 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Жестяницкие работы. Оборудование, приспособления, инструмент, изделия (Илья Мельников, 2013). Жестяницкие работы
Кузнечно-прессовые и медницко-жестяницкие работы при ремонте автомобилей
Строительные машины и оборудование, справочник

Категория:
Механик гаража
Кузнечно-прессовые и медницко-жестяницкие работы при ремонте автомобилейКузнечно-прессовые работы. При ремонте автомобилей часто применяется ковка металла, при которой происходит значительная деформация материала в холодном или нагретом состоянии. В холодном состоянии обычно осуществляется клепка при помощи переносных или стационарных гидравлических прессов. В качестве переносных прессов применяются гидравлические клепальные скобы (при ремонте рам: приклепывание кронштейнов, поперечин и т. д.).
При ковке в горячем состоянии металл предварительно нагревают до температуры 1000—1200 °С, так как с повышением температуры повышается его пластичность, однако слишком высокая температура приводит к пережогу металла и порче детали, а при низкой температуре происходит образование трещин при ковке. Детали при ковке нагревают в кузнечных горнах. Температуру нагрева можно определить с помощью термометра или по цвету нагретого металла. Ковка осуществляется с использованием кузнечного инструмента: наковальни, обжимок, клещей и др.
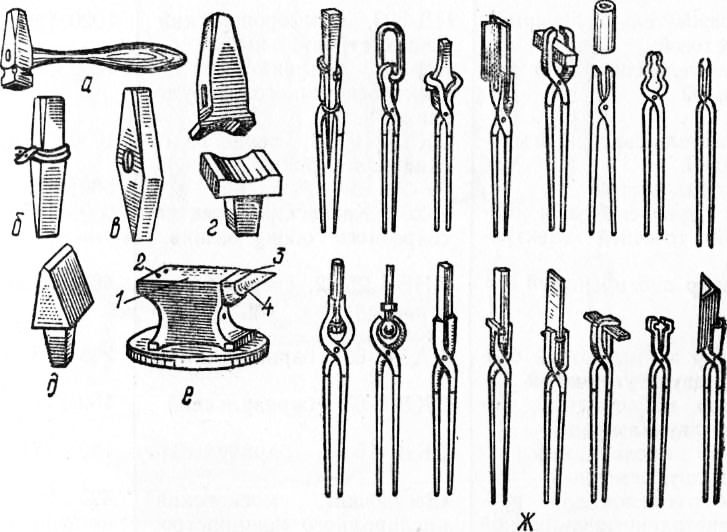
Рис. 1. Набор кузнечного инструмента: а — гладилка; б — зубило для холодной рубки; в — зубило для горячей рубки; г —обжимка; д — подсечка; е — наковальня; 1 — плоскость для ковки; 2 —отверстия в наковальне для пробивки отверстий в материале; 3 — площадка для рубки металла; 4 — рог наковальни; ж — кузнечные клещи
В горячем состоянии ковка применяется при ремонте деталей подвески (загибание ушек рессор), рамы (правка), а также других деталей автомобиля.
Медницкие работы. При ремонте таких узлов, как радиатор, трубки системы питания, поплавок карбюратора, детали электрооборудования и другие, широко применяется пайка — соединение частей деталей с помощью расплавленного металла, называемого припоем. Различают припои мягкие (температура плавления до 400 °С) и твердые (температура плавления свыше 400 °С).
Мягкие свинцово-оловянные припои марки ПОС-ЗО, -40, -50, имеющие температуру плавления 185—260° С, применяют для пайки ра-по^Пмтт В качестве твердых припоев используют медноцинковые при-и ПМЦ-36, -48, -54 для пайки стали, бронзы, латуни, томпака и медных сплавов.
Пайка мягкими припоями производится чаще всего электрическими паяльниками, работающими от сети переменного тока напряжением 920 В. Пайка хорошо осуществляется на чистой поверхности и при отсутствии окислов основного металла. Очистку поверхности производят напильником или наждачным полотном, а удаление окислов — флюсами.
В качестве флюсов применяют соляную кислоту (для пайки цинковых изделий), хлористый цинк (для пайки латуни, меди, стали), нашатырь (для пайки медных и стальных деталей), канифоль (для пайки Электро- и радиоаппаратуры).
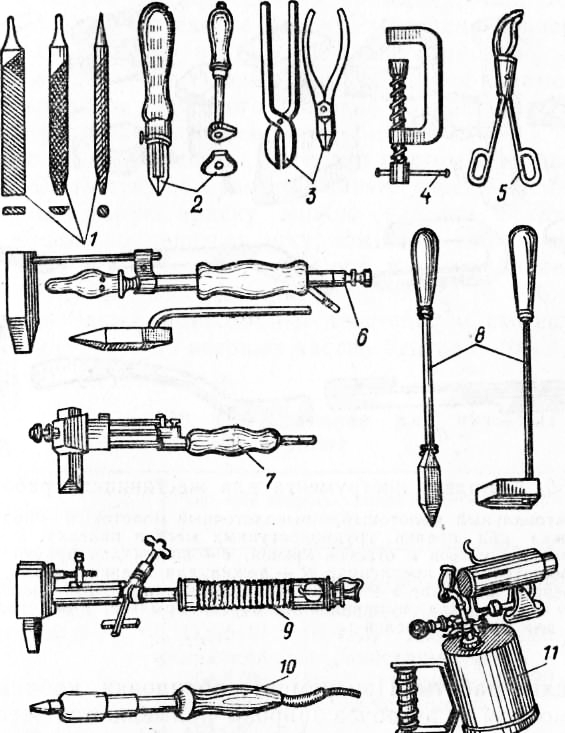
Рис. 2. Набор инструмента для пайки: 1 — напильник; 2 — шаберы; 3 — паяльные щипцы; 4 — струбцина; 5 — щипцы с дугообразными концами; 6 — паяльник с подогревом; 7 — паяльник с непрерывным подогревом светильным газом; 8 — паяльники простые; 9 — паяльник с бензоподогревом; 10 — электропаяльник; 11 — паяльная лампа
В качестве флюсов при пайке твердыми сплавами используют: кальцинированную буру (Na2B40?)—для пайки меди, латуни, стали, чугуна.
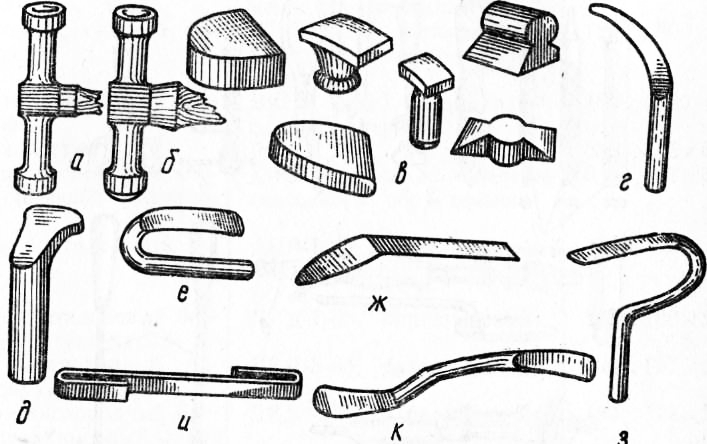
Рис. 3. Комплект инструмента для жестяницких работ: а — рихтовальный молоток; 6 — выколоточный молоток: в — поддержки; г — ложка для правки труднодоступных мест в панелях; д — ложка для правки крыльев и откосов крыши; е — ложка для правки крыльев под кронштейнами крепления; ж — ложка для правки вмятин в узких углублениях панелей; з — ложка для правки наружных панелей дверей; и — крюк для выравнивания бортов крыльев; к — двусторонняя ложка для правки панелей
Жестяницкие работы. При ремонте облицовки, кабины, кузова легкового автомобиля и автобуса широко применяются жестяницкие работы, которые представляют собой резку листового металла, гибку, рихтовку, вытяжку вмятин, вальцовку и другие работы.
Режут листовой металл небольшой длины и полосовое железо толщиной до 4 мм на ручных рычажных ножницах. Для резки листового металла толщиной 2—5 мм применяются механические (гильотинные) ножницы, а для резки листового металла по криволинейному контуру — вибрационные ножницы.
Загибают листовой металл на зиг-машинах, на которых можно выгибать ребра жесткости, выдавливать фасонный профиль, закатывать борта и др.
Рихтовку деталей оперения, кабины, кузова (выравнивание металлических поверхностей) производят с помощью специального инструмента: рихтовальных и выколоточных молотков, поддержек, ложек, крюков.
Вытяжку глубоких вмятин, а также устранение перекосов и изгибов кузова легкового автомобиля (автобуса) и кабины грузового автомобиля осуществляют с помощью механических или гидравлических растяжек и стяжек.
Читать далее: Кузовные и малярные работы при ремонте автомобилей
Категория: - Механик гаража
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Серия: Жестяницкие работы - 9 книг. Главная страница.
КОММЕНТАРИИ 230
Родовая земляАлександр Сергеевич ДонскихРоман «Родовая земля» о том, как простой человек своим трудом и с верой в милость Бога созидает изо дня в день своё счастье. Но препятствий всегда много, в любые времена, для любого человека, в каком бы государстве он не жил. А потому нужно остаться человеком, не замарать душу, чтобы потом предстать перед Творцом на Страшном суде. Автор ведёт нас к тому, чтобы мы заботились о своей душе. Ведёт умело, рассыпая повсюду для нас интересные идеи, пейзажные зарисовки, психологические этюды и т.д. Блестящая вещь. Читается легко, а когда прочитаешь, то думаешь долго о прочитанном, и тоже легко.
