 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Принципиальная электрическая схема привода ленточного конвейера. Схема ленточный конвейер
Монтаж стационарных ленточных конвейеров
Ленточные конвейеры могут монтироваться в закрытых помещениях (цехах, складах, галереях) и на открытом воздухе (открытые горные разработки). Место монтажа конвейера в значительной мере определяет организацию и методы монтажа.
Существует два метода монтажа сборочных единиц ленточных конвейеров: последовательный и одновременный.
При одновременном монтаже сборочных единиц значительно расширяется фронт работ, сокращается общая продолжительность их выполнения. Однако при этом требуется высокая точность разметки трассы (определение координат и отметок в горизонтальной и вертикальной плоскостях).
На монтаж крупных ленточных конвейеров разрабатываются линейные или сетевые графики (см. рис. 93), по которым можно установить объем и последовательность выполнения монтажных операций.
Приводные и натяжные станции ленточных конвейеров могут монтироваться на бетонных фундаментах или на металлических рамах. Во всех случаях сетка анкерных или крепежных болтов должна отвечать установочному чертежу приводной и натяжной станций. Анкерные болты 1 (рис. 133, а) устанавливают в колодцы фундамента и соединяют с рамой 2 приводной или натяжной станции. После точной регулировки положения рамы в горизонтальной и вертикальной плоскостях колодцы заливают цементным раствором.
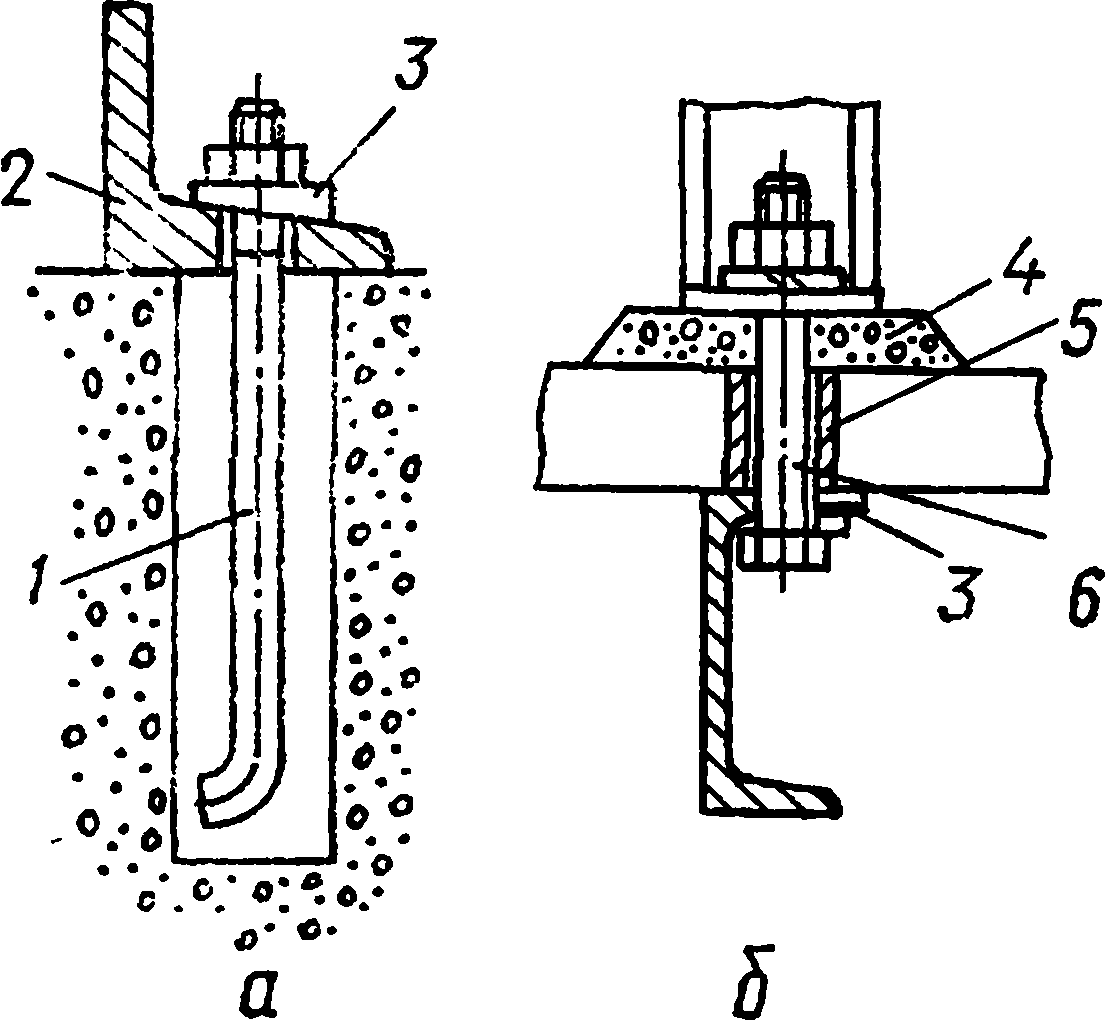
