 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Методы восстановления деталей оборудования. Восстановление деталей
СПОСОБЫ ВОССТАНОВЛЕНИЯ ДЕТАЛЕЙ
В ремонтной практике применяются следующие основные способы восстановления изношенных деталей: механическая и слесарная обработка, сварка, наплавка, металлизация, хромирование, никелирование, осталивание, склеивание, упрочнение поверхности деталей и восстановление их формы под давлением. Как правило, после восстановления детали одним из способов ее подвергают механической или слесарной обработке, что необходимо для восстановления посадок сопряженных деталей, устранения овальности или конусности их поверхностей, обеспечения требуемой чистоты обработки.
Механической и слесарной обработкой восстанавливают детали с плоскими сопрягаемыми поверхностями (направляющие станин, планки, клинья). При износе направляющих до 0,2 мм их восстанавливают шабрением, при износе до 0,5 мм — шлифованием, а при износе более 0,5 мм — строганием с последующим шлифованием или шабрением.
При ремонте валов, осей, винтов и т. п. в первую очередь проверяют и восстанавливают их центровые отверстия. После этого поверхности, имеющие незначительный износ (царапины, риски, овальность до 0,02 мм), шлифуют, а при более значительных износах наращивают, обтачивают и шлифуют до ремонтного размера.
Применение компенсаторов износа. Чтобы восстановить первоначальные посадки сопряженных деталей, при их значительном износе применяют детали-компенсаторы. Одну из сопрягаемых деталей обрабатывают до ближайшего ремонтного размера и во вторую вставляют промежуточную деталь-компенсатор. Детали-компенсаторы могут быть сменными и подвижными. Сменные компенсаторы устанавливают в сопряжении, в котором износ появился к моменту ремонта. Подвижные компенсаторы устанавливают тогда, когда можно, не производя ремонта, соответствующим перемещением компенсатора относительно основных деталей устранить зазор, образующийся вследствие износа деталей. Сменными компенсаторами для цилиндрических деталей служат втулки и кольца, а для плоских— планки. Для наиболее распространенных узлов станков сменные детали-компенсаторы целесообразно заготавливать заранее в соответствии со шкалой ремонтных размеров.
Типовые случаи применения деталей-компенсаторов, используемых для устранения износа сопряжений, показаны на рис.2. При износе наружной цилиндрической поверхности вала на него напрессовывают или сажают на клей втулку (рис. 2, а). На износившуюся шейку коленчатого вала устанавливают полувтулку (рис. 2, б). Если в отверстии «разработалась» резьба, то в него ввертывают дополнительную втулку (ввертыш) с вновь нарезанной резьбой (рис. 2,в). При износе внутренней цилиндрической или конусной поверхности в деталь также вставляют втулку (рис. 2,г). Износ плоскостей чаще всего компенсируют планкой (рис. 2, д), которую привинчивают к ремонтируемой детали. Как видно из примеров, сменные детали в большинстве случаев скрепляют с одной из деталей сопряжения при помощи прессовой посадки, винтов, сваркой или универсальным клеем.
Ремонт повреждений и заделка трещин. Дефекты, возникающие в деталях в результате действия внутренних напряжений, больших усилий или из-за механических повреждений (трещины, пробоины, значительные задиры, царапины и выкрашивания), устраняют слесарно-механической обработкой. Трещины и пробоины запаивают, заваривают, заливают, металлизируют, ставят штифты и заплаты. Заплаты применяют для заделки пробоин и больших трещин, соединяя заплату с основной деталью винтами или заклепками. Для чугунных и дюралюминиевых деталей используют винты, а для стальных — еще и заклепки.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ СВАРКОЙ И НАПЛАВКОЙ
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой. Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами.
ВОССТАНОВЛЕНИЕ ДЕТАЛЕЙ МЕТАЛЛИЗАЦИЕЙ
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
ГАЛЬВАНИЧЕСКИЕ ПОКРЫТИЯ
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое — для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) — один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2—3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истира ние.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения — твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов — восстановителей.
ВОССТАНОВЛЕНИЕ ИЗНОШЕННЫХ ДЕТАЛЕЙ ДАВЛЕНИЕМ
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, т. е. их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла
ВОССТАНОВЛЕНИЕ И СКЛЕИВАНИЕ ДЕТАЛЕЙ С ИСПОЛЬЗОВАНИЕМ ПЛАСТМАСС
Для восстановления изношенных деталей при ремонте металлорежущих станков применяют пластмассы. В качестве клея пластмассы широко используются для склеивания поломанных деталей, а также для получения неподвижного соединения деталей, изготовленных из металлических и неметаллических материалов. При ремонте металлорежущих станков наибольшее распространение получили такие пластмассы, как текстолит, древеснослоистые пластики и быстро твердеющая пластмасса— стиракрил. Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
studfiles.net
Глава 2. Методы восстановления деталей — Мегаобучалка
Как правило, детали металлургического оборудования характеризуются большими линейными размерами (до нескольких метров) и значительной массой (до 10 т. и более). Отказы же деталей связаны, в большинстве случаев (от 70 % и более), с развитием процессов изнашивания, т.е. с разрушением тонких поверхностных слоёв, масса которых намного меньше массы деталей. Поэтому многие детали (ролики, чаши и конусы, шестерённые валки, шпиндели, направляющие, зубчатые колёса, валы, оси, колёса и т.д.) целесообразно восстанавливать, а не заменять на новые.
При повреждении крупногабаритных деталей (трещины, сколы, деформации) также целесообразно их восстановление).
Для восстановления изношенных поверхностей деталей разработаны методы:
- пластического деформирования;
- изменения конструкции детали;
- наращивания поверхностных слоёв.
Восстановление повреждённых деталей (трещины, изломы, деформации) осуществляется методами:
- правка;
- сварка;
- доотливка;
- сшивание.
При обосновании метода восстановления детали решающее значение имеет экономическая эффективность. Целесообразным является тот метод, который полностью восстанавливает техническую характеристику детали и при этом стоимость восстановленной детали ниже вновь изготовленной.
2.1. Способы восстановления изношенных деталей
Пластическое деформирование
Реализация метода пластического деформирования для восстановления изношенных поверхностей осуществляется двумя способами – осадкой и выдавливанием. Этими способами восстанавливаются валы, оси, зубья зубчатых колёс и т.п.
При осадке детали вдоль её продольной оси увеличиваются поперечные размеры, компенсирующие износ детали. Для восстановления изношенных посадочных поверхностей валов применяется способ выдавливания.
На посадочной поверхности вала коническим роликом накатывается винтовая канавка. За счёт выдавливания металла происходит увеличение диаметра на 0,2…0,3 мм. Затем сглаживающей пластиной при вращающейся детали обеспечивается номинальный диаметр.
Для облегчения процесса пластического деформирования через контакт ролик-деталь пропускают ток I = 300-600 A при напряжении U = 1-5 В. При этом на контакте температура повышается до 850-900 0 C.
Изменение конструкции детали
Под изменением конструкции детали понимается либо изменение размеров детали (переход на другой размер резьбы, переточка или перешлифовка и др.), либо выполнение детали составной (гильзование, надевание “рубашек”, крепление накладок и т.д.)
2.2. Способы наращивания поверхностных слоёв
Электролитические способы
Эти способы используются при наращивании слоя толщиной, измеряемой сотыми и десятыми долями миллиметра. Наиболее распространёнными являются хромирование, никелирование, осталивание.
Механический способ
За последние годы в МГТУ им. Г.И.Носова разработан метод нанесения покрытий вращающимися проволочными щётками. Этот метод позволяет восстанавливать изношенную поверхность путём нанесения антифрикционных, износостойких покрытий. Толщина наносимого слоя находится в пределах сотых, десятых долей миллиметра.
Нанесение самотвердеющих пластмасс
Этот способ находит применение для восстановления изношенных поверхностей базовых и корпусных деталей.
Самотвердеющие пластмассы марок АСТ-Т, ТШ, СХЭ-2 напыляют на деталь нагретую до t = 200-250°C. После схватывания обрабатывают на номинальный размер.