Истрин Е. 20-08-2018 в 14:57 #230 50 стихотворений Шела Сильверстина (СИ)Шел СильверстинКомментарий мой следующий: мое имя Алекс Бард, и сборник был взят с моей странички в самиздате без моего уведомления (http://samlib.ru/a/a_bardowi/shel5.shtml). Я являюсь переводчиком данных стихотворений, так что прошу либо указать, что этот перевод сделан мной, либо удалить весь сборник.
Алекс Бард 19-08-2018 в 07:49 #229 Хождение за три моряАфанасий НикитинАфеня Никита не мог отправиться из Москвы по той причине, что Великое тверское княжество противостояло в те времена московскому княжеству Историю родины следовало бы знать.
Вталий Александрович 17-08-2018 в 09:54 #227 Живите вечно. Повести, рассказы, очерки, стихи писателей Кубани к 50-летию Победы в Великой Отечественной войнеАлександр Васильевич СтрыгинПРИНУЖДЕНИЕ К ПРАВДЕ. 18 января 2018 года, электронное периодическое издание Журнал ГОРБАТКА.РУ опубликовало статью Александра Глазунова "История одной песни: "Площадь памяти", в которой журналист подвёл итоги своего расследования по уточнению автора стихов "Площадь памяти" и определению авторов одноименной песни-баллады "ПЛОЩАДЬ ПАМЯТИ". Установлено и подтверждено документально. Автор стихов "Площадь памяти" - жена фронтового лётчика и мать военного лётчика, Заслуженный работник культуры Кубани, член Союза журналистов и член Союза писателей России, руководитель лит.объединений и автор-редактор литературно-поэтических сборников, поэтесса Валентина Григорьевна Саакова (город Сочи). Её стихи, "Площадь памяти", публиковались многими периодическими изданиями и, в том числе, были напечатаны в журнале "ОГОНЁК" (№ 10, от 7 марта 1970 года, стр. 12.). Автор-создатель песни-баллады "ПЛОЩАДЬ ПАМЯТИ" (Музыка Г. Шапошникова, слова В. Сааковой) - бывший руководитель матросских ансамблей Лен.ВМБ Балт.флота "Волна" и "Ладожане", лауреат Всесоюзного фестиваля народного творчества, поэт, композитор и журналист, в прошлом, лучший дивизионный штурман, отличник погранвойск и военкор ИТАР-ТАСС, старший офицер ВМФ России Геннадий Георгиевич Шапошников (город-герой Ленинград). Текст и ноты песни-баллады "ПЛОЩАДЬ ПАМЯТИ" (Слова В. Сааковой, музыка Г. Шапошникова), также, неоднократно печатались различными изданиями и, в том числе, были опубликованы журналами ЦК ВЛКСМ "КОМСОМОЛЬСКАЯ ЖИЗНЬ" и "СМЕНА" (№ 12, июнь 1973 года, стр. 8.). Житель Гомельской области республики Беларусь, гражданин РБ Бобровничий Владимир Григорьевич, объявивший себя 13 марта 2014 года автором стихов "Площадь памяти" и автором текста песни-баллады "ПЛОЩАДЬ ПАМЯТИ", не является автором или соавтором этих двух музыкально-поэтических произведений.
ПЛОЩАДЬ ПАМЯТИ. ОСТОРОЖНО, ПЛАГИАТ! 15-08-2018 в 13:20 #226 Живите вечно. Повести, рассказы, очерки, стихи писателей Кубани к 50-летию Победы в Великой Отечественной войнеАлександр Васильевич СтрыгинПол-века назад, на стихи офицера-фронтовика, поэта Михаила Ивановича Петрова "Раны сердца", была написана песня-баллада "ПОМНИ ВОЙНУ!" (Музыка Г. Шапошникова, слова М. Петрова), а на стихи жены фронтового лётчика, поэтессы Валентины Григорьевны Сааковой "Площадь памяти", была создана одноименная песня-баллада "ПЛОЩАДЬ ПАМЯТИ" (Музыка Г. Шапошникова, слова В. Сааковой), которые посвящались защитникам Бреста, всем погибшим в годы Великой Отечественной войны. В те годы, эти музыкально-поэтические произведения публиковались брестскими газетами "Заря" и "Заря над Бугом", другими периодическими изданиями советской Белоруссии и Белорусского военного округа. Пресс-служба "ИнтерПолисВести", крепость-герой Брест, города-герои Керчь и Ленинград, города Сочи, Новая Ладога, г. п. Красная Горбатка и Лоев Гомельской области республики Беларусь, 11.08.2018 г.
ПЛОЩАДЬ ПАМЯТИ. ПОМНИ ВОЙНУ! 11-08-2018 в 07:26 #221ВСЕ КОММЕНТАРИИ
litvek.com
Приемы работ - Кустарь - сайт для тех, кто всё делает сам
Соединение краев тонкого листового металла производится чаще всего в замок — посредством зажимания одного края в другой, но изредка применяются и другие способы, которые в работах юного мастера как раз могут понадобиться чаще. Способы эти вот какие.
Способы соединений
Края листов можно просто спаять. Понятно, что это будет самый непрочный способ, особенно, если листы металла тонки. Это будет соединение в притык (1). Такое соединение может быть применено там, где не требуется прочности, но необходимо незаметное соединение. В более толстых листах соединение в притык делается зубцами (2). Так поступают, собственно, уже не жестяники, а медники — мастера, изготовляющие медную посуду, баки, трубы, колпаки и т. п. Соединение в притык можно сделать более прочным, припаяв с внутренней стороны пластинку (3). Это будет притык с накладкой. Более прочное соединение — в нахлестку (4). Один край накладывается на другой, шов пропаивается или скрепляется заклепками. Но это соединение уже имеет выступающий край, что не всегда удобно. Можно отогнуть кромки у одного края и у другого, зацепить их и сжать ударами киянки. Это уже будет простой замок (5).
Наиболее употребительный способ соединения — это двойной замок (6). Он делается так. У одного куска отгибается кромка под прямым углом, у второго кромка также отгибается, но в другую сторону, и прижимается к куску, а затем эта кромка отгибается под Прямым углом в обратную сторону. Обе отогнутых кромки соединяются между собой, загибаются в сторону первой кромки, и шов проколачивается киянкой. С обратной стороны он будет глаже, что надо учитывать при соединениях этим способом. Последовательный ход работы схематически изображен на следующем рисунке:

Двойной замок (схема)
Всевозможные жестяницкие изделия чаще всего соединены двойным замком.
Изредка жестяники применяют соединение при помощи заклепок. Однако этот способ чаще применяется тогда, когда надо приклепать ручку, ушко, полосу и т. п. Изредка заклепками укрепляют швы в накладку и простым замком. Заклепывают обычно мелкими заклепками, лучше с широкими плоскими шляпками, холодным способом. В грубых работах жестяники предпочитают заклепки, свернутые из кусочка жести. Для их изготовления надо иметь кусок железа с дырками разных диаметров, или заклепочник. Ромбовидный кусочек жести свертывают фунтиком при помощи молотка или круглогубцев, вставляют в заклепочник, в дыру подходящего диаметра, и расклепывают головку. Такие заклепки мягки, но, конечно, не имеют того аккуратного вида, как у сплошных заклепок.
Заклепка из жести
Почти все работы с тонким металлом основаны на пластичности металла, его способности изгибаться и расплющиваться. Но мастер должен умело пользоваться своим инструментом, иначе эти же свойства пойдут во вред работе. Как и почему, дальше будет видно.
Основная и самая первая работа мастера — это умение отогнуть фальц, иначе говоря,— загнуть край листа. Работа простая, но и весьма ответственная, так как от нее зависят дальнейшие процессы. Отгибать фальц приходится для самых различных надобностей: и для соединений швом, и для краев, для вставки днищ и других. Надо следить за тем, чтобы металл только гнулся, но никак при этом не расплющивался. Если металл в сгибе расплющится, он уширится. Кромка сгиба выйдет изогнутой, и поверхность листа покоробится.
В грубых работах, где фальц отгибается широкий, это не имеет почти никакого значения. Но там, где требуется большая точность и изящество, это будет очень заметно. Поясним на примере, что у нас может получиться. Предположим, мы хотим сделать из жести трубку и соединить ее двойным замком. Отогнули фальцы железным молотком, стали свертывать трубку и соединять шов, но оказывается — шов-то соединить очень трудно; фальцы оказались загнутыми из-за расклепывания металла молотком.
Расклепанный шов
Поэтому фальцы всегда надо отгибать деревянной киянкой на острой железной кромке лома, железной полосы или уголка скребка.
Работа происходит в таком порядке. Прежде всего рейсмусом проводят линию сгиба. Чем толще металл и грубее работа, тем шире можно взять фальц (10— 20 мм, на тонкой жести фальц берется в 3—5 мм). Кладут лист на кромку скребка (или заменяющих его приспособлений) линией сгиба, быстрыми и точными ударами киянкой отбивают эту линию сначала у концов, а потом по всей длине фальца.
Отбивка фальца
Затем пригибают под прямым углом кромку фальца, ставят ее наружной стороной на наковальню и выправляют с внутренней ударами киянки.
Предположим, что нужно отогнуть фальц у жестяного цилиндра.
Изготовление фальца на цилиндре
Понятно, что диаметр наружной кромки отогнутого фальца будет больше, нежели диаметр его внутренней окружности. Следовательно, металл должен быть расклепан по всему фальцу, у внешнего края сильнее, к цилиндру слабее.
Фальц надо гнуть железным молотком. Цилиндр берут в левую руку, намечают изнутри рейсмусом ширину отгиба и прикладывают к кромке поддержки или лома под тупым углом, после чего поколачивают по будущему фальцу носком молотка, отбивая линию сгиба и расклепывая кромку. Легкие удары молотка направляют так, чтобы сильнее расклепывать наружный край. Обойдя полный круг, уменьшают угол наклона цилиндра, ставя его круче к наковальне, и продолжают тем же порядком работу. Ее повторяют еще и еще, все уменьшая угол наклона до прямого. При таком постепенном выколачивании фальц удастся отогнуть под прямым углом, и он нигде не лопнет. Отогнутый фальц ставят на плиту и выправляют его ударами киянки.
К такому цилиндру с фальцем можно уже присоединить двойным замком дно, только у кружка для дна надо отогнуть фальц или припаять дно припоем.
Отгиб фальца на кружке
Подобно тому, как отгибают фальц на цилиндре, поступают и тогда, когда край жестяного изделия надо укрепить и сделать толще, закатывая в него проволоку. Работу ведут тем же порядком, но киянкой и не отбивая острой кромки сгиба. Сгиб должен выйти плавный, на металле надо сделать отворот, рассчитывая ширину этого отворота по толщине той проволоки, которая туда войдет.
Закатывание края
Ширину надо брать примерно в три диаметра проволоки, прибавляя немного на толщину металла. Когда фальц отогнут под прямым углом, его отгибают киянкой назад, проворачивая цилиндр на круглой наковальне. Затем ставят на плиту, вставляют проволоку и несколькими ударами киянки по отвороту закрепляют ее. Киянкой на круглой наковальне и плите окончательно прижимают и оглаживают отворот. Перевернув изделие краем вверх, оправляют закатанный край сверху. Если отворот оказался недостаточно широким, его теперь очень легко исправить, проколачивая сверху киянкой с оттяжкой удара кнаружи. На изделиях с прямыми краями закатать в край проволоку, конечно, еще проще.
Из приемов обработки тонкого металла, основанных на расклепывании и вытягивании металла, юному мастеру непременно надо ознакомиться с выколачиванием. Выколачиванием плоской пластинке металла придают разнообразную выпуклую форму. Таким путем можно выколотить днища и крышки котлов, капоты и разнообразнейшие обтекаемые детали для моделей самолетов, обшивку для моделей судов и т. п. Выше у нас была уже подобная работа — эта выколачивание ковша.
Выколачивание — это работа, требующая терпения. Нельзя ударить раз-другой молотком и получить хорошую вытяжку. Надо потихоньку поколачивать молотком, всё время передвигая изделие, постепенно увеличивая глубину вытяжки и в заключение оправляя и оглаживая легкими ударами поверхность изделия.
Вытягивать можно в основном двумя способами. Первый способ — когда металл расплющивают на выпуклой наковальне, начиная от середины к краям. Середина получится тоньше всего, но зато изделие будет выпуклым. Работа ведется железным молотком. По второму способу выколачивают киянкой или молотком с круглым концом на оправке (матрице), имеющей соответственную форму.
Выколачивание на оправке
Как пример, приведем выколачивание того же ковша. На деревянной колобашке или толстой доске надо сделать несколько круглых выемок различной глубины. Их вырезывают полукруглой стамеской, а затем оглаживают ударами круглого молотка. Круглую пластинку металла кладут над первым углублением и молотком или круглой киянкой выколачивают ее до тех пор, пока не получится правильно округленная поверхность без морщин. Тот же прием повторяют и в следующих, более глубоких матрицах. В заключение мы получим ковш по профилю матрицы. По другому профилю и другому раскрою мы могли бы получить и другую форму.
Иногда юному мастеру придется выколачивать на пластинках тонкого металла продольные углубления. Сечение такой пластинки получится фигурным, и пластинка приобретет жесткость.
Пластинка с продольным углублением
Как и во всяком другом деле, разметка и раскрой материала, начало работы, являются очень важной операцией, от которой зависит и дальнейший успех. Отсюда ясно, что эта работа требует особой внимательности и аккуратности. Самая простая работа — это раскрой и изготовление простой открытой прямоугольной коробки с прямостоящими или расходящимися боками, с носком или без него.
Изготовление прямоугольной коробки
