 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
28. Как выполнить соединение, оконцевание жил провода (кабеля) и подключение к зажимам аппаратов? Оконцевание кабеля
Соединение проводов в электропроводке. Как соединить медный и алюминиевый провод. Опрессовка, оконцевание, пайка,сварка кабелей и проводов.
Какие провода и кабели чаще всего используются для изготовления электропроводки?
Для того чтобы изготовить электропроводку, применяют провода и кабели, произведенные на базе алюминиевых и медных жил. Исходя из того, что алюминий имеет меньшую стоимость, проводку, как правило, делают из проводов с алюминиевыми жилами. Тем не менее алюминий имеет ряд характеристик, которые не очень благоприятствуют тому, чтобы соединение было надежным. Главный недостаток такого материала заключается в том, что по сравнению с медью алюминий имеет повышенную степень текучести и окисляемости. В ходе этих процессов на его поверхности образуется пленка, которая не проводит электрический ток.
Окись алюминия приводит к тому, что возникает значительное переходное сопротивление. В итоге это приводит к значительному ухудшению электрического контакта. Кроме того, из-за этого же дефекта происходит достаточно сильное нагревание проводника. Окисная пленка также значительно затрудняет процесс пайки и сварки проводов. Это происходит из-за того, что она плавится при очень высокой температуре — около 2050 °С, несмотря на то, что температура плавления самого алюминия составляет всего лишь 660 °С.
Нужно ли удалять пленку с контактной поверхности?
Пленку с поверхности алюминиевого проводника нужно удалять в обязательном порядке и принимать меры, касающиеся невозможности ее последующего образования. Для этого и необходим технический вазелин.
Конечно, медные проводники также с течением времени окислятся, однако это не приводит к значительному ухудшению качества контактного соединения, а также к нагреванию участка соединения. Следует также отметить, что удалить окись меди с поверхности проводника не так уж и проблематично.
Что еще может привести к нарушению контакта?
Алюминий имеет достаточно большой линейный коэффициент теплового расширения, если сравнивать его с другими
металлами. По этой причине не следует спрессовывать алюминиевые провода в медных наконечниках. Кроме того, также не стоит присоединять алюминиевые провода к медным контактам.
Даже в случае нормального использования алюминиевых проводов время от времени их нужно подтягивать, так как соединение с течением времени будет постепенно ослабевать из- за сильного нагревания.
В процессе эксплуатации алюминиевый провод может перетекать из области с большим давлением туда, где давление не настолько высокое. По этой причине нужно затягивать алюминиевые провода достаточно сильно, но не перетягивать их, так как из-за этого соединение тоже может очень быстро ослабеть.
Где алюминиевые провода хуже всего контактируют с другими металлами?
В наиболее плохих условиях алюминиевые жилы будут контактировать с другими проводящими электрический ток металлами в наружных электропроводах. Из-за того что в атмосферном воздухе всегда содержится определенный процент влаги, на контактных поверхностях образуется водяная пленка. При этом она обладает основными свойствами электролита. В местах соединения возникает гальваническая пара. Алюминий здесь играет роль отрицательного полюса, поэтому он с течением времени понемногу разрушается. В этом случае наиболее плохим вариантом будет соединение алюминиевого провода с медным или латунным.
Допустимо защитить данное соединение с помощью технологического вазелина. Однако лучше всего в этом случае покрыть их еще одним металлом. Для этой цели следует использовать олово или же припой типа ПОС.
Где соединение разных проводов подходяще?
В процессе использования, как уже говорилось выше, болтовые соединения алюминиевых проводов с медными ослабевают, поэтому их необходимо время от времени подтягивать. Тем не менее такую технологию продолжают использовать, допустим, в дачных домиках. Здесь данная технология наиболее успешна, так как она достаточно простая и не потребует применения какого-нибудь специального инструмента для того, чтобы обеспечить данное соединение.
Какими свойствами должна обладать конструкция зажима для соединения проводов?
Устройство зажима для того, чтобы соединить алюминиевые жилы с медными или иными проводами, должна обеспечивать выполнение следующих пунктов:
— давление на провода в случае образования текучести должно быть постоянным;
— должно быть изготовлено устройство, которое будет защищать провода от растекания из-под контактного винта;
— все элементы конструкции должны быть обеспечены гальваническим покрытием.
Все эти требования выполняет зажим, который был специально создан для алюминиевых проводов. Пружинная шайба позволяет создать в месте соединения постоянное давление на провода. Кроме того, в конструкции оборудован специальный упор, с помощью которого не допускается выдавливание провода из контактного зажима.
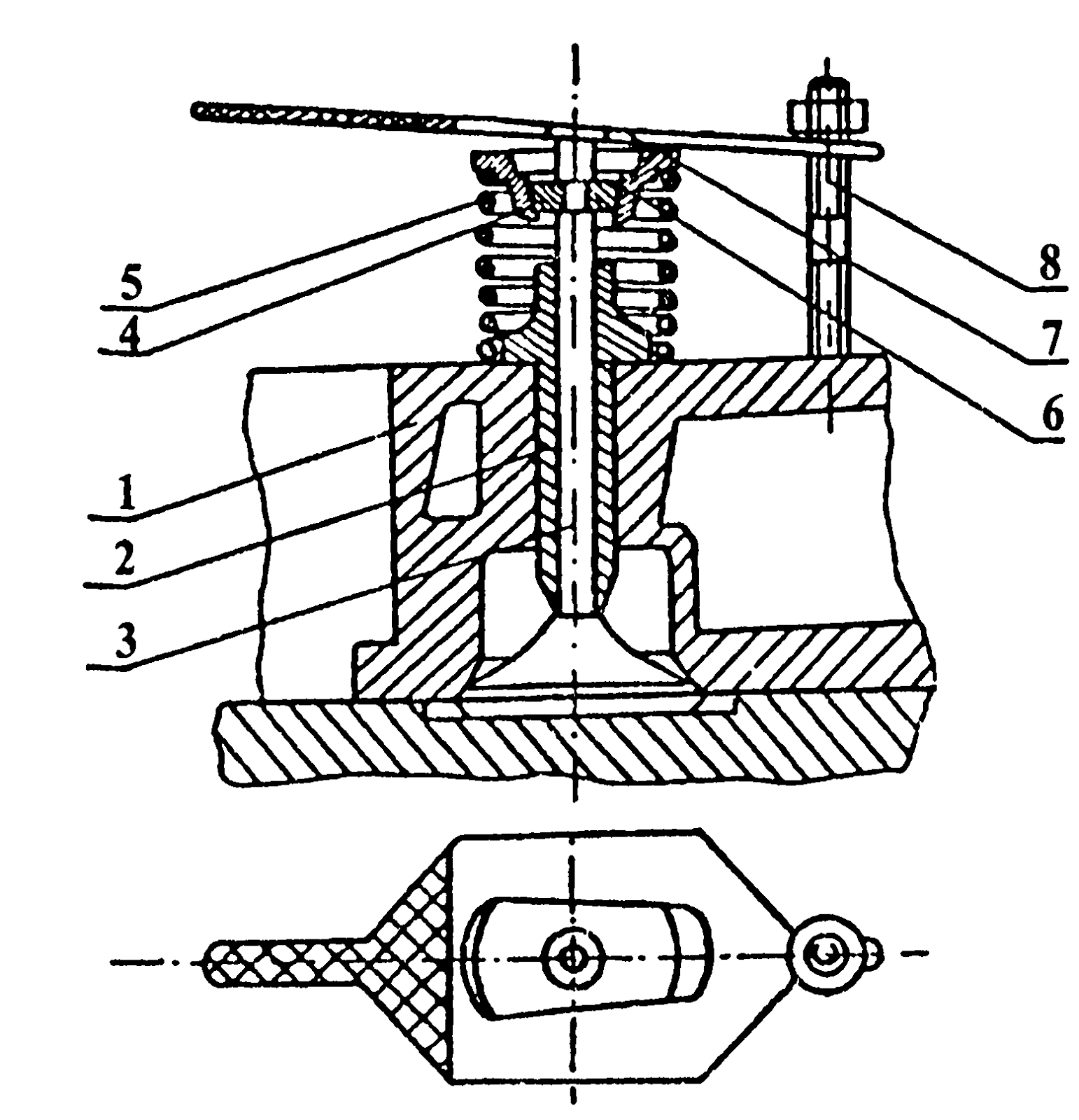
В некоторых вариантах подобного устройства пружинная шайба и упор, который предотвращает растекание, изготавливают в виде одной лишь шайбы-звездочки (рис. 1).
