 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Как отремонтировать резьбу в головке цилиндров. Ремонт резьбы
Ремонт и восстановление сорванной резьбы
Ремонт резьбового отверстия (восстановление повреждённой резьбы)
Информация предназначена для лиц, производящих ремонт в условиях личного гаража, и автосервисов. В соответствии с этим выстроен текст и даны рекомендации. Применение данного метода на производственных предприятиях предполагает использование специфических инструментов и устройств, и другой технологии.
Способ восстановления резьбы
Повреждённую резьбу можно полностью восстановить по следующей технологии:
1. Рассверлить резьбовое отверстие до диаметра, указанного в приведённой ниже таблице2. Нарезать в нём резьбу особого профиля специальным метчиком3. Ввернуть в полученную резьбу спиральную ремонтную вставку (футорку из прочной нержавеющей стали, с помощью специального инструмента.

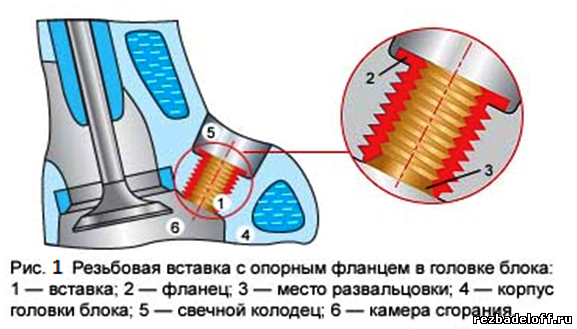
Резьбовая вставка
После такой операции резьба становится более прочной, чем первоначальная в исправном состоянии. Этот эффект особенно заметен, когда резьба выполнена в мягком материале, например, алюминии. При срыве болта (шпильки) в резьбовой вставке эффект «закусывания» отсутствует. Сорванный болт (шпильку) можно легко вывернуть.
Посмотрите видео, как используется резьбовая вставка
Какие возможности есть у резьбовых вставок
Особенно актуален этот способ для восстановления резьбовых отверстий в корпусных деталях автомобильных двигателей, например, свечного отверстия. Резьба под свечу становится очень прочной и надёжной.

Резьбовая вставка вкручена

Резьбовая вставка вкручена
Если сорвана резьба под шпильку, иногда рассверливают её, и нарезают резьбу следующего размера. В таком случае приходится применять ступенчатую шпильку неизвестного происхождения, сомнительного качества. Да и не всякую ступенчатую шпильку найдёшь в нужный момент. Если же отремонтировать отверстие с применением резьбовой вставки, остаётся возможность применить штатную, фирменную шпильку.
Ещё одно применение ремонтных резьбовых вставок – в латунных гайках выхлопного коллектора. Получается гайка, совмещающая очень прочную резьбу и свойство не «пригорать» к шпилькам.
Владельцам некоторых иномарок стоит обратить внимание и на возможность замены резьбы М12 х 1,5 на резьбу М12 х 1,25. Нередко случается, что болт с такой резьбой повреждён, а найти его в розничной сети в Вашем городе практически невозможно (в нашем магазине есть такие болты). Токарь приличный болт не выточит, т.к. резьба на заводских болтах формируется давлением (накаткой), что обеспечивает необходимую прочность. А на токарном станке резьба получается резцом, при этом волокна стального прутка перерезаются и витки резьбы не могут нести необходимой нагрузки.
Если заменить резьбу в корпусной детали на более распространённую в России М12 х 1,25, появляется возможность подобрать болт необходимых размеров и прочности в ассортименте Российских и Европейских производителей автомобильного крепежа, представленных в нашем каталоге.
Видео — как работает резьбовая вставка, демонстрация
Какие инструменты применяются при восстановлении резьбы

1. Сверло
Диаметр сверла выбирается из таблицы.
Таблица подбора диаметров свёрл для наиболее распространённых резьбовых отверстий
| № п/п | Размеры восстанавливаемой резьбы | Диаметр сверла |
| 1 | М5 х 0,8 | 5,2 |
| 2 | М6 х 1 | 6,3 |
| 3 | М8 х 1 | 8,3 |
| 4 | М8 х 1,25 | 8,4 |
| 5 | М10 х 1 | 10,25 |
| 6 | М10 х 1,25 | 10,4 |
| 7 | М10 х 1,5 | 10,5 |
| 8 | М12 х 1,25 | 12,25 |
| 9 | М12 х 1,5 | 12,5 |
| 10 | М12 х 1,75 | 12,5 |
| 11 | М14 х 2 | 14,5 |
| 12 | М14 х 1,5 | 14,5 |
| 13 | М14 х 1,25 (под свечу) | 14,25 |

2. Метчик
Для ремонта свечного отверстия рекомендуется метчик ступенчатый. Он центрируется в старом отверстии своей заходной частью, и сразу нарезает новую резьбу, минуя операцию рассверливания.
Ступенчатый метчик существенно уменьшает риск порчи свечного отверстия, но он заметно дороже обычного.
Для удлинения метчика при ремонте глубоко утопленного свечного отверстия можно использовать обычную торцовую двенадцатигранную головку на 10 с соответствующим инструментом.