Рис. 133. Схемы крепления узлов рам приводных и натяжных станций конвейеров:
7, в — болты; 2 — рама; 3 — косые шайбы; 4 —- цементный раствор; 5 — стальные втулки
Рамы приводной или натяжной станции по-разному крепят к железобетонным перекрытиям (рис. 133, б). Во всех случаях при соединении полок швеллеров с болтами 1, 6 под гайки или головки болтов необходимо устанавливать косые шайбы 3, что разгружает болты от асимметричных нагрузок. В отверстия под болты в железобетонных перекрытиях устанавливают стальные втулки 5, которые снаружи также заливают цементным раствором.
Приводные и натяжные станции конвейеров малой и средней производительности (100—400 т/ч) чаще всего собирают на заводе-
изготовителе и доставляют на место монтажа, который в данном случае сводится к установке рамы станции на фундамент или опорную конструкцию.
Приводные и натяжные станции мощных конвейеров собирают в процессе монтажа всего конвейера. Сборка начинается с установки барабана в подшипниковые узлы рамы, затем вал приводного барабана муфтой соединяют с выходным валом редуктора. Вал установленного на раму электродвигателя соединяют муфтой с входным валом редуктора. После регулировки положений редуктора и двигателя и проверки правильности соединения валов узлы окончательно крепятся к раме или фундаменту.
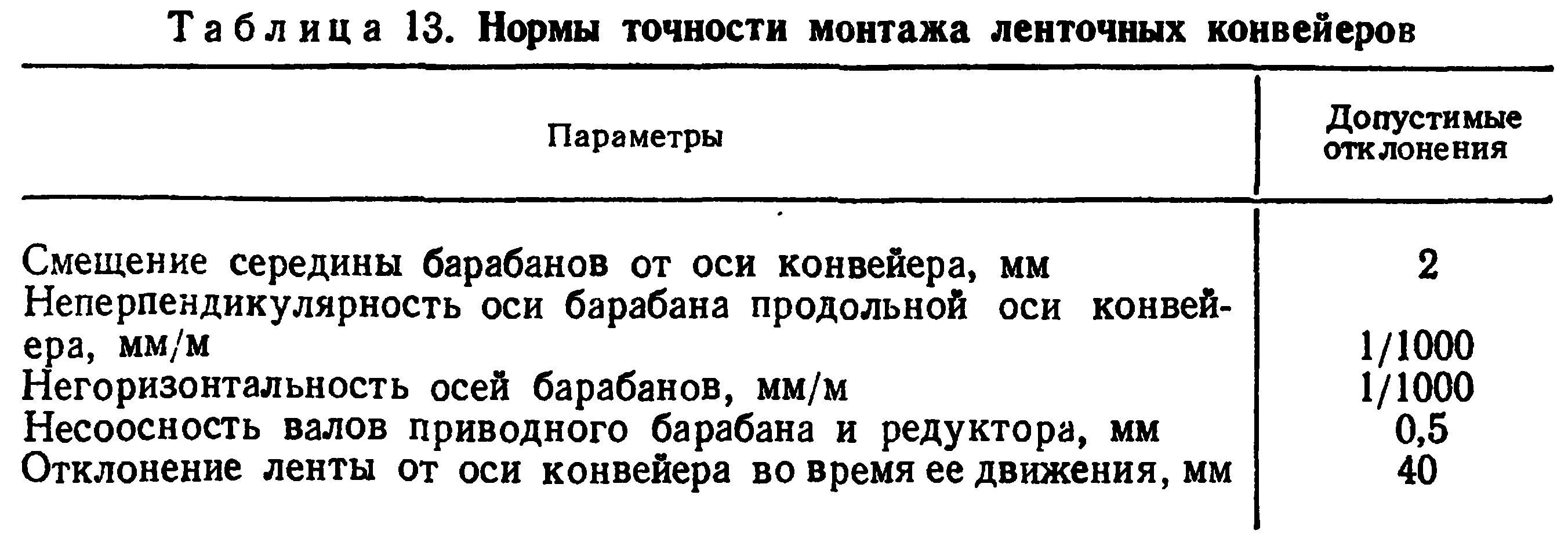
При монтаже натяжных станций грузового типа направляющие устройства должны быть установлены строго вертикально, что проверяется с помощью отвеса, уровня или теодолита.
