 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Повышение качества стали (стр. 1 из 3). Металлургическое качество стали определяется
Качество - сталь - Большая Энциклопедия Нефти и Газа, статья, страница 1
Качество - сталь
Cтраница 1
Качество сталей определяется условиями металлургического производства и содержанием в них вредных примесей. Стали классифицируют на группы А, Б, В. [1]
Качество стали зависит также от характера раскисления при выплавке. Раскисление - это процесс удаления кислорода из жидкой стали, что совершенно необходимо для обеспечения прочности и предупреждения крупного разрушения при горячем деформировании. Различают спокойные, полуспокойные и кипящие стали. [2]
Качество стали оценивается рядом структурно-нечувствительных и структурно-чувствительных механических характеристик, устанавливаемых по результатам испытаний образцов на растяжение. Величина Е характеризует жесткость ( сопротивление упругим деформациям) стали и в первом приближении зависит от температуры плавления Тпл. [3]
Качество сталей улучшают введением в них легирующих элементов: хрома, никеля, марганца, вольфрама, молибдена, ниобия, титана, ванадия и др. Как правило, эти элементы вводят в сталь в виде ферросплавов ( сплава ведущих элементов с железом или кремнием), так как производство их значительно дешевле, чем элементов в чистом виде. [4]
Качество стали ( главным образом содержание водорода) оказывает влияние только на продолжительность выдержки при субкритических температурах в процессе предварительной противофлокенной термической обработки. [5]
Качество сталей улучшают путем введения в их состав легирующих элементов: хрома, никеля, марганца, вольфрама, молибдена, ниобия, титана, ванадия и др. Как правило, эти элементы-вводят в сталь в виде ферросплавов, так как производство последних значительно дешевле, чем элементов в чистом виде. [6]
Качество стали определяется не только ее химическим составом, но и способом выплавки. [8]
Качество сталей улучшают введением в них легирующих элементов: хрома, никеля, марганца, вольфрама, молибдена, ниобия, титана, ванадия и др. Как правило, эти элементы вводят в сталь в виде ферросплавов ( сплава ведущих элементов с железом или кремнием), так как производство их значительно дешевле, чем элементов в чистом виде. [9]
Качество стали оценивается рядом структурно-нечувствительных и структурно-чувствительных механических характеристик, устанавливаемых по результатам испытаний образцов на растяжение. Величина Е характеризует жесткость ( сопротивление упругим деформациям) стали и в первом приближении зависит от температуры плавления Тпл. [10]
Качество стали при этом улучшается, так как при окислении металла железной рудой в ванну вносятся вредные примеси, газы, неметаллические включения. [11]
Качество стали при этом улучшается, так как при окислении металла железной рудой в ванну вносятся вредные примеси, газы, неметаллические включения. [12]
Качество стали характеризуется пределами содержания углерода ( или марганца и кремния), содержанием вредных - и посторонних примесей, чистотой по неметаллическим включениям и механическими свойствами. [13]
Качество стали для труб, из которых сооружают трубопроводы, характеризуется определенными механическими и технологическими свойствами, химическим составом. При этом сталь должна быть недифицитной и обладать невысокой стоимостью. Последнее особенно важно, так как в затратах на сооружение трубопровода стоимость стали составляет аначительную часть. [14]
Качество стали определяется не только процессом выплавки, но и процессом разливки. Качество поверхности слитков и заготовок, а также и химический состав кипящей стали в значительной степени зависят от температуры разливки и изменения температуры в процессе охлаждения и затвердевания металла. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Качество стали - ГП Стальмаш
Справочная информация
Качество стали определяется содержанием вредных примесей.Основные вредные примеси - это сера и фосфор. К наиболее распространенным дефектам относятся химическая и структурная неоднородность, повышенное содержание вредных примесей и неметаллических включений, дефекты макро- и микроструктуры, внутренние дефекты, дефекты формы и поверхности изделий и т. д.Химический состав является основной и важной характеристикой качества стали, так как весь комплекс физических, химических, механических и технологических свойств зависит от содержания углерода, вредных, полезных и сопутствующих элементов. Химический состав во многом определяет режим последующей обработки сталей давлением, сваркой и термической обработкой, а также структуру и свойства полученных изделий.Компания ГП "Стальмаш" производит поставки металлопроката в следующих сталях:-сталь инструментальная легированная ГОСТ 5950-2000 (штамповая, валковая),-сталь инструментальная углеродистая ГОСТ 1435-99,-сталь инструментальная быстрорежущая ГОСТ 19265-73,-сталь пружинная ГОСТ 14959-79 (рессорно-пружинная сталь),-сталь подшипниковая ГОСТ 801-78,-сталь теплоустойчивая ГОСТ 20072-74,-сталь низколегированная ГОСТ 19281-89,-сталь автоматная ГОСТ 1414-75,-сталь легированная ГОСТ 4543-71,-сталь нержавеющая ГОСТ 5632-72.Анализ химического состава проводится для каждой плавки стали отбором средней пробы при разливке металла в слитки. Пробы заливают в чугунные стаканчики-изложницы, а после затвердения из них сверлением или строганием получают стружку металла для химического анализа. Результаты анализа вносят в сертификат на сталь данной плавки.Наиболее распространенными нормируемыми показателями механических свойств металлов являются:- уровень твердости, - прочность, - относительное удлинение и сужение, - ударная вязкость и другие. Приведенные свойства стали определяются как в исходном, так и в отожженном или термически обработанном состоянии. После проведения анализа выясняют соответствие полученных данных требованиям стандартов.Макроструктурный анализ применяется для исследования структуры сталей невооруженным глазом или при увеличении ее в 30 раз с помощью лупы. Изучение макроструктуры производится темя методами: - методом изломов, - методом макрошлифов и просмотром отшлифованной и протравленной поверхности готового изделия. В результате анализа определяется волокнистость материала, неоднородность химического состава, а также дефекты внутреннего строения. В процессе микроструктурного анализа структуру стали исследуют с помощью микроскопа. Строение металла, наблюдаемое при увеличении в 50-2000 раз, называется микроструктурой. Наибольшее распространение получили оптические микроскопы. Для изучения микроструктуры образец вырезают в продольном или поперечном направлении, затем шлифуют, полируют до зеркального блеска и протравливают специальным реактивом.Металлургические способы повышения качества стали.При электрошлаковом переплаве из металла, подлежащего обработке, вначале изготавливают электроды, которые затем опускают в сой рабочего флюса, обладающего высоким сопротивлением. При прохождении электрического тока рабочий флюс плавится и образуется шлак, который выделяет тепло. Проходя через жидкий шлак, капли металла очищаются от вредных примесей и образуют высококачественный слиток. Этот метод целесообразно применять при получении высококачественных шарикоподшипниковых сталей, жаропрочных сплавов, изготовлении деталей турбин и др.Вакуумная дегазация - один из наиболее распространенных способов повышения качества стали- заключается в удалении из стали водорода, кислорода и азота. При вакуумировании резко повышаются механические свойства сталей. основными способами вакуумной обработки являются вакуумирование в ковше, вакуумирование струи металла при переливе из ковша в ковш или при заливке в изложницу и др. Установлено, что при вакуумировании струи содержание водорода в металле снижается на 60-70%, а содержание азота- до 40%. В результате взаимодействия с углеродом металл очищается от кислородных оксидных включений.
Металлопрокат от ГП Стальмаш, ООО [открыть для просмотра]
yaruse.ru
Повышение качества стали
Содержание:
1. Повышение качества стали. стр.
