 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Основные слесарные операции в сварочном производстве. Слесарные операции
3 Основные слесарные операции
Технология слесарной обработки содержит ряд основных операций, таких, как разметка, рубка правка и гибка металлов, резка металлов, опиливание, сверление, зенкование, зенкерование и развертывание отверстий, нарезание резьбы, клепка, притирка и доводка, пайка и др. Большинство этих операций относится к обработке металлов резанием.
3.1 Разметка
Разметкой называется операция нанесения на поверхность заготовки линий (рисок), показывающих согласно чертежу контуры детали или местá, подлежащие обработке. Разметку подразделяют на:
- линейную (одномерную) – по длине прутков, проката, полосовой стали,
- плоскостную (двумерную) – для заготовок из листового металла,
- пространственную (объемную, трехмерную) – для объемных заготовок.
К специальному разметочному инструменту относятся чертилки, кернеры, разметочные циркули, рейсмусы. Кроме этих инструментов используются молотки, разметочные плиты и вспомогательные приспособления: подкладки, домкраты и т.д.
| Рисунок 6 Чертилка | Чертилки (рисунок 6) служат для нанесения линий на размечаемую поверхность заготовки. Изготавливают их из инструментальной стали У10 или У12 (твердость HRC 58-62). Кернеры (рисунок 7) применяют для нанесения углублений (кернов) на предварительно |
| Рисунок 7 Кернер | |
| размеченных линиях, чтобы линии были отчетливо видны и не стирались в процессе обработки деталей. Кернер – это стержень из инструментальной углеродистой стали У7, У8 (HRC 52-57) длиной 100-160 мм и диаметром 8-12 мм. Угол заточки — обычно 60, при более точных разметках — 30-45°, для центров будущих отверстий — 75°. Разметочные (слесарные) циркули по устройству аналогичны чертежным циркулям. Рейсмус (рисунок 8) служит для нанесения параллельных вертикальных и горизонтальных рисок. В последнее время чаще используют штангенрейсмус с острым наконечником. Плоскостную и особенно пространственную разметки заготовок производят на разметочных плитах. Разметочная плита — это чугунная отливка, горизонтальная рабочая поверхность и боковые грани которой очень точно обработаны. Шаблоном называется приспособление, по которому изготавливают детали или проверяют их | |
после обработки. Разметка по шаблону используется при изготовлении больших партий одинаковых деталей. Она целесообразна потому, что трудоемкая и требующая много времени разметка по чертежу выполняется только один раз при изготовлении шаблона. Все последую щие операции разметки заготовок заключаются в копировании очертаний шаблона. Кроме того, изготовленные шаблоны могут использоваться для контроля детали после обработки заготовки.
3.2 Правка и гибка металлов
Правкой называется операция по устранению дефектов заготовок и деталей в виде вогнутости, выпуклости, волнистости, коробления, искривления и т. д. Ее сущность заключается в сжатии выпуклого слоя металла и расширении вогнутого.
Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор того или иного способа правки зависит от величины прогиба, размеров и материала заготовки (детали).
Правка может быть ручной (на стальной или чугунной правильной плите) или машинной (на правильных вальцах или прессах).
Правильная плита, так же как и разметочная, должна быть массивной. Ее размеры могут быть от 400400 мм до 15003000 мм. Устанавливаются плиты на металлические или деревянные подставки, обеспечивающие устойчивость плиты и горизонтальность ее положения.
Для правки закаленных деталей (рихтовки) используют рихтовальные бабки. Они изготовляются из стали и закаливаются. Рабочая поверхность бабки может быть цилиндрической или сферической радиусом 150—200 мм.
Ручную правку производят специальными молотками с круглым, радиусным или вставным из мягкого металла бойком. Тонкий листовой металл правят киянкой (деревянным молотком).
Проверяют правку «на глаз», а при высоких требованиях к прямолинейности полосы — лекальной линейкой или на проверочной плите.
Валы и круглые заготовки большого сечения правят с помощью ручного винтового или гидравлического пресса.
Гибка металлов применяется для придания заготовке изогнутой формы согласно чертежу. Сущность ее заключается в том, что одна часть заготовки перегибается по отношению к другой на какой-либо заданный угол. Ручную гибку производят в тисках с помощью слесарного молотка и различных приспособлений.
Гибку тонкого листового металла производят киянкой.
