 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Ремонт поршневой группы двигателя, особенности работ, к кому лучше обратиться. Ремонт поршневой группы
ремонт. Цилиндро-поршневая группа :: SYL.ru
Подвергается ремонту поршневая группа в различных случаях: при значительном износе трущихся деталей, вследствие чего снижается давление в цилиндрах, при разрушении поршней (например, после обрыва ремня газораспределительного механизма), а также при плановом обслуживании – по достижении определенного пробега. Выявить неисправности несложно, достаточно ориентироваться на внешние признаки либо на характеристики двигателя. Но необходимо знать основные симптомы поломок, чтобы своевременно их выявить и исправить.
Из чего состоит двигатель?
Основа любого двигателя внутреннего сгорания – это блок, массивный и тяжелый, в нем имеется множество отверстий, по которым циркулирует охлаждающая жидкость, масло, а также производится движение механизмов, в частности, поршней. Между ними и блоком установлены стальные гильзы, которые имеют зеркальную поверхность. Поршни передают поступательное движение при воспламенении топлива через шатун коленчатому валу. Последний вращается за счет того что имеет особую конструкцию.
Впуск топливовоздушной смеси в камеру сгорания, а также выпуск отработанных газов происходит через отверстия в верхней части мотора. Это головка блока цилиндров. Чтобы увеличить мощность двигателя, эти отверстия закрываются клапанами, приводимыми в движение распределительным валом. Последний имеет кулачки, которые максимально синхронизированы и позволяют проводить открытие своевременно. Между распределительным и коленчатым валами натянут гибкий ремень или металлическая цепь. Перед установкой этих элементов необходимо провести синхронизацию всех валов – выставить их по меткам.
Что такое поршень?
Можно даже сказать, что это основа всей системы. Именно с его помощью создается давление в цилиндрах, а при взрыве топливовоздушной смеси он смещается в нижнее положение и приводит в движение коленчатый вал. Изготавливаются поршни из сплавов на основе алюминия. В верхней части имеются канавки для колец – компрессионных и маслосъемного. Назначение их понятно из названий: первые необходимы для создания давления, а вторые – для снятия масляной пленки с внутренней поверхности цилиндра. Именно с их помощью цилиндро-поршневая группа нормально функционирует.
Примерно в середине, чуть ниже колец, находится палец, с помощью которого производится установка поршня на шатун. В некоторых автомобилях в целях безопасности двигателя во время обрыва ремня ГРМ применяются поршни, в верхней части которых, обращенной в сторону клапанов, сделаны выемки. При разрыве ремня коленчатый вал продолжает перемещать все поршни, а клапаны падают в нижнее положение. Результат – сильнейшие удары тарелок клапанов о поверхность поршней. Выемки позволяют избежать этого.
Коленчатый вал двигателя
Коленвал – это цельнометаллическая конструкция, имеющая своеобразную форму. С его помощью осуществляется сглаженная работа всех цилиндров. Например, при положении одного в верхней мертвой точке другой находится в нижней, а третий с четвертым – на подходе к ВМТ и НМТ соответственно. Между поршнем и коленчатым валом установлен шатун. Он подвижно закреплен с обоих краев. Когда проводится ремонт поршневой группы, обязательно заменяются вкладыши на месте соединения шатуна с коленчатым валом.
Скольжение шатуна на коленчатом валу обеспечивают вкладыши с канавками. По ним поступает масло, которое смазывает поверхности и уменьшает трение. Коленвал с одной стороны имеет маховик – тяжелый сбалансированный металлический диск, который позволяет избавиться от незначительных вибраций, возникающих при работе. С другой стороны устанавливаются шкивы для привода газораспределительного механизма и дополнительного оборудования (ГУР, компрессор кондиционера, электрический генератор, и пр.).
Распределительный вал и ГБЦ
Эти узлы влияют на то, насколько правильно будет осуществляться подача топливной смеси и отвод газов после сгорания. При движении поршня вверх происходит открывание выпускных клапанов, под создавшимся давлением сгоревшие газы уходят в выпускной коллектор. Незадолго до достижения ВМТ происходит закрывание выпускных и открывание впускных клапанов. В момент, когда поршень находится в крайнем верхнем положении, пробивает искра, смесь из бензина и воздуха взрывается. Так как на этот момент все отверстия герметично закрыты, ему некуда деваться - приходится только идти вниз. И в итоге шатунно-поршневая группа осуществляет вращение коленвала.
И такая работа происходит постоянно. Для правильного функционирования необходимо устанавливать распредвал и коленвал синхронно. В противном случае работа всего двигателя окажется неправильной: в момент, когда клапан должен открываться для подачи топлива, он будет закрыт. Следовательно, воспламенения смеси не произойдет, а это главное условие стабильной работы любого двигателя внутреннего сгорания. Установлен распредвал в ГБЦ, изготовленной из алюминиевых сплавов. Крепеж производится после каждой пары кулачков. По краям вала имеются подшипники для обеспечения плавного вращения.
Признак износа поршневой группы
Проведите замеры давления в каждом цилиндре. Оно должно быть везде одинаково. Причем отличий от данных, указанных в технических характеристиках, не должно наблюдаться. Падение компрессии в двигателе можно выявить и во время движения. Так, автомобиль становится менее приемистым, с трудом перевозит нескольких пассажиров. Это говорит о том, что цилиндро-поршневая группа имеет дефекты, в частности большую выработку. Обратите внимание на то, что все системы должны функционировать стабильно.
Аналогичные симптомы присутствуют и в случае нарушений в системе зажигания или топливоподачи. Поэтому для верности необходимо удостовериться в том, что давление действительно ниже нормы. Зачастую причиной такого является чрезмерный перегрев, когда охлаждающая жидкость закипает, а двигатель работает без дополнительного теплообмена. Кольца в поршнях залегают и не соприкасаются с поверхностью цилиндров. Поможет в этом случае лишь капитальный ремонт.
Проведение тюнинга
При усовершенствовании узлов и агрегатов двигателя необходимо проводить их облегчение. Но нужно и учитывать то, что следует делать это разумно, без фанатизма, чтобы не ухудшить прочность и надежность механизмов. Например, у поршней стачивают юбку с внутренней стороны, что позволяет уменьшить вес на несколько грамм, но крутящий момент заметно увеличивается. Вся поршневая группа двигателя нуждается в значительном облегчении ее элементов. Аналогично производится уменьшение массы коленчатого вала: с его поверхности убирается слой металла. Маховик, расположенный на валу, тоже подвергается обработке: с внутренней части снимается лишний металл. Аналогичные действия проделать нужно и с шатунами.
Стоит заметить, что при усовершенствовании (тюнинге) таких агрегатов, как маховик, коленвал, распредвал, обязательно необходимо проводить по окончании центровку и балансировку. Поскольку это элементы, которые вращаются вокруг оси, если точка тяжести окажется смещена, то появится биение. И если оно слишком сильное, то разрушения агрегатов ждать останется не очень долго. Более простой способ, но с финансовой стороны не слишком выгодный, можно применить, если провести установку узлов для конкретного двигателя, уже прошедших процедуру облегчения. У них и форма несколько иная, и используемый материал по прочности не уступает стандартному, зато масса его намного меньше. Обратите внимание на поздние модификации моторов. Например, поршневая группа "ВАЗ-2101" может быть заменена на более совершенные элементы модели 2103 или 2106.
Что еще учесть при проведении тюнинга
Не нужно останавливаться на достигнутом. Так как вы увеличили мощность и крутящий момент, нужно предусмотреть и более эффективную смазку. Без модернизации масляного насоса никуда не деться. Систему смазки лучше всего дополнить канавками с внутренней стороны вкладышей. Занятие не из легких, так как эти элементы с трудом подвергаются какой-либо обработке. Но выполнить все можно, хоть и затратите время. Также позаботьтесь о системе охлаждения. Режим работы мотора существенно изменился, поэтому со стандартным теплообменником он может перегреваться.
Применение сцепления усиленного типа обязательно, так как крутящий момент вышел в плюс. Стандартные диски могут просто не выдержать возросших нагрузок. Выжимной подшипник также подбирается, исходя из новых характеристик. Но самое главное – это модернизация тормозов. Увеличение площади соприкосновения колодки с диском – это эффективное решение для обеспечения торможения. На колесах сзади следует отказаться от применения барабанных механизмов, отдавайте предпочтение дисковым. Любой легковой автомобиль можно переоборудовать таким образом. И если изменяются размеры поршневой группы, проводится облегчение, то в обязательном порядке требуется усовершенствование всех агрегатов автомобиля.
Расточка цилиндра
Если решите во время ремонта сделать тюнинг, то старайтесь учитывать все требования, изложенные выше. Но даже замена всех агрегатов на стандартные даст результат. Не стоит забывать, что при уменьшении компрессии в цилиндрах падает мощность ДВС. Если с поршнями все предельно понятно (достаточно приобрести следующий ремонтный размер), то с блоком все оказывается немного сложнее. Гильзы, расположенные в нем, нужно подвергнуть проточке на специальном токарном станке. И есть два варианта проведения такой процедуры.
Первый заключается лишь в том, что вся поверхность уменьшается, ей придается форма правильного круга. Если взглянуть на нее до ремонта, то она окажется скорее овальной. Второй способ – то же самое, только после обработки наносится на поверхность мелкая сетка. Называется эта процедура хонингованием. Бытует мнение, что такой способ увеличивает мощность. На самом же деле, рифленая поверхность сильно изнашивает кольца. А через 10-20 тыс. км пробега гильза и вовсе становится зеркальной, хонинговка исчезает. Если решите сэкономить на ремонте так, чтобы не навредить двигателю, то выбирайте первый способ расточки. Подобным образом ремонтируется поршневая группа "Камаз", а также всех остальных двигателей внутреннего сгорания.
Несколько советов
Главная рекомендация состоит в следующем: не пытайтесь проводить тюнинг или ремонт двигателя, если не уверены в своих силах либо вообще не понимаете, для чего нужны те или иные узлы. Отдайте все в руки профессиональных мастеров, которые сделают работу максимально качественно.
Если вы желаете провести ремонт, то оцените и свои финансовые возможности. Даже самостоятельное его проведение выльется в копеечку. Порой выгоднее оказывается приобрести двигатель с небольшим пробегом, нежели восстанавливать свой. А так как мотор – это запчасть, а не номерной агрегат, то регистрация в ГИБДД не требуется (если он установлен с автомобиля той же модели).
www.syl.ru
Ремонт поршневой группы | ТО и ТР автомобиля
В процессе работы поршни могут иметь следующие дефекты:
- нагар на днище и в канавках под кольцами;
- трещины и царапины на стенках;
- износ по диаметру;
- износ канавок для поршневых колец;
- износ отверстий в бобышках.
Нагар с днища удаляют тупым металлическим скребком или металлической щеткой, предварительно смочив нагар керосином.
Нагар из канавок удаляют специальным приспособлением. Наличие трещин в поршне определяют на слух, для чего поршень берут за головку, а по юбке наносят легкие удары металлическим предметом. Глухой, дребезжащий звук указывает на наличие трещин.

