 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Основные виды слесарных операций. Основные слесарные операции
Дело автослесаря
Многие дефекты машин, поступающих на ремонтные предприятия, хорошо изучены и систематизированы в типовой технологии ремонта. Такая технология разработана для большинства тракторов, комбайнов и сельскохозяйственных машин. В ней указаны способы восстановления деталей, применяемый для этого инструмент, технические условия на отремонтированные детали. Однако предусмотреть все случаи, которые могут встретиться в практике ремонта, просто невозможно. Иногда может не оказаться нужного инструмента или материала, порой появляется возможность применить более простой и надежный способ ремонта.

Слесарь-ремонтник должен быть универсалом. Помимо умения выполнять все общеслесарные операции, он должен знать правила производства разборочно-сборочных работ, хорошо разбираться в чертежах деталей н узлов машин, обозначениях допусков и посадок, знать основные механические свойства металлов и других ремонтных материалов, иметь представление о технологическом процессе ремонта.
1.Технологический процесс ремонта
Технологический процесс ремонта машины состоит из ряда последовательных операций, отличающихся одна от другой характером выполняемой работы и применяемым оборудованием. Вместе с тем многие ремонтные операции сходны между собой. Для производства однотипных технологических операций на ремонтных предприятиях организуют специальные рабочие места. Их оснащают станками, стендами, приспособлениями, приборами и другим оборудованием для разборки, восстановления деталей и сборки я машин и их узлов.
Основной элемент технологического процесса — операция, выполняемая на одном рабочем месте и охватывающая все действия работающего (или работающих) и применяемого оборудования над одним или несколькими совместно обрабатываемыми, разбираемыми или собираемыми изделиями. Кроме технологических, в ремонтном производстве имеются и вспомогательные операции: транспортные, моечные, контроля качества, маркировки и др. Технологические операции делятся на переходы, проходы и приемы.
Переход — это часть операции, характеризующаяся неизменностью обрабатываемой поверхности (или сопрягаемых поверхностей при сборке), применяемого инструмента и режимов работы оборудования.
Проход — часть перехода, при которой снимается один слои материала.
Прием — это законченная совокупность отдельных движений работающего в процессе выполнения операции (например, при сверлении отверстия в изделии приемами будут: закрепление изделия на столе станка, включение cr.li;, подвод сверла к изделию, включение подачи, выключение подачи, отвод шпинделя, выключение станка, освобождение изделия).Большое разнообразие работ в условиях ремонтного производства требует от слесаря умения выполнять операции самого различного характера, сложности и точности. Качество выполнения ремонтных операций находится в прямой связи с квалификацией рабочих и оснащенностью ремонтных предприятии оборудованием, приспособлениями И инструментомНачинающему слесарю-ремонтнику нужно прежде всего изучить инструмент, которым ему придется пользоваться, и освоить приемы выполнения обще слесарных операций.
1.1.Основные слесарные операции
К основным общеслесарным операциям относятся: разметка, рубка и резка, правка и гибка, опиливание, сверление и развертывание отверстии. Часть из них, например разметку изделий и сверление отверстий, слесарь выполняет на специально оборудованных для этой цели общих рабочих местах, а остальные — на своем индивидуальном рабочем месте, где он также нарезает резьбу, шабрит, паяет.
Рациональная организация рабочего места слесаря позволяет обеспечить наивысшую производительность, хорошее качество и безопасные условия труда с наименьшей затратой сил, времени и средств. Важно правильно оснастить рабочее место и соблюдать на нем раз и навсегда заведенный порядок.
www.autoezda.com
Основные слесарные операциии - Прочее

Основные слесарные операции
Е.М. Муравьев, Слесарное дело, Москва, «Просвещение» 1990, стр. 43-94
/47

Основные слесарные операции
разметка, рубка, правка и гибка металлов, резка металлов, опиливание, сверление, зенкование, зенкерование и развертывание отверстий, нарезание резьбы, клепка, притирка и доводка, пайка

Рабочее место – слесарный верстак
/47

Рабочим местом принято называть определенный участок мастерской, предназначенный для выполнения определенной работы.
Рыбинсы - съемные деревянные решётки, устанавливаемые поверх палубы.
/47

Тиски
Струбцина иначе называется винтовым зажимом
/47

Стуловые тиски.
Преимуществами - простота конструкции и высокая прочность. Недостатком рабочие поверхности губок не во всех положениях параллельны
/47

Поворотные параллельные тиски.
Преимущество - возможность более плотного зажима детали. Кроме этого, можно закрепить под определенным углом.
Ручные тиски применяются для закрепления небольших деталей или заготовок, которые неудобно или опасно держать руками.
/47

/47

Инструмент для разметки
Операция нанесения мелких точек-углублений на поверхности детали называется. Точка, ось симметрии или плоскость, от которой отмеряются все размеры на детали называется разметочной базой

Разметка
Операция нанесения линий и точек на заготовку, предназначенную для обработки называется разметкой. Разметка заключается в нанесении на поверхность заготовки линий (рисок), определяющих согласно чертежу контуры детали или места, подлежащие обработке.
Чертилки служат для нанесения линий (рисок) на размечаемую поверхность заготовки.
Кернер применяются для нанесения углублений (кернов) на предварительно размеченных линиях.
Разметочные (слесарные) циркули используют для разметки окружностей и дуг, деления окружностей и отрезков на части и других геометрических построений при разметке заготовки.
/47

Кронциркуль
Кронциркуль – мерительный (мерный) инструмент, используемый в слесарном деле для снятия и переноса размеров детали на масштаб

Измерение кронциркулем

Угломеры
Применяют для измерения угловых величин

Измерительный инструмент
Измерительная линейка применяется для грубых измерений
/47