3. Шпиндель (инструмент для вворачивания вставки)
Рабочая часть шпинделя похожа на резьбовую часть болта, с зацепом на торце.
4. Вставка ремонтная
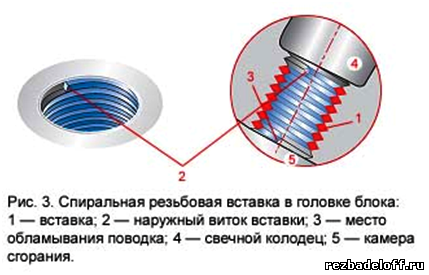
Вставка представляет собой спираль ромбовидного профиля.
На одном конце её имеется поводок, за который вставка вращается шпинделем.Вставки имеют разные длины.
Описание технологии восстановления резьбы
Внимание: эта технология применяется для ремонта резьбовых отверстий в бытовых, гаражных условиях.
1. Рассверлить отверстие. Периодически вынимать сверло из отверстия и обмакивать его конец в ёмкость с моторным маслом. Желательна минимальная скорость вращения сверла.2. Нарезать метчиком резьбу под вставку. В процессе работы необходимо постоянно подавать в зону резания моторное масло, например из медицинского шприца, особенно при работе с алюминием. Иначе резьба может получиться «рваной», шероховатой, а на метчик налипнет алюминий.Если отверстие глухое — вместо моторного масла лучше применить смазку, например Литол. Ею нужно обмазать рабочую часть метчика, чтобы стружка не сыпалась в отверстие, а прилипла к метчику.3. Промыть полученную резьбу керосином.4. Надеть вставку на шпиндель, ввести в зацепление поводок и зацеп.
Нужно иметь в виду, что вставка несколько больше шпинделя, она не сидит на нём плотно, а свободно болтается. При вкручивании в отверстие вставка сжимается и тем самым закрепляется в отверстии. Вставку вворачивать до тех пор, пока её задний конец не углубится в отверстие на 1/4 шага резьбы. После этого вывернуть шпиндель и отломить поводок вставки, надавив на него подходящим стержнем. Для этого на витке за поводком имеется риска, по которой и отломится поводок. Примечание:При использовании ступенчатого метчика пункт 1 исключается.
avto-bolt.ru
Восстановитель резьбы: инструкция и отзывы
Резьба – это достаточно эффективное соединение двух деталей. Но со временем оно разрушается по различным причинам. Под воздействием негативных факторов соединения расслабляются. Это может привести к серьезным последствиям. Для ремонта подобных соединений сегодня используют специальный состав. Это восстановитель резьбы. Давайте рассмотрим, что это и как его использовать.
Способы ремонта
Можно восстановить сорванную резьбу при помощи рассверливания отверстия под больший диаметр и нарезки новой. Это достаточно эффективный метод. Но не всегда конструктивные особенности позволяют рассверлить отверстие. Среди достоинств такого метода – доступность и дешевизна, а также отсутствие необходимости в каких-либо других деталях. Но при этом изменится размер и другие характеристики резьбы. Также за счет увеличения диаметра отверстия конструкция может ослабиться. 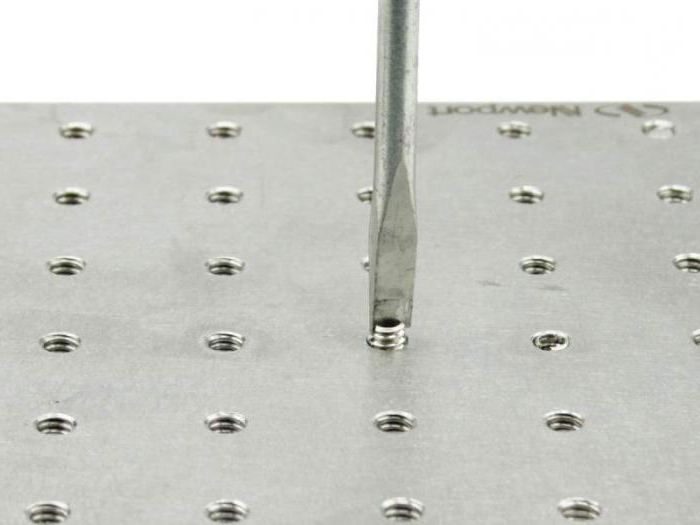 Наряду с простым рассверливанием можно установить специальную резьбовую втулку. Эту технологию применяют в том случае, когда нет возможности для рассверливания ремонтного отверстия. Метод достаточно простой, а отличается он тем, что характеристики резьбы никак не изменяются. Но отверстие большего диаметра не всегда можно изготовить, а еще ремонтную втулку в отверстии нужно надежно зафиксировать.
Наряду с простым рассверливанием можно установить специальную резьбовую втулку. Эту технологию применяют в том случае, когда нет возможности для рассверливания ремонтного отверстия. Метод достаточно простой, а отличается он тем, что характеристики резьбы никак не изменяются. Но отверстие большего диаметра не всегда можно изготовить, а еще ремонтную втулку в отверстии нужно надежно зафиксировать.
Есть и третий, более эффективный, способ ремонта, который не имеет существенных недостатков. Здесь применяется восстановитель резьбы. Это специальные комплекты, состоящие из резьбовых вставок или металлонаполненных химических продуктов. Этот способ восстановления хорош тем, что использовать его можно везде, даже при ремонте автомобиля в поле. Существует несколько современных продуктов для ремонта резьбовых соединений.
На сегодняшний день особой популярностью у специалистов пользуется продукция таких брендов, как Helicoil, а также Loctite. Существуют и другие производители, которые изготавливают подобные наборы для ремонта резьбы. Но их эффективность значительно ниже.
Ремонт резьбовых соединений при помощи наборов от Helicoil
Восстановить поврежденную резьбу можно по различным технологиям, большинство из которых предусматривает необходимость рассверливания отверстия под больший размер. Но если сорвана резьба свечного отверстия на двигателе автомобиля или на ступице под болт колеса, то в данном случае рассверлить ничего не получится.
Что делать в случае со свечным отверстием? Можно увеличить наружный диаметр резьбы и затем вставить втулку с уже готовой наружной и внутренней резьбой. Во втором же варианте применение втулки приведет к нарушению баланса деталей, которые вращаются.  Компания Helicoil разработала специальные ремонтные вставки в разных вариантах исполнения и комплектациях для максимально быстрого ремонта сорванных или изношенных резьб. Данные наборы широко применяются практически во всех сферах, включая промышленное производство. На крупных предприятиях эти вставки позволяют исправить бракованное изделие по причине дефектов резьбы.
Компания Helicoil разработала специальные ремонтные вставки в разных вариантах исполнения и комплектациях для максимально быстрого ремонта сорванных или изношенных резьб. Данные наборы широко применяются практически во всех сферах, включая промышленное производство. На крупных предприятиях эти вставки позволяют исправить бракованное изделие по причине дефектов резьбы.
Вставка изготовлена из формованного профиля ромбовидного сечения. В результате получается откалиброванная резьба для двустороннего использования. Точность соответствует классу 6H.
Преимущества Helicoil
Восстановитель резьбы Hellicol прост в использовании. Производитель предлагает широкий ассортимент размеров, а также диаметров. Компанией производятся наборы с метрической или дюймовой резьбой. С этими наборами можно ремонтировать отверстия так, что их диаметр остается прежним. 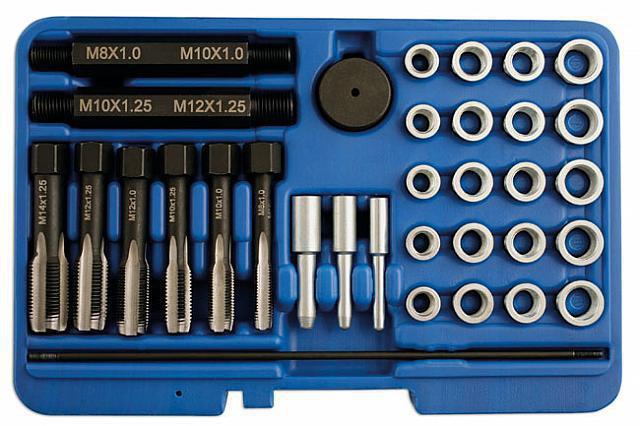 Ремонтная резьба отличается высокой износостойкостью, а также механической прочностью. Соединение надежно защищается от коррозии, а также от высокотемпературного воздействия. Посадка очень прочная, а вставки не требуют дополнительной фиксации. Также существенное преимущество – минимальная стоимость ремонта и возможность восстановления соединения без необходимости снятия детали.
Ремонтная резьба отличается высокой износостойкостью, а также механической прочностью. Соединение надежно защищается от коррозии, а также от высокотемпературного воздействия. Посадка очень прочная, а вставки не требуют дополнительной фиксации. Также существенное преимущество – минимальная стоимость ремонта и возможность восстановления соединения без необходимости снятия детали.
Типы продукции Helicoil
Данный восстановитель резьбы представляет собой набор из метчика соответствующего размера, шпинделя, сверла, ломателя поводка. Также в наборе имеется несколько резьбовых вставок. Их можно при необходимости приобретать отдельно. 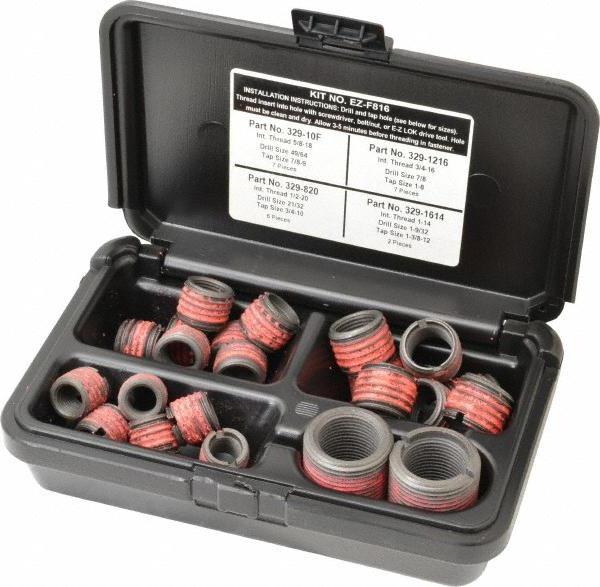 С помощью данных комплектов можно восстанавливать метрические резьбы размерами от M2 до M16 с шагом резьбы 1,5, а также от M18 до M36 с шагом 1,5. Также набор включает в себя комплекты для ремонта дюймовых резьб разных размеров, начиная от американской резьбы и заканчивая трубной.
С помощью данных комплектов можно восстанавливать метрические резьбы размерами от M2 до M16 с шагом резьбы 1,5, а также от M18 до M36 с шагом 1,5. Также набор включает в себя комплекты для ремонта дюймовых резьб разных размеров, начиная от американской резьбы и заканчивая трубной.
Технология ремонта
Рассмотрим, как использовать восстановитель резьбы. Инструкция проста и понятна, но все-таки следует подробно описать технологию. Ремонт выполняется в несколько этапов. Установка вставок – это несложный и экономически выгодный процесс. Чтобы восстановить сорванную резьбу, понадобится четыре этапа.
Восстановление сорванной резьбы
Итак, первым делом рассверливают поврежденную резьбу до определенного диаметра. Далее в отверстие нарезают новую при помощи комплектного метчика. Затем в готовое отверстие устанавливают при помощи шпинделя вставку. Главная рабочая часть его имеет специальную прорезь. Сюда и устанавливается поводковая цапфа ремонтной вставки. Эту вставку ввинчивают в отверстие до тех пор, пока ее самый последний виток не войдет внутрь на ¼ своего шага. Затем шпиндель выворачивают.  Далее удаляют поводковую цапфу. Первый виток за поводком имеет отметку, по которой его обламывают. Для этого необходимо ударить по нему. Если цапфа имеет большую длину, нежели болт, тогда поводок не удаляют.
Далее удаляют поводковую цапфу. Первый виток за поводком имеет отметку, по которой его обламывают. Для этого необходимо ударить по нему. Если цапфа имеет большую длину, нежели болт, тогда поводок не удаляют.
Таким способом можно быстро и эффективно восстановить любую резьбу. Ремонтный комплект от Helicoil можно использовать даже в полевых условиях.
Продукция «Локтайт»
Эта компания также хорошо известна своей качественной и эффективной продукцией. Но в отличии от Helicoil, восстановитель резьбы «Локтайт» - это полностью химическое вещество. Фиксаторы резьбовых соединений этого бренда знает каждый.
Для решения любых проблем с резьбами компания предлагает анаэробные составы. Это однокомпонентные жидкие материалы с различной степенью вязкости. Они способны длительное время оставаться в своем исходном состоянии, а также быстро затвердевать в небольших зазорах соединяемых деталей или же в резьбе. Чтобы жидкая резьба начала полимеризоваться, нужно соблюсти два условия. Так, необходимо наличие ионов металла, а также минимальный контакт с воздухом. Как использовать восстановитель резьбы Loctite? Достаточно нанести состав на одну из соединяемых поверхностей в таком количестве, которого достаточно для полного заполнения ремонтных зазоров испорченной резьбы.  Восстановитель резьбы после полимеризации представляет собой твердую термореактивную пластмассу, которая отличается особыми свойствами. Так, она устойчиво выдерживает любые вибрации и ударные нагрузки, соединение имеет хорошую герметизацию, устойчиво выдерживает коррозионные и другие агрессивные воздействия.
Восстановитель резьбы после полимеризации представляет собой твердую термореактивную пластмассу, которая отличается особыми свойствами. Так, она устойчиво выдерживает любые вибрации и ударные нагрузки, соединение имеет хорошую герметизацию, устойчиво выдерживает коррозионные и другие агрессивные воздействия.
Производятся данные составы в виде стика, внутри которого содержится густая паста. Достаточно нанести смесь на ремонтируемый узел и после полимеризации резьба будет восстановлена.
Отзывы
Давайте посмотрим, что пишут те, кто уже опробовал восстановитель резьбы. Отзывы о этих продуктах положительные. С ними можно выполнить даже сложный ремонт в полевых условиях. Также резьба, восстановленная анаэробными средствами, очень прочна и надежна. Покупатели отмечают простоту использования. Состав эффективно восстанавливает резьбовые соединения за малый период времени.
fb.ru
восстановление резьбы | Обслуживание и ремонт автомобилей VW / Audi. Статьи, советы, рекомендации
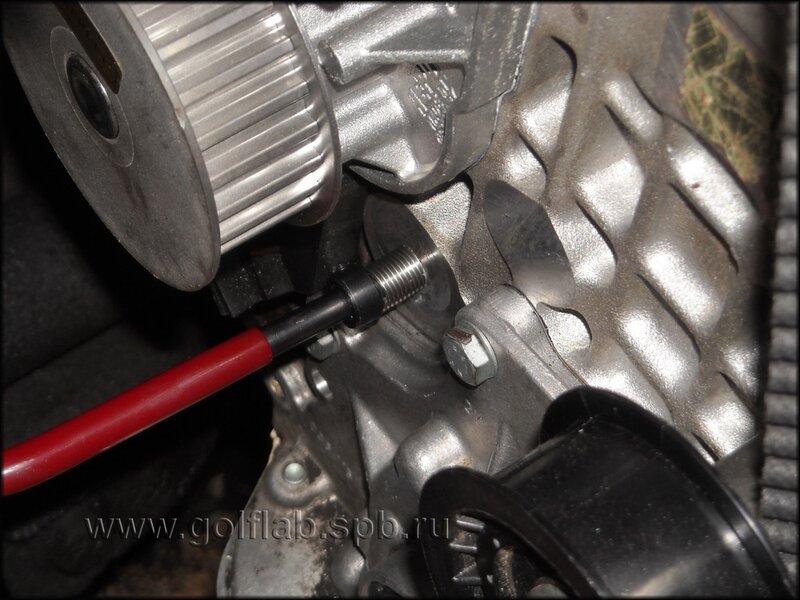
Те, кто любит производить самостоятельный ремонт автомобиля, наверняка не раз сталкивались с сорванной резьбой. Например, на Golf IV слабым местами являются направляющие суппортов и пробки поддона. Если в первом случае первопричиной является криворукость исполнителей, то второй – яркий пример превышения рекомендуемого момента затяжки. И хорошо, когда есть возможность поправить ситуацию, просто рассверлив отверстие и нарезав резьбу бОльшего диаметра. Но бывают и такие случаи, когда это невозможно. Например, ролик натяжения ремня ГРМ на моторах с алюминиевыми блоками