Рис. Приспособление для удаления нагара из канавок поршня.
Поршни, имеющие большой износ по диаметру, трещины и глубокие царапины, необходимо заменить. Изношенные канавки для поршневых колец могут быть проточены под увеличенный размер колец по высоте на токарном станке при помощи приспособления, представляющего собой кольцо с наружным диаметром, равным внутреннему центрирующему пояску поршня. На кольцо, установленное в патрон станка, надевают поршень и закрепляют его болтом с проушиной. Болт проушиной соединен с поршнем посредством поршневого пальца и проходит сквозь шпиндель станка. С обратной стороны болт закреплен гайкой. Канавки на поршне следует протачивать с учетом установленных ремонтных размеров поршневых колец.

Рис. Установка поршня при проточке поршневых канавок:1 — поршневой палец; 2 — установочное кольцо; 3 — болт с проушиной; 4 — гайка; 5 — шпиндель станка; 6 — патрон станка.
Изношенные отверстия в бобышках ремонтируют развертыванием их под увеличенный диаметр поршневого пальца при помощи раздвижной развертки с направляющим хвостовиком. Применение коротких разверток недопустимо, так как это легко приводит к нарушению перпендикулярности оси пальца с осью поршня; поэтому после развертывания необходимо проверять перпендикулярность осей на специальном приспособлении.

Рис. Проверка перпендикулярности оси поршневого пальца.
Поршень надевают на палец приспособления и придвигают вплотную к стойке. При этом штифт индикатора, укрепленного к стойке, соприкасается с поршнем, и стрелка индикатора даст определенное отклонение. Заметив показания индикатора, поршень снимают и надевают на палец другой стороной. Разница в показаниях индикатора не должна превышать 0,05 мм. В противном случае поршень необходимо забраковать.
Подбор поршней
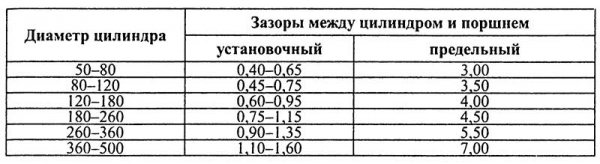
Поршни подбирают в соответствии с ремонтными размерами цилиндров. Цифру увеличения диаметра поршня выбивают на его днище. Каждый поршень подбирают индивидуально по цилиндру для получения нужного зазора. Величину зазора определяют путем протягивания ленты-щупа между поршнем и цилиндром при помощи динамометра со стороны, противоположной разрезу юбки. Усилие на динамометре при движений щупа через зазор должно лежать в обусловленных пределах.