Правка и гибка
Правка - операцию возвращения кривым или погнутым металлическим изделиям первоначальной прямолинейной или другой формы. Придания металлу определенной конфигурации без изменения его сечения и обработки металла резанием называют гибкой Гибку тонкого листового металла производят киянкой. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен оставлять 0,6 ... 0,8 толщины металла.
/47

Рубка металлов
Ударный инструмент, состоящий из металлической головки, рукоятки и клина называется молотком
/47

Рубка металла
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Для вырубания профильных (вырезания) канавок полукруглых, двугранных и др.) при меняются специальные крейцмейсели - канавочники, отличающиеся друг от друга формой режущей кромки.
/47

Резка металлов
Ручные ножницы - простейшим инструментом для разрезки металла
/47

/47

Прбойники (просечки)
Слесарный инструмент, который служит для пробивания отверстий в листовых или полосовых металлических или неметаллических материалах толщиной не более 4 мм

Труборезы
Разрезание стальных труб сравнительно больших диаметров - операция трудоемкая, поэтому для ее выполнения применяют специальные труборезы.
/47

Опиливание металлов
Опиливание - процесс снятия припуска напильниками, надфилями и рашпилями
.
/47

Заточной станок
/47

Сверление, зенкование, зенкерование и развертывание отверстий
/47

Сверление заключается в получении и обработке отверстий резанием с помощью специального инструмента - сверла.
3e нкованием обрабатывают верхние поверхности отверстия с целью получения фасок или цилиндрических углублений, например под потайную головку винта или заклепки.

Зенкерованием обрабатывают отверстия, полученные литьем, штамповкой или сверлением, для придания им строгой цилиндрической формы, повышения точности и качества поверхности.
.

Развертывание - это чистовая обработка отверстий

/47

Шабрение
/47

Шабрение
- процесс получения требуемой по условиям работы точности форм, размеров и относительного положения поверхностей для обеспечения их плотного прилегания или герметичности соединения

Притирка
Снятие тончайших слоев металла посредством мелкозернистых абразивных порошков в среде смазки или алмазных паст, нанесенных на поверхность инструмента называется.
/47

Штангенинструменты

Штангенинструменты
Для произведения точных измерений применяются штангенинструменты. К штангенинструментам относятся штангенциркуль, штангенрейсмас, штангенглубиномер , штангензубомер .
Штангенциркули бывают трёх типов ЩЦ- I, ЩЦ- II, ЩЦ- III. Деления, нанесенные на нижней части ползуна штангенциркуля называются нониусом .

Измерение линейных величин
/47

Микрометры
/47



Микро́метр
— универсальный инструмент (прибор), предназначенный для измерений линейных размеров абсолютным или относительным контактным методом в области малых размеров с низкой погрешностью (от 2 мкм до 50 мкм в зависимости от измеряемых диапазонов и класса точности), преобразовательным механизмом которого является микропара винт — гайка.

Шкала микрометра
Микрометрические инструменты позволяют производить измерения с погрешностью до
0,01 мм (6,035)

Развальцовка

Развальцовка
Диаметральная раздача наружу торцов труб с целью получения плотного и прочного прессового соединения торцов труб с отверстиями .

Пайка

Пайка
Пайка - процесс создания неразъемного соединения металлов с помощью присадочного связующего материала
Лужением - покрытие поверхности металлических изделий тонким слоем олова или сплавом на основе олова

Нарезание резьбы
/47

Виды резьбы
Метрическая резьба — с шагом и основными параметрами резьбы в миллиметрах и углом профиля при вершине 60°.

Дюймовая резьба — с основными параметрами резьбы в дюймах, шагом в количестве ниток на дюйм и углом профиля при вершине 55°.
Трубная резьба — с основными параметрами резьбы в дюймах, шагом в количестве ниток на дюйм и углом профиля при вершине 55°, предназначенная для соединения труб, фитингов и элементов конструкции, имеющих трубные резьбы.