Допустимые нормы точности монтажа приводных и натяжных станций конвейеров приведены в табл. 13.
Секции металлоконструкций средней части ленточных конвейеров устанавливаются на трассе конвейера согласно маркировоч-
ному и монтажному чертежам. После соединения их с опорными частями конвейера и проверки прямолинейности и соосности на секции устанавливаются роликоопоры (рис. 134).
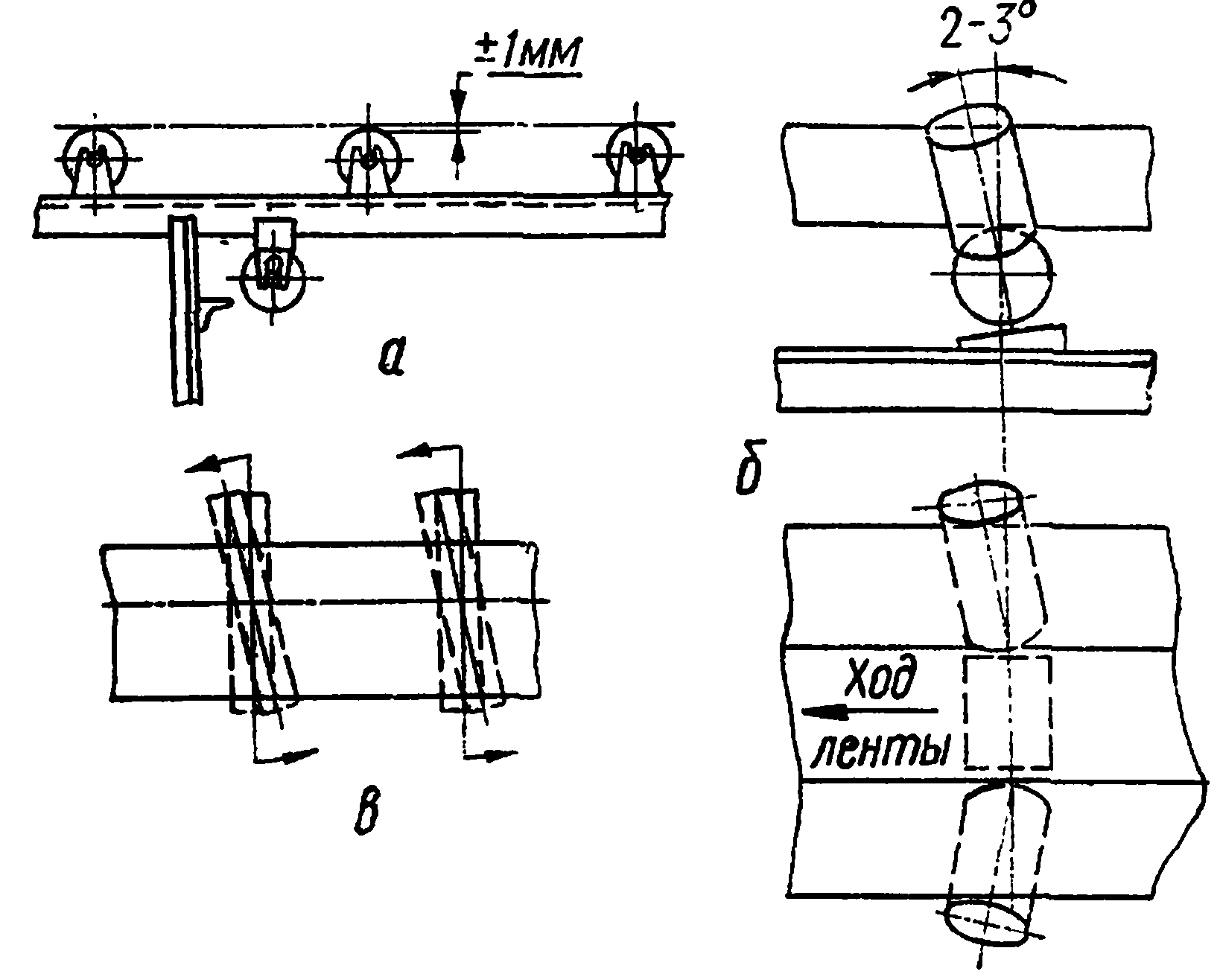
Рис. 134. Схема установки и проверки положения роликоопор ленточного конвейера
Точность положения ленты на роликоопорах при работе конвейера определяется точностью (параллельностью) навески лент по отношению к оси конвейера, а также точностью установки приводного и натяжного барабанов и роликовых опор. Роликоопоры обычно монтируются в сборе с роликами, что облегчает проверку правильности их положения (рис. 134, а). Для лучшего центрирования ленты каждую пятую-шестую верхнюю желобчатую опору устанавливают под углом 2—3° к вертикали или к плоскости ленты с наклоном в сторону движения ленты (рис. 134, б).
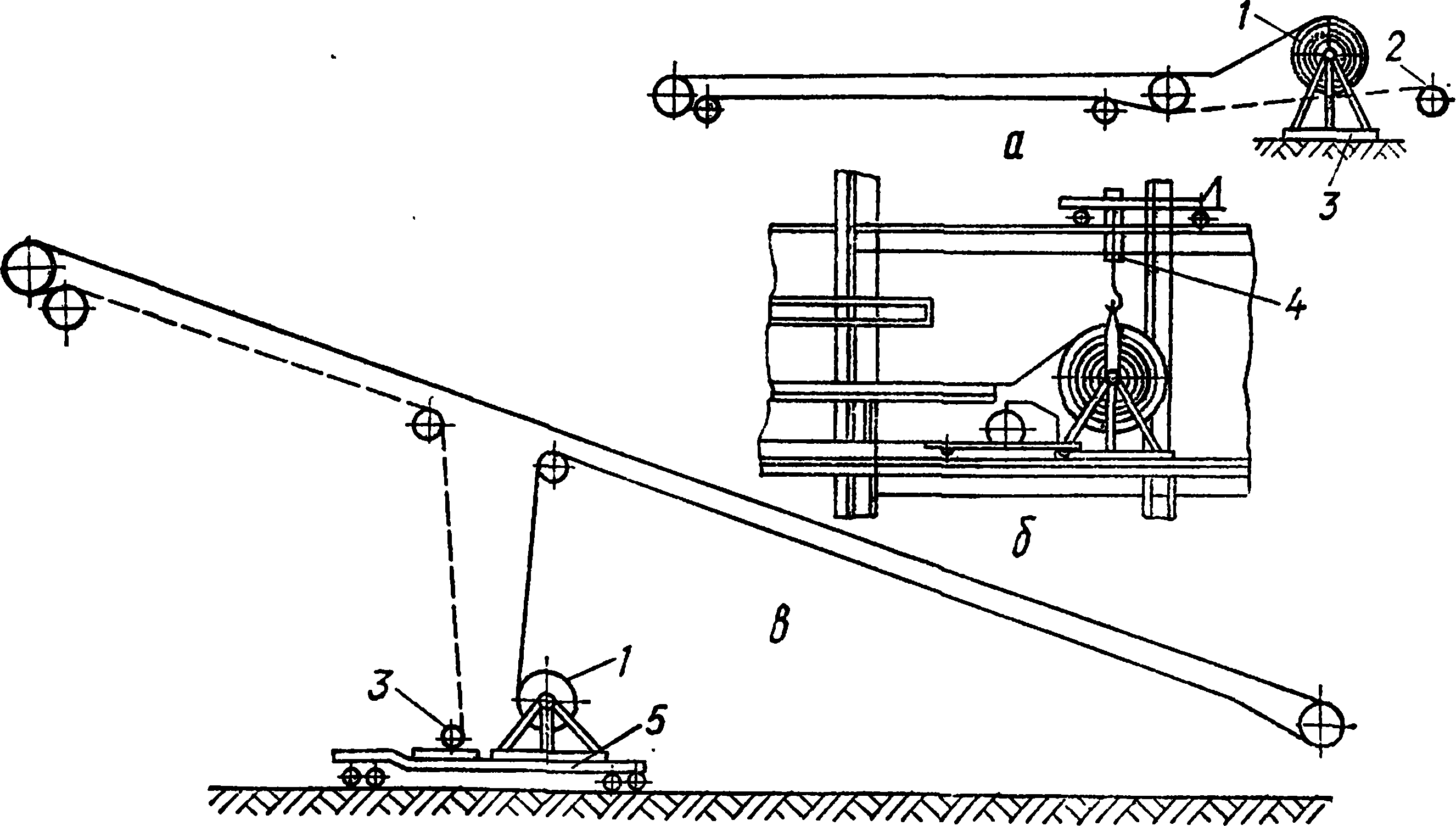
Рис. 135. Схемы навешивания конвейерной ленты:
1 — бухта ленты; 2 — тяговая лебедка; я — козлы; 4 — крюк крана; 5 — автомобильный прицеп