Рис. Проверка зазора между поршнем и цилиндром:1 — динамометр; 2 — лента-щуп.
При отсутствии ленты-щупа поршень подбирают с таким расчетом, чтобы он проходил свободно по всей длине цилиндра под легким нажимом руки, но не перемещался от собственного веса при вертикальном положении цилиндра. Кроме зазора, при подборе поршней учитывают также и их вес. Разность в весе алюминиевых поршней одного комплекта должна быть не более 5 г.
Подбор поршневых колец
При износе поверхности колец и потере упругости кольца заменяют новыми ремонтного размера, соответствующего ремонтному размеру поршня и цилиндра. Цифру ремонтного увеличения диаметра поршневого кольца выбивают на его торцевой поверхности около замка. Новое кольцо подбирают по цилиндру и поршню.

Рис. Проверка зазора в стыке поршневого кольца.
Для подбора кольца по цилиндру нужно установить его в цилиндр, выравнять поршнем и щупом измерить зазор в стыке. Если зазора нет или он мал, то опиливают стык напильником до нормальной величины. Если зазор больше нормального, то кольцо для данного цилиндра непригодно.

Рис. Измерение зазора в канавке поршневого кольца.
Для подбора кольца по поршню его следует сначала «прокатить» кругом по канавке поршня, а затем щупом измерить зазор в канавке поршневого кольца. При заедании кольца в канавке или при малом зазоре торцевую часть кольца шлифуют вручную на листе наждачной бумаги, укрепленной на ровной деревянной плите.
Упругость колец проверяют на специальном приборе. При этом величина нагрузки должна соответствовать зазору в стыке кольца, установленного в цилиндр.

Рис. Проверка упругости поршневого кольца.
Ремонт поршневого пальца
Поршневые пальцы с износом по диаметру более 0,5 мм подлежат замене, а с износом менее 0,5 мм восстанавливаются путем перешлифовывания на меньший размер (если палец был увеличенного ремонтного размера), хромированием или раздачей.
Палец шлифуют на круглошлифовальном или токарном станке при помощи специального супортно-шлифовального приспособления. Это приспособление состоит из электродвигателя со шлифовальным камнем, оно укрепляется в супорте токарного станка.

Рис. Раздача поршневого пальца:1 — оправка; 2 — матрица; 3 — поршневой палец; 4 — основание.
Первоначальный размер пальца восстанавливают хромированием его или раздачей. Раздачу производят в специальном приспособлении, состоящем из основания, матрицы и оправки (пуансона). Палец нагревают до температуры 800—900° и устанавливают в матрицу, затем внутри пальца под давлением пресса или ударами молотка прогоняется оправка. Матрица ограничивает расширение пальца и придает ему правильную форму. После раздачи палец подвергают закалке в масле с последующим отпуском и шлифуют под номинальный размер.
Отремонтированный или новый поршневой палец подбирают по втулке шатуна и отверстиям бобышек поршня.

Рис. Проверка посадки поршневого пальца во втулке головки шатуна.
Во втулку шатуна поршневой палец входит под давлением большого пальца руки. В отверстия бобышек алюминиевого поршня он также входит под нажимом руки, но для этого поршень должен быть нагрет в масле до температуры 70—80°.
ustroistvo-avtomobilya.ru
Ремонт поршневой группы двигателя, особенности работ, к кому лучше обратиться
Если вы найдете ошибку в тексте, выделите её мышью и нажмите Ctrl+Enter. Спасибо.

Ремонт поршневой группы должен проводиться в специализированном автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автовладельцам, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно производить ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются ремонтировать поршневую группу автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней различных неисправностей мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего пропадает динамика автомобиля, повышается расход моторного масла.

В случае появления различного рода дефектов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной сложности.
Признаки неисправности поршневой группы
Бережная эксплуатация и своевременное техобслуживание обеспечивают долгую, бесперебойную работу двигателя, но у каждого мотора есть свой ресурс, и со временем от постоянного трения детали изнашиваются.
Как правильно эксплуатировать двигатель автомобиля читайте тут http://autotopik.ru/sovet/858-kak-pravilno-ekspluatirovat-dvigatel.html.
В процессе эксплуатации износу подвергаются поршневые кольца (ПК) и внутренние стенки цилиндров, от постоянной нагрузки лопаются перегородки поршней.

Основные признаки неисправной ЦПГ следующие:
- пропала динамика автомобиля, нет нормальной тяги;
- в двигателе появился металлический стук, который увеличивается под нагрузкой;
- из выхлопной трубы появляется белый или сизый дым;

- масло расходуется свыше положенной нормы, его приходится постоянно подливать.
Особенности замены поршневых колец
Если износились или поломались только кольца, ремонт ЦПГ можно произвести без демонтажа двигателя, сняв с мотора масляный поддон и головку блока цилиндров.

В этом случае снизу откручиваются гайки (болты) шатунных крышек, и поршни вместе с шатунами выбиваются из гильз цилиндров.

Но ремонт таким методом возможен лишь тогда, когда на цилиндрах нет выработки или значимых повреждений (задиров, борозд, выбоин).

При демонтаже ЦПГ производится осмотр поршней, они не должны иметь задиров, сколов и трещин.
Если поршни не меняются, обязательно следует прочистить канавки, в которые поршневые кольца устанавливаются.
Нагар, оставшийся в канавках, не позволит кольцам нормально разместиться по своим местам, и они при установке поршней в цилиндры легко могут сломаться.

При наличии повреждений внутренних стенок цилиндров замена ПК на месте нецелесообразна, здесь уже необходимо снимать двигатель, растачивать блок.

Но в двигателях со съемными гильзами цилиндро-поршневая группа меняется, и в составе автомобиля, такую операцию возможно осуществить на моторах ЗМЗ-402/4021, УМЗ-417, УЗАМ-331/ 3317/ 3318 и др.

Особенности замены поршней
Поменять поршни также можно, не снимая двигателя, замена требуется в случаях их повреждения, и если зазор между поршнем и внутренней стенкой цилиндра составляет более 0,15 мм.
Зазор замерить просто:
- поршень без колец опускается в гильзу;
- замер производится щупом между стенкой цилиндра и серединой юбки поршня.

Посадка поршневого пальца может быть холодной (плавающей) и горячей, для соединения поршня с шатуном используют специальные съемники, или при горячей посадке нагревают шатуны (охлаждают поршни).
Где проводить ремонт поршневой группы
В автосервисе ремонт поршневой группы двигателей стоит не дешево, поэтому многие автовладельцы обращаются к местным «кулибиным», которые разворачивают свои мини автомастерские в гаражных кооперативах.
В данном случае люди полагаются на отзывы об мастере, ну а дальше уже как повезет.
Автосервисы же стараются держать опытных мотористов, которые могут провести ремонт двигателя любой сложности.
Как правило они:
- знают все нюансы в своей работе;
- быстро определяют причину поломки;
- меняют только те детали, которые реально нуждаются в замене;
- на профессиональном уровне восстанавливают работоспособность силового агрегата в короткие сроки;
- дают гарантию на свои работы.