Индикатор часового типа
/47
multiurok.ru
Основные слесарные операции.
Количество просмотров публикации Основные слесарные операции. - 228
Профессия слесаря.
Под слесарными принято понимать работы, выполняемые ручными и механизированными инструментами и завершающие изготовление большинства изделий посредством пригоночно - доделочных работ, соединения различных частей в сборочные единицы, комплекты и комплексы и регулировки их.
Слесари-сборщики собирают различные машины и механизмы. Техническое обслуживание и ремонт их в процессе эксплуатации выполняют слесари-ремонтники. Слесари - инструменталыцики обеспечивают производство необходимыми инструментами, облегчают и совершенствуют механическую обработку. Слесари по монтажу техники, приборов, коммуникаций надежно устанавливают их и надлежащее место, подводят различные виды энергии и необходимые для производства основные и вспомогательные материалы. Всех этих рабочих объединяет умение выполнять различные слесарные операции. Этому они обучаются в общеслесарном курсе.
Степень и вид профессиональной обученности, наличие знаний, умений и навыков и пригодность выполнять работы определенного содержания и сложности обусловливают квалификацию рабочего. Она оценивается тарифным разрядом, который присваивается рабочему квалификационной комиссией. Основанием для этого является квалификационная характеристика, приводимая в специальных, тарифно-квалификационных справочниках. В ней указывается, что рабочий ʼʼдолжен уметьʼʼ и что ʼʼдолжен знатьʼʼ для получения соответствующего тарифного разряда по своей специальности.
Основные слесарные операции.
Рассмотрим основные слесарные операции на примере обработки несложных деталей – направляющей шпонки (рис.1). Как вино из чертежа все поверхности шпонки обрабатывается, она имеет три отверстия: два ступенчатых по крепежные винты и одно – с резьбой.
Шпонка изготовляется из шпоночной стали – прутка прямоугольного сечения. Для получения заготовки нужной длины производят разметку – чертилкой наносят на поверхность кружка линии определяющие форму и размеры детали. Далее зубилом (операция принято называть рубкой) либо ножовкой (резка) отделяется заготовка. В процессе рубки заготовка должна быть погнута. Ее нужно выправить. Часто требуется выполнить противоположную работу: изогнуть имеющую заготовку, предать ей сложную форму. Тогда выполняют гибку.
Перечисленными операциями невозможно получить правильную форму поверхностей детали и заданные размеры. Οʜᴎ являются предварительными, заготовительными. Их цель – подготовить заготовку к последующей обработке, обеспечить и ускорить ее посредством удаления больших слоев металла. Для придания шпонке нужной формы и размеров заготовку отливают. Отверстие ø 11 мм и под резьбу М10 получают сверлением, а местное расширение размера отверстия до ø 17 мм – зенкерованием. Резьба в просверленном отверстии нарезается метчиком. Когда отверстие должно иметь точные размеры, его развертывают. Кроме
Рис. 1. Направляющая шпонка
рассмотренных, имеются другие операции: распиливание и припасовка – получение отверстий сложной формы и очень точная обработка двух соединяемых деталей; шабрение и притирка– точные окончательные операции, обеспечивающие получение высокой точности, герметичности соединений; клепка, паяние и склеивание – операции, позволяющие соединить детали между собой для образования неразъемных соединений.
Как видно из сказанного, все операции по изготовлению какого-либо изделия должны выполняться в определенной
последовательности. Вместе они составляют технологический процесс обработки детали.
referatwork.ru
Основные слесарные операции.
Слесарное отделение.
Дневник.
| дата | часы | Содержание занятий. | Материальное обеспечение. |
| Теоретическая часть :Общие сведения: значение слесарной обработки и слесарно-сборочных работ в народном хозяйстве. Понятие о шероховатости поверхности и поверхностной обработки. Эскизы изделий и заготовок. Организация рабочего места слесаря характерное оборудование, рабочий и измерительный инструмент. Слесарные операции: разметка, гибка, рубка, разрезание материала. Практическая часть: Инструктаж по технике безопасности. Подготовка и оснащение рабочего места слесаря к данному циклу операций. Требования к рабочему инструменту. Изучение элементов рабочих чертежей изделий и заготовок. Подготовка заготовок к разметке, правке, рихтовке, гибки, рубке, разрезанию заготовок. Изготовление крючков для вешалок. | Рабочее место слесаря. Журнал инструктажа по технике безопасности. Напильники, штангенциркуль. | ||