При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
Изготовление деталей с очень малыми радиусами изгиба связано с опасностью разрыва наружного слоя заготовки в месте изгиба. Размер минимально допустимого радиуса изгиба зависит от механических свойств материала заготовки, от технологии гибки и качества поверхности.
Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
studfiles.net
Основные слесарные операции в сварочном производстве
Автор: преподаватель Шевчук Ирина Васильевна.
ГБПОУ РМ «Саранский политехнический техникум» г.Рузаевка.
Конспект к уроку «Основные слесарные операции в сварочном производстве»
Файл: конспект к уроку
Технологическая карта №1 ПМ05. «Выполнение работ по профессии рабочего»
Тема: Общие сведения о слесарных операциях, используемых в сборочно-сварочном производстве.
Цель: Ознакомиться с основными слесарными операциями, используемыми при изготовлении сварного изделия.
Тип урока – практическое занятие.
Метод ведения урока – частично-поисковый
Цели урока:
Образовательная:
Студент должен уметь:
— правильно определять нагрузки на сварные швы;— составлять схемы нагрузок на сварные швы.
Воспитательная:
Воспитать у обучаемых студентов умения самостоятельно принимать технические решения, внимательность, уважение к выбранной профессии.
Развивающая:
Сформировать у обучаемых информационно — профессиональное мировоззрение, стремление к познанию нового.
Побудить интерес к дисциплине, раскрыть взаимосвязь дисциплины с другими профессиональными дисциплинами.
Форма обучения – групповая.
Метод преподавания – практический.
Материально – техническое и дидактическое оснащение урока: — мультимедийная установка, материалы электронного учебника, методические указания по выполнению работы
Ход урока
1. Актуализация опорных знаний, умений, навыков и качеств личности
(10 мин):
— Проверка наличия студентов по списочному составу – рапортичка;— Постановка целей урока;— Выдача индивидуальных заданий для выполнения практической работы.
2. Формирование новых знаний, умений, навыков и качеств личности
Слесарные работы – это обработка металлов, обычно дополняющая станочную механическую обработку или завершающая изготовление металлических изделий соединением деталей сваркой, сборкой машин и механизмов, а также их регулированием. Слесарные работы выполняются с помощью ручного или механизированного слесарного инструмента либо на станках.
Слесарные работы применяются в различных видах производства и их объединяет единая технология их выполнения.
Основные слесарные операции можно условно разделить на несколько групп по их назначению:
Рис.1 Основные группы слесарных операций
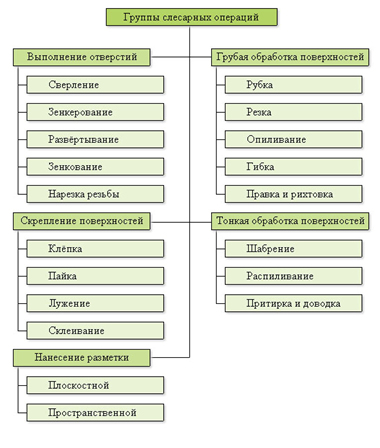
Операции каждой группы имеют свой класс точности, поэтому в процессе работы следует ясно понимать, какая точность обработки необходима в конечном результате выполнения слесарной обработки.На предприятиях или в мастерских, выпускающих разнообразные сварные изделия требуется универсальность выполнения различных слесарных операций.
Качество сварного соединения во многом зависит от подготовки металла и сборки изделия под сварку.
Основной металл, предназначенный для изготовления сварных конструкций, очищают, размечают на отдельные детали, выполняют необходимое профилирование кромок.
Очистка это операция, которую используют для удаления с поверхности ме¬талла средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев и грата, затрудняющих процесс сварки, вызывающих дефекты сварных швов и препят¬ствующих нанесению защитных покрытий.
Правка-операция по устранению деформаций прокатной листовой стали и профильного металла, выправления заготовок деталей, имеющих вмятины, выпучины, волнистость, коробление, искривления и др.Металл подвергается правке как в холодном, так и в нагретом состоянии. Выбор способа зависит от прогиба, размеров и материала изделия.
Разметка — перенос размеров детали в натуральную величину с чертежа на металл. Кроме того при сварке на поверхность заготовки наносят разметочные линии (риски), определяющие место установки отдельно-взятых деталей при сборке узлов и конструкций.
Различают:
1. Плоскостную разметку.