Грамотный ремонт ДВС – это залог здоровья «сердца» вашего автомобиля, и доверив мотор специалистам, вы можете быть уверены, что он длительное время будет работать бесперебойно и тихо, радовать высокой мощностью и отличной динамикой.
Ну а если ситуация с двигателем не настолько сложная, как описано выше, то можно сделать раскоксовку двигателя.
Это продлит срок работы последнего на несколько тысяч километров.
Если в статье есть видео и оно не проигрывается, выделите любое слово мышью, нажмите Ctrl+Enter, в появившееся окно введите любое слово и нажмите "ОТПРАВИТЬ". Спасибо.
ЭТО МОЖЕТ БЫТЬ ПОЛЕЗНЫМ:
ПОДЕЛИТЬСЯ НОВОСТЬЮ С ДРУЗЬЯМИ:
autotopik.ru
Ремонт поршневой группы двигателя, особенности работ, к кому лучше обратиться
Ремонт поршневой группы должен проводиться в специализированном автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автовладельцам, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно производить ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются ремонтировать поршневую группу автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней различных неисправностей мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего пропадает динамика автомобиля, повышается .
В случае появления различного рода дефектов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной сложности.
Признаки неисправности поршневой группы
Бережная эксплуатация и своевременное техобслуживание обеспечивают долгую, бесперебойную работу двигателя, но у каждого мотора есть свой ресурс, и со временем от постоянного трения детали изнашиваются.
Как правильно эксплуатировать двигатель автомобиля читайте тут .
В процессе эксплуатации износу подвергаются поршневые кольца (ПК) и внутренние стенки цилиндров, от постоянной нагрузки лопаются перегородки поршней.
Основные признаки неисправной ЦПГ следующие:
- пропала динамика автомобиля, нет нормальной тяги;
- в двигателе появился , который увеличивается под нагрузкой;
- из выхлопной трубы появляется белый или ;
- масло расходуется свыше положенной нормы, его приходится постоянно подливать.
Особенности замены поршневых колец
Если износились или поломались только кольца, ремонт ЦПГ можно произвести без демонтажа двигателя, сняв с мотора масляный поддон и головку блока цилиндров.
В этом случае снизу откручиваются гайки (болты) шатунных крышек, и поршни вместе с шатунами выбиваются из гильз цилиндров.
Но ремонт таким методом возможен лишь тогда, когда на цилиндрах нет выработки или значимых повреждений (задиров, борозд, выбоин).
При демонтаже ЦПГ производится осмотр поршней, они не должны иметь задиров, сколов и трещин.
Если поршни не меняются, обязательно следует прочистить канавки, в которые поршневые кольца устанавливаются.
Нагар, оставшийся в канавках, не позволит кольцам нормально разместиться по своим местам, и они при установке поршней в цилиндры легко могут сломаться.
При наличии повреждений внутренних стенок цилиндров замена ПК на месте нецелесообразна, здесь уже необходимо снимать двигатель, растачивать блок.
Но в двигателях со съемными гильзами цилиндро-поршневая группа меняется, и в составе автомобиля, такую операцию возможно осуществить на моторах ЗМЗ-402/4021, УМЗ-417, УЗАМ-331/ 3317/ 3318 и др.
Особенности замены поршней
Поменять поршни также можно, не снимая двигателя, замена требуется в случаях их повреждения, и если зазор между поршнем и внутренней стенкой цилиндра составляет более 0,15 мм.
Зазор замерить просто:
- поршень без колец опускается в гильзу;
- замер производится щупом между стенкой цилиндра и серединой юбки поршня.
Посадка поршневого пальца может быть холодной (плавающей) и горячей, для соединения поршня с шатуном используют специальные съемники, или при горячей посадке нагревают шатуны (охлаждают поршни).
Где проводить ремонт поршневой группы
В автосервисе ремонт поршневой группы двигателей стоит не дешево, поэтому многие автовладельцы обращаются к местным «кулибиным», которые разворачивают свои мини автомастерские в гаражных кооперативах.
В данном случае люди полагаются на отзывы об мастере, ну а дальше уже как повезет.
Автосервисы же стараются держать опытных мотористов, которые могут провести ремонт двигателя любой сложности.
Как правило они:
- знают все нюансы в своей работе;
- быстро определяют причину поломки;
- меняют только те детали, которые реально нуждаются в замене;
- на профессиональном уровне восстанавливают работоспособность силового агрегата в короткие сроки;
- дают гарантию на свои работы.
Грамотный ремонт ДВС – это залог здоровья «сердца» вашего автомобиля, и доверив мотор специалистам, вы можете быть уверены, что он длительное время будет работать бесперебойно и тихо, радовать высокой мощностью и отличной динамикой.
Ну а если ситуация с двигателем не настолько сложная, как описано выше, то можно сделать .
Это продлит срок работы последнего на несколько тысяч километров.
portalvaz.ru
2. Порядок подбора деталей шатунно-поршневой группы при ремонте двигателя. Подбор и установка поршневых пальцев
ИЗМЕРЕНИЯ, ВЫПОЛНЯЕМЫЕ В ЦИЛИНДРО-ПОРШНЕВОЙ ГРУППЕ ПРИ ОЦЕНКЕ СОСТОЯНИЯ ДЕТАЛЕЙ.
Визуальная проверка на отсутствие трещин. Блок проверяют на герметичность. Плоскость разъема блока цилиндров с головкой проверяется с помощью линейки и набора щупов; при этом допускается неплоскостность до 0,1 мм. Если превышает допустимую, поверхность обрабатывают на плоскошлифовальном станке, снимая слой материала, не превышающий 0,2 мм. При проверке цилиндров визуально проверяют состояние их зеркала. Наличие на зеркале выбоин и глубоких царапин не допускается. Степень износа цилиндра определяется изменением его геометрических параметров: овальностью, конусностью, бочкообразностью, а также общим износом. Для определения размеров элементов цилиндропоршневой группы измеряют диаметр цилиндра нутромером, перемещая его с небольшими качаниями и диаметр поршня микрометром. Измерение диаметра цилиндра производится на четырех поясах, первый из которых находится на расстоянии 5 мм от плоскости разъема блока цилиндров, а остальные три определяются индивидуально для каждого двигателя: средний пояс - на середине хода поршня, верхний и нижний - в пределах хода его верхнего и нижнего краев. Конусность и бочкообразность определяются по разности значений, полученных при измерениях диаметра цилиндра в трех рабочих поясах. Конусность не должна превышать 0,1 мм. Овальность цилиндра определяется по разности его диаметра в двух взаимно перпендикулярных измерениях на одном и том же поясе. В зависимости от модели двигателя она не должна превышать 0,04...0,07 мм. Зазор между поршнем и цилиндром измеряется для каждого цилиндра отдельно. Этот зазор определяется как разность между внутренним диаметром цилиндра и диаметром юбки поршня, измеренным на определенном расстоянии от днища поршня или от его нижнего края. Максимальный износ цилиндров - 0,08...0,25 мм (в зависимости от требований фирмы-изготовителя). Если измеренный зазор входит в допустимые