а) Критерии и методы оценки качества стали. 2
б) Металлургические методы повышения качества стали. 3
в) Виды термической и химико-термической обработки и ее влияние
на структуру и свойства стали. 5
2. Защита металлов от коррозии.
а) Основные виды коррозии. 7
б) Методы защиты металлов от коррозии, их эффективность. 8
в) Народнохозяйственное значение борьбы с коррозией. 10
1. Повышение качества стали.
Критерии и методы оценки качества стали .
Контроль качества стали предполагает проведение ряда операций и приемов, обеспечивающих заданный уровень качества металла в процессе его производства, а также оценку соответствия фактических потребительских характеристик и товарного вида готовой продукции требованиям стандартов.
К наиболее распространенным дефектам относятся химическая и структурная неоднородность, повышенное содержание вредных примесей и неметаллических включений, дефекты макро- и микроструктуры, внутренние дефекты, дефекты формы и поверхности изделий и т. д.
Для контроля и оценки разработаны специальные методы испытаний и средства измерения, а также соответствующие документы, характеризующие условия поставки и приемки. Применяются стандартные образцы, с которыми сравнивают фактические образцы с помощью спектрального, рентгеновского и других анализов.
Номенклатура показателей качества зависит от вида поставок и назначения стали. Для оценки качества металла определяют его химический состав, механические свойства, делают макро- и микроструктурные анализы, производят внешний осмотр и др.
Химический состав является основной и важной характеристикой качества стали, так как весь комплекс физических, химических, механических и технологических свойств зависит от содержания углерода, вредных, полезных и сопутствующих элементов. Химический состав во многом определяет режим последующей обработки сталей давлением, сваркой и термической обработкой, а также структуру и свойства полученных изделий.
Анализ химического состава проводится для каждой плавки стали отбором средней пробы при разливке металла в слитки. Пробы заливают в чугунные стаканчики-изложницы, а после затвердения из них сверлением или строганием получают стружку металла для химического анализа. Результаты анализа вносят в сертификат на сталь данной плавки.
Наиболее распространенными нормируемыми показателями механических свойств металлов являются уровень твердости, прочность, относительное удлинение и сужение, ударная вязкость и др. Приведенные свойства стали определяются как в исходном, так и в отожженном или термически обработанном состоянии. После проведения анализа выясняют соответствие полученных данных требованиям стандартов.
Макроструктурный анализ применяется для исследования структуры сталей невооруженным глазом или при увеличении ее в 30 раз с помощью лупы. Изучение макроструктуры производится темя методами: методом изломов, методом макрошлифов и просмотром отшлифованной и протравленной поверхности готового изделия. Метод изломов позволяет определить наличие дефектов во внутреннем строении материала, толщину слоя поверхностной обработки, размеры зерен и их взаимное расположение и т. д. Метод макрошлифов основан на исследовании специальных макрошлифов, которые представляют собой продольные или плоские поперечные образцы, вырезанные из изделий. В результате анализа определяется волокнистость материала, неоднородность химического состава, а также дефекты внутреннего строения. Просмотром отшлифованной и протравленной поверхности готового изделия контролируется качество различной металлопродукции: слитков и отливок, изделий, полученных обработкой давлением, сваркой, механической и поверхностной обработкой и др. В процессе микроструктурного анализа структуру стали исследуют с помощью микроскопа. Строение металла, наблюдаемое при увеличении в 50-2000 раз, называется микроструктурой. Наибольшее распространение получили оптические микроскопы. Для изучения микроструктуры образец вырезают в продольном или поперечном направлении, затем шлифуют, полируют до зеркального блеска и протравливают специальным реактивом.
Также получили распространение специальные физические методы контроля скрытых дефектов в металлических изделиях без их разрушения. Совокупность этих методов называется дефектоскопией . Основными видами дефектоскопии являются ультразвуковая, магнитная, рентгеновская, люминесцентная и др.
Показатели качества металлов и изделий оформляются документом, которые делятся на две основные группы. Первая группа документов определяет технические требования к качеству металлов и изделий: ГОСТы, ТУ, наряд заказы и т. п., вторая- характеризует качество изделий данной партии или марки: сертификат о качестве, акт проверки качества и т. д.
Металлургические способы повышения качества стали.
Разработан ряд новых и эффективных способов повышения качества стали непосредственно в металлургическом производстве. Эти способы основаны, во-первых, на более полном удалении из сталей газов и вредных неметаллических включений и, во-вторых на изменении химического состава сталей за счет ввода в них специальных легирующих элементов, улучшающих различные свойства сталей.
В выплавленной стали всегда содержится определенное количество газов и неметаллических включений. Содержание газов даже в сотых и тысячных долях процента существенно снижает механические и другие свойства стали. Неметаллическими включениями, содержащимися в стали, являются соединения железа, кремния, марганца и др. Основными металлургическими способами снижения содержания газов и неметаллических включений в стали являются: электрошлаковый ее переплав, рафинирование синтетическим шлаком, вакуумная дегазация, вакуумно-дуговой переплав, переплав в электроннолучевых печах и др. Снижение в стали неметаллических включений достигается также изменением сочетания и последовательности введения раскислителей.
При электрошлаковом переплаве из металла, подлежащего обработке, вначале изготавливают электроды, которые затем опускают в сой рабочего флюса, обладающего высоким сопротивлением. При прохождении электрического тока рабочий флюс плавится и образуется шлак, который выделяет тепло. Проходя через жидкий шлак, капли металла очищаются от вредных примесей и образуют высококачественный слиток. Этот метод целесообразно применять при получении высококачественных шарикоподшипниковых сталей, жаропрочных сплавов, изготовлении деталей турбин и др.
Сущность обработки металла синтетическим шлаком заключается в том, что жидкую сталь из плавильной печи выливают в ковш со специальным синтетическим шлаком с большой высоты. При бурном перемешивании шлак всплывает, сталь получается чистой. Рафинирование жидким синтетическим шлаком в ковше улучшает макроструктуру стали, удаляет до 70% серы. Этот способ нашел широкое применение при обработке конвертерной, мартеновской стали, а также электрометалла.
Вакуумная дегазация - один из наиболее распространенных способов повышения качества стали- заключается в удалении из стали водорода, кислорода и азота. При вакуумировании резко повышаются механические свойства сталей. основными способами вакуумной обработки являются вакуумирование в ковше, вакуумирование струи металла при переливе из ковша в ковш или при заливке в изложницу и др. Установлено, что при вакуумировании струи содержание водорода в металле снижается на 60-70%, а содержание азота- до 40%. В результате взаимодействия с углеродом металл очищается от кислородных оксидных включений.
Одним из наиболее распространенных способов вакуумирования является вакуумно-дуговой переплав в печах с расходуемым электродом. При этом выплавленную сталь переплавляют повторно в вакуумном пространстве с помощью электрической дуги. В результате оплавления металла в вакууме происходит дегазация и сталь приобретает новые, более высокие механические свойства.
Сущность вакуумирования в электроннолучевых печах заключается в том, что на переплавляемый металл, находящийся в вакуумной камере, направляют электронные лучи из катодов. В процессе воздействия высокой температуры металл расплавляется и рафинируется в вакууме.
Существенное влияние на свойства сталей оказывает легирование - намеренное введение в состав сплава соответствующих компонентов. Это приводит к изменению не только механических ,химических и технологических, но и специальных свойств сталей. Основными легирующими элементами являются: кремний, марганец, никель, хром, вольфрам, алюминий, молибден, ванадий, титан, кобальт, медь и другие металлы.