Данную конструкцию нужно собирать сразу со всеми элементами, так как если будет отсутствовать даже малейшая деталь, то это приведет к значительному ослаблению контакта.

Рис. 1. Зажим для присоединения алюминиевых проводов: 1 – винт; 2 – пружинная шайба; 3 – шайба или основание контактного зажима; 4 – токоведущая жила; 5 — упор, ограничивающий растекание алюминиевого проводника
Каков порядок работ для присоединения алюминиевых жил?
Работы по присоединения алюминиевых проводов имеют свой порядок, который нужно соблюдать для того, чтобы получилось прочное и достаточно долговечное соединение.
1. С конца жилы нужно удалить изоляцию на таком участке, чтобы его хватило для изготовления кольца. Нож для удаления изоляционного слоя нужно направлять к поверхности провода под незначительным углом - 10—15°. Так поступают для того, чтобы при срезании изоляции он направлялся параллельно жиле. Устанавливать нож перпендикулярно жиле не следует, так как при слишком сильном надавливании вы рискуете переломить жилу. Для того чтобы удалить слой изоляции с алюминиевого провода, поперечное сечение которого не превышает 4 мм2, можно использовать специальные клещи.
2. Жилу необходимо тщательно зачистить с помощью наждачной бумаги. Этот процесс производят до тех пор, пока жила не приобретет металлический блеск, затем его нужно смазать тонким слоем технологического вазелина.
3. Подготовленную жилу нужно загнуть с помощью круглогубцев так, чтобы образовалось кольцо. При этом провода загибают по часовой стрелке, то есть так, чтобы они находились по направлению вращения винта. Внутренний диаметр кольца делают чуть больше по сравнению с диаметром контактного винта.
4. Провод нужно зажать на пластине контактного вывода, осторожно вкручивая его в нарезанное отверстие либо затягивая его с помощью гайки.
Как следует оконцовывать медные жилы?
Если жила изготовлена из меди, причем ее сечение составляет 1—2,5 мм2, то ее нужно оконцевать в виде кольца с соблюдением следующей последовательности действий. С конца провода удаляют около 30 мм изоляционного слоя. Далее жилу нужно зачистить с помощью наждачной бумаги до тех пор, пока жила не станет блестеть. Затем проволоку скручивают в стержень и загибают в кольцо, которое покрывают слоем канифоли. Затем на несколько секунд его помещают в расплавленный припой. После того как припой застынет, провод нужно закодировать до кольца.
Как нужно выполнить соединение медных и алюминиевых проводов?
Для соединения медных или алюминиевых проводов, относящихся к электропроводке, с проводами, которые направлены к осветительной аппаратуре, используют специальную зажимную колодку. Провода нужно зажать между пластинами. Причем в этих пластинах должны быть насечки и специальные отверстия с резьбой для зажимных винтов. На винтах должны иметься пружинящие разрезные шайбы.
По какой технологии производят соединение и оконцевание алюминиевых проводов?
В последнее время достаточно часто стал использоваться способ соединения медных и алюминиевых проводов по технологии опрессовки.
С помощью такого метода можно получить достаточно качественный контакт, а также хорошую механическую прочность. Данную технологию соблюсти весьма просто.
Опрессовку выполняют с помощью обыкновенных ручных клещей, вместо них могут использоваться механические и гидравлические прессы. Для того чтобы соединить жилы проводов и кабелей, используют гильзы, а для оконцевания подойдут наконечники (рис. 2 и 3).

Рис. 2. Оконцевание проводов

Рис. 3. Опрессовка алюминиевых проводов гильзами ГАО: а — односторонняя опрессовка; б — двухсторонняя опрессовка
Как правильно произвести опрессовку?
Для проведения опрессовки существует специальная технология, соблюдая которую можно получить весьма качественное соединение. Она включает в себя несколько основных и несложных пунктов.
1. В зависимости от того, какое сечение жил проводов и кабелей, проводящих ток, выбирают тип и размер соединительных гильз и наконечников для кабелей. Для того чтобы произвести опрессовку жил, сечение которых находится в промежутке от 2,5 до 10 мм2, применяют соединительные алюминиевые гильзы ГАО. Если же сечение больше 10 мм2, то здесь больше подойдут гильзы ГА. Оконцевание в этом случае делают путем установки трубчатых наконечников, изготовленных из алюминия типа А, или же с помощью медноалюминиевых наконечников типа ТАМ.
2. Выбирают матрицы и пуансоны в соответствии с размерами гильзы и наконечников.
3. В гильзах и наконечниках должна обязательно находиться заводская смазка. Если ее нет, то гильзу следует зачистить с помощью металлического ершика, а затем смазать ее технологическим вазелином. Вместо него можно использовать кварцевазелиновую или цинковазелиновую пасту.
4. С концов жил удаляют изоляционный слой. Если вы собираетесь производить оконцевание, то длина провода, с которого нужно снять изоляцию, должна равняться длине трубчатой части наконечника. Для соединения длина зачищенного провода должна быть равна половине длине гильзы.
5. Затем необходимо как следует отшлифовать зачищенные концы с помощью шлифовальной бумаги. Потом их протирают тканью, предварительно смоченной в бензине, а в конце покрывают слоем технологического вазелина.
6. На готовую жилу нужно надеть наконечник или гильзу. Если вы собираетесь произвести оконцевание, то жилу нужно ввести в наконечник до упора. Если же вы изготавливаете соединение, то вам нужно вводить провода таким образом, чтобы их торцевые части соприкасались друг с другом примерно в середине гильзы.
7. После этого приступают к установке трубчатой части наконечника или гильзы в матрицу и затем производят опрессовку.
8. На последнем этапе острые края гильзы зачищают, а все соединение заматывают изоляционной лентой.
Категорически запрещено на алюминиевую жилу надевать медный наконечник. Это связано с тем, что у этих материалов различный коэффициент линейного теплового расширения. Это может привести к негативным последствиям — наконечник из-за чересчур сильного расширения алюминия может попросту потрескаться.
Как правильно произвести опрессовку медных кабелей и проводов?
В этом случае с провода нужно удалить изоляцию с 20—25 мм по длине провода (не важно, какой провод, — одножильный или многопроволочный). Соединяемые жилы следует положить параллельно друг другу таким образом, чтобы они небыли скручены между собой. После этого их нужно обернуть двумя слоями фольги, изготовленной из латуни или меди, при этом толщина фольги должна составлять 0,2 мм, а ширина — 18—20 мм. Участок соединения после этого обжимают с помощью прессовочных ключей.
Если жила имеет сечение 4 мм2 или немного больше, то опрессовку можно выполнить в специальных трубчатых наконечниках типа Т. Вместо них могут быть использованы медные гильзы вида ГМ. При этом все операции производятся в той же последовательности, что и для алюминиевых проводов. В этом случае накладывать слой технологического вазелина не нужно.
Категорически запрещается производить опрессовку с использованием молотка и зубила.
Где используют пайку и сварку?
Пайкой и сваркой соединяют провода только в том случае, если никакой другой способ для этой цели не подходит. Требования к такому способу соединения примерно такие же — они должны быть надежными и достаточно прочными.