За последние годы на металлургических предприятиях находят применение самотвердеющие при нормальной температуре износостойкие композиции, разработанные английской фирмой “BELZONA”.
Этими способами восстанавливается изношенный слой толщиной до 5 мм.
Металлизация
Это процесс нанесения на поверхность частиц расплавленного металла струёй сжатого газа или плазмой.
По способу расплавления различают металлизацию электродуговую и высокочастотную.
Способ металлизации позволяет наносить высокоизносостойкие покрытия толщиной от 0,3 до 15 мм.
Металлизованные покрытия выдерживают многократные перепрессовки. Покрытия, наносимые электродуговыми и газовыми высокочастотными металлизаторами, хрупкие, имеют слабую прочность сцепления с металлом заготовки. Поэтому эти способы не нашли широкого применения.
Разработка и внедрение в промышленность плазмотронов существенно расширяет возможности восстановления деталей металлизацией.
Высокие температуры плазмы (до 20…50 тыс. К) и скорости её истечения (до 10 тыс. м/с) значительно повышают прочность сцепления наносимого материала с материалом заготовки. Металлизованные поверхности хорошо работают со смазочными материалами, и продолжительность работы узла трения до заедания в 10 раз выше пар трения, не подвергнутых металлизации.
Важное значение для хорошего сцепления наносимого слоя имеет подготовка восстанавливаемой поверхности (химическое травление, дробеструйная обработка, нарезание рваной резьбы, электроискровая обработка и т.д.).
В качестве примера рассмотрим технологию восстановления маталлизацией посадочных мест вала барабана моталки стана горячей прокатки:
- протачивание участка вала на глубину 1,5 мм для удаления повреждённого поверхностного слоя;
- нарезание резьбы с шагом t=0,9 мм и высотой резьбы 0,5 мм;
- нагрев до температуры t = 150°С кислородно-ацетиленовым пламенем;
- наплавление подслоя толщиной 0,05 мм;
- металлизация основного слоя.
Наплавка
Наиболее широко для восстановления деталей металлургического оборудования используются различные способы наплавки.
Различают наплавку – дуговую, газовую, электрошлаковую, плазменную, индукционную, диффузионную, электроконтактную.
Высокую производительность имеют полуавтоматические и автоматические установки для наплавки под слоем флюса слоёв толщиной 0,8-10 мм.
Недостатком данного способа является высокий нагрев детали и значительное перемешивание основного и присадочного материалов.
При плазменной наплавке с вдуванием порошка получаются наплавленные слои высокого качества с минимальной глубиной проплавления.
При плазменной наплавке с присадочной проволокой возрастает глубина проплавленного слоя.
Наиболее высокая производительность и качество наплавленнго слоя достигается при плазменной наплавке с нагретой присадкой.
2.3. Способы восстановления поврежденных деталей
Правка
Валы, оси, металлоконструкции, имеющие деформации изгиба, подвергаются правке на прессах, чеканкой, нагревом.
Валы, оси диаметром до 50 мм правят чеканкой. Один конец вала закрепляется, а под место изгиба устанавливается медная подставка. Затем по месту выпуклости наносятся удары по схеме рис.2.1.
| Рис 2.1. Схема чеканки вала |
Нагревом возможна правка валов большого диаметра. В этом случае вал обкладывается мокрыми листами асбеста слева и справа от места изгиба и производится нагрев выпуклого участка до температуры 500-600 o C в течение 3-5 мин. Остывая, вал выпрямляется.
В некоторых случаях детали с большим отношением длины к диаметру (например штанга большого конуса) могут правиться на токарных станках приспособлением, закрепленным в суппорте.
Сшивание
Под этим термином понимается соединение частей детали различными элементами. Этим способом восстанавливаются прочностные свойства корпусных деталей, в которых развились трещины.
Существует несколько реализаций данного способа.
Один из них – соединение планками (рис. 2.2). По обе стороны от трещины посверливаются отверстия на расстоянии “a”, в которые вставляются штифты.
Рис. 2.2. Восстановление прочности корпуса
Изготавливается планка с отверстиями на расстоянии b < aи производится её нагрев до температуры, при которой расстояния aи b между отверстиями становятся равными. Планка устанавливается на штифты и при её остывании происходит стягивание трещины. Для того, чтобы трещина не развивалась дальше, необходимо засверливать её концы.
Другой способ – соединение гребёнками. По обе стороны от трещины высверливается ряд отверстий 1 (рис. 2.3,а).
Рис. 2.3. Сшивание трещин
В эти отверстия забивается гребёнка из хромоникелевой стали. Для повышения прочности соединения справа и слева от гребёнки по трещине высверливаются отверстия, в которые забиваются конические штифты. Для герметизации трещина заделывается герметиком.
Разновидностью данного способа является использование вместо гребёнки прокатного профиля (рис 2.3,б). В этом случае между отверстиями 1 прорезываются канавки.
megaobuchalka.ru
Способы восстановления деталей
Количество просмотров публикации Способы восстановления деталей - 3785
Классификация и характеристика существующих способов восстановления деталей.
Значение восстановления деталей. Повышение качества ремонта машин при одновременном снижении его себестоимости — главная проблема ремонтного производства. В структуре себестоимости капитального ремонта машин 60...70 % затрат приходится на покупку запасных частей, которые даже в условиях рынка остаются дефицитными при росте цен. Основной путь снижения себестоимости ремонта машин — сокращение затрат на запасные части. Частично этого можно добиться за счёт бережного и грамотного выполнения разборки машин и дефектации деталей. При этом главный резерв — восстановление и повторное использование изношенных деталей, так как себестоимость восстановления большинства деталей, как правило, не превышает 20...60 % цены новой детали. Вместе с тем, восстановление деталей — один из базовых путей экономии материально-сырьевых и энергетических ресурсов, решение экологических проблем, так как затраты энергии, металлов и других материалов в 25...30 раз меньше, чем затраты при изготовлении новых деталей. При переплавке изношенных деталей также безвозвратно теряется до 30 % металла. В процессе восстановления детали можно не только снизить себестоимость ремонта машин, но и во многих случаях повысить его качество, так как многие из рассмотренных далее способов значительно упрочняют восстанавливаемые поверхности, повышают их износостойкость.
Основные понятия. Рассмотрим некоторые определения.
Восстановление детали — комплекс технологических операций по устранению дефектов детали, обеспечивающих возобновление ее работоспособности и геометрических параметров, установленных нормативно-технической документацией. Дефект — каждое отдельное несоответствие продукции установленным требованиям. Дефектная деталь — деталь, показатели качества которой имеют недопустимые отклонения от требований нормативно-технической документации по ремонту. Деталь, подлежащая восстановлению, — дефектная деталь, устранение дефектов которой технически возможно и экономически целесообразно.
Способ восстановления детали — совокупность операций, характеризующая технологический процесс (наплавку, напыление и т.д.). Типовая поверхность — поверхность, характеризуемая единством условий работы и изнашивания в соединении для группы поверхностей с общими конструктивными признаками.
Технологические процессы разделяют на типовые, единичные и групповые. Типовой технологический процесс предназначен для восстановления группы изделий с общими конструктивными и технологическими признаками. Единичный процесс служит для восстановления группы изделий одного наименования, типоразмера и исполнения. Групповой процесс необходим при восстановлении группы изделий с разными конструктивными, но общими технологическими признаками.
Технологическая операция восстановления — законченная часть технологического процесса, выполненная на одном рабочем месте.
Коэффициент повторяемости дефекта — отношение числа деталей с наличием дефекта определенного вида к общему числу продефектованных ремонтопригодных деталей.
Коэффициент восстановления детали — отношение числа деталей, подлежащих восстановлению, к общему числу продефектованных деталей.
Удельный вес восстановления деталей в общем потреблении запасных частей — отношение стоимости восстановленных деталей к общей стоимости запасных частей (новых и восстановленных), используемых при ремонте машин.
Учитывая зависимость отформы организации производства, определяемой объёмом и номенклатурой восстановленных деталей, различают следующие типы производств по восстановлению: предприятие, цех, участок, рабочее место, поточно-механизированная линия (ПМЛ).
Под централизованным восстановлением деталей понимают такой способ организации производства, при котором детали восстанавливают в специализированных цехах, на участках и ПМЛ не только для собственных нужд, но и для других (или только для других) предприятий.
Классификация способов восстановления деталей. Учитывая зависимость отфизической сущности процессов, технологических и других признаков существующие способы можно разделить на десять групп.
Группа способов
1 Слесарно-механическая 1. Обработка под ремонтный размер (РР) обработка 2. Постановка дополнительной ремонтной детали (ДРД)
3. Обработка до выведения следов износа и придания правильной геометрической формы
4. Перекомплектовка
2 Пластическое деформи- 1. Вытяжка, оттяжка
рование 2. Правка (на прессах, наклепом)
3. Механическая раздача
4. Гидротермическая раздача
5. Электрогидравлическая раздача
6. Раскатка
7. Механическое обжатие
8. Термопластическое обжатие
9. Осадка
10. Выдавливание
11. Накатка
12. Электромеханическая высадка
3 Нанесение полимерных 1. Напыление: газопламенное, в псевдосжи материалов женном слое (вихревое, вибрационное, вибро вихревое) и др.
2. Опрессовка
3. Литье под давлением
4. Нанесение шпателем, валиком, кистью идр.
4 Ручная сварка и наплав- 1. Газовая ка 2. Дуговая
3. Аргонодуговая
4. Кузнечная
5. Плазменная
6. Термитная
7. Контактная
5 Механизированнаяду- 1. Автоматическая под флюсом
говая сварка и наплавка2. Всреде защитных газов: аргоне, углекислом газе (диоксиде углерода), водяном паре и др.
3. С комбинированной защитой
4. Дуговая с газопламенной защитой
5. Вибродуговая
6. Порошковой проволокой или лентой
7. Широкослойная
8. Лежачим электродом
9. Плазменная (сжатой дугой)
10. Многоэлектродная
11. С одновременным деформированием
12. С одновременной механической обработкой
6. Механизированные бездуговые
способы сварки и наплавки
1. Индукционная (высокочастотная)
2. Электрошлаковая
3. Контактная сварка и наварка 4: Трением
5. Газовая
6. Электронно-лучевая
7. Ультразвуковая
8. Диффузионная
9. Лазерная
10. Термитная
11. Взрывом
12. Магнитно-импульсная
13. Печная наварка
7 Газотермическое нанесение (металлизация)
1. Дуговое
2. Газопламенное
3. Плазменное
4. Детонационное
5. Высокочастотное
6. Электроимпульсное
7. Ионно-плазменное
8. Гальванические и химические покрытия
1. Железнение постоянным током
2. Железнение периодическим током
3. Железнение проточное
4. Железнение местное (вневанное)
5. Хромирование
6. Хромирование проточное, струйное
7. Меднение
8. Цинкование
9. Нанесение сплавов
10. Нанесение композиционных покрытий
11. Электроконтактное нанесение (электронатирание)
12. Гальваномеханический способ
13. Химическое никелирование
9. Термическая и химико-термическая обработка
1. Закалка, отпуск
2. Диффузионное борирование
3. Диффузионное цинкование
4. Диффузионное титанирование
5. Диффузионное хромирование
6. Диффузионное хромотитанирование
7. Диффузионное хромоазотирование
8. Обработка холодом
| 10 Другиеспособы |
1. Заливка жидким металлом
2. Намораживание
3. Напекание
4. Пайка
5. Пайкосварка
6. Электроискровое наращивание и легирование
Краткая характеристика способов. Для первой группы способов износы поверхностей устраняют слесарной или механической обработкой с изменением их первоначальных размеров. Для получения крайне важно й посадки применяют соединяемые детали с измененными параметрами или ставят компенсатор износа (кольца, бандажи, втулки, резьбовые спиральные вставки и т. д.). Иногда поверхность детали обрабатывают до придания ей правильной геометрической формы (нажимные диски, плоскости головок цилиндров и др.).
При пластическом деформировании размеры изношенных поверхностей восстанавливают за счёт перераспределения металла от нерабочих участков детали к рабочим. Объем детали остается постоянным. Основные достоинства этих способов: не требуется присадочный материал, простота͵ высокие производительность и качество. Технология восстановления деталей полимерными материалами отличается простотой и доступностью (используют в полевых условиях), низкой себестоимостью, высокой производительностью и хорошим качеством.
Ручная сварка и наплавка получила широкое применение из-за простоты и доступности. В то же время она малопроизводительна, материалоемка, не всегда обеспечивает высокое качество.
Механизированные способы сварки и наплавки бывают автоматическими и полуавтоматическими. Большинство этих способов обеспечивает высокие производительность и качество. При дуговых способах источник теплоты для плавления присадочного материала и поверхности детали — теплота электрической дуги. При бездуговых способах таким источником служат Потери от вихревых токов (ТВЧ), джоулева теплота (электрошлаковая наплавка, контактная приварка), теплота сгораемых газов и др.
Ручные и механизированные сварочно-наплавочные способы получили наибольшее применение (75...80 % общего объёма восстановления). Их недостатки — термическое воздействие на основной металл, в т.ч. на невосстанавливаемые поверхности, деформация деталей, значительные припуски на механическую обработку. Применение большинства из этих способов целесообразно для восстановления сильноизношенных деталей.
При напылении расплавленный присадочный материал (проволока или порошок) с помощью сжатого воздуха распыляется и наносится на подготовленную поверхность детали. Способы напыления различают исходя из источника теплоты: дуговое — теплота электрической дуги, газопламенное — теплота газового пламени и т.д. Напыляют металлы, полимеры и др. Размещено на реф.рфПри напылении металла процесс называют металлизацией. Большинство способов напыления характеризуется высокой производительностью, позволяет достаточно точно регулировать толщину покрытия и припуск на механическую обработку. Серьезный недостаток напыления — низкая сцепляемость покрытий с основой. Для ее повышения применяют нанесение специального подслоя, последующее оплавление и др.
В корне гальванических способов лежит явление электролиза. Их различают по виду осаждаемого металла, роду используемого тока, способу осаждения и др. Размещено на реф.рфГальванические способы высокопроизводительны, не оказывают термического воздействия на деталь, позволяют точно регулировать толщину покрытий и свести к минимуму или вовсе исключить механическую обработку, обеспечивают высокое качество покрытий при дешевых исходных материалах. Такие способы применяют для восстановления малоизношенных деталей. Недостатки гальванопокрытий — многооперационность, сложность и экологическая вредность технологии.
Термическую обработку применяют для упрочнения и восстановления физико-механических свойств деталей (упругости пружин и др.). При химико-термических способах происходит диффузное насыщение поверхности детали тугоплавкими металлами (хромом, титаном и др.) при некотором изменении размеров. Эти способы применяют для восстановления и повышения износостойкости малоизношенных деталей (плунжеров и др.).
referatwork.ru
Способы восстановления деталей автомобиля
Большинство деталей автомобилей, примерно 65 %, имеет износ до 0,15 мм и только 5 % деталей при выходе автомобилей в капитальный ремонт имеют износ более 0,5 мм. При ремонте автомобилей повторно после восстановления могут использоваться до 70 % изношенных деталей.
Ремонтное производство располагает достаточным числом способов, чтобы восстанавливать практически все изношенные и поврежденные детали, кроме резиновых, пластмассовых и деревянных. Выбор способа восстановления деталей во многом зависит от формы и износа рабочих поверхностей.