пределы, цилиндры можно не растачивать; достаточно установить новые поршневые кольца. При зазоре, превышающем максимальное допустимое значение, необходима расточка цилиндров (гильз). Окончательный диаметр цилиндра под расточку определяется путем прибавления к измеренному диаметру монтажного зазора (0,03 мм) между поршнем и цилиндром. Кроме того, учитывают припуск 0,02...0,03 мм на хонингование. После хонингования выдерживается такой диаметр, чтобы при установке выбранного ремонтного поршня расчетный зазор (не путать с предельным!) между цилиндром и поршнем не превышал допустимого (0,025...0,070 мм). Если зазор между поршнем и цилиндром превышает допустимый, цилиндры растачивают под ближайший ремонтный размер. При растачивании цилиндров устанавливают крышки коренных подшипников с затяжкой их крепления сборочным моментом. За один проход станка снимают не более 0,05 мм материала. Для лучшего смазывания колец необходимо обработать поверхность цилиндра хонингованием. После хонингования 70...80 % рабочей площади поршневых колец соприкасается- с цилиндром, остальная площадь - углубления, обеспечивающие смазывание и приработку колец. Если при проверке зазора между поршнем и цилиндром оказалось, что он не выходит за допустимые пределы, но возникла необходимость замены поршневых колец из-за их износа, цилиндры не растачивают, а хонингуют. При хонинговании «ершиком» необходимо следить чтобы металлические частицы не попали в глаза и на руки.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, они могут быть использованы снова. Поэтому при разборке необходимо их пометить, чтобы в дальнейшем установить детали на прежние места. Поршневые пальцы должны сниматься только с помощью пресса. Применение молотка не допускается. Перед сборкой поршневой палец подбирается к поршню. Допустимым считается такой его износ, при котором палец не выпадает из поршня, если держать последний так, чтобы палец находился в вертикальном положении, а будучи смочен моторным маслом, входил в отверстие поршня при нажатии рукой. Если поршневой палец выпадает из поршня, его заменяют пальцем следующего размерного класса. Если в поршне был установлен палец последнего класса, то заменяют поршень вместе с пальцем. При сборке палец запрессовывают в головку шатуна с натягом, поэтому для облегчения этой операции шатун предварительно нагревают, выдержав его в печи при температуре 240...280 °С не менее 15 мин, а при отсутствии печи - в кипящем масле. В целях облегчения сборки рекомендуется также подогреть поршень в сосуде с водой до температуры 15...75 °С, а поршневой палец смазать моторным маслом. Запрессовывать палец в шатун желательно с помощью специального приспособления. После охлаждения поршневой палец дополнительно смазывают моторным маслом через отверстия в бобышках поршня. Поршень с шатуном должны быть собраны так, чтобы стрелка на днище поршня была направлена в сторону отверстия для выхода масла на нижней головке шатуна.
Подбор поршней к цилиндрам
При подборе поршня к цилиндру должен соблюдаться расчетный зазор. Он определяется измерением диаметра этих деталей и обеспечивается установкой поршней того же размерного класса, что и цилиндры. В запасные части могут поставляться поршни промежуточных классов по диаметру, например А, С или Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разделены на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С. Поршень того же класса может подойти и к изношенным цилиндрам классов А и В. Если гильзы цилиндров не требуют растачивания, а поршни и кольца устанавливаются новые, рекомендуется слегка увеличить шероховатость зеркала цилиндра наждачной бумагой мелкой зернистости или произвести хонингование, что улучшит прирабатываемость колец к цилиндрам. Увеличение шероховатости следует осуществлять в диагональном направлении, не допуская перемещений по вертикали. Поршни к обработанным под ремонтный размер цилиндрам желательно подбирать по усилию, необходимому для протягивания ленты-щупа, вставляемой в зазор между поршнем и гильзой цилиндра. Усилие протягивания ленты определенной толщины (примерно равной номинальному зазору между поршнем и цилиндром) шириной около 13 мм должно находиться в пределах 3,5...4,5 кгс. Ленту располагают в плоскости, перпендикулярной к оси поршневого пальца. Для обеспечения правильности подбора поршня к цилиндру поршень обязательно должен быть без поршневого пальца, который при холодном поршне искажает истинные размеры его юбки. При этом поршень устанавливают в цилиндр юбкой вверх, иначе при протягивании лента будет «закусываться» из-за конусности поршня.
studfiles.net
Ремонт поршневой группы, особенности, где лучше мастерить
Ремонт поршневой группы должен проводиться в спец автосервисе грамотными мотористами, но с признаками неисправностей ЦПГ и порядком проведения работ не помешает познакомиться всем автолюбителям, в том числе и начинающим водителям.
В статье объясняется, каким образом производится замена поршневой группы, в каких случаях можно изготавливать ремонт без снятия двигателя с автомобиля.
Информация будет полезна для автовладельцев, которые собираются чинить поршневую группу совокупность чего-либо автомобиля.
В автомобильном двигателе поршневая группа – важная составляющая, при возникновении в ней разных неисправностей состояние объекта, при котором он не соответствует хотя бы одному из требований нормативно-технической и (или) конструкторской (проектной) документации мотор начинает неустойчиво работать, плохо развивает обороты, вследствие чего теряется динамика автомобиля моторное дорожное транспортное средство, используемое для перевозки людей или грузов, повышается расход моторного масла.
В случае появления различного рода изъянов в цилиндро-поршневой группе (ЦПГ) двигателю требуется ремонт, и в зависимости от поломки он может быть различной трудности.
Признаки неисправности поршневой группы
Бережная эксплуатация и своевременное техобслуживание обеспечивают долгую, бесперебойную труд двигателя, но у каждого мотора есть свой ресурс, и со временем от постоянного трения детали изнашиваются.
Как верно эксплуатировать двигатель автомобиля читайте тут http://autotopik.ru/sovet/858-kak-pravilno-ekspluatirovat-dvigatel.html.
В процессе эксплуатации износу подвергаются поршневые перстни (ПК) и внутренние стенки цилиндров, от постоянной нагрузки лопаются перегородки поршней.
Главные признаки неисправной ЦПГ следующие:
- пропала динамика автомобиля, нет нормальной тяги;
- в двигателе устройство, преобразующее какой-либо вид энергии в механическую работу появился железный стук, который увеличивается под нагрузкой;
- из выхлопной трубы появляется белый или сизый дым;
- масло расходуется выше положенной нормы, его приходится постоянно подливать.
Особенности замены Замена (фильм, 1996) (англ поршневых колец