| Изготовление зубило. | Напильники, штангенциркули. |
Отчет в практике.
Оборудование рабочего места слесаря.
В слесарных мастерских и на участках располагается оборудование индивидуального и общего пользования. Оборудование индивидуального пользования являются верстаки с тисками. К оборудованию общего пользования относятся: сверлильные и заточные станки, разметочная и проверочная плиты, плита для правки, винтовой пресс, рычажные ножницы.
Тиски служат для установки и закрепления заготовок в удобном для обработки положении.
Рабочий инструмент слесаря подразделяется на:
· Ручной.
· Механизированный.
Типовой набор ручного инструмента для слесарных работ делится на четыре группы:
1) режущий инструмент - напильники, ножовки, зубила, сверла, метчики, плашки, шаберы, развертки, абразивный инструмент;
2) вспомогательный инструмент - молотки, керны, бородки, чертилки, циркули, воротки, плашкодержатели;
3) слесарно-монтажный инструмент - гаечные ключи, отвертки, плоскогубцы, ручные тиски, струбцины, съемники;
4) измерительный и контрольный инструмент - линейки, кронциркули, нутромеры, штангенциркули, микрометры, угольники, угломеры.
Основные слесарные операции.
Различают следующие основные слесарные операции:
• Разметка - нанесение на обрабатываемую заготовку или поверхность материала, предназначенного дня получения заготовки, разметочных линий.
• Правка - устраняются неровности, кривизна, изогнутость, дефекты формы заготовок.
• Рихтовка — устранение неровностей листа или коробления заготовки, подвергшейся закалке.
• Гибка — заготовке или ее части придается изогнутая форма.
• Рубка - удаление излишнего слоя металла или разрубание заготовки на части посредством режущего инструмента.
• Разрезание.
• Распиливание - обработка отверстий, канавок и пазов.
• Пригонка - обработка одной детали по имеющейся другой с тем, чтобы выполнить их соединение.
• Припасовка - точная взаимная пригонка деталей.
• Притирка - доводка деталей, работающих в паре, для обеспечения наилучшего контакта рабочих поверхностей,
• Клепка - вид сборки по образованию неразъемного соединения двух или нескольких деталей с помощью заклепок.
• Пайка — вид слесарной обработки по образованию неразъемного соединения при помощи расплавленного промежуточного материала или сплава, называемого припоем.
• Лужение - покрытие поверхности металлических деталей тонким слоем расплавленного олова.
• Нарезание резьбы.
Дата добавления: 2015-07-08; просмотров: 275 | Нарушение авторских прав
mybiblioteka.su - 2015-2018 год. (0.005 сек.)mybiblioteka.su
Тема 1.1. Основные операции слесарной обработки и их характеристика .
⇐ ПредыдущаяСтр 3 из 6Следующая ⇒Соотнесите изображение с видом обработки и инструментом
Ответ оформите в следующем виде: 1-3-5
| 1. | 2. | 3. | 4. | 5. | 6. | 7. | 8. | 9. | 10. | 11. |
Сопоставьте изображение с названием и назначением слесарного инструмента
Ответ оформите в следующем виде: 1-3-5
| 1. | 2. | 3. | 4. | 5. | 6. | 7. |
Тема 1.5. Допуски и посадки и технические измерения
Задание 1 Назовите основные части штангенциркуля
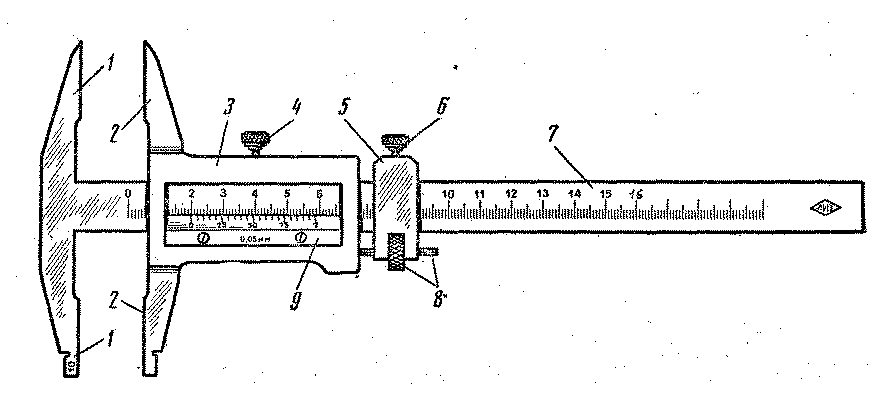
Заполните таблицу
| Наименование детали | Номер |
| Нониус | |
| Неподвижная измерительная губка | |
| Рамка микрометрической подачи | |
| Зажим рамки микрометрической подачи | |
| Штанга | |
| Подвижные измерительные губки | |
| Гайка и винт микрометрической подачи рамки | |
| Рамка | |
| Зажим рамки |
Задание2 Назовите основные части микрометра
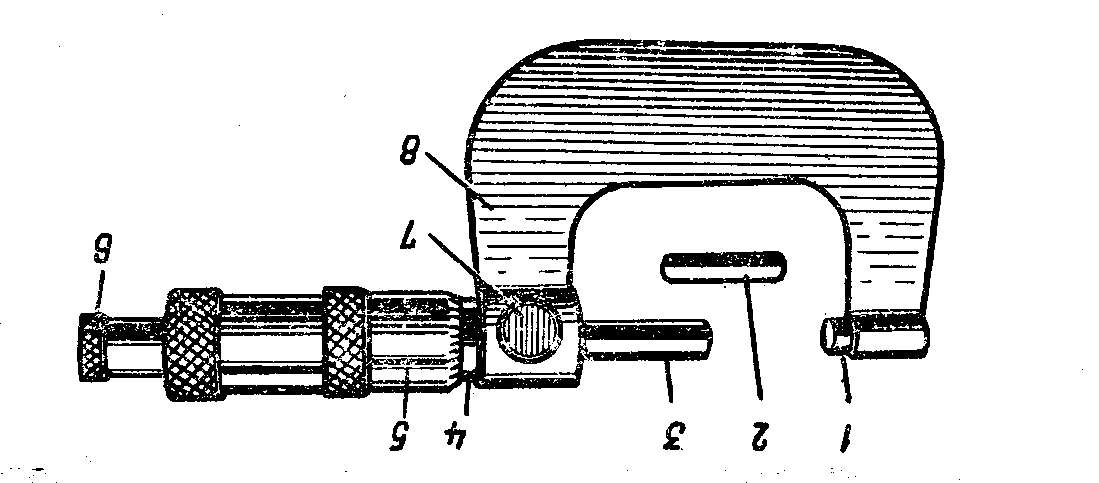
Заполните таблицу
| Наименование детали | Номер |
| Стопор | |
| Скоба | |
| Стебель | |
| Барабан | |
| Трещотка | |
| Микрометрический винт | |
| Установочная мера | |
| Пятка |
Задани3 Прочитайте показания микрометра.
Ответ
Задание 4 Рассмотрите схемы полей допусков. Определите допуск вала, отверстия, тип посадки.
| Схема полей допусков | Допуск отверстия | Допуск вала | Тип посадки | ||||
| 1 | 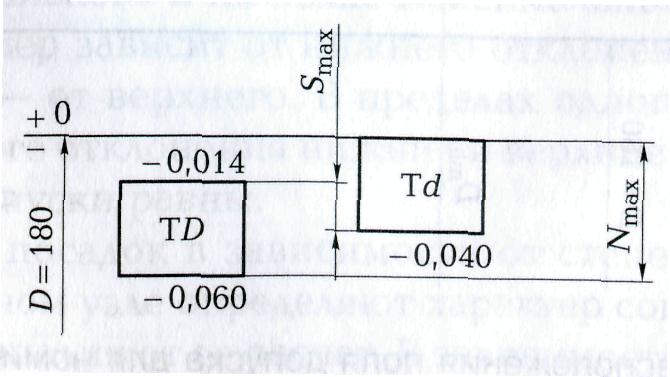
