 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Поршни и поршневые пальцы. Пальцы поршневые
Поршневые пальцы
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
studfiles.net
Виды поршневых пальцев в ДВС ВАЗ.
Поршневой палец способен обеспечивать шарнирное соединение верхней головки шатуна и самого поршня. При условии работающего двигателя на поршневой палец воздействуют существенные переменные силы. Следственно, само изделие и отверстие под него сопрягаются с минимальным зазором, который обеспечивает смазку. В двигателях ВАЗ реализованы 2 типа шарнирного соединения по схеме «поршень-палец-шатун». Так в моделях 2101, 21011, 2105, 2108, 21083 установка пальца происходит в верхней головке шатуна с достаточно плотной посадкой, которая исключит всякое вращение. Если отверстие выполняется с расчетом на зазор, будет обеспеченно свободное вращение изделия.
Далее происходит отказ от данной схемы, и производитель переходит на схему, подразумевающую «плавающий» палец. Она реализована на поршнях 21213, 2110, 2112, 21124, 21126, 11194, 21128. Здесь палец установлен с минимальным зазором, как в поршневом отверстии, так и в головке шатуна. Дабы исключить возможность смещения пальца по оси, в отверстиях под поршень и в нем самом установлены стопорные кольца. В ходе своей работы палец может проворачиваться, чем обеспечивается равномерный износ поверхностей.
Для того чтобы обеспечить надежную смазку пальцев, в бобышках предусматриваются специализированные отверстия.
В результате замера отверстий для поршневого пальца изделиям присваивают категорию: 1, 2 или 3. Разница в замерах каждой последующей составляет 0,004мм. Категория обозначена номерным клеймом на днище изделия. Дабы обеспечить нужный зазор по наружному диаметру поршневые пальцы так же делят на три класса, и отличие в них составляет те же 0,004 мм. Их маркировку производят на торце пальца посредством красок: синяя – 1й класс, зеленая – 2й, красная – 3й. В хоте сборки к поршню 1й категории подбирают палец 1го класса и т.д.
Главная особенность работы шатунного механизма – это прижатие поршня к одной стороне цилиндра в результате достижения верхней мертвой точки и к другой стороне после ее прохождения. Следовательно, при приближении к ВМТ на поршень будет действовать максимальная нагрузка, а значит, возрастет и сила давления на палец. Растущие силы трения не позволяют поршню поворачиваться на пальце. В этой связи поворот нередко происходит скачкообразно, ударяясь о стенку цилиндра.
Дабы снизить шум и динамические нагрузки разработчики нередко применяют поршни, имеющие смещённое отверстие под палец. Ось отверстия в ходе работы смещается по горизонтальной плоскости относительно оси поршня. При запущенном двигателе это влечет за собой возникновение момента силы, который способствует преодолению силы трения. Это конструктивное решение позволило добиться плавной смене точек контакта цилиндра и поршня. В обязательном порядке данные изделия имеют метки, помогающие правильно ориентировать его при установке. Тем не менее, стук в цилиндре будет напрямую зависеть от износа юбки и цилиндров.
Выпускаются и поршни с вертикальным смещением оси пальца. Именно оно приводит к уменьшению компрессионной высоты. Кроме того, для тюнинговой доработки двигателя применяют поршни с дополнительным смещением указанной оси отверстия вверх. Основная характеристика данных поршней – величина смещения, обозначающая изменение положения отверстия под палец, относительно стандартных параметров изделия.