Если сносились или поломались только кольца, ремонт комплекс мероприятий по восстановлению работоспособного или исправного состояния какого-либо объекта и/или восстановлению его ресурса ЦПГ можно произвести без демонтажа двигателя, сняв с мотора устройство, преобразующее какой-либо вид энергии в механическую работу масляный поддон и головку блока цилиндров.
В этом случае снизу откручиваются гайки (болты) шатунных покрышек, и поршни постолы (укр вместе с шатунами может означать: Шатун (деталь) — деталь кривошипно-шатунного механизма, соединяющая поршень с коленчатым валом выбиваются из гильз цилиндров.
Но ремонт таким способом возможен лишь тогда, когда на цилиндрах нет выработки или значимых повреждений (задиров, борозд, выбоин).
При демонтаже ЦПГ делается осмотр поршней, они не должны иметь задиров, сколов и трещин.
Если поршни не меняются, непременно следует прочистить канавки, в которые поршневые кольца круглый объект с отверстием внутри (пример: тор или полноторие) устанавливаются.
Нагар, оставшийся в канавках, не дозволит кольцам нормально разместиться по своим местам, и они при установке поршней в цилиндры геометрическое тело, ограниченное цилиндрической поверхностью и двумя параллельными плоскостями, пересекающими её под прямым углом легко могут сломаться.
При присутствии повреждений внутренних стенок цилиндров замена ПК на месте нецелесообразна, здесь уже необходимо снимать движок, растачивать блок.
Но в двигателях со съемными гильзами цилиндро-поршневая группа меняется, и в составе автомобиля, такую операцию может быть осуществить на моторах ЗМЗ-402/4021, УМЗ-417, УЗАМ-331/ 3317/ 3318 и др.
Особенности замены поршней
Поменять поршни также можно, не снимая мотора, замена требуется в случаях в древнегреческой философии Случай в страховании Случай (финансы) Случай в юриспруденции их повреждения, и если зазор между поршнем и внутренней стенкой фамилия и топоним цилиндра составляет немало 0,15 мм.
Зазор замерить просто:
- поршень деталь цилиндрической формы, совершающая возвратно-поступательное движение внутри цилиндра и служащая для превращения изменения давления газа, пара или жидкости в механическую работу, или наоборот без колец опускается в гильзу;
- замер производится щупом меж стенкой цилиндра и серединой юбки поршня.
Посадка поршневого пальца может быть прохладной (плавающей) и горячей, для соединения поршня с шатуном используют специальные съемники, или при горячей посадке нагревают шатуны (студят поршни).
Где проводить ремонт поршневой группы
В автосервисе ремонт поршневой группы двигателей стоит не недорого, поэтому многие автовладельцы обращаются к местным «кулибиным», которые разворачивают свои мини автомастерские в гаражных кооперативах.
В этом случае люди полагаются на отзывы об мастере, ну а дальше уже как повезет.
Автосервисы технического обслуживания (СТО) — предприятие, предоставляющее услуги населению и/или организациям по плановому техническому обслуживанию, текущему и капитальному ремонтам, устранению поломок, же стараются держать опытнейших мотористов, которые могут провести ремонт двигателя любой сложности.
Как правило они:
- знают все аспекты в своей работе;
- быстро определяют причину поломки;
- меняют только те детали, которые реально бедствуют в замене;
- на профессиональном уровне восстанавливают работоспособность силового агрегата в короткие сроки;
- дают гарантию на свои труды.
Грамотный ремонт ДВС – это залог здоровья «сердца» вашего автомобиля, и доверив мотор специалистам, вы сможете быть уверены, что он длительное время будет работать бесперебойно и тихо, радовать высокой мощностью и хорошей динамикой.
Ну а если ситуация с двигателем не настолько сложная, как описано выше, то можно сделать раскоксовку мотора.
Это продлит срок работы последнего на несколько тысяч километров.
Если в статье есть видео и оно не проигрывается, выделите хоть какое слово мышью, нажмите Ctrl+Enter, в появившееся окно введите любое слово и надавите «ОТПРАВИТЬ». Спасибо.
car-ocenka.ru
Ремонт поршневой группы - Справочник химика 21
Ремонт поршневой группы гидравлической части проводят аналогично ремонту поршневой группы парового цилиндра. [c.217]Во время осмотра и ремонта поршневой группы следует соблюдать меры осторожности, чтобы при снятии поршневых колец исключить возникновение в них остаточной деформации или поломку. Для этого поршень укладывают на деревянные козлы с круговыми вырезами, а поршневые кольца снимают последовательно, начиная с первого, раздвигая замок и подкладывая под кольца латунные или стальные пластинки. [c.200]
Ремонт поршневой группы заключается главным образом в исправлении рабочей поверхности поршня, расточке отверстий под поршневой палец, ремонте поршневых пальцев, ремонте канавок под кольца и замене колец. [c.172]Ремонт поршневой группы. При ремонте штоков устраняют царапины и задиры на рабочей поверхности, следы изна- [c.125]
РЕМОНТ ПОРШНЕВОЙ ГРУППЫ [c.270]
Ремонт поршневой группы 271 [c.271]
Ремонт поршневой группы 273 [c.273]
Для поршневых насосов вместо смены поршневых колец, поршней и штоков целесообразно проводить смену всей поршневой группы, т. е. весь ремонт сводить только к удалению старого узла и установке нового. Ремонт золотников также лучше всего сводить к замене того или иного золотника с подогнанными кольцами, а если необходимо, и со втулкой. [c.68]
Обкатка компрессора. После ремонта компрессор обкатывается в соответствии с инструкцией при включенной сигнализации и системе блокировки. Во время обкатки осуществляется наблюдение за температурой подшипников, за подачей смазки к параллелям направляющих, в цилиндры и сальники, за наличием стуков в кривошипно-шатунном механизме и за чистотой фильтров очистки масла. При нарушении нормальной работы компрессора во время обкатки его необходимо немедленно остановить. После обкатки проверяется качество приработки деталей шатунно-поршневой группы. [c.233]
Герметичность цилиндро-поршневой группы двигателя проверяют по давлению сжатия. Нарушение необходимой герметичности всегда вызывает снижение мощности и ухудшение экономичности двигателя, дополнительный расход масла. Двигатель с изношенной цилиндро-поршневой группой при общем пробеге, близком к нормативному для постановки его на капитальный ремонт, имеет на 25—30 % больший [c.166]
Переходную шкалу снимают вновь при применении новой партии вторичных эталонных топлив и после капитального ремонта цилиндрово-поршневой группы двигателя. [c.655]
В процессе работы двигателя АШ-82Т в цилиндро-поршневой группе во время обкатки при ремонте, а также во время эксплуатации, на поверхностях трения зеркала цилиндра, поршневых колец и поршня (фиг. 102—104) возникают такие характерные дефекты как грубый рельеф поверхностей трения, неоднородное изменение твердости и структуры трущихся поверхностных слоев металла. [c.132]
В технических условиях ремонта двигателей обязательным условием испытания двигателей является проверка приемистости двигателя, которая производится при резком форсировании работы двигателя в короткий промежуток времени. Эти испытания следует проводить после полной приработки двигателя, которая обычно заканчивается уже при нормальной эксплуатации двигателя. В процессе эксплуатации не допускается перегрев цилиндро-поршневой группы и требуется устойчивая смазка зеркала цилиндра. [c.139]
