 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Большая Энциклопедия Нефти и Газа. Вал это деталь
Вал (в машиностроении) - это... Что такое Вал (в машиностроении)?
Вал (в машиностроении) Вал в машиностроении, вращающаяся (обычно в подшипниках) деталь машины, передающая крутящий момент. В. ≈ одна из основных деталей почти всех машин и механизмов. По конструкции различают прямые (гладкие, ступенчатые, шлицевые кулачковые валы), коленчатые валы, гибкие валы и др.═ Наиболее распространены прямые ступенчатые В. (рис.), в которых фиксирующие уступы препятствуют осевому перемещению установленных на В. деталей, а переходные уступы разграничивают участки с различными диаметрами и допусками. Расчёт В. производят на прочность, жёсткость и колебания.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Вал (в архитектуре)
- Вал (воен.)
Смотреть что такое "Вал (в машиностроении)" в других словарях:
Вал — I в машиностроении, вращающаяся (обычно в подшипниках) деталь машины, передающая крутящий момент. В. одна из основных деталей почти всех машин и механизмов. По конструкции различают прямые (гладкие, ступенчатые, шлицевые кулачковые валы… … Большая советская энциклопедия
Детали машин — (от франц. détail подробность) элементы машин, каждый из которых представляет собой одно целое и не может быть без разрушения разобран на более простые, составные звенья машин. Д. м. является также научной дисциплиной, рассматривающей… … Большая советская энциклопедия
категория — 3.1 категория: Класс или группа объектов, обладающих одними и теми же общими качественными характеристиками. Источник … Словарь-справочник терминов нормативно-технической документации
Великобритания — I Великобритания (Great Britain) остров в Атлантическом океане, входящий в группу Британских островов (См. Британские острова). См. Великобритания (государство). II Великобритания (Great Britain) официальное название Соединённое… … Большая советская энциклопедия
ГОСТ 2.307-2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений — Терминология ГОСТ 2.307 2011: Единая система конструкторской документации. Нанесение размеров и предельных отклонений оригинал документа: база: Поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке… … Словарь-справочник терминов нормативно-технической документации
Допуск — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
Допуск (техника) — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
Допуск (машиностроение) — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
Квалитет — Допуск разность между наибольшим и наименьшим предельными значениями (размеров, массовой доли, массы), задаётся на геометрические размеры деталей, механические, физические и химические свойства. Назначается (выбирается) исходя из технологической… … Википедия
Подшипник качения — с неподвижным внешним кольцом Подшипник это техническое устройство, являющееся частью опоры, которое поддерживает вал, ось или иную конструкцию, фиксирует положение в пространстве, обеспечивает вращение, качание или линейное перемещение (для… … Википедия
dic.academic.ru
Деталь - тип - вал
Деталь - тип - вал
Cтраница 1
Детали типа валов, передающих нагрузку вдоль оси, восстанавливаются гальваническими способами, правкой и некоторыми другими, аналогичными изложенным для группы валов. [1]
Детали типа валов устанавливаются в центрах. Один конец вала может крепиться в патроне, но в районе прилегания кулачков между поверхностью детали и кулачками необходимо помещать тонкие прокладки и зажим кулачков производить умеренно, не до предела, чтобы избежать возможного расслоения материала детали. Специальных приспособлений для установки труб и валов, как правило, не требуется. [3]
Детали типа вала обычно обрабатывают на станках токарной группы-токарных, револьверных и автоматах. Чистовую обработку этих деталей производят на шлифовальных станках, а особо тонкую отделку осуществляют на притирочных и специальных станках, таких как станки для суперфиниша. [4]
Детали типа валов и некоторые другие базируются центровыми отверстиями ( ГОСТ 14034 - 68) с помощью переднего и заднего центров токарного станка. Передний центр, установленный в конической расточке шпинделя станка, вращается синхронно с деталью. [6]
Детали типа валов, втулок, зубчатых колес и подобных им, называемых телами вращения ( рис. 1, а, б, в), изготовляют ( обрабатывают) на токарных станках резцом, сверлом и другими режущими инструментами. [7]
Детали типа валов при любом способе обработки наружных поверхностей базируют по оси вращения, которая отмечается центровыми отверстиями на торцах. Эта же база используется для нарезания резьб и фрезерования шлицев. При обработке шпоночных пазов базой служат наружные поверхности вращения и один торец вала. [8]
Детали типа валов изготовляют преимущественно из проката. Ступенчатые валы относительно небольших размеров в массовом и серийном производствах штампуют, а валы больших размеров - изготовляют из поковок. [9]
Заготовки деталей типа валов изготовляют из проката ( прутков), отливок и штамповок. [10]
Контроль деталей типа валов осуществляется предельной скобой ( рис. 139), которая имеет проходную и непроходную стороны. [12]
Контроль деталей типа валов осуществляется предельной скобой ( рис. 146 / /), которая имеет проходную и непроходную стороны. [13]
Заготовки деталей типа валов очень часто обрабатывают на токарных станках с установкой центровыми отверстиями на центрах. Процесс сверления центровых отверстий называется центрованием. [14]
Большинство деталей типа валов, втулок, шайб и колец изготовляют из заготовок, поставляемых в виде круглых, шестигранных и квадратных прутков. Крупные и сложные по форме детали получают из штучных заготовок, полученных литьем, ковкой или штамповкой. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Валом и отверстием называют соединяемые поверхности деталей, причём вал – это наружная поверхность, а отверстие – внутренняя поверхность деталей.
Таким образом, бывают посадки с зазором, при которых размер отверстия больше размера вала, бывают посадки с натягом, при которых размер вала больше размера отверстия. Кроме того, бывают переходные посадки, при которых поля допусков отверстия и вала находятся примерно на одном уровне. В этом случае о деталях, изготовленных по переходной посадке, нельзя заранее сказать, что будет в соединении зазор или натяг. Это зависит от действительных размеров собираемых деталей. Переходные посадки применяют, например, для центрирования вала электродвигателя с быстроходным валом редуктора. По таким посадкам соединяют валы с полумуфтами, которые обеспечивают центрирование валов.
Введём новое понятие – основное отклонение. Это одно из двух отклонений: либо верхнее, либо нижнее, которое ближе к нулевой линии и которое определяет положение поля допуска. На рисунке 7.2 у поля допуска отверстия основным будет нижнее отклонение EI, потому что оно ближе к нулевой линии. Это отклонение положительное, верхнее отклонение тоже будет положительным, т.к. оно выше нижнего отклонения. Следовательно, поле допуска отверстия будет выше нулевой линии, и размеры отверстия будут больше номинального размера. У поля допуска вала основным будет верхнее отклонение es. Оно ближе к нулевой линии, имеет отрицательное значение. Поэтому нижнее отклонение вала тоже будет отрицательным, и размеры вала будут меньше номинального размера.
Стандарт предусматривает две системы посадок: посадки в системе отверстия и посадки в системе вала. Эти системы базируются на таких понятиях как основное отверстие и основной вал. Основное отверстие обозначается буквой H, а основной вал – h. Признак основного отверстия – нижнее отклонение равно нулю, т.е. EIH = 0. У основного вала верхнее отклонение равно нулю, т.е. esh = 0.Следовательно, минимальный размер основного отверстия имаксимальный размер основного вала равны номинальному размеру.
Посадки в системе отверстия образуются сочетанием полей допусков валов с полем допуска основного отверстия. Посадки в системе вала образуются сочетанием полей допусков отверстий с полем допуска основного вала.Для построения поля допуска нужно знать основное отклонение (база) и допуск (т.е. квалитет – степень точности). Например, на рисунке 7.2 основным отклонением отверстия является нижнее отклонение EI = 0,1 мм. Линия, соответствующая нижнему отклонению, – это нижняя граница поля допуска. Верхняя граница отстоит от нижней на величину допуска TD = 0.1 мм. Так как верхняя граница не может быть ниже нижней, то для определения верхнего отклонения ES отверстия нужно суммировать: ES = EI + ТD = 0,1 +0,1 = 0,2 мм. Для вала основным является верхнее отклонение es = – 0.05 мм. Оно отрицательное, значит и нижнее отклонение тоже должно быть отрицательным. Для определения нижнего отклонения следует вычитать значение допуска: ei = es – Td = –0.05 –0.1 = – 0.15 мм. Таким образом, основное отклонение определяет положение поля допуска. Поэтому оно является основным. Можно напомнить, что положение поля допуска относительно нулевой линии (т.е. номинального размера) определяет предельные размеры детали.
Рисунок 7.3 содержит схемы расположения и обозначения стандартных основных отклонений отверстия (верхняя часть диаграммы) и вала (нижняя часть диаграммы).
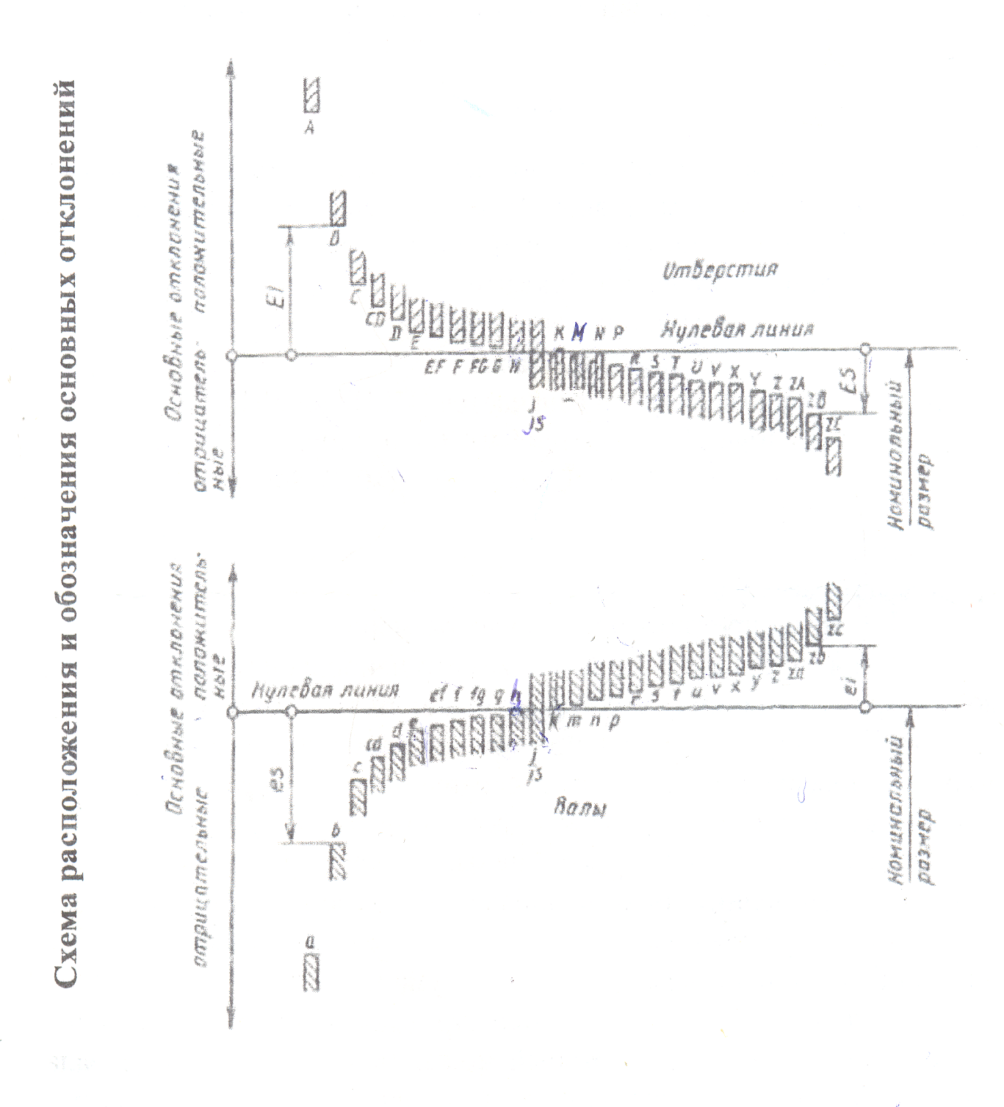
Рис. 7.3. Схемы расположения и обозначения основных отклонений
отверстия и вала
Основные отклонения обозначены буквами латинского алфавита от A до ZC. Для отверстий это прописные буквы, для валов – строчные. Рассмотрим верхнюю часть диаграммы. От A до H основными отклонениями являются нижние отклонения, которые больше нуля (EI > 0), только для основного отверстия H оно равно нулю: EIH = 0. Следовательно, отверстия с этими отклонениями больше номинального размера и образуют с основным валом (esh = 0) посадки с зазором. Причём зазоры уменьшаются в указанной последовательности.
Основное отклонение JS принадлежит симметричному полю допуска, оно равно ± IT/2 (IT – стандартный допуск), т.е. верхнее отклонение ES = + IT/2, нижнее отклонение EI = – IT/2. Это отклонение является границей между отклонениями, образующими с основным валом посадки с зазором, и отклонениями, образующими переходные посадки (от JS до N) и посадки с натягом (от P до ZC).
Основные отклонения от K до ZC – это верхние основные отклонения ES. Для переходных посадок поля допусков расположены примерно на одном уровне с полем допуска основного вала. Для посадок с натягом поля допусков отверстий лежат ниже поля допуска основного вала. Значит размеры отверстий меньше размера основного вала, что приводит к натягу в соединении.
Нижняя диаграмма на рисунке 9 относится к основным отклонениям валов, которые образуют станлартные посадки валов от a до zc с основным отверстием H. Эта диаграмма является зеркальным отражением верхней диаграммы. Основные отклонения от a до h служат для образования посадок с зазором, отклонения от js до n – для переходных посадок, отклонения от p до zc – для посадок с натягом.
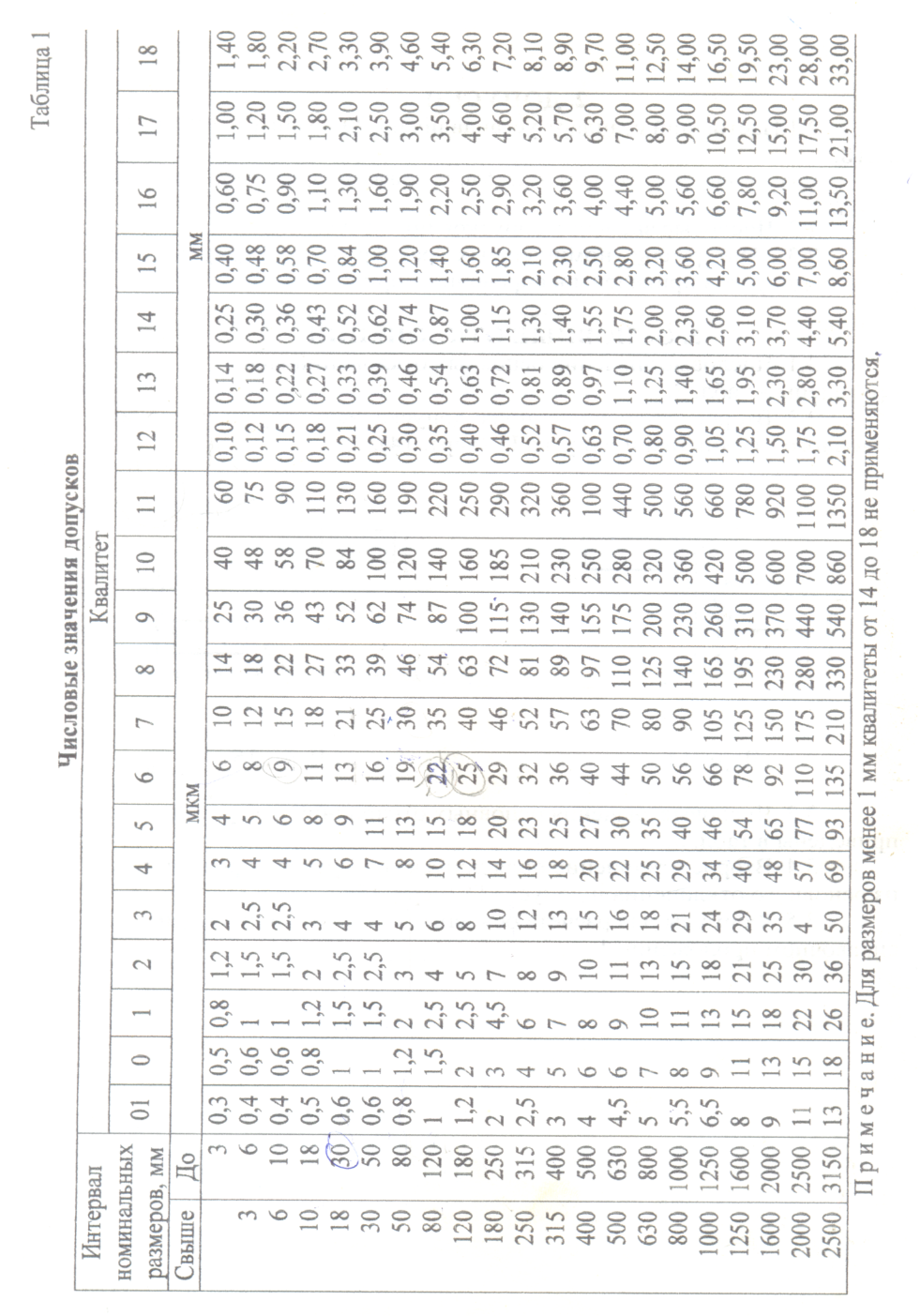
В таблице 7.1 содержатся числовые значения стандартных допусков. Эти допуски зависят от номинальных размеров валов и отверстий, а также от квалитетов. Квалитет (степень точности) – совокупность допусков, рассматриваемых как соответствующие одному уровню точности для всех номинальных размеров. В стандарте 20 квалитетов. Самые точные квалитеты от 01 до 5 предназначены преимущественно для калибров, т.е. для измерительных инструментов, предназначенных для контроля качества. 6-й квалитет соответствует самой высокой степени точности на машиностроительных предприятиях. Далее с увеличение номера квалитета степени точности уменьшаются.
Допуски по квалитетам обозначаются сочетанием прописных букв IT с порядковым номером квалитета, например, IT01, IT6, IT14.
Таблица 7.1
Поле допуска обозначается сочетанием буквы основного отклонения и порядкового номера квалитета, например, g6, h7, js8, H7, K6, h21. Обозначение поля допуска указывается после номинального размера, например, 40g6, 40H7, 40h21. Такое обозначение применяют конструкторы для поверхностей деталей на чертежах.
Посадка обозначается дробью, в числителе которой указывается обозначение поля допуска отверстия, а в знаменателе – поле допуска вала, например, H7/g6. Обозначение посадки указывается после номинального размера посадки, например, 40H7/g6.Это означает, что рассматриваемая посадка выполняется в системе отверстия, т.к. в числителе поле допуска основного отверстия в данном случае 7-го квалитета. В знаменателе поле допуска с основным отклонением g более точного 6-го квалитета. Такое основное отклонение применяется для посадок с гарантированным зазором. Указанное обозначение посадки конструкторы применяют на сборочных чертежах для соединяемых поверхностей деталей.
Подведя итог, отметим, что основное отклонение и допуск определяют положение поля допуска, а, следовательно, предельные размеры отверстия и вала. Государственный стандарт ГОСТ 25346-89 содержит стандартные значения основных отклонений, которые находятся в соответствующих таблицах стандарта. Это же относится к значениям стандартных допусков. Применение этих норм обязательно для всех. Только лишь в технически обоснованных случаях допустимо применение нестандартных значений допусков и посадок.
Похожие статьи:
poznayka.org










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)