| 1 | 0,052 | 1 | 0,040 | 1 | С зазором |
| 2 |
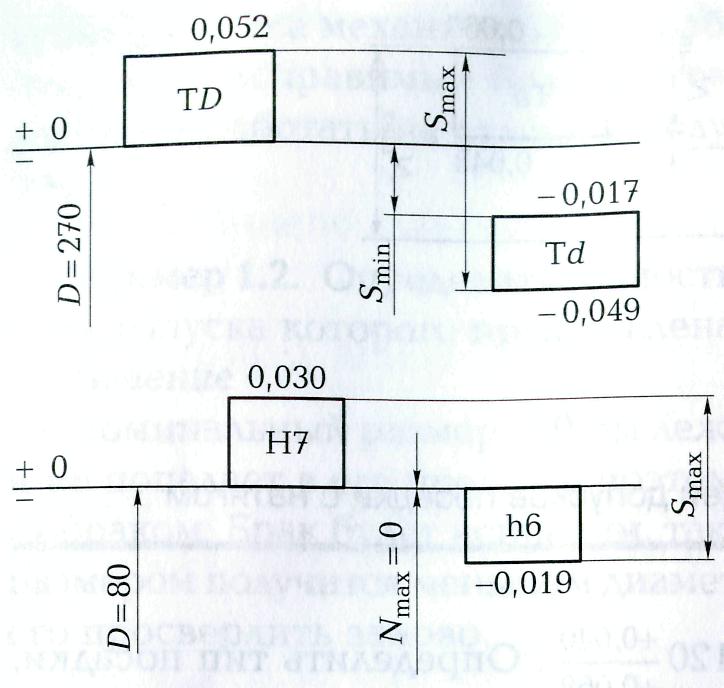
| 2 | 0,046 | 2 | 0,019 | 2 | |
| 3 | 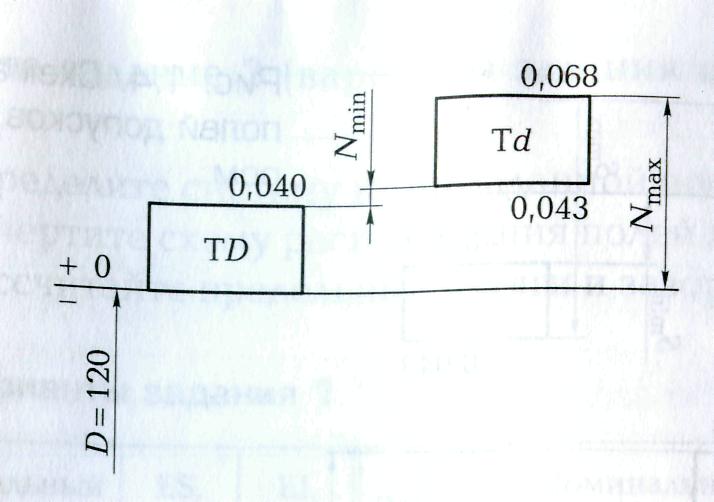
| 3 | 0,030 | 3 | 0,032 | 3 | Переходная |
| 4 |
| 4 | 0,040 | 4 | 0,025 | 4 | С натягом |
Ответ
Тема 1.2. Основные операции слесарной обработки и их характеристика .
Тест по слесарному делу
Выбрать правильный ответ
Что такое разметка:
1.Операция по нанесению линий и точек на заготовку, предназначенную для обработки
2.Операция по снятию с заготовки слоя металла
3.Операция по нанесению на деталь защитного слоя Операция по удалению с детали заусенцев
Выбрать правильный ответ
Назвать виды разметки:
1.Существует два вида: прямая и угловая
2.Существует два вида: плоскостная и пространственная
3.Существует один вид: базовая
4.Существует три вида: круговая, квадратная и параллельная
Выбрать правильный ответ
Назвать инструмент, применяемый при разметке:
1.Напильник, надфиль, рашпиль
2.Сверло, зенкер, зенковка, цековка
3.Труборез, слесарная ножовка, ножницы
4.Чертилка, молоток, прямоугольник, кернер, разметочный циркуль
Выбрать правильный ответ
Назвать мерительные инструменты применяемый для разметки:
1.Масштабная линейка, штангенциркуль, угольник, штангенрейсмус
2. Микрометр, индикатор, резьбовой шаблон, щуп
3.Чертилка, молоток, прямоугольник, кернер, разметочный циркуль
4.Киянка, гладилка, кувалда, молоток с круглым бойком
Выбрать правильный ответ
На основании чего производят разметку детали:
1.Производят на основании личного опыта
2.Производят на основании чертежа
3.Производят на основании совета коллеги
4.Производят на основании бракованной детали
Выбрать правильный ответ
Что такое накернивапие:
1.Это операция по нанесению точек-углублений на поверхности детали
2.Это операция по удалению заусенцев с поверхности детали
3.Это операция по распиливанию квадратного отверстия
4.Это операция по выпрямлению покоробленного металла
Выбрать правильный ответ
Инструмент, применяемый при рубке металла:
1.Применяется: метчик, плашка, клупп
2.Применяется: кернер, шабер, зенкер, киянка, гладилка
3.Применяется: слесарная ножовка, труборез, ножницы по металлу
4.Применяется: слесарное зубило, кренцмейсель, канавочник, молоток
Выбрать правильный ответ
Что такое правка металла:
1.Операция по выправлению изогнутого или покоробленного металла, подвергаются только пластичные материалы
2.Операция по образованию цилиндрического отверстия в сплошном материале
3.Операция по образованию резьбовой поверхности на стержне
4.Операция по удалению слоя металла с заготовки с целью придания нужной формы и размеров
Выбрать правильный ответ
Назовите способы правки металла:
1.Правка выкручиванием, изломом и выдавливанием
2.Правка вдавливанием, разгибом и обжатием
3.Правка затягиванием, выкручиванием и развальцовкой
4.Правка изгибом, вытягиванием и выглаживанием
Выбрать правильный ответ
Назовите инструменты и приспособления, применяемые при правке:
1.Применяется: параллельные тиски, стуловые тиски, струбцины
2.Применяется: натяжка, обжимка, поддержка, чекан
3.Применяется: правильная плита, рихтовальная бабка, киянка, молоток, гладилка.
4. Применяется: кернер, шабер, зенкер, киянка, гладилка
Выбрать правильный ответ
Что такое резка металла:
1.Это операция, связанная с разделением материалов на части с помощью режущего инструмента
2.Это операция, нанесению разметочных линий на поверхность заготовки
3.Это операция, по образованию резьбовой поверхности внутри отверстия
4.Это операция, по образованию резьбы на поверхности металлического стержня
Выбрать правильный ответ
Назовите ручной инструмент для резке металла:
1.Зубило, крейцмейсель, канавочник
2.Слесарная ножовка, ручные ножницы, труборез
3.Гладилка, киянка, кувалда,
4.Развертка, цековка, зенковка
Выбрать правильный ответ
Что такое опиливание:
1.Операция по удалению сломанной пилы из места разреза на поверхности заготовки
2.Операция по распиливанию заготовки или детали на части
3.Операция по удалению с поверхности заготовки слоя металла при помощи режущего инструмента -напильника
4.Операция по удалению металлических опилок с поверхности заготовки или детали
Выбрать правильный ответ
Какие инструменты применяются при опиливании:
1.Применяются: плоскогубцы, круглогубцы, кусачки