Из листа жести выкраивают прямоугольник соответствующих размеров (а). При раскрое надо учесть площадь дна и высоту стенок. Рейсмусом отчерчивают линию сгибов. Один уголок срезают, если надо сделать в коробке носок. Перевернув лист на доску, носком молотка отсекают по углам биссектрисы углов примерно до границы будущих сгибов стенок (б). Снова перевернув лист, на ребре наковальни (куска железа) загибают киянкой бока (в), но не совсем. Их отделывают на прямоугольном конце наковальни и пригибают киянкой вплотную к стенке (г). Срезанный угол для носка остается не пригнутым, его слегка сплющивают, выделывая из него желоб. Коробка готова (д).
Работа, как видно, совсем несложная, но и ее надо выполнить аккуратно.
Выкраивание и изготовление цилиндрических форм не представит особых затруднений. Для цилиндра надо выкроить прямоугольник, высотой равный будущей трубе, а длиной в 3,14 диаметра этой трубы с прибавкой на закатку шва.
Схема раскроя для шва цилиндра или прямоугольной коробки
При изготовлении конических изделий (ведро, воронка и другие) все приемы работы останутся те же, только при раскрое придется вспомнить геометрию. Все конусные предметы надо правильно изобразить в развертке, и это самое главное.
Возьмем самый простой способ раскроя. Попробуем сделать коническое ведерко. Прежде всего надо начертить его среднее сечение, по оси. Оно представится в виде трапеции; продолжают стороны трапеции до их пересечения. Точка пересечения — это центр, из которого проводят две дуги — от длинного основания трапеции и от короткого. Получится кольцо, из части которого и будет сделана поверхность конусного ведра. Ширина этого кольца и есть высота ведра. Надо только не забывать прибавлять для закатывания верхнего края и загиба нижнего.
Раскрой усеченного конуса
Длина необходимой нам части этого кольца определяется диаметром ведра. Примерно три диаметра с прибавкой на двойной замок—вот то, что надо взять от кольца. Отложив по верхней или нижней дуге 3,14 диаметра наружного отверстия или дна ведра, проводят по радиусу линию. Прибавки для двойного замка делают уже параллельно этим радиальным линиям. Так получится раскрой поверхности ведра. Так же точно расчерчивают любую конусную форму, будь то целый или усеченный конус: по радиусу откладывают высоту фигуры, по окружности — длину развертки.
Автор: П.В. Леонтьев
Читайте еще:
www.sdelaysam.info
| ФPAГMEHT УЧЕБНИКА (...) На поверхность воздуховодов лакокрасочные материалы наносят несколькими способами: кистями (для различных подкрасок), окунанием (погружением мелких изделий — фланцев, бандажей, мелких отводов и других деталей в ванны с красителем), пневматическим распылением и струйным обливом. Пневматическое распыление широко применяют для окраски воздуховодов в ЦЗМ и для окраски крупногабаритных изделий на заводах вентиляционных заготовок. При этом способе лакокрасочный материал, который захватывается воздушной струей из емкости, распыляется, образуя факел окрасочного аэрозоля. Лакокрасочный материал наносят краскораспылителем, к которому подводятся краска и сжатый воздух под давлением 0,01— 0,05 кПа. Пневматическим распылением красители различных типов наносят на изделия любого размера. Недостатки этого способа: большие потери красителей на туманообразование (до 70 %) и необходимость устройства окрасочных камер, оборудованных мощными вентиляционными установками. Окраску струйным обливом производят в установках (УСО), которые выполнены в виде автоматизированной поточной линии. Линия состоит из четырех металлических камер туннельного типа, соединенных подвесным конвейером, на который навешивают детали воздуховодов. Технологический процесс осуществляется в следующем порядке. В первой камере воздуховоды обезжириваются щелочным раствором и промываются от грязи горячей водой температурой 60—70 °С. Затем изделия поступают в камеру сушкй, где находятся 20—25 мин. Подготовленные к окраске воздуховоды поступают в окрасочную камеру, в которой эти изделия обливаются из сопел струями краски, подаваемой насосами. В установках используют лакокрасочные материалы, например, грунт ГФ-021. Свежеокрашенные изделия при перемещении на конвейере заданное время (10—15 мин) выдерживаются в парах растворителей. Под действием паров излишки лакокрасочного материала стекают, а сам материал более равномерно распределяется по поверхности изделия. Далее воздуховоды поступают в сушильную камеру, где находятся в течение 10—15 мин, после чего их подают на склад готовой продукции. Производительность таких установок до 1 млн. мв воздуховодов и других изделий в год. Каждая линия оборудована автоматической" системой пожаротушения и автоматическими устройствами для нормальной работы агрегатов. Управляют линией с центрального пульта. При окраске воздуховодов и фасонных частей, работающих в коррозионных средах, вначале поверхность воздуховода обезжиривается ортофосфорной кислотой или другими способами, затем окрашенные поверхности высушиваются и на них наносится грунт от одного до трех слоев. После высыхания грунта наносится первый слой покрытия, который сушится, и затем наносится второй слой покрытия. Этот процесс повторяют до нанесения числа слоев, указанного в проекте (обычно 6—12 слоев). При изготовлении и монтаже предусматривают такие конструктивные решения, которые повышают долговечность воздуховодов при их работе в коррозионных средах. Например, рекомендуется использовать только круглые воздуховоды, соблюдать уклоны и устраивать сборники конденсата, изолировать воздуховоды от контакта с металлическими строительными конструкциями и др. Лужение металла. Назначение операции — защита металла от коррозии нанесением тонкого слоя припоя на поверхность металлических изделий. Припой представляет собой олово или сплав на оловянной основе. Образующийся на поверхности изделий тонкий слой олова или сплава на оловянной основе принято называть полудой. Лужению подвергают жестяницкие изделия, идущие для приготовления и хранения пищи (кастрюли, ведра, тазы, молочные бидоны, консервные банки, пастеризационные аппараты, части сепараторов и т. п.). Подготовка изделия к покрытию припоем состоит в обработке его поверхностей щетками, шлифовании, обезжиривании и травлении его поверхностей. Лужение осуществляется в основном двумя способами: горячим и гальваническим. Горячее лужение изделий с внутренними закатными швами (ведра, тазы, бидоны и т. п.) выполняют растиранием и погружением. В этом случае расплавленный припой, заполняя отверстия и закаты швов, заменяет пайку и обеспечивает полную герметичность изделий. Одним из недостатков горячего лужения является трудность, а иногда и невозможность получения в процессе лужения равномерно распределенного беспористого слоя полуды. Для горячего лужения, выполняемого растиранием, изделия предварительно смазывают флюсом (хлористый цинк и нашатырь — хлористый аммоний). Затем изделия нагреваются до определенной температуры, чтобы наносимый на них припой плавился. После этого припой растирают (например, паклей) и распределяют его по поверхности. Этим способом можно облуживать изделия с обеих сторон. При горячем лужении погружением изделия опускают в лудильную ванну или аппарат на определенное время до получения на их поверхности тонкого слоя покрытия. Время пребывания изделия в ванне зависит от толщины требуемого слоя полуды. Гальваническое лужение осуществляют в кислых или щелочных электролитах, содержащих соли олова. Такое лужение обеспечивает высокую прочность сцепления покрытия с основным металлом, равномерную и любую заданную толщину покрытия даже на изделиях сложной формы, а также малую пористость покрытия. Большой рассеивающей и покрывающей способностью обладают щелочные электролиты, которые применяют