clubturbo.ru
Крепление - поршневой палец - Большая Энциклопедия Нефти и Газа, статья, страница 1
Крепление - поршневой палец
Cтраница 1
Крепление поршневого пальца в поршневой головке шатуна ( двигатели Остин, Даймлер и др.) позволяет увеличить длину бобышек поршня и уменьшить длину поршневой головки шатуна, что уменьшает расчетную длину и прогиб поршневого пальца и несколько снижает его износ. [2]
Крепление поршневого пальца в поршневой головке шатуна позволяет уменьшить ее длину и увеличить длину бобышек поршня, что уменьшает расчетную длину и прогиб / поршневого пальца и несколько снижает его износ. [4]
Конструкция верхней головки шатуна зависит от способа крепления поршневого пальца. При закреплении пальца в шатуне верхние головки имеют косой или прямой разрез, стягиваемый болтом. При плавающем пальце верхняя головка имеет запрессованную в нее бронзовую втулку с толщиной стенок 0 5 - 2 5 мм. [5]
Поршневой палец прикреплен к верхней головке шатуна ( рис. 39) при помощи стопора, который частично входит в отверстие верхней головки. Такое крепление поршневого пальца обеспечивает надежное соединение и бесшумность работы. [7]
Во всех рассматриваемых двигателях шатуны штампованы из углеродистой или легированной стали и термически обработаны. Конструкция верхней головки шатуна обусловливается способом крепления поршневого пальца. При плавающем типе в верхнюю головку запрессовывается бронзовая втулка. При креплении пальца в верхней головке шатуна последняя имеет стяжной болт. Первый тип шатунов имеют все рассматриваемые двигатели, второй - двигатели ЗИС-5М. [9]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы двигателя могут проворачиваться как в бобышках поршня, так и в поршневой головке шатуна. Это обеспечивает уменьшение износа плавающего пальца и его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца. [11]
В настоящее время наибольшее распространение получили плавающие поршневые пальцы, которые во время работы могут проворачиваться как в бобышках поршня, так и в верхней головке шатуна. Это обеспечивает уменьшение износа плавающего пальца к его опорных поверхностей, поскольку относительная скорость трущихся поверхностей примерно вдвое меньше, чем при других креплениях поршневого пальца. [12]
Поршни ( рис. 186) отливают из чугуна или алюминиевых сплавов. В поршне различают днище 5, воспринимающее давление воздуха, головку 2 с канавками 4 для поршневых колец 3, бобышки 1 с отверстиями для крепления поршневого пальца 9, нижнюю часть 8, которая служит для направления движения поршня и передачи бокового давления на стенки цилиндров. [13]
В поршне тронкового двигателя направляющей частью является его цилиндрическая часть ( юбка), или тронк. Поршни тронкового двигателя разделяют на цельные ( рис. 71, а, б) и составные ( рис. 71, в) - с отъемной головкой поршня и вставкой для крепления поршневого пальца. Тронковые поршни изготовляют как с принудительным охлаждением, так и без него. Обычно охлаждение масляное, иногда встречается водяное охлаждение. Принудительное охлаждение применяют для поршней при мощности цилиндров 74 кВт и более, а также для поршней быстроходных двигателей с повышенным тепловым напряжением. [14]
По данным фирмы Studebaker, закрепление пальца в верхней головке шатуна обеспечивает более спокойную работу, чем плавающий палец или крепление пальца в бобышках поршня. При такой установке поршневого пальца вследствие большего расстояния между его опорами значительно уменьшается боковой наклон ( опрокидывание) поршня при наличии зазоров в подшипниках поршневого пальца. Крепление поршневого пальца осуществляется с помощью клиновидного болта при сплошной верхней головке шатуна. Такая конструкция обеспечивает более надежное крепление, чем распространенный способ крепления с помощью цилиндрического болта при разрезной верхней головке шатуна. [15]
Страницы: 1 2
www.ngpedia.ru
Поршневой палец
Строительные машины и оборудование, справочник

Категория:
Устройство и работа двигателя
Поршневой палецПоршневой палец предназначен для шарнирного соединения поршня с шатуном.
Палец, представляющий собой короткую стальную трубку, проходит через верхнюю головку шатуна и концами лежит в бобышках поршня. При работе двигателя на палец действуют силы, стремящиеся его изогнуть; поверхность пальца подвергается износу в верхней головке шатуна и бобышках поршня. Для получения достаточной прочности и износоустойчивости
палец изготовляют из мягкой углеродистой стали и после механической обработки подвергают термической обработке (цементуют или закаливают т. в. ч.), в результате чего трущаяся поверхцость пальца становится твердой и износоустойчивой. Наружную поверхность пальца шлифуют.
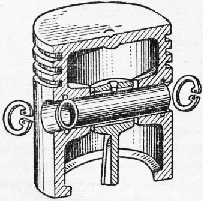
Для того чтобы при работе двигателя палец не мог выдвинуться из поршня и повредить стенки цилиндра, его закрепляют. На двигателях широко применяют пальцы плавающего типа. Такой палец может проворачиваться и в бобышках поршня, и в верхней головке шатуна. Палец крепят по бокам двумя пружинящими стопорными кольцами, установленными в канавках бобышек поршня (рис. 1). Головка шатуна в этом случае снабжается бронзовой втулкой. У плавающего пальца вся поверхность является рабочей, вследствие чего обеспечивается меньший его износ и уменьшается возможность заедания.
У двигателей некоторых марок ось пальца незначительно смещается относительно оси цилиндра (на 1,5 —1,6 мм) в сторону действия большей боковой силы. Благодаря этому при переходе поршнем в. м. т. несколько уменьшается стук поршня в непрогретом двигателе.
Так как алюминиевый сплав при нагревании расширяется больше, чем сталь, то, чтобы избежать появления большого зазора и стука в прогретом двигателе, палец в бобышках холодного алюминиевого поршня устанавливают с натягом, для чего диаметр отверстия в бобышках поршня делают несколько меньше диаметра пальца. Поэтому при установке пальца при сборке шатуна с поршнем алюминиевый поршень предварительно нагревают обычно в воде до температуры 55—70 °С.
Читать далее: Шатун двигателя
Категория: - Устройство и работа двигателя
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Поршни и поршневые пальцы.
На наружной поверхности поршня, канавок и у отверстий под поршневой палец не допускаются раковины, неметаллические включения, вмятины и другие дефекты.
Особые требования предъявляются к овальности и конусообразности цилиндрической поверхности поршня и отверстий под поршневые пальцы.
Не допускается перекос поршня в цилиндре, поэтому отклонение оси отверстия под палец от перпендикулярности должно быть не более 0,02 мм на 100 мм длины.
Шероховатость наружной цилиндрической поверхности поршня и отверстий допускается под поршневые пальцы 1,25...0.32 мкм. торцовых поверхностей канавок поршня- 2,5 мкм.
Дефектация и ремонт. В процессе эксплуатации наблюдается уменьшение наружного диаметра цилиндрической поверхности поршня, искажение ее геометрической формы, увеличение размеров канавок под поршневые кольца искажение формы и увеличение диаметра отверстий в бобышках появление трещин, задиров и рисок на рабочих поверхностях, выкрашивания, трещины у алюминиевых поршней. Для установления величины износа проводят проверку привалки (цептровки) поршня, измеряя зазоры между гилъзой цилиндра и поршнем при положении поршня в верхней и нижней мертвых точках (рис. 2.29). Измерения проводят щупом при снятых поршневых кольцах. Разность зазоров, измеренных в верхней и нижней мертвых точках (ВМТ и НМТ) не должна превышать 0,05…0,07 мм. износ диаметра поршня измеряют в трех параллельных сечениях по высоте и в двух плоскостях: вдоль оси вала и перпендикулярно к ней.
Сечения при измерении располагают следующим образом: первое - на 2...5мм выше верхнего компрессионного, кольца, второе — по оси отверстии для поршневого пальца и третье - на 2...3 мм выше нижнего маслосъемного кольца.
Рис. 2.29 Схема проверки центровки поршня:
S1 и S2 – зазоры, ВМТ – верхняя мертвая точка, НМТ – нижняя мертвая точка.
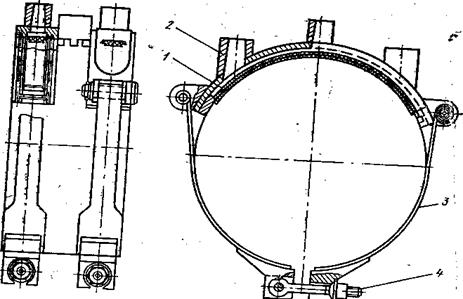 |
Рис. 78. Стяжное кокильное приспособление для заливки баббитовой опору поршня:
1 -баббитовая заливка: г — кокиль; Л — стяжная лента: 4 — болт
Поршни изготовляют из чугунов СЧ 18, СЧ 21 и СЧ 24, автоматной стали А12 и алюминиевых сплавов АЛ10В.
Износ Поверхности поршня происходит главным образом в тронковой части е плоскости, перпендикулярной оси коленчатого вала. Измерения для определения овальности и конусности выполняют вдоль оси вала и перпендикулярно к ней в трех сечениях по высоте: на 2-5 мм выше верхнего уплотнительного кольца, по оси отверстия для поршневого пальца и на 2-3 мм выше нижнего маслосъемного кольца. Допускают износ поршня 0,1-0,15 мм на 100 мм диаметра при диаметрах цилиндра до 150 мм и 0,2 — 0,3 мм при диаметрах цилиндра 150 мм и выше, при этом зазор в паре поршень - цилиндр не должен превышать трехкратной величины первоначального, а овальность и конусность — поля допуска посадки.
При износе отверстий в бобышках поршня зазор в сопряжении поршень — поршневой палец увеличивается, и в компрессоре появляется характерный стук. Износ отверстий измеряют всредней части бобышки в вертикальной игоризонтальной плоскостях.
При дефектадии отверстий в бобышке поршня для поршневого пальца допускают увеличение зазора не более чем на 0,001 от первоначального при условии замены пальца для обеспечения требуемой посадки.
Отверстия при ремонте растачивают и ставят поршневойпалец большего ремонтного размера. В алюминиевых поршняхсо втулками изношенную-втулку выпрессовывают, запрессовывают новую и развертывают ее до номинального размера.
Износ поясков всасывающего клапана на теле прямоточного поршня происходит от ударов пластин и от попадания на уплотнительные поверхности твердых частиц — окалины, продуктов механического износа. При восстановлении поврежденных поверхностей притиркой или проточкой необходимо также изменять размеры сопряженных деталей для сохранения неизменными высоты подъема клапанных пластин » линейного мертвого пространства. Срыв и забоины резьбы в отверстиях не допускаются. Риски, Натиры и забоины зачищают шабером и абразивным полотном.
В многоцилиндровых компрессорах при ремонте проверяют,чтобы массы поршней различались не более чем на 5 % (примассе поршня до 100 кг).
При токарной обработке тронковых поршней в качестве базы для проверки и обработки наружной цилиндрической поверхности берут внутреннюю Цилиндрическую поверхность нижней части («юбки») поршня или гнезда под клапан. Основной базой для проверки и обработки отверстий для поршневого пальца служат торец юбки и основная цилиндрическая поверхность поршня.
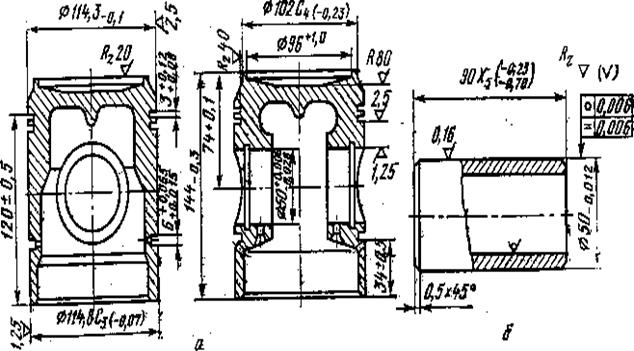 |
Шероховатость обработки цилиндрической поверхности; поршня не должна превышать Ка0,40—0,16 мкм для малых и Ка 0,80 мкм для средних компрессоров, поверхности в бобышках под палец не более Ка0,40 мкм, боковых поверхностей канавок-под уплотнительные кольца — Яа 1,6 мкм. Твердость поверхности составляет для чугунных поршней НВ 170—240, для алюминиевых — НВ 85 (рис. 79).
Рис. 79. Эскизы поршня (а) и поршневого пальца (б) компрессора П-220Тонкое растачивание отверстий ведут в приспособлениях с обязательной последующей проверкой перпендикулярности осей пальца и поршня.
Ремонт поршневых пальцев. Износ поршневых пальцев определяют визуально — трещины, сколы, риски, выкрашивание цементируемого слоя, осповидные повреждения, цвета побежалости от нагрева в случае заедания в подшипнике и измерением диаметра, овальности и конусности. Пальцы с явными дефектами, с шероховатостью поверхности более Rа 0,100 мкм, с износом более 0,05 мм на 10 мм диаметра подлежат замене. Измерения пальцев ведут в вертикальной и горизонтальной плоскостях в четырех сечениях (в середине бобышек и два во втулке шатуна). Допускают уменьшение диаметре dmin пальцев (в мм), предельную величину овальности и конусности Δс (в мм) для компрессоров в зависимости от хода поршня (в мм).
Ход поршня dminΔс
50,66 — 0,015
70 (R12) 27,98 0,02
70(R22, R717) 27,96 0,015
82 49,98 0,02
130 — 0,02
Изношенные пальцы восстанавливают пластической деформацией (раздачей), электролитическим хромированием или металлизацией. При определении величины слоя покрытия учитывают припуск на шлифование (0,015—0,025 мм). При ремонте раздачей пальцы нагревают, подвергают деформации, протачивают, цементируют, закаливают и шлифуют под номинальный размер. Иногда практикуют установление ремонтных размеров при замене пальцев.
Рис 80. Конструкция поршневого уплотнителя крейцкопфных компрессоров из полимерных материалов:
1 – уплотнительное кольцо прямоугольного сечения с экспандером; 2 – сдвоенное кольцо; 3 – кольцо, армированное пружинящим элементом; 4 – кольцо с сечением в виде параллелограмма; 5 – манжетное уплотнение; 6 – направляющие и опорные кольца, разрезные для вертикальных компрессоров 7 – опорный башмак горизонтальных компрессоров; 8 – 16 – экспандеры: термофиксированный пружинящий (8), из плоской стальной ленты (9), рессорного типа (10), волновой (11-14), тангенциаьный, свернутый из цилиндрической пружины (15), тангенциальный из плоской пружины (16).
Ремонт и изготовление поршневых колец. Поршневые кольца чрезвычайно разнообразны по конструкции (рис, 80), которая зависит от давления сжатия, рода сжимаемого газа, материала кольца, количества смазки и вида трения.
Основные сведения о поршневых кольцах. Холодильные компрессоры выпускают с чугунными одинарными кольцами прямоугольного сечения или с кольцами из полимерных и графитовых материалов, также одинарными и прямоугольного сечения, с экспандерами— подкладными пружинящими кольцами. В настоящее время современные быстроходные- компрессоры выпускают с кольцами из дешевых и технологичных материалов на основе полиамидов с прорезью-замком: прямым, косым или внахлестку (рис. 81). Замок внахлестку на полимерных кольцах несложно изготовлять на приспособлении.
Величина теплового зазора в замке поршневого кольца зависит от материала кольца и рассчитывается, исходя из необходимости компенсации теплового расширения. Для металлических колец она определяется нормалями. Заводы-изготовители холодильных компрессоров указывают величину теплового зазора в замке в документации. Зазор в замке уплотнительного металлического кольца при установке в цилиндр составляет 0,004-диаметра
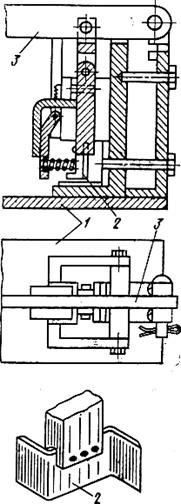 |
Рис.81. Типы замков поршневых колеи (а —прямой, б —косой, в — выхлопной) и приспособление для прорезания замка внахлест на полимерных кольцах (г):
1—Станина; 2 — нож; 3 — рычаг
Похожие статьи:
poznayka.org
СУДОРЕМОНТ ОТ А ДО Я.: Поршневой палец.
Поршневой палец в тронковом дизеле служит для соединения поршня с шатуном. Его изготавливают сплошным или полым из малоуглеродистых или легированных сталей. Поверхность пальца цементируют, закаливают, шлифуют и полируют. Палец воспринимает силу давления газов на поршень и передает её шатуну. В процессе работы он воспринимает нагрузки переменного характера. Так, в четырёхтактных дизелях палец работает при знакопеременной нагрузке, а в двухтактных — при переменной по величине нагрузки. Давление газов вызывает напряжения изгиба, среза и деформации в средней, наиболее нагруженной части пальца. В современных дизелях применяют «плавающий» палец, который в бобышках поршня не крепится и может поворачиваться вокруг своей оси. При такой конструкции крепления палец изнашивается равномерно. Перемещение «плавающего» пальца вдоль оси ограничивают стопорные кольца, которые вставляют в канавки, выфрезерованные в бобышках поршня, или бронзовыми (алюминиевыми) вставками-пробками. Характерные дефекты поршневого пальца — повышенное изнашивание, риски, задиры и натиры на рабочей поверхности, трещины и выкрашивание цементированного слоя, наклёп на поверхности пальца в районе бобышек поршня. Величину износа пальца поршня определяют его измерением в четырёх поперечных сечениях, из которых два сечения — в районе втулки подшипника верхней головки шатуна и по одному сечению — в районе бобышек поршня и в двух взаимно перпендикулярных плоскостях — вертикальной и горизонтальной. Схема измерения поршневого пальца: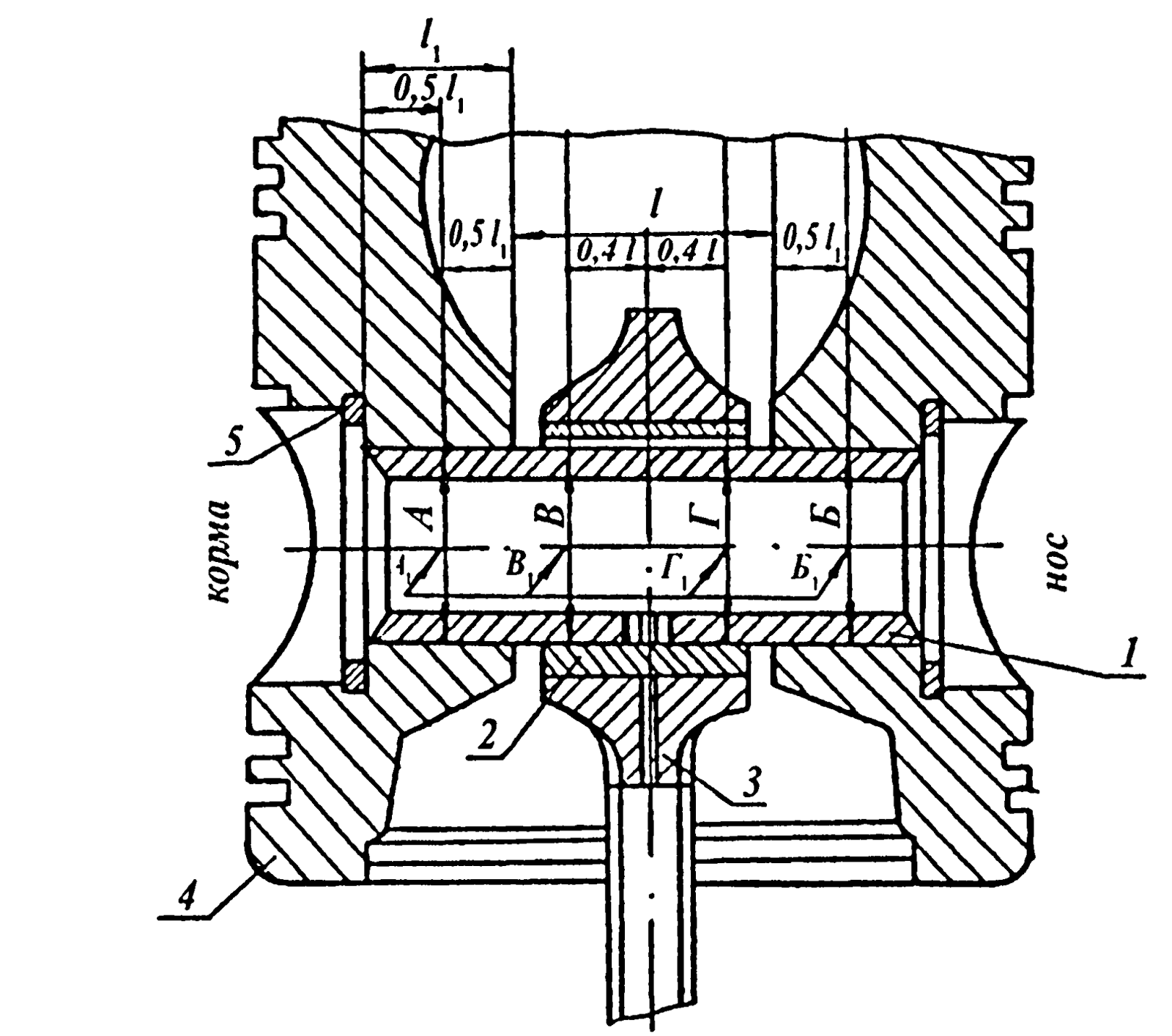 1 — поршневой палец; 2 — подшипник верхней головки шатуна; 3 — шатун; 4 — поршень; 5 — стопорное кольцо. Поперечные сечения пальца в районе втулки подшипника располагаются на расстоянии 0,4L, от середины пальца, где L — длина опорной части пальца между бобышками поршня. Опорную часть пальца в районе бобышек измеряют на расстоянии 0,5L — длины части пальца, расположенной в бобышке. По результатам измерений определяют наибольший износ пальца на овальность и конусообразность. Овальность — разность диаметров в одном сечении:
1 — поршневой палец; 2 — подшипник верхней головки шатуна; 3 — шатун; 4 — поршень; 5 — стопорное кольцо. Поперечные сечения пальца в районе втулки подшипника располагаются на расстоянии 0,4L, от середины пальца, где L — длина опорной части пальца между бобышками поршня. Опорную часть пальца в районе бобышек измеряют на расстоянии 0,5L — длины части пальца, расположенной в бобышке. По результатам измерений определяют наибольший износ пальца на овальность и конусообразность. Овальность — разность диаметров в одном сечении: 
Конусообразность — разность диаметров в одной плоскости:
 Предельно допустимые износы поршневых пальцев серийных дизелей приведены в таблице: Величины предельно допустимых износов поршневых пальцев серийных дизелей, мм
Предельно допустимые износы поршневых пальцев серийных дизелей приведены в таблице: Величины предельно допустимых износов поршневых пальцев серийных дизелей, мм  Если в технических условиях на ремонт не указана величина предельно допустимого износа пальца поршня, то его можно рассчитать по выражению:
Если в технических условиях на ремонт не указана величина предельно допустимого износа пальца поршня, то его можно рассчитать по выражению:  Для выявления трещин применяют магнитный метод. Он заключается в том, что намагниченный палец опускают в ванну с керосином, в котором находится металлический порошок (железная окалина). Трещины и риски являются концентратором магнитных силовых линий, где образуются плотные скопления порошка. По этим скоплениям определяют форму и размеры дефектов. Пальцы с трещинами не ремонтируют. Изношенные пальцы восстанавливают хромированием с последующим шлифованием. Пример определения износа пальца по результатам измерений приведён в таблице: Пример измерения поршневого пальца дизеля 2417, 5/24 диаметром 70, мм
Для выявления трещин применяют магнитный метод. Он заключается в том, что намагниченный палец опускают в ванну с керосином, в котором находится металлический порошок (железная окалина). Трещины и риски являются концентратором магнитных силовых линий, где образуются плотные скопления порошка. По этим скоплениям определяют форму и размеры дефектов. Пальцы с трещинами не ремонтируют. Изношенные пальцы восстанавливают хромированием с последующим шлифованием. Пример определения износа пальца по результатам измерений приведён в таблице: Пример измерения поршневого пальца дизеля 2417, 5/24 диаметром 70, мм 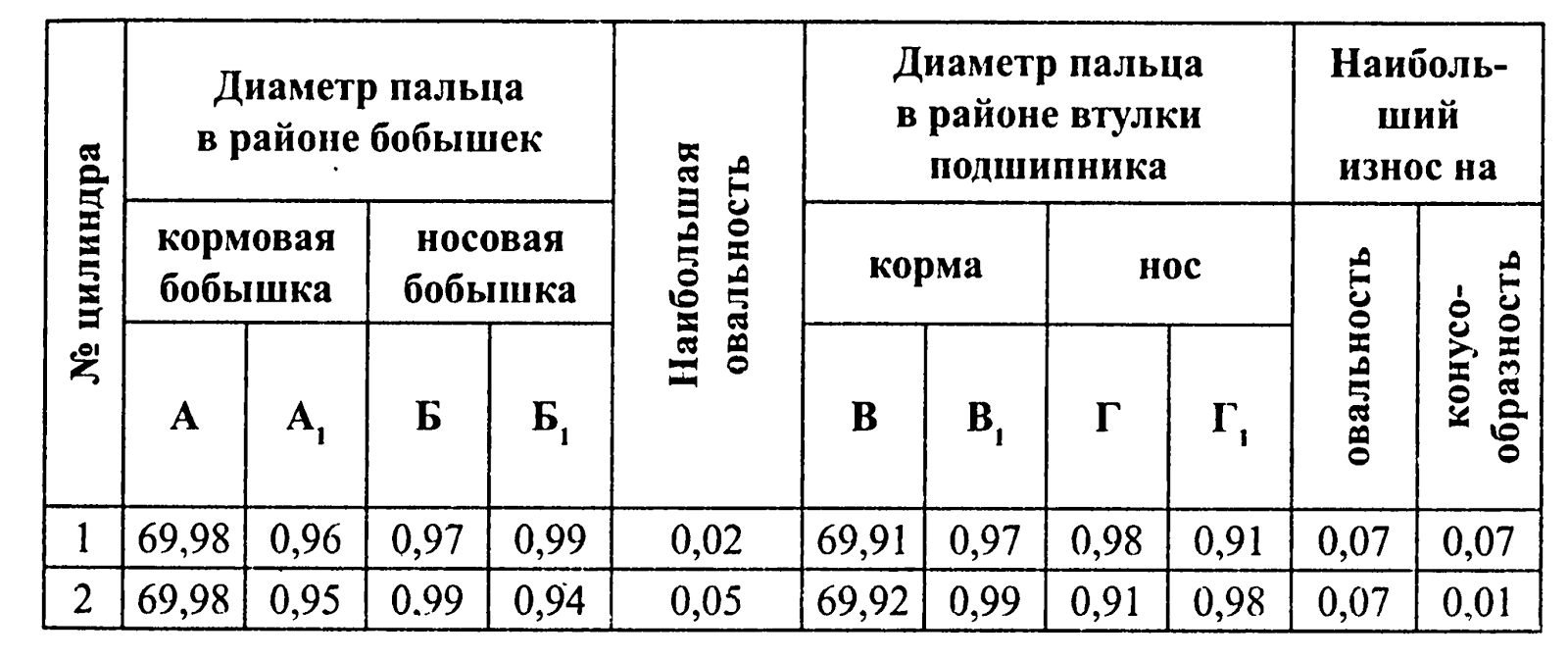 Анализ результатов измерений показывает, что палец в цилиндре 2 имеет наибольшую овальность в районе бобышек (0,05 мм), что не превышает предельно допустимой величины, износ пальца в районе втулки подшипника цилиндра 1 превышает предельно допустимую величину (0,04 мм), поэтому он подлежит замене. Для демонтажа поршневого пальца поршень необходимо нагреть в масле или другим способом до температуры 100 С, выше нагревать запрещается.
Анализ результатов измерений показывает, что палец в цилиндре 2 имеет наибольшую овальность в районе бобышек (0,05 мм), что не превышает предельно допустимой величины, износ пальца в районе втулки подшипника цилиндра 1 превышает предельно допустимую величину (0,04 мм), поэтому он подлежит замене. Для демонтажа поршневого пальца поршень необходимо нагреть в масле или другим способом до температуры 100 С, выше нагревать запрещается. sudoremont.blogspot.com
Поршневой палец
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня. Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам. На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы. Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня. Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца. В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется. Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.

поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ÷ 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается. Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня. В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны. При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом. Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60º ÷ 85º С.
garage13f.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)