2.Применяются: молоток с круглым бойком, молоток с квадратным бойком
3.Применяются: шабер плоский, зубило, киянка
4.Применяются: напильники, надфили, рашпили
Выбрать правильный ответ
Назовите типы насечек напильников:
1.Треугольная, ямочная, квадратная, овальная
2.Линейная, параллельная, перпендикулярная, угловая
3.Протяжная, ударная, строганная, упорная
4.Одинарная, двойная перекрестная, дуговая, рашпильная
Выбрать правильный ответ
На сколько классов делятся напильники в зависимости от числа насечек на 10 мм длины:
1.Делятся на 7 классов
2.Делятся на 6 классов
3.Делятся на 5 классов
4.Делятся на 8 классов
Выбрать правильный ответ
Назовите формы поперечного сечения напильника:
1. Плоские, квадратные, трехгранные, круглые, полукруглые, ромбические, ножовочные
2. Овальные, треугольные, четырёхгранные, вилочные, прямые, шестигранные
3. Двусторонние, трёхсторонние, универсальные, специализированные
4. Обыкновенные, профессиональные, полупрофессиональные
Выбрать правильный ответ
Что такое сверление:
1. Это операция по образованию сквозных или глухих квадратных отверстий в сплошном материале, при помощи режущего инструмента - сверла
2. Это операция по образованию сквозных или глухих овальных отверстий в сплошном материале, при помощи режущего инструмента - сверла
3. Это операция по образованию сквозных или глухих треугольных отверстий в сплошном материале, при помощи режущего инструмента - сверла
4. Это операция по образованию сквозных или глухих цилиндрических отверстий в сплошном материале, при помощи режущего инструмента – сверла
Выбрать правильный ответ
Назовите виды свёрел:
1. Треугольные, квадратные, прямые, угловые
2. Ножовочные, ручные, машинные, машинно-ручные
3. Спиральные, перовые, центровочные, кольцевые, ружейные
4. Самозатачивающиеся, базовые, трапецеидальные, упорные
Выбрать правильный ответ
Назовите типы хвостовиков у спирального сверла:
1. Овальные и параллельные
2. Цилиндрическое и коническое
3. Полукруглые и наружные
4. Специальные и обычные
Выбрать правильный ответ
Что такое сверло:
1. Режущий инструмент, которым распиливают заготовку на части
2. Режущий инструмент, которым образуют цилиндрические отверстия
3. Режущий инструмент, применяемый при паянии
4. Режущий инструмент, которым нарезают резьбу
Выбрать правильный ответ
Назовите ручной сверлильный инструмент:
1. Сверло, развёртка, зенковка, цековка
2. Настольный сверлильный станок, вертикальный сверлильный станок, радиальный сверлильный станок
3. Ручная дрель, коловорот, трещотка, электрические и пневматические дрели
4. Притир, шабер, рамка, державка
Выбрать правильный ответ
Что называется стационарным оборудованием для сверления:
1. Таким оборудованием называется оборудование, переносимое от одной заготовки или детали к другой
2. Таким оборудованием называется - оборудование, работающее на электрическом токе
3. Таким оборудованием называется - оборудование, находящееся на одном месте, при это обрабатываемаязаготовка доставляется к нему
4. Таким оборудованием называется- оборудование, работающее на сжатом воздухе
Выбрать правильный ответ
Назовите виды сверлильных станков:
1. Подвесные, напольные и диагональные
2. Настольные, вертикальные и радиальные
3. Винторезные, расточные и долбёжные
4. Ручные, машинные и станочные
Выбрать правильный ответ
Что такое зенкерование:
1. Это операция, связанная с обработкой раннее просверленного, штампованного, литого и другого отверстия с целью придания ему более правильной квадратной формы, более высокой точности
2. Это операция, связанная с обработкой раннее просверленного, штампованного, литого и другого отверстия с целью придания ему более правильной треугольной формы, более высокой точности и более высокой шероховатости
3. Это операция, связанная с обработкой раннее просверленного, штампованного, литого и другого отверстия с целью придания ему более правильной овальной формы, более низкой точности и более низкой шероховатости
4. Это операция, связанная с обработкой раннее просверленного, штампованного, литого и другого отверстия с целью придания ему более правильной геометрической формы, более высокой точности и более низкой шероховатости
Выбрать правильный ответ
Назовите виды зенкеров:
1. Остроносые и тупоносые
2. Машинные и ручные
3. По камню и по бетону
4. Цельные и насадные
Выбрать правильный ответ
Что такое развёртыванне:
1. Это операция по обработке резьбового отверстия
2. Это операция по обработке раннее просверленного отверстия с высокой степенью точности
3. Это операция по обработке квадратного отверстия с высокой степенью точности
4. Это операция по обработке конического отверстия с высокой степенью точности
Выбрать правильный ответ
Назовите виды разверток по способу использования:
1. Основные и вспомогательные
2. Ручные и машинные
3. Станочные и слесарные
4. Прямые и конические
Выбрать правильный ответ
Назовите виды разверток но форме рабочей части:
1. Цилиндрические и конические
2. Ромбические и полукруглые
3. Четырехгранные и трехгранные
4. Прямые и конические
Выбрать правильный ответ
Назовите виды разверток по точности обработки:
1. Цилиндрические и конические
2. Черновые и чистовые
3. Качественные и некачественные
4. Ручные и машинные
Выбрать правильный ответ
Назовите профили резьбы:
1. Треугольная, прямоугольная, трапецеидальная, упорная, круглая
2. Овальная, параболическая, трехмерная, в нахлестку, зубчатая
3. Полукруглая, врезная, сверхпрочная, антифрикционная
4. Модульная, сегментная, трубчатая, потайная
Выбрать правильный ответ
Назовите системы резьб:
1. Сантиметровая, футовая, батарейная
2. Газовая, дециметровая, калиброванная
3. Метрическая, дюймовая, трубная
4. Миллиметровая, водопроводная, газовая
Выбрать правильный ответ
Назовите элементы резьбы:
1. Профиль зуба, наружный угол, средний угол, внутренний угол
2. Угол профиля, шаг резьбы, наружный диаметр, диаметр, внутренний диаметр
3. Зуб, модуль, наружный радиус, средний радиус, внутренний радиус
4. Шаг зуба, угол модуля, наружный профиль, средний профиль, внутренний профиль
Выбрать правильный ответ
Назовите инструмент для нарезания внутренней резьбы:
1. Крейцмейсель
2. Зенкер
3. Метчик
4. Плашка
Выбрать правильный ответ
Назовите инструмент для нарезания наружной резьбы:
1. Зенковка
2. Цековка
3. Плашка
4. Метчик
Выбрать правильный ответ
Назовите виды плашек:
1. Круглая, квадратная (раздвижная), резьбонакатная
2. Шестигранная, сферическая, торцевая
3. Упорная, легированная, закаленная
4. М одульная сегментная, профильная
Выбрать правильный ответ
Что такое распиливание:
1. Разновидность опиливания
2. Разновидность притирки
3. Разновидность шабрения
4. Разновидность припасовки
Выбрать правильный ответ
Что такое припасовка:
1. Это слесарная операция по взаимной пригонке способам рубки двух сопряжённых деталей
2. Это слесарная операция по взаимной пригонке способами шабрения двух сопряжённых деталей
3. Это слесарная операция по взаимной пригонке способами притирки двух сопряжённых деталей
4. Это слесарная операция по взаимной пригонке способами опиливания двух сопряжённых деталей
Выбрать правильный ответ
Что такое шабрение:
1. Это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев металла с поверхности заготовки с помощью режущего инструмента - притира
2. Это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев металла с поверхности заготовки с помощью режущего инструмента - шабера
3. Это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев металла с поверхности заготовки с помощью режущего инструмента - надфиля
4. Это окончательная слесарная операция, заключающаяся в соскабливании очень тонких слоев металла с поверхности заготовки с помощью режущего инструмента – рашпиля
Выбрать правильный ответ
Назовите виды шаберов по форме режу шей кромки:
1. Односторонние, двухсторонние, трехсторонние
2. Плоские, трёхгранные, фасонные
3. Модульные, профильные, сегментные
4. Стальные, чугунные, латунные
Выбрать правильный отвез
Назовите виды шаберов по конструкции:
1. Клёпанные и сварные
2. Штифтовые и клиновые
3. Цельные и составные
4. Шпоночные и шплинтованные
Ответы
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 |
| 21 | 22 | 23 | 24 | 25 | 26 | 27 | 28 | 29 | 30 |
| 31 | 32 | 33 | 34 | 35 | 36 | 37 | 38 | 39 | 40 |
Практические работы.
Практическое занятие№33
Дата добавления: 2018-02-15; просмотров: 100; ЗАКАЗАТЬ РАБОТУ
studopedia.net
Основные виды слесарных операций
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50...60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.

Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. В зависимости от характера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
Заготовки, готовые детали и приспособления размещают на стеллажах, установленных на отведенной для .них площади.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места, подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка – слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка – это операция разделения металлов и других материалов на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибку широко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.
Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5...1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, например, для заклепок диаметром 3...3,5 мм необходим молоток массой 200 г.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрением называется операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64...66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5...6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы – это монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два основных вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
studlib.info
Основные виды слесарных операций
Разметка.
Рабочее место слесаря.
Тема 25. Основы слесарного дела.
Вопросы:
1. Слесарные работы – это ручная обработка материалов, пригонка деталей, сборка и ремонт различных механизмов и машин.
Рабочим местом называют часть производственной площади со всем находящимся на ней оборудованием, инструментом и материалами, которые используются рабочим или бригадой рабочих для выполнения производственного задания.
Рабочее место должно занимать площадь, необходимую для рационального размещения на ней оборудования и свободного перемещения слесаря при работе. Расстояние от верстака и стеллажей до слесаря должно быть таким, чтобы он мог использовать преимущественно движение рук и по возможности избегал поворотов и нагибания корпуса. Рабочее место должно иметь хорошее индивидуальное освещение.
Слесарный верстак (рис.36) – основное оборудование рабочего места. Он представляет собой устойчивый металлический или деревянный стол, крышку (столешницу) которого изготовляют из досок толщиной 50...60 мм твердых пород дерева и покрывают листовым железом. Наиболее удобны и распространены одноместные верстаки, так как на многоместных верстаках при одновременной работе нескольких человек качество выполнения точных работ снижается.
Рис. 36 Одноместный слесарный верстак:
1 – каркас; 2 – столешница; 3 – тиски; 4 – защитный экран; 5 – планшет для чертежей; 6 – светильник; 7 – полочка для инструмента; 8 – планшет для рабочего инструмента; 9 – ящики; 10 – полки; 11 – сиденье
На верстаке располагают необходимые для выполнения задания инструменты. Чертежи ставят в планшет, а измерительные инструменты кладут на полочки.
Под столешницей верстака находятся выдвижные ящики, разделенные на ряд ячеек для хранения инструмента и документации.
Для закрепления обрабатываемых деталей на верстаке устанавливают тиски. В зависимости от характера работы применяют параллельные, стуловые и ручные тиски. Наибольшее распространение получили параллельные поворотные и неповоротные тиски, у которых губки при разводе остаются параллельными. Поворотная часть тисков соединена с основанием центровым болтом, вокруг которого она может поворачиваться на любой угол и закрепляться в требуемом положении при помощи рукоятки. Для увеличения срока службы тисков к рабочим частям губок крепят стальные накладные губки. Стуловые тиски применяют редко, только для выполнения работ, связанных с ударной нагрузкой (при рубке, клёпке и др.). При обработке деталей небольших размеров используют ручные тиски.
Выбор высоты тисков по росту работающего и рациональное размещение инструмента на верстаке способствуют лучшему формированию навыков, повышению производительности труда и снижают утомляемость.
При выборе высоты установки тисков согнутую в локте левую руку ставят на губки тисков так, чтобы концы выпрямленных пальцев руки касались подбородка. Инструменты и приспособления располагают так, чтобы их удобно было брать соответствующей рукой: что берут правой рукой — держать справа, что берут левой — слева.
На верстаке устанавливается защитный экран из металлической сетки или прочного плексигласа для задержания кусков металла, отлетающих при рубке.
Заготовки, готовые детали и приспособления размещают на стеллажах, установленных на отведенной для .них площади.
2. Разметка – операция нанесения на заготовку линий (рисок), определяющих (согласно чертежу) контуры детали и места, подлежащие обработке. Разметку применяют при индивидуальном и мелкосерийном производстве.
Разметку выполняют на разметочных плитах, отлитых из серого чугуна, подвергнутых старению и точно обработанных.
Линии (риски) при плоскостной разметке наносят чертилкой, при пространственной –чертилкой, закрепленной в хомутике рейсмаса. Чертилки изготовляют из стали марок У10 и У12, рабочие концы их закаливают и остро затачивают.
Кернер предназначен для нанесения углублений (кернов) на предварительно размеченных линиях. Изготовляют его из сталей марок У7, У7А, У8 и У8А.
Разметочный циркуль служит для проведения окружностей, деления углов и нанесения линейных размеров на заготовку.
3. Основные виды слесарных операций.
Рубка – слесарная операция, при выполнении которой режущим и ударным инструментом с заготовки удаляют лишние слои металла, вырубают пазы и канавки или разделяют заготовку на части. Режущим инструментом служат зубило, крейцмейсель, а ударным – молоток.
Резка – это операция разделения металлов и других материалов на части. В зависимости от формы и размеров заготовок резку проводят ручной ножовкой, ручными или рычажными ножницами.
Ручная ножовка состоит из стальной цельной или раздвижной рамки и ножовочного полотна, которое вставлено в прорези головок и закреплено штифтами. На хвостовике неподвижной головки закреплена рукоятка. Подвижная головка с винтом и барашковой гайкой служит для натяжения ножовочного полотна. Режущей частью ножовки является ножовочное полотно (узкая и тонкая пластина с зубьями на одном из ребер), изготовленное из сталей марок У10А, 9ХС, Р9, Р18 и закаленное. Применяют ножовочные полотна длиной (расстояние между отверстиями) 250—300 мм. Зубья полотна разводят (отгибают) для того, чтобы ширина разреза была немного больше толщины полотна.
Правка металла – операция, при которой устраняют неровности, вмятины, кривизну, коробление, волнистость и другие дефекты материалов, заготовок и деталей. Правка в большинстве случаев является подготовительной операцией. Рихтовка имеет то же назначение, что и правка, но дефекты исправляются у закаленных деталей.
Гибку широко применяют для придания заготовкам определенной формы при изготовлении деталей. Для правки и гибки вручную применяют правильные плиты, рихтовальные бабки, наковальни, тиски, оправки, кувалды, молотки металлические и деревянные (киянки) и специальные приспособления.
Клепка – слесарная операция соединения двух или нескольких деталей заклепками. Заклепочные соединения относятся к неразъемным и применяются при изготовлении различных металлических конструкций.
Клепку выполняют в холодном или горячем (если диаметр заклепки более 10 мм) состоянии. Преимущество горячей клепки в том, что стержень лучше заполняет отверстия в соединяемых деталях, а при охлаждении заклепка лучше стягивает их. При клепке в горячем состоянии диаметр заклепки должен быть на 0,5...1 мм меньше отверстия, а в холодном – на 0,1 мм.
Ручную клепку выполняют молотком, массу его выбирают в зависимости от диаметра заклепки, например, для заклепок диаметром 3...3,5 мм необходим молоток массой 200 г.
Опиливание – слесарная операция, при которой с поверхности детали напильникам срезают слой металла для получения требуемой формы, размеров и шероховатости поверхности, для пригонки деталей при сборке и подготовке кромок под сварку.
Напильники представляют собой стальные (марки сталей У13, У13А; ШХ13 и 13Х) закаленные бруски различного профиля с насеченными на рабочих поверхностях зубьями. Зубья напильника, имеющие в сечении форму острозаточенного клина, срезают с обрабатываемой детали слои металла в виде стружки (опилок).
Шабрением называется операция соскабливания с поверхности детали тонких слоев металла режущим инструментом – шабером. Это окончательная обработка точных поверхностей (направляющих станин станков, контрольных плит, подшипников скольжения и др.) для обеспечения плотного сопряжения. Шаберы изготавливают из сталей У10 и У12А, режущие концы их закаливают без отпуска до твердости НRС 64...66.
Притирка и доводка – операции обработки поверхностей особо мелкозернистыми абразивными материалами с помощью притиров.
Этими операциями добиваются получения не только требуемой формы, но и наивысшей точности (5...6-й квалитеты), а также наименьшей шероховатости поверхности (до 0,05 мкм).
Слесарно-сборочные работы – это монтажные и демонтажные работы, выполняемые при сборке и ремонте машин. Разнообразные соединения деталей, выполняемые при оборке машин, делят на два основных вида: подвижные и неподвижные. При выполнении слесарно-сборочных работ применяют разнообразные инструменты и приспособления: гаечные ключи (простые, торцевые, раздвижные и др.), отвертки, выколотки, съемники, приспособления для напрессовки и выпрессовки.
studlib.info








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)