для покрытия изделий сложной формы. Гальваническое лужение по сравнению с горячим лужением является более экономичным по расходу олова или сплавов на оловянной основе. К недостаткам гальванического лужения относятся: применение ванн специального устройства и необходимость более высокой квалификации рабочих. Кроме того, к недостаткам гальванического лужения в щелочных электролитах следует отнести сложность приготовления электролита и неустойчивость состава раствора, что требует постоянного контроля процесса. ПРОВЕРКА КАЧЕСТВА И КОМПЛЕКТНОСТИ ГОТОВЫХ ЖЕСТЯНИЦКИХ ИЗДЕЛИЙ Качество жестяницких изделий системы вентиляции и кондиционирования должно соответствовать следующим требованиям: воздуховоды и фасонные части должны иметь правильную геометрическую форму; торцы прямых участков воздуховодов должны быть перпендикулярны к их осям или смежным поверхностям; допуск перпендикулярности торца составляет не более 10 мм на 1000 мм длины стороны или диаметра поперечного сечения воздуховода; фланцы на воздуховодах из стали толщиной 0,5—1,5 мм следует закреплять с помощью отбортовки, а при большей толщине — дуговой сваркой сплошным швом; отбортовка фланцевых воздуховодов должна перекрывать фланец не менее чем на 6 мм, но не закрывать отверстия под болты; допускаются сквозные разрывы в от-бортовке, не более четырех на одном торце воздуховода; фланцы из углового проката для воздуховодов из металла толщиной более 1,5 мм следует приваривать с внутренней, а плоские фланцы — с наружной стороны изделия; сварные швы должны быть плотными и чистыми, без прожогов и непроваров. Качество жестяницких изделий определяется, как правило, отделом технического контроля (ОТК), а также мастером и бригадиром визуально (внешний осмотр) и с помощью измерительных средств (угольник, угломер и т. п.). При внешнем осмотре проверяют качество фальцевых и сварных швов, отбортовку кромок деталей на зеркало фланцев, правильность геометрической формы. Инструментами и специальными приспособлениями (рис. 43) контролируют углы ответвлений в фасонных частях, перпендикулярность насадки фланцев, диаметры и сечения воздуховодов и др. Кроме того, при проверке качества изделий отдельные образцы из изготовленной партии сверяют с образцом-эталоном, находящимся в центральной заготовительной мастерской (ЦЗМ) и выполненным в строгом соответствии с техническими условиями. |
sheba.spb.ru
Жестяницкие работы. Оборудование, приспособления, инструмент, изделия (Илья Мельников, 2013)
Поточные линии
Поточный метод характеризуется тем, производственный процесс разбивается на отдельные операции, выполняемые определенными рабочими. В данном случае рабочие места и механизмы располагаются таким образом, чтобы следовать ходу технологического процесса.
Важной предпосылкой для применения технологического метода – унификация и типизация изготовляемой продукции и минимальное число типоразмеров изделий.
Данный метод применяется на заводах по изготовлению воздуховодов и их составных частей: прямых участков воздуховодов, фасонные части, фланцы, бандажи, подвески и другие заготовки.
Агрегатами управление происходит автоматически с центрального пульта.
Оборудование для изготовления вентиляционных воздуховодов.
Приспособления и инструмент для жестяницких работ
Приспособления и инструмент подразделяют, в зависимости от способа выполнения работы – на ручной и механизированный (электрифицированный и пневматический). В зависимости от назначения – для выполнения заготовительных операций и для монтажно-сборочных работ.
Приспособления и инструмент для правки металлических листов и заготовок.
При ручной правке применяют следующие приспособления и инструмент:
Плиту рихтовочную.
Молотки: деревянные, резиновые, пластмассовые, дюралюминиевые, стальные (в зависимости от предъявляемых к процессу правки металлов и требованиям к конкретной детали.
Пневматический молот, имеющий боек и наковальню с плоской и выпуклой поверхностью.
При механизированной правке используют горизонтальные правильно-растяжные машины и листоправильные станки, различаемые по количеству рабочих валков, мощности и габаритным размерам.
Приспособления и инструмент для измерительных и разметочных операций.
К такому инструменту относятся:
Стальные линейки: складные и цельные, стальные метры, стальные рулетки.
Проверочные угольники, угломеры.
Разметочные циркули: без пружины и с пружиной.
Кронциркули.
Нутрометры.
Чертилки.
Рейсмасы: раздвижной (штангенрейсмас) и одноразмерный жестяницкий.
Реечный циркуль.
Штангенциркули.
А так же: кернеры, уровни, включающие в себя: брусковые и строительные, отвес-рулетку, стальной отвес, щупы, шаблоны резьбовые, лекала.
При выполнении заготовительных и монтажно-сборочных работ используют следующий механизированный ударный инструмент:
Пневматический пучковый молоток:
При производстве заготовительных и монтажно-сборочных операций применяют следующий ручной ударный инструмент:
Кровельные стальные молотки
Слесарные стальные молотки с круглым и квадратным бойками и сферическим носиком массой 200-1000 г.
Молотки: деревянные простые – киянки со сменным бойком, используемые для изготовления и уплотнения фальцевых соединений воздуховодов из кровельной стали толщиной до 0.8 мм.
Стальные тупоносые кувалды и остроносые, массой 2-8 кг.
Слесарные зубила.
Слесарные крейцмейсели с углом заточки,…º: до 45 – для рубки мягких металлов, 60 и 70 – для рубки твердых металлов; основные размеры крейцмейселей, мм:
Слесарные бородки.
Ручные обжимки, служащие для обжатия головок на заклепках.
Косяки, которые используются для производства мелких и точных работ по обработке воздуховодов из кровельной стали.
Поддержки, используемые при сборке отводов больших диаметров и других работах, производимых на весу.
Инструмент для разрезки и опиливания металла.
Для разрезки и опиливания металла применяют следующий механизированный и ручной инструмент:
1. Пневматические (ИП-5401, ИП-5501) и электрические (ИЭ-5403А) ножницы; толщина разрезаемого металла 2.5 мм.
2. Ручная шлифовальная угловая электрическая машина ИЭ-2103А используется для разрезки воздуховодов и для вырезки в них отверстий; на машине установлены отрезные высокоскоростные армированные круги на тканевой основе диаметром 175, толщиной 3-10 мм.
3.Электрокромкорез Э-21:
4.Стуловые и рычажные ножницы.
5.Ручные кровельные ножницы.
6.Ручные ножницы СТД-48 с твердосплавными пластинками.
7.Ручные ножовки.
8.Напильники общего назначения: плоские, тупоносые и остроносые, квадратные, трехгранные, круглые, полукруглые, ромбические и ножовочные.
9.Надфили: плоские, квадратные, трехгранные, круглые, полукруглые, овальные, ромбические, ножовочные и пазовые.
Для сверления отверстий используют следующее оборудование и инструмент:
Сверлильные станки.
Сверлильные пневматические ручные машины, выпускаемые двух типов: прямые и угловые.
Характеристика прямых машин:
Сверлильные электрические ручные машина, изготовляемые двух типов: прямые (с расположением оси шпинделя соосно или параллельно оси двигателя) и угловые ( с расположением оси шпинделя под углом к оси двигателя. Машины работают при напряжении 220 В и частоте тока 50 Гц.
Технические характеристики сверлильных электрических машин:
Коловорот с трещоткой, предназначаемый для сверления отверстий вручную. Может быть использован как отвертка или торцовый гайковерт.
Сверла, изготовляемые с цилиндрическим или коническим хвостовиком. Сверла с коническим хвостовиком используют при работе на сверлильных станках.
Дырокол СТД-937/1, или ручной перфоратор, предназначен для прокалывания отверстий в листовом материале под заклепки и самонарезающие винты.