Различные легирующие элементы, водимые в сталь, неоднозначно влияют на ее свойства. Так, кремний является эффективным раскислителем и применяется при получении «спокойной» стали. Как легирующий элемент вводится в сталь для повышения ее прочности, стойкости к коррозии и жаростойкости.
Марганец - важнейший компонент стали. Применение его как легирующего элемента способствует повышению прокаливаемости стали характеризующей глубину закаленной зоны при термической обработке. При введении в сталь 10-12% марганца она размагничивается. Никель повышает прочность и ударную вязкость стали, увеличивает ее прокаливаемость и сопротивление коррозии. Хром повышает твердость и прочность , сохраняет ударную вязкость сталей, способствует сопротивлению на истирание, резко увеличивает стойкость к коррозии. При введении в сталь более 10% хрома она становится нержавеющей. Вольфрам повышает твердость легированных сталей и улучшает режущие свойства инструментальной стали. Алюминий повышает жаростойкость и коррозийную стойкость стали, а молибден - прочность, упругость, износостойкость и ряд специальных свойств стали. Ванадий повышает твердость, прочность и плотность стали.
mirznanii.com
Микроскопический анализ | Металлургическое качество судостроительной стали для корпусных конструкций
Микроскопический анализ стали. Микроскопический анализ заключается в исследовании строения металлов с помощью оптических микроскопов при больших увеличениях. Микроанализ позволяет установить величину и форму зерен; количество, размеры и взаимное расположение отдельных фаз; обнаружить мельчайшие пороки металла и т. д. Металлы непрозрачны, поэтому изучение их строения может быть осуществлено лишь в отраженном свете. В связи с этим исследуемый образец подвергают обработке, обеспечивающей достаточно интенсивное отражение световых лучей от одной из его поверхностей (шлифа). Процесс изготовления металлографических образцов включает их вырезку и подготовку поверхности для исследования, шлифование, полирование и травление этой поверхности.
Место вырезки образца и выбор плоскости шлифа определяются задачами металлографического исследования.
Одна из важнейших задач металлографии заключается в выявлении зернистого строения металлических сплавов, от которого во многом зависят их механические и физические свойства. Известно, что металл с крупнозернистой структурой (или структурой, включающей одновременно крупные и мелкие зерна) имеет пониженные значения характеристик пластичности и ударной вязкости по сравнению с металлом мелкозернистого строения. Поэтому для большинства конструкционных материалов крупнозернистая структура недопустима. Однако можно привести и обратные примеры, когда крупнозернистая структура полезна. Например, технически чистое железо и электротехнические стали, которые используются для изготовления сердечников трансформаторов, реле и электромагнитов, магнитопроводов электрических машин и других деталей из магнитных сплавов, отличаются крупнозернистым строением, способствующим уменьшению напряженности магнитного поля (коэрцитивной силы).
Методы выявления и определения величины зерна сталей и сплавов устанавливаются ГОСТ 5639—82. В соответствии с этим стандартом для выявления границ зерен могут быть использованы травление поверхности шлифов реактивами, цементация (науглероживание) низкоуглеродистых сталей (содержащих до 0,25% С) при 930±10 °С с последующим определением зерен по сетке цементита на их границах, окисление границ зерен на полированных шлифах при заданных температурах нагрева. Установив границы зерен, находят величину последних и, если необходимо, их равноосность. Под величиной зерна понимают среднее значение случайных сечений зерен, видимых в плоскости металлографического шлифа. Она может быть определена следующими металлографическими методами: визуальным сравнением видимых под микроскопом (при стократном увеличении) зерен с эталонами, прилагаемыми к стандарту. Эталон представляет собой схематизированное изображение зерен (рис. 5.9). Каждому эталонному изображению присвоен номер от —3 до 14. Чем меньше размер зерна, тем больше номер эталона; подсчетом количества зерен, приходящихся на единицу поверхности шлифа, с определением среднего диаметра и средней площади зерна; подсчетом пересечений границ зерен отрезками прямых с определением среднего условного диаметра зерна в случае равноосных зерен или количества зерен в 1 мм3 в случае неравноосных зерен; измерением длин хорд зерен с подсчетом относительной доли зерен определенного размера.
Рис. 5.9. Эталоны изображения шлифов для определения величины зерен по ГОСТ 5639—82 Цифрами обозначен номер шкалы эталонаМелкозернистое строение является важнейшим требованием к судокорпусным сталям. Как уже отмечалось, измельчение зерна понижает вероятность хрупкого разрушения стали, сдвигая порог хладноломкости к более низким температурам (см. рис. 5.6). Способы получения мелкозернистой структуры судо-корпусной стали путем рационального микролегирования, совершенствования режимов горячей обработки давлением и термической обработки рассмотрены ниже.
www.stroitelstvo-new.ru
качество стали - это... Что такое качество стали?
качество стали
качество стали Совокупность свойств стали, удовлетворяющих определенным потребностям в соответствии с ее назначением. По принятой в России классификации различают три группы по качеству: 1) сталь обыкновенного качества; 2) качественная сталь; 3) высококачественная сталь. Главное различие их состоит в концентрации таких вредных примесей, как сера и фосфор. Чем меньше этих примесей, тем выше качество стали.[http://sl3d.ru/o-slovare.html]
Тематики
- машиностроение в целом
Справочник технического переводчика. – Интент. 2009-2013.