2. Пространственную разметку.
Резка металла- это операция разделения металла на части.
В зависимости от формы и размеров заготовок или деталей резку осуществляют вручную — ручными ножницами, ручными ножовками, рычажными ножницами. Резка может осуществляется также кислородными резаками по намеченной линии контура детали вручную или газорезательными машинами специального назначения. Резка на механизированных станках более производительна и обладает высоким качеством реза. Однако, механическую резку целесообразно выполнять при заготовке однотипных деталей, главным образом с прямоугольным сечением.
Гибка — это способ обработки металла давлением, при котором заготовке или ее части придается изогнутая форма.
Рубка — слесарная операция, при которой с помощью режущего инструмента (зубила и др.) и ударного инструмента (слесарного молотка) с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части. Кроме того, рубка применяется тогда, когда необходимо удалить заусенцы, дефекты или удалить часть металла.
Опиливанием называется снятие слоя металла с поверхности обрабатываемой заготовки посредством специального режущего инструмента — напильника.
С помощью напильников слесарь придает деталям требуемую форму и размеры, производит пригонку деталей друг к другу, подготовляет кромки деталей под сварку и выполняет другие работы.
3. Подведение итогов урока (5 мин)
Контроль выполнения задания всеми студентами группы, анализ выполнения работы, замечания по ходу выполнения работы и получение конкретных результатов.
4. Домашнее задание (5 мин): материал электронного учебника по теме, повторение ранее изученного материала.
xn----8sbafar2bwfctnifu9c.xn--p1ai
Основные операции слесарной обработки и применяемые инструменты
Правка
Правка- операция,посредством которой устраняются неровности, кривизна или другие недостатки формы заготовок.
Основным оборудованием для ручной правки металлов являются стальные или чугунные правильные плиты. В качестве инструмента для ручной правки используют стальные молотки с круглым бойком; молотки из мягких материалов применяют для правки окончательно обработанных поверхностей, а также для правки заготовок и деталей из цветных металлов и сплавов.
Рубка
Рубка представляет собой операцию холодной обработки металлов резанием. Ударным инструментом при рубке служат слесарные и пневматические молотки, а режущим – зубила, крейцмейсели и канавочники.
Зубило.Слесарное зубило изготавливается из инструментальной углеродистой стали. Оно состоит из трех частей: ударной, средней и рабочей.
Ударная часть выполняется суживающейся кверху, а вершина ее (боек) –закругленной; за среднюю часть зубило держат во время рубки; рабочая часть имеет клиновидную форму. Угол заострения выбирается в зависимости от твердости обрабатываемого материала.
Для наиболее распространенных материалов рекомендуется следующие углы заострения: для твердых материалов (твердая сталь, чугун) – 70°;
для материалов средней твердости (сталь) – 60°;
для мягких материалов (медь ,латунь) – 45°;
для алюминиевых сплавов – 35°.
Крейцмейселем. Для вырубания узких пазов и канавок пользуются зубилом с узкой режущей кромкой – крейцмейселем. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Слесарные молотки. Слесарные молотки, используемые при рубке металлов и бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса. Для рубки металлов применяют молотки массой 400…600г.
Для облегчения труда и повышения его производительности используют механизированные инструменты. Среди них наибольшее распространение имеет пневматический рубильный молоток.
Резка металла
Для резки металла применяют ножовки, режущей частью которой является полотно. Выбор полотна зависит от материала заготовки, ее формы и размера. Для резки труб вручную применяют труборезы. Для резания листового металла толщиной до 1,5 мм используют пряморежущие или для фигурной резки ножницы. Проволоку режут острогубцами или силовыми ножницами.
Опиливание
Опиливание - операция, при выполнении которой с поверхности заготовки снимается слой металла при помощи режущего инструмента – напильника.
Цель опиливания – придание деталям требуемой формы, размеров и заданной шероховатости поверхности.
Напильники различаются по числу насечек, профилю сечения и длине.
По количеству зубьев, насеченных на 10 мм длины, напильники делятся на 6 классов (0, 1, 2, 3, 4,5).
В зависимости от выполняемой работы напильники подразделяются на следующие виды: слесарные – общего назначения и для специальных работ,машинные, надфили и рашпили.