Для нарезания резьбы может быть использована ручная пневматическая резьбонарезная машина ИП-3403.
Для нарезания наружной метрической и трубной цилиндрической резьбы предназначены круглые плашки. Для нарезания внутренней метрической и дюймовой резьбы – метчики: ручные, и гаечные. Гаечные метчики применяют для нарезания резьбы в сквозных отверстиях на сверлильных и гайконарезных станках.
При сборке деталей и узлов жестяницких изделий используют следующий инструмент: отвертки, пассатижи, плоскогубцы, кусачки или острогубцы, ключи пневматические и электрогайковерты, оправки, тиски слесарные и ручные, бородки слесарные, скобообразные струбцины, ломы, съемники двухрычажные, инструмент для фальцовки, клепки, газовой резки и сварки, очистки, пайки и лужения.
Ручной пистолет (заклепочник) С ТД-96М для односторонней клепки используют при соединении изделий, изготовляемых из тонколистового материала, с помощью специальных полых заклепок со вставным стержнем.
Для выполнения заклепки заклепками больших размеров применяют пневматический клепальный молоток.
К инструменту, предназначенному для газовой сварки и резки относятся: газовые редукторы (кислородные, пропан-бутановые, ацетиленовые), сварочные горелки и другой инструмент, резаки УР.
Ручные паяльники применяют при небольшом объеме пайки. Их нагревают с помощью ламп ПЛК-1 и 2ПЛ.
Электрические паяльники служат для пайки изделий оловянно-свинцовыми припоями. При пайке воздуховодов применяют паяльник ЭП-1 мощностью 0.05 кВт. Время нагрева наконечника 5-7 с. Масса 650 г.
Гаечные ключи применяют односторонние, двухсторонние, трещеточные и разводные. При монтаже вентиляционных устройств используют двусторонние гаечные ключи с малыми и средними размерами зева от8x10 до 22x24 мм. Применяют также гаечные разводные ключи с небольщим раскрытием зева 12, 19,30, 46 мм.
Трещеточный ключ СТД-961/7Б с прижимом предназначен для сборки резьбовых соединений (на бандажах и фланцах).
Технические характеристики ключа СТД-961/7Б:
Размер зева сменных головок, мм
10, 14, 17, 19
Габаритные размеры, мм
180x30x90
Масса, кг
0.45
Шарнирно-трещоточный ключ используется для завертывания и отвертывания болтов и гаек.
Технические характеристики прямых гайковертов различных типов:
Гайковерт СТД-93Б с шарнирной насадкой предназначен для сборки фланцевых соединений воздуховодов и других изделий. Шарнирная головка позволяет поворачивать гайки в труднодоступных местах, а прижимное устройство удерживает болт от проворачивания.
Техническая характеристика гайковерта СТД-93Б:
Максимальный диаметр завертываемого болта, мм
16
Угол отклонения оси насадки от оси
Шпинделя гайковерта, …º
15
Габаритные размеры, мм
468x205x
68
Масса, кг
4.2
Технические данные пневматических (П) и электрических(Э) гайковертов 2 класса с двойной изоляцией приведены в технических характеристиках прямых гайковертах различных типов (см. выше).
Удлиненная оправка (бородок) СТД-931/2 служит для совмещения отверстий во фланцевых соединениях при монтаже воздуховодов.
Техническая характеристика оправки СТД-931/2
Диаметр конца конуса оправки, мм
Конец ознакомительного фрагмента.
kartaslov.ru
| Описание: | Жестяницкие работы выполняют в различных отраслях народного хозяйства: в машиностроении, строительстве, сельском хозяйстве и др. Примером жестяницких изделий служат воздуховоды, водостоки, пыле- и газоуловители, вытяжные шкафы и устройства проточной вентиляции на предприятиях химической промышленности, бункеры и вентиляционные установки на зерно- и овощехранилищах и т.п. Кроме того, жестяницкие операции выполняют при производстве кровельных и теплоизоляционных работ, а также ремонтных работ на автомобильных предприятиях. В книге приведены сведения по материалам, оборудованию, инструменту, используемым при жестяницких работах. Описаны основные технологические операции, кровельные работы. Рассмотрены методы построения разверток и раскроя листового металла, а также вопросы техники безопасности. Справочник предназначен для рабочих, выполняющих жестяницкие работы; может быть полезен учащимся ПТУ. | Оглавление: | Предисловие [5]Глава 1. ОСНОВНЫЕ СВЕДЕНИЯ О ЖЕСТЯНИЦКИХ ИЗДЕЛИЯХ (В. В. Привалов, П. Н. Учаев) [6] Классификация типовых жестяницких изделий [6] Жестяницкие изделия в системах вентиляции и кондиционирования воздуха [7] Конструкция жестяницких изделий защитного покрытия тепловой изоляции [22] Конструкция жестяницких изделий прочих устройств [35] Металлическая кровля [37]Глаза 2. РАЗВЕРТКИ ЖЕСТЯНИЦКИХ ИЗДЕЛИЙ (П. Н. Учаев) [40] Сведения, необходимые для построения разверток [40] Способы построения разверток поверхностей [47] Развертки гранных поверхностей и поверхностей вращения [50] Развертки взаимно пересекающихся поверхностей [56] Развертки неразвертывающихся поверхностей [62] Развертки типовых жестяницких изделий [64]Глава 3. МАТЕРИАЛЫ ЖЕСТЯНИЦКИХ ИЗДЕЛИЙ (П. Н. Учаев) [91] Рекомендации по выбору материалов [91] Основные характеристики материалов, используемых для жестяницких изделий [99] Материалы воздуховодов и вентиляционных систем [124] Материалы для покрытия тепловой изоляции [128] Проволочные сетки [128] Прокладочные материалы [130] Вспомогательные материалы [133]Глава 4. ОБОРУДОВАНИЕ, ПРИСПОСОБЛЕНИЯ И ИНСТРУМЕНТ ДЛЯ ЖЕСТЯНИЦКИХ РАБОТ (П. Н. Учаев, И. Н. Учаев, В. В. Привалов) [143] Поточные линии и станы для жестяницких заготовительных работ [143] Механизмы для отрезки заготовок [151] Механизмы для изготовления прямых участков металлических воздуховодов [153] Механизмы для изготовления металлических фасонных частей воздуховодов [160] Приспособления и инструмент для жестяницких работ [166] Приспособления и механизмы для монтажа жестяницких изделий [186] Приспособления и инструмент для кровельных работ [189]Глава 5. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ЖЕСТЯНИЦКИХ ИЗДЕЛИЙ (В. В. Привалов, П. Н. Учаев) [194] Технологические операции заготовительных работ [194] Маршрутная технология изготовления типовых жестяницких изделий [215] Защита жестяницких изделий от коррозии [215] Проверка качества и комплектности готовых жестяницких изделий [226]Глава 6. КРОВЕЛЬНЫЕ РАБОТЫ (В. В. Привалов) [230] Заготовка кровельных картин и элементов покрытий [230] Кровельные монтажные работы на крыше и фасадах зданий [246]Глава 7. РАСКРОЙ МАТЕРИАЛА (В. В. Привалов) [264]Глава 8. РЕМОНТНО-ЖЕСТЯНИЦКИЕ РАБОТЫ (П. Н. Учаев) [269] Основные операции ремонтно-жестяницких работ [270] Оборудование и инструмент для правочных работ при восстановлении кузовов [270] Выполнение ремонтно-жестяницких работ [276]Глава 9. ПРАВИЛА ТЕХНИКИ БЕЗОПАСНОСТИ И ПРОТИВОПОЖАРНЫЕ МЕРОПРИЯТИЯ (Я. Н. Учаев, П. Н. Учаев) [280] Допуск к работе [280] Организация рабочего места [281] Требования к инструменту [283] Правила безопасной работы на станках и автоматах [285] Охрана труда при монтаже жестяницких изделий [289] Правила техники безопасности при ведении теплоизоляционных работ [293] Правила безопасной работы при производстве сварочных работ [295] Основные правила электробезопасности [300] Меры пожарной безопасности [301]Приложение. ЭЛЕМЕНТЫ ГЕОМЕТРИИ (Я. И. Учаев) [305]Список литературы [321]Предметный указатель [323] |
www.nehudlit.ru
Жестяницкие работы. Технологии изготовления жестяницких изделий. Кровельные работы - Илья Мельников
Загрузка. Пожалуйста, подождите...
Просмотров: 4016
Таинственная помощница для чужака (СИ)
Виктория Свободина
В моей скучной и размеренной жизни никогда не было особых потрясений. Но это и хорошо:…

Просмотров: 3553
Единственная из чужой Вселенной (СИ)
Алия Шакирова
Верианцы — мужчины, для которых есть лишь одна женщина. С ней, единственной, они могут заниматься…

Просмотров: 3481
Лишняя дочь (СИ)
Nata Zzika
Я всё смогу и всё сумею!Я пережду. Переболею.Переживу и перебьюсь.Перекантуюсь и…
Просмотров: 2825
По праву сильнейшего (СИ)
Ева Горская
Убив моих настоящих родителей, Он понял, что я для него являюсь истинной парой. Мне тогда было…
Просмотров: 2598
Босс знает лучше (ЛП)
Дора Коуст
Командировка в компании босса, которого до чертиков боишься, — то еще испытание. А если при этом…
Просмотров: 2353
Подкидыш для Цербера (СИ)
Елена Соловьева
Моя жизнь скучна и однообразна. Была… до той поры, пока мне не предложили «подработку». Всего-то —…
Просмотров: 2257
Знакомство с дочерью моего друга (ЛП)
Пенни Вилдер
На публике я такой же бодрящий и гладкий, как замороженное яблоко.Но наедине ... Я сгораю от…
Просмотров: 2257
Укроти мое сердце (СИ)
Елена Соловьева
Если тебя похищают и продают на торгах как диковинную зверушку — не стоит отчаиваться. Кто знает, в…
Просмотров: 2026
Похищенная (СИ)
Алина Углицкая
Он помнил, как увидел ее впервые.Нет, не увидел – почувствовал.Это было как удар под дых. Как…
Просмотров: 1945
Грязная сказка
Елена Лабрус

Просмотров: 1843
Следователь УГРО для дракона (СИ)
Маргарита Светлова
Существуют ли другие миры Нет, конечно! А драконы Разумеется, нет! Так бы я ответила недавно, но не…
Просмотров: 1771
Вынужденная помощница для тирана (СИ)
Виктория Свободина
Решившись после развода на переезд и новую работу, я была готова к любым трудностям. К любым. Но,…
Просмотров: 1752
Связанные
Катерина Дэй Катерина
Кати закрыла глаза и в них защипало.Она все поняла.По щекам текли безмолвные слезы.Ее больше нет. В…
Просмотров: 1730
Маша и Дракон (СИ)
Полина Белова
Маша, сирота, волею случая попала в элитный колледж. Её ждут нелёгкие испытания, но девушка не…

Просмотров: 1671
Проснуться невестой (СИ)
Ольга Обская
У Алеси и её красавчика-босса самые что ни на есть деловые отношения – сухие и отстранённые. Каково…

Просмотров: 1667
Отбор для Черного дракона (СИ)
Оксана Гринберга
Вражде между нашими странами более двух сотен лет, поэтому приглашение – вернее, приказ! - явиться…
Просмотров: 1628
Жена-невольница. Непокорное пламя (СИ)
Елена Соловьева
Война лишила Розалинду отца, состояния и положения в обществе. Теперь ради счастья близких она…

Просмотров: 1379
Преданная помощница для кумира (СИ)
Виктория Свободина
Я, девушка с улицы, что вдруг стала личной помощницей Кая Айстема - восходящей звезды и кумира…

Просмотров: 1297
Космический подарок (ЛП)
Анжела Касл
Галактические воины Джол, Хэл, Див и Рик, близнецы расы Галафракс, прогуливаясь по…

Просмотров: 1272
Связанные 2. Моя Истинная Пара.
Катерина Дэй Катерина
С этими словами он развернулся и открыл входную дверь. – Спокойной ночи.- И вам полной луны.Слэйд…

Просмотров: 1164
Разрешите вас арендовать (СИ)
Катерина Ши
Смотрю на своего мужа и тихонько вздыхаю. Опять сидит за компом, играет в свою любимую стрелялку и…
Просмотров: 1146
Дурашка в столичной академии (СИ)
Виктория Свободина
Родиться в хорошей состоятельной семье — значит быть скованной условностями и правилами. А если ты…

Просмотров: 1059
Их сводная сестра (ЛП)
Алекса Райли
Сладкая, невинная, девственная Сара никогда не переставала думать о своих сводных братьях, когда…

Просмотров: 920
Привязанность (ЛП)
Алекса Райли
В жизни Авроры Адамс все упорядочено. Она должна есть определенную еду, носить определенную одежду…
Просмотров: 905
Обряд (СИ)
Людмила Константа
Она — ведьма с комплексом серой мышки и тщательно скрывает это даже от себя. У нее нет ничего кроме…
Просмотров: 902
Подмена (СИ)
Галина Чередий
Среднестатистическая женщина, живущая по принципу работа-дом-работа, я даже не подозревала, что…

Просмотров: 892
Узы подчинения (ЛП)
Лаура Кэй (Кей)
В развалинах заброшенной церкви находится самый горячий и эксклюзивный БДСМ-клуб в Балтиморе.…

Просмотров: 671
Новый Мир для Али
Катерина Дэй Катерина
Очаровательная Аля Ахметова знакомится с умопомрачительным индивидом из другого измерения, правда…
itexts.net










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)