Для того чтобы получить качественную пайку, нужно выполнить следующие действия:
— ответственно подойти к выбору припоя, так как при неправильном припое соединение получится не очень прочным;
— с контактных поверхностей необходимо тщательно удалить все следы окиси.
Если требуется соединить медные жилы, то окись снимают с жилы непосредственно перед самой пайкой. Если же соединяют алюминиевые провода, то окись снимают в процессе пайки.
Каковы преимущества пайки?
Данная технология соединения позволяет образовать весьма качественный электрический контакт, однако такое соединение является крайне непрочным, по этой причине провода перед пайкой нужно тщательно скрутить между собой.
Каким инструментом выполняют пайку?
Если провод изготовлен из меди и его сечение находится в промежутке от 1 до 10 мм2, то пайку нужно выполнять с помощью паяльника. Для данного случая больше всего подойдет припой, изготовленный из олова и свинца. Марка такого припоя - ПОС.
Перед началом пайки окись с поверхности медного провода нужно удалить с помощью наждачной бумаги или напильника. В роли флюса будет выступать канифоль или же ее раствор, кроме того, можно использовать паяльный жир.
В процессе пайки медных жил нельзя использовать травленую соляную кислоту или нашатырный спирт. Дело в том, что они будут крайне негативно воздействовать не только на пленку окиси, но и на саму жилу.
Как правильно выполнять пайку?
Участок, который вы собираетесь припаивать, нужно хорошенько разогреть. Его температура должна быть примерно на 30—50 °С выше по сравнению с температурой плавления припоя и флюса.
Если температура будет ниже, то получится так называемая холодная пайка. Ее уровень прочности не слишком высокий, к тому же она не дает требуемого электрического контакта надлежащего качества.
Чем отличается использование скрутки для соединения проводов?
Соединять провода с помощью скрутки проще всего, однако данная технология потребует последующей пропайки соединения, так как даже в хорошо изготовленной скрутке существует достаточно большое переходное сопротивление — в несколько раз большее по сравнению с другими методами соединения, например с опрессовкой, пайкой, сваркой, даже по сравнению с болтовым и винтовым соединением (рис. 4).

Рис. 4. Соединение и ответвление медных проводов марок ПВ, ПР, ПРД, ПРВД
При изготовлении скрутки провода не имеют слишком большого количества точек соприкосновения. Поэтому провода, соединенные по такой технологии, могут перегреваться. В некоторых случаях такой метод соединения может даже стать причиной пожара. Из-за этого использовать скрутку без дополнительной пропайки не следует.
В чем заключается метод соединения и ответвления проводов?
Данная технология состоит в следующем: для того, чтобы соединить два отрезка провода, необходимо плотно скрутить между собой проволочки жил, по которым проходит электрический ток. Это делают, чтобы они не раскрутились впоследствии. Провода потом скрещивают. Данное соединение обжимают плоскогубцами, после чего производят пропаивание с помощью припоя ПОС-ЗО или Г10С-40.
Скрутку нужно дополнительно изолировать по всей длине, чтобы изолента заходила на незащищенную изоляцию.
Как производят пайку однопроволочных алюминиевых жил?
Для того чтобы выполнить подобную пайку проводов, сечение которых составляет от 2,5 до 10 мм2, производят двойную скрутку с желобком (рис. 5).

Рис. 5. Соединение однопроволочных алюминиевых проводов пайкой двойной скруткой с желобком
С жил в этом случае нужно удалить изоляционный слой, саму жилу тщательно зачистить с помощью наждачной бумаги, а потом с использованием двойной скрутки соединить таким образом, чтобы в месте касания жил образовался желобок.
Далее это соединение нагревают с помощью обычного паяльника или же паяльной лампы до тех пор, пока его температура не станет выше по сравнению с температурой плавления припоя.
Постепенно пропаивают оба соединения. После того как припой полностью застынет, участок соединения нужно дополнительно изолировать с помощью изоляционной ленты.
Где используется сварка?
Данная технология соединения используется для того, чтобы оконцовывать и соединять между собой жилы, проводящие ток, причем всех сечений. Этот метод также подходит для того, чтобы соединять алюминиевые жилы с медными, в случае если сечение жил не превышает 10 мм2. Этот способ потребует использования специальных флюсов, сварочных аппаратов, а также иного технологического оборудования.
www.eti.su
ОКОНЦЕВАНИЕ - это... Что такое ОКОНЦЕВАНИЕ?
оконцевание проводов — Опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность [Терминологический словарь по строительству на 12 языках… … Справочник технического переводчика
оконцевание проволочными выводами — — [Я.Н.Лугинский, М.С.Фези Жилинская, Ю.С.Кабиров. Англо русский словарь по электротехнике и электроэнергетике, Москва, 1999] Тематики электротехника, основные понятия EN wire lead termination … Справочник технического переводчика
ОКОНЦЕВАНИЕ ПРОВОДОВ — опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность (Болгарский язык; Български) оформяне краищата на проводници… … Строительный словарь
Защитно-уплотнительное оконцевание — 14. Защитно уплотнительное оконцевание Комплексная защита, предусматривающая одновременно уплотнительное оконцевание кабеля и защитное оконцевание жил Источник: ГОСТ 24040 80: Электрооборудование судов. Правила и нормы проектирования и… … Словарь-справочник терминов нормативно-технической документации
Защитное оконцевание — 12. Защитное оконцевание Защита изоляции жил кабеля с удаленными внешней и внутренней защитной и изоляционной оболочками от воздействий света, агрессивных сред (масел, кислот, щелочей и т.п.), механических повреждений Источник: ГОСТ 24040 80:… … Словарь-справочник терминов нормативно-технической документации
Контактное оконцевание — 10. Контактное оконцевание Обработка концов токоведущих жил кабелей одним из способов (опрессовкой наконечника, пайкой или сваркой наконечника, кольцом с полудой, под штырь и др.), обеспечивающих возможность их надежного подсоединения к контактам … Словарь-справочник терминов нормативно-технической документации
Теплозащитное оконцевание — 11. Теплозащитное оконцевание Защита изоляции жил кабеля с удаленными внешней и внутренней защитной и изоляционной оболочками от воздействия температур, превышающих установленные техническими условиями на кабель Источник: ГОСТ 24040 80:… … Словарь-справочник терминов нормативно-технической документации
Уплотнительное оконцевание кабелей — 13. Уплотнительное оконцевание кабелей Заделка торцов негерметизированных кабелей с резиновой изоляцией в месте разделки кабеля для защиты от воздействия влаги воздуха в полостях, образующихся между оболочкой кабеля и изоляцией жил, а также между … Словарь-справочник терминов нормативно-технической документации
ГОСТ 24040-80: Электрооборудование судов. Правила и нормы проектирования и электромонтажа — Терминология ГОСТ 24040 80: Электрооборудование судов. Правила и нормы проектирования и электромонтажа оригинал документа: 7. Блок контактных зажимов Система механически скрепленных между собой контактных зажимов Определения термина из разных… … Словарь-справочник терминов нормативно-технической документации