- качество спермы хряка
- качество сточных вод
Смотреть что такое "качество стали" в других словарях:
Качество продукции — Термин качество продукции имеет несколько различных определений, например: В стандарте ГОСТ 15467 79[1]: совокупность свойств продукции, обусловливающих её пригодность удовлетворять определённые потребности в соответствии с её назначением. В … Википедия
КАЧЕСТВО — филос. категория, отображающая существенную определенность вещей и явлений реального мира. Филос. понятие «К.» не совпадает с употреблением этого термина, когда под ним подразумевается высокая ценность и полезность вещи. Качественная… … Философская энциклопедия
качество и количество — КАЧЕСТВО И КОЛИЧЕСТВО. «Качеством называется видовое отличие сущности» (Аристотель. Мет. V 14.1020 а). Первая сущность, по Аристотелю, это индивидуальный предмет (вот этот человек), а вторая вид (люди) или род (животные) таких предметов.… … Энциклопедия эпистемологии и философии науки
Качество продукции — горной пром сти (a. quality of mining products; н. Qualitat der Bergbauprodukte; ф. qualite de la production miniere; и. calidad de la producciоn minera) совокупность свойств продукции горн. пром сти, определяющих степень пригодности… … Геологическая энциклопедия
Внепечная обработка стали — Для улучшения этой статьи желательно?: Найти и оформить в виде сносок ссылки на авторитетные источники, подтверждающие написанное. Викифицировать статью. История Ограниченные возможности регулирования физических и физико химических условий… … Википедия
Кострукционные стали — Конструкционная сталь Фазы железоуглеродистых сплавов Феррит (твердый раствор внедрения C в α железе с объемно центрированной кубической решеткой) Аустенит (твердый раствор внедрения C в γ железе с гранецентрированной кубической решеткой)… … Википедия
Термическое упрочнение арматурной стали — Термическое упрочнение арматурной стали – достигается изменением структуры стали путем ее закалки. Термическое упрочнение является эффективным способом повышения механических свойств арматуры Тонкость помола – важнейшая характеристика … Энциклопедия терминов, определений и пояснений строительных материалов
Марка стали — – нормируемое значение качества стали, принимаемое по среднему значению предела текучести и отражающее химический состав и особенности производства стали. [Терминологический словарь по бетону и железобетону. ФГУП «НИЦ «Строительство» НИИЖБ … Энциклопедия терминов, определений и пояснений строительных материалов
Упрочнение арматурной стали — – позволяет повысить предел ее текучести и более эффективно использовать арматурную сталь в железобетонных конструкциях. Упрочнение стали может быть выполнено в холодном состоянии и термическим способом. Холодное упрочнение стали… … Энциклопедия терминов, определений и пояснений строительных материалов
Непрерывная разливка стали — процесс получения из жидкой стали слитков заготовок (для прокатки, ковки или прессования), формируемых непрерывно по мере поступления жидкого металла с одной стороны изложницы кристаллизатора и удаления частично затвердевшей заготовки с… … Большая советская энциклопедия
technical_translator_dictionary.academic.ru
Металлургическое качество сталей - Энциклопедия по машиностроению XXL
С целью улучшения металлургического качества стали в настоящее время применяют следующие технологические меры- [c.28]Качественные углеродистые конструкционные стали выплавляются при более строгом соблюдении технологии выплавки, а содержание вредных примесей серы и фосфора в них не должно превышать 0,03 % каждого. Их маркировка состоит из двузначного числа, означающего содержание углерода в сотых долях процента сталь 05, 08, 10, 15, 20..... 40, 45..... 85. Из-за высокой хрупкости конструкционные углеродистые стали не содержат углерода свыше 0,85 %. Буква А в конце марки свидетельствует об улучшенном металлургическом качестве стали более полном раскислении, мелком наследственном зерне, более точном химическом составе и меньшем содержании серы и фосфора (менее 0,02 % каждого). Из этих сталей делаются детали ответственного назначения. [c.31]
Конструкционные легированные стали маркируются следующим образом вначале ставится двузначное число, выражающее среднее содержание углерода в стали в сотых долях процента, затем русскими заглавными буквами перечисляются находящиеся в стали легирующие элементы. При этом приняты следующие обозначения X—Сг. Н—Ni, М—Мо, Г—Мп, Д-Си, В—W, Ф—V, Б—Nb, Р-В, К-Со, С -Si, T-Ti, Ц-Zr, Ю-Al, П-Р, A-N. Проставляемая после буквы цифра означает среднее количество данного элемента в процентах. Если элемента менее 1 %, то цифра не ставится. Стоящая в конце маркировки буква А свидетельствует о высоком металлургическом качестве стали и прежде всего о том, что В ней серы и фосфора менее 0,02 % каждого. [c.40]При оценке металлургического качества стали испытания следует выполнять, как правило, на образцах без надрезов или со слабыми концентраторами напряжений. Металлургические факторы, зоны термического влияния при сварке могут в разной степени влиять на предел выносливости образцов без надреза и с надрезом. [c.130]
Работы по уточнению и дальнейшему совершенствованию режимов термической обработки продолжались и в военное время. Они были направлены на то, чтобы улучшением режимов термической обработки компенсировать снижение металлургического качества стали, вызванное использованием мартеновского металла вместо электростали, ослаблением требований технических условий в части содержания вредных примесей S и Р), балла но неметаллическим включениям, а также перехода к маркам-заменителям, в которых было или значительно сокращено, или полностью исключено содержание дефицитных легирующих элементов (никеля, молибдена, вольфрама). [c.195]
Практическая бесплодность дальнейших уточнений легирующего состава конструкционных марок стали и вместе с ней необходимость решения комплексной проблемы повышения прочности и надежности путем упрочняющей обработки выдвинули в начале 60-х годов на первый план задачу улучшения металлургического качества стали. Многочисленными исследованиями было показано, что серьезным препятствием к использованию возможностей термического, а равно и термо-мехапического упрочнения стали являются ее дефекты металлургического происхождения неметаллические включения, газы, анизотропия (неодинаковость) механических свойств, ликвационные образования, дефекты кристаллизационного строения. [c.197]
В результате проведенных исследований было установлено, что потеря устойчивости оболочки трубы была вызвана наличием участков пониженной прочности, что может объясняться низким металлургическим качеством стали в локальной области. [c.9]
Повышение требований к металлургическому качеству сталей улучшению их чистоты и однородности, снижению содержания газов, неметаллических включений, фосфора, серы, вредных примесей свинца, висмута и др., устранению поверхностных и внутренних дефектов. [c.6]
Включения оксидов МпО, 8102 и АЬОз, а также некоторых других элементов могут образовываться в стали как продукты реакций раскисления на определенном этапе выплавки, а также попасть в нее из футеровки печей. Все неметаллические примеси существенно ухудшают металлургическое качество стали и снижают ее механические свойства. [c.80]
МЕТАЛЛУРГИЧЕСКОЕ КАЧЕСТВО СТАЛЕЙ [c.18]
Качество специальных сталей определяется технологией производства, содержанием примесей и неметаллических включений, макроструктурой и т д Не рассматривая тех нологические факторы выплавки, разливки и прокатки ста ли, рассмотрим наиболее значимые металловедческие фак торы металлургического качества стали [c.18]
К неметаллическим включениям относятся химические сое- динения, образовавшиеся в стали в процессе ее произвол ства — выплавки и разливки Неметаллические включения являются важнейшим фактором, характеризуюш,им металлургическое качество стали Они суш,ественно влияют на качество и свойства стальных изделий, их эксплуатациоН ные характеристики в зависимости от природы, количества, формы, размера и характера распределения [c.19]
Горячие трещины образуются непосредственно в сварном шве в процессе кристаллизации, когда металл находится в двухфазном состоянии. Причинами их возникновения являются кристаллизационные усадочные напряжения, а также образование сегрегаций примесей (серы, фосфора, кислорода), ослабляющих связи между формирующимися зернами. Склонность к образованию горячих трещин тем выше, чем шире интервал кристаллизации и ниже металлургическое качество стали. Углерод расширяет интервал кристаллизации и усиливает склонность стали к возникновению горячих трещин. Холодные трещины образуются при охлаждении сварного шва ниже 200 - 300 °С преимущественно в зоне термического влияния. Это наиболее распространенный дефект при сварке легированных сталей. Холодные трещины редко встречаются в низкоуглеродистых сталях и особенно в сталях с аустенитной структурой. Причина их образования — внутренние напряжения, возникающие при структурных превращениях (особенно мартенситном) в результате местной закалки (подкалки). Увеличивая объемный эффект мартенситного превращения, углерод способствует появлению холодных трещин. [c.290]