Наблюдается следующее распределение восстанавливаемых деталей в % к общему числу деталей автомобилей по форме изнашивающихся поверхностей;
Износы больших отверстий .......... 7,7
малых ........................................... 31,0
шеек валов и осей ................... 11,5
шпоночных канавок и шлицев........ 5,5
фасонных поверхностей ......... 10,3
резьб ........................................... 5,0
и коробление плоскостей . .. ............ 18
Прочие износы ................................. 11
Итого: ..............................................100
Распределение деталей по износу рабочих поверхностей к общему числу деталей:
Износ, мм .......... 0,01—0,07 0,07—0,14
% к общему числу .. . 42,2 23,2
Износ, мм .......... 0,28—0,35 0,35—0,42
% к общему числу ... 5 3,7
Износ, мм .......... 0,14—0,21 0,21—0,28
% к общему числу ... 11,1 7,5
Износ, мм .......... 0,42—0,49 свыше 49
% к общему числу ... 2,2 51
Многочисленность технологических способов, применяемых при восстановлении деталей, объясняется разнообразием дефектов, дли устранения которых они применяются.
Характерными дефектами деталей являются: износ, который обусловливает нарушение размеров, формы и взаимного положения рабочих поверхностей; механические повреждения в виде остаточных деформаций, трещин, обломов, рисок, выкрашивания, пробоин; повреждения антикоррозионных покрытий, нанесенных окраской, гальваническими и химическими способами обработки. Большинство деталей с такими дефектами в процессе ремонта должны быть восстановлены. Целью ремонта является восстановление следующих качеств детали:
прочности;
формы и размеров деталей;
качества поверхностного слоя;
шероховатости поверхности;
защитных покрытий.
В результате высоких нагрузок, накопления усталости, деформаций и т. д. в детали или в конструктивном, узле могут возникнуть дефекты в виде трещин. Наличие трещин снижает статическую и усталостную прочность деталей. Усталостная прочность снижается также при наличии глубоких забоин и царапин. Поэтому при восстановлении деталям необходимо возвратить прочностные свойства.
Детали, подверженные трению или нагреву, при эксплуатации теряют размеры, форму и взаимное расположение поверхностей. В этом случае при восстановлении следует возвратить деталям форму и размеры, заданные технической документацией.
Детали, подверженные ударам абразивных частиц, имеют дефекты в виде забоин, царапин, местных углублений и износов. Эти дефекты снижают качество поверхности, что обусловливается изнашиванием деталей в результате трения. Большинство деталей автомобилей и дорожных машин имеют изменения в поверхностных слоях вследствие коррозии, наклепа, внутренних изменений и структурных, преобразований. При этом поражаются тонкие слои металла. Нарушение шероховатости поверхности и изменения в поверхностных слоях снижают прочностные характеристики детали. В таких деталях восстанавливают шероховатость поверхности и качество поверхностного слоя. Это достигается удалением поврежденных слоев металла с соблюдением требований к форме и размерам поверхностей.
Детали, работающие в агрессивной среде, при изготовлении защищают от коррозии специальными металлическими, полимерными и другими покрытиями, которые в процессе работы постепенно разрушаются и начинают корродировать. Таким образом, при ремонте необходимо восстановить эти покрытия.
Восстановление геометрической формы и размеров деталей возможно при выполнении следующих технологических операций: наращивание поверхностных слоев материала вместо изношенного; пластическое деформирование для восстановления размеров изношенных участков детали; замена части детали и установка дополнительных элементов; удаление части материала после обработки ее поверхностных слоев. К операции по восстановлению физико-механических свойств материала деталей следует отнести устранение дефектов и упрочнение материала тем или иным видом обработки для ослабления вредного действия микроповреждений в наиболее ответственных участках деталей.
Технологические способы восстановления деталей можно представить в виде двух групп: способы наращивания и способы обработки. К способам наращивания относятся способы, при которых изношенный материал детали компенсируют нанесением других материалов, в том числе и синтетических. К ним относятся сварка и наплавка, напыление, металлизация, пайка, нанесение электролитических металлопокрытий и полимерных материалов.
К способам обработки отнесены следующие технологические способы: обработки давлением, слесарно-механическая обработка, электрические способы обработки, упрочняющая обработка и т. д.
В табл. 3.2 приведены примеры различных способов, применяемых в технологии восстановления деталей.
Слесарно-механическая обработка применяется как самостоятельный способ ремонта деталей, а также при обработке деталей под ремонтные размеры и при постановке дополнительных ремонтных деталей. Кроме того, она является необходимой в ряде случаев при ремонте деталей другими способами .
Восстановление деталей пластической деформацией основано на использовании свойств металлов изменять под давлением внешних сил геометрическую форму и размеры без разрушения.
Таблица 3.2. Способы восстановления изношенных деталей
Восстановление деталей сваркой (наплавкой) заключается в том, что на изношенные поверхности деталей наплавляют металл, после чего их подвергают механической обработке. Кроме того, этот способ применяют при устранении на деталях механических повреждений (трещин, пробоин и т. д.).
Восстановление деталей газотермическим напылением заключается в том, что на подготовленную соответствующим образом поверхность детали при помощи специального аппарата напыляют сжатым воздухом или инертным газом расплавленный металл. После напыления деталь обрабатывают под требуемый размер.
Устранение дефектов пайкой представляет собой процесс, при котором соединение нагретых частей металла происходит в результате введения в зазор между ними расплавленного припоя.
Восстановление деталей электролитическим покрытием основано на осаждении металла на соответствующим образом подготовленную поверхность детали. Для ремонта изношенных деталей применяют хромирование и железнение (осталивание). Хромирование применяют так же, как защитно-декоративное покрытие деталей. Меднение и никелирование применяют как подслой при защитно-декоративном хромировании, а меднение еще применяют для защиты поверхностей деталей от цементации.
Синтетические материалы применяют для склеивания, ремонта изношенных деталей, выравнивания поверхностей кабин, кузовов, деталей оперения и других деталей перед окраской, при технических повреждениях. При помощи клеевых составов соединяют детали или части деталей из металлов и неметаллических материалов в различных сочетаниях между собой. Этим способом ремонтируют детали, имеющие поломки и обломы. Склеивание используют также для получения неразъемных соединений деталей при сборке.
Места деталей, имеющие трещины, пробоины, вмятины, неровности, предварительно подготавливают, а затем заполняют клеевыми составами в виде паст. В некоторых случаях для увеличения прочности, детали повреждения заделывают стеклотканью, пропитанной клеевыми составами. Этим способом успешно заделывают трещины на стенках рубашки охлаждения головки и блока цилиндров двигателя, топливного бака и других корпусных и емкостных деталей.
Покрытия из пластмасс на поверхности изношенных деталей можно наносить различными способами: наплавлением на предварительно нагретую поверхность детали, заливкой в пресс-формах, окунанием в жидкие полимерные материалы и др. Синтетическими материалами могут быть покрыты отдельные поверхности или вся деталь.
Электрическая обработка основана на явлении разрушения металла при электрическом искровом разряде. Этот вид обработки может применяться в качестве самостоятельного способа восстановления изношенных и поврежденных деталей, а также как операции, связанные с подготовкой или окончательной обработкой деталей, восстановленных другими способами. Обрабатываемая деталь может быть изготовлена из любого металла или сплава; материалом для инструмента могут служить латунь, медь, чугун, алюминий и его сплавы и др.
Упрочняющая обработка является одним из завершающих этапов восстановления деталей и имеет целью достижения заданных физико-механических свойств.
Покраска в процессе ремонта предназначается для защиты поверхности деталей от корозиии и придания детали высоких эстетических качеств.
Источник:
Основы технологии производства и ремонта автомобилей.
Рецензент: кандидат технических наук, доцент Б. И. Чурсинов
Количество показов: 13327
arbir.ru
Методы восстановления деталей оборудования — КиберПедия
-Восстановление деталей сваркой и наплавкой
При ремонте оборудования сварку применяют: для получения неразъемных соединений при восстановлении разрушенных и поврежденных деталей, для восстановления размеров изношенных деталей и повышения их износостойкости путем наплавки более стойких металлов.
Автоматизированные процессы сварки и наплавки являются более совершенными и экономически эффективными по сравнению с ручными способами. Наибольшее распространение в ремонтной практике получила автоматическая и полуавтоматическая дуговая сварка и наплавка под слоем флюса. Ручные способы сварки и наплавки менее совершенны, но являются незаменимыми при ремонте деталей машин в неспециализированных ремонтных предприятиях благодаря маневренности, универсальности и простоте процесса.
Газовую сварку применяют для восстановления деталей из серого чугуна. Детали малого размера и веса сваривают без предварительного подогрева, а крупные детали предварительно нагревают.
Электродуговая сварка более экономична и создает более надежное сварное соединение по сравнению с газовой сваркой. Правильная подготовка детали к сварке обеспечивает высокое качество наплавленного слоя и прочное сцепление его с основным металлом. Перед сваркой детали очищают и разделывают их кромки. Поверхность деталей очищают стальной щеткой, напильником, наждачным полотном, абразивным кругом, пескоструйным аппаратом, затем промывают бензином или керосином, а также подвергают щелочному травлению. Кромки листов свариваемых встык разделывают (скашивают) под углом (60—70°), а края изломов и пробоин выравнивают.
Наплавка является одним из основных методов восстановления деталей. Она широко применяется в тех случаях, когда трущимся поверхностям необходимо придать большую износоустойчивость. Наплавляют два, три и более слоев часто твердыми сплавами, позволяющими увеличить срок службы деталей в несколько раз. Качество наплавки в значительной степени зависит от состояния восстанавливаемой поверхности. Чугунные и стальные детали из малоуглеродистой стали перед наплавкой обезжиривают с целью удаления масла из пор и трещин. Для этого поверхность детали обжигают газовой горелкой, паяльной лампой или в нагревательных печах. Копоть налет окислов после обжига удаляют с поверхности детали наждачным полотном или ветошью, смоченной керосином или бензином. Участок детали под наплавку обрабатывают стальными щетками или абразивными кругами. -Восстановление деталей металлизацией
Металлизацией называется нанесение расплавленного металла на поверхность детали. Расплавленный металл в специальном приборе — металлизаторе струей воздуха или газа распыляется на мельчайшие частицы и переносится на предварительно подготовленную поверхность детали. Нанесенный слой не является монолитным, а представляет собой пористую массу, состоящую из мельчайших окисленных частиц.
Способом металлизации восстанавливают размеры посадочных мест для подшипников качения, зубчатых колес, муфт, шеек коленчатых валов и т. п. Чтобы металлизационный слой прочно соединился с поверхностью детали, поверхность очищают от грязи и масла и подвергают пескоструйной обработке.
Твердость металлизационного покрытия определяется качеством наносимого материала.
-Гальванические покрытия
Для повышения поверхностной твердости деталей и увеличения их сопротивления механическому износу, а также для восстановления размеров деталей их покрывают слоем хрома (хромируют) толщиной 0,25 и 0,3 мм.
Твердые хромовые покрытия подразделяются на два вида: гладкое и пористое. При гладком хромировании смазка на поверхности детали не удерживается из-за плохой «смачиваемости». При работе деталей возникает сухое трение, на трущихся поверхностях появляются задиры. Для устранения этого недостатка применяют пористое хромирование. В порах и каналах, образующихся на наружной поверхности детали, задерживается смазка, снижающая износ и удлиняющая срок службы деталей. Твердое гладкое хромирование применяют для восстановления размеров деталей, работающих с неподвижными посадками, а пористое — для деталей, работающих при значительных удельных давлениях, повышенных температурах и с большими скоростями скольжения. Поры и каналы в хромовых покрытиях чаще всего образуются электрохимическим способом, при помощи анодного травления.
Восстановление деталей путем гальванического наращивания слоя стали (осталивание, или железнение) — один из эффективных методов современной технологии ремонта. Осталивание в отличие от хромирования позволяет наносить слой металла значительно большей толщины (2—3 мм и более). Этим способом целесообразно восстанавливать; детали с неподвижными посадками или детали с невысокой поверхностной твердостью; детали, работающие на трение при величине износа более 0,5 мм; детали, работающие одновременно на удары и истирание.
Твердое никелирование. Повышенная твердость никелевых покрытий достигается за счет применения электролитов специального состава, обеспечивающих получение осадков никеля с фосфором. Никелевые покрытия с содержанием фосфора обычно называют никельфосфорными покрытиями, а процесс их получения — твердым никелированием. Твердое никелирование может осуществляться электрическим и химическим способами. Химическое никелирование является более простым и осуществляется путем выделения никеля из растворов его солей с помощью химических препаратов — восстановителей.
- Восстановление изношенных деталей давлением
Поврежденные и изношенные детали можно восстанавливать давлением. Этот способ основан на использовании пластичности металлов, их способности под действием внешних сил изменять свою геометрическую форму, не разрушаясь. Детали восстанавливают до номинальных размеров при помощи специальных приспособлений, путем перемещения части металла с нерабочих участков детали к ее изношенным поверхностям. При восстановлении деталей давлением изменяется не только их внешняя форма, но также структура и механические свойства металла. Применяя обработку давлением, можно восстанавливать детали, материал которых обладает пластичностью в холодном или нагретом состоянии. Изменение формы детали и некоторых ее размеров в результате перераспределения металла не должно ухудшать их работоспособность и снижать срока службы. Механическая прочность восстановленной детали должна быть не ниже, чем у новой детали.
К основным видам восстановления различных деталей давлением относятся:
-осадка при восстановлении втулок, пальцев, зубчатых колес;
-раздача при восстановлении пальцев поршней, роликов автоматов;
-обжатие при восстановлении вкладышей подшипников и втулок;
- вдавливание при восстановлении зубчатых колес и шлицевых валиков;
-правка для выправления гладких и коленчатых валов и рычагов;
-накатка для увеличения диаметра шеек и цапф валов за счет поднятия гребешков металла при образовании канавок.
Метод пластического деформирования при ремонте деталей применяется не только для восстановления размеров изношенных деталей, но и с целью повышения их прочности и долговечности. Поверхностное упрочнение деталей повышает износостойкость и прочность деталей.Пластическое деформирование деталей производят также обработкой стальной или чугунной дробью, чеканкой, обкаткой роликами или шариками.
Текстолит и древеснослоистые пластики применяются для восстановления изношенных поверхностей направляющих станков, изготовления зубчатых колес, подшипников скольжения, втулок и других деталей с трущимися рабочими поверхностями.
Одним из эффективных способов получения неподвижных соединений является склеивание деталей. По сравнению с клепкой, сваркой и сбалчиванием клеевые соединения имеют такие преимущества, как соединение материалов в любом сочетании, уменьшение веса изделий, герметичность клеевых швов, антикоррозионную стойкость и во многих случаях снижение стоимости ремонта изделия. В практике ремонта металлорежущих станков широко используется карбинольный клей и клей типа БФ. Детали, склеенные карбинольным клеем с наполнителем из непористого материала, устойчивы против действия воды, кислот, щелочей, спирта, ацетона и подобных растворителей. Различные марки клея БФ отличаются содержанием компонентов и назначением.
Процесс восстановления деталей склеиванием состоит из трех этапов: подготовки поверхности, склеивания и обработки швов. Поверхности деталей, подлежащих склеиванию, очищаются от масла, загрязнений и хорошо пригоняются. Клей наносят кистью или стеклянной палочкой. Жидкий клей наносят на обе соединяемые поверхности.
Для склеивания деталей, работающих при температуре 60—80° С, применяют клей БФ-2. Для склеивания деталей, работающих в щелочной среде, — клей БФ-4. Клеем БФ-6 приклеивают ткани и резину к металлу.
Клей БФ наносят на склеиваемые поверхности в два слоя с перерывом примерно в 1 ч 15 мин. Соединяемые детали принимают одну к другой (1 — 15 кг/см2) и выдерживают под прессом.
Чтобы разобрать склеенные детали, их необходимо нагреть до 200° С и выше.
cyberpedia.su
Восстановление деталей двигателя
Для обеспечения нормальной работы двигателя необходимо периодически его ремонтировать. В современной технологии ремонта деталей двигателей применяют следующие основные способы: изменение размеров деталей, наращивание деталей сваркой, гальванопокрытиями или металлизацией, восстановление насадками, пластической деформацией и с помощью специальных клеев и замазок.
Восстановление посадок изменением размеров изношенных деталей. Данный способ ремонта состоит в том, что одну из двух сопряженных деталей двигателя механически обрабатывают под ремонтный размер, а другую устанавливают ремонтного размера.
Механическая обработка изношенных поверхностей необходима для восстановления правильной геометрической формы и начальной посадки деталей.
В качестве примера рассмотрим способ восстановления сопряженных деталей цилиндр — поршень двигателя ГАЗ-МК.
При износе цилиндра и поршня двигателя, когда зазор между ними достигнет более 0,3 мм, двигатель работает с повышенным расходом масла и бензина. В этом случае производят ремонт, т.е. растачивают и шлифуют цилиндры под ближайшие ремонтные размеры и заменяют изношенные поршни новыми — ремонтных размеров.
Зная припуск на обработку диаметра цилиндра, можно легко подобрать поршень необходимого ремонтного размера. Машиностроительные заводы выпускают запасные части (поршни, поршневые кольца, тонкостенные вкладыши и др.) ремонтных размеров для различных типов двигателей передвижных электростанций.
вается расход масла и снижается мощность. Поэтому необходимо заменить изношенный поршень поршнем ремонтного размера.
Достоинства способа восстановления деталей под ремонтный размер заключаются в простоте и относительной дешевизне ремонтного процесса, а недостатки — в снижении износоустойчивости и прочности отремонтированных деталей.
Восстановление деталей наращиванием сваркой. При ремонте деталей применяют электрическую или газовую сварку, наплавку под слоем флюса и в среде углекислого газа, а также виброконтактную наплавку. Сваркой восстанавливают более 50% деталей машин. Сварка обеспечивает прочные и надежные соединения.
В большинстве случаев при ремонте деталей применяют сварку ацети-лено-кислородным пламенем, температура которого достигает 3100- 3200 °С.
Сварочный шов при сварке таким пламенем получается качественным и хорошо поддается механической обработке, В зависимости от качества смеси ацетилена с кислородом сварочный шов может быть мягким или ломким.
Ацетилен для сварки получают в специальном генераторе, который заряжают карбидом кальция. В генератор поступает вода, от воздействия которой на карбид кальция образуется горючий газ — ацетилен и выделяется гашеная известь. Из генератора ацетилен поступает к горелке. Сжатый кислород из баллона тоже поступает к горелке. При соединении кислорода с ацетиленом у наконечника горелки возникает пламя, которое, действуя на металл присадочной проволоки, расплавляет ее, в результате чего образуется сварочный шов.
Для полного разложения 1 кг карбида необходимо затратить около 0,6 л воды. Стандартные генераторы вырабатывают 3000 л ацетилена в час под давлением 0,3 кГ/см2. Кислород, необходимый для горения ацетилена, получают с заводов в баллонах, окрашенных в голубой цвет. В баллон емкостью 40 л кислород нагнетают под давлением 150 кГ/см2, что соответствует 6000 л кислорода при атмосферном давлении. Давление кислорода, поступающего из баллона в горелку, снижается в редукторе 4 до 1-4 кГ/см2. На некоторых ремонтных предприятиях пользуются ацетиленом, который получают с заводов в баллонах, окрашенных в белый цвет. В баллоне емкостью 40 л три давлении 26 кГ/см2 помещается около 4000 л ацетилена. Давление ацетилена снижается в редукторе 4 до 0,01-1,5 кГ/см2.
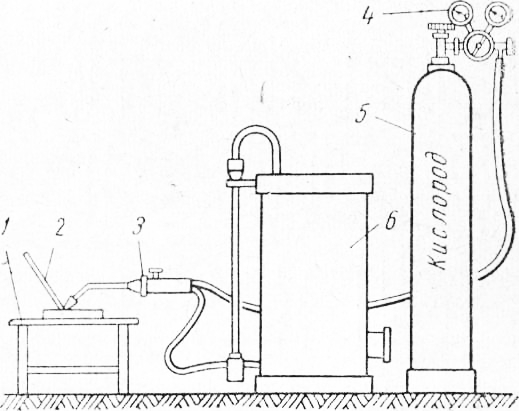
Рис. 1. Ацетилено-кислородная установка для газовой сварки: 1 — сварочный стол, 2 — присадочная проволока, 3 — горелка, 4- редукторы, 5-кислородный баллон, 6 — генератор
Ремонт деталей электродуговой сваркой тоже широко применяют при ремонте двигателей передвижных электростанций. При электродуговой сварке металл плавится от действия теплоты электрической дуги, температура которой достигает 4000-6000° С.
Наиболее распространен предложенный Н. Г. Славяновым способ электросварки с металлическими электродами.: Для электросварки можно применять как переменный, так и постоянный ток; лучшие результаты дает сварка постоянным гоком. При сварке постоянным током теплота электрической дуги распределяется следующим образом: около 2/3 ее выделяется на положительном полюсе и 1/з — на отрицательном полюсе, поэтому массивные свариваемые детали соединяют с положительным полюсом. Детали толщиной до 2,5 мм из легированных сталей и чугуна сваривают стальными электродами, при которых нагрев нежелателен. В этом случае деталь соединяют с отрицательным полюсом, т.е. сварку ведут с обратной полярностью.
Широко применяют способ ремонта при помощи сварочного трансформатора переменного тока (рис. 2). Силу тока регулируют изменением величины индукционного редуктора, соединенного последовательно с вторичной обмоткой трансформатора. Первичная обмотка трансформатора включается в электросеть. Для создания устойчивой электродуги при сварка параллельно трансформатору и редуктору 1 подсоединяют осциллятор (регулятор), питающий дугу при напряжении около 3000 в током высокой частоты (порядка 200 кгц), благодаря чему обеспечивается безопасность персонала.
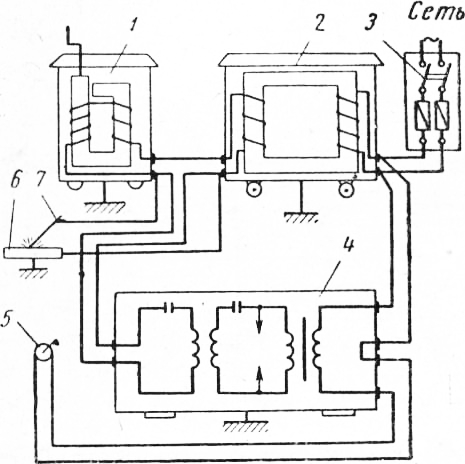
Рис. 2. Электрическая схема электросварочного аппарата переменного тока: 1 — индукционный редуктор, 2 — трансформатор, 3 — рубильник, 4 — осциллятор (регулятор), 5 — выключатель, 6 — рабочий стол, 7 — электрододержатель
При газовой сварке применяют присадочную проволоку, состав которой соответствует составу ремонтируемой детали. Стальные детали наплавляют высоколегированной стальной проволокой и твердыми сплавами типа сормайт № 1 и № 2, чугунные детали — чугуном и медью.
Для электросварки применяют стальные и чугунные электроды, покрытые специальной обмазкой, позволяющей получить шов высокого качества.
Выпускаются следующие марки электродов с обмазкой: УОНИ-13/45, ОЗН-300, 03H-350 и УОНЧ-13/15 для сварки мало-углеродистых сталей; ЦН-250 — для сварки всех конструкционных сталей.
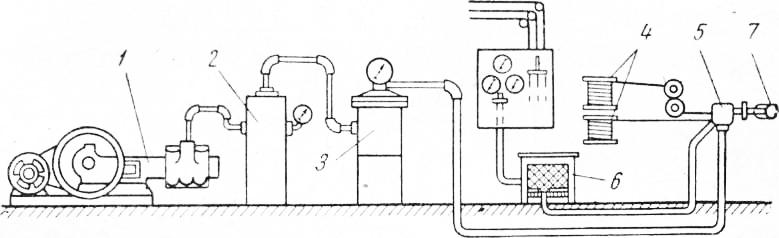
Рис. 3. Схема электрометаллизационной установки: 1 — компрессор, 2 — ресивер, 3 — маслоотделитель, 4 — катушки с проволокой, 5 — металлизатор, 6 — трансформатор, 7 — металлизируемая деталь
Восстановление деталей металлизацией. Процесс металлизации заключается в расплавлении и распыливании расплавленного металла и последующем нанесении его на поверхность ремонтируемой детали специальным аппаратом-металлизато-ром. Металл распыляется на частицы размером 0,01-0,015 мм сжатым воздухом со скоростью движения его 140-330 м/сек.
Металлизацию применяют при ремонте изношенных шеек коленчатых и распределительных валов и для заделки трещин в блоках цилиндров двигателей.
Существуют различные способы металлизации, при которых используется теплота, создаваемая токами высокой частоты, электрической дугой или горящим газокислородным пламенем. Наиболее распространена электродуговая металлизация.
Устройство электродуговой стационарной металлизационной установки, схематически показано на рис. 152. Компрессор подает воздух под давлением 4,5-6 кГ/см2 в ресивер 2 емкостью 2,0-2,5 м3. Из ресивера воздух поступает в маслоотделитель, а из него по шлангу — в металлизатор. Ток напряжением 20-30 в подается в металлизатор от понижающего трансформатора. Две металлические проволоки, намотанные на катушки, автоматически протягиваются специальным механизмом через ролики и подаются в металлизатор.
Электродуговой металлизационный аппарат (рис. 4) работает следующим образом. В точке касания концов движущихся проволок проходит ток, вследствие чего возникает электрическая дуга и проволоки плавятся. Капли расплавленного металла выдуваются через сопло 5 сжатым воздухом, поступающим от компрессора, и с большой скоростью ударяются о поверхность ремонтируемой детали, где, оседая и охлаждаясь, образуют слой металлического покрытия.
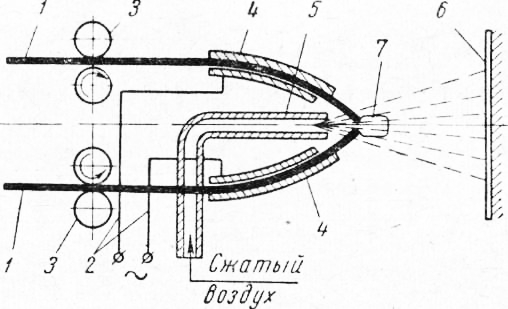
Рис. 4. Схема металлизационного аппарата (металлизатора): 1- проволоки, 2 — токоподводящие провода, 3 — ролики, 4 — наконечники, 5 — сопло, 6 — поверхность обрабатываемой детали, 7 — дуга
Производительность металлизатора 12-14 кг/ч расплавленного металла. Наименьшая допустимая толщина покрытия после механической обработки должна составлять 1,0-0,6 мм в зависимости от размера детали.
Технология ремонта методом электрометаллизации заключается в подготовке детали (создании на поверхности шероховатости и удалении с нее грязи), нанесении слоя металла требуемой толщины и механической обработке этого слоя.
Восстановление деталей гальванопокрытиями. Для восстановления некоторых деталей применяется гальванический способ покрытия: хромирование, железнение и др.
Хромирование применяется для повышения поверхностной твердости и восстановления изношенных поверхностей. Сущность хромирования заключается в нанесении слоя хрома на поверхности деталей. Хромирование производится посредством электролиза. Для этого применяют ванну с электролитом, состоящим из хромовой и серной кислот. В ванне установлены электроды — анод и катод. Анодом служит металл, которым покрывается деталь, а катодом-деталь, подлежащая покрытию металлом. Хром под действием постоянного тока электричес-ким путем переносится на поверхности деталей. Перед хромированием детали обезжиривают и шлифуют, затем опускают в ванну с электролитом и укрепляют в подвешенном положении. Хромирование деталей производят на толщину нескольких микронов.
Железнением ремонтируют изношенные поверхности деталей. Железнение — это гальванический способ нанесения железа, содержащегося в растворах его хлористых или сернокислых солей. Процесс железнения протекает в 10 раз быстрее, чем процесс хромирования. Для железнения наиболее часто применяют состав из 450 г/л хлористого железа, 300 г/л поваренной соли и 3,5 г/л соляной кислоты. Плотность тока при железнении должна быть 2000 а/м2, а температура раствора 100 °С.
Восстановление деталей насадками. Восстановление деталей насадками имеет преимущества перед методом обработки деталей под ремонтный размер, которые заключаются в его простоте, доступности и дешевизне. Недостатком данного способа является невозможность применения насадков или втулок для восстановления трущихся поверхностей большинства деталей двигателя.
Технологический процесс восстановления деталей насадками состоит в подготовке изношенной поверхности детали, называемой поднасадком, в изготовлении самого насадка, соединении детали и насадка в одно целое и механической обработке рабочей поверхности, восстановленной насадком. Для резьбовых насадков применяют сталь 10 и 20, а для прессуемых соединений — сталь 35 и 45. Чугун используют для насадков, работающих на трение.
Ремонт деталей методом пластической деформации. Восстановление деталей методом пластической деформации (раздачи, обжимки, правки, осадки) основано на использовании пластических свойств металла. Вследствие пластичности металла у деталей под действием давления может изменяться форма. Методом пластической деформации детали ремонтируют как в холодном, так и в горячем состоянии. Выбор режима обработки зависит от степени износа, материала и объема металла детали.
Правкой восстанавливают изогнутые коленчатые валы, раздачей-поршневые пальцы и другие пустотелые детали, осадкой ремонтируют, например, головки клапанов.
Ремонт деталей клеями и замазками. В последнее время в ремонтной практике при заделке трещин, пробоин и соединении дефектных деталей применяют клеи и замазки. Склеенные изделия имеют высокую механическую прочность и обеспечивают надежное соединение, в ряде случаев не уступающее по прочности сварке и клепке.
Широко используются универсальный клей БФ, карбиноль-ный клей, клей ВС-10Т, специальные составы с эпоксидными смолами (ЭД-5, ЭД-6 и ЭД-40) и различные замазки, например глетоглицериновая и др.
Клей БФ — спиртовой раствор синтетических смол. Металлы
Для очистки масляного картера нужно слить из него старое масло, заполнить его свежим маслом4и поставить двигатель на холостую (без нагрузки) работу в течение 10-15 мин, затем еще раз слить масло.
При сдаче двигателя для ремонта в ремонтные мастерские или на завод вместе с заказом на ремонт ремонтному предприятию представляют паспорт двигателя электростанции и акт о его техническом состоянии.
На ремонтном предприятии двигатель поступает сначала в разборочно-моечное отделение. Там его направляют на стенд для разборки. Большую часть агрегатов и узлов двигателя подвергают дополнительной мойке, после чего возвращают на рабочее место для разборки, дефектации узлов, агрегатов и деталей и последующего их ремонта.
К агрегатам и узлам двигателя, направляемым на разборку, относятся: топливная аппаратура, радиаторы и электрооборудование.
Детали, входящие в отдельные узлы и агрегаты, признанные годными для работы (например, шестерни газораспределения, шатуны с крышками и др.), необходимо маркировать. Маркировку наносят на самих деталях или на специальных бирках, присоединяемых к ним проволокой. При этом указывают номер двигателя, с которого детали сняты. Такая маркировка делается для того, чтобы можно было повторно использовать годные детали на ремонтируемых агрегатах двигателя.
При разборке и сборке двигателя полезно пользоваться альбомами технологических карт.
Разборка двигателя. Разборка двигателя производится для того, чтобы обеспечить доступ к отдельным деталям для их осмотра.