Приведенные данные свидетельствуют о том, что затраты времени на ремонт клапанов и цилиндро-поршневой группы компрессоров постоянно уменьшаются и за приведенные годы сократились соответственно в 3,6 и 6,1 раза. Для других узлов такая тенденция отсутствует. [c.226]
РЕМОНТ ДЕТАЛЕЙ ШАТУННО-ПОРШНЕВОЙ ГРУППЫ [c.237]
К дефектам, требующим отправки в ремонт (неустранимым на объекте), относятся стук в шатунно-поршневой группе, снижение производительности из-за износа цилиндров (а для герметичного компрессора — по любой причине поломка клапана, выход из строя двигателя и др.), перегрев компрессора из-за нарушения системы смазки, течь в пайке или сварке испарителя, ресивера, конденсатора, загрязнение конденсатора водяным камнем. [c.274]
При ремонте дизелей широко применяют также поточные линии по ремонту отдельных сборочных единиц и агрегатов шатунно-поршневой группы, втулок цилиндров, воздуходувок и турбокомпрессоров, редукторов, фильтров и др. [c.65]
Основными причинами образования задиров втулки цилиндра и поршня являются нарушение режима работы дизеля (резкое нагружение непрогретого дизеля, перегрев и резкое охлаждение втулок) недостаточное смазывание попадание воды или абразивных частиц на трущиеся поверхности нарушение технологии ремонта и сборки шатунно-поршневой группы (отсутствие полуды на поршне, перекосы в соединении поршня с шатуном, неправильная затяжка шпилек крепления вставки поршня, малый зазор между поршнем и втулкой и др.) деформации втулки цилиндра от изменения температуры по длине, а на дизелях типа ДЮО — также от тепловых перемещений выпускных коллекторов вместе с коробками [c.83]
При ремонте шатунно-поршневой группы применяют различные приспособления и технологическое оборудование (поворотные стенды, лебедки, подъемные приспособления и др.). При работе с ними следует проявлять осторожность и выполнять правила техники безопасности, разрабатываемые применительно к каждому виду оборудования. [c.109]
Во время эксплуатации расхождение щек коленчатого вала проверяют периодически в сроки, установленные техническими условиями на эксплуатацию данного агрегата. Расхождение щек целесообразно замерять при каждой остановке агрегата для осмотра. Во время капитального ремонта расхождение щек коленчатого вала рекомендуется замерять в определенной последовательности с навешенной поршневой группой и маховиком без поршневой группы с навешенным маховиком и без поршневой группы и маховика. [c.66]
Ремонт деталей шатунно-поршневой группы [c.233]
Ремонт компрессора состоит из ряда последовательно выполняемых операций разборки, ремонта деталей и узлов, сборки и опробования. Перед разборкой компрессор освобождают от хладагента и смазочного масла. Вскрытие цилиндров и картера компрессора следует производить с осторожностью, убедившись в надежном отключении компрессора от системы. При разборке частей компрессора детали маркируют, если это не было сделано заводом-изготовителем. Компрессор имеет ряд одинаковых деталей, узлов, которые подгонялись при изготовлении и прирабатывались в ходе износа к сопрягаемым деталям. При сборке такие детали и узлы необходимо поставить на прежние места. Первоначально компрессор разбирают на отдельные узлы или группы деталей (такие, как шатунно-поршневая группа, клапан, масляный насос и т. п.). Разборка узлов производится после их промывки. [c.564]
Малый ремонт (дополнительно к объему профилактического осмотра) Демонтаж и разборка шатунно-поршневых групп. Всасы- + -ь + [c.117]
Ревизию компрессора проводят после обкатки по окончании монтажа, капитального ремонта или эксплуатации в соответствии с графиком планово-предупредительных ремонтов (ППР). Цель — проверка состояния, степени изношенности и устранение дефектов. Ревизии подлежат клапаны всасывания и нагнетания, зеркало цилиндров, сальниковые уплотнения, штоки, коренные подшипники и детали кривошипно-шатунного механизма (при монтаже и ремонте выборочно), масляные фильтры, поршневая группа, соединения и места, где обнаружены утечки. При ревизии необходимо заменить масло в циркуляционной смазочной системе и очистить смазочный бак и поддон. [c.54]
Установка деталей шатунно-поршневой группы. При сборке поршневых колец с поршнем радиальный зазор между кольцом, утопленным в канавке, и поверочной линейкой, поставленной на образующую, при диаметре кольца 100... 150 и 150...400 мм должен быть равен 0,45...0,60 и 0,60... 1,50 мм, тепловой зазор между стыками в таком положении 0,3...0,7 и 0,7...1,6 мм, а зазор между кольцом и стенкой канавки 0,1 мм. Зазор между направляющей и верхним башмаком крейцкопфа 0,10...0,25 мм, торцовое биение штока 0,05 мм (проверяют индикатором). Линейный зазор мертвого пространства в цилиндре со стороны рамы на 2...3 мм меньше, чем со стороны крышки (принимают по формуляру). Зазоры для смазывания в подшипнике большой головки шатуна такие же, как в коренных. Зазор во втулке малой головки должен быть равен 0,10...0,15 мм. Затяжку шатунных болтов контролируют постоянной скобой, на которой зафиксировано их предельное упругое удлинение. Подгонку сальников и клапанов к месту установки ведут по ходу ремонта. [c.159]
Ремонт кислородного компрессора значительно отличается от ремонта поршневой машины, предназначенной для сжатия воздуха. Основным фактором, определяющим своеобразие ремонта, является смазка поршневой группы. Смазка кислородного компрессора осуществляется мыльной эмульсией, представляющей собой раствор калийного мыла в дистиллированной воде. [c.267]
К основным неисправностям шатунно-поршневой группы относятся износ и излом поршневых колец, прогар головок и задир боковой поверхности поршней, ослабление шпилек, выработка пальцев и втулок шатунов. При ремонте выполняются следующие операции проводится полная разборка машины, осмотр ее состояния и износа деталей осуществляется замена изношенных деталей, если это необходимо выполняется ремонт цилиндров, поршней, шатунов и поршневых колец проводится замена или ремонт подшипников и других сборочных единиц машины осуществляются сборка, пробный пуск и испытание. [c.138]
При такой организации ремонта иа ремонтной базе одна часть слесарей производит разборку и сборку пасоса, нспользуя взамен изнои1енных узлов заранее подготовленные, а другая часть — сборку указанных узлов из новых или восстановленных деталей. Поэтому целесообразно разработать отдельно технологию ремонта насосов каждого тнна с учетом применения готовых узлов (для центробежных насосов — г авным образом роторы в сборе для поршневых — клапаны в сборе, поршневые группы гидравлн-ческо11 и паровой частей в сборе, золотники и т. д.), а также технологию разборки каждого узла. [c.233]