Любой болт, выкручиваемый из алюминия, необходимо тщательно осматривать.

-при наличии на нём каких-либо посторонних материалов обязательно проверить резьбу в блоке

Если нет технической возможности вкручивать болт бОльшего диаметра, можно использовать специальные ввёртыши, «резьбу ремонтного размера»

По сути – это стальные спиральки со специальным хвостиком. Я их видел в продаже на рынке запчастей. Для инсталляции желательно иметь такой набор

Но можно обойтись и поручными средствами.Процедура ремонта выглядит так:-открученный от правой опоры двигатель нужно приопустить, что бы было доступно посадочное место ролика
-сверлом диаметром 8,3 миллиметра нужно удалить старую резьбу. Главное в этом деле – глазомер и твёрдая рука. Для упрощения ориентации сначала можно вкрутить длинный болт и запомнить его положение в пространстве, что бы под таким же углом рассверливать

-дрелью лучше не пользоваться, вполне можно обойтись усилием рук.


-удалить стружку воздухом

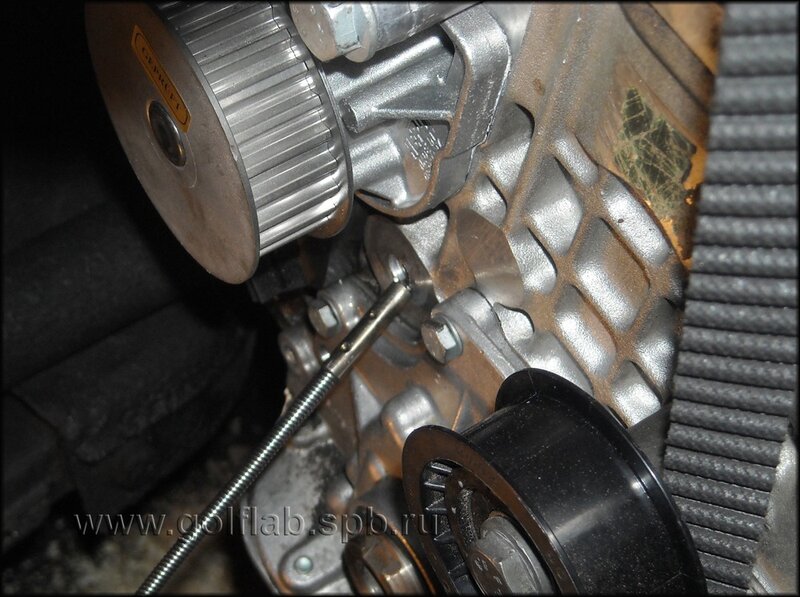
-берём стандартный метчик 8*1,25 и аккуратно нарезаем новую резьбу. Главное в этот момент – строгая перпендикулярность поверхности блока
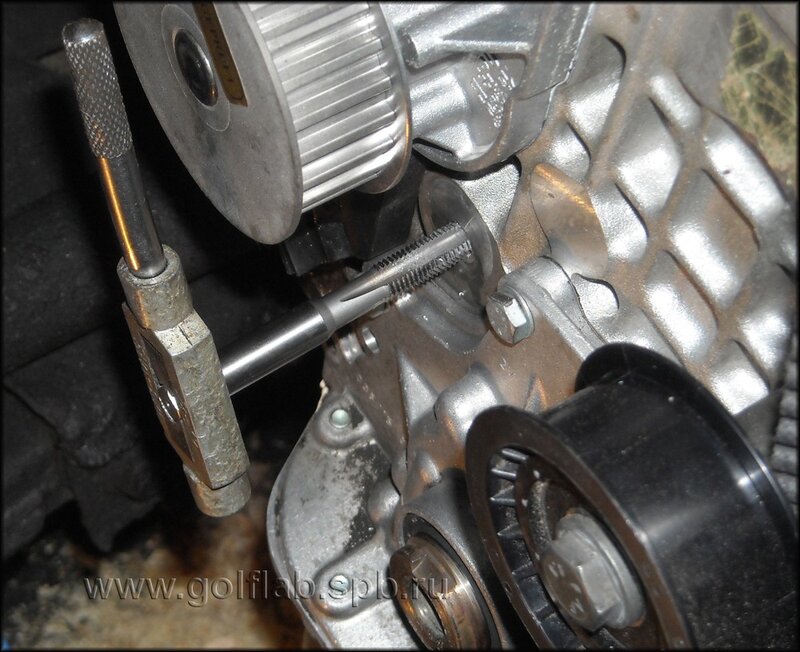
-снова удалить стружку. Теперь настаёт черёд специальной кочерги

-по сути это простая палка с кривой рукояткой, на конце которой прорезь и перемещаемый упор. Достаточно легко изготовить своими руками.-надеваем пружинку на стержень, хвостиком в прорезь

-и аккуратно вкручиваем в блок
—результат почти идеальный

-но это ещё не всё, остался «хвостик»