РМ 4-239-91: Системы автоматизации. Словарь-справочник по терминам. Пособие к СНиП 3.05.07-85 — Терминология РМ 4 239 91: Системы автоматизации. Словарь справочник по терминам. Пособие к СНиП 3.05.07 85: 4.2. АВТОМАТИЗАЦИЯ 1. Внедрение автоматических средств для реализации процессов СТИСО 2382/1 Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
normative_reference_dictionary.academic.ru
Оконцевание - кабель - Большая Энциклопедия Нефти и Газа, статья, страница 3
Оконцевание - кабель
Cтраница 3
Для оконцевания кабелей с пластмассовой или резиновой изоляцией и пластмассовой оболочкой напряжением до 10 кв применяются заделки типа ПКВ внутри сухих помещений и ПКВэ в сырых помещениях. [31]
Для оконцевания кабелей с бумажной изоляцией до 10 кВ применяют концевые заделки типа KBBI - с применением липкой поливинилхлоридной ленты без жидкого лака и типа КВВП - с применением нелипкой поливинилхлоридной ленты и жидкого лака. Кроме того, при разностях уровней между высшей и низшей точками расположения кабелей на трассе более 10 м применяют заделки типа КВВ специального исполнения, с использованием эпоксидного компаунда для уплотнения корешка заделки. [32]
Для оконцевания кабелей напряжением 1 - 10 кв рекомендуется применять в первую очередь сухие концевые заделки; могут применяться также стальные воронки, заливаемые кабельным компаундом. [34]
Для оконцевания кабелей с бумажной изоляцией до 10 кВ применяют концевые заделки типа KBBI - с применением липкой поливинилхлорид-ной ленты без жидкого лака и типа КВВП - с применением нелипкой поливинилхлоридной ленты и жидкого лака. Кроме того, при разностях уровней между высшей и низшей точками расположения кабелей на трассе более 10 м применяют заделки типа КВВ специального исполнения, с использованием эпоксидного компаунда для уплотнения корешка заделки. Концевые заделки типа КВВ применяют внутри помещений. [36]
Для оконцевания кабелей с многопроволочными жилами сечением 25 - 240 мм 2 применяют пороховой пресс ППМ. На конец жилы надевают цилиндрическую алюминиевую гильзу, одна часть которой при опрессовке обжимает жилу, а другая ( свободная) одновременно превращается в контактную лапку с отверстиями. Пороховой пресс состоит из корпуса, затвора, пуансона, матрицы и ствола. [37]
Для оконцевания кабелей на напряжение до 1000 В с бумажной изоляцией рекомендуются концевые заделки внутренней установки с герметизацией жил трубками разных исполнений: ТВ ( термоусаживаемые), К ( кремний-органические), Н ( из найритовой резины), Т ( трехслойные пластмассовые), а также в резиновых перчатках и стальных воронках. [38]
Для оконцевания кабелей напряжением до 10 кв в сухих отапливаемых и неотапливаемых помещениях применяют концевые воронки и сухие заделки, а на открытом воздухе - концевые муфты. [40]
Для оконцевания кабелей с бумажной изоляцией до 10 кВ применяют сухие концевые заделки типа КВсл с применением самосклеивающейся липкой поливинилхлориднои ленты без жидкого лака. [42]
При оконцевании кабелей в местах перехода с кабельной линии в воздушную применяются так называемые мачтовые муфты ( рис. 12 - 28), монтируемые непосредственно на опоре воздушной линии передачи. [44]
При оконцевании кабелей с бумажной пропитанной изоляцией ( особенно это важно для кабеля, тлеющего разность уровней концов) необходимо применять герметизированные наконечники. [45]
Страницы: 1 2 3 4 5
www.ngpedia.ru
28. Как выполнить соединение, оконцевание жил провода (кабеля) и подключение к зажимам аппаратов?
Как выполнить соединение, оконцевание жил провода (кабеля) и подключение к зажимам аппаратов?
Соединение алюминиевых жил должно быть выполнено опрессовкой или сваркой, допускается соединение проводников пайкой. Провода сечением более 10мм^2 запрещается соединять скруткой.
Опрессовку алюминиевых проводов производят следующим образом. Концы проводов освобождают от изоляции, зачищают металлической щеткой или ножом до блеска и вводят в алюминиевую гильзу, наполненную цинковазелиновой или кварцевазелиновой пастой. Гильзу с проводами опрессовывают клещами. Опрессовку предварительно скрученных однопроволочных жил сечением 2, 5 — 10 мм^2 можно производить специальными клещами типа КСП без применения гильзы и пасты.
Сварку алюминиевых проводов и кабелей сечением 4—10 мм^2 производят специальными клещами. Напряжение 6—12 В подводят от трансформатора мощностью 0, 5—1 кВА. Ток сварки (до 100 А) регулируют переключением отпаек трансформатора. Сварку производят с применением флюса АФ-44 угольным электродом при помощи обжимки и плоскогубцев (рис. 35, а) или скруткой с последующей сваркой угольным электродом (рис. 35, б).
Многопроволочные алюминиевые провода сечением 16—25 мм^2 соединяют сваркой при помощи специальной разъемной формы, угольного электрода, паяльной лампы или горелки и присадочного алюминиевого прутка.
Припайке проводов сечением 4—10мм^2 снимают изоляцию с концов жил, зачищают их ножом, стальной щеткой или наждачной бумагой до блеска и скручивают. Место соединения нагревают пламенем горелки или паяльной лампы и облуживают специальными припоями типа А, Б и кадмиевым. Флюс при этом не нужен. При применении мягких припоев типа АВИА-1 и АВИА-2 (температура плавления 200°С) применяют флюс АФ-44. Места пайки обязательно очищают от остатков флюса, протирают бензином, покрывают влагонепроницаемым (асфальтовым) лаком, а затем изоляционной лентой, которую также покрывают лаком.
Медные однопроволочные и многопроволочные провода сечением до 10 мм2 соединяют скруткой (рис. 35, в, г) с последующей пропайкой места соединения припоями ПОС-30 (30% олова и 70% свинца), ПОС-40 и канифолью в качестве флюса. Применять кислоту или нашатырь при пайке нельзя. Места соединения скруткой должны быть длиной не менее 10—15 наружных диаметров соединяемых жил.
Опрессовку медных проводов производят следующим образом. Провода зачищают от изоляции на длину 25—30 мм и укладывают параллельно внахлестку. Сложенные концы туго обертывают двумя слоями медной фольги толщиной 0, 2—0, 3 мм и спрессовывают. При качественно выполненной опрессовке провода и фольга не имеют обрывов.
Оконцевание проводов под винтовой зажим осуществляют в виде кольца, а под плоский зажим — в виде стержня (рис. 36, а).
При сечении провода до 4 мм^2 включительно оконцевание в виде кольца выполняют следующим образом. С конца провода снимают изоляцию на
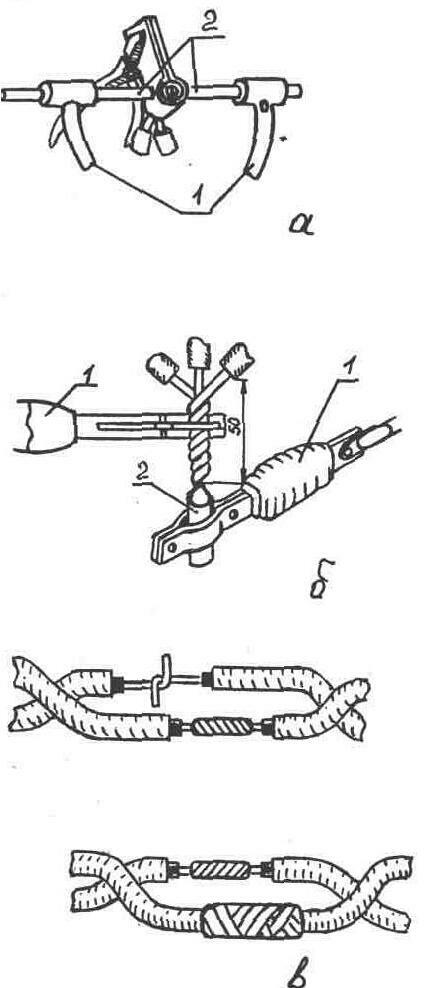
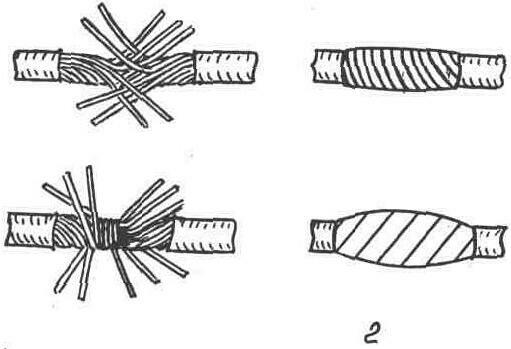
Рис. 35. Соединение проводов: а — сваркой алюминиевых проводов при помощи обжимки и плоскогубцев; б — сваркой предварительно скрученных медных или алюминиевых жил при помощи угольного электрода; в — скруткой и облуживанием медных или алюминиевых жил; г ~ скруткой и пропайкой медных, многопроволочных жил; 1— держатели электродов; 2 — угольные электроды
длине, достаточной для выполнения кольца. Жилу жесткого провода закручивают в кольцо по часовой стрелке, а гибкого провода — в стержень, а затем в кольцо и облуживают (рис. 36, б, в).
Оконцевание провода в виде стержня производят следующим образом: с конца провода удаляют изоляцию; для гибкого провода стержень скручивают и облуживают. При сечении жил 6 мм^2 и больше оконцевание. Производят кабельными наконечниками.
Лучшим способом оконцевания является оконцевание наконечниками типа Т (трубчатый), ТА (трубчатый алюминиевый) и ТАМ (трубчатый медно-алюминиевый) способом местного вдавливания пресс-клещами ПК-1 для жил сечением до 50 мм^2.
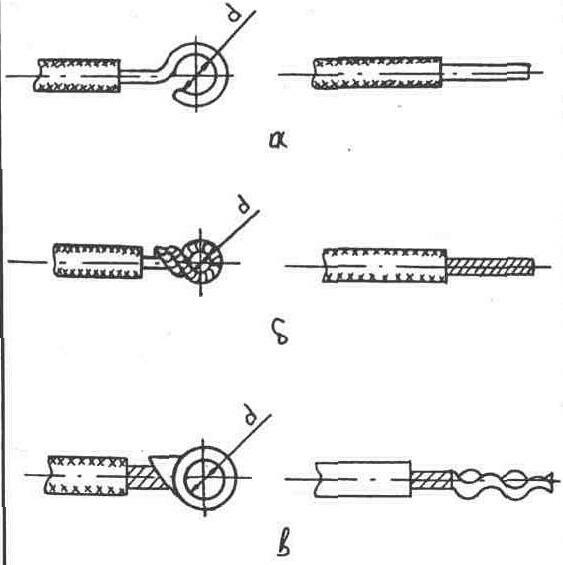
Рис. 36. Оконцевание жил проводов под винтовой и плоский зажимы: а — жесткий провод; б, в — гибкий провод
Особенность опрессования. оконцеваний и соединений алюминиевых жил в отличие от медных заключается в применении кварцевазелиновой пасты, а также в выполнении наконечников и соединительных гильз из чистого алюминия с увеличенными в длину и толщину стенками трубчатой части и большей площадью опрессования.
Переход между трубчатой частью кабельного наконечника и изоляцией провода изолируют полихлорвиниловой трубкой или лентой.
Присоединению проводов к зажимам аппаратов должно предшествовать оконцевание провода (в виде кольца или стержня).
Присоединение к одному контактному зажиму более 2 проводов запрещается. Зажимы должны соответствовать величине номинального напряжения и тока. Зажимные винты рассчитаны на присоединение проводов следующих сечений: в зажимах до 10 А — двух проводов сечением до 4 мм^2 без наконечников; в зажимах до 25 А — двух проводов сечением до 6 мм^2 без наконечников; в зажимах до 60 А - двух проводов сечением до 6 мм^2 без наконечников и одного провода сечением 10 или 16 мм^2 с наконечником.
Винтовой зажим, к которому присоединяются алюминиевые жилы, должен иметь устройство, ограничивающее возможность раскручивания колечка и не допускающее ослабления контактного давления вследствие текучести алюминия.
Колечко алюминиевого однопроволочного провода перед вводом под контакт зачищают и смазывают кварцевазелиновой или цинковазелиновой пастой. На присоединяемые провода надевают хлорвиниловые трубки, на которые дихлорэтановыми чернилами наносят маркировку провода.
Присоединение проводов к аппаратам, имеющим контактные лепестки, производят пайкой. Спаянные монтажные соединения должны обеспечивать надежность электрического контакта и необходимую механическую прочность. Основным материалом для пайки является припой ПОС-40, а для ответственной аппаратуры — ПОС-61. Припой рекомендуется применять в виде трубок с канифольным наполнением или проволоки диаметром 1—3 мм. Флюсом служит раствор канифоли в спирте, а также канифоль сосновая высшего или первого сорта.
lib.qrz.ru
Оконцовка кабеля наконечниками
Как оконцевать провод наконечником?
Для оконцевания жил проводов и кабелей используется специальный инструмент в виде пресс клещей. Самостоятельно оконцевать проводник не сложно, куда важнее правильно подобрать кабельный наконечник. Далее мы предоставим методику, которая позволит без проблем справиться с опрессовкой как многопроволочных, так и однопроволочных проводов, при этом как из алюминия, так и из меди, и в тоже время маленького и большого сечения.Важно знать
Первое, о чем хотелось бы рассказать – в чем важность оконцевания жил проводов и кабелей специальным инструментом и для чего вообще нужно обжимать проводники наконечниками. Наверняка Вы обращали внимание на то, как подсоединяется шина заземления к корпусу распределительного щитка. Желто-зеленый провод крепится с обеих сторон винтовым соединением через специальный наконечник, как показано на фото ниже.
Не так давно вместо такого наконечника жила просто загибалась кольцом с помощью плоскогубцев и затягивалась винтом. Некоторые горе-электрики просто вставляли жилу между винтом и пластиной и тщательно зажимали отверткой. Делать так категорически запрещается, т.к. при таком способе оконцевания жил возрастает переходное сопротивление, в результате чего можно увидеть оплавленную изоляцию кабеля, которая может повлечь за собой короткое замыкание в проводке либо более тяжкие последствия – возникновение пожара в доме.
Еще одно очень неблагоприятное последствие при неблагополучном креплении жил – отгорание нуля при высоких токовых нагрузках. О последствиях отогорания нулевого провода Вы можете узнать в соответствующей статье!
Технология оконцевания
Самостоятельно оконцевать провод либо кабель специальным инструментом не представит сложностей. Нужно всего лишь взять подходящий наконечник, надеть до упора на жилу и обжать прессом. Согласно правилам ГОСТ оконцевание нужно производить не меньше, чем в двух местах, чтобы был надежный контакт и минимальное переходное сопротивление. Помимо этого следует отметить важное требование — для обжима алюминиевого проводника нужно дополнительно использовать кварце-вазелиновую смазку, которая предотвращает образование оксидной пленки, ухудшающей контакт.
В домашних условиях не всегда разумно покупать дорогостоящий инструмент для опрессовки, поэтому существуют и альтернативные варианты. К примеру, существует специальный инструмент для снятия изоляции с проводов и кабелей – стриппер, конструкция которого может включать в себя пресс, как показано на фото.
Также можно обойтись без так называемых щипцов — вручную расплющить втулку молотком либо плоскогубцами, но в этом случае гарантия хорошего контакта отсутствует, поэтому лучше все же растратиться хотя бы на стриппер для надежного оконцевания жил. О том, как пользоваться стриппером, мы рассказывали в отдельной статье.
Обращаем Ваше внимание на то, что если Вы решили оконцевать одножильный проводник с помощью клещей, необходимо правильно подобрать обжимную матрицу. При неправильном подборе существует большая вероятность перекусить жилу!
Помимо этого существуют специальные наконечники под пайку. В этом случае оконцевание жил провода либо силового кабеля происходит в два этапа:
- Жила, зачищенная до металлического блеска и обработанная нейтральным припоем, до упора вставляется в наконечник.
- Через специальное отверстие заливается припой.
