажи
2022 Новый автомобиль Proton Persona для продажи
2022 Новый автомобиль Proton Saga для продажи
2022 Новый автомобиль Honda City для продажи
2022 Новый автомобиль Toyota Hilux для продажи
2022 Новый автомобиль Mercedes-Benz 20 7 0200 0 9000 Новый автомобиль Perodua Axia для продажи
Популярные типы кузовов автомобилей
Б/у / Седан б/у
Б/у / Пикап б/у
Б/у / Внедорожник б/у
Б/у / Хэтчбек б/у
Б/у / Фургон б/у
Фургон б/у / Б/у
Купе б / б
7
7
Подержанный / подержанный кабриолет
Подержанный / подержанный грузовик
Популярные места
Обзоры популярных моделей подержанных автомобилей
Honda Civic б/у Отзывы
Honda City City б/у Отзывы
Honda CR-V б/у Отзывы
Toyota Vellfire б/у Отзывы
Perodua Myvi Отзывы
Б/у BMW 320i Отзывы
Б/у Mazda 3 Отзывы
Б/у Volkswagen Golf Отзывы
Б/у Toyota Vios Отзывы
Популярные новости для нового автомобиля
Новый 2022 Perodua Myvi Новости
Новый 2022 Honda Civic Новости
Новый 2022 Nissan Almera Новости
Новый 2022 Proton Persona Новости
Новый 2022 Proton Saga Новости
Новый 2022 Honda City Новости
Новый 2022 Toyota Hilux Новости
Новый 2022 Mercedes-Benz C200 Новости
Новый 2022 Perodua Axia Новости
Давайте свяжемся в WhatsApp
Я согласен на то, чтобы Carlist. my связался со мной и указал продавца автомобиля через Whatsapp.
2018 Hyundai Grand Starex 2.5GLS CRDi VGT Royale Premium Price, Specs, Reviews, News, Gallery, 2022 — 2023 Offers In Malaysia
RM 163,888
RM 1,652
/month
Calculate
2018 Hyundai Grand Starex 2.5GLS CRDi VGT Royale Premium Цена в Малайзии
Стоимость дорожного налога*
877,00 ринггитов в год
Стоимость страховки*
4 607,69 ринггитов в год
Стоимость топлива*
N/A только, вы можете настроить вашу реальную ситуацию с помощью калькулятора.
Hyundai Grand Starex Specification
BrandHyundai
ModelHyundai Grand Starex
Body TypeMPV
Generation(2014) MK2 Facelift
Launched Year2018
AssemblyKorea
Horsepower (ps) 170
Крутящий момент (Нм)392
Двигатель 2,5 л 170 л. с.20 x 1925
0-100 km/h (s)-
View More
Hyundai Grand Starex Price List (Variants)
On Sale
Not On Sale
2020 | 2,5 л | Turbocharger
Car Price
2020 Hyundai Grand Starex Executive Plus
RM 163,888
RM 1,652
/month
2020 Hyundai Grand Starex Executive Prime
RM 171,888
RM 1,733
/месяц
2018 | 2,5 л | Naturally-aspirated
Car Price
2018 Hyundai Grand Starex 2. 5GLS CRDi VGT Royale Premium
RM 163,888
RM 1,652
/month
2018 Hyundai Grand Starex 2.5GLS CRDi VGT Royale Deluxe
RM 173,888
RM 1,753
/месяц
Подержанные автомобили на продажу
Гарантированное качество автомобилей
Фиксированная цена Без скрытых комиссий
5-дневная гарантия возврата денег
1-летняя гарантия
View More
Просмотр Подробнее
Ближайшие дилеры Hyundai
Showroom
Body & Paint
. Starex 2.5GLS CRDi VGT Royale Premium 2023 имеет 20 изображений и фотографий, включая 6 изображений и фотографий интерьера, 10 изображений и фотографий экстерьера, 4 изображения двигателя Hyundai Grand Starex 2.5GLS CRDi VGT Royale Premium 2018 года и другие. Взгляните на вид спереди, сзади, сбоку и сверху нового Hyundai Grand Starex 2. 5GLS CRDi VGT Royale Premium 2023 2018 года здесь.
Exterior
Interior
Others
1 / 10
View More
Hyundai Grand Starex Comparison
Hyundai Grand Starex
RM 163,888
VS
Nissan Serena S-Hybrid
RM 149,888
Grand Starex против Serena S-Hybrid
Hyundai Grand Starex
163 888 ринггитов
VS
Toyota Innova
111 622 ринггитов
Grand Starex против Innova
Hyundai Grand Starex
RM 163,888
VS
Hyundai Staria
RM 179,888
Grand Starex vs Staria
Hyundai Grand Starex
RM 163,888
VS
Kia Carnival
RM 196,340
Grand Starex VS
Citroen Grand C4 SpaceTourer
144 980
Grand Starex против Grand C4 SpaceTourer
Варианты с аналогичной ценой
Peugeot
2019 Peugeot 3008 Thp плюс Allure
RM 163,888
Hyundai
2022
163 788 ринггитов
Ford
2019 Ford Kuga 1. 5 GTDI EcoBoost
164 888 ринггитов
Nissan Premium
2022 Nissan Serena Highway Star S-Hybrid0007
RM 162,888
Recommended Cars
Popular
Latest
Hot
Honda
Honda HR-V
RM 114,800 — 140,800
Hot
Perodua
Perodua Alza
RM 62,500 — 75,500
Hot
Honda
Honda City
74 191 — 108 800
Hot
Honda
Honda City Hatchback 8 — 711,60 ринггитов0007
Hot
Toyota
Toyota Yaris
RM 69,576 — 82,475
VR
Proton
Proton X70
RM 98,800 — 128,800
Hot
Mitsubishi
Mitsubishi Xpander
RM 96,800
Hot
Proton
Proton Saga
34 800 — 44 800 ринггитов
New Variant
Toyota
Toyota Corolla Cross
123 000 — 092 000 ринггитов0007
New Variant
Toyota
Toyota Vios
RM 90,000 — 96,000
All New
Jaguar
Jaguar I‑PACE
RM 460,800 — 498,800
All New
BMW
BMW XM
RM 1 398 800
Все новые
Peugeot
Peugeot Landtrek
RM 120,072
Новый вариант
Toyota
Toyota Vios
rm 90 000 — 96 000
0004 New Variant
Nissan
Nissan Leaf
RM 168,888
New Variant
Mazda
Mazda CX-30
RM 127,000 — 155,000
New Variant
Kia
Kia Sorento
RM 211,498 — 255,228
Toyota
Toyota GR Supra
RM 589,987 — 655 000
Новый вариант
Toyota
Toyota Hilux
RM 92 880 — 159,148
0007
Toyota
Toyota Corolla Cross
RM 123,000 — 142,000
Popular Car Brands in Malaysia
Proton
Perodua
Honda
Toyota
Nissan
Mazda
Mercedes-Benz
BMW
Volvo
Ford
Hyundai
Kia
Просмотреть еще
Часто задаваемые вопросы Hyundai Grand Starex
Какая мощность (PS) Hyundai Grand Starex?
Here are the Horsepower (PS) and variants of Hyundai Grand Starex:
Работоспособность компрессорной техники зависит от привода, обеспечивающего функциональность всех компонентов конструкции воздушного компрессора. Самым популярным типом привода является электродвигатель, так как в большинстве моделей предусмотрен режим эксплуатации на предприятиях и в местах с возможностью подключения к однофазной или трехфазной электросети.
В конструкции компрессорной станции, вырабатывающей сжатый воздух, электродвигатель является источником движущей силы я винтового или поршневого пневмоблока. Если предусмотрена эксплуатация агрегата в стационарных условиях и в качестве привода используется трехфазный мотор, необходимо обеспечить наличие трехфазной электросети с возможностью питания током напряжением 380-400 V.
Модификация электродвигателя зависит от параметров пневмостанции. Этот привод представляет собой самое простое решение, если смотреть с точки зрения эксплуатации установки. Куда сложнее устройство компрессора с дизельным мотором или гидравлическим приводом.
Подключаемый к электросети двигатель обеспечивает возможность непрерывной работы источника сжатого воздуха. Поэтому комплектация пневмостанций именно электродвигателем во многих ситуациях предпочтительнее. Такой привод удобен, если нужно организовать работу компрессорного цеха крупного предприятия.
Смонтированные пневмостанции располагаются в одном помещении и нагнетают энергоноситель в единую пневмомагистраль. При этом электродвигатель у каждой модели свой и характеризуется показателем мощности, которая обусловливает выработку определенного объема пневморесурса.
Особенности функционирования
Коленвал электродвигателя сообщается с компрессорным блоком посредством муфты или ременного привода. Обычно, используется асинхронный двигатель, который надежен и не вызывает сложностей при эксплуатации. Конечно, если сравнивать аналогичный синхронный двигатель удовлетворит запросы потребителей энергоносителя в разы быстрее.
Однако, синхронный двигатель не используется в компрессорной сборке, так как они громоздки, сложны по своему устройству и стоят достаточно дорого. Поступающий ток электродвигатель преобразует в механическую величину и обеспечивает вращение вала, а значит, и привод винтового или поршневого блока. Вращательный момент сообщается через эластичную муфту или поликлиновой ремень.
Ассортимент электродвигателей для компрессоров
Наш магазин профессионально занимается компрессорным оборудованием и подбирает соответствующие моделям установок комплектующие, среди которых и электродвигатели. В нашем магазине представлены моторы, произведенные такими заводами как Бежецкий АСО или «Арсегал Машиностроение». Также предлагаются моторы для конкретных пневмостанций – винтовых и поршневых.
Среди предлагаемых моделей есть нерегулируемые, а также моторы с преобразователями частоты. Они обеспечивают изменение давления пневморесурса в период функционирования и плавную регулировку двигателя, если нужно вырабатывать меньше или больше энергоносителя. Такой тип моторов эффективен при нестабильном режиме загрузки парка пневмоприводных инструментов.
На что обратить внимание при выборе электродвигателя для воздушного компрессора
В техпаспорте компрессора, да и на самом двигателе можно найти маркировку, в соответствии с которой определяются факторы эксплуатации. Мотор выдает на привод определенную мощность, обусловливающую количество оборотов. Так вот, от мощности двигателя зависит, насколько эффективно и полноценно будет работать и вся пневмостанция.
Если купить электродвигатель меньшей мощности, то ее может не хватить для выработки заявленного производителем объема энергоносителя. Мощность, превышающая требуемый номинал, приведет к перерасходу электроэнергии. Необходимость в электродвигателе может возникнуть при сборке нового компрессора на конвейере или при возникшей поломке, требующей замены мотора.
Рекомендации
Если вы не уверены, что для компрессора в эксплуатации нужна именно конкретная модификация мотора, желательно проконсультироваться по вопросу подбора этого узла с нашими менеджерами. Для эффективной работы двигателя своевременно проводите техобслуживание узла и не забывайте упреждать ситуации с перегрузкой двигателя.
С вопросами по подбору электродвигателей для воздушных компрессоров, а также ремонту и обслуживанию пневмоагрегатов обращайтесь к специалистам магазина Дробесфера.РУ на электронную почту [email protected] или по телефонам:
+7 800 350 75 67 – звонок бесплатный по РФ
+7 499 769 38 58 – для звонков из Москвы
Страница не найдена
17.04.2023
USD = 81.5045
EUR = 90.1637
KZT = 18.1177
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
+7 (812) 321-79-43
Выберите регион:
8 (800) 550 00 93
Звонок по России бесплатный
Заказать звонок
ООО «СЗЭМО «Инжиниринг» ООО «СЗЭМО «Электродвигатель» ООО «СЗЭМО «Завод Электромашина»
Закрыть
Карта сайта:
Каталог
Асинхронные электродвигатели (2154)
Электродвигатели низковольтные общего назначения: ГОСТ (998)
Электродвигатели низковольтные общего назначения DIN (908)
Взрывозащищённые электродвигатели (216)
Крановые электродвигатели (3)
Электродвигатели IP23
Многоскоростные электродвигатели
Электродвигатели с тормозом
Электродвигатели NEMA
Электродвигатели 50 габарит
Электродвигатели с конструкцией повышенной мощности
Однофазные электродвигатели (27)
Электродвигатели высоковольтные общего назначения с короткозамкнутым ротором
Электродвигатели высоковольтные общего назначения с фазным ротором
Электродвигатели с повышенным скольжением (2)
Синхронные электродвигатели
Электродвигатели на постоянных магнитах
Электродвигатели высоковольтные общего назначения
Электродвигатели постоянного тока
Электродвигатели постоянного тока Siemens
Электродвигатели постоянного тока SicmeMotori
Электродвигатели постоянного тока Baumuller
Электродвигатели постоянного тока Leroy Somer
Электродвигатели постоянного тока TT-ELECTRIC
Электродвигатели постоянного тока TES Vsetin
Электродвигатели постоянного тока SIMO
Электродвигатели постоянного тока SIMO серии Z4
Электродвигатели постоянного тока производства Силовые машины
Электродвигатели постоянного тока ХЭМЗ
Электродвигатели постоянного тока ХЭМЗ серии П2, П2ПМ
Электродвигатели АДЧР
О магазине
О компании
История развития
Электромашина
Сертификаты
Гарантия качества
Работа и карьера
Стажировка
Истории успеха
Корпоративная жизнь
Как до нас доехать
Отправить резюме
Наши партнеры
Доставка
Отзывы
Инжиниринг
Решения
Ключевые проекты
Референс-лист
Партнеры
Электродвигатели
Большой ассортимент электродвигателей. Производители, цены, характеристики, фото — на сайте компании СЗЭМО
Асинхронные двигатели
Синхронные электродвигатели
Двигатели постоянного тока
Ключевые поставки
Каталоги
Бренды
Серии
3D модели
Сервис
Сервисное обслуживание электродвигателей
Специальные испытания и анализ
Мониторинг электродвигателей
Пресс-центр
Новости
Статьи
Вакансии
Контакты
Головной офис
Представительства
Связаться с нами
Пожелания/Предложения
Определение двигателя компрессора | Law Insider
или «зарядная станция» означает станцию оборудования для снабжения электромобилей любого уровня, которая спроектирована и построена в соответствии со статьей 625 Электротехнического кодекса штата Калифорния на дату вступления в силу настоящей главы и поставляет электроэнергию. от источника вне электромобиля в подключаемый электромобиль.
означает (a) каждый из двух двигателей [Производитель и модель двигателя] (общий производитель и модель [Общий производитель и модель]), перечисленных по серийному номеру производителя и далее описанных в Приложении А к Дополнению к договору, первоначально выполненные и поставленные в соответствии с Соглашением, независимо от того, устанавливается ли он время от времени на планере или на любом другом планере или на любом другом воздушном судне, и (b) любой сменный двигатель, который может время от времени заменяться двигателем в соответствии с Разделом 7.04 или 7.05 Договора; в каждом случае вместе с любыми и всеми связанными частями, но за исключением элементов, устанавливаемых или включаемых в состав или присоединяемых к любому такому двигателю время от времени, которые исключаются из определения частей. В тот момент, когда замененный двигатель будет заменен таким образом, а двигатель, для которого произведена замена, будет освобожден от залогового права по Соглашению, такой замененный двигатель перестанет быть двигателем по Соглашению.
означает стационарное устройство, предназначенное для сбора опасных отходов, которое изготовлено в основном из неземляных материалов (например, дерева, бетона, стали, пластика), которые обеспечивают структурную поддержку.
означает любую станцию для выработки электроэнергии, включая любое здание и установку с повышающим трансформатором, распределительным устройством, распределительной станцией, кабелями или другим сопутствующим оборудованием, если таковое имеется, используемое для этой цели, и его местонахождение; и любое здание, используемое для размещения обслуживающего персонала электростанции и где электроэнергия вырабатывается с помощью гидроэнергетики, включает водоводы, головные и хвостовые сооружения, основные и регулирующие резервуары, плотины и другие гидротехнические сооружения, но ни в коем случае не включает любая подстанция;
означает любое устройство, предназначенное или используемое для поддержания ядерного деления в самоподдерживающейся цепной реакции или для содержания критической массы расщепляющегося материала.
означает любую печь, котел, аппарат, дымовую трубу и все связанное с ними оборудование, используемое в процессе сжигания топлива.
означает автомобиль или железнодорожный вагон, используемый для перевозки грузов любым видом транспорта. Каждый грузовой кузов (прицеп, грузовой железнодорожный вагон и т.п.) является отдельным транспортным средством.
означает любой тягач, малолитражку, транспортное средство или комбинацию,
означает любое портативное устройство, в котором материал хранится, транспортируется, обрабатывается, утилизируется или обрабатывается иным образом.
означает автомобиль или плавсредство
означает то же, что и этот термин, определенный в Разделе 41-22-2.
означает автомобиль, который (i) предназначен для использования в условиях бездорожья, (ii) приводится в движение двигателем
(«БПЛА») (9) означает любое воздушное судно, способное начать полет и поддерживать управляемый полет и навигацию без присутствия человека на борту.
означает транспортное средство, похожее на гибрид, но оснащенное более крупной и современной батареей, которая позволяет подключать и заряжать автомобиль в дополнение к заправке бензином. Эта большая батарея позволяет автомобилю ездить на электрическом и бензиновом топливе.
означает транспортное средство, предназначенное для буксировки:
означает любое транспортное средство без движущей силы, предназначенное для перевозки людей или имущества и буксируемое моторным транспортным средством и сконструированное таким образом, что часть его веса и груза приходится на перевозится другим транспортным средством.
означает транспортное средство с одной системой хранения топлива, которое может работать на разных смесях двух или более видов топлива.
означает моторное транспортное средство, обычно называемое автомобилем, фургоном, внедорожником
означает, что на любую дату определения оба Двигателя затем сданы в аренду Арендатору в соответствии с Договором аренды.
означает все измерительное оборудование, установленное в точках учета, указанных в соответствующем приложении к Договору об услуге присоединения. Минимальный уровень заряда:
Подается ли охлаждение во все готовые помещения? Да Нет Неизвестно Не применимо Комментарии: Система находится в рабочем состоянии? Да Нет Неизвестно Не применяется Комментарии:
означает инфраструктуру для разгрузки поездов, разумно необходимую для выгрузки железной руды с железной дороги для переработки или смешивания с другой железной рудой на предприятиях по переработке или смешиванию вблизи инфраструктуры для разгрузки поездов и получения продуктов из железной руды. затем загружаются на железную дорогу для перевозки (прямо или косвенно) в порт погрузки. Компания должна получить предварительное одобрение министерства в принципе.
означает устройство, которое соединяет систему сбора электроэнергии WECS и повышает напряжение для соединения с линиями электропередачи коммунального предприятия.
означает железнодорожное средство, на котором груз перегружается с тягача на поезд или наоборот.
означает любое закрытое устройство, использующее электрический разряд или дугу высокой интенсивности в качестве источника тепла с последующей камерой дожигания с контролируемым пламенным сгоранием и не включенное в перечень промышленных печей.
означает любое из следующего, отдельно или в комбинации:
Двигатели компрессора, двигатель воздушного компрессора
Двигатели компрессоров широко используются для питания компрессоров. В качестве первичного двигателя двигатель должен обеспечивать достаточную мощность для запуска компрессора, разгона его до полной скорости и поддержания работы агрегата в различных проектных условиях. Двигатель воздушного компрессора имеет преимущества небольшого объема, удобства переноски, высокой эффективности работы. компактная структура, экономичная цена и длительный срок службы.
Однофазный двигатель компрессора ATO для продажи через Интернет, ATO обеспечивает номинальную мощность 1 л.с./ 1,5 л.с./ 2 л.с./ 3 л.с./ 5 л.с./ 7,5 л.с./ 10 л.с. Двигатель воздушного компрессора на выбор, рабочее напряжение 115/230 В переменного тока или 208-230 В , Вал 1/8 дюйма-1 дюйм. Конструкция электродвигателя воздушного компрессора с двойной емкостью и стальным шлангом обеспечивает высокую производительность. Электродвигатель переменного тока для воздушного компрессора содержит защитное устройство для обеспечения безопасной работы.
Электродвигатель компрессора можно использовать для резки металла, станков, водяных насосов, воздуходувок, транспортных машин, сельскохозяйственной техники и т. д.
Что такое двигатель компрессора?
Двигатель воздушного компрессора обеспечивает питание головки компрессора. В свою очередь, головка компрессора сжимает и нагнетает определенное количество воздуха либо в резервуар для хранения, либо непосредственно через воздуховод. По сути, двигатель компрессора похож на сердце воздушного компрессора. Воздушный компрессор без двигателя подобен машине без двигателя. Несмотря на то, что на рынке представлено множество типов воздушных компрессоров, большинство компрессоров по-прежнему состоят из трех основных компонентов: двигателя, головки и накопительного бака.
Самой очевидной частью любого компрессора является накопительный бак. Сжатый воздух, хранящийся в этом резервуаре, обеспечивает непрерывную подачу постоянного давления. Однако не во всех компрессорах используется резервуар для хранения, поскольку некоторые небольшие или переносные компрессоры доставляют сжатый воздух непосредственно по воздуховодам. С баком или без него воздушный компрессор по-прежнему имеет два важных компонента, которые необходимы для работы. Этими неотъемлемыми частями являются двигатель компрессора и головка компрессора.
Головки компрессора обычно конфигурируются по-разному, но в конечном итоге все они выполняют одну и ту же задачу. Эта часть компрессора отвечает за прием определенного количества воздуха, в зависимости от размера машины, и его сжатие в меньшее пространство, которым обычно является резервуар для хранения. Однако головка компрессора не может работать без помощи двигателя компрессора. Все воздушные компрессоры имеют двигатель определенного типа, который преобразует электрическую энергию в кинетическую энергию, что означает, что он обеспечивает питание головки компрессора. Без какого-либо двигателя, приводящего в действие головку компрессора, машина не сможет работать.
Поиск и устранение неисправностей двигателя компрессора
Замените конденсатор: Конденсаторы — это компоненты, используемые для управления мощностью, подаваемой на двигатель компрессора. Конденсатор держит определенное напряжение, а затем разряжается по требованию двигателя. Как вы уже видели, большинство проблем, вызванных двигателями воздушных компрессоров в компрессорах, вызваны конденсаторами. Поэтому, заменив конденсатор, многие проблемы с двигателем воздушного компрессора могут быть уменьшены.
Добавить новый центробежный переключатель: Большинство двигателей воздушных компрессоров имеют центробежный переключатель, установленный на валу двигателя. Но как узнать, есть ли на вашем двигателе центробежный выключатель? это очень просто. После включения компрессора дайте ему поработать некоторое время, затем выключите его. Если ваш воздушный компрессор работает правильно, двигатель сначала замедлится, когда вы нажмете выключатель. Затем скорость вала замедлится, и вы услышите щелчок. Это указывает на то, что ваш двигатель имеет центробежный переключатель.
Используйте ремонтный комплект или замените двигатель: Что делать, если нет проблем с конденсаторами или центробежными переключателями? Вместо этого сам электродвигатель компрессора не может запуститься. Если это произойдет с вами, у вас есть два варианта. Первый вариант — восстановить двигатель компрессора.