-теперь настал черёд палочку-стучалочки

-её задача – отломить хвостик. Благодаря надпилу, он легко отламывается

-необходимо его извлечь из блока, что бы не создавал упора для болта. Для этой цели можно использовать тонкий пинцет или магнит

-и вот мы имеем восстановленную резьбу-вкручиваем ролик, затягиваем с необходимым усилием (в данном случае – строго 20 Nm), и забываем о досадной задержке.
удачи на дорогах!
remontvw.spb.ru
Ремонт резьбы
Разнообразие материалов и методов
Часто при ремонте двигателя механику приходится «сражаться» с непокорным крепежом – когда гайка или болт не «желают» отворачиваться. И если с непокорной гайкой справится несложно, то восстановление поврежденной резьбы в отверстии – не всегда простая задача.
Тем не менее, подобные резьбы тоже ремонтируются. Самый простой случай – когда в резьбовом отверстии слегка замята пара ниток резьбы. Тут можно прогнать резьбу метчиком, который восстанавливает резьбу, почти не снимая металла. Если же резьба повреждена сильно (сорвана), то ее обычно ремонтируют с помощью резьбовой вставки, иначе называемой футоркой. Резьбовые вставки бывают самыми разными, но всегда имеют внутреннюю резьбу (с диаметром и шагом оригинальной резьбы), а снаружи – другую резьбу, которая может быть стандартизованного размера и профиля, либо – специальной, характерной только для данной футорки. Обычно подобные футорки изготавливают специализированные компании, но в некоторых случаях их можно сделать и самостоятельно, на токарном станке.
|
|
|
Рис. 1Наборы подобных вставок (со спиральной намоткой) доступны для любых резьб – дюймовых и метрических, с мелким и крупным шагом. Полный комплект включает в себя набор вставок, сверла, метчики и установочный инструмент. Набор, показанный здесь, включает в себя дюймовые резьбы с крупным шагом, размерами ¼”x20, 5/16”x18, 3/8”x16, 7/16”x14 и 1/2''x13. |

Установка подобной вставки требует рассверливания отверстия до увеличенного диаметра, нарезки новой резьбы, которая нужна для внешней резьбы футорки, и ее последующей установки.
|
|
|
Рис. 2Здесь крупным планом показан хвостовик «пружинки», загнутый внутрь вставки. Обратите внимание на небольшую насечку на проволоке. По этому месту хвостовик отламывается, когда «пружинка» ввернута на предназначенное ей место. |

В ассортименте многих поставщиков есть множество вариантов подобных ремонтных вставок. Однако наибольшее распространение получили так называемые «пружинки» - то есть, напоминающие маленькие спиральные пружины. Обычно их изготавливают из «граненой» стальной проволоки, свернутой в спираль и образующей резьбу требуемого профиля и шага. Причем можно приобрести и комплекты, в которых есть все необходимое для установки «пружинок» (сверла, метчики и оправки), и сами «пружинки» по отдельности. В комплекте обычно есть еще и инструкция, где сказано, какого диаметра отверстие нужно засверлить – для установки вставки нужного размера.
|
|
|
Рис. 3Сверла в наборе обычные, но метчики – специальные и предназначены только для нарезания резьбы для вставок. Следует учесть, что маркировка на каждом подобном метчике показывает размер внутренней резьбы вставки, а не резьбу на самом метчике. |

В принципе, установка «пружинки» происходит следующим образом: засверлите поврежденное отверстие до подходящего размера, нарежьте резьбу в этом отверстии с помощью специального метчика из комплекта, а затем вверните «пружинку», которая имеет небольшой хвостовик в нижней части, «цепляющийся» за оправку. Когда вставка будет завернута в отверстие, обратите внимание на ее заглубление: верх «пружинки» должен быть на 1-2 витка резьбы ниже плоскости детали. После установки на нужную глубину, хвостовик на «пружинке» нужно удалить. Для этого он снабжен специальной насечкой. Один быстрый удар зубилом по хвостовику легко ломает его. Также для этой цели можно использовать «длинноносые» плоскогубцы, сворачивая хвостовик по насечке. Если отверстие сквозное и деталь демонтирована с двигателя, отломленный хвостовик выпадет наружу. Если же ремонтируемая деталь под капотом, то вам нужно действовать аккуратно, что хвостовик не попал внутрь двигателя и т. д. В этом случае лучше всего использовать «длинноносые» плоскогубцы или лучше ручные тиски с узкими губками, чтобы надежно удержать хвостовик.
|
|
|
Рис. 4При рассверливании глухого отверстия с поврежденной резьбой будьте осторожны. Не следует заглублять сверло больше, чем нужно. В противном случае есть риск попасть прямиком, скажем, в канал системы охлаждения или смазки. |

Подобная «пружинка» из нержавеющей стали, в случае с алюминиевой ремонтируемой деталью, делает внутреннюю резьбу гораздо прочнее, чем исходная. А благодаря специальному профилю наружной резьбы, она плотно и без зазоров стыкуется с материалом детали. Иными словами, ее невозможно ослабить и вынуть.
|
|
|
Рис. 5Продуйте отверстие сжатым воздухом, чтобы удалить стружку, а затем аккуратно нарежьте в нем резьбу, используя рекомендованный метчик. |

Другой вариант резьбовых вставок – втулки-футорки из нержавеющей или обычной стали, которые фиксируются на посадочном месте стопорными штифтами. Они, эти штифты, предотвращают ослабление или проворачивание футорок. Футорки могут быть любого размера, как дюймового, так и метрического.
|
|
|
Рис. 6«Пружинка» легко наворачивается на установочную оправку. Как только «пружинка» начинает заворачиваться в отверстие, она слегка расширяется. Поэтому вы не сможете вынуть ее без проблем (если вдруг передумаете), так как конструкция обеспечивает сильное удержание. Единственный надежный способ вытащить «пружинку» – захватить ее плоскогубцами и выдернуть. Это неминуемо разрушит вставку и, возможно, приведет к повреждению резьбы, которую вы недавно нарезали. Поэтому убедитесь, что у вас все под рукой и все готово для ремонта, прежде чем начать вворачивать «пружинку» . |

Лучший способ «отремонтировать» поврежденный болт или шпильку – это просто заменить его. Если же вам нужно отремонтировать наружную резьбу (на шпильке или болте), то решением будет плашка нужного размера. Единственная причина попытаться отремонтировать болт – это если у вас нет доступной замены (например, вы находитесь далеко от мастерской или магазина), или если болт уникален, и непросто найти точную замену. Если шпилька повреждена, опять-таки лучший выход – заменить ее, если время и расходы не диктуют вам необходимость ремонта резьбы.
|
|
|
Рис. 7Вставка должна быть установлена заподлицо с поверхностью детали. Не оставляйте ее часть снаружи. Чтобы отломить хвостовик «пружинки», установленной в глухое отверстие, можно использовать зубило и молоток. Как показано здесь, поставьте зубило как можно ближе к насечке и с силой ударьте по хвостовику . |

Необычный ремонт резьбы, который также «исправляет» трещины
Отверстия под болты крепления головки блока цилиндров и крышек коренных подшипников с трещинами, до недавних пор считались неремонтируемыми. Даже если мы убежденные сторонники того, что отремонтировать можно все, что угодно, если на это есть достаточно времени, творчества и денег, то мы все же должны считаться с тем фактом, что иной ремонт просто не стоит времени, забот и расходов.
|
|
|
Рис. 8Вот хвостовик, который удалили из этой вставки 3/8”x16. Его нужно удалить по двум причинам: чтобы он не мешал заворачивать болт, и чтобы «пружинка» не врезалась дальше, когда болт будет завернут. Помните: вставка может сама себе нарезать резьбу и дальше, если позволяет глубина отверстия и если хвостовик остался на месте. ПРИМЕЧАНИЕ: Используя подобную резьбовую вставку, вы ДОЛЖНЫ применять сверло, указанное в инструкции, и вы ДОЛЖНЫ использовать только тот метчик, что находится в комплекте. Вы также должны вворачивать вставку только с помощью специальной оправки из комплекта. Поэтому, если вы первый раз приступаете к подобной работе, то покупайте весь комплект сразу. |

