 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Устройство шатуна - как он работает? Устройство шатуна
Устройство шатуна - как он устроен?
Известно ли вам, что шатун представляет собой одну из наиболее древних деталей, которые находили применение еще в деревянных механизмах? Невероятно, но первые известнейшие шатуны приводились в эксплуатацию будучи в составе римской лесопилки третьего века, а именно в ее приводе. Как они работали? Уже в то время шатун использовался для того, чтобы превратить вращение колеса, которое двигалось с помощью водного потока, в возвратно-поступательное движение производимое пилой.
Сочетание коленчатого вала и шатуна впервые наблюдалось в построении водяного насоса двенадцатого тысячелетия, которую, в свое время изобрел величайший арабский инженер Аль-Джазари. Во времена эпохи Возрождения в Италии, общественность узнала о так называемой конструкции водяного насоса, использующей шатун, из полотна художника Пизонелло. Построение "шатун - коленчатый вал" полностью приняло современный вид уже в шестнадцатом столетии. Как свидетельствует трактат "Theatrum Machinarum Novum" 1588 года, автором которого является Георг Андреас Боклер,с того времени такая конструкция стала общепринятой, ведь на его страницах описывается не менее 45 машин, которые были построены с использованием этой незаурядной детали.
Мы уже писали о построении шатуна ранее, в данной статье мы предлагаем вам разобраться в том, по какому принципу работает шатун, а также какими особенностями использования и ремонта обладает эта специфическая деталь. Что ж, приступим.
1. Принцип работы шатуна
Если говорить о шатуне бензинового движка, то принцип работы данной детали можно условно поделить на четыре такта:
1. Впуск. При движении поршня к низу, открывается клапан впуска и при этом из карбюратора в цилиндр поступает топливная смесь. Во время достижения поршнем нижней позиции, происходит закрытие клапана впуска. Дабы реакция прошла успешно понадобится совсем небольшая доля топливной смеси, а именно бензина.
2. Сжатие. На этот раз поршень проделывает движение вверх и в этот момент топливная смесь начинает сжиматься. В то время, когда поршню не хватает всего несколько миллиметров до достижения верхней пиковой точки, топливо, сжатое поршнем, воспламеняется с помощью свечи.
3. Рабочий ход или же расширение. После того, как горючее воспламеняется, оно сгорает и происходит быстрое расширение горячих газов, которые способны толкать поршень вниз. В это время оба клапана находятся в закрытом состоянии.
4. Выпуск. Следуя инерции коленвал продолжает вращаться, а в это время поршень поднимается наверх. В это же самое время происходит отворение выпускного клапана. В выхлопную трубу выходят отработавшие газы. В момент достижения поршнем верхней мертвой точки происходит затворение выпускного клапана.
Именно таким образом и происходит своеобразная реакция воздуха и топливной смеси. На данный момент двигатель находится в полной готовности к следующему циклу. Нужно обратить внимание на то, что движение, осуществляемое при сгорании топлива, является поворотным, в тот момент, как поршень движется по прямой линии. В движке, линейное движение поршня способно трансформироваться во вращательное движение коленчатым валом. Благодаря такому ходу, колеса автомобиля и приводятся в движение. Теперь давайте рассмотрим особенности эксплуатации, а также ремонта шатунов.
2. Особенности в правилах использования и ремонта шатуна
Как ни странно, шатуны, не образовывающие ни на одном из концов пары трения, подвергаются дефектам и поломкам очень даже часто. По всему, проблема поломки шатунов кроется не в трении, которое практически отсутствует (если не учитывать трение боковой головки и щеки коленвала), а именно в больших нагрузках и высоких температурных показателях. Причем, если говорить о разнонаправленной нагрузке, она может достигнуть нескольких тонн, или даже несколько десятков тонн.
Так уж устроен шатун, он поочередно то сжимается, то проходит растяжение на протяжении одного оборота коленвала, то есть одного полного цикла. Как правило, если вы услышали стук шатунных вкладышей, вы можете произвести подмену только одних вкладышей, хотя если перегреть движок или проворачивание вкладышей, возможно, что шатун деформируется и понесет некоторое искривление. Дабы провести оценку параллельности осей отверстия головок между собой или понять искривлен ли шатун или нет, специалисты советуют проводить измерения с помощью специальных приспособлений.
Каждый автолюбитель должен помнить, что после проворачивания вкладышей диаметр отверстия нижней головки, как правило, увеличивается, поэтому он должен восстановиться до начального размера, предусмотренного заводом. Что для этого нужно сделать? Во-первых, нужно провести опускание крышки шатуна на незначительную величину, которую, как правило, вымеривают в микронах - около 0,05-0,1 мм.
Важно учитывать тот факт, что если отверстие понесло сильные повреждения, то крышку, как правило, надо шлифовать, а если не сильные, то ее нужно фрезеровать. Как правило, после того как отверстие занизят, оно может потерять форму и его просто необходимо будет растачивать. Вместе с возвращением формы расточка, восстановится до заводского размера и отверстие. Для проделывания данной операции используют непосредственно специфический расточный станок предназначенный для детали. Если такого в арсенале нет, тогда квалифицированный токарь может проделать ту же операцию при использовании специально предназначенной оснастки на универсальном токарно-фрезеровочном станке.
Стенки отверстия после расточки доводятся до идеального положения хонингованием. Такую же процедуру проделывают и со стенками цилиндров при капремонте блока.
Как правило, все современные двигатели принадлежат к категории высокофорсированных, судя по тому, что современные автомобилестроители берут курс на увеличение отдачи без увеличения рабочего объема. Данная «тенденция» предполагает применение различных агрегатов (например, турбонагнетателей), которые могут позволить повышение степени сжатия при резервации объема.
Вся проблема в том, что на все детали, в том числе и на шатуны, при форсировке «падает» сильная нагрузка. Учитывая этот факт, можно сказать, что при малейшей неисправности в работе системы смазки, может быть нарушена работа шатунов. Более того, при значительном перегреве и больших нагрузках непосредственно в структуре металла, вошедшего в основу шатуна, могут произойти пагубные изменения, да такие, которые либо вообще не подлежат ремонту, либо исправление которых «влетит вам в копеечку». В таком случае единственным правильным решением станет замена поврежденных шатунов новыми деталями.
Также, при перегреве нижней головки шатуна подвергаются перегреву и шатунные болты. Таким образом прочность последних падает и дабы предотвратить неприятную ситуацию из обрывом болта, нужно произвести немедленную замену болтов на новые. Важно напомнить, что некоторые двигатели просто не потребуют при ремонте обработку плоскости разъема. Для них будет достаточно расточить в ремонтный размер отверстие под соответствующие ремонтные вкладыши.
С другой стороны, такие марки двигателей как Opel, Ford, BMW имеют в своем арсенале так называемый «колотый» стык крышки с шатуном, производимый в результате хрупкого излома. Такая система препятствует ремонту нижней головки традиционными, обычными методами.
В свою очередь, на некоторых моделях моторов Volvo, Mazda, Alfa Romeo стык крышки с шатуном изготовлен со шлицами. Такие шатуны поддаются ремонту, но занижение «шлицевой» поверхности перед ремонтом является очень трудоемкой работой. Если же натяга в верхней головке шатуна недостаточно для фиксации пальца, наиболее подходящим и , можно сказать, единственным способом ремонтных работ является эксплуатация пальца с увеличенным диаметром. В такой же способ можно произвести восстановление зазора в отверстии не меняя втулки.
После того, как произведен ремонт, благодаря снятию металла нижняя головка шатуна сбрасывает вес, и становится намного легче. Нелишней работой будет хорошая проверка, а возможно, и подгонка шатунов по массе в тот момент , если припуск при обработке был значительным и отличался для одного комплекта шатунов. Если брать во внимание отечественные движки, то для таких моторов подгонка массы становится обязательной опцией. Конечно же надо учитывать нестабильное качество изготовления. Как правило, такая работа требует внимательности и аккуратности, впрочем, как и все ремонтные работы по отношению к шатунам.
Одной из самых впечатляющих поломок двигателя является образование дыры, пробитой в блоке цилиндров вылетевшим наружу шатуном. В итоге, важно также помнить, что во избежание деформации шатуна категорически запрещается зажимать шатун за стержень. Как уже упоминалось, отверстие нижней головки можно измерить нутрометром с точностью до 0,01 мм. Как показывает практика, эллипсность или, как принято называть в народе, овальность отверстия не должна заходить за отметку в 0,02 мм.
Важно также помнить, что есть такие шатуны, у которых в результате заклинивания и проворачивания вкладыша имеются круговые риски на поверхности отверстия нижней головки. При этом диаметр отверстия находится по-прежнему в допуске. Ремонт таких шатунов производится в обязательном порядке, исходя из того факта, что на поврежденной поверхности ухудшается тепловой контакт с вкладышем и его охлаждение, а также происходит уменьшение натяга вкладышей в отверстии.
Как правило, это грозит быстрым выходом подшипника из строя. Если, после тщательного осмотра, вы обнаружили, что отверстие нижней головки шатуна явно износилось, то вам следует, для начала, определить уровень износа, при этом сравнив размер изношенного отверстия с неизношенным или справочными данными. Во время проведения измерений вам нужно помнить, что, как правило, величина износа наиболее заметна у краев отверстия. Именно величина износа является исходными данными при ремонте шатуна.
3. Способы ремонта шатунов
Как уже упоминалось, довольно частым дефектом шатуна является износ отверстия верхней головки шатуна, в которое и вставляется так называемый «плавающий палец». Для того, чтобы определить для себя, ровным или разбитым является отверстие, нужно использовать исключительно нутрометр, исходя из того, что величины износа достаточно незначительны и визуальный осмотр не даст никаких результатов. Для того чтобы провести оценку деформации, а именно причины несоосности, шатун предположительно кладут на проверочную плиту, которая является исключительно ровной поверхностью.
В том случае, если шатун имеет разную ширину головок, измерение становится более проблематичным, особенно если головки не имеют общей плоскости. Решить такую трудную задачу здесь можно только воспользовавшись плитками, которые подкладываются под одну из головок, либо воспользовавшись специальными приборами. Такие приборы, которые способны определить деформацию шатунов, могут вымерять непараллельное положение осей отверстий нижней и верхней головок.
Точность измерения таких приборов не хуже 0,005+0,010 мм на 100 мм длины. Наиболее значительная деформация (непараллельность осей) шатунов, как правило, не должна превышать половины рабочего зазора в цилиндре на диаметре цилиндра. Что это значит? Так, при зазоре в цилиндре порядка 0,04+0,05 мм максимальная деформация должна быть порядка меньше 0,020+0,025 мм на длине (плече), которая равняется диаметру цилиндра.
Если вы провели измерения, и оказалось что ваш шатун имеет деформацию в двух плоскостях, не спешите паниковать. Вы можете исправить эту проблему в три этапа приведенные ниже. Итак, если шатун деформировался в двух плоскостях, плюс произошло скручивание стержня, вам нужно выполнить ряд таких операций:
1. Произведение подготовительной правки в плоскости, которая рассположена параллельно до отверстий. Опоры на плоскость проводятся через подкладки у нижней и верхней головок, а усилие от домкрата призводится между подкладками.
2. Далее производим вращение шатуна. Для шатуна, который входит в состав преимущественного числа бензиновых двигателей эту незаурядную операцию можно с легкостью проделать в тисках воспользовавшись рычагом, имеющим показатели длины в 0,5+1,0 м
3. Завершающая правка в плоскости, которая находится параллельно отверстиям. Это, наверное, и будет самой нелегкой и скрупулёзной операцией. Поэтому, если вы готовы потратить на нее достаточное количество времени, можете приступать. Прежде чем приступить к основной работе, проверьте шатун: перед данной операцией он зачастую имеет смещение нижней и верхней головок. Как правило. после правки смещения просматривается явное искривление нижней или верхней головки в плоскости, параллельной отверстиям. Устранить такое искривление можно воспользовавшись изгибом стержня у соответствующей головки.
Как правило, полное завершение правки проводится с помощью метода последовательных приближений с диагностикой шатуна на плите с использованием щупов или воспользовавшись измерительным приспособлением. Во время выполнения операции важно помнить, что вначале деформация в нужную вам сторону немного больше чем вам потребуется, а затем произойдет незначительная деформация в противоположную форму.
Если пренебрегать этим правилом, то в процессе эксплуатации двигателя шатуну грозит деформация на 0,1+0,3 мм за счет остаточных напряжений. Благодаря простейшему приспособлению с помощью которого происходит измерение деформации шатунов, также можно исправить небольшие деформации шатуна. Однако важно помнить, что вероятность точной правки с контролем по боковым плоскостям довольно невелика, она составляет где-то около ±0,05+0,06 мм на длине 100 мм.
Также нужно принять во внимание тот факт, какая из боковых плоскостей непосредственно является базовой для отверстий. Как правило, обе плоскости не должны обязательно быть базовыми. Благодаря контролю деформации всех существующих шатунов двигателя можно установить это. После произведения правки, специалисты советуют обработать шатун термическим способом, дабы снизить остаточные напряжение. Проделать процедуру термообработки можно в печи или духовом шкафу.
Выдерживать шатун следует при температурных показателях в 180+200°С (охлаждение с печью) должна быть 3+4 часа. Проделывание правки данным способом характеризируется точностью, которая, как правило, не превышает 0,02 мм на диаметре отверстия нижней головки шатуна (40+60 мм). Вся «фишка» в том, что даже если предположить себе такую ситуацию, в которой правка шатуна произвелась очень точно, вы не сможете это измерить не воспользовавшись специальным измерительным оборудованием. Поэтому, исходя из такой позиции, точность правки шатуна напрямую зависит от имеющегося специального измерительного устройства.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
Шатун
Название детали - "шатун" - имеет прямое отношение к характеру выполняемой работы - передачи возвратно-поступательных движений поршня к коленчатому валу. Наиболее заметное распространение деталь получила в эпоху паровозов, в которых была частью привода. При передаче возвратно поступательного движения один конец шатуна перемещается вверх и вниз с ограниченной амплитудой, то есть "шатается".
Шатун - одна из древнейших деталей механизмов. Эту деталь можно видеть, например, в конструкции аппаратов гениального инженера Леонардо Да Винчи
Шатун - одна из наиболее древних деталей, которая применялась еще в древних, деревянных механизмах. Первые известные шатуны работали еще в конструкции привода римской лесопилки третьего века. Они превращали вращение колеса, приводимого в движение водой, в возвратно-поступательное движение пилы. Впервые сочетание шатуна с коленчатым валом встречается в конструкции водяного насоса двенадцатого тысячелетия, изобретенного арабским инженером Аль-Джазари. Его конструкция не была похожа на современный кривошипно-шатунный механизм и была гораздо сложнее, что свидетельствует о том, что Аль-Джазари не вполне представлял себе закон сохранения энергии. В Италии времен эпохи Возрождения конструкцию с применением шатуна можно видеть на полотне художника Пизонелло, изображающем работу водяного насоса. К шестнадцатому столетию конструкция "шатун - коленчатый вал" окончательно приняла современный вид и получила широкое распространение. Свдительство этому содержится на страницах трактата "Theatrum Machinarum Novum" 1588 года Георга Андреаса Боклера, в котором описывается не менее 45 машин, построенных с применением шатуна.
Устройство шатуна
В двигателях современных автомобилей применяюся шатуны, сделанные из стали, но встречаются и другие варианты материала. К примеру, для двигателей спортивных автомобилей для облегчения веса агрегата могут быть изготовлены шатуны из титана или специальных высокотемпературных алюминиевых сплавов (T6-2024 и T651-7075). Кроме того, "спортивные" шатуны отличаются методом изготовления - их получают методом ковки, укрепляющей структуру металла. Кованые поршни и шатуны прочнее обычных, полученных методом литья.
Шатунные вкладыши - обязательная для замены деталь при капитальном ремонте двигателя
Шатуны устроены таким образом, что ни один из их концов не крепится к смежным деталям так, чтобы в этом месте появилось трение. Через верхнюю головку шатуна продевается поршневой палец, к которому, в свою очередь, присоединяется поршень, а нижняя головка надевается на шейку вращающегося коленчатого вала. Естественно, оба крепления подразумевают использование обильной смазки. Для снижения износа шатунных шеек коленчатого места крепление нижней головки снабжают специальными вкладышами, которые имеют антифрикционное покрытие.
Нижнее "кольцо" шатуна, посредством которого он крепится к коленвалу, для облегчения сборки делают разборным - нижняя часть "кольца" - так называемая крышка, может быть отделена.
Особенности эксплуатации и ремонта шатунов
Несмотря на то, что шатуны не образуют пар трения ни на одном из концов, дефекты шатунов встречаются на практике очень часто. Проблема шатунов не в трении, которого почти нет (если не считать трения боковой головки о щеки коленвала), а в нагрузке и в высокой температуре. Нагрузка на шатун, причем разнонаправленная, может достигать нескольких тонн, а порой и нескольких десятков тонн. Такова особенность его работы - шатун попеременно то сжимается, то растягивается на протяжении одного полного цикла, то есть оборота коленвала. Как правило, при возникновении стука шатунных вкладышей принято ограничиваться заменой только самих вкладышей, хотя в результате перегрева двигателя или проворачивания вкладышей шатун почти наверняка деформируется - искривляется. Чтобы понять, параллельны ли оси отверстия головок, и не искривился ли шатун, необходимо провести измерения при помощи специальных приспособлений.
Одна из самых впечатляющих поломок двигателя - дыра, пробитая в блоке цилиндров вылетевшим наружу шатуном
Помимо несоосности частым дефектом шатуна становится износ отверстия верхней головки шатуна, в которое вставляется так называемый плавающий палец. Определить, ровное отверстие или оно разбито, можно только нутромером, так как визуальный осмотр ничего не даст - величины износа слишком малы.
Чтобы определить степень деформации - причины несоосности - шатун можно положить на поверочную плиту - идеально ровную поверхность, позволяющую судить о том, деформирована деталь или нет.
Способы ремонта шатунов
Диаметр отверстия нижней головки после проворачивания вкладышей увеличивается и должен быть восстановлен до номинального предусмотренного заводом размера. Для этото сначала проводят «занижение» крышки шатуна на небольшую величину, измеряемую в микронах - около 0,05-0,1 мм. Если отверсти разбито несильно, крышку шлифуют, если сильно - фрезеруют. Естественно, после занижения отверстие теряет форму, и его необходимо расточить. Помимо возвращения формы расточка способствует восстановлению заводского размера отверстия. Для этой операции используется специальный расточный станок для шатунов, но если его нет, квалифицированный токарь может сделать то же самое с помощью специальной оснастки на универсальном станке (токарно-фрезеровочном). После расточки стенки отверстия доводятся до идеального состояния хонингованием (такую же обработку проходят стенки цилиндров при капремонте блока). Современные двигатели, как правило, относятся к категории высокофорсированных, так как в современном автомобилестроении заметна тендеция повышения отдачи без увеличения рабочего объема. Для этого применяются различные агрегаты, позволяющие повысить степень сжатия при сохранении объема, к примеру, турбонагнетатели. Естественно, при форсировке нагрузка на все без исключения детали, в том числе и на шатуны, существенно увеличивается. Соответственно, при малейшем нарушении работы системы смазки могут иметь необратимые последствия для шатунов. При большом перегреве и серьезных нагрузках в структуре металла, из которого сделаны шатуны, происходят такие изменения, что ремонт шатунов может оказаться невозможным или слишком дорогим, и проще заменить их новыми деталями.
blamper.ru
Конструкция шатуна ― Autopribor.Ru
Шатун двигателя внутреннего сгорания соединяет поршень двигателя с коленчатым валом и во время работы двигателя передаёт все усилия от поршня на коленчатый вал и, наоборот, от коленчатого вала к поршню. При этом шатун совершает достаточно сложное движение. Верхняя головка шатуна совместно с поршнем совершает возвратно-поступательное движение. А нижняя головка шатуна, совместно с шатунной шейкой коленчатого вала совершает круговое движение. На шатун воздействуют большие знакопеременные и изменяющиеся по величине усилия, вызванные давлением расширяющихся в цилиндре газов и инерцией деталей поршневой группы.
Для уменьшения вибрации и повышения максимальных оборотов двигателя, что необходимо для повышения максимальной мощности двигателя, конструкторы стремятся сделать шатун, как и все остальные детали, совершающие возвратно-поступательное движение, как можно легче. Но это стремление вступает в противоречие с необходимостью обеспечения прочности шатуна, работающего под воздействием больших и разнообразных нагрузок. Кроме этого в массовом производстве большое значение имеет себестоимость материалов, из которых изготавливаются шатуны, и стоимость изготовления самого шатуна. Как и везде в технике, принятие технического решения, это постоянный выбор наиболее приемлемого компромисса для данных условий.
Шатун состоит из двух головок и соединяющего их силового стержня. Верхняя головка шатуна (поршневая), меньшего размера, через поршневой палец соединяется с поршнем, а нижняя головка шатуна (кривошипная) соединяется с шатунной шейкой коленчатого вала.
Верхняя (поршневая) головка шатуна неразъёмная. Её конструкция зависит от способа крепления поршневого пальца. Если двигатель имеет фиксированный поршневой палец, верхняя головка шатуна имеет цилиндрическое отверстие, изготовленное с высокой точностью и обеспечивающее установленный натяг (0,015 ? 0,040 мм) в соединении с поршневым пальцем.
Соединением с натягом называется такое соединение, при котором диаметр вала, вставляемого в отверстие несколько больше внутреннего диаметра отверстия. Существует несколько методов сборки таких соединений – запрессовка при помощи пресса, нагрев детали с отверстием или, наоборот, сильное охлаждение вала.
Если поршневой палец плавающего типа, в верхнюю головку шатуна запрессовываются бронзовые или биметаллические втулки, изготовленные из стали с залитым во втулку тонким слоем бронзы. Но существуют двигатели с плавающим пальцем в верхней головке шатуна, в которой отсутствует втулка. В этом случае поршневой палец вращается непосредственно в отверстии верхней головки шатуна. Плавающий поршневой палец устанавливается в верхней головке шатуна с установленным зазором (0,015 ? 0,020 мм). Для смазывания плавающего поршневого пальца в верхней головке шатуна может быть сделано отверстие, через которое масло из внутренней полости поршня подаётся к поршневому пальцу.
Поскольку нагрузки на нижнюю часть поршневой головки шатуна значительно ниже, чем на верхнюю часть верхняя головка шатуна форсированных двигателей делается в виде трапеции, что увеличивает опорную поверхность пальца во время рабочего хода поршня.



Нижняя (шатунная) головка шатуна разборная. Состоит из верхней части, изготовленной как одно целое с шатуном и крышки нижней головки. Отверстие нижней головки шатуна растачивается на заводе при установленной крышке. Поэтому крышка нижней головки может использоваться только со своим шатуном. Во время ремонта двигателя не допускается замена крышки или установка крышки обратной стороной. Перед разборкой двигателя обязательно ознакомьтесь с видом совместных меток, и с какой стороны коленчатого вала они установлены.
Крышка шатуна соединяется с шатуном при помощи шатунных болтов. Шатунные болты работают под очень большой нагрузкой. Поскольку крышка устанавливается относительно шатуна с высокой точностью, шатунные болты чаще всего являются направляющей деталью, определяющей совместное положение крышки относительно шатуна. Для этого большинство шатунных болтов имеют центрирующие участки, позволяющие точно установить крышку головки относительно шатуна. Шатунные болты чаще всего запрессовываются в шатун, поэтому при замене шатунных болтов для их выпрессовки из шатуна может потребоваться применение пресса. Выпрессовывайте шатунные болты только в случае их необходимой замены. Никогда не заменяйте шатунные болты и гайки шатунных болтов, на болты и гайки непредназначенные для этих целей. Всегда затягивайте гайки шатунных болтов только при помощи динамометрического ключа, даже когда устанавливаете крышку для контрольного замера размеров отверстия нижней головки шатуна. При любом подозрении, что шатунный болт начал вытягиваться, замените болт с гайкой на новые. Стандартная длина болта для каждого двигателя, обычно указывается в заводском руководстве по ремонту.
Не пытайтесь исправить повреждённую резьбу болта при помощи плашки. Резьба шатунных болтов изготовляется методом накатки, а не нарезки.


Различные типы болтов крепления крышки шатуна.
На некоторых болтах видны места, предназначенные для центровки крышки шатуна
Для правильной установки крышки шатуна центрирование крышки также может осуществляться при помощи направляющих втулок или направляющих штифтов.


В нижнюю головку шатуна вставляются тонкостенные вкладыши подшипников скольжения. По своей конструкции эти вкладыши практически не отличаются от вкладышей коренных подшипников коленчатого вала. Вкладыши подшипника нижней головки шатуна изготавливаются из тонкой стальной ленты, внутренняя поверхность которой залита специальным сплавом, обладающим высокими антифрикционными свойствами и обладающим высоким сопротивлением износу. Для каждого типа двигателя существуют различные типы антифрикционных сплавов, обладающих различными свойствами. Есть сплавы, которые легко притираются, но не обладают достаточной сопротивляемостью ударным нагрузкам, есть сплавы, которые наоборот обладают способностью выдерживать высокие ударные нагрузки, но имеют более низкие другие технические характеристики. По этому при ремонте двигателя необходимо использовать вкладыши подходящие не только по размеру, но и по материалу из которого изготовлены вкладыши.
Тонкостенные вкладыши нижней головки шатуна изготавливаются номинального и несколько ремонтных размеров, под шатунную шейку коленчатого вала с уменьшенным, после необходимого ремонта, диаметром. Это позволяет при ремонте двигателя производить перешлифовку изношенных шеек коленчатого вала под следующий ремонтный размер, что удешевляет стоимость ремонта двигателя, поскольку стоимость перешлифовки коленчатого вала, меньше стоимости нового вала.
Вкладыш изготавливается в виде дуги переменного радиуса, в месте замка большего, чем диаметр посадочного отверстия. Кроме того, длина вкладыша обеспечивает небольшой выступ вкладыша над плоскостью разъёма головки шатуна, этим обеспечивается необходимый натяг, предотвращающий проворачивание вкладыша в головке. Вкладыши также имеют установочный усик, вставляемый в канавки выфрезерованные в шатуне и крышке шатуна, которые тоже предназначены для исключения проворачивания вкладыша в нижней головке шатуна. А настоящее время выпускаются двигатели, не имеющие на вкладышах подшипников установочных усиков. В таких двигателях фиксация вкладышей осуществляется только за счёт необходимого натяга в головке шатуна, обеспеченного высокой точностью изготовления деталей.
Антифрикционный материал имеет высокую износостойкость только в условиях работы с достаточной смазкой. Масло в подшипник нижней головки шатуна поступает из отверстия в шатунной шейке коленчатого вала. Некоторые шатуны имеют специальные дренажные отверстия, позволяющие регулировать прохождение масла через подшипник. Это необходимо потому, что масло кроме своей основной функции – смазка трущихся поверхностей, ещё служит для охлаждения этих поверхностей.
Всегда необходимо точно выдерживать зазор в подшипнике шатуна. Наиболее точным измерением зазора является метод с применением специальной измерительной пластмассовой проволоки. Измерение зазора в шатунных подшипниках ничем не отличается от измерения зазора в коренных подшипника. Способ измерения зазора в коренных подшипниках коленчатого вала описан в главе «Коленчатый вал».
Стержень шатуна
Стержень большинства шатунов массовых двигателей имеет двутавровую форму и расширяется к нижней головке шатуна. Существуют стержни другой формы, особенно у шатунов спортивных двигателей, изготовленных из алюминиевых сплавов. Шатуны дизельных двигателей обычно более массивные и более прочные по сравнению с шатунами бензиновых двигателей.

В некоторых двигателях стержень шатуна имеет внутри просверленный масляный канал для подачи масла к верхней головке шатуна. Иногда в верхней части нижней головки шатуна делается отверстие, из которого масло под давлением разбрызгивается во внутренней полости поршня и цилиндра.

Для уменьшения вибраций двигателя необходимо чтобы все шатуны двигателя имели одинаковый вес, более того должен быть одинаковым не только общий вес каждого шатуна, но и вес каждой верхней и каждой нижней головки шатуна. Для взвешивания каждой головки шатуна применяются точные (электронные) весы со специальным приспособлением (установочной скалкой).
Сначала взвешиваются все шатуны двигателя, и результаты взвешивания записываются в специальную таблицу с отдельным указанием веса нижней и верхней головок каждого шатуна. Подгонка веса осуществляется по самому лёгкому шатуну, за счёт аккуратного снятия части металла со специальных наплывов (бобышек), расположенных на верхней головке шатуна и на крышке нижней головки. Иногда наплывы в нижней части шатуна расположены не на крышке нижней головки, а на стержне шатуна чуть выше нижней головки в месте нахождения центра тяжести шатуна.

Стрелками отмечены бобышки, с которых снимается часть металла при подгонке веса шатунов одного двигателя
Материалы, из которых изготавливаются шатуны
С целью уменьшения себестоимости производства шатуны массовых двигателей изготавливаются методом литья из специального чугуна, что в полнее обеспечивает требования двигателей работающих на бензине. Шатуны высоконагруженных двигателей, особенно дизельных двигателей с наддувом, изготавливаются методом горячей штамповки (ковки) из специальных легированных сталей. Кованые шатуны прочнее литых, но дороже в изготовлении. Кованый шатун легко отличить от литого по боковому шву. Боковой шов кованого шва широкий, а литого узкий.
Шатуны некоторых современных двигателей изготавливаются методом спекания из порошковых металлов, такие шатуны обладают более высокой прочностью. Линия соединения нижней головки такого шатуна с крышкой шатуна имеет неровный колотый разъём, поскольку отделение крышки от шатуна происходи методом разлома. В этом случае обеспечивается наиболее точная установка крышки относительно шатуна.



Для уменьшения веса, что необходимо для обеспечения повышения оборотов двигателя, шатуны двигателей дорогих спортивных автомобилей, где цена материала не имеет большого значения, изготавливаются из алюминиевых или титановых сплавов. Шатун, изготовленный из титановых или алюминиевых сплавов весит меньше чем стальной шатун на 50%.
Особенно высокие требования предъявляются к материалам, из которых изготавливаются болты крепления крышки головки шатуна. Обычно они изготавливаются из высоколегированных сталей обладающих очень высоким пределом текучести превышающий этот показатель 2 ? 3 раза по сравнению с углеродистыми сталями. При ремонте некоторых высокофорсированных спортивных двигателей требуется обязательная замена болтов и гаек крепления крышки головки шатуна.
Практические замечания
Во время ремонта двигателя многие автомеханики практически не контролируют состояние шатуна. Они уверенны, что неисправными могут быть только детали, подвергающиеся износу: поршневые кольца, сами поршни, стенки цилиндров, направляющие втулки клапанов другие трущиеся детали. А в шатуне, особенно с фиксированным поршневым пальцем, непосредственно трущихся деталей нет. Поэтому принимается, что шатун всегда исправен, и шатуны устанавливаются в ремонтируемый двигатель не только без ремонта, но и вообще без проверки их технического состояния.
Довольно часто шатуны имеют деформацию, не допускающую их установку в ремонтируемый двигатель. Даже если двигатель автомобиля не подвергался аварийным неисправностям с последующим ремонтом, шатун может быть деформирован под воздействием штатных нагрузок. Тем более повышается вероятность деформации шатуна, если в результате обрыва ремня привода ГРМ, при котором от удара поршня были погнуты клапаны двигателя, если двигатель подвергся гидроудару, вследствие попадания воды в цилиндры двигателя или произошло прокручивание вкладыша и, соответственно перегрев нижней головки шатуна. Деформация шатуна может произойти из-за неправильного ремонта, когда при установке фиксированного поршневого пальца, для нагрева верхней головки шатуна использовалась газовая горелка. Отверстие нижней головки шатуна, под воздействием ударных нагрузок, может принять овальную форму при неправильном моменте затяжки болтов крепления крышки головки шатуна или вытягивания болтов крепления крышки. Поэтому проверка геометрии и, в случае необходимости, ремонт или замена шатуна являются обязательными при ремонте двигателя.
Сначала необходимо измерить диаметр, овальность и конусность отверстий верхней и нижней головок шатуна. Сделать это можно при помощи универсального нутромера, но в специализированных мастерских для этой цели может применяться специальные точные приспособления. Очень важным показателем геометрии шатуна является параллельность осей отверстий головок шатуна. Деформация стержня шатуна может привести к тому, что оси этих отверстий будут не параллельны. Это приведёт к перекосу поршня в цилиндре и, соответственно, повышенной шумности при работе двигателя, преждевременному износу поршня, стенок цилиндра, опорной поверхности нижней головки шатуна и коленчатого вала, а при сильном перекосе поршневого пальца и к разрушению поршня. Точно проверить параллельность осей отверстий шатуна можно только при помощи специальных приспособлений. К сожалению, такие приспособления часто отсутствуют даже в специализированных мастерских. А для проверки деформации стержня шатуна при помощи поверочной плиты или лекальной линейки требуется определённый опыт, да и эти, не очень удобные мерительные инструменты, бывают не во всех ремонтных предприятиях. Кроме того, на некоторых V-образных двигателях нижняя головка шатуна расположена несимметрично относительно стержня и верхней головки шатуна. И тогда проверить геометрию шатуна при помощи поверочной плиты вообще не удастся.
Стержень шатуна может иметь спиральную закрутку или осевой искривление. В любом из этих случаев ось поршневого пальца будет не параллельна оси коленчатого вала, а ось поршня будет не параллельна оси цилиндра.

Проверка наличия искривления стержня шатуна

Проверка наличия спиральной закрутки стержня шатуна
Отверстие нижней головки обычного шатуна ремонтируется (при выявленной недопустимой овальности) за счёт удаления тонкого слоя металла с сопрягаемых поверхностей крышки нижней головки и шатуна. Далее крышка устанавливается на место, при этом болты крепления крышки затягиваются установленным моментом затяжки. Отверстие растачивается и хонингуется под номинальный размер. Но при этом уменьшается расстояние между осями отверстий верхней и нижней головок шатуна. Это особенно нежелательно для дизельных двигателей, даже незначительной изменение длины шатуна может привести к изменению степени сжатия. Но если при ремонте двигателя производилась механическая обработка сопрягаемой поверхности блока цилиндров и (или) головки блока цилиндров, это может полностью устранить изменение степени сжатия. Разумеется, что этот ремонт можно сделать только в условиях специализированного предприятия.
Если при проверке выявлен недопустимый износ (увеличение диаметра) отверстия под поршневой палец в верхней головке шатуна, необходимо заменить бронзовую втулку верхней головки шатуна. Для обеспечения регламентированного техническими нормами зазора между поршневым пальцем и втулкой, после замены втулка точно развёртывается под необходимый размер диаметра. В верхней головке шатуна часто имеется отверстие, через которое масло из внутренней полости поршня поступает для смазки поршневого пальца. При установке втулки необходимо совместить отверстие в верхней головке шатуна с отверстием во втулке.
Снятие и установка шатунно-поршневой группы
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ? оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.


Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
autopribor.ru
Шатун двигателя
Строительные машины и оборудование, справочник

Категория:
Устройство и работа двигателя
Шатун двигателяШатун передает усилие от поршня на коленчатый вал и вместе с валом преобразует возвратно-поступательное движение поршня во вращательное движение вала. Основными элементами шатуна (рис. 39, а) являются стержень, верхняя и нижняя головки.
Шатун изготовляют из углеродистой или специальной стали путем штамповки нагретых заготовок, после чего подвергают его механической и термической обработке (закалке и отпуску).
Стержень шатуна для увеличения прочности имеет двутавровое сечение. В случае принудительной смазки поршневого пальца в стержне шатуна высверливают канал.
Верхняя головка шатуна предназначена для установки поршневого пальца, соединяющего шатун с поршнем. При плавающем пальце головку изготовляют цельной и в нее запрессовывают одну или две бронзовые втулки. Для смазки трущейся поверхности в головке и втулках сделаны отверстия.
Нижняя головка шатуна служит для соединения его с шатунной шейкой коленчатого вала. Для возможности сборки с валом нижнюю головку шатуна делают разъемной. Крышку крепят к шатуну двумя шатунными болтами, изготовленными из специальной стали. Чтобы избежать ослабления крепления, гайки шатунных болтов стопорят при помощи шплинтов или стопорными шайбами.
Для уменьшения трения в соединении и износа шейки коленчатого вала в нижнюю головку шатуна устанавливают шатунный подшипник, выполненный в виде двух тонкостенных стальных вкладышей, залитых особым, снижающим трение антифрикционным сплавом — баббитом. Внутренняя поверхность вкладышей очень точно подогнана по шейкам вала и плотно охватывает их по всей поверхности.
От проворачивания и сдвигания вкладыши фиксируются в головке шатуна отогнутыми усиками 8, входящими в соответствующие пазы головки.
В случае применения тонкостенных вкладышей, точно охватывающих шейки вала с необходимым зазором и имеющих незначительную усадку антифрикционного слоя при длительной работе вследствие очень малой его толщины, обеспечивается высокая долговечность подшипника и шейки вала без существенных износов. Кроме того, при наличии вкладышей упрощается ремонт шатунных подшипников.
При небольшом износе шатунной шейки вала вкладыши заменяют вкладышами несколько большего размера без перешлифовки шейки вала, что облегчает и ускоряет ремонт; при большом износе шейки вала шлифуют и ставят в шатуны вкладыши соответствующего ремонтного размера.
Основание вкладышей изготовляют из малоуглеродистой стальной ленты толщиной 1—2 мм, на которую наплавляют тонкий слой баббита толщиной 0,2-0,4 мм.
Наибольшее применение имеет баббит на свинцовой основе с добавлением примесей, повышающих его качества. Так, широко применяется баббит марки СОС-6-6, содержащий5,5—-6,5% сурьмы, 5,5—6,5% олова, остальное свинец.
Такие вкладыши получили название биметаллических.
В целях дальнейшего повышения долговечности подшипников за последние годы стали применять триметаллические тонкостенные вкладыши. В таких вкладышах между стальным основанием и наружным слоем баббита имеется металлокерамический подслой, полученный путем спекания со стальным основанием медно-никелевого порошка при высокой температуре. В качестве антифрикционного сплава также применяют баббит СОС-6-6, который при заливке такой ленты проникает в поры ме-таллокерамического подслоя и очень прочно соединяется с основанием вкладыша. Это позволяет применять еще более тонкий слой баббита (0,1 мм), не опасаясь его выкрашивания под действием повышенной нагрузки, что значительно повысило долговечность таких подшипников.
В двигателях с V-об-разным расположением цилиндров нижние головки шатунов двух цилиндров, расположенных в одной поперечной плоскости, соединяют с одной общей шатунной шейкой вала. Это ограничивает ширину вкладышей шатунного подшипника, вследствие чего нагрузка на него возрастает. Для получения необходимой долговечности шатунных подшипников в V-образных двигателях начинают применять антифрикционные сплавы, обладающие еще большей нагрузочной способностью. Так, в двигателях ГАЗ для этой цели применяют алюминиевый сплав, содержащий 20% олова и 1% меди. Этот сплав наносится на стальную ленту основания вкладыша путем раскатки.
В дизелях шатуны делают особенно прочными и жесткими, так как они передают значительно большие усилия, чем шатуны в карбюраторных двигателях. Ввиду увеличения размеров нижней головки шатуна для возможности его выемки через цилиндр, нижняя головка в некоторых дизелях (четырехтактные дизели ЯМЗ) имеет косой разъем с ребристой поверхностью соприкосновения крышки с шатуном, что разгружает шатунные болты от возникающего на крышке бокового усилия. Стальные вкладыши шатунных подшипников у дизелей заливают свинцовистой бронзой, выдерживающей без разрушения большие нагрузки, чем баббит. Применяют также стале-алюминиевые вкладыши, изготовленные из биметаллической ленты, у которой со стальным основанием прочно соединен антифрикционный слой из алюминиево-сурмянисто-медного сплава АСМ.
Для обеспечения хорошей уравновешенности двигателя шатуны, так же как и поршневую группу, для данного двигателя подбирают одинакового веса и с соответствующим распределением веса между нижней и верхней головками. Чтобы правильно собрать шатун с поршнем и установить его в двигателе в надлежащем положении, на шатуне делают соответствующие метки. На нижней головке шатуна и на крышке обычно выбивают порядковый номер шатуна.
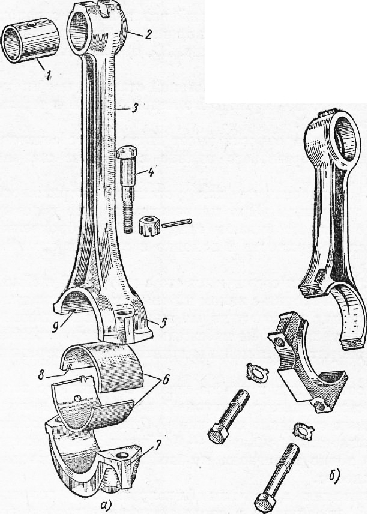
Рис. 1. Конструкция шатунов
Читать далее: Коленчатый вал двигателя
Категория: - Устройство и работа двигателя
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Шатуны » Привет Студент!
Шатуны
Конструкция и материал
Основными элементами шатуна являются верхняя (поршневая) головка 6 (рис. 76), стержень 5 и нижняя (кривошипная) головка 4. Верхнюю головку шатунов дизелей речных судов изготовляют заодно со стержнем, неразъемной, нижнюю головку 4 — разъемной (или отъемной): предусматривают крышку 1 с буртом 2, крепящуюся с головкой шатунными болтами 3.
Шатуны изготавливают из конструкционных сталей 35, 40, 45, 45Г2, а у высокооборотных двигателей — из легированных сталей 40ХН, 40ХНМА и 18Х2Н4ВА. Согласно техническим требованиям на изготовление шатуны дизелей должны быть штампованными. Допускается изготовлять шатуны крупных дизелей свободной ковкой, а отъемные нижние головки или их крышки двухтактных дизелей — литыми.

Рис. 76. Шатун
Поперечное сечение стержня кованых шатунов круглое, штампованных — двутавровой формы 7. Снаружи поверхность штампованных шатунов не обрабатывают. Двутавровые шатуны при одинаковой прочности легче круглых. Этим Объясняется их применение в высокооборотных дизелях. При большом объеме производства, окупающем затраты на штампы, шатуны изготавливают двутавровыми и для малооборотных двигателей.
Для подвода масла из кривошипного подшипника в поршневой предусмотрены каналы а и б, просверленные в круглом стержне шатуна. В шатунах двутаврового поперечного сечения для подобной цели используют трубку 8, прикрепленную к стержню скобами 9, или отверстие в, просверленное в утолщении 10 стержня.
Стержень шатуна нагружен по оси силой Pz, максимальное значение которой наблюдается в момент сгорания. Размеры шатунов судовых дизелей таковы, что ни формула Эйлера, ни формула Тетмайера для расчета устойчивости стержней использованы быть не могут. Прочность стержня шатуна можно проверить по эмпирической формуле. Суммарные напряжения в среднем сечении шатуна с учетом изгиба в плоскости качания определяют по формуле Навье-Ранкина:
Сила Рz известна, fcp — это средняя площадь поперечного сечения стержня, т. е. сечения, взятого по середине длины шатуна.
Параметр К вычисляют по формуле

где с — коэффициент, характеризующий упругие свойства материала шатуна,
L — длина шатуна, м; i — радиус инерции среднего сечения, м.
Радиус инерции находят способом, известным из механики. Коэффициент с зависит от марки стали, из которой изготовлен стержень, т. е.
Марка стали
35 0,00015
40 0,00016
45 0,00017
45ХН 0,00040
18ХН2Н4ВА 0,00043
Допускаемые напряжения для углеродистой стали [а]= (80 - 120) МПа, для легированной — [а] = (120 - 180) МПа.
Верхняя головка шатуна
Площадь поперечного сечения стенки верхней головки шатуна в вертикальной плоскости, как правило, немного больше, чем в горизонтальной плоскости (рис 77, а), но иногда они и равны (рис 77, б и в) Переход от головки к стержню должен быть главным, без подрезов, чтобы не вызывать концентрации напряжений Втулка 1 (рис. 77, а), запрессованная в верхнюю головку шатуна, образует головной подшипник для пальца, соединяющего шатун с поршнем. Изготавливают втулки из оловянисто-фосфористой бронзы Бр0б, 5Ф015, Бр010Ф1 или из стали и заплавляют изнутри свинцовистой бронзой. У большинства двигателей втулки стопорят винтами 2.
Как уже было изложено, головной подшипник у большинства двигателей смазывается маслом, подводимым через осевой канал а шатуна или по трубке, прикрепленной к стержню. Для подвода масла к рабочей поверхности втулки обычно протачивают внешнюю кольцевую или полукольцевую канавку б, из которой по боковым радиальным отверстиям в масло проходит к холодильнику 3 У двигателей с охлаждаемыми поршнями в верхних головках шатунов предусмотрены отверстия для выхода масла в полость охлаждения. В этом случае канавка б кольцевая Она соединяет отверстие г с осевым каналом а. Отверстия г в головке и втулке предназначены для подвода масла к поршневому пальцу.
Головной подшипник некоторых высокооборотных двигателей смазывается каплями масла, оседающими из масляного тумана картерного пространства. В верхней части головки и втулки таких двигателей предусмотрены отверстия д (рис 77, в). Капельки масла, оседающие на верхнюю головку, через эти отверстия поступают на смазывание поршневого пальца. В одно из отверстий вставлена латунная хрубка 4, которая стопорит втулку 1 от проворачивания.
Разработанные методики сложных расчетов прочности поршневой головки являются в той или иной степени приближенными. Для грубой проверки ее прочности можно ограничиться определением напряжения растяжения в горизонтальном сечении х—х головки от действия сил инерции поступательно-движущихся частей:
где Рио- сила инерции поступательно движущихся частей при положении поршня в в. м. т. Н, f — площадь поперечного сечения головки в горизонтальной плоскости (втулку поршневого подшипника не учитывают), м2
Допускаемые значения [bp]= (30/60) МПа, причем меньшие значения относятся к углеродистой стали, большие — к легированной.
Максимальное давление в поршневом подшипнике, определяемое по выражению p=Pz/(dlm) (см. рис. 75), не должно превышать 15—20 МПа для малооборотных дизелей и 25—50 МПа для среднеоборотных. Меньшие значения относятся к подшипникам из оловянистой бронзы, большие — из свинцовистой бронзы.
Нижняя головка. В ней расположен кривошипный подшипник шатуна. В случае если головка выполнена отъемной (рис. 77, г), кривошипный подшипник создают наплавкой антифрикционного сплава в ее верхней 11 и нижней 6 половинках. При отъемной головке степень сжатия в цилиндре можно регулировать изменением толщины прокладки 12 под пяткой 14 шатуна: при увеличении толщины прокладки уменьшается объем пространства сжатия, т. е. увеличивается степень сжатия.
На двигателях, построенных за последние годы, прокладку 12 не ставят так как она уменьшает общую жесткость всей нижней головки Хотя общая масса шатуна с отъемной головкой больше, чем с неотъемной, ремонт его проще.
Верхнюю половинку 11 кривошипной головки центрируют с пяткой 14 шатуна с помощью выступа 17 и шатунных болтов 9. Нижняя половинка (крышка кривошипного подшипника) 6 направляется или шатунными болтами, или выступами 22 (см. рис. 77, е) на краях крышки, а иногда и теми и другими. Между половинками предусматривают наборы прокладок 8 (см. рис. 77, г) для регулирования масляного зазора.

Рис. 77, Головки шатунов:
а, б, в — поршневые: г, д, в, ж — кривошипные
Однако в целях обеспечения большей жесткости подшиипника от них часто отказываются.
Для заливки кривошипных подшипников используют такие же сплавы, как и для рамовых.
Масло для смазывания кривошипного подшипника поступает из осевого канала коленчатого вала на поверхность шейки через одно или два отверстия. При одном отверстии в подшипнике Прорезают кольцевую канавку ж, Из нее масло поступает в холодильники 19, затем через отверстия е, трубку 18 — к подшипнику верхней головки шатуна.
Кривошипный подшипник в неотъемной нижней головке создают стальные вкладыши 34 и 35 (рис. 77, д) с наплавленным антифрикционным сплавом. От проворачивания вкладыши фиксируют штифтами 31, 33, а штифт 32 — нижнюю крышку шатуна относительно верхней части. Иногда у краев вкладышей протачивают выточки под шатунные болты, которые в этом случае и фиксируют вкладыши.
Встречаются шатуны, в кривошипной головке которых предусмотрен лишь один верхний вкладыш, а на нижнюю половинку наплавлен антифрикционный сплав.
В небольших двигателях кривошипная головка часто выполнена с косым разъемом (рис. 77, е) для удобства обслуживания. Крышка 24 прикреплена к головке 20 шпильками 23, застопоренными штифтами 21, а направляется выступами 22. Вкладыши у такого типа головок тонкостенные, при изнашивании их заменяют новыми. Для увеличения жесткости головки регулировочные прокладки не ставят.
К шатунам V-образных судовых двигателей конструируют общую для двух цилиндров кривошипную головку. К пальцу 26 главного шатуна 25 (рис. 77, ж) прикреплен прицепной шатун 27, нижняя головка которого снабжена бронзовой втулкой 28 (в ней установлен палец 26), смазываемой маслом, поступающим из кривошипной шейки коленчатого вала по каналам и и к. Крышка 30 закреплена двумя коническими штифтами 29, вставляемыми в ушки крышки и головки.
Шатунные болты. Обычно кривошипная головка закреплена двумя болтали, по одному с каждой стороны (см, рис. 77, г), а иногда и четырьмя (см. рис. 77, д). У головки с косым разъемом (см рис. 77, е) число крепежных шпилек достигает шести. Шатунные болты одновременно скрепляют и центрируют составные части головки. На стержне 9 болта (см. рис. 77, г) предусмотрены центрирующие пояски 7 и 13. Точность соединения нижней 6 и верхней 11 половинок подшипника обеспечивает поясок 7. Поясок 13 центрирует пятку 14 стержня шатуна с верхней половинкой 11. Иногда для центрирования применяют штифты 32 (см. рис. 77, д) и выступы 22 (см. рис. 77, е) у головки или центрирующие бурты 2 (см. рис. 76) у крышки. От проворачивания шатунные болты фиксируют штифты 5 (рис. 77, г), а от выпадания — винт 10, Гайки 15 шатунных болтов корончатые, застопорены соответствующими стандартными шплинтами 16.
Шатунные болты — весьма ответственная деталь. Обрыв их ведет к крупной аварии. Во время работы дизеля шатунные болты испытывают растяжение от силы инерции поршня и стержня шатуна, действующей в конце такта выпуска и в начале такта впуска, Эта сила — переменная, близкая к ударной. Болты могут испытывать ударные нагрузки и при заедании поршня. Поэтому шатунные болты четырехтактных дизелей должны быть изготовлены из легированной стали с механическими свойствами не ниже, чем у стали 40ХН. В двухтактном двигателе сила инерции всегда противодействует давление газа на поршень, вследствие чего шатунные болты могут быть выполнены из менее качественной стали.
Гайки шатунных болтов четырехтактных дизелей изготавливают из стали 40Х, в обоснованных случаях — из стали 18Х2Н4ВА.
Чтобы избежать концентрации напряжений, шатунные болты должны быть правильно обработаны без резких переходов от одного сечения к другому, рисок, царапин, забоев; резьба должна быть мелкой и чистой, без заусенцев и задиров.Никакие дополнительные усилия на срез, изгиб шатунные болты не должны испытывать. Поэтому равномерность прилегания головки и гаек проверяют «по краске».Болты должны быть затянуты достаточно для обеспечения жесткости соединения, но не чрезмерно при перетяжке может быть превышен предел текучести материала и болт при работе двигателя порвется Шатунные болты затягивают с определенной силой, указываемой в инструкции. Если предусмотрен динамометрический ключ, допускающий затяжку гаек лишь с определенным усилием, то следует пользоваться только им. Длину болта контролируют микрометрической скобой: появление остаточного удлинения является браковочным признаком болта.Гайка болтов должны быть надежно зашплинтованы, причем применять шплинты несоответствующего размера не допускается.
Поскольку болт испытывает переменные напряжения, он может порваться вследствие усталости металла. Поэтому в срок, указанный в инструкции по эксплуатации двигателя, шатунные болты необходимо заменять независимо от внешнего состояния. Принебрегать сроками замены шатунных болтов весьма опасно.
Скачать реферат: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
Пароль на архив: privetstudent.com
privetstudent.com
Шатуны
Шатуны изготовляют коваными или штампованными из качественной или легированной стали круглого, овального или двутаврового сечения, которое обеспечивает достаточную жесткость при меньшей массе.

На рис. 148 показан шатун с неразъемной верхней головкой. Основными частями шатуна являются: нижняя мотылевая разъемная головка 1, шатунные болты 2, стержень 3 и верхняя головка 4. В верхнюю головку шатуна запрессована бронзовая или стальная облицованная свинцовистой бронзой втулка 6. Для уменьшения трения головной подшипник можно делать игольчатым. Рабочую поверхность втулки покрывают тонким слоем антифрикционного сплава. Головной подшипник шатуна работает в весьма тяжелых температурных условиях и для его охлаждения и уменьшения износа подводится смазка под давлением через центральное сверление 7 в стержне шатуна или по специальной трубке, прикрепленной к стержню.
Нижняя мотылевая (шатунная) головка выполняется разъемной, в ней располагают стальные вкладыши с антифрикционным покрытием рабочей поверхности. Шатунные болты, соединяющие нижнюю часть подшипника с шатуном, изготовляют из высококачественных сталей и точно пригоняют к отверстию, чаще всего по нескольким направляющим пояскам. Во избежание самоотвинчивания гайки шатунных болтов шплинтуют. Для затяжки шатунных болтов рекомендуется пользоваться специальными динамометрическими ключами. Набор прокладок 5 обеспечивает регулирование зазора между вкладышем и мотылевой шейкой коленчатого вала. Масло для смазки мотылевого подшипника поступает через сверления мотылевой шейки коленчатого вала (рис. 149). На этом же рисунке видно устройство верхнего (головного) подшипника. Соединение шатуна с поршневым пальцем может быть осуществлено и другими способами, один из которых показан на рис. 150.

На рис. 151 показан разъемный шатун крейцкопфного двигателя. Отличительной особенностью этого шатуна является вильчатая форма верхней головки 1, съемные верхняя и нижняя 5 головки. Головные и мотылевый подшипники — разъемные, с помощью набора прокладок 2 и 4 между вкладышами подшипников можно регулировать масляный зазор. Регулирование высоты камеры сжатия осуществляется набором прокладок 3, монтируемых между нижней пяткой шатуна и верхней половиной мотылевой головки.

На рис. 152 показаны некоторые конструктивные разновидности мотылевых головок шатунов. Основным материалом для изготовления стержня шатуна является углеродистая сталь марки 30, 35, 40, а также легированные стали 18ХНВА, 12ХНЗА, 45Г2 и др.
vdvizhke.ru
Шатун поршня двигателя (Часть1). - Автомастер
Шатун поршня двигателя (Часть1).
ПодробностиШатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень - коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 - 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной - коленчатый вал.

Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.

Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.
- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.
Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.

На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее. При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.

Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.

На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0.001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.

Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 - 0.03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.

Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.

В сумме оба веса должны дать общую массу шатуна.

В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
avto-master.info









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)