 Эти промежуточные точки задают концевому выключателю вместе с крайними рабочими и аварийными точками.
Эти промежуточные точки задают концевому выключателю вместе с крайними рабочими и аварийными точками.
 Они представляют собой устройство, предназначенное для подачи сигналов в момент перемещения движущегося элемента (то есть створок ворот) в крайнее допустимое положение. Основная функция концевых выключателей в автоматических воротах – осуществление контроля за передвижением устройств и всех механизмов.
Они представляют собой устройство, предназначенное для подачи сигналов в момент перемещения движущегося элемента (то есть створок ворот) в крайнее допустимое положение. Основная функция концевых выключателей в автоматических воротах – осуществление контроля за передвижением устройств и всех механизмов. В корпусе находятся контакты, а схема их расположения нанесена снаружи. Чаще всего используются парные контакты – открытый с закрытым, гораздо реже встречается одинарный выключатель.
В корпусе находятся контакты, а схема их расположения нанесена снаружи. Чаще всего используются парные контакты – открытый с закрытым, гораздо реже встречается одинарный выключатель. В момент приближения магнитного элемента к контактам они замыкаются или размыкаются. Концевой выключатель такого типа достаточно надежен и отличается компактностью, благодаря чему получил широкое распространение в использовании в автоматике ворот. Герметизированный магнитоуправляемый контакт (геркон) используется в паре с магнитом, они находятся в пластиковом корпусе и зафиксированы на двух частях: магнит – на подвижной, геркон – на неподвижной. Датчик с магнитом в режиме закрытых створок ворот находятся в связи, и контакты замкнуты. В момент открывания двери происходит разрыв связи и размыкание контактов.
В момент приближения магнитного элемента к контактам они замыкаются или размыкаются. Концевой выключатель такого типа достаточно надежен и отличается компактностью, благодаря чему получил широкое распространение в использовании в автоматике ворот. Герметизированный магнитоуправляемый контакт (геркон) используется в паре с магнитом, они находятся в пластиковом корпусе и зафиксированы на двух частях: магнит – на подвижной, геркон – на неподвижной. Датчик с магнитом в режиме закрытых створок ворот находятся в связи, и контакты замкнуты. В момент открывания двери происходит разрыв связи и размыкание контактов. Контакты в силовой цепи также размыкаются. В отличие от электромагнитных устройств, здесь датчик реагирует исключительно на металл. В таких устройствах также можно подключить осветительные приборы, так как сила тока достаточна для их работы.
Контакты в силовой цепи также размыкаются. В отличие от электромагнитных устройств, здесь датчик реагирует исключительно на металл. В таких устройствах также можно подключить осветительные приборы, так как сила тока достаточна для их работы. При слишком отдаленном расположении концевика есть вероятность, что механизм до ролика не достанет (в механических системах), а при слишком близком расположении его просто раздавит.
При слишком отдаленном расположении концевика есть вероятность, что механизм до ролика не достанет (в механических системах), а при слишком близком расположении его просто раздавит.
 Из-за механических характеристик и рабочих параметров различных машин такие факторы, как размер, рабочее усилие, способ монтажа и скорость перемещения, являются важными характеристиками при установке и обслуживании концевых выключателей. Кроме того, электрические характеристики концевых выключателей должны соответствовать нагрузке на механическую систему, которая будет контролироваться, чтобы избежать отказа КИПиА.
Из-за механических характеристик и рабочих параметров различных машин такие факторы, как размер, рабочее усилие, способ монтажа и скорость перемещения, являются важными характеристиками при установке и обслуживании концевых выключателей. Кроме того, электрические характеристики концевых выключателей должны соответствовать нагрузке на механическую систему, которая будет контролироваться, чтобы избежать отказа КИПиА. Затем концевой выключатель регулирует схему, которая управляет машиной и ее движущимися частями. Эти переключатели можно использовать в качестве направляющих для цепей управления магнитных пускателей, позволяя им запускать, останавливать, замедлять или ускорять работу двигателя. Большинство переключателей имеют либо удерживающий контакт, либо модели с мгновенным контактом.
Затем концевой выключатель регулирует схему, которая управляет машиной и ее движущимися частями. Эти переключатели можно использовать в качестве направляющих для цепей управления магнитных пускателей, позволяя им запускать, останавливать, замедлять или ускорять работу двигателя. Большинство переключателей имеют либо удерживающий контакт, либо модели с мгновенным контактом.
 Но что именно? И какова функция концевого выключателя? Ниже мы предоставим вам базовый обзор того, что такое концевые выключатели, их применение и способы их использования.
Но что именно? И какова функция концевого выключателя? Ниже мы предоставим вам базовый обзор того, что такое концевые выключатели, их применение и способы их использования. В результате производство становится более эффективным, а рабочая среда — более безопасной.
В результате производство становится более эффективным, а рабочая среда — более безопасной.
 Равнодействующая моментов вращающихся наружного и внутреннего дисков равна нулю, что делает машину устойчивой, уменьшает нагрузку на руки оператора, благодаря чему увеличивается производительность труда и повышается качество работ.
Равнодействующая моментов вращающихся наружного и внутреннего дисков равна нулю, что делает машину устойчивой, уменьшает нагрузку на руки оператора, благодаря чему увеличивается производительность труда и повышается качество работ. Одновременно с этим осуществляется выравнивание поверхности по всей площади посредством переноса частиц раствора в плоскости обработки.
Одновременно с этим осуществляется выравнивание поверхности по всей площади посредством переноса частиц раствора в плоскости обработки. п.
п.

 Эластичное соединение позволяет диску
Эластичное соединение позволяет диску
 С помощью
С помощью


 Он имеет несколько улучшенных функций по сравнению со смарт, включая более высокую производительность и зону смешивания резины, чтобы предотвратить слеживание области и упростить очистку.
Он имеет несколько улучшенных функций по сравнению со смарт, включая более высокую производительность и зону смешивания резины, чтобы предотвратить слеживание области и упростить очистку. Сухой раствор подается в смесительную камеру через наклонную звездочку. PFT G 4 можно запустить и пополнить в любое время. Звездочка приводится в действие отдельно и может быть быстро демонтирована с помощью центрального замка.
Сухой раствор подается в смесительную камеру через наклонную звездочку. PFT G 4 можно запустить и пополнить в любое время. Звездочка приводится в действие отдельно и может быть быстро демонтирована с помощью центрального замка. Хорошо подходит для дальности подачи до 30 м.
Хорошо подходит для дальности подачи до 30 м.
 Существует ряд преимуществ, включая сокращение ручного труда, увеличение скорости штукатурки, улучшенную консистенцию штукатурки, большую однородность в крупномасштабных проектах и меньше возможностей для человеческой ошибки. Звучит волшебно, не так ли?
Существует ряд преимуществ, включая сокращение ручного труда, увеличение скорости штукатурки, улучшенную консистенцию штукатурки, большую однородность в крупномасштабных проектах и меньше возможностей для человеческой ошибки. Звучит волшебно, не так ли? Здесь в дело вступает штукатурная машина.
Здесь в дело вступает штукатурная машина. Машина также будет постоянно создавать однородную смесь с фиксированным соотношением материала и воды. Это означает равномерную смесь во всем доме или даже в нескольких домах, поскольку машина регулирует смесь. Машина для распыления штукатурки использует технологию роторного и статорного насоса для обеспечения непрерывного потока материала. Шланг подает материал к стене для распыления. Наконец, материал распыляется на стену с помощью воздушной струи в распылителе.
Машина также будет постоянно создавать однородную смесь с фиксированным соотношением материала и воды. Это означает равномерную смесь во всем доме или даже в нескольких домах, поскольку машина регулирует смесь. Машина для распыления штукатурки использует технологию роторного и статорного насоса для обеспечения непрерывного потока материала. Шланг подает материал к стене для распыления. Наконец, материал распыляется на стену с помощью воздушной струи в распылителе.
 При покупке упаковочный материал становится собственностью владельца. При этом производитель или продавец способны стимулировать возврат тары, устанавливая его залоговую стоимость (включенную в цену товара). В случае сдачи в пункт приема покупатель может получить наличные, скидочные купоны и т.д. Такая схема популярна во многих европейских странах (в отношении стеклянных, пластиковых бутылок, алюминиевых банок, пластиковых, деревянных ящиков).
При покупке упаковочный материал становится собственностью владельца. При этом производитель или продавец способны стимулировать возврат тары, устанавливая его залоговую стоимость (включенную в цену товара). В случае сдачи в пункт приема покупатель может получить наличные, скидочные купоны и т.д. Такая схема популярна во многих европейских странах (в отношении стеклянных, пластиковых бутылок, алюминиевых банок, пластиковых, деревянных ящиков). п.
п.


 Процесс обращения включает стадии транспортирования, хранения и реализации продукции. Таким образом, упаковка выполняет следующие функции:
Процесс обращения включает стадии транспортирования, хранения и реализации продукции. Таким образом, упаковка выполняет следующие функции: По этому критерию упаковка делится на потребительскую, производственную, транспортную и специальную.
По этому критерию упаковка делится на потребительскую, производственную, транспортную и специальную.



 В групповую упаковывается несколько единиц продукции.
В групповую упаковывается несколько единиц продукции.
 Ее применяют для самых разноообразных продуктов: жидких, сыпучих, пастообразных и твердых; для газированных напитков, горюче-смазочных материалов, пищевых и химических продуктов, косметических и фармацевтических товаров.
Ее применяют для самых разноообразных продуктов: жидких, сыпучих, пастообразных и твердых; для газированных напитков, горюче-смазочных материалов, пищевых и химических продуктов, косметических и фармацевтических товаров. Вследствие низкой теплопроводности пенопластов (0,026-0,037 Вт/см×К), выполненная из них тара сохраняет форму и упругие свойства в широком диапазоне температур (от +75 до -60 °С). Тару из пенопластов применяют в основном для термоизоляции продукции, ее защиты от ударов и механических повреждений. Важными достоинствами пенопластовой упаковки являются ее малая масса, высокая долговечность и небольшая стоимость. Пенопластовую потребительскую тару выполняют в виде коробок, вкладышей, кювет, лотков, банок.
Вследствие низкой теплопроводности пенопластов (0,026-0,037 Вт/см×К), выполненная из них тара сохраняет форму и упругие свойства в широком диапазоне температур (от +75 до -60 °С). Тару из пенопластов применяют в основном для термоизоляции продукции, ее защиты от ударов и механических повреждений. Важными достоинствами пенопластовой упаковки являются ее малая масса, высокая долговечность и небольшая стоимость. Пенопластовую потребительскую тару выполняют в виде коробок, вкладышей, кювет, лотков, банок.

 Возможно изготовление полимерной транспортной тары различной формы и конструкции, что обеспечивает рациональное затаривание продукции. Благодаря своей жесткости полимерная тара может легко штабелироваться в несколько ярусов, занимая при складировании минимальные площади.
Возможно изготовление полимерной транспортной тары различной формы и конструкции, что обеспечивает рациональное затаривание продукции. Благодаря своей жесткости полимерная тара может легко штабелироваться в несколько ярусов, занимая при складировании минимальные площади.
 Унификация тары необходима для сокращения числа ее видов. Она способствует снижению расходов на разработку и изготовление тары, оснастки; содействует организации серийного и поточного производства на высокопроизводительном автоматизированном оборудовании.
Унификация тары необходима для сокращения числа ее видов. Она способствует снижению расходов на разработку и изготовление тары, оснастки; содействует организации серийного и поточного производства на высокопроизводительном автоматизированном оборудовании.


 По сути, это огромный zip-файл, содержащий все файлы, необходимые для запуска приложения, а также базовую операционную систему.
По сути, это огромный zip-файл, содержащий все файлы, необходимые для запуска приложения, а также базовую операционную систему.
 д., но изменяемый характер тегов означает, что издатель также может изменять
д., но изменяемый характер тегов означает, что издатель также может изменять  Если вы не укажете сетевой адрес сервера (IP или DNS-имя) при создании, перетаскивании или перемещении контейнеров, Docker предполагает, что образ размещен на
Если вы не укажете сетевой адрес сервера (IP или DNS-имя) при создании, перетаскивании или перемещении контейнеров, Docker предполагает, что образ размещен на 
 docker.org.
docker.org.
 Это связано с тем, что упаковка обычно одноразовая и не может быть использована повторно. Примером этого может служить пластик, покрывающий товар на поддоне, или коробки, в которых сгруппировано несколько единиц рассматриваемого продукта.
Это связано с тем, что упаковка обычно одноразовая и не может быть использована повторно. Примером этого может служить пластик, покрывающий товар на поддоне, или коробки, в которых сгруппировано несколько единиц рассматриваемого продукта.

 Это происходит из-за следующих причин, которые появляются в процессе:
Это происходит из-за следующих причин, которые появляются в процессе: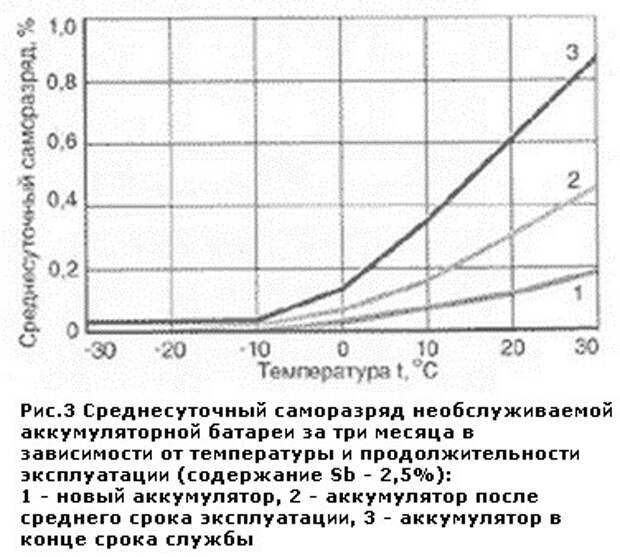


 А через сто сорок дней электрический заряд может полностью исчезнуть.
А через сто сорок дней электрический заряд может полностью исчезнуть.
 Саморазряд может происходить как на поверхности батареи, так и внутри неё.
Саморазряд может происходить как на поверхности батареи, так и внутри неё.
 Скорость саморазряда положительного активного материала в несколько раз ниже скорости саморазряда отрицательного активного материала.
Скорость саморазряда положительного активного материала в несколько раз ниже скорости саморазряда отрицательного активного материала.
 Однако вызывает беспокойство скорость, с которой происходит саморазряд. Это одна из причин, по которой суперконденсаторы не используются в электромобилях. Суперконденсаторы имеют высокий саморазряд до 50% в месяц. Тогда как литий-ионные аккумуляторы имеют саморазряд до 5% в месяц. Но эти значения могут меняться в зависимости от класса ячеек.
Однако вызывает беспокойство скорость, с которой происходит саморазряд. Это одна из причин, по которой суперконденсаторы не используются в электромобилях. Суперконденсаторы имеют высокий саморазряд до 50% в месяц. Тогда как литий-ионные аккумуляторы имеют саморазряд до 5% в месяц. Но эти значения могут меняться в зависимости от класса ячеек. На этом этапе напряжение падает примерно до 3,17 В. После этого проводят испытание на саморазряд, выдерживая элемент в течение 30 дней в стандартных условиях. Основываясь на их оценках, можно сделать следующие наблюдения. В ячейке класса падение напряжения будет менее 30 мВ. В ячейке с отрицательным классом падение напряжения будет составлять от 30 мВ до 9 мВ.0 мВ. В ячейке класса B может наблюдаться падение напряжения более чем на 90 мВ. Приведенные выше значения приведены только для справки и основаны на техническом упражнении, проведенном автором с конкретным производителем ячеек. Эти значения могут изменяться в зависимости от производителя элемента и условий хранения для саморазряда. Приведенные выше значения также будут различаться для каждого типа клеточной химии.
На этом этапе напряжение падает примерно до 3,17 В. После этого проводят испытание на саморазряд, выдерживая элемент в течение 30 дней в стандартных условиях. Основываясь на их оценках, можно сделать следующие наблюдения. В ячейке класса падение напряжения будет менее 30 мВ. В ячейке с отрицательным классом падение напряжения будет составлять от 30 мВ до 9 мВ.0 мВ. В ячейке класса B может наблюдаться падение напряжения более чем на 90 мВ. Приведенные выше значения приведены только для справки и основаны на техническом упражнении, проведенном автором с конкретным производителем ячеек. Эти значения могут изменяться в зависимости от производителя элемента и условий хранения для саморазряда. Приведенные выше значения также будут различаться для каждого типа клеточной химии.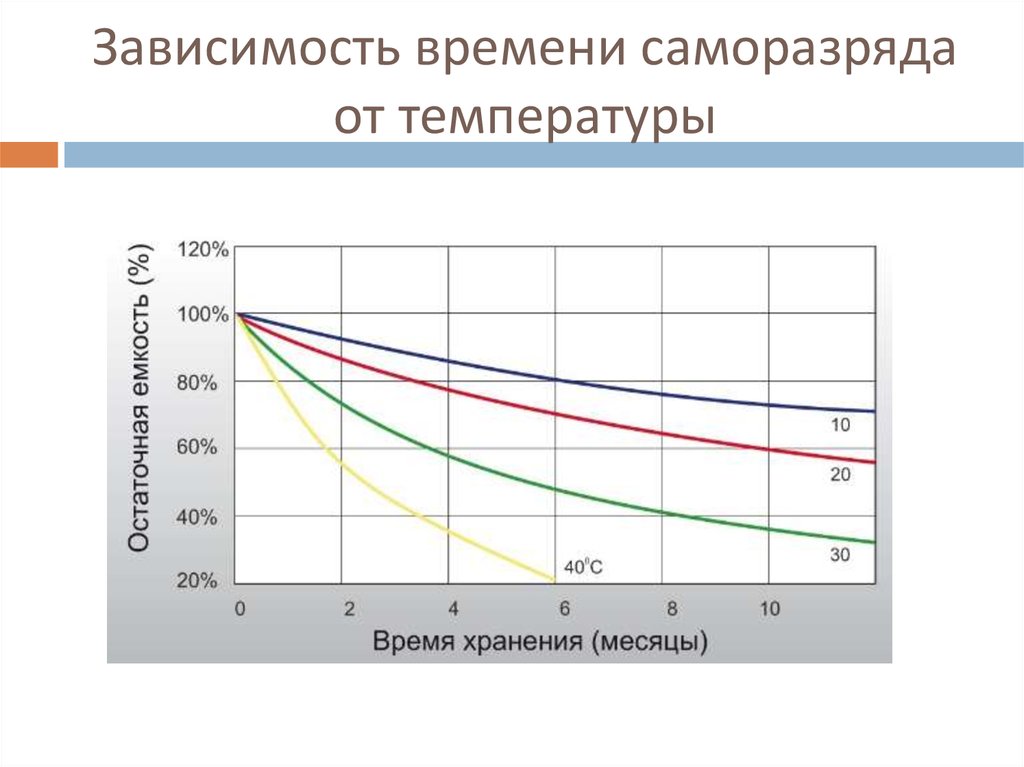 Многие компании сразу переходят к классификации емкости, а затем к классификации OCV и IR, но малоизвестный факт заключается в том, что классы A и A-минус могут иметь очень похожие значения емкости, OCV и IR, а различающим фактором между ними является саморазряд. . Это означает, что компания может думать, что покупает элементы класса А, но на самом деле они получают элементы класса А-минус, поскольку саморазряд не учитывается.
Многие компании сразу переходят к классификации емкости, а затем к классификации OCV и IR, но малоизвестный факт заключается в том, что классы A и A-минус могут иметь очень похожие значения емкости, OCV и IR, а различающим фактором между ними является саморазряд. . Это означает, что компания может думать, что покупает элементы класса А, но на самом деле они получают элементы класса А-минус, поскольку саморазряд не учитывается. Им нужно время для балансировки, потому что разница между ячейками с минусом выше, чем у ячеек с оценкой А. Целесообразно использовать элементы класса А-минус в аккумуляторной батарее с небольшим количеством параллельных соединений. Если элементы A-минус используются в аккумуляторных батареях с большим количеством параллельных соединений, аккумуляторная батарея может испытывать проблемы с балансировкой после нескольких сотен циклов. Элементы класса B не подходят для использования в аккумуляторных батареях с любым количеством параллельных соединений. Это связано с тем, что различия между элементами класса B могут быть очень высокими и вызывать много проблем с балансировкой в аккумуляторной батарее. Проблемы балансировки в аккумуляторной батарее приводят к неспособности аккумуляторной батареи полностью заряжаться и полностью разряжаться. Это будет означать, что запас хода автомобиля (в случае электромобиля) или время резервного питания (в случае системы накопления энергии) будут значительно ниже исходного значения.
Им нужно время для балансировки, потому что разница между ячейками с минусом выше, чем у ячеек с оценкой А. Целесообразно использовать элементы класса А-минус в аккумуляторной батарее с небольшим количеством параллельных соединений. Если элементы A-минус используются в аккумуляторных батареях с большим количеством параллельных соединений, аккумуляторная батарея может испытывать проблемы с балансировкой после нескольких сотен циклов. Элементы класса B не подходят для использования в аккумуляторных батареях с любым количеством параллельных соединений. Это связано с тем, что различия между элементами класса B могут быть очень высокими и вызывать много проблем с балансировкой в аккумуляторной батарее. Проблемы балансировки в аккумуляторной батарее приводят к неспособности аккумуляторной батареи полностью заряжаться и полностью разряжаться. Это будет означать, что запас хода автомобиля (в случае электромобиля) или время резервного питания (в случае системы накопления энергии) будут значительно ниже исходного значения.
 — 10:33
— 10:33


 Что позволяет существенно поднять мощность искры. При этом КГ не подгорает. Но чистить ее все равно придется, она начинает окисляться.
Что позволяет существенно поднять мощность искры. При этом КГ не подгорает. Но чистить ее все равно придется, она начинает окисляться.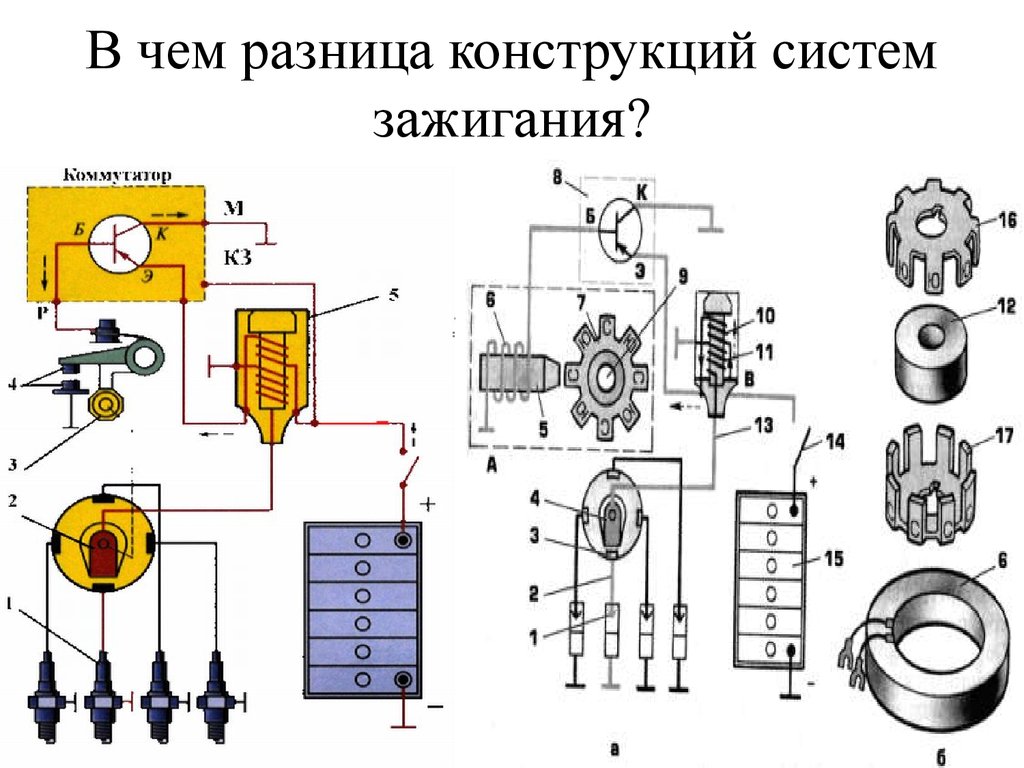 В результате двигатель оснащенный БСЗ имеет лучшие мощностные характеристики и лучшую топливную экономичность (до 1 л. на 100 км).
В результате двигатель оснащенный БСЗ имеет лучшие мощностные характеристики и лучшую топливную экономичность (до 1 л. на 100 км). Заключается она в замене элементов этой системы на более качественные и надежные импортные. Заменить можно крышку трамблера, бегунок, датчик Холла, коммутатор, катушку. Кроме того систему можно модернизировать посредством использования блока зажигания типа ‘Пульсар’ ли ‘Октан’ для БСЗ.
Заключается она в замене элементов этой системы на более качественные и надежные импортные. Заменить можно крышку трамблера, бегунок, датчик Холла, коммутатор, катушку. Кроме того систему можно модернизировать посредством использования блока зажигания типа ‘Пульсар’ ли ‘Октан’ для БСЗ. Автоматические регуляторы угла опережения зажигания в этих системах, вакуумный и центробежный, достаточно грубые и примитивные устройства не отличающиеся стабильностью работы. Оптимальная настройка этих устройств не простая задача.
Автоматические регуляторы угла опережения зажигания в этих системах, вакуумный и центробежный, достаточно грубые и примитивные устройства не отличающиеся стабильностью работы. Оптимальная настройка этих устройств не простая задача. В системе отсутствует механический распределитель, поэтому она может иметь обеспечить очень высокую энергию искры.
В системе отсутствует механический распределитель, поэтому она может иметь обеспечить очень высокую энергию искры.
 Т.е. если УОЗ начально установлен на 95-ый бензин, то при заправке 76-ым действительно можно с помощью пульта, из салона, убрать детонацию не залезая под капот.
Т.е. если УОЗ начально установлен на 95-ый бензин, то при заправке 76-ым действительно можно с помощью пульта, из салона, убрать детонацию не залезая под капот.


 Постоянно эксплуатировать автомобиль с такой заменой длительное время не рекомендуется. Особенно не желательно ставить контактные в бесконтактную.
Постоянно эксплуатировать автомобиль с такой заменой длительное время не рекомендуется. Особенно не желательно ставить контактные в бесконтактную.
 Когда это происходит, разрушающийся ток индуцирует высокое напряжение во вторичной обмотке катушки, имеющей большее количество витков. Это приводит к тому, что на выходе катушки на короткое время появляется очень большое напряжение, достаточное для возникновения дуги на электродах свечи зажигания.
Когда это происходит, разрушающийся ток индуцирует высокое напряжение во вторичной обмотке катушки, имеющей большее количество витков. Это приводит к тому, что на выходе катушки на короткое время появляется очень большое напряжение, достаточное для возникновения дуги на электродах свечи зажигания. Положение пластины также можно перемещать на небольшое расстояние с помощью небольшого сервомеханизма с вакуумным приводом, обеспечивающего опережающую синхронизацию, когда двигателю требуется увеличить скорость по требованию. Это помогает предотвратить преждевременное зажигание (или порозовение).
Положение пластины также можно перемещать на небольшое расстояние с помощью небольшого сервомеханизма с вакуумным приводом, обеспечивающего опережающую синхронизацию, когда двигателю требуется увеличить скорость по требованию. Это помогает предотвратить преждевременное зажигание (или порозовение). Эти эффекты в значительной степени можно преодолеть с помощью электронных систем зажигания, в которых прерыватели контактов оснащены безмассовым сенсорным устройством.
Эти эффекты в значительной степени можно преодолеть с помощью электронных систем зажигания, в которых прерыватели контактов оснащены безмассовым сенсорным устройством.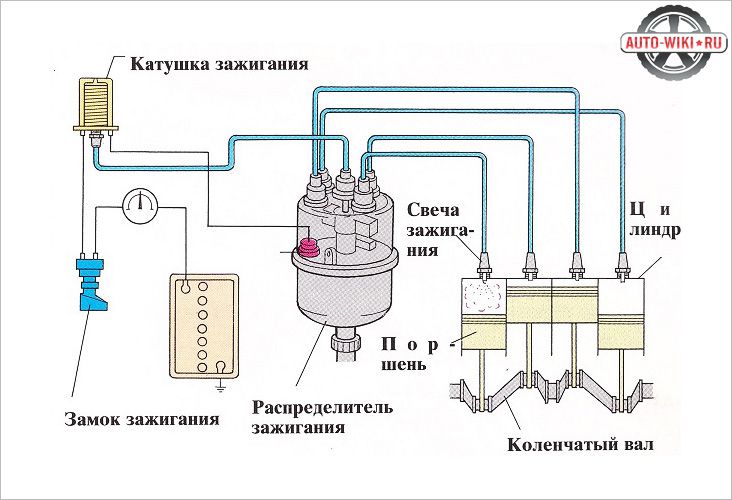
 2013.
2013.


 На месте для курения должна быть надпись «Место для курения».
На месте для курения должна быть надпись «Место для курения». Хранить указанные вещества вместе с другими горючими материалами запрещается.
Хранить указанные вещества вместе с другими горючими материалами запрещается. огнестойкости — 10 м.
огнестойкости — 10 м.
 На рабочем месте разрешается иметь не более 2-х баллонов – один рабочий, другой запасной.
На рабочем месте разрешается иметь не более 2-х баллонов – один рабочий, другой запасной. пожароопасными жидкостями.
пожароопасными жидкостями. ответственным лицам. У пожарных гидрантов должны быть установлены указатели. Зимой колодцы гидрантов необходимо утеплять.
ответственным лицам. У пожарных гидрантов должны быть установлены указатели. Зимой колодцы гидрантов необходимо утеплять.
 Компания Региональный стандарт
Компания Региональный стандарт
 Все действия пожарной команды должны быть осторожными и размеренными, чтобы не допустить человеческих жертв как среди людей, которых необходимо спасти, так и среди самой команды.
Все действия пожарной команды должны быть осторожными и размеренными, чтобы не допустить человеческих жертв как среди людей, которых необходимо спасти, так и среди самой команды.
 Для лучшей защиты установите взаимосвязанные датчики дыма в каждой спальне и по всему дому. Когда звучит один, звучат все.
Для лучшей защиты установите взаимосвязанные датчики дыма в каждой спальне и по всему дому. Когда звучит один, звучат все.
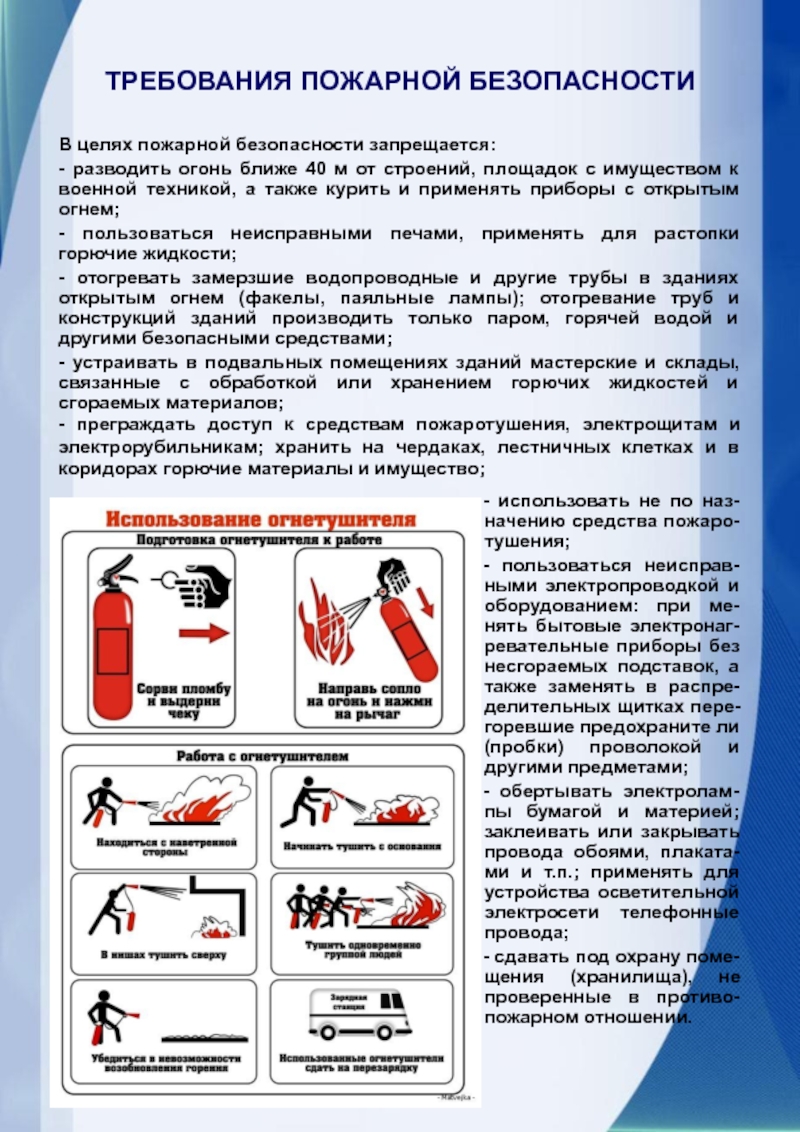 Датчики дыма со временем становятся менее чувствительными.
Датчики дыма со временем становятся менее чувствительными. Дымовые извещатели предназначены для обнаружения, а не контроля пожара. Домашние пожарные спринклеры дополняют работу сигнализаций, обеспечивая немедленную борьбу с пламенем.
Дымовые извещатели предназначены для обнаружения, а не контроля пожара. Домашние пожарные спринклеры дополняют работу сигнализаций, обеспечивая немедленную борьбу с пламенем. Для домашнего использования рекомендуется огнетушитель класса «A-B-C». Многие модели огнетушителей предназначены для одноразового использования и не подлежат перезарядке.
Для домашнего использования рекомендуется огнетушитель класса «A-B-C». Многие модели огнетушителей предназначены для одноразового использования и не подлежат перезарядке.


 Первая цель семинара состояла в том, чтобы рассмотреть современное состояние технологии дыхательных аппаратов и определить критические потребности в производительности.
Первая цель семинара состояла в том, чтобы рассмотреть современное состояние технологии дыхательных аппаратов и определить критические потребности в производительности.

 Данные о предельных возможностях оборудования могут быть ценной информацией для пожарной службы, чтобы помочь предотвратить дальнейшие травмы и смертельные случаи, связанные с отказом оборудования дыхательного аппарата. Эти эксперименты с огнем позволили получить информацию о приблизительном тепловом потоке и температуре окружающей среды, которые могут привести к разрушению линзы лицевой части, но в будущих экспериментах будет использоваться воздействие излучающей панели, работающей на газе, которая может обеспечить контролируемый и воспроизводимый способ создания равномерного теплового потока. Тепловой поток от излучающей панели можно контролировать и варьировать от низкого теплового потока с интенсивностью, чуть превышающей поток солнечного света, до высокого теплового потока, отражающего условия в начале вспышки. В будущих экспериментах можно будет собрать больше информации о прогрессировании деградации путем записи видео объектива лицевой маски во время экспозиции. Кроме того, эффект дыхания можно дополнительно изучить с помощью дыхательного аппарата для имитации вдоха и выдоха.
Данные о предельных возможностях оборудования могут быть ценной информацией для пожарной службы, чтобы помочь предотвратить дальнейшие травмы и смертельные случаи, связанные с отказом оборудования дыхательного аппарата. Эти эксперименты с огнем позволили получить информацию о приблизительном тепловом потоке и температуре окружающей среды, которые могут привести к разрушению линзы лицевой части, но в будущих экспериментах будет использоваться воздействие излучающей панели, работающей на газе, которая может обеспечить контролируемый и воспроизводимый способ создания равномерного теплового потока. Тепловой поток от излучающей панели можно контролировать и варьировать от низкого теплового потока с интенсивностью, чуть превышающей поток солнечного света, до высокого теплового потока, отражающего условия в начале вспышки. В будущих экспериментах можно будет собрать больше информации о прогрессировании деградации путем записи видео объектива лицевой маски во время экспозиции. Кроме того, эффект дыхания можно дополнительно изучить с помощью дыхательного аппарата для имитации вдоха и выдоха.
 Понимание характеристик старения находящихся в эксплуатации стрелочных переводов дает протоколы измерений сообщества пожарной службы для использования в качестве основы для определения минимальных правил производительности, чтобы обеспечить пожарных адекватной защитой для выполнения своих обязанностей, а также для определения правил производительности для снятия стрелочных переводов с эксплуатации. услуга. В дополнение к разработке правил, основанных на характеристиках, понимание механизмов отказа позволяет разрабатывать новые и/или использовать существующие технологии, которые улучшат и продлят срок службы стрелочного перевода.
Понимание характеристик старения находящихся в эксплуатации стрелочных переводов дает протоколы измерений сообщества пожарной службы для использования в качестве основы для определения минимальных правил производительности, чтобы обеспечить пожарных адекватной защитой для выполнения своих обязанностей, а также для определения правил производительности для снятия стрелочных переводов с эксплуатации. услуга. В дополнение к разработке правил, основанных на характеристиках, понимание механизмов отказа позволяет разрабатывать новые и/или использовать существующие технологии, которые улучшат и продлят срок службы стрелочного перевода. Внутри систем защитной одежды образуются горячие пары и пар, которые также вызывают серьезные ожоги. Защитная одежда пожарных имеет определенные физические ограничения, связанные с ее способностью защищать пользователя. Эти пределы безопасного использования плохо изучены и не учитываются в действующих стандартах защитной одежды для пожарных служб.
Внутри систем защитной одежды образуются горячие пары и пар, которые также вызывают серьезные ожоги. Защитная одежда пожарных имеет определенные физические ограничения, связанные с ее способностью защищать пользователя. Эти пределы безопасного использования плохо изучены и не учитываются в действующих стандартах защитной одежды для пожарных служб.  ) 0014
) 0014 ) требует наличия только детектора движения, некоторые производители начинают включать датчики теплового воздействия в каждое устройство PASS. Некоторые устройства PASS также интегрируются в системы учета пожарного персонала.
) требует наличия только детектора движения, некоторые производители начинают включать датчики теплового воздействия в каждое устройство PASS. Некоторые устройства PASS также интегрируются в системы учета пожарного персонала.

 Затем процесс повторяется.
Затем процесс повторяется.
 40:
40: 40
40


 Даже если ваш автомобиль оснащен лучшим кондиционером, вы, возможно, испытали чувство прилипания к своему месту в особенно жаркий день. Эта охлаждающая подушка для автомобильного сиденья прикрепляется к сиденью. Он имеет 5 вентиляторов сверху, 5 вентиляторов снизу и несколько скоростей.
Даже если ваш автомобиль оснащен лучшим кондиционером, вы, возможно, испытали чувство прилипания к своему месту в особенно жаркий день. Эта охлаждающая подушка для автомобильного сиденья прикрепляется к сиденью. Он имеет 5 вентиляторов сверху, 5 вентиляторов снизу и несколько скоростей.
 Формы очень прочные, небьющиеся, а благодаря антипригарной поверхности их очень легко чистить.
Формы очень прочные, небьющиеся, а благодаря антипригарной поверхности их очень легко чистить. Уникальное плетение позволяет ему впитывать влагу более эффективно, чем хлопок или полиэстер.
Уникальное плетение позволяет ему впитывать влагу более эффективно, чем хлопок или полиэстер. Он подходит как для внутреннего, так и для наружного использования.
Он подходит как для внутреннего, так и для наружного использования.
 Вместо того, чтобы охлаждать определенные части тела, они мягко и мягко успокаивают все тело. Они также идеально подходят для любителей горячего сна и пар с разной температурой тела. Резервуар для воды позволяет генерировать непрерывный поток холодного воздуха до 9 часов.часов — можно оставить на летнюю ночь и освежиться.
Вместо того, чтобы охлаждать определенные части тела, они мягко и мягко успокаивают все тело. Они также идеально подходят для любителей горячего сна и пар с разной температурой тела. Резервуар для воды позволяет генерировать непрерывный поток холодного воздуха до 9 часов.часов — можно оставить на летнюю ночь и освежиться. д. Также это может быть связано с гормональным дисбалансом, поэтому мы рекомендуем обратиться к врачу, а не заниматься самолечением.
д. Также это может быть связано с гормональным дисбалансом, поэтому мы рекомендуем обратиться к врачу, а не заниматься самолечением.
 Клинически доказано, что это безопасное и эффективное решение для лечения приливов, холодных приливов, ночной потливости и нарушений сна.
Клинически доказано, что это безопасное и эффективное решение для лечения приливов, холодных приливов, ночной потливости и нарушений сна.
 Такой подход дает больше свободы в выборе оптимального способа обработки.
Такой подход дает больше свободы в выборе оптимального способа обработки.
 Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков.
Это могут быть тиски или стальные подложки, а также специальные устройства в конструкции станков. Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида: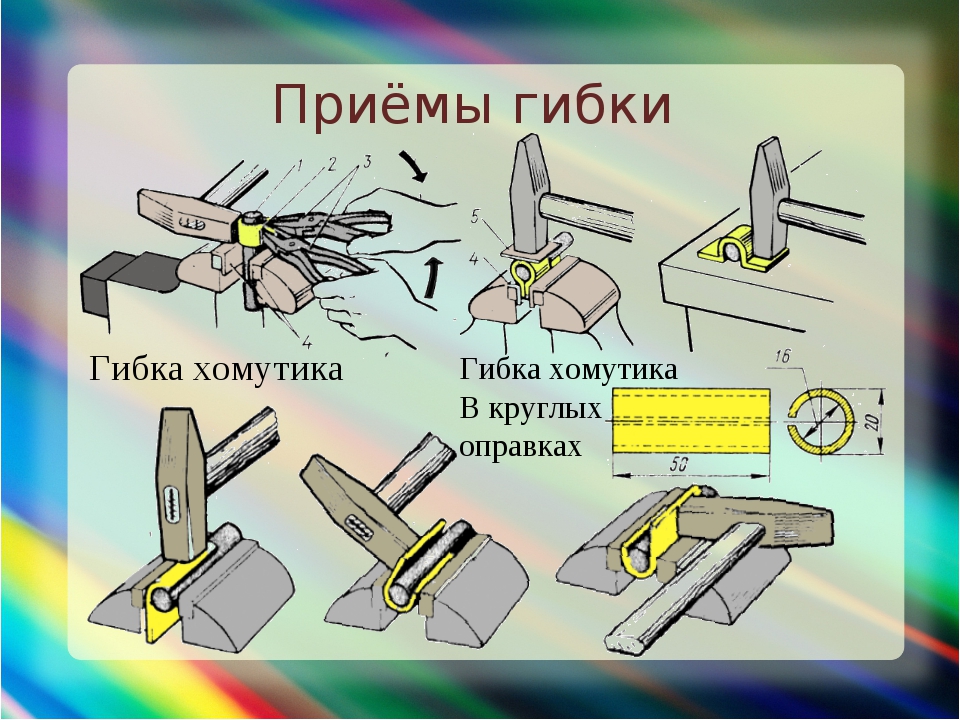 Некоторые задачи по рубке можно выполнить даже в домашних условиях.
Некоторые задачи по рубке можно выполнить даже в домашних условиях. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.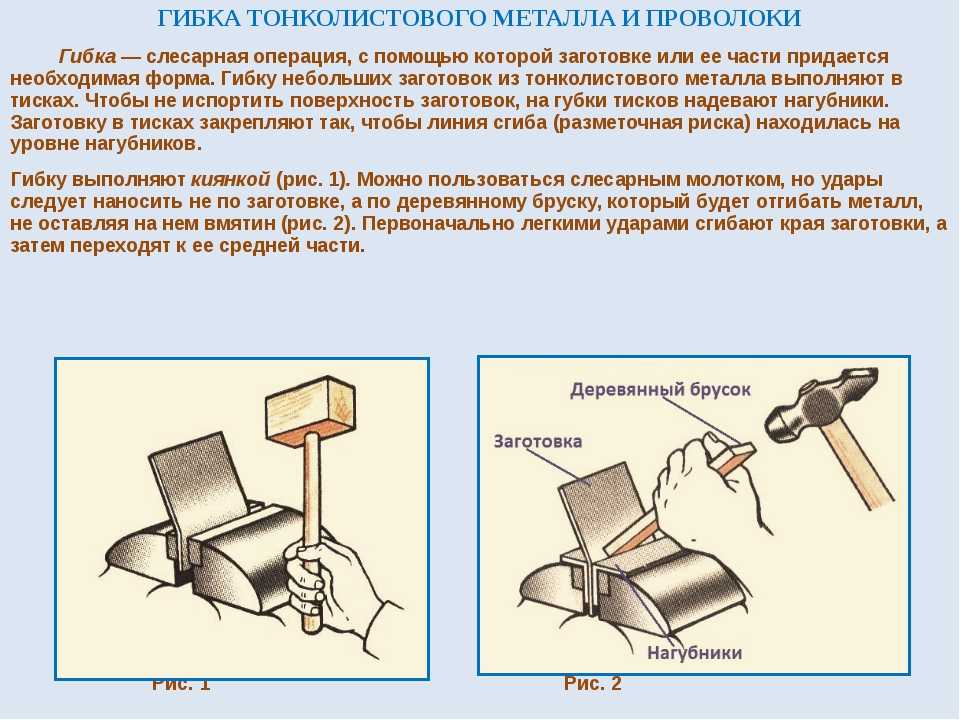 Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме. Нижнее лезвие обычно статично;
Нижнее лезвие обычно статично;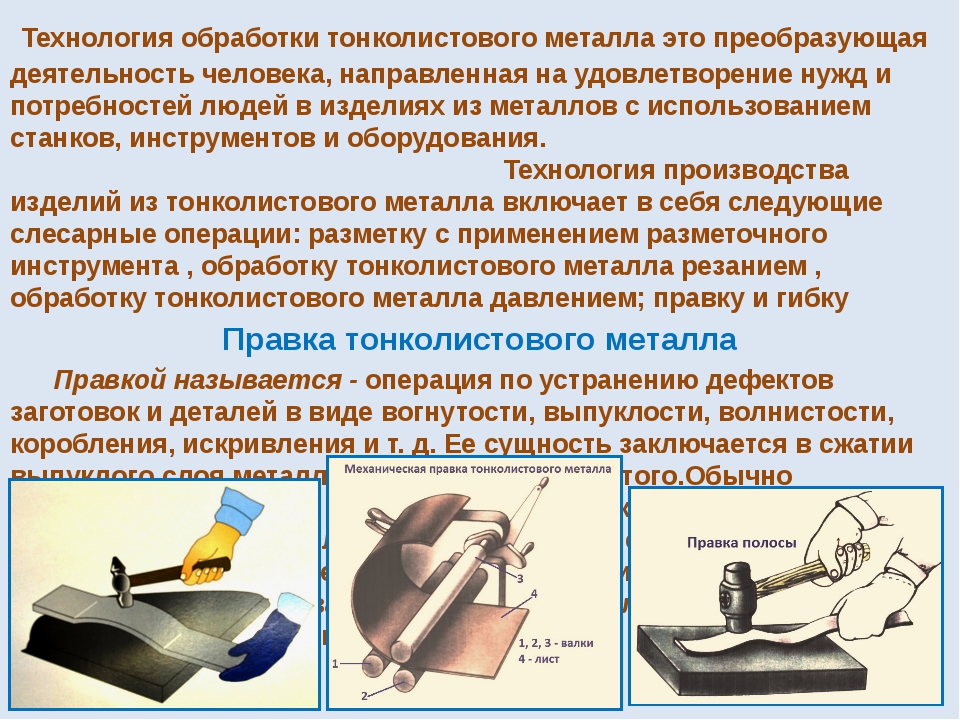
 Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование.
Легко понять, то сам по себе этот процесс предполагает разделение объекта на несколько частей. Это верно и в отношении металла. Данный метод в достаточной мере универсален и может применяться практически для всех видов заготовок, от листов и прутков до труб и крупного проката. Разумеется, для решения этих задач потребуется различное оборудование. Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.
Многие компании, специализирующиеся на металлообработке, для своих клиентов не разделяют эти методы. Такой подход дает больше свободы в выборе оптимального способа обработки.

 Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ.
Кроме того, инструменты для ручной рубки, несмотря на большое разнообразие, не могут обеспечить уровень точности, который гарантируют станки с ЧПУ. Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки.
Мы уже упоминали, что процесс рубки предполагает прорывание металла в заданной области. Крейцмейсель или зубило обеспечивают точечное приложение силы, однако основную работу мастер совершает с помощью молотка. Разумеется, одним из ключевых факторов в данном случае является сила удара. В данном случае больше не всегда значит лучше. Опытные мастера сначала делают на металле зазубрину, чтобы впоследствии избежать соскальзывания лезвия. Если мастер не может грамотно применять усилия, он рискует испортить как заготовку, так и рабочий инструмент. Опытные слесари, напротив, могут обеспечивать уровень точности, сопоставимый с тем, что гарантируют станки. Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида:
Даже удар в слесарном деле имеет множество нюансов. Всего существует три их вида: Некоторые задачи по рубке можно выполнить даже в домашних условиях.
Некоторые задачи по рубке можно выполнить даже в домашних условиях. Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров.
Всю работу, связанную с приложением усилий, выполняет станок. В зависимости от того, какое оборудование установлено на производстве, процедура рубки может выполняться в полуавтоматическом или в полностью автоматическом режиме. В последнем случае станок самостоятельно подбирает большинство параметров. Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме.
Современные станки, однако, намного совершеннее и могут работать как в полуавтоматическом, так и в автоматическом режиме. Нижнее лезвие обычно статично;
Нижнее лезвие обычно статично;
 13.19 Карандаш из мыльного камня — лучший инструмент для маркировки металла.
13.19 Карандаш из мыльного камня — лучший инструмент для маркировки металла.



 Линии разреза на куске металла, на котором образовался шлак
Линии разреза на куске металла, на котором образовался шлак Бывает
Бывает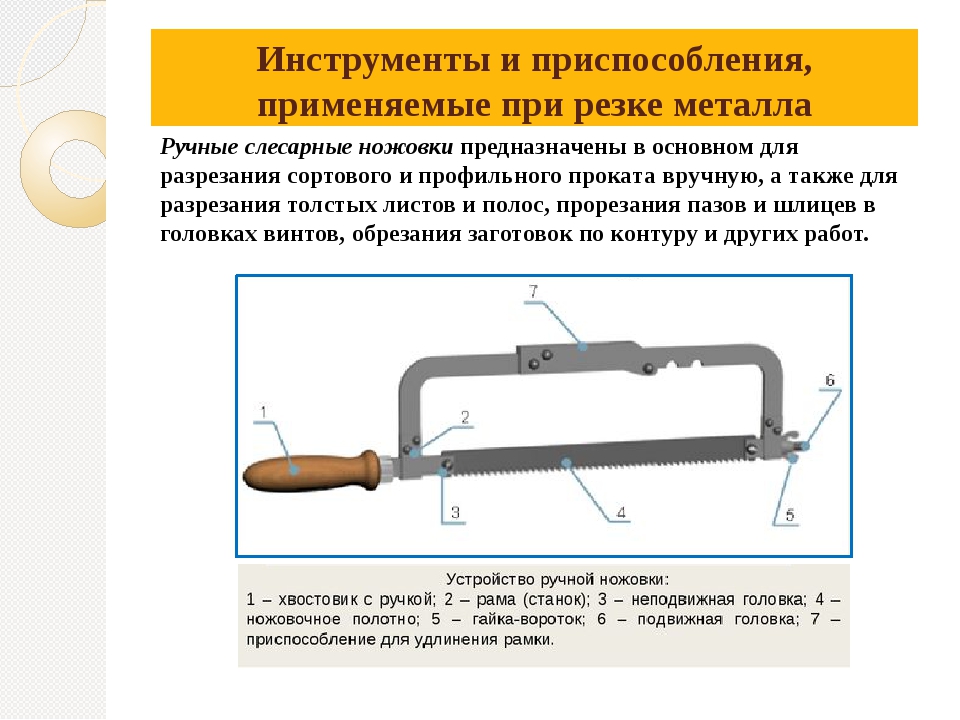 Новичок здесь действительно в невыгодном положении, даже если он
Новичок здесь действительно в невыгодном положении, даже если он 28 Непосредственно перед
28 Непосредственно перед Как я упоминал ранее, вы должны
Как я упоминал ранее, вы должны

 Но вы все равно должны внимательно следить за металлом, чтобы
Но вы все равно должны внимательно следить за металлом, чтобы

 13.35). В большинстве случаев,
13.35). В большинстве случаев,
 9. Продолжайте двигаться вперед
9. Продолжайте двигаться вперед Затем
Затем
 13.39).). Затем эта бумага оборачивается вокруг
13.39).). Затем эта бумага оборачивается вокруг Для трубы диаметром менее 4 дюймов вы
Для трубы диаметром менее 4 дюймов вы
 В какой-то момент вы можете обнаружить, что вам требуется
В какой-то момент вы можете обнаружить, что вам требуется


 Мы округляем вверх или вниз. Это не работает. Мы должны попробовать чтобы получить как можно меньшее приращение, которое на большинстве линеек составляет 1/16 дюйма дюйма.
Мы округляем вверх или вниз. Это не работает. Мы должны попробовать чтобы получить как можно меньшее приращение, которое на большинстве линеек составляет 1/16 дюйма дюйма. Затем я встретил профессионального плотника, который объяснил, что мои разрезы никогда не будут точными, потому что ширина линии на самом деле неточна (несмотря ни на что, она всегда слишком широка). Вам нужно использовать бритву (или разметочный нож), чтобы провести линию. Это одна из тех вещей, которые звучат до глупости очевидно, когда кто-то наконец объясняет их.
Затем я встретил профессионального плотника, который объяснил, что мои разрезы никогда не будут точными, потому что ширина линии на самом деле неточна (несмотря ни на что, она всегда слишком широка). Вам нужно использовать бритву (или разметочный нож), чтобы провести линию. Это одна из тех вещей, которые звучат до глупости очевидно, когда кто-то наконец объясняет их. Поэтому, когда я делаю отметку, я делаю небольшую линию на той стороне, которую хочу разрезать (формирует букву «Т»), чтобы указать, на какую сторону положить лезвие.
Поэтому, когда я делаю отметку, я делаю небольшую линию на той стороне, которую хочу разрезать (формирует букву «Т»), чтобы указать, на какую сторону положить лезвие.
 в.
в. в.)
в.) в.)
в.) ..16.02.2020АКЦИЯ! Всем кто читает бегущую строку 3% по купону «runline».
..16.02.2020АКЦИЯ! Всем кто читает бегущую строку 3% по купону «runline». 5Jx16 ET46
5Jx16 ET46 5 CRDi 136 в базовой комплектации устанавливаются колесные диски с размерностью 6.5Jx16 ET46 в сборе с шинами 215/70 R16 108T. Где:
5 CRDi 136 в базовой комплектации устанавливаются колесные диски с размерностью 6.5Jx16 ET46 в сборе с шинами 215/70 R16 108T. Где: 7 мм
7 мм 5Jx17 ET46
5Jx17 ET46 Индекс нагрузки представляет собой двухзначное или трехзначное число, индекс скорости обозначается латинскими буквами, например 108T:
Индекс нагрузки представляет собой двухзначное или трехзначное число, индекс скорости обозначается латинскими буквами, например 108T: 7. Таким образом все диски крепятся на шесть болтов и расстояние между ними ровно сто тридцать девять целых и 70 сотых миллиметров. Диаметр ступицы у авто 92.5 мм.
7. Таким образом все диски крепятся на шесть болтов и расстояние между ними ровно сто тридцать девять целых и 70 сотых миллиметров. Диаметр ступицы у авто 92.5 мм.

 Таким образом снижается нагрузка на подвеску, машина на порядок легче «проходит» различные неровности дороги. Но стоит отметить: снижение давление даже на 0.1 МПа приводит к серьезным проблемам. К основным можно отнести:
Таким образом снижается нагрузка на подвеску, машина на порядок легче «проходит» различные неровности дороги. Но стоит отметить: снижение давление даже на 0.1 МПа приводит к серьезным проблемам. К основным можно отнести:
 my связался со мной и указал продавца автомобиля через Whatsapp.
my связался со мной и указал продавца автомобиля через Whatsapp. с.20 x 1925
с.20 x 1925 5GLS CRDi VGT Royale Premium
5GLS CRDi VGT Royale Premium 5GLS CRDi VGT Royale Premium 2023 2018 года здесь.
5GLS CRDi VGT Royale Premium 2023 2018 года здесь. 5 GTDI EcoBoost
5 GTDI EcoBoost

 Такой тип моторов эффективен при нестабильном режиме загрузки парка пневмоприводных инструментов.
Такой тип моторов эффективен при нестабильном режиме загрузки парка пневмоприводных инструментов. Для эффективной работы двигателя своевременно проводите техобслуживание узла и не забывайте упреждать ситуации с перегрузкой двигателя.
Для эффективной работы двигателя своевременно проводите техобслуживание узла и не забывайте упреждать ситуации с перегрузкой двигателя.  Производители, цены, характеристики, фото — на сайте компании СЗЭМО
Производители, цены, характеристики, фото — на сайте компании СЗЭМО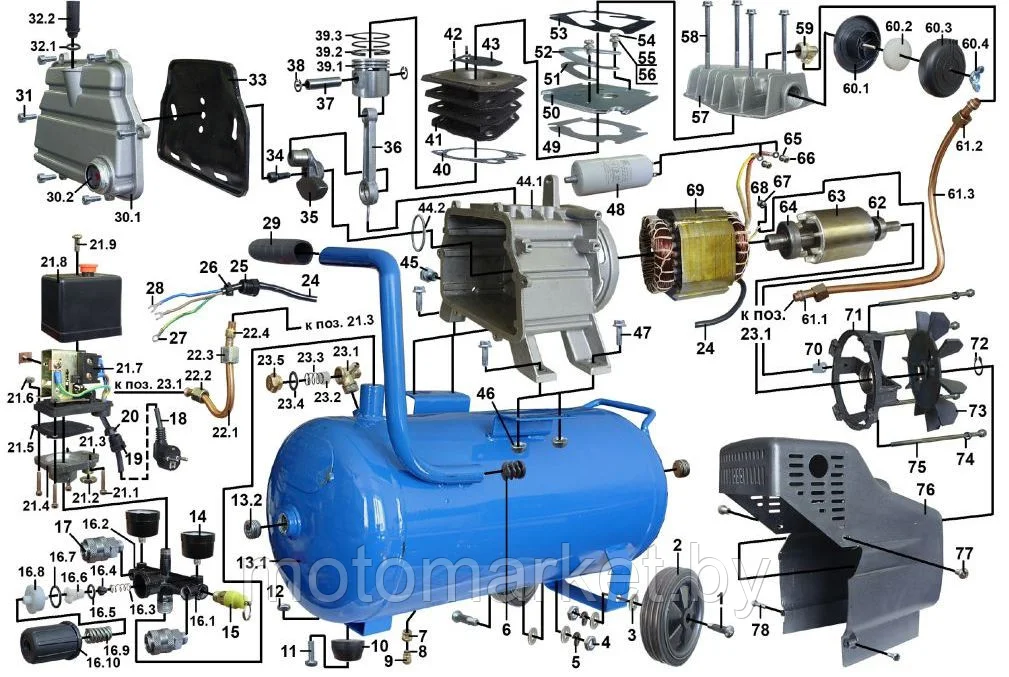 от источника вне электромобиля в подключаемый электромобиль.
от источника вне электромобиля в подключаемый электромобиль.


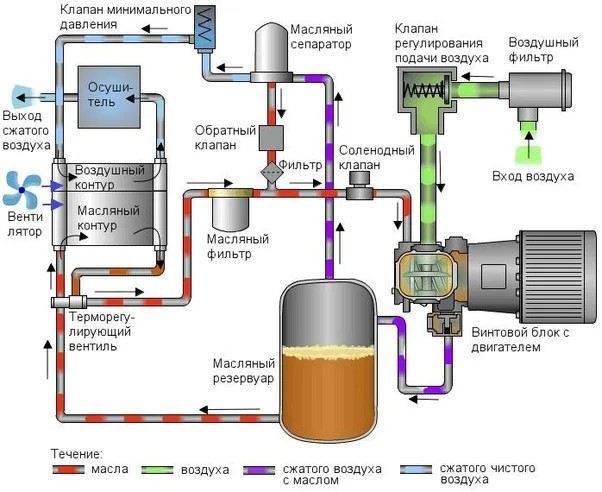


 По сути, двигатель компрессора похож на сердце воздушного компрессора. Воздушный компрессор без двигателя подобен машине без двигателя. Несмотря на то, что на рынке представлено множество типов воздушных компрессоров, большинство компрессоров по-прежнему состоят из трех основных компонентов: двигателя, головки и накопительного бака.
По сути, двигатель компрессора похож на сердце воздушного компрессора. Воздушный компрессор без двигателя подобен машине без двигателя. Несмотря на то, что на рынке представлено множество типов воздушных компрессоров, большинство компрессоров по-прежнему состоят из трех основных компонентов: двигателя, головки и накопительного бака. Эта часть компрессора отвечает за прием определенного количества воздуха, в зависимости от размера машины, и его сжатие в меньшее пространство, которым обычно является резервуар для хранения. Однако головка компрессора не может работать без помощи двигателя компрессора. Все воздушные компрессоры имеют двигатель определенного типа, который преобразует электрическую энергию в кинетическую энергию, что означает, что он обеспечивает питание головки компрессора. Без какого-либо двигателя, приводящего в действие головку компрессора, машина не сможет работать.
Эта часть компрессора отвечает за прием определенного количества воздуха, в зависимости от размера машины, и его сжатие в меньшее пространство, которым обычно является резервуар для хранения. Однако головка компрессора не может работать без помощи двигателя компрессора. Все воздушные компрессоры имеют двигатель определенного типа, который преобразует электрическую энергию в кинетическую энергию, что означает, что он обеспечивает питание головки компрессора. Без какого-либо двигателя, приводящего в действие головку компрессора, машина не сможет работать. Поэтому, заменив конденсатор, многие проблемы с двигателем воздушного компрессора могут быть уменьшены.
Поэтому, заменив конденсатор, многие проблемы с двигателем воздушного компрессора могут быть уменьшены.