Кратко о наконечниках
Ну и последнее, о чем хотелось бы поговорить – с помощью каких наконечников можно оконцевать провод и кабель в домашних условиях. На сегодняшний день в промышленности и быту пользуются популярностью следующие изделия для оконцевания:
Вот мы и перечислил наиболее популярные виды наконечников, позволяющих оконцевать проводник для безопасного подключения к шинам и электроприборам. Следует отметить, что сечение жилы для оконцевания согласно ПУЭ может быть от 0,75 мм2 до целых 240 мм2. При выборе наконечников обращайте внимание на их маркировку, которая выглядит следующим образом:
ТМ (к примеру)-XX-YY, где:
- XX – сечение проводника под обжим;
- YY – диаметр отверстия под зажимной болт.
Также читают:
Видео инструкция по использованию прессаsamelectrik.ru
Способы оконцевания жил кабелей и проводов
Вам доводилось наблюдать оплавленные пластиковые корпуса квартирных распределительных щитов? А вид жестоко обуглившихся и отгоревших нулевых проводов вам знаком? Ну, может быть, вы наблюдали унылое зрелище, которое являют собой торчащие ежиком в разные стороны проволочки жил проводов и кабелей, посаженных в подъездном щите под общий болт, причем даже без шайбы?
Все это яркие примеры откровенного пренебрежения необходимостью оконцевания проводов и жил кабелей. Мало завести кабель в устройство, необходимо еще побеспокоиться о его подключении с надежным электрическим контактом, о минимальном переходном сопротивлении.
Переходное сопротивление по своей сути является резистором, на котором выделяется тепло, и количество этого тепла будет тем больше, чем больше токовая нагрузка провода. Собственно, благодаря этому теплу все и горит и плавится, от него все беды.
Значит, надо от переходного сопротивления избавляться. Но это не так-то просто: оксидная пленка, недостаточная сила сжатия на зажимах коммутационного аппарата, малая площадь контакта и еще множество других факторов мешают это сделать, особенно если жилы не оконцовываются.
Оконцовывать жилы и провода лучше с применением специальных наконечников. Наконечники бывают самых различных видов – для многопроволочных и цельных, для алюминиевых и медных жил кабелей. Например, для медных многопроволочных жил выпускаются наконечники из цельнотянутой медной трубы, сплющенной и просверленной под болт с одной стороны.
Такой наконечник бывает двух модификаций: без покрытия и электролитически луженый (ТМ и ТМЛ, соответственно). Маркировка этих наконечников следующая: ТМ(ТМЛ)-ХХ-УУ. Здесь ХХ – сечение провода под зажим, а УУ – диаметр отверстия наконечника под монтажный болт. Эти же обозначения размеров применяются, кстати, и для наконечников других марок.
Крепятся наконечники ТМ и ТМЛ опрессовкой (подробнее про опрессовку проводов смотрите здесь). Но это не означает, что их можно сплющить молотком или зажать пассатижами. Применять следует специальные опрессовочные клещи, имеющие гидравлический или ручной привод. Клещи могут опрессовывать наконечник в одной точке по его центру, а могут – в двух по краям. Количество обжимов должно быть не менее двух – для надежной фиксации провода и хорошего электрического контакта.
Кстати, однопроволочные, сплошные жилы кабелей тоже могут опрессовываться такими наконечниками, но при тщательном подборе обжимных матриц клещей. Если размер будет подобран неправильно, жила просто может обломиться. Перед монтажом наконечников опрессовкой провод или жила должны быть зачищены от изоляции и окисла до блестящего металла.
Применяются медные наконечники под опрессовку достаточно часто - для подключения кабельных стояков во вводно-распределительном устройстве подъезда, для заземления металлических распределительных щитов, для подключения электрических плит и т.д. А в промышленности они находят свое применение вообще сплошь и рядом.
Опрессовывать ими можно медные жилы сечением от 2,5 до 240 кв. мм. При этом луженые наконечники ТМЛ применяются преимущественно в особо ответственных электрических соединениях, где требуется повышенная антикоррозионная стойкость.
Другая, менее распространенная группа кабельных наконечников – это наконечники под опрессовку с контрольным окном – ТМЛ(о). Это, как видно из маркировки, те же наконечники из медной цельнотянутой трубы, но особенность их – в контрольном окне, которое позволяет увидеть, встал ли провод на свое место.
Монтировать наконечники ТМЛ(о) можно и пайкой – заливая расплавленный припой в отверстие наконечника, предварительно вставив обработанный нейтральным флюсом зачищенный от изоляции провод. ТМЛ(о) - самые ответственные наконечники, их применяют только в промышленности, поэтому многие электрики, работающие в сфере ЖКХ, даже не знают об их существовании.
Алюмомедные кабельные наконечники (ТАМ) известны таким электрикам лучше. Их применяют для подключения алюминиевых жил к медным шинам вводных и вводно-распределительных устройств. Кому-то наконечник, наполовину состоящий из меди, а наполовину – из алюминия, покажется чем-то невероятным. Тем не менее, хвостовик этого наконечника алюминиевый, а сам он медный и эти две части соединены благодаря фрикционной диффузии безо всякого переходного сопротивления. Монтируются алюмомедные наконечники все той же опрессовкой.
Чаще же всего жилы алюминиевых кабелей опрессовываются обыкновенными алюминиевыми наконечниками (марка ТА). Эти кабельные наконечники во всем похожи на наконечники ТМ, кроме своего материала, но минимальный размер их отверстия под провод составляет 16 кв. мм., в соответствии с современными требованиями ПУЭ.
Следует не забывать, что любая алюминиевая жила или провод оконцовываются только с применением специальной кварце-вазелиновой смазки, устраняющей проблему образования вредной непроводящей пленки окисла на поверхности проводника.
Медные жилы и провода, например, в таких бытовых приборах, как стиральные машины, микроволновки и те же электроплиты, часто оконцовываются медными наконечниками под пайку. Эти наконечники изготавливаются из листового штампованного металла, форма которого предусматривает специальные «уши». «Уши» можно свести вместе и зафиксировать провод. Если эту конструкцию еще и пропаять, то переходное сопротивление исключается почти полностью.
Примером таких наконечником можно считать наконечники ПМ, «уши» которых сведены уже в заводском исполнении. Поэтому их иногда крепят и обычной опрессовкой, без пайки. Наконечники ПМ выпускаются для жил сечением от 2,5 до 240 кв. мм.
Появлению штифтовых кабельных наконечников способствовала одна специфичная проблема. Дело в том, что современные распределительные устройства (щиты, такие как ЩРН и ЩРВ) имеют тенденцию к уменьшению габаритных размеров.
То же самое можно сказать и о коммутационных аппаратах и аппаратах защиты и, прежде всего, об автоматических выключателях. Уменьшаются габариты – уменьшаются и размеры зажимных устройств. Тут уж традиционные наконечники под болт никак не годятся, - нужен штифт, аккуратный и компактный. Поэтому штифтовые наконечники, например, НШП, применяются все чаще и чаще.
В промышленности для подключения силовых кабелей сечением от 25 до 240 кв. мм. последнее время часто применяется еще один вид кабельных наконечников. Они называются «болтовые» или «механические». Их маркировка – НБ.
Выполняются эти наконечники из алюминиевого сплава, стойкого к коррозии, а провод в них зажимается с помощью срывных болтов. Медные провода и жилы для монтажа в таких наконечниках обязательно нужно предварительно лудить. В комплекте с наконечниками НБ обычно идет термоусаживаемая трубка для обеспечения герметичности.
Надо сказать, что, несмотря на разнообразие заводских наконечников, конструкции которых мы перечислили, многие до сих пор пользуются самодельными наконечниками самых нестандартных размеров. Ведь изготовить такой наконечник очень просто: расплющил трубу с одного конца и просверлил отверстие. Конечно, допустимая токовая нагрузка такого наконечника остается неизвестной, но при устройстве заземления частных домов, например, такими наконечниками пользуются очень часто.
Кроме того, отметим, что в бытовом монтаже (а иногда даже и в промышленном) наконечниками часто вовсе пренебрегают, мирясь или не зная о высоком переходном сопротивлении. Так сплошные жилы и провода нередко просто сгибаются в кольцо под болт или вставляются в зажим как есть. Многопроволочные жилы в лучшем случае просто лудятся, а при монтаже под болт скручиваются в петлю, сопротивление которой очень зависит от уровня мастерства и наличия навыков у электрика.
Александр Молоков
electrik.info
Технология оконцевания жил проводов и кабелей
Главная » Электропроводка » Провода и кабеля » Технология оконцевания жил проводов и кабелей
Чтобы оконцевать жилы проводов и кабелей, необходимо использовать специальный инструмент – пресс клещи. Данный инструмент очень прост в использовании, так что, самостоятельно оконцевать провод не составит никакого труда. Важнее и сложнее правильно подобрать кабельный наконечник. Поэтому в этой статье мы решили рассказать, как выполнить оконцевание жил проводов и кабелей разного сплава, большого и маленького сечения.
Зачем делать оконцевание жил проводов
На самом деле оконцевание проводов – это важный процесс, который необходимо выполнять во многих ситуациях. К примеру, вы обращали внимание на то, как присоединяется заземляющая шина к распределительному щитку? А делается все это с помощью специального наконечника.
Некоторые люди вместо наконечника просто прикручивают провод болтом и считают, что они справились. В итоге изоляция начинает гореть уже через несколько недель, а через полгода может и вовсе произойти замыкание в сети. Так что, оптимально использовать наконечник, тем более цена на него совсем небольшая.
Также если не проводить оконцивание жил проводов и кабелей, то может выгореть «ноль». Если это случится, то последствия понятны всем.
Как оконцевать кабеля
На самом деле оконцевать провода не составит никакого труда. Достаточно взять специальный инструмент, надеть на провод наконечник и обжать прессом. Для надежности стоит сделать опресовку несколько раз, так контакты будут более надежными, а сопротивление меньше.
Если у вас нет специального инструмента, не спешите его покупать. Существует еще инструмент для снятия изоляции, который практически всегда включает в себя пресс. Выглядит все следующим образом.
Если отсутствуют все специальные приспособления, тогда можно немного помучаться и взять обычные пассатижи. Надеваем наконечник на провод, и с помощью пассатижей зажимаем провод несколько раз. Здесь все можно описать в два этапа:
- Надеваем наконечник на провод.
- Зажимаем.
Обратите внимание, что наконечник нужно подбирать соответствующий. Если больше – может случиться замыкание. Меньше – вы просто перекусите провод.
Оконцевание проводов: видео
Какие бывают наконечники
Отдельно мы хотели вам рассказать, про виды наконечников и их основные особенности. Ведь оконцевание жил проводов – это не сложно, даже если вы используете пассатижи. Однако если вы подберете неправильно наконечник, то беды избежать не получится.
Сейчас выделяют следующие виды наконечников:
- ТМЛ – медный наконечник, который имеет луженную оболочку.
- ТМ – выполнен из меди, оболочки нет.
- ТМЛ(о) – медный, с луженной оболочкой. Имеет дополнительное отверстие, которое позволяет визуально определить, полностью ли зажата жила.
- ТА – обыкновенный алюминиевый.
- ТАМ – корпус алюминиевый, окончание медное. Она позволяет подключить алюминиевый провод к медной шине.
- ПМ – выполнен из меди, предназначается для пайки.
- НБ – болтовые. С помощью них можно затянуть провод обыкновенным болтом.
Вот мы и разобрали, с помощью, каких наконечников можно оконцевать кабель или провод самостоятельно
Обратите внимание, согласно ПУЭ оконцевание проводов может осуществляться только с сечением от 0,75 мм2 до 240 мм2. Поэтому при выборе обращайте внимание на соответствующую маркировку:
- YY – это диаметр отверстия, в который вы сможет вставить проводник.
- XX – это сечение провода под обжимом.
Читайте также: Технические характеристики кабеля ААШВ.
vse-elektrichestvo.ru
Наконечники для проводов и кабелей – виды, сферы использования, преимущества
Как выбрать наконечник для провода?
Опрессовка проводов наконечниками в последнее время пользуется все большей популярностью. Ведь этот простой и быстрый способ позволяет создать качественные соединения как для силовых, так и для низковольтных сетей.
А как известно, в любых электрических системах именно качественное соединение обеспечивает практически 90% надежности. Поэтому, в нашей статье мы решили разобрать существующие виды наконечников для опрессовки, их достоинства и недостатки, и, конечно, сферу применения.
Виды наконечников для опрессовки
Наконечники проводов условно можно разделить на два основных вида – это наконечники для подключения, и наконечники для соединения проводов между собой. Первые применяются для создания качественного контакта во время подключения провода или кабеля к каким-либо клеммникам, назначение вторых понятно из названия.
Наконечники для подключения
Для подключения к клеммникам следует использовать наконечники, которые обеспечивают надежность подключения, позволяют выполнить подключение к другому клеммнику, виду которого они и должны соответствовать.
На данный момент существует не такое уж большее разнообразие наконечников:
| Наибольшую популярность получили, так называемые, кольцевые наконечники. Они предназначены для подключения к винтовым клеммникам. К их преимуществам следует отнести максимально возможную контактную поверхность, и надежность такого контакта. Их используют во всех случаях постоянного и временного подключения в низковольтных сетях. | |
| Следующим по надежности называют наконечник типа «крюк». Его контактная поверхность обычно на ¼ ниже, но такой наконечник можно подключить к клемме без полного выкручивания крепежного винта. В связи с этим, данные наконечники используются преимущественно в качестве временных, а также в клеммниках, где полное выкручивание винта невозможно либо затруднено. | |
| Наконечник вилочного типа | Наконечник на провод вилочного типа имеет контактную поверхность всего в 50% от кольцевых, но им очень удобно работать при частых подключениях. Поэтому наибольшее распространение он нашел в лабораторных и релейных схемах, в которых требуется частое переподключение контактов. |
| Выше приведены три основных типа наконечников, но в отдельных случаях используются и другие виды. В первую очередь, это так называемая плоская игла — или как их правильнее называть: штифт. Он используется преимущественно в клеммниках со специальной зажимной площадкой. Подключить к такому клеммнику наконечники основных трех типов просто не получится. | |
| Еще одним специфическим типом наконечников является круглая игла. Она так же используется только для специальных клеммников. Но, благодаря своей конструкции, может быть использована практически для любых типов клеммников. Тем не менее, используется она достаточно редко из-за малой контактной поверхности. | |
| Ну и, конечно, рассматривая типы наконечников для проводов, нельзя обойти вниманием так называемые трубчатые или втулочные оконцеватели. Они используются практически со всеми видами клемм. Особенно популярны они стали в последнее время, когда их активно начали применять для защиты многожильных проводов от перелома части жил, во время зажима в винтовой клемме. Главным отличием этого типа наконечников от других, является то, что непосредственно контактная часть и является местом обжима провода. То есть, наконечник можно применять даже без предварительного обжима, хотя это не рекомендуется. | |
| Для оконцевания жил кабеля инструкция рекомендует применять специальные силовые наконечники. Они имеют трубчатую часть для обжима кабеля и контактную часть с отверстием под винт или болт. | |
| Наконечники для кабеля с 90⁰ изгибом | В некоторых случаях используются специальные силовые наконечники с 90⁰ изгибом. Такой изгиб может потребоваться при горизонтальной установке силовых автоматов. Конечно, его можно сделать и своими руками из обычного силового наконечника, но в этом случае может снизиться его электропроводность, да и с эстетической точки зрения он будет выглядеть не так красиво. |
Наконечники для соединения проводов
Для подключения проводов между собой используют специальные гильзы и наконечники. Их так же можно разделить на два подвида.
В одном из них соединение производится непосредственно в изделии. Во втором случае, производится оконцевание двух проводов разными наконечниками, а затем уже концы соединяются. Давайте рассмотрим все эти варианты более детально.
- Начнем наш разговор с наконечников и гильз, которые позволяют соединить провод между собой посредством опрессовки в одном изделии. В первую очередь, это гильзы. Они представляют собой трубчатые изделия, в которые с разных сторон вставляется провод соответствующего сечения. Затем гильза обжимается, и получается цельное и достаточно качественное соединение.
- Для соединения между собой алюминиевого и медного провода, существуют специальные гильзы. Их особенность состоит в том, что они выполнены из латуни – материала нейтрального в плане электролиза для проводов.
- Так же для соединения проводов между собой используются специальные круглые, или как их еще называют, втулочные наконечники. От обычного втулочного наконечника их отличает не только цена, но и форма. У данных наконечников изолированная часть имеет не округлую, а трапециевидную или прямоугольную форму, что позволяет качественно подвести к месту соединения сразу два провода.
- В автомобилестроении, при создании акустических систем и в других низковольтных сетях достаточно часто используются два наконечника для соединения проводов между собой. Их принято называть коннекторами.
- Первый тип — это так называемые плоские коннекторы. Они бывают двух видов – «папа» и «мама». «Папа» очень похож по своей структуре на наконечник типа плоская игла, из-за чего их часто путают. «Мама» представляет собой плоскую поверхность со специальными зажимными пластинами. «Папа» вставляется в коннектор «мама», и обеспечивается достаточно качественный контакт.
Обратите внимание! Существуют наконечники, которые имеют одновременно контакт и «мама» и «папа». Такие коннекторы предназначены для соединения трех проводов, но могут использоваться и для соединения двух проводов. В этом случае, лишний контакт либо обламывается, либо просто остается незадействованным.
Круглый наконечник «папа»- Так же применяется круглый наконечник под провод. Их принцип устройства очень похож с описанным выше видом, только в этом случае «папа» — это круглый наконечник, а «мама» — это специальное отверстие с зажимами для «папы».
Особенности различных видов наконечников
Мы рассмотрели основные виды наконечников для проводов, но существуют еще и различные подвиды. Они зависят от конструкции, дополнительных атрибутов и некоторых других аспектов, которые применяют производители для вашего удобства. Давайте рассмотрим самые распространенные из них.
Разрезной кольцевой наконечник- Прежде всего, это тип соединения провода с наконечником. Он может быть сплошной, а может быть разрезной. Что это значит? Разрезной тип наконечника обозначает, что место крепления провода к коннектору состоит из двух частей, которые можно качественно обжать даже обычными пассатижами. Для сплошного соединения лучше применять кримпер.
- Следующими возможными отличиями является наличие изоляции. Тут возможны два варианта. В первом случае, для провода наконечник имеет изоляцию только в месте соединения провода с коннектором. В этой ситуации, перед обжимкой изоляцию следует снять, а затем натянуть на место соединения.
- Вторым возможным вариантом является полная изоляция наконечника. В первую очередь, такой способ применяется для коннекторов, предназначенных для соединения двух проводов. Эта изоляция может быть съемная или сплошная. Тут выбор зависит от ваших предпочтений — преимущества и недостатки очевидны.
- Для кабельных наконечников даже существуют изделия с изоляцией места обжима. Но применять такие наконечники можно лишь для сетей напряжением до 1000В. Для кабелей более высоких классов, использовать в качестве основной такую изоляцию недопустимо.
Обжим наконечников
Ну и напоследок давайте уделим несколько слов процессу обжима проводов. Дело это не такое уж сложное — но есть нюансы, на которые стоит обратить ваше внимание.
Клещи для обжима проводов- Итак, у нас есть набор наконечников для проводов, или просто наконечники требуемого сечения. Почему так важно чтобы сечение именно совпадало, ведь можно обжать наконечник и большего диаметра? Дело в том, что в этом случае в гильзе или наконечнике образуются пустоты. Их конечно можно заполнить обрезками провода, но качество такого соединения падает.
Обратите внимание! Использовать гильзы или наконечники меньшего диаметра так же не допускается. Ведь в этом случае вам необходимо будет уменьшить сечение провода, что приведет к снижению его электропроводности и соответственно повышенному нагреву. Дальше, думаем, объяснять не надо.
- Поэтому, используем гильзу или наконечник только требуемого сечения. Его одеваем на провод таким образом, дабы он был вровень или немного выступал из обжимной части. Изоляция провода должна быть снята до самой обжимной части. Не допускается, чтобы провод имел изоляцию в месте обжима.
- После этого, при помощи специального инструмента: обжимных клещей или кримпера, производим обжим. Кримперы могут быть нескольких видов. Одни имеют несъёмные головки с четко определенным сечением обжимаемых проводов. А могут иметь съемные головки, которые меняются в зависимости от сечения обжимаемых проводов. Думаем, понятно, что головка должна соответствовать обжимаемому сечению провода.
- Обжим наконечников выполняется обычно с одной стороны, гильзы обжимаются двумя сжимами с противоположных концов. Причем, сжимы должны выполняться противонаправленными, как на видео, то есть делаем один сжим, затем разворачиваем гильзу на 180⁰ и делаем второй сжим.
Обратите внимание! При использовании гильз не допускается их разрезание пополам в целях экономии, или еще из каких-либо побуждений. Ведь такие половинки не способны обеспечить достаточно качественный контакт и сжим провода. Да и работать с такими «коротышами» не очень удобно.
- Наконечники медные для проводов используются только для медных проводов. Если вы работаете с алюминиевыми проводами, то для них лучше применять латунные наконечники, так как контактная часть силовых автоматов, клеммников и других коммутационных устройств обычно имеют медные вывода.
Вывод
Опрессовка наконечниками проводов является одним из наиболее простых и быстрых способов соединения. Причем, что немаловажно, он разрешен нормами ПУЭ. Главное здесь правильно подобрать наконечники — в соответствии с вашими условиями, предпочтениями, типом провода и его сечением.
elektrik-a.su
el-cab.ru
ОКОНЦЕВАНИЕ ПРОВОДОВ - это... Что такое ОКОНЦЕВАНИЕ ПРОВОДОВ?
ОКОНЦЕВАНИЕ ПРОВОДОВ опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность(Болгарский язык; Български) — оформяне краищата на проводници
(Чешский язык; Čeština) — spojování vodičů
(Немецкий язык; Deutsch) — Herstellen der Kabelenden
(Венгерский язык; Magyar) — vezetékegyesítés
(Монгольский язык) — кабель утаены үзүүр гаргах
(Польский язык; Polska) — zarabianie końców przewodów
(Румынский язык; Român) — formare a capului conductoarelor
(Сербско-хорватский язык; Српски језик; Hrvatski jezik) — obrada krajeva provodnika
(Испанский язык; Español) — empalme de cables eléctricos
(Английский язык; English) — termination of wires or cables
(Французский язык; Français) — traitement des abouts de fils ou câbles électriques par pression, brasage, soudage etc.
Источник: Терминологический словарь по строительству на 12 языкахСтроительный словарь.
- ОКНО СДВОЕННОЕ
- ОКРАСКА
Смотреть что такое "ОКОНЦЕВАНИЕ ПРОВОДОВ" в других словарях:
оконцевание проводов — Опрессовка, сварка, пайка концов проводов или крепление их болтовыми и трубчатыми сжимами, в результате которых обеспечивается надёжный электрический контакт и механическая прочность [Терминологический словарь по строительству на 12 языках… … Справочник технического переводчика
РМ 4-239-91: Системы автоматизации. Словарь-справочник по терминам. Пособие к СНиП 3.05.07-85 — Терминология РМ 4 239 91: Системы автоматизации. Словарь справочник по терминам. Пособие к СНиП 3.05.07 85: 4.2. АВТОМАТИЗАЦИЯ 1. Внедрение автоматических средств для реализации процессов СТИСО 2382/1 Определения термина из разных документов:… … Словарь-справочник терминов нормативно-технической документации
dic.academic.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)