В этом смысле, изобретательные ребята из компании LOCK-N-STITCH разработали ремонтную футорку, которая устраняет не только повреждения резьб, но и трещины в отверстиях под болты. Главная особенность подобной футорки в том, что она способна «стянуть» разделенные трещиной стенки резьбового отверстия, создавая достаточно прочное соединение даже при затягивании болтов с большим моментом, как скажем при установке головки блока или крышек коренных подшипников.
|
|
|
Рис. 9А эта резьбовая вставка (футорка) – цельная втулка, со внутренней резьбой нужных диаметра и шага (необходимой для восстановления отверстия), а внешняя резьба позволяет ввернуть футорку в ремонтируемую деталь. Стопорные штифты, находящиеся в канавках внешней поверхности, фиксируют футорку после установки. Подобные вставки не требуют уникальных метчиков. Нужные для ремонта размеры сверл и метчиков прописаны в приложенной инструкции. |
 – цельная втулка")
Стенка отверстия под болт трескается обычно из-за перетягивания болта, так как в этом случае радиальное усилие, как результат действующего крутящего момента, превосходит предел прочности материала детали.
По словам Гарри Рида из LOCK-N-STITCH: «Это действительно большая проблема, так что все производители двигателей вынуждены принимать специальные конструктивные меры, чтобы предотвратить образование трещин. Это врожденный недостаток болтов со стандартной резьбой, который с самого первого дня отравляет индустрию крепления». Самым привычным решением для профилактики трещин является достаточное заглубление резьбы. Другие меры включают в себя местные утолщения вокруг отверстий под болты и расположение отверстий, на достаточном удалении от краев и между собой.|
|
|
Рис. 10Тип вставки с внутренним стопорным штифтом предполагает использование инструмента для его установки. |

Так как в новых двигателях для головок цилиндров и блоков все чаще используются алюминиевые сплавы, то и количество резьбовых отверстий с сорванной резьбой или треснувших велико как никогда. Например, в алюминиевых ГБЦ отверстие под свечу зажигания с сорванной резьбой - обычное дело.
|
|
|
Рис. 11Примеры двух футорок и соответствующих штифтов. |

Хотя использование «пружинок» из нержавеющей стали делает подобный ремонт простым и удобным, проблема использования спиралей из нержавеющей стали и стальных тонкостенных футорок для отверстий свечи зажигания в алюминиевых головках, - говорит Рид, - состоит в том, что они очень плохо отбирают тепло от свечей зажигания, и свечи могут перегреться. «Пружинки» действуют как тепловая плотина, ограничивая передачу тепла, так как нержавейка проводит тепло очень медленно. Ведь стальные футорки не могут расширяться так же быстро, как и алюминий, тем самым нарушается и плотность посадки и теплоперенос. Резьбовые футорки, системы Spiralhook, для ремонта отверстий свечей зажигания в алюминиевых головках сделаны из анодированного алюминия, что дает равномерную теплопередачу даже в головках с воздушным охлаждением. Кроме того, эти новые футорки нельзя вывернуть из-за стопорного штифта, установленного через фланец футорки».
|
|
|
Рис. 12Во-первых, засверлите поврежденное резьбовое отверстие, используя сверло с диаметром, указанным в инструкции. Обратите внимание, что тип футорки (с внутренним штифтом) обычно предполагает сверло большего диаметра, чем используется обычно под размер внешней резьбы футорки. Например, при использовании футорки KeenSerts ¼”x28 (с внутренней резьбой ¼”x28), наружная резьба на футорке – 3/8”x16. Обычно для этого используют сверло 5/16”, однако футорка KeenSerts требует сверло диаметром 8,4 мм. Но не стоит заморачиваться – достаточно следовать инструкциям в любом доступном комплекте футорок. |

Проблемы, связанные с установкой прежних цельных футорок состоит в том, что при их установке приходится снимать много металла вокруг отверстия, ослабляя отливку. Это может даже привести к образованию трещины в теле детали. «Футорки Spiralhook, - говорит Рид, - решают большинство проблем. Внешняя резьба такой футорки «стягивает» окружающий металл к резьбе. Чем больше крутящий момент при затягивании болта, тем больше сила «стягивания».
|
|
|
Рис. 13После того, как мы засверлили поврежденное отверстие диаметром ¼”x28 сверлом 8,4 мм, мы забиваем в отверстие футорку 3/8”x16. |

Вот, к примеру, описание ремонта трещины на блоке цилиндров двигателя «Chevrolet 427» 1967 года. Трещина, которая началась в отверстии под болт ГБЦ и затем распространилась по цилиндру примерно на 16 мм. Трещину в блоке сначала заштифтовали снизу вверх, до привалочной поверхности, таким образом, что последний штифт «пересекся» с ремонтной футоркой. Затем отверстие под болт рассверлили, зацековали и нарезали в нем резьбу для футорки серии F1. Затем отверстие смазали небольшим количеством резьбового герметика и ввернули на место футорку, крутящим моментом на 10% превышающим момент головочного болта, требуемого спецификацией. После установки футорки зафиксировали ее стопорным штифтом (для надежности). Затем, верхний край футорки и штифта зачистили и отшлифовали. Стоит отметить, что при подобном ремонте не рекомендуется устанавливать в цилиндр гильзы.
|
|
|
Рис. 14Футорка должна быть заглублена под поверхность детали. |

При ремонте трещины в отверстии под болт крепления крышки коренного подшипника нужно только рассверлить его, нарезать резьбу и установить футорку серии F3. Отверстие будет лучше прежнего, чем больше усилие затяжки болта, тем плотнее «сжимается» трещина.
|
|
|
Рис. 15После того, как футорка установлена, вставьте направляющий выступ оправки внутрь. |

Поврежденную резьбу в посадочном месте по стакан форсунки тяжелого дизеля также можно отремонтировать с помощью подобных футорок, даже если трещина вышла наружу. По словам Рида, просто заштифтуйте трещину и установите футорку Full-Torque. В производственной гамме компании LOCK-N-STITCH есть футорки для ремонта резьб стаканов форсунок Caterpillar, Detroit Diesel и многих других коммерческих двигателей.
|
|
|
Рис. 16Оправка должна соприкасаться с верхней частью штифтов. |

Есть четыре различных варианта футорок типоразмерного ряда Full-Torque:
- F1 – для ремонта отверстий под свечи зажигания, отверстий под стаканы форсунок и под болты ГБЦ.
- F2 – футорка в глухое отверстие, с получением сухого, герметичного отверстия. Например, для кронштейна крепления двигателя, масляного поддона и некоторых отверстий под болты ГБЦ.
- F3 – футорка в глухое отверстие, предназначенная для ремонта отверстий под болты дизельных головок блока и крышек коренных подшипников.
- F4 – универсальная футорка, для любых сильно поврежденных резьбовых отверстий.
|
|
|
Рис. 17Ударьте молотком по оправке, чтобы штифты вошли в тело детали. |

Ремонт резьбы под свечу зажигания
Если вы до сих пор не сталкивались с такой проблемой, вполне вероятно, что вы столкнетесь с ней в ближайшем будущем. Во многих современных двигателях резьба под свечу в алюминиевой головке блока слишком «слабая». К примеру, в головке блока Ford 4.6 L, просто потому, что некоторые «конструкторы-гении» сделали в этом отверстии всего лишь три или четыре нитки резьбы. Или, возьмите двигатель 2.4 L DOHC, автомобиля Chrysler PT Cruiser. Даже несмотря на то, что резьба под свечу зажигания тут длиной примерно в 25 мм. Свеча в 1-м цилиндре без предупреждения отказывала, а вместе с ней и резьба «кончалась».
|
|
|
Рис. 18Так выглядит полностью установленная футорка ¼”x28. Стопорные штифты фиксируют ее от проворачивания. |

Возможные варианты ремонта: заменить головку блока на новую, снять головку и отремонтировать резьбу (это влечет за собой мороку с ремнем ГРМ, креплением двигателя, выпускным коллектором, патрубками охлаждения и т. д.) или сделать ремонт не разбирая двигателя.
Если время поджимает или денег у клиента немного, то остается последний вариант. Основная проблема состоит в том, что в этом двигателе резьба под свечу находится на дне глубокого свечного колодца. Поэтому выбор возможных футорок для подобного ремонта невелик. Один из самых подходящих комплектов – P/N FT-514LTK, компании LOCK-N-STITCH, позволяет отремонтировать резьбу под свечу зажигания либо со снятой головкой, либо с прямо на двигателе. Кроме того, футорки в этом комплекте – тонкостенные, из анодированного алюминия, а еще здесь верхний виток внешней резьбы Full-Torque имеет специальный профиль, что гарантирует надежность крепления футорки.
Сам ремонт очень прост. Единственная проблема – обеспечить доступ к свечному колодцу. Для этого приходится снимать впускной коллектор, корпус дросселя, блок катушек зажигания и клапанную крышку. Кстати, снимать и ставить эти детали обратно дольше, чем восстановить резьбу.
|
|
|
Рис. 19Как «пружинки», так и футорки можно применять для ремонта отверстий под свечи зажигания. Здесь показан комплект алюминиевых футорок со штифтами для ремонта отверстий свечей зажигания в алюминиевых ГБЦ. Вообще-то использование футорок из нержавеющей стали в алюминиевых головках дает большую прочность резьбы, чем в исходном исполнении. Но некоторые специалисты полагают, что разные металлы и их разная теплопроводность негативно влияют на передачу тепла. |

Комплект P/N FT-514LTK включает в себя все, что нужно. В том числе длинную (230 мм) развертку, специальный метчик, центрирующую втулку для развертки, резец для посадочного места под футорку, оправку для футорки, сверло диаметром 1,6 мм и направляющую втулку для сверла, несколько стопорных штифтов, а также пузырьки со смазкой для метчика и с резьбовым герметиком. Футорки можно купить по отдельности, в зависимости от того, какой нужен размер резьбы и длина. В случае с PT Cruiser футорка имела внутреннюю резьбу М14х1.25 и габаритную длину 25 мм.
|
|
|
Рис. 20Футорки системы Spiralhook используют наружную резьбу специального профиля – когда витки «заершены» под углом и направлены вверх. Такая конструкция крепко «захватывает» стенку отверстия и «стягивает» металл детали внутрь. |

После снятия клапанной крышки, надо провернуть коленвал, так чтобы поршень не опустится ниже ВМТ (чтобы развертка не коснулась днища поршня). Опустив поршень вниз, вставьте в свечное отверстие алюминиевый пруток диаметром около 10 мм, до контакта с днищем поршня и сделайте на нем отметку вровень с началом отверстия под свечу. А затем отметьте то же расстояние на хвостовике развертки (чтобы убедиться, что не попадете в поршень).
|
|
|
Рис. 21Обратите внимание на трещину (выделена красным цветом) от резьбового отверстия до канала водяной рубашки на поверхности блока цилиндров. |

Затем надо нанести слой смазки на канавки развертки (чтобы стружка не попала в цилиндр). Центрирующая втулка, из комплекта, на хвостовике развертки удержит развертку строго по оси отверстия, а конец развертки диаметром 12,5 мм войдет в существующее отверстие свечи зажигания. Поврежденная резьба удаляется с помощью резца развертки, диаметром 16,25 мм.
Небольшая фаска, которая имеется в верхней части отверстия под свечи зажигания, не дает возможности подобраться туда с футоркой, установленной на оправку. Поэтому фаску надо срезать, с помощью специального резца, входящего в комплект, установив его на оправку.
|
|
|
Рис. 22После засверливания поврежденного отверстия и нарезания резьбы (с помощью метчика Loc-N-Stitch) в него была установлена футорка Spiralhook. Для этого используется специальная оправка, захватывающая футорку за верхнюю часть (обратите внимание на маленькое отверстие для стопорного штифта на футорке). |

После обработки стоит пропылесосить отверстие, с помощью насадки из полудюймового резинового шланга диаметром. Это позволит удалить всю пыль и алюминиевую стружку с днища поршня (то есть – из цилиндра).
Затем в отверстии надо нарезать резьбу с помощью метчика из комплекта. Метчик надо смазать маслом из комплекта. А для его вращения хорошо подойдет удлинитель и трещотка на 3/8” дюйма из комплекта инструмента. После нарезания резьбы надо еще раз пропылесосить отверстие.
|
|
|
Рис. 23Футорка Spiralhook в отверстии под болт крепления ГБЦ на блоке цилиндров двигателя «Шевроле». |

После покрытия тонким слоем противозадирной пасты внешней резьбы оправки для установки футорки, сама футорка наворачивается на оправку. Затем, на внешнюю резьбу футорки наносится несколько капель резьбового герметика из набора. Потом футорка заворачивается в отверстие с новой резьбой и затягивается крутящим моментом 3,7 кгм. После установки футорки, надо вставить тонкую направляющую втулку в отверстие в оправке.
Эта втулка не даст сломаться тонкому сверлу, которым надо сделать отверстие диаметром 1,6 мм, как с краю футорки, так и в самой головке. После сверления надо продуть место обработки сжатым воздухом или снова пропылесосить, чтобы убрать стружку.
|
|
|
Рис. 24После вворачивания футорки Spiralhook, верхняя ее часть срезается вплотную к поверхности, а сама поверхность блока затем заново обрабатывается. |

Вынув сверло, надо оставить направляющую втулку на месте, следует нанести три капли герметика прямо во втулку и опустить в нее стопорный штифт. Потом, с помощью подходящей тонкой выколотки надо полностью осадить штифт на место. Примечание: герметик имеет хорошую тепловодность и полностью затвердеет, когда разогреется до рабочей температуры, но он все равно быстро твердеет, поэтому, если штифт вставлен полностью, выньте направляющую втулку и очистите ее растворителем. Теперь можно убрать оправку, с помощью которой была ввернута футорка.
|
|
|
Рис. 25Даже после снятия клапанной крышки (что требует демонтажа впускного коллектора и блока катушек зажигания) резьба под свечу зажигания все равно находится в глубине свечных колодцев, поэтому требуется большая механическая обработка. |

Резьбу новой свечи, перед установкой, стоит смазать тонким противозадирной пасты. Да и остальные три свечи тоже надо заменить.
Вот и все. Вся процедура занимает примерно полтора часа, причем примерно час уходит на снятие и повторную установку клапанной крышки, коллектора и прочего.
Комплект P/N FT-514LTK – отличная вещь для срочного ремонта резьбы под свечи зажигания. И хотя расточка отверстия и нарезание резьбы в головке, установленной на двигателе, может показаться на первый взгляд рискованной, но с малой толикой здравого смысла такой ремонт проходит успешно. Конечно, лучшим решением было бы снять головку, отремонтировать резьбу на станке, вычистить головку и установить заново. Но, когда ограничены и бюджет, и время, такой ремонт – то, что доктор прописал.
|
|
|
Рис. 26В комплекте для ремонта отверстий под свечи зажигания Goodson P/N FT-514LTK есть все необходимое (комплект – универсальный для целого ряда головок блоков цилиндров и требует только правильно подобрать длину футорки для нужной модели). |

Важно еще отметить, что это надежный ремонт, а не дешевое латание дыр. На деле, футорка гарантирует превосходную установку свечи, сравнимую с оригинальным исполнением.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
www.mehanika.ru
Способы восстановления резьбовых отверстий. Часть 2. – Резьбаделофф
Мы продолжаем рассматривать технологии восстановления сорванной резьбы в различных узлах и агрегатах, как автомобильной техники, так и в промышленном оборудовании. В первой части "Методы восстановления резьбы свечного колодца" мы начали обсуждать методику ремонта и разобрали преимущества, и недостатки представленных вариантов, как можно восстановить резьбу в головке под свечу зажигания.
Во второй части нашего обзора, будут в общих чертах рассмотрены способы восстановление различных резьбовых отверстий на практике.
И так, давайте разберемся, что делать если сорвал резьбу. Какие способы ремонта применяют различные ремонтные предприятия.
В ремонтном производстве применяют следующие способы восстановление резьбы:
- заварка отверстий с последующей нарезкой резьбы;
- установка ввертыша;
- сверление отверстий и нарезка резьбы на новом месте;
- обработка отверстия и нарезание резьбы увеличенного размера;
- применение полимерных материалов;
- установка резьбовой спиральной вставки.
Восстановление резьбы с применением сварки
Заварка резьбового отверстия с последующим нарезанием резьбы. Во всех случаях при заварке резьбовых отверстий сначала удаляют старую поврежденную резьбу путем рассверливания. В стальных деталях заварку отверстий производят газовой или электродуговой сваркой в защитных средах. Заварку в чугунных деталях производят газовой или электродуговой сваркой с общим или местным нагревом или в холодном состоянии. В качестве присадочного материала или электродов при горячей заварке применяют чугунные прутки с повышенным содержанием кремния, поршневые кольца из серого чугуна, электроды ЦЧ-4, ОЗЧ-1, МНЧ-1. Место заварки обрабатывают заподлицо с основным металлом, сверлят отверстие и нарезают резьбу в алюминии или чугуне номинального размера. Однако применение сварочных процессов вследствие большой зоны термического влияния приводит к появлению отбела, трещин и короблений детали, изменению структуры основного металла. Прочность восстановленной резьбы ниже новой.
Для заварки отверстий в алюминиевых деталях двигателя наибольшее применение получила аргонно-дуговая сварка специальными электродами из алюминиевой проволоки марки АК. Недостаток применения сварочных способов для, того чтобы восстановить резьбу в алюминии — активное поглощение расплавленным алюминием газов, что приводит к образованию пор в наплавленном слое. Большая усадка остывающего алюминия часто приводит к образованию трещин. От себя можем добавить, чтобы восстановить внутреннюю резьбу, например на блоке цилиндров двигателя, то необходимо произвести снятие детали и произвести дальнейший ее ремонт, что финансово будет не совсем выгодно.
Как восстановить сорванную резьбу используя футорки
Как восстановить резьбу в отверстии используя футорку (рис.1). Установка ввертыша может применяться, при восстановление резьбы если конструкция детали позволяет увеличивать отверстия. Этот способ ремонта резьбы трудоемок, стоимость ремонта высокая.
Сверление резьбового отверстия и нарезание резьбы на новом месте можно применять только для отдельных групп алюминиевых и чугунных деталей, у которых расположение резьбовых отверстий может быть изменено без нарушения взаимозаменяемости соединения (ступицы колеса, барабаны, фланцы) и способ ремонта резьбовых отверстий на ремонтный размер влечет за собой введение увеличенного размера и дополнительной обработки сопряженной детали.
Как восстановить внутреннюю резьбу спиральными вставками
За последние годы на ремонтных предприятиях для ремонта резьбовых отверстий широко распространен способ установки резьбовых спиральных вставок. Отечественный и зарубежный опыт изготовления спиральных вставок показал, что наилучшие результаты при восстановление резьбы, достигнуты при использовании нержавеющей стали.

рис.2 резьбовая вставка helicoil
Спиральные резьбовые вставки серийно изготавливают из проволоки с жесткими производственными допусками (рис.3). В таком виде спиральные вставки представляют строго концентрические внутренние и наружные резьбы.
Восстановленная резьба в чугуне имеет высокую износостойкость, обусловленную применением высококачественного материала спиральных вставок и наличием гладких поверхностей проволоки.
Сорванная резьба, отремонтированная обладает повышенной антикоррозионной стойкостью, исключающей возможность заедания резьб болтов и шпилек в результате атмосферных условий, так как отсутствует контактная коррозия в резьбовом соединении.

рис.4 восстановленная резьба
Такие резьбы имеют достаточный запас прочности при наличии термических напряжений, поскольку концентрированно подверженные тепловым напряжениям резьбовые соединения эффективно защищены от заедания и пригорания, образования окислов и окалин.
При подготовке материала часть картинок была взята с источника: http://www.base.polstr.ru
Текс материала был взят с сайта http://sxteh.ru/mess155.htm
rezbadeloff.ru
TIME-SERT — совершенная технология восстановления резьбы — Вюрт Маркет
Главная страница / Энциклопедия Вюрт / TIME-SERT — совершенная технология восстановления резьбыВесьма часто при выполнении ремонтных работ деталей и механизмов в резьбовых соединениях материалов с различными механическими свойствами выявляются такие дефекты, как разрушение или срез резьбы. В настоящее время существует много способов восстановления поврежденной резьбы в деталях. Самым простым и доступным является рассверливание отверстия с поврежденной резьбой с последующим нарезанием резьбы под больший диаметр. Однако этот способ не всегда возможен по конструктивным соображениям, например, из-за малой толщины стенок изделия.
 К сожалению, конструктивные особенности детали не всегда позволяют произвести рассверливание поврежденной резьбы под больший диаметр
К сожалению, конструктивные особенности детали не всегда позволяют произвести рассверливание поврежденной резьбы под больший диаметр
Также используется метод «заклеивания» резьбы с помощью специальных эпоксидных композиций (например, арт. 0893.449.011). Однако данный способ неприемлем для деталей, воспринимающих высокие нагрузки и вибрации.

 Восстановление резьбы с помощью эпоксидных композиций невозможно в случае высоких нагрузок и вибраций
Восстановление резьбы с помощью эпоксидных композиций невозможно в случае высоких нагрузок и вибраций
Существует способ ввинчивания в отверстие специальной спиральной резьбовой вставки, изготовленной из пружинной проволоки ромбического сечения. Материалом для такой детали является высокопрочная хромоникелевая нержавеющая сталь (12Х18Н9Т). Данная технология только частично решает процесс восстановления резьбы, так как соединение не становится абсолютно герметичным, да и после установки такой вставки с помощью специального ключа потребуется обрубка загнутого поводка, предназначенного для завинчивания ее в отверстие. Отломанный поводок может упасть в глухое отверстие, и извлечь его будет весьма тяжело.
 При использовани резьбовых вставок не обеспечивается герметичность восстановленного резьбового соединения
При использовани резьбовых вставок не обеспечивается герметичность восстановленного резьбового соединения
Компания Вюрт предлагает простое и эффективное решение — технологию восстановления поврежденной резьбы TIME-SERT. Её ключевым элементом является тонкостенная резьбовая втулка с наружной и внутренней резьбой:
 Втулки TIME-SERT
Втулки TIME-SERT
После восстановления резьбы по технологии TIME-SERT мы получаем надежное, герметичное, стойкое к высоким нагрузкам и вибрациям резьбовое соединение. Диаметр резьбы при этом не изменяется.
 Поврежденная резьба
Поврежденная резьба
 Резьба, восстановленная по технологии TIME-SERT
Резьба, восстановленная по технологии TIME-SERT
Преимущества технологии TIME-SERT
 Втулка TIME-SERT изготовлена из цельного куска материала по специальной технологии, которая обеспечивает очень малую толщину стенок. Последние витки резьбы на внутренней поверхности втулки прорезаны частично, их окончательное формирование происходит в момент установки втулки в отверстие при помощи специального инструмента. Благодаря этому втулка запрессовывается в заготовку, обеспечивая устойчивость к высоким постоянным нагрузкам, а также частому ввинчиванию и вывинчиванию винта.
Втулка TIME-SERT изготовлена из цельного куска материала по специальной технологии, которая обеспечивает очень малую толщину стенок. Последние витки резьбы на внутренней поверхности втулки прорезаны частично, их окончательное формирование происходит в момент установки втулки в отверстие при помощи специального инструмента. Благодаря этому втулка запрессовывается в заготовку, обеспечивая устойчивость к высоким постоянным нагрузкам, а также частому ввинчиванию и вывинчиванию винта.
Поставляются втулки для метрической и дюймовой резьбы с нормальным и с мелким шагом.
 Втулка TIME-SERT отличается тонкими стенками, образованными синхронно проходящими витками внешней и внутренней резьбы. Благодаря этому TIME-SERT может использоваться в отверстиях, расположенных близко к краю детали.
Втулка TIME-SERT отличается тонкими стенками, образованными синхронно проходящими витками внешней и внутренней резьбы. Благодаря этому TIME-SERT может использоваться в отверстиях, расположенных близко к краю детали.
 При установке втулка TIME-SERT запрессовывается в отверстии, что предотвращает ее самопроизвольное вывинчивание. Обычные резьбовые вставки могут самопроизвольно вывинчиваться вместе с винтом, доставляя неудобства при работе.
При установке втулка TIME-SERT запрессовывается в отверстии, что предотвращает ее самопроизвольное вывинчивание. Обычные резьбовые вставки могут самопроизвольно вывинчиваться вместе с винтом, доставляя неудобства при работе.
 Втулка TIME-SERT имеет буртик, который обеспечивает точное позиционирование в детали и предотвращает самопроизвольное вывинчивание втулки при установке винта в сквозное отверстие.
Втулка TIME-SERT имеет буртик, который обеспечивает точное позиционирование в детали и предотвращает самопроизвольное вывинчивание втулки при установке винта в сквозное отверстие.
 В отличие от обычных резьбовых вставок технология TIME-SERT может применяться даже в тонкостенных материалах (например, при восстановлении резьбы в отверстии для слива машинного масла). Для надежной установки втулки достаточно всего нескольких витков резьбы.
В отличие от обычных резьбовых вставок технология TIME-SERT может применяться даже в тонкостенных материалах (например, при восстановлении резьбы в отверстии для слива машинного масла). Для надежной установки втулки достаточно всего нескольких витков резьбы.
 Благодаря запрессовыванию в детали втулка TIME-SERT образует герметичное соединение, стойкое к воде, маслу и другим жидкостям, а также к газам, находящимся под давлением (например, отверстия для свеч зажигания в головке блока цилиндров).
Благодаря запрессовыванию в детали втулка TIME-SERT образует герметичное соединение, стойкое к воде, маслу и другим жидкостям, а также к газам, находящимся под давлением (например, отверстия для свеч зажигания в головке блока цилиндров).
 Определенные размеры втулок TIME-SERT доступны в исполнении из нержавеющей стали. Это позволяет использовать их при ремонте оборудования для пищевой промышленности, в том числе узлов и агрегатов, работающих при высоких нагрузках.
Определенные размеры втулок TIME-SERT доступны в исполнении из нержавеющей стали. Это позволяет использовать их при ремонте оборудования для пищевой промышленности, в том числе узлов и агрегатов, работающих при высоких нагрузках.
Технология TIME-SERT одобрена для применения ведущими изготовителями автомобилей:

Технология восстановления метрической или дюймовой резьбы
Для восстановления резьбы понадобится втулка TIME-SERT соответствующего размера и четыре специальных инструмента:

(A) Сверло HSS(B) Фреза для снятия фасок(C) Метчик(D) Развальцовочник для установки втулки
Для восстановления метрической или дюймовой резьбы выполните следующие шаги:
 1
Рассверлите поврежденную резьбу сверлом (А) из быстрорежущей стали повышенной прочности
1
Рассверлите поврежденную резьбу сверлом (А) из быстрорежущей стали повышенной прочности
 2
Раззенкуйте отверстие фрезой (B) до глубины, заданной ограничителем на фрезе
2
Раззенкуйте отверстие фрезой (B) до глубины, заданной ограничителем на фрезе
 3
Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Метчиком (C) нарежьте резьбу для втулки TIME-SERT на всю глубину отверстия
3
Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Метчиком (C) нарежьте резьбу для втулки TIME-SERT на всю глубину отверстия
 4
Повторно очистите отверстие от стружки и вручную завинтите втулку TIME-SERT в отверстие на несколько оборотов. Продолжайте завинчивание развальцовочником (D), предварительно смазав его маслом арт. 0893.050.004
4
Повторно очистите отверстие от стружки и вручную завинтите втулку TIME-SERT в отверстие на несколько оборотов. Продолжайте завинчивание развальцовочником (D), предварительно смазав его маслом арт. 0893.050.004
 5
После того, как бурт втулки окажется заподлицо с поверхностью, развальцовочник (D) начнет прорезать последние витки резьбы на втулке. При этом заметно возрастает сопротивление вращению
5
После того, как бурт втулки окажется заподлицо с поверхностью, развальцовочник (D) начнет прорезать последние витки резьбы на втулке. При этом заметно возрастает сопротивление вращению
 6
При формировании последних витков резьбы на втулке развальцовочник (D) вдавливает ее в заготовку, запрессовывая втулку TIME-SERT в деталь. Когда сопротивление вращению спадет, можно вывернуть инструмент из отверстия. Ремонт завершен
6
При формировании последних витков резьбы на втулке развальцовочник (D) вдавливает ее в заготовку, запрессовывая втулку TIME-SERT в деталь. Когда сопротивление вращению спадет, можно вывернуть инструмент из отверстия. Ремонт завершен
Технология восстановления свечной резьбы в головке блока цилиндров
Для восстановления свечной резьбы также понадобится втулка TIME-SERT соответствующего размера, однако набор используемых инструментов будет другим:

(A) Ступенчатый метчик(B) Фреза для снятия фасок(C) Развальцовочник для установки втулки(D) T-образная рукоятка
Последовательность действий при восстановлении свечной резьбы приведена ниже. Все работы по восстановлению свечной резьбы производятся только на снятой головке блока цилиндров!
 1
Вручную завинтите ступенчатый метчик (A) в отверстие с поврежденной резьбой
1
Вручную завинтите ступенчатый метчик (A) в отверстие с поврежденной резьбой
 2Установите Т-образную рукоятку (D) на метчик (A). Поворачивайте рукоятку до тех пор, пока внешний конец метчика не выйдет из отверстия примерно на 5 мм. Таким образом, новая резьба нарезается поверх старой всего лишь за одну операцию
2Установите Т-образную рукоятку (D) на метчик (A). Поворачивайте рукоятку до тех пор, пока внешний конец метчика не выйдет из отверстия примерно на 5 мм. Таким образом, новая резьба нарезается поверх старой всего лишь за одну операцию
 3
Снимите T-образную рукоятку (D) и, не вытаскивая метчик (A), установите на него фрезу для снятия фасок (B). Поворачивая фрезу с помощью рукоятки (D), добейтесь полной зачистки краев отверстия. Поверхность после зачистки должна блестеть
3
Снимите T-образную рукоятку (D) и, не вытаскивая метчик (A), установите на него фрезу для снятия фасок (B). Поворачивая фрезу с помощью рукоятки (D), добейтесь полной зачистки краев отверстия. Поверхность после зачистки должна блестеть
 4
Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Вручную или при помощи развальцовочника (C) завинтите втулку TIME-SERT на несколько оборотов. Перед использованием развальцовочника (C) его необходимо смазать маслом арт. 0893.050.004!
4
Очистите отверстие от стружки сжатым воздухом при помощи продувочного пистолета (арт. 0714.92.13 или арт. 0714.92.20), либо спрея для продувки арт. 0893.62. Вручную или при помощи развальцовочника (C) завинтите втулку TIME-SERT на несколько оборотов. Перед использованием развальцовочника (C) его необходимо смазать маслом арт. 0893.050.004!
 5
Смажьте развальцовочник (C) маслом арт. 0893.050.004 и, вращая его при помощи рукоятки (D), завинтите втулку TIME-SERT в отверстие. В момент формирования последних витков резьбы на втулке сопротивление вращению заметно возрастет. Продолжайте поворачивать рукоятку до тех пор, пока сопротивление не ослабнет
5
Смажьте развальцовочник (C) маслом арт. 0893.050.004 и, вращая его при помощи рукоятки (D), завинтите втулку TIME-SERT в отверстие. В момент формирования последних витков резьбы на втулке сопротивление вращению заметно возрастет. Продолжайте поворачивать рукоятку до тех пор, пока сопротивление не ослабнет
 6
Выверните развальцовочник (D) из отверстия. Ремонт завершен
6
Выверните развальцовочник (D) из отверстия. Ремонт завершен
Информация для заказа
Технология восстановления резьбы TIME-SERT представлена в нашем электронном каталоге в разделе «Ремонт резьбы TIME-SERT».
www.wuerthmarket.ru
Как отремонтировать резьбу в головке цилиндров » АвтоНоватор
Нужно раз и навсегда усвоить, что любой ремонт – ни что иное, как цепочка, которую следует выполнять в определенной последовательности. Причем, отсутствие одного из звеньев может существенно навредить самому процессу в целом.
Ремонт резьбы в головке цилиндров
Как правило, выбрасывать еще рабочую деталь автомобиля из-за поврежденной в нескольких местах резьбы довольно таки бессмысленно, а в наше время высоких технологий еще и расточительно. Пожалуй, следует рассмотреть наиболее распространенный случай неполадок такого типа – повреждение резьбы в головке блока цилиндров.

Первое, что приходит на ум любому автомобилисту: поскорее «подправить» резьбу при помощи «свечного» метчика. Однако поддаваться эмоциям не следует, как показывает практика, ничего хорошего из этого еще не выходило. После такого «горе-ремонта» при первом же нажатии на педаль газа свеча выстрелит так, что найти ее будет очень сложно.
В такой ситуации наиболее положительные результаты дает применение переходной детали – резьбовой вставки (футорки). При этом высота детали должна четко соотноситься с длиной резьбовой части «родной» свечи. Нужно подойти к ремонту свечей для головки блока цилиндров основательно, ведь она одна из главных составляющих всего двигателя автомобиля.
 в головку цилиндра под свечу зажигания, motofilin.com")
Для этого необходимо выточить на токарном станке аналог свечи из бронзы или латуни. При этом внешняя резьба ее должна быть на две ступеньки больше обычной свечной резьбы. К примеру, если есть свеча с резьбой М14х1,25, под нее нужна деталь с параметрами резьбы М18х1,5. Отверстие в ремонтируемой детали следует рассверлить до диаметра 16,5 мм. Далее при помощи металлической подножки нужно выставить головку блока цилиндров в нужное положение. После этого необходимо надежно закрепить всю конструкцию зажимами, после чего осторожно, на малых оборотах шпинделя, рассверлить отверстие, используя при этом смазочные материалы.

Учтите, что смазка при этом типе восстановительных работ – обязательная составляющая, в особенности, если головка выполнена из алюминиевого сплава. Просверлив отверстие, снимите головку со станка сверлом, диаметр которого составляет 20 мм., снимите небольшую фаску со стороны камеры сгорания.
Выставление метчика
Теперь вас ждет, пожалуй, самая сложная операция – выставить метчик и новое отверстие по одной оси. В случае если станок позволяет прокрутить шпиндель самостоятельно, желательно поставить в шпиндель черновой метчик и, вращая шкив шпинделя по часовой стрелке, подвести метчик к отверстию. Если вы поймете, что метчик «схватил», нужно сразу же прекратить вертикальную подачу.

Запомните, что на время этой операции нужно снять приводной ремень станка, это станет гарантом того, что вы не получите никаких серьезных травм во время ремонтных работ. После того, как черновой метчик уже выполнил свою работу, можно снимать головку со станка, и, выполнив фаску с обратной стороны резьбы, обработать ее чистовым метчиком. Кстати, чистовой метчик должен проходить по резьбе не дорезая ее, это необходимо для большей плотности посадки футорки.

Отверстие следует обезжирить при помощи бензина или растворителя, при этом плотно прикрутить в головку вставку. Кстати, перед этим резьбу головки нужно смазать фиксатором резьбы или клеем. После этого следует развальцевать со стороны фаски резьбовой конец футорки при помощи обычного шарика от подшипника. Для этого следует ударять по нему молотком через металлическую проставку. Запомните, что развальцовку нужно делать, чтобы не допустить выворачивания вставки из головки при откручивании свечи. Последний этап данной операции – калибровка «обновленного» отверстия для свечи метчиком с резьбой М14х1,25. Известно, что если завернуть вставку в плотную резьбу и развальцевать нижний ее конец, то резьба, как правило, немного деформируется.
Удачи вам, автомобилисты, в ремонте резьбы головки цилиндров!
Оцените статью: Поделитесь с друзьями!carnovato.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)