Низкое качество ремонта объясняется отсутствием необходимого технологического оборудования, недостаточным ассортиментом материалов, используемых для изготовления запчастей, нехваткой квалифицированного персонала. Повышение эффективности ремонтных служб достигается совершенствованием организации и технологии ремонтных работ. К числу технических мероприятий, повышающих экономические показатели ремонта, относятся использование прогрессивных методов ремонта и восстановления деталей и механизация ремонтных работ. Механизация позволяет повысить производительность труда при единичном и мелкосерийном производстве (а таким и является ремонтное производство) путем применения определенных приспособлений. К числу наиболее часто применяемых относятся следующие приспособления 1) передвижные механизмы для погрузо-разгрузоч-ных работ 2) универсальные стенды с быстродействующими пневматическими зажимами — для ремонта арматуры 3) универсальный гидропресс — для опрессовки арматуры 4) стенды для испытания пружин предохранительных клапанов на статическое сжатие 5) притирочные станки для притирки уплотнительных поверхностей арматуры 6) стенды для разборки-сборки поршневой группы компрессорного оборудования 7) стенды для разборки роторов центробежных насосов 8) гидропресс для запрессовкн-выпрессовки втулок 9) стенд для испытания прямоточных клапанов 10) манипуляторы-вращатели для наплавки цилиндрических деталей 11) универсальные штампы для изготовления клапанных пластин 12) пневматические и электрические гайковерты 13) гидравлические приспособления для разжима фланцевых соединений трубопроводов 14) передвижные установки для термообработки сварных швов 15) пресс с набором матриц и пуансонов для изготовления прокладок. [c.146]
При капитальном ремонте расхождение щек коленчатого вала проверяется последовательно с навешенной поршневой группой и маховиком, без поршневой группы с авешонным маховиком, без поршневой группы и маховика. [c.440]
Отказы, связанные со стуком и заклиниванием шатуннопоршневой группы, обычно требуют ремонта в условиях мастерских. Из 134 машин ФАК-0,7, взятых на выборку из числа поступивших в ремонт, оказалось, что 108 имеют стук в шатунно-поршневой группе и требуют замены поршней (32 шт.), поршневых пальцев (147 шт.), шатунов (120 шт.), валов (28 шт.) 34 компрессора (из 108), кроме стука, не давали требующейся производительности. 21 компрессор имел потерю холодопроизводительности (неустранимую на объекту) без стука в механизме движения и требовал замены цилиндров (4 шт.), головок блока (3 щт.) н клапан- [c.137]
Отказы по компрессору, требующие ремонта в условиях мастерских, в основном вызваны износом шатуннопоршневой группы появляются стук или задиры и заклинивание шатунно-поршневой группы. Общее количество таких отказов по МСКХО в 1965 — 1969 гг. было от 15 до 22%/год. Однако частично (от 2 до 6%) эти отказы устранялись непосредственно на объекте. [c.158]
Ремонту направляющих ползунов горизонтальных компрессоров уделяют особое внимание, так как они являются базой при сборке узлов и деталей цилиндровой и шатунно-поршневой групп. Ремонт направляющих обыч1Ю проводят при капитальных ремонтах. [c.199]
Термические трещины и прогары головок поршней образуются из-за перегрева днища поршня. В нем возникают высокие термические напряжения. Главной причиной возникновения этой неисправности является плохое охлаждение головки поршня вследствие некачественной очистки внутренней стороны днища пошня от нагара на текущих ремонтах ТР-2 и ТР-3, применение некачественного масла с низкими антинагарными свойствами, недостаточное поступление масла на охлаждение поршня при завышенных зазорах на масло в коренных и шатунных подшипниках коленчатого вала неправильная регулировка топливной аппаратуры и шатунно-поршневой группы (линейной величины камеры сжатия, размера 1,4 мм — для дизелей типа ДЮО) использование сопловых наконечников распылителей форсунок с косым срезом при применении поршней варианта Щ (5-й вариант). [c.98]
Храктерными работами при капитальном ремонте поршневых компрессоров являются проточка цилиндров, замена поршневой группы и штоков, проверка совпадения главных осей машины и исправление привалочных поверхностей цилиндров. Для центробежных компрессоров характерны следующие работы перелопачивание ротора с последующими статической и динамической балансировками, замена диафрагм или отдельных лопаток, реконструкции проточной части и изменение рабочих параметров машины. Для блоков разделения характерны работы . полный демонтаж всех сосудов и аппаратов, проведение гидравлических и пневматических испытаний, перепайка царг и тарелок разделительных колонн, полная или частичная замена насадки регенераторов, полная замена изоляционного материала, замена отдельных теплообменных аппаратов, трубопроводов и арматуры. [c.216]
Количество и состав ремонтного персонала зависит от мощности станции, конструкции и расположения оборудования, а также от того, предусмотрен ли в системе завода централизованный цех по ремонту энергетического оборудования. Однако при всем разнообразии условий работы опыт эксплуатации показал необходимость создания на кислородной станции сильной ремонтной группы, способной проводить подавляющее большинство ремонтов своими силами. Если на станции составлен четко разработанный годовой лраф Ик планово-предупредительных ремонтов, ремонтная группа загружена работой в течение всего года. В промежутках между ремонтами агрегатов лодготовля-ют, ремонтируют и комплектуют запасные части и узлы. Если на станции технологического кислорода установлены поршневые и центробежные машины, целесообразно укомплектовать три специализированные ремонтные бригады во главе с бригадирами. [c.343]
Ремонтные работы кривошипно-шатунного механизма ци-линдр0В10й и поршневой групп следует выполнять отдельным инструментом. Рекомендуется ключи для ремонта цилиндров. [c.361]
Если на станции составлен четко разработанный годовой график планово-предупредительных ремонтов, ремонтная группа загружена работой в течение всего года. В промежутках между ремонтами агрегатов эта группа подготовляет, ремонтирует и комплектует запасные части и узлы. Если в цехе разде-.ления воздуха установлены поршневые и центробежные машины, целесообразно укомплектовать три специализированные )емонтные бригады во главе с бригадирами. [c.310]
Низкое качество изготовления и ремонта клапанов. На Старо-Бешевской ГРЭС во время пуска блока при опробовании не сработал нн один клапан. Дефектные клапаны были сняты с котла и заменены новыми со следующего блока. Однако при повторном опробовании из четырех клапанов сработал только один. Таким образом, из восьми опробованных клапанов работоспособным оказался только один. Ревизия этих клапанов показала низкое качество изготовления поршневой группы. Рубашки поршневой камеры имели большую эллиптичность. Зазоры между кольцами и рубашкой достигали 0,35—0,4 мм на диаметр. По внутреннему диаметру рубашки имелись небольшие задиры и следы резца. [c.45]
chem21.info










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)