Двигатель разбирают в такой последовательности: - -снимают корпус масляного фильтра, стартер, генератор, распределитель и водяную помпу, головку цилиндров, для чего отвертывают гайки, крепящие головку к блоку;— отвертывают болты маховика и снимают маховик;— отвернув болты нижнего картера (поддона) и сняв его, снимают масляный насос и маслопроводы;— расшплинтовывают шатунные и коренные подшипники и отвертывают гайки болтов нижних головок шатунов;— снимают нижние крышки шатунов и вынимают поршни из цилиндров вместе с шатунами;— отвернув болты, крепящие картер маховика к блоку цилиндров, снимают картер;— снимают крышку распределительных шестерен, нижние крышки коренных подшипников и вынимают коленчатый вал;— отвернув четыре болта клапанных крышек, снимают эти крышки;— специальным съемником снимают клапаны и клапанные пружины.
Разборку двигателя производят с соблюдением правил техники безопасности.
Мойка и дефектация узлов и деталей. Детали и узлы двигателя, поступившие в ремонт, подвергают мойке сначала специальным горячим раствором, а затем чистой горячей водой. Мойка деталей должна быть организована так, чтобы не смешивались узлы и детали разных двигателей, иначе будет трудно производить дефектацию.
Моечные машины и установки бывают различных конструкций. Для мойки небольших деталей применяют специальные передвижные ванны. Рекомендуемый состав моечного раствора: 25 г. едкого натра (каустической соды), 35 г. кальцинированной соды, 25 г. жидкого мыла и 1,5 г. жидкого стекла. Можно применять также раствор, состоящий из 2,3 г. каустической соды, 6,5 г. кальцинированной соды и 3 г. зеленого мыла.
Температура раствора и воды при мойке деталей должна быть 80-90 °С. При пользовании горячими растворами необходимо соблюдать осторожность, во избежание ожогов и попадания раствора на незащищенные части лица и рук.
Для удаления нагара с деталей рекомендуется применять раствор, состоящий из 3,5% эмульсии, 0,15% кальцинированной соды, 0,15% жидкого стекла и 96,2% воды; температура раствора должна быть 60-80 °С. Детали, очищенные от нагара, промывают в холодной, а затем в горячей воде.
Из выпускных труб двигателей нагар удаляют путем нагрева труб в термической печи до 600-700 °С в течение 2-3 ч с последующим медленным охлаждением их в печи или сухом песке. Нагар в выпускных трубах можно выжигать и с помощью газовой горелки.
После осмотра детали сортируют. После мойки и разборки определяют степень износа и состояние деталей (дефектация) с целью выявления их пригодности для дальнейшей работы. Дефектация состоит из внешнего осмотра, замера величин зазоров, проверки на специальных приспособлениях и стендах. При де-фектации применяют универсальные стенды для гидравлического испытания блоков цилиндров, головок блоков, впускных и выпускных коллекторов. Степень износа цилиндро-поршневой группы двигателя определяют по внешним признакам в процессе его работы. Если расход масла достигает 4-4,6% количества использованного топлива и его не удается снизить даже путем замены поршневых колец, в этом случае необходимо произвести расточку и шлифовку цилиндров (или замену гильз цилиндров) и заменить поршни новыми — ремонтных размеров.
С увеличением зазоров в подшипниках коленчатых валов резко снижается давление масла. Установлено, что для дизельного двигателя Д-54 предельные зазоры в коренных и шатунных подшипниках соответственно равны 0,4 и 0,5 мм.
Величины износов, обеспечивающие эксплуатацию детали или сопряжения в течение межремонтного срока, называются, допустимым и. Наименее долговечной деталью является гильза цилиндра (цилиндр) двигателя, срок работы которой в среднем составляет 2000 ч. Поэтому в практике эксплуатации дизелей очередной их ремонт обычно приурочивают к этому сроку.
После разборки ремонтируемого двигателя составляют ведомость дефектов и карту дефектации деталей. Непригодные для использования и ремонта детали откладывают в специальный ящик.
Основные узлы двигателя (масляный насос, форсунки, радиаторы и др.) испытывают на специальных стендах и лишь при неудовлетворительных результатах испытаний дается заключение о необходимости их разборки и подетальной дефектации.
В зависимости от величины износа, вида и характера повреждений детали при дефектации сортируют на пять групп, а затем маркируют краской различного цвета: пригодные — зеленой; пригодные только при сопряжении с новыми или восстановленными до нормальных размеров деталями — желтой; подлежащие ремонту на ремонтном предприятии — белой; подлежащие восстановлению только на специализированных ремонтных предприятиях- синей; полностью непригодные — красной.
К группе пригодных относятся детали, имеющие допустимые износы. Износ деталей определяют, руководствуясь техническими условиями на контроль и сортировку.
К группе подлежащих ремонту или восстановлению относятся детали, имеющие износы и другие дефекты, которые можно устранить путем ремонта.
Ремонтируемые узлы двигателей комплектуют деталями в соответствии с ведомостью дефектов и техническими условиям]! на ремонт деталей (приведенными в альбомах технологических карт на разборку и сборку двигателей).
infopedia.su
76. Восстановление деталей пластическим деформированием.
Сущность этого метода восстановления заключается в использовании пластических свойств металла, т. е. в способности под действием приложенных сил перемещаться с нерабочих участков детали к изношенному, чтобы восполнить ту убыль металла, которая произошла в процессе износа.
Метод пластического перераспределения металла отличается простотой восстановления, высокой производительностью и экономичностью.
Он может быть использован для ремонта деталей сравнительно простой конфигурации и осуществляется в горячем и холодном состоянии. Без нагрева можно восстановить детали из цветных металлов и малоуглеродистых сталей.
Осадку Применяют для увеличения наружного диаметра сплошных или уменьшения внутреннего диаметра полых деталей за счет уменьшения их высоты
Осадкой восстанавливаются втулки, толкатели клапанов, полуоси, пальцы и др.
Раздачей пользуются для восстановления наружных размеров полых деталей (например, втулки, поршневые пальцы). Увеличение наружного диаметра детали в этом случае достигается за счет соответствующего увеличения диаметра отверстия при продавливании через него специальной прошивки.
Обжатие применяется для уменьшения внутренних размеров полых цилиндрических деталей путем приложения давления к внешней поверхности. Направления деформации и действующего усилия совпадают Этим способом восстанавливают втулки, сепараторы подшипников качения, муфты с внутренним шлицевым или Зубчатым зацеплением и др.
Широкое применение при восстановлении деталей находят комбинированные способы деформации — осадка-раздача, обжатие-осадка и др.
Вдавливание применяют для увеличения размеров изношенных частей детали посредством перераспределения металла с ее нерабочих поверхностей. Вдавливание применяют при восстановлении изношенных боковых поверхностей шлицев, зубьев некоторых шестерен, шаровых пальцев и др.
Вытяжка и растяжка. При вытяжке увеличивают длину деталей (рычагов, тяг, стержней) за счет местного сужения их поперечного сечения на небольшом участке. Вытяжку выполняют в горячем состоянии с местным нагревом детали до 800—850 °С.
Растяжкой также добиваются увеличения длины детали, не в отличие от вытяжки направление, деформации совпадает с направлением действующей силы.
Накатка деталей, применяемая при восстановлении неподвижных посадок, основана на пластическом деформировании поверхностного слоя изношенной части детали рабочим инструментом — зубчатым роликом. Накатка осуществляется на токарном станке с установкой ролика в суппорте на специальной державке.
Правка местным наклепом основана на действии остаточных внутренних напряжений сжатия, возникающих при наклепе. Для правки этим способом вогнутый участок поверхности детали наклепывают пневматическим молотком с шаровидной головкой. Выбор участка и степени наклепа производится с учетом места изгиба и его размера. Этим способом можно править валы небольших диаметров. Усталостная прочность детали в результате правки местным Наклепом не снижается. Правка наклепом дает высокую точность. Наклеп щек выполняют пневматическим молотком, оснащенным специальным приспособлением.
Контроль после правки валов и осей выполняют в центрах индикаторов, плоские детали проверяют линейкой и щупом/рычаги и кронштейны — с помощью специальных приспособлений.
studfiles.net









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)