1)Слесарные напильники общего назначения по ГОСТу 1465-69 изготавливают восьми типов: плоские, квадратные, трехгранные,полукруглые, ромбические и ножовочные длиной от 100 до 400 мм с насечкой №0-5.
Слесарные напильники для специальных работ предназначаются для удаления весьма больших припусков при опиливании пазов, фасонных и криволинейных поверхностей; для обработки цветных металлов,неметаллических материалов и т. п. В зависимости от выполняемых работ напильники этого вида делятся на пазовые, плоские с овальными ребрами, брусовки, двухконцевые и др.
2)Машинные напильники по своей конструкции подразделяются на стержневые, дисковые, фасонные головки и пластинчатые. В процессе работы стержневым напильника сообщается возвратно поступательное движение,дисковым напильникам и фасонным головкам - вращательные, а пластинчатым– непрерывное движение вместе с непрерывно движущейся металлической лентой.
3)Надфили согласно ГОСТу 1513-67 изготавливаются десяти типов:плоские, трехгранные, квадратные, полукруглые овальные, ножовочные и др. длиной 40, 60 и 80 мм с насечкой 5 номеров. Длина надфиля определяется длиной рабочей части. Ребра плоских надфилей имеют одинарную или двойную насечку. Боковые стороны и верхнее ребро ножовочных надфилей имеют двойную насечку.
Надфили применяются для опиливания небольших поверхностей и узких мест, недоступных для обработки слесарными напильниками.
4)Рашпили соответственно ГОСТу 6876-54 изготавливают несколько типов:общего назначения, сапожные и копытные.
В зависимости от профиля рашпили общего назначения подразделяются на плоские, круглые и полукруглые с насечкой № 1-2 и длиной от 259 до 350 мм.
Обработка отверстий
Сверление осуществляется на сверлильных станках или с помощью ручных устройств. Главной режущей частью является сверло, которое имеет две режущие кромки. При сверлении отверстий диаметром более 20 мм применяют предварительное сверление отверстий сверлом меньшего диаметра, затем рассверливают его под размер сверлом большего диаметра.
После сверления, штамповки, литые для получения более точного отверстия проводят их зенкерование. В зависимости от точности и назначения отверстий для их обработки изготовляют зенкеры двух номеров: № 1 - для предварительной обработки отверстий и № 2- для окончательной обработки. Конструктивно зенкеры бывают двух типов: цельные обработка отверстий от 10 до 40 мм и насадные -от 32 до 80 мм.
Развертывание применяют для получения отверстий более точной формы и малой шероховатости. Операция осуществляется с помощью многолезвийного инструмента - развертки. В зависимости от формы различают цилиндрические и конические развертки. По способу применения - ручные и машинные, по конструкции - цельные, насадные, раздвижные (регулируемые) и комбинированные, правые и левые.
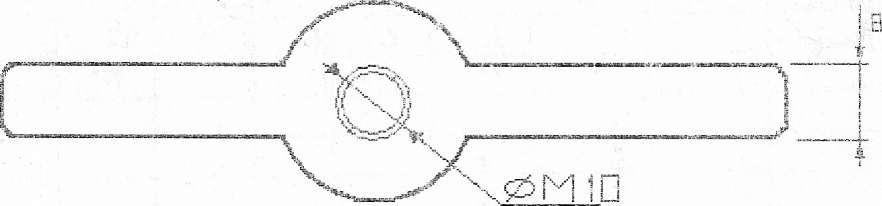
Изготовленная деталь:
Барашек
Эскиз детали:
 |
Ход работы:
1. Обработка драчёвым напильником острых углов заготовки.
2. Нанесение разметки при помощи штангенциркуля и штангенрейсмуса.
3. Кернение по контуру разметки под сверление.
4. Сверление.
5. Отбивание зубилом лишнего материала.
6. Обработка напильниками до получения необходимых размеров.
7. Рассверливание центрального отверстия л од резьбу. Нарезание резьбы,
8. Полировка наждачной бумагой.
Сварочный участок
infopedia.su
Слесарная операция - Большая Энциклопедия Нефти и Газа, статья, страница 1
Слесарная операция
Cтраница 1
Слесарные операции необходимо производить весьма осторожно, пользуясь при этом только хорошо заточенным инструментом. [1]
Слесарные операции, выполняемые на конвейере, по возможности механизированы. [2]
Слесарные операции заключаются в обработке и пригонке деталей вручную с помощью простейших инструментов и приспособлений. В течение многих лет слесарные операции не были механизированы, гаоэтому были очень трудоемки. [3]
Слесарные операции при сборке заключаются в обработке и пригонке деталей простейшими инструментами. Необходимость слесарных операций вызывается несовершенством механической обработки деталей и отсутствием взаимозаменяемости деталей при сборке. [4]
Перечисленные слесарные операции являются подготовительными, их выполняют до сборки деталей в узлы. [5]
Слесарные операции ремонта электрооборудования электрослесарь выполняет с. [6]
Слесарные операции ремонта электрооборудования электрослесарь выполняет с помощью слесарного ( рис. 2), металлорежущего ( рис. 3) и измерительного ( рис. 4) инструмента. [7]
Слесарной операцией называют законченную часть технологического процесса обработки заготовки или детали, выполняемую одновременно и непрерывно до перехода к обработке следующих заготовок или деталей. Понятие слесарная операция является условным, так как одна и та же операция слесарной обработки, осуществляемая на разных предприятиях или в разных условиях, определяется с точки зрения технологии ее выполнения неодинаково. [8]
Наиболее распространенными слесарными операциями во время подготовки труб к сборке являются нарезание резьбы и гнутье. [9]
Наиболее распространенными слесарными операциями во время подготовки труб к сборке являются нарезание резьбы и гнутье. [11]
Выполняя слесарные операции по обработке отдельных деталей, их надо прочно закрепить в тисках. Верстачные тиски должны быть в полной исправности, прочно зажимать изделия, на губках не должно быть заметного износа насечки. [12]
Многие слесарные операции в электрических машинах существенно отличаются от аналогичных операций в машиностроении. [13]
Многие слесарные операции в электрических машинах существенно отличаются от аналогичных операций в общем машиностроении. [14]
Разнообразие слесарных операций вызывает усовершенствование и специализацию зажимных приспособлений, некоторые из них изображены на фиг. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Слесарные операции перед сборкой - Слесарно-инструментальные работы
 Слесарные операции перед сборкой
Слесарные операции перед сборкой Категория:
Слесарно-инструментальные работы
Слесарные операции перед сборкой Перед сборкой приспособления устанавливается комплектность, качество изготовления и степень готовности поступивших на сборку деталей. Убедившись в соответствии деталей чертежу и технологическому процессу, приступают к их слесарной обработке.
Слесарная обработка их заключается в притуплении острых кромок, снятии заусенцев, заправке заходов резьбы, в сборке отдельных узлов, устанавливаемых в собранном виде, в создании требуемого соединения и плавного хода деталей и узлов, в пришабривании или шлифовании опорных плоскостей и плоскостей соединения с корпусом приспособления. Выполнение большинства перечисленных работ производится обычными слесарными приемами.
Обработка закаленных поверхностей деталей во многих случаях выполняется не механическим, а сборочным участком цеха. Причина этого заключается в том, что шлифовальные операции, как правило, перемежаются с операциями слесарными, а иногда и осуществляются теми же слесарями-инструментальщиками. Закаленные поверхности деталей приспособлений шлифуются на станках, механизированными инструментами или вручную.
Шлифование ведется абразивными кругами, головками и брусками. Ручное шлифование брусками производится в том случае, если поверхность детали не может быть обработана на станке. Для него применяются абразивные бруски различных форм и размеров (ГОСТ 2456—52), изготовленные как из искусственных, так и естественных абразивных материалов. Известно, что при ручном шлифовании скорость резания (скорость перемещения бруска) во много раз меньше скорости резания при шлифовании на станках или механизированных инструментах. В связи с этим абразивные бруски выбираются с большей твердостью, чем шлифовальные круги. Ручное шлифование, как правило, ведется сначала крупнозернистыми и твердыми, а затем мелкозернистыми и более мягкими брусками.
Поверхности брусков во время ручного шлифования быстро изнашиваются, засаливаются или теряют свою форму. Чтобы восстановить форму и работоспособность брусков, их периодически правят на специальных плитах, шаржированных шлифовальными порошками. При правке брусок кладется на поверхность плиты и передвигается в различных направлениях с некоторым нажимом. Поел, нескольких перемещений по поверхности плиты плоскость бруска становится геометрически правильной, а его грани — острыми и пригодными для дальнейшей работы.
Абразивными брусками производят шлифование фасонных поверх-ностей копиров, установов и других деталей, а также опорных поверхностей приспособлений в сборе. Способы получения фасонных поверхностей, точных плоскостей и углов подобны приемам, изложенным ранее. Однако, в связи с тем, что точность этих поверхностей грубее равнозначных поверхностей измерительного инструмента, в производстве приспособлений редко прибегают к лекальной доводке, а чаще ограничиваются полированием поверхностей абразивной шкуркой после механического или ручного шлифования.
Наибольший объем подготовительных слесарных операций приходится на слесарную обработку корпуса приспособления. Как указывалось ранее, основание и базовые плоскости корпуса обрабатываются до его передачи на сборку. На сборочном участке эти поверхности вновь подвергаются осмотру, проверяется их правильность и устраняются повреждения. Проверка ведется «на краску» с помощью контрольной плиты. Такой же проверке подвергаются основные и технологические базы корпуса.
Точность приспособления требует надежного соединения корпуса и устанавливаемых на него узлов. Поэтому их соединительные поверхности подвергаются тщательной обработке в пределах VV 6 — WV 8 шлифованием или шабрением. Кроме необходимой чистоты поверхности от этих плоскостей требуется строгая параллельность и перпендикулярность основанию и базам корпуса.
Читать далее:
Установка базовых деталей в исходное положение
Статьи по теме:
pereosnastka.ru
Основные виды слесарных операций.
Производство  Основные виды слесарных операций.
Основные виды слесарных операций.
просмотров - 320
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы - ϶ᴛᴏ ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50...60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.
Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. Учитывая зависимость отхарактера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
Заготовки, готовые детали и приспособления размещают на стеллажах, установленных на отведенной для .них площади.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места͵ подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка– слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка - ϶ᴛᴏ операция разделения металлов и других материалов на части. Учитывая зависимость отформы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибкушироко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.
Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5...1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, к примеру, для заклепок диаметром 3...3,5 мм необходим молоток массой 200 ᴦ.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрениемпринято называть операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64...66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5...6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы - ϶ᴛᴏ монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два базовых вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
Читайте также
Разметка. Рабочее место слесаря. Тема 25. Основы слесарного дела. Вопросы:1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин. Рабочим местом называют часть производственной площади со... [читать подробенее]
oplib.ru
Слесарные работы, стр. №2
Слесарная обработка деталей
Размерная обработка деталей
Основные слесарные операции: назначение, сущность, приемы и последовательность выполнения
Под слесарными работами подразумевают обработку металлов в холодном состоянии, выполняемую слесарями ручным способом при помощи различных инструментов. Слесарная обработка дополняет станочную механическую или является завершающей операцией при изготовлении металлических изделий соединением деталей, сборке машин и механизмов, а также их регулировке. Слесарные работы состоят из разнообразных технологических операций, в которые входят: разметка, рубка, правка и гибка металлов, резка металлов ножовкой и ножницами, опиливание металла, сверление, зенкование и развертывание, нарезание резьбы, клепка, шабрение, притирка и доводка, паяние, лужение. Некоторые из перечисленных операций могут производиться и при горячем состоянии металлов (рубка, клепка, гибка). Многие слесарные операции выполняются не только ручным, но и механическим способом.
Заготовки для деталей машин поступают на обработку в механические и слесарные цеха в виде поковок сортового металла. В зависимости от назначения деталей одни заготовки остаются необработанными, другие обрабатываются частично или полностью. При обработке с поверхности заготовки удаляется слой металла, в результате чего уменьшается ее размер. Разность между размером заготовки до и после обработки является величиной припуска на обработку. Чтобы знать оптимальные размеры вести обработки заготовку необходимо разметить. Разметкой называется операция нанесения на обрабатываемую заготовку разметочных линий, определяющих контуры будущей детали или места, подлежащие обработке. Разметку выполняют точно и аккуратно, потому что ошибки, допущенные при разметке, могут привести к тому, что изготовленная деталь окажется браком. Так же возможно, что неточно отлитую забракованную заготовку можно исправить тщательной разметкой, перераспределив припуски для каждой разметочной поверхности. Точность, достигаемая при обычных методах разметки, составляет примерно 0,5 мм. При тщательной разметке ее можно повысить до сотых долей миллиметра.
Разметка применяется преимущественно в единичном и мелкосерийном производстве. На заводах крупносерийного и массового производства надобность в разметке отпадает благодаря использованию специальных приспособлений – кондукторов, упоров и т. п.
В зависимости от формы размечаемых заготовок и деталей разметка делится на плоскостную и пространственную. Плоскостная разметка выполняется на поверхностях плоских деталей, на полосовом и листовом материале и заключается в нанесении на заготовку контурных параллельных и перпендикулярных линий, окружностей, дуг, углов, осевых линий, разнообразных геометрических фигур по заданным размерам или контуров различных отверстий по шаблонам.
Приемами плоскостной разметки нельзя разметить даже самое простое тело, если поверхности его не прямолинейны. При плоскостной разметке нельзя нанести горизонтальные риски на боковую поверхность тела вращения, перпендикулярно его оси, так как к ней нельзя приложить разметочный инструмент в виде угольника или линейки и провести параллельные линии.
Пространственная разметка – распространенная в машиностроении, отличается от плоскостной. Трудность пространственной разметки состоит в том, что приходится не просто размечать отдельные поверхности детали, расположенные в различных плоскостях и под различными углами друг к другу, а увязывать разметку этих отдельных поверхностей между собой.
Для проведения разметки заготовку осматривают, проверяют, нет ли у нее пороков (раковин, трещин, пузырей). После этого намеченную к разметке поверхность очищают от окалины и остатков формовочной земли. Удаляют с детали неровности и приступают к окрашиванию поверхности. Окрашивание заготовки производится для того, чтобы разметочные линии были отчетливо видны при обработке. Черные, т. е., необработанные, а также грубо обработанные поверхности окрашивают мелом, скоросохнущими красками или лаками. Мел (порошок) разводят в воде до густоты молока и в полученную массу прибавляют немного льняного масла и сиккатива. Не рекомендуется натирать размечаемую поверхность куском мела, так как мел быстро осыпается и разметочные линии пропадают. Для окрашивания чисто обработанных поверхностей применяют медный купорос в растворе или кусками. Раствор медного купороса (две-три чайные ложки на стакан воды) наносится на поверхность кистью или тряпочкой; кусковым купоросом натирают смоченные водой поверхности. В обоих случаях поверхность покрывается тонким и прочным медным слоем, на котором отчетливо видны разметочные линии. Перед нанесением на окрашенную поверхность разметочных рисок определяют базу, от которой будут наноситься риски. При плоскостной разметке базами могут служить наружные кромки плоских деталей, полосового и листового материала, а также различные линии, нанесенные на поверхность, например центровые, средние, горизонтальные, вертикальные или наклонные. Если базой является наружная кромка (нижняя, верхняя или боковая), то ее нужно предварительно выровнять.
Риски обычно наносятся в следующем порядке: сначала проводят все горизонтальные риски, затем вертикальные, после этого наклонные и, наконец, окружности, дуги и закругления.
Так как риски во время работы легко затереть руками и они тогда станут плохо заметны, по линиям рисок набивают кернером небольшие углубления. Эти углубления – керны должны быть неглубокими и разделяться риской пополам. Расстояния между кернерами определяют на глаз. На длинных линиях простого очертания эти расстояния принимаются от 20 до 100 мм; на коротких линиях, а также в углах, перегибах или закруглениях – от 5 до 10 мм. На обработанных поверхностях точных изделий керны по разметочным линиям не делаются.
Рубкой называется обработка металла режущим и ударным инструментом, в результате которой удаляются лишние слои металла или разрубается на части металл, предназначенный для дальнейшей обработки. В качестве режущего инструмента в слесарном деле употребляется зубило или крейцмейсель, а в качестве ударного инструмента – простые или пневматические молотки. При помощи рубки можно производить: удаление излишних слоев металла с поверхностей заготовок; выравнивание неровных и шероховатых поверхностей; удаление твердой корки и окалины; обрубание кромок на кованых и литых заготовках; обрубание после сборки выступающих кромок листового материала, концов полос и уголков; разрубание на части листового и сортового материала; вырубание отверстий в листовом материале по намеченным контурам; прирубание кромок в стык под сварку; срубание головок заклепок при их удалении; вырубание смазочных канавок и шпоночных пазов.
Рубка производится в тисках, на плите или на наковальне; громоздкие детали могут обрабатываться рубкой в месте их размещения. Для рубки лучше всего подходят стуловые тиски; на параллельных тисках производить рубку не рекомендуется, так как их основные части – губки, изготовленные из серого чугуна, могут не выдержать сильных ударов по себе и сломаться.
Обрабатываемая рубкой деталь должна быть закреплена неподвижно. Поэтому небольшие детали зажимают в тиски, а крупные детали кладут на верстак, плиту или наковальню или же ставят на пол и хорошо укрепляют. Независимо от места производства рубки установка деталей по высоте должна быть сделана в соответствии с ростом работающего. Приступая к рубке, слесарь подготавливает свое рабочее место. Достав из верстачного ящика зубило и молоток, он кладет зубило на верстак по левую сторону тисков режущей кромкой к себе, а молоток – с правой стороны тисков с бойком, направленным в сторону тисков. При рубке надо стоять у тисков прямо и устойчиво, так, чтобы корпус был левее оси тисков. Левую ногу выставляют на полшага вперед, а правую, которая служит главной опорой, слегка отставляют назад, раздвинув ступни ног под углом. Зубило держать в руках свободно, без излишнего зажима. Во время рубки смотрят в место рубки, а не на ударную часть зубила, по которой бьют молотком. Рубку производят остро заточенным зубилом; тупое зубило соскальзывает с обрубаемой поверхности, что приводит к снижению качества рубки. Глубина и ширина снимаемого зубилом слоя металла зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Молоток выбирают по весу, величину зубила – по длине его режущей громки. На каждый миллиметр длины режущей кромки зубила требуется 0,04 кг веса молотка. Для рубки обычно употребляют молотки весом 0,6 кг. В зависимости от порядка операций рубка может быть черновой и чистовой. При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм. При чистовой рубке за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Для получения чистой и гладкой поверхности при рубке заготовок из стали и меди рекомендуется смачивать зубило машинным маслом или мыльной водой; чугун следует рубить без смазки. Хрупкие металлы (чугун, бронза) надо рубить от края к середине. Во всех случаях при подходе к краю детали не следует дорубать поверхность до конца, надо оставлять 15–20 мм для продолжения рубки с противоположной стороны. Этим предупреждается скалывание углов и ребер обрабатываемой детали. В конце рубки металла удар молотком по зубилу ослабляется. Рубка в тисках производится либо по уровню губок тисков, либо выше этого уровня – по намеченным рискам. По уровню тисков чаще всего рубят тонкий полосовой или листовой металл, выше уровня тисков (по рискам) – широкие поверхности заготовок. При обрубании широких поверхностей для ускорения работы следует использовать крейцмейселем и зубилом. Сначала прорубают крейцмейселем канавки необходимой глубины, причем расстояние между ними должно быть равно 3/4 длины режущей кромки зубила. Образовавшиеся выступы срубают зубилом. Чтобы правильно производить рубку, нужно хорошо владеть навыками работ с зубилом и молотком, то есть, правильно держать зубило и молоток, правильно двигать кистью руки, локтем и плечом и точно, без промаха ударять молотком по зубилу.
Проведение ручной рубки – работа физически тяжелая и длительная. Рубка облегчается применением пневматического молотка. Пневматический молоток состоит из цилиндра, поршня, двигающегося в цилиндре, и воздухораспределительного устройства. При работе молотка поршень очень быстро перемещается вперед и назад под действием сжатого воздуха, подводимого шлангом под давлением 50–60 КПа. При рабочем движении поршень играет роль бойка молотка, нанося удары по режущему инструменту (зубилу или крейцмейселю). Обратное движение поршня обеспечивается автоматически действующим устройством. При рабочем ходе поршня 1 сжатый воздух поступает по каналу 5 в правую часть цилиндра; из левой части цилиндра воздух в это время вытесняется по каналу 7, кольцевой выточке 6 и каналу 4 в атмосферу. В конце рабочего хода сжатый воздух, проходя по каналу 3, сдвигает золотник 2 вправо (показано на нижней проекции) и идет по каналу 7, производя обратный ход поршня; из правой части цилиндра воздух уходит по каналу 8. В конце обратного хода канал перекрывается поршнем, воздух в правой части цилиндра начинает сжиматься и передвигает золотник влево – снова начинается рабочий ход. Молоток включают в работу, нажав курок 9.
Страницы:
master4all.com










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)