Монтаж (навешивание) ленты у конвейеров большой производительности и длины представляет собой довольно сложную и трудоемкую операцию. Некоторые наиболее широко применяемые схемы навески лент показаны на рис. 135. При монтаже конвейеров
в закрытом помещении бухта ленты 1 (рис. 135, а) устанавливается на козлы 3 и к ее свободному концу приклепывается зажим, позволяющий соединить ленту со стальным канатом. Канат обводится вокруг приводного барабана через отводные блоки и закрепляется на барабане тяговой лебедки 2. При включении лебедки лента огибает приводной барабан, и ее конец подводится к натяжному барабану. После этого ленту отрезают и подготавливают ее концы к стыковке. Иногда бухту ленты подвешивают к крюку 4 крана (рис. 135, б), что упрощает подготовку ленты к монтажу.
Схема навешивания ленты на наклонный конвейер, расположенный в галерее, показана на рис. 135, в. Здесь бухта ленты 1 устанавливается на автомобильный прицеп 5, на котором имеется тяговая лебедка 3. Канат прикрепляется к ленте и огибает приводной и натяжной барабаны конвейера. Лента навешивается рассмотренным ранее способом. Иногда вместо лебедки используют трактор.
Длина ленты L определяется по формуле

где L — расстояние между центрами барабанов при ненатянутой ленте;
D1 и D2 — диаметры большого и малого барабанов; LCT — длина стыка ленты.
Прорезиненные текстильные конвейерные ленты выпускаются длиной 70—120 м. Так как длина конвейеров может быть значительно большей, концы лент необходимо соединять. Существует два основных способа соединения лент: механический и вулканизационный. Последний, хотя и требует специального оборудования и тщательного выполнения всех операций стыковки, более надежен. При этом способе отдельные участки ленты соединяют обычно в вулканизационной мастерской перед навешиванием ленты. Перед соединением (замыканием) концов навешенной ленты стык концов выводится на верхнюю ветвь конвейера в удобное для работы место. Натяжной барабан устанавливается в крайнее (ненатянутое) положение.
При соединении лент вулканизацией применяется ступенчатая форма стыка с углом наклона торцов ступенек к осевой линии ленты 50—70° (рис. 136). Общая длина стыка LCT должна быть равна
1,5 В, где В — ширина ленты. Расчетная величина длины стыка определяется по формуле
где i — число прокладок; а — длина ступеньки стыка.
Величину а определяют по формуле
где КZ — прочность ленты на разрыв, для резинотканиевых лент она равна 55—60 кгс/см; Ks — сопротивление резиновой прослойки срезу, равное около 20 кгс/см2; г = 10—12 — запас прочности стыка, величина которого зависит от числа прокладок.
Наиболее ответственной операцией при стыковке лент является подготовка их концов. Концы лент размечают в соответствии с принятой формой стыка и с помощью струбцин, плоскогубцев и других приспособлений последовательно разъединяют слои бельтинга и обрезают их. Чтобы облегчить процесс разъединения, каждая отсоединяемая ступенька предварительно разрезается на продольные ленты. Полученные на концах лент ступеньки стыка проверяют на правильность взаимного прилегания и на прямолинейность ленты
Рис. 136. Схемы соединения резинотканевых лент с вулканизацией стыка:
а — стык и его подготовка; б — стягивание ленты при стыковке; 1 — стальные полосы;
2 — ручные тали
(при временном соединении лент с помощью струбцин). После этого плоскости ступенек стыка тщательно зачищают с помощью специальных скребков, шаберов, металлических щеток, наждачной бумаги. Для удаления резины плоскости ступенек смачивают бензином, еще раз тщательно очищают и протирают мягкой тряпкой, а затем кистью наносят тонкий слой резинового клея, разбавленного в бензине. После высыхания первого слоя клея на него последовательно наносят еще 2—3 слоя. Продолжительность просыхания каждого слоя 1—1,5 ч (при температуре воздуха +20° С) или 0,5 ч (при подогреве стыка вулканизационными плитами).
Концы ленты склеивают после нанесения последнего слоя резинового клея. Стык прокатывается роликом, и на него устанавливаются плиты вулканизационного аппарата. Процесс вулканизации протекает при температуре 138—143° С. Продолжительность вулканизации стыка зависит от числа прокладок и составляет 12—15 мин при трех прокладках и 55—60 мин — при 12 прокладках.
Прочность правильно выполненного вулкнизационного стыка составляет 85—90% прочности целой прорезиненной ленты.
Концы навешенной ленты для соединения сводят при помощи специального стяжного устройства (рис. 136, б). Для этого на концы лент накладывают стальные полосы-брусья 1 (уголки или швеллеры), которые при стягивании болтами прочно зажимают ленту. Затем брусья сводятся при помощи двух ручных талей 2, установленных по обеим сторонам ленты.
Положение навешенной на конвейере ленты регулируется при помощи натяжного барабана и опор. Для проверки ленты после ее натяжения конвейер включается без нагрузки. При последовательном соединении нескольких конвейеров в одну линию проверяется одновременно работа перегрузочных устройств, питателей, а также автоматической системы включения и выключения двигателей конвейеров.
Похожие статьи:
poznayka.org
Принципиальная электрическая схема привода ленточного конвейера | Схемы
Коммутация первичных цепей электродвигателей конвейера осуществляется двумя индивидуальными масляными выключателями QF2 и QF3, третий общий масляный выключатель QF1 обеспечивает одновременную подачу напряжения на статорные обмотки двигателей М1 и М2 после включения индивидуальных масля- ных выключателей QF2 и QF3.Порядок запуска ленточного конвейера следующий. Перед запуском двига- телей включаются вспомогательные механизмы (маслосмазка и натяжение конвей- ерной ленты). Включение привода натяжной лебедки вызывает срабатывание реле натяжения ленты и замыкание его контакта КНЛ в цепи питания реле времени КТ1- КТ6. Далее включаются автоматы цепей управления SА1, SА2 и SАЗ. Вклю- чение автомата SА1 приводит к появлению тока в катушке реле времени КТ1, что вызывает его срабатывание и замыкание контакта КТ1. 1 в цепи катушки реле вре- мени КТ2. Это в свою очередь приводит к его включению и так до тех пор, пока все реле времени не включатся. Все реле времени, включившись, замыкают кон- такты КТ1. 2 - КТ6. 2 и размыкают контакты КТ1 - КТ6. 3.Для запуска двигателей сначала включаются масляные выключатели QF2 и QF3, что приводит к замыканию их контактов QF2 и QF3 в цепях питания контак- торов ускорения КМ1 и КМ2. Затем включается масляный выключатель QF1.Двигатели М1 и М2, получив питание, приходят во вращение при полностью включенном сопротивлении пускового резистора. Эта ступень называется предва- рительной и предназначена для выбора зазоров в передаче и слабины тягового органа. Одновременно с включением масляного выключателя QF1 размыкается его контакт QF1, вызывая обесточивание первого реле времени KT1. Оно с выдержкой времени, необходимой для выбора зазоров в передаче и слабины тягового органа, замыкает свои контакты KT1. 2 и КТ1. 3 в цепях катушек контакторов ускорения КМ1. 1 и КМ2. 1 и размыкает свой контакт КТ1. 1 в цепи второго реле времени КТ2. Контакторы ускорения КМ1. 1 и КМ2. 1, включившись, замыкают свои главные контакты КМ1. 1 и КМ2. 1, шунтирующие первую ступень пускового резистора, а размыкающие блок- контакты КМ1. 1 и КМ2. 1 размыкаются и замыкающие блок- контакты КМ1. 1 и КМ2. 1 замыкаются.Переход на вторую пусковую ступень сопровождается бросками токов в дви- гателях, вызывающих включение реле тока КA1 и КА2. Замкнувшиеся контакты КА1 и КА2 этих реле вновь подключают реле времени КТ2 к источнику тока. И только тогда, когда токи двигателей М1 и М2 снизятся до значений, соответст- вующих моментам переключений на вторую пусковую ступень, контакты реле KA1 и КА2 разомкнутся и разорвут цепь питания катушки КТ2. Реле времени, обесточившись, замыкает свои контакты КТ2. 2 и КТ2. 3, вызывая включение кон- такторов ускорения КМ1. 2 и КМ2. 2, и размыкает контакт КТ2. 1, обесточивая реле времени третьей ступени пускового резистора КТЗ. Но шунтирование второй пус- ковой ступени резистора контактами КМ1. 2 и КМ2. 2 вызывает вновь увеличение токов двигателей и включение реле тока КА1 и КА2.Замыкание их контактов, а также контактов КМ1. 2 и КМ2. 2 создает цепь для питания реле времени КТ3: автомат SA1 - контакт КНЛ - диод VD- катушка реле КТЗ - контакт КМ1. 3 (или КМ2. 3) - контакты КМ2. 2, KM1. 2, КМ2. 1, КМ1. 1, КА1 (или КА2). По мере увеличения частоты вращения двигателей их токи снижаются и при моментах, соответствующих моментам переключения, контакты токовых реле КА1 и КА2 размыкаются и реле времени КТЗ, обесточившись, замыкает свои контакты КТ3. 2 и КТ3. 3, вызывая включение контакторов ускорения КМ1. 3 и КМ2. 3 и шунтирование третьей ступени пускового резистора.Аналогично идет процесс шунтирования пусковых ступеней до замыкания последних контактов КМ 1. 6 и КМ 2. 6, когда двигатели начинают работать на естественных механических характеристиках. К этому моменту все реле времени КТ1- КТ6 и контакторы ускорения КМ1. 1 - КМ1. 5 и КМ2. 1 - КМ2. 5 обесточены.
Состав: Принципиальная схема
Софт: Компас
Каталог / Схемы / Принципиальная электрическая схема привода ленточного конвейера
vmasshtabe.ru
| Каталог файловСхемы ленточных конвейеров
|

transport-rudn.ucoz.ru
4. Ленточные конвейеры. Назначение, устройство. Основные узлы их назначение. Производительность. Схемы трассы ленточных конвейеров. Характеристика строительных машин
Похожие главы из других работ:
Автомобили. Основы конструкции
Вопрос 3 (68) Вычертите основные типы подвесок автомобиля. Опишите назначение и основные части подвески
Подвеска предназначена для смягчения и гашения колебаний передаваемых от неровностей дороги на кузов автомобиля. Благодаря подвеске колес кузов совершает вертикальные, продольные, угловые и поперечно-угловые колебания...
Конвейерные установки подземного транспорта
1. Модели ленточных конвейеров
По основному назначению подземные ленточные конвейеры делятся на грузовые, грузолюдские и людские. Грузовые и грузолюдские (в грузовом режиме) конвейеры предназначены для транспортирования угля, сланцев, горной массы или породы...
Конвейерные установки подземного транспорта
2. Основные узлы ленточных конвейеров
В ленточных конвейерах лента с лежащим на ней грузом перемещается по стационарным роликоопорам и служит одновременно грузонесущим и тяговым органом. Лента приводится в движение одним или несколькими приводными барабанами...
Ремонт и техническое обслуживание автомобиля ВАЗ-2108
1.1 Назначение и устройство
Подвеской автомобиля называется совокупность устройств, обеспечивающих упругую связь между несущей системой и мостами или колёсами автомобиля, уменьшение динамических нагрузок на несущую систему и колёса, и затухание их колебаний...
Ремонт и техническое обслуживание головного освещения автомобиля
Устройство и назначение
Головное освещение или автомобимльная светотемхника - комплекс световой техники, использующийся для сигнализации и освещения. Автомобильное освещение монтируется в передней, в задней...
Ремонт форсунки дизеля К6S310 DR
1. НАЗНАЧЕНИЕ И УСТРОЙСТВО ОБЪЕКТА РЕМОНТА, ЕГО УСЛОВИЯ РАБОТЫ И ОСНОВНЫЕ ПОВРЕЖДЕНИЯ В ЭКСПЛУАТАЦИИ
Топливная система предназначена для хранения, подогрева, очистки и подачи топлива в цилиндры дизеля. В топливную систему входят: топливный бак, топливоподогреватель, топливоподкачивающий и ручной насосы, фильтры грубой и тонкой очистки...
Стартер ВАЗ-2101 - устройство и эксплуатация
1.1 Назначение и устройство стартера
1. Шестерня привода; 2. Упорное полукольцо обгонной муфты; 3. Ролик обгонной муфты; 4. Центрирующее кольцо обгонной муфты; 5. Наружное кольцо обгонной муфты; 6. Кожух обгонной муфты; 7. Ось рычага привода включения шестерни стартера; 8...
Техническое обслуживание и ремонт автомобильного транспорта
3.1 Назначение и устройство
Система смазки ЗМЗ-406 состоит из указателя уровня масла, масляного насоса с маслоприемником, масляных каналов, масляного фильтра, редукционного клапана, фильтра очистки масла, масляного картера, крышки горловины для заправки масла...
Техническое обслуживание и ремонт автомобильного транспорта
4.1 Назначение и устройство
Из названия ясно, что ускорительный насос обеспечивает разгонную динамику автомобиля...
Техническое обслуживание и ремонт ГАЗ-3110
1.1 Назначение и устройство
Система отопления и вентиляции автомобиля предназначена для вентиляции салона предупредительным потоком свежего воздуха, а в холодное время -- и для обогрева салона, ветрового стекла и стекол передних дверей теплым воздухом...
Техническое обслуживание и ремонт системы питания и датчика давления масла ВАЗ-2109
1.1.1 Назначение, устройство и техническая характеристика системы питания ВАЗ-2109 (определения и основные параметры)
Система питания предназначена для питания двигателя автомобиля топливом, а также его хранения и очистки. Топливный бак предназначен для хранения запаса топлива, необходимого для работы двигателя...
Техническое обслуживание и ремонт системы питания и датчика давления масла ВАЗ-2109
1.3.1 Назначение, устройство и техническая характеристика датчика давления масла ВАЗ-2109 (определения и основные параметры)
Датчик давления масла - это прибор, внутри которого находится мембрана и биметаллическая пружинящая пластина с передвижным контактом...
Устройство автомобиля КамАЗ
3.1 Назначение и устройство
Система смазки ЗМЗ-406 состоит из указателя уровня масла, масляного насоса с маслоприемником, масляных каналов, масляного фильтра, редукционного клапана, фильтра очистки масла, масляного картера, крышки горловины для заправки масла...
Характеристика строительных машин
2. Способы загрузки разгрузки ковшей скрепера (схемы), достоинства и недостатки. Скрепер с элеваторной загрузкой. Назначение, устройство (схема)
Скрепером называется землеройно-транспортная машина, приводимая в движение тягачом или собственным двигателем и предназначенная для послойного срезания грунта, транспортирования и разгрузки его...
Характеристика строительных машин
3. Лебедки с машинным приводом. Назначение, устройство, основные параметры и расчет
В качестве приводов на лебедках в настоящее время применяют электродвигатели и редко двигатели внутреннего сгорания. В зависимости от привода лебедки называют электрическими, дизельными, паровыми и пневматическими...
tran.bobrodobro.ru










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)