Стали с ОЦК решеткой используют главным образом для работы в условиях климатического холода. Температурная граница их применения ограничивается порогом хладноломкости, который в зависимости от металлургического качества стали и ее структуры изменяется от О до -60 °С. Эффективными мерами снижения порога хладноломкости и повышения надежности работы являются уменьшение содержания углерода, создание мелкозернистой структуры (размер зерен 10 - 20 мкм), понижение содержания вредных примесей и их нейтрализация добавками редкоземельных металлов, а также ванадия, ниобия, титана, легирование никелем и применение термического улучшения. [c.511]
Металлургическое качество стали типа ШХ должно удовлетворять требованиям ГОСТа 801—60. [c.407]
Качество сталей определяется условиями металлургического производства и содержанием в них вредных примесей. Стали классифицируют на группы А, Б, В. [c.15]
Буква А в конце марки указывает на высокое качество стали (степень чистоты — содержание вредных примесей) и высокие требования металлургического контроля. [c.175]
Так как подшипники трения — качения должны выдерживать большое количество циклов высоких контактных напряжений, к подшипниковым сталям предъявляют особые требования в отношении металлургического качества общей и осевой пористости, газовых пузырей, флокенов, ликвации и неметаллических включений. При этом неметаллические включения строго лимитируются, поскольку, выходя на рабочие поверхности, они являются концентраторами напряжений и источниками преждевременного разрушения подшипников. [c.188]
В заключение подчеркнем, насколько важно для обеспечения высокой надежности и долговечности изготовляемых из стали изделий добиваться еще при выплавке ее высокого металлургического качества, поскольку именно от него в решающей степени зависят ее механические свойства и работоспособность изделий. [c.29]
Подшипники трения и качения выдерживают большое количество циклов высоких контактных напряжений, поэтому подшипниковые стали должны обладать прежде всего высокой твердостью. Кроме того, к ним предъявляются повышенные требования относительно металлургического качества пористости, газовых пузырей, неметаллических включений и др. Все эти показатели при металлургическом производстве подшипниковых сталей строго лимитируются. [c.414]
В процессе металлургического производства осуществляется плавочный контроль, контроль производственных процессов, а также готовой продукции. Плавочным контролем устанавливается соответствие слитков данной плавки техническим условиям определяется качество стали, соответствие качества стали для проката определенной продукции. На основании результатов плавочного контроля назначается технология прокатки слитков данной плавки. [c.302]
Общими потребительскими требованиями к конструкционным сталям являются наличие у них определенного комплекса механических свойств, обеспечивающего длительную и надежную работу материала в условиях эксплуатации, и хорощих технологических свойств (обрабатываемости давлением, резанием, закаливаемости, свариваемости и др.). Необходимые технологические и потребительские свойства конструкционных сталей и сплавов в основном обеспечиваются рациональным выбором химического состава, улучшением металлургического качества, соответствующей термической обработкой и поверхностным упрочнением. [c.170]
Классификация по химическому составу предполагает разделение легированных сталей (в зависимости от вводимых элементов) на хромистые, марганцовистые, хромоникелевые, хромоникельмолибденовые и т. п. Согласно той же классификации стали подразделяют по общему количеству легирующих элементов в них на низколегированные (до 2,5% легирующих элементов), легированные (от 2,5 до 10%) и высоколегированные (более 10%). Разновидностью классификации по химическому составу является классификация по качеству. Качество стали — это комплекс свойств, обеспечиваемых металлургическим процессом, таких, как однородность химического состава, строения и свойств стали, ее технологичность. Эти свойства зависят от содержания газов (кислород, азот, водород) и вредных примесей — серы и фосфора. [c.155]
Металлургические меры. Решающее значение для надежности сварных конструкций, работающих при переменных нагрузках, имеет качество сталей, применяемых для их изготовления. [c.253]
Контроль макроструктуры — основной вид испытаний для определения качества стали и обнаружения разнообразных металлургических дефектов. Макроструктуру контролируют на поперечных или продольных шлифах и изломах. Наиболее часто макроструктура контролируется на поперечных травленых макрошлифах. Этот способ позволяет оценить все сечение прутков стали и благодаря травлению выявить крупные и мелкие дефекты (включая ликвационные) и особенности структуры. Оценка макроструктуры производится по ГОСТ 10243—75. Макроструктуру прутков и заготовок размером до 140 мм проверяют в полном сечении, а более 140 мм — на перекованных пробах. [c.325]
С другой стороны, склонность к росту зерна стали сильно зависит от ее металлургического качества, технологии ее производства и режима раскисления, так как они определяют наличие в стали разного количества мельчайших примесей карбидов, оксидов, сульфидов и нитридов, также затрудняющих рост зерна. [c.435]
Более надежной работе высоконапряженных деталей способствует повышение чистоты металла, его металлургического качества. Повышение чистоты стали связано с удалением вредных примесей — серы, фосфора, газообразных элементов — кислорода, водорода, азота и зависящих от их содержания неметаллических включений — оксидов, сульфидов и др. [c.234]
Под качеством стали понимают совокупность свойств, определяемых металлургическим процессом ее производства. Однородность химического состава, строения и свойств стали, а также ее технологичность во многом зависят от содержания газов (кислорода, водорода, азота) и вредных примесей — серы и фосфора. Газы являются скрытыми, количественно трудно определяемыми примесями, поэтому нормы содержания вредных примесей служат основными показателями для разделения сталей по качеству. Стали обыкновенного качества содержат до 0,050 % S и 0,040 % Р, качественные — не более 0,04 % S и 0,035 % Р, высококачественные — не более 0,025 % S и 0,025 % Р, особо высококачественные — не более 0,015 % S и 0,025 % Р. [c.238]
Потребитель проката вправе рассчитывать на получение металла, макроструктура которого не содержит трещин, расслоений, шлаковых включений, дендритов, флокенов и т. п. То же можно сказать о поверхности проката, где не допускаются трещины, закаты, плены и другие подобные дефекты. Общеизвестны требования потребителей к чистоте стали по неметаллическим включениям, к однородности химического состава и ограничению ликвации химических элементов, к снижению в стали содержания серы, фосфора и других вредных примесей. Перечисленные и другие аналогичные требования входят в понятие металлургическое качество проката. Уровень его определяется главным образом совершенством технологии производства проката по всему металлургическому циклу — от исходных шихтовых материалов, используемых при выплавке чугуна и стали, до отделочных операций готовой продукции. [c.415]
Во-первых, кремний обычно вводят в сталь для раскисления, поэтому для предотвращения снижения металлургического качества стали уменьшение его содержания должно быть компенсировано какими-либо другими столь же эффективными раскислителями. В последнее десятилетие все большее распространение получает опыт производства высококачественных конструкционных сталей с очень низким (0,01 — 0,03 %) содержанием кремния путем использования в качестве раскис-лителя углерода, вводимого в процессе разливки стали в вакууме. Выплавленные с применением углеродного раскисления в вакууме Сг - Мо и Сг — N1 — Мо стали имеют весьма высокую стойкость к отпускной хрупкости [77, 79, 91]. В то же время эти стали достаточно полно раскислены и поэтому характеризуются высоким металлургическим качеством, что позволяет использовать их для изготовления таких деталей, как, например, оси ротора турбины низкого давления массой 247 т [79]. Для еще большего снижения склонности роторных сталей к отпускной хрупкости рекомендуется [302] в технологии получения бескремнистой стали предусмотреть и максимально возможное уменьшение концентрации марганца, что требует проведения глубокой десульфурации стали (до уровня 0,001-0,002 % 5). [c.191]
Большое влияние на качество стали имеет способ выплавки. В нефтяной н газовой промышленности используют главным образом мартеновскую основнук сталь, обеспечивающую достаточно высокую надежность в эксплуатации при невысокой стоимости, В настоящее время получают все более широкое применение прогрессивные металлургические процессы, придающие стали более высокое качество электрошлаковый переплав, кислородно-конверторный процесс и др. [c.24]
Излом изучают, во-первых, для оценки металлургического качества материала. Такой дефект обработки, как перегрев, оценивают в конструкционных материалах по наличию камневидного, а в быстрорежущих сталях нафталйнистого изломов рыхлоты, плены достаточно надежно выявляют в изломах литейных материалов и т. п. Определение температурных интервалов хладноломкости или отпускной хрупкости тоже можно отнести к области изучения изломов в связи с качествам м составом материала. Это обширная, чрезвычайно важная н наиболее древняя область использования характеристики излома. В современных условиях для решения названных задач применяют совершенное физическое оборудование — электронные микроскопы с приставками, позволяющими производить дифракционный, рентгеноспектральный и подобные анализы и определять природу фаз и других включений, ответственных за дефектность материала [71]. Применение этих методов исследования дало много ценных сведений о характерном строении и причинах возникновения различных металлургических дефектов в сталях [116]. Имеется также обширная литература, по-г.вященная анализу качества материала по фрактографическим признакам [5, И, 56, 106, ПО и др.]. [c.5]
Так как подшипники качения должны выдерживать большое количество циклов высоких контактных напряжений, к шарикоиодшинниковым сталям предъявляют строгие требования в отношении металлургического качества. Попадая в поверхностный рабочий слой деталей подшипников, металлургические дефекты становятся концентраторами напряжений и источником преждевременного усталостного разрушения. Предельные количества неметаллических включений и карбидной неоднородности, допускаемые в шарикоподшипниковой стали по ГОСТу 801—60, указаны в табл. 2 и 3 [7]. [c.366]
В последние годы большое распространение получают комплексные методы получения высококачественных сталей, в которых используются сразу два-три переплава. Например, сталь ЭИ844Б наиболее высокого качества получена при дуплексе ЭШП+ЭЛП. В ряде случаев сталь выплавляют методом ВИП с последующим ЭШП или ВДП. Новые методы плавки и их сочетания позволяют резко повысить металлургическое качество нержавеющих сталей, использовать новые композиции легирующих элементов и практически решить все задачи, которые ставят машиностроители перед металлургами. [c.224]
По уравнению (37) невозможно определить Тщ, данной стали, так как неизвестно значение То, в которое входят другие неучтенные факторы (примеси, неметаллические включения, металлургическое качество и др ) Однако по этому уравнению можно оценить, в каком направлении и ориентировочно насколько достигнутое упрочнение повлия ет на температуру перехода [c.141]
Приведенные гарантируемые механические свойства служат для контроля металлургического качества отдельных плавок, так как механические свойства в изделиях машиностроения будут определяться применяемой термической обработкой, ее режимами и сечением деталей Низкоу -леродистые стали марок 08, 08кп, 08пс относятся к мягким сталям, применяемым чаще всего в отожженном состоянии для изготовления деталей и изделий методом холодной штамповки — глубокой вытяжки (см гл XIII, п 2) Стали марок 10, 15, 20 и 25 обычно используют как цементуемые-(см гл XV, п 1), а высокоуглеродистые стали 60, 65, 70 75, 80 и 85 в основном употребляют для изготовления пружин, рессор, высокопрочной проволоки и других изделии [c.156]
Среднеуглеродистые комплексно-легированные низкоотпущенные стали. После закалки и низкого отпуска уровень прочности стали определяется содержанием углерода и практически не зависит от присутствия легирующих элементов. Увеличение содержания углерода до 0,4 % повышает временное сопротивление до 2400 МПа, но углеродистая сталь имеет полностью хрупкое разрушение. Необходимый запас вязкости при такой или несколько меньшей прочности достигается совокупностью мероприятий, главные из которых направлены на подбор рационального состава стали, получение мелкого зерна, обязательного для высокопрочного состояния, повышение металлургического качества металла. [c.267]
Предел прочности и другие механические и технологические свойства этих сталей определяются в основном содержанием в них углерода. Легирующие элементы увеличивают прокаливаемость стали т. е. максимальную толщину детали, при которой происходит закалка с образованием мартенситной структуры во всем сечении. В некоторой мере легирующие элементы способствуют увеличению вязкости и пластичности стали. Более существенное влияние на шзкость стали при той же прочности может оказать металлургическое качество металла, характеризующееся макроструктурой и плотностью слитка, а также величиной лнквацвонвой неоднородности, чистотой по неметаллическим включениям и содержанием вредных прнмёсей и газов. [c.215]
Улучшение качества слитка является одной из актуальных проблем металлургического производства. В решениях XXV съезда КПСС поставлена задача обеспечить дальнейшее развитие черной металлургии, обратив особое внимание на улучшение качества металла и интенсификацию производственных процессов. Необходимо увеличить выход годного металла из слитка и, что особенно важно, повысить механические свойства литой стали. Например, увеличение срока службы труб в паровых котлах тепловых электростанций в большинстве случаев связано с решением проблемы повышения однородности слитка как по структуре, так и по составу, и уменьшения загрязненности стали вредными примесями. Сложное легирование не всегда обеспечивает получение нужных свойств, поэтому исследователи пытаются улучшить качество сталей сушествуюших марок воздействием на кристаллизацию и перекристаллизацию металла в процессе термической обработки и деформации. Во всех случаях качество деформированной и термически обработанной стали зависит от структуры и свойств слитка. [c.6]
В Европе было другое положение. Металлургическая индустрия была менее унифицированной, и хотя технологические процессы были хорошо освоены, отмечалось больше региональных различий. В Великобритании нормальный процесс для конструкционной стали был сбалансированного типа — полууспокоенный, но с большим соотношением марганца и кремния и меньшим, чем в стали США, содержанием углерода. На малоскоростных европейских прокатных станах окончательные температуры прокатки листов ниже, чем на высокоскоростных американских станах. В Европе выпускали бессемеровские кипящие стали для обычных конструкций и успокоенные, мелкозернистые, часто нормализованные стали для специальных конструкций. Многие европейские металлургические заводы имели оборудование для производства обоих типов сталей в отличие от заводов в США и Канаде. Поэтому они свободно выбирали технологические процессы производства стали и методы контроля свойств готовой продукции посредством испытаний при условии, если будет установлен экономически оправданный критерий. Они, так же как и их американские коллеги, были вынуждены проводить дополнительный контроль, И европейские, и британские металлурги разделяли мнение американских исследователей о том, что причинами аварий могут быть несовершенство конструкции и технологии сварки, а не качество стали. [c.391]
Применение низколегированных сталей в народном хозяйстве зависит от трех факторов, а именно от металлургического качества проката (уровень механических и специальных свойств), технологичности у потребителя (свариваемость, формоизменяемость и др.) и экономической эффективности. Металлургическое качество низколегированной стали должно обеспечить надежную и безаварийную эксплуатацию изделия или конструкции в заданных условиях, в том числе и климатических, в то время как возможность и условия промышленного изготовления этих изделий у потребителя определяются технологическими свойствами проката. [c.7]
mash-xxl.info
Сталь
Скачать
Содержание:
1.Повышение качества стали. стр.
а) Критерии и методы оценки качества стали. 2
б) Металлургические методы повышения качества стали. 3
в) Виды термической и химико-термической обработки и ее влияние
на структуру и свойства стали. 5
2. Защита металлов от коррозии.
а) Основные виды коррозии. 7
б) Методы защиты металлов от коррозии, их эффективность. 8
в) Народнохозяйственное значение борьбы с коррозией. 10
1. Повышение качества стали.
Критерии и методы оценки качества стали.
Контроль качества стали предполагает проведение ряда операций и приемов, обеспечивающих заданный уровень качества металла в процессе его производства, а также оценку соответствия фактических потребительских характеристик и товарного вида готовой продукции требованиям стандартов.
К наиболее распространенным дефектам относятся химическая и структурная неоднородность, повышенное содержание вредных примесей и неметаллических включений, дефекты макро- и микроструктуры, внутренние дефекты, дефекты формы и поверхности изделий и т. д.
Для контроля и оценки разработаны специальные методы испытаний и средства измерения, а также соответствующие документы, характеризующие условия поставки и приемки. Применяются стандартные образцы, с которыми сравнивают фактические образцы с помощью спектрального, рентгеновского и других анализов.
Номенклатура показателей качества зависит от вида поставок и назначения стали. Для оценки качества металла определяют его химический состав, механические свойства, делают макро- и микроструктурные анализы, производят внешний осмотр и др.
Химический состав является основной и важной характеристикой качества стали, так как весь комплекс физических, химических, механических и технологических свойств зависит от содержания углерода, вредных, полезных и сопутствующих элементов. Химический состав во многом определяет режим последующей обработки сталей давлением, сваркой и термической обработкой, а также структуру и свойства полученных изделий.
Анализ химического состава проводится для каждой плавки стали отбором средней пробы при разливке металла в слитки. Пробы заливают в чугунные стаканчики-изложницы, а после затвердения из них сверлением или строганием получают стружку металла для химического анализа. Результаты анализа вносят в сертификат на сталь данной плавки.
Наиболее распространенными нормируемыми показателями механических свойств металлов являются уровень твердости, прочность, относительное удлинение и сужение, ударная вязкость и др. Приведенные свойства стали определяются как в исходном, так и в отожженном или термически обработанном состоянии. После проведения анализа выясняют соответствие полученных данных требованиям стандартов.
Макроструктурный анализ применяется для исследования структуры сталей невооруженным глазом или при увеличении ее в 30 раз с помощью лупы. Изучение макроструктуры производится темя методами: методом изломов, методом макрошлифов и просмотром отшлифованной и протравленной поверхности готового изделия. Метод изломов позволяет определить наличие дефектов во внутреннем строении материала, толщину слоя поверхностной обработки, размеры зерен и их взаимное расположение и т. д. Метод макрошлифов основан на исследовании специальных макрошлифов, которые представляют собой продольные или плоские поперечные образцы, вырезанные из изделий. В результате анализа определяется волокнистость материала, неоднородность химического состава, а также дефекты внутреннего строения. Просмотром отшлифованной и протравленной поверхности готового изделия контролируется качество различной металлопродукции: слитков и отливок, изделий, полученных обработкой давлением, сваркой, механической и поверхностной обработкой и др. В процессе микроструктурного анализа структуру стали исследуют с помощью микроскопа. Строение металла, наблюдаемое при увеличении в 50-2000 раз, называется микроструктурой. Наибольшее распространение получили оптические микроскопы. Для изучения микроструктуры образец вырезают в продольном или поперечном направлении, затем шлифуют, полируют до зеркального блеска и протравливают специальным реактивом.
Также получили распространение специальные физические методы контроля скрытых дефектов в металлических изделиях без их разрушения. Совокупность этих методов называется дефектоскопией. Основными видами дефектоскопии являются ультразвуковая, магнитная, рентгеновская, люминесцентная и др.
Показатели качества металлов и изделий оформляются документом, которые делятся на две основные группы. Первая группа документов определяет технические требования к качеству металлов и изделий: ГОСТы, ТУ, наряд заказы и т. п., вторая- характеризует качество изделий данной партии или марки: сертификат о качестве, акт проверки качества и т. д.
Металлургические способы повышения качества стали.
Разработан ряд новых и эффективных способов повышения качества стали непосредственно в металлургическом производстве. Эти способы основаны, во-первых, на более полном удалении из сталей газов и вредных неметаллических включений и, во-вторых на изменении химического состава сталей за счет ввода в них специальных легирующих элементов, улучшающих различные свойства сталей.
В выплавленной стали всегда содержится определенное количество газов и неметаллических включений. Содержание газов даже в сотых и тысячных долях процента существенно снижает механические и другие свойства стали. Неметаллическими включениями, содержащимися в стали, являются соединения железа, кремния, марганца и др. Основными металлургическими способами снижения содержания газов и неметаллических включений в стали являются: электрошлаковый ее переплав, рафинирование синтетическим шлаком, вакуумная дегазация, вакуумно-дуговой переплав, переплав в электроннолучевых печах и др. Снижение в стали неметаллических включений достигается также изменением сочетания и последовательности введения раскислителей.
При электрошлаковом переплаве из металла, подлежащего обработке, вначале изготавливают электроды, которые затем опускают в сой рабочего флюса, обладающего высоким сопротивлением. При прохождении электрического тока рабочий флюс плавится и образуется шлак, который выделяет тепло. Проходя через жидкий шлак, капли металла очищаются от вредных примесей и образуют высококачественный слиток. Этот метод целесообразно применять при получении высококачественных шарикоподшипниковых сталей, жаропрочных сплавов, изготовлении деталей турбин и др.
Сущность обработки металла синтетическим шлаком заключается в том, что жидкую сталь из плавильной печи выливают в ковш со специальным синтетическим шлаком с большой высоты. При бурном перемешивании шлак всплывает, сталь получается чистой. Рафинирование жидким синтетическим шлаком в ковше улучшает макроструктуру стали, удаляет до 70% серы. Этот способ нашел широкое применение при обработке конвертерной, мартеновской стали, а также электрометалла.
Вакуумная дегазация- один из наиболее распространенных способов повышения качества стали- заключается в удалении из стали водорода, кислорода и азота. При вакуумировании резко повышаются механические свойства сталей. основными способами вакуумной обработки являются вакуумирование в ковше, вакуумирование струи металла при переливе из ковша в ковш или при заливке в изложницу и др. Установлено, что при вакуумировании струи содержание водорода в металле снижается на 60-70%, а содержание азота- до 40%. В результате взаимодействия с углеродом металл очищается от кислородных оксидных включений.
Одним из наиболее распространенных способов вакуумирования является вакуумно-дуговой переплав в печах с расходуемым электродом. При этом выплавленную сталь переплавляют повторно в вакуумном пространстве с помощью электрической дуги. В результате оплавления металла в вакууме происходит дегазация и сталь приобретает новые, более высокие механические свойства.
Сущность вакуумирования в электроннолучевых печах заключается в том, что на переплавляемый металл, находящийся в вакуумной камере, направляют электронные лучи из катодов. В процессе воздействия высокой температуры металл расплавляется и рафинируется в вакууме.
Существенное влияние на свойства сталей оказывает легирование- намеренное введение в состав сплава соответствующих компонентов. Это приводит к изменению не только механических ,химических и технологических, но и специальных свойств сталей. Основными легирующими элементами являются: кремний, марганец, никель, хром, вольфрам, алюминий, молибден, ванадий, титан, кобальт, медь и другие металлы.
Различные легирующие элементы, водимые в сталь, неоднозначно влияют на ее свойства. Так, кремний является эффективным раскислителем и применяется при получении «спокойной» стали. Как легирующий элемент вводится в сталь для повышения ее прочности, стойкости к коррозии и жаростойкости.
Марганец- важнейший компонент стали. Применение его как легирующего элемента способствует повышению прокаливаемости стали характеризующей глубину закаленной зоны при термической обработке. При введении в сталь 10-12% марганца она размагничивается. Никель повышает прочность и ударную вязкость стали, увеличивает ее прокаливаемость и сопротивление коррозии. Хром повышает твердость и прочность , сохраняет ударную вязкость сталей, способствует сопротивлению на истирание, резко увеличивает стойкость к коррозии. При введении в сталь более 10% хрома она становится нержавеющей. Вольфрам повышает твердость легированных сталей и улучшает режущие свойства инструментальной стали. Алюминий повышает жаростойкость и коррозийную стойкость стали, а молибден- прочность, упругость, износостойкость и ряд специальных свойств стали. Ванадий повышает твердость, прочность и плотность стали.
На свойства стали влияет углерод, входящий в состав стали. С увеличением содержания углерода до 1.2% твердость и прочность сталей повышается, но снижается пластичность и ударная вязкость; при этом ухудшаются такие технологические свойства сталей, как ковкость, свариваемость, обработка резанием и др., одновременно улучшаются литейные свойства сталей.
Виды термической и химико-термической обработки и ее влияние на структуру и свойства стали
Термической обработкой деталей из металлов и сплавов называется тепловое воздействие с целью придания им необходимых свойств. Тепловое воздействие может сочетаться одновременно с химическим воздействием. Такие процессы относятся к химико-термическим.
Различают следующие виды термической обработки: отжиг, закалку, отпуск, старение.
Отжиг бывает 1-го и 2-го рода. Сущность отжига 1-го рода заключается в нагреве заготовок выше температуры фазового превращения с последующим медленным охлаждением. Различают следующие разновидности отжига 1-го рода:
гомогенизационный, применяемый для выравнивания структуры, особенно крупных стальных отливок, поковок;
реклисталлизационный, устраняющий изменения структуры, возникающие, в частности, в процессе обработки металлов давлением, при котором они получают наклеп, сопровождаемый заметным повышением твердости и снижением пластичности;
отжиг, снимающий или уменьшающий остаточные внутренние напряжения, возникающие при различных технологических операциях.
С помощью отжига 2-го рода, или полного отжига, изменяют структуру сплава и устраняют внутренние напряжения. Заготовки нагревают до температуры, пресыщающей на 30-50 градусов С температуру фазового превращения, и медленно охлаждают вместе с печью. Такой процесс термообработки проводят после штамповки, отливки заготовок, а также после черновой механической обработки с целью понижения твердости.
Разновидностью отжига 2-го рода является нормализация, при которой заготовки охлаждают на воздухе. В отдельных случаях нормализация улучшает обрабатываемость материалов резанием, вызывая некоторое повышение механической прочности.
Закалка- это процесс, осуществляемый для повышения твердости и прочности материала. При закалке заготовки нагревают выше температуры превращения и быстро охлаждают в воде, минеральном масле, растворах солей или в расплавленных солях (270-290 градусов С ). Тип охлаждающей среды определяет скорость охлаждения, которая влияет на получение той или иной структуры.
Большинство конструкционных сталей нагревают при закалке до температуры 850-900 градусов С, а охлаждают в воде, масле или соляных растворах. Охлаждение в расплавленных солях применяют для высоколегированных сталей, например инструментальных, быстрорежущих сталей, содержащих большое количество легирующих элементов.
В зависимости от температуры нагрева различают закалку полную и неполную. При полной закалке углеродистых сталей в холодной воде получают структуру мартенсита , имеющий весьма высокую твердость и большую хрупкость. Если охлаждение стали вести менее интенсивно, то можно получить менее твердые и напряженные структуры троосита. Для уменьшения хрупкости и внутренних напряжений, стали подвергают отпуску.
Отпуск- нагрев закаленных заготовок до температуры, лежащих ниже температуры фазового превращения, и охлаждения их на воздухе. Повышая температуру отпуска, можно повысить пластичность и вязкость материала при одновременном понижении твердости и прочности. Отпуск при высоких температурах нагрева называют улучшением.
Различают низкий, средний и высокий отпуск. Низкий отпуск, т. е. нагрев стали до небольшой температуры (150-200 градусов С), ведет к понижению остаточных внутренних напряжений при сохранении ее высокой твердости и износостойкости. Средний отпуск, сохраняя повышенную твердость, обеспечивает достаточную прочность, упругость и выносливость. Ее часто применяют при изготовлении пружин и рессор.
При высоком отпуске получают достаточно высокий предел упругости при достаточной ударной вязкости и твердости. В результате высокого отпуска получают структуру, которая необходима для деталей машин, подвергающихся действию высоких напряжений и ударным переменным нагрузкам ( для шатунов, болтов и др.).
При всех процессах получения заготовок деталей их материал приходит в напряженное состояние, характеризуемое определенным уровнем внутренних напряжений. Поэтому перед началом механической обработки или перед окончательными операциями технологического процесса механической обработки часто проводят старение, которое ускоряет релаксацию внутренних напряжений.
Различают естественное старение- длительное выдерживание деталей на складах при воздействии на них непрерывно изменяющихся атмосферных факторов, а также искусственное старение с нагревом заготовок в печах до температуры 100-150 градусов С и охлаждением вместе с печью.
Для ряда изделий из закаленных легированных сталей назначают термическую обработку при отрицательных температурах. В этом случае материал получает стабильную структуру и размеры и одновременно некоторое повышение твердости, износостойкости.
В качестве охлаждающей среды используется углекислота. Обработка холодом выполняется непосредственно после закалки, перед отпуском.
Химико-термическая обработка.
Химико-термическая обработка- тепловая обработка металлов в различных химически активных средах с целью изменения химического состава и структуры поверхностного слоя металла, повышающих его свойства.
В зависимости от элемента, насыщающего поверхность заготовки, различают следующие виды обработки: цементацию, азотирование, цианирование, диффузионную металлизацию.
Цементацией называется процесс насыщения углеродом поверхностного слоя заготовок из низкоуглеродистой ( до 0.3% С) стали для создания в них после термической обработки твердой поверхности при достаточной вязкости сердцевины. Различают цементацию в твердом карбюризаторе ( древесном угле с добавками различных углекислых солей), жидкую и газовую.
Поверхности заготовок, не подлежащие цементации, защищают омеднением, т. е. нанесением тонкого слоя меди и другими способами.
Азотирование- процесс диффузионного насыщения азотом поверхностного слоя заготовок, изготовленных из легированных сталей. Такие легирующие элементы, как алюминий, хром, молибден и др., при азотировании образуют с азотом твердые и стойкие химические соединения- нитриды.
Азотирование протекает при более низкой температуре, нежели цементация, что является его преимуществом. Азотированная поверхность имеет более высокую твердость, износостойкость и коррозионную стойкость, которые сохраняются неизменными при повторных нагревах вплоть до 500-600 градусов С.
Цианирование заключается в одновременном насыщении поверхностей заготовок азотом и углеродом. Процесс цианирования может выполняться в жидкой и газовой среде. В зависимости от температуры цианирование подразделяется на низкотемпературное (530-650) и высокотемпературное (800-930). При цианировании используются ядовитые вещества.
Жидкостное цианирование осуществляется в ваннах, содержащих цианистые и нейтральные соли. При температуре, равной примерно 900 градусам С, поверхности незначительно насыщаются азотом и цианирование практически превращается в процесс цементации. Низкотемпературное цианирование незначительно отличается от азотирования. После цианирования детали подвергаются термической обработке.
Газовое цианирование, или нитроцементация, выполняется в газовй среде, состоящей из цементирующего и нитрирующего газов. При высокотемпературной нитроцементации глубина цианированного слоя может достичь 1.8 мм при длительности процесса 6-7 ч.
Диффузионная металлизация- это процесс насыщения поверхностного слоя заготовок различными химическими элементами при совместном их нагревании и выдержке. В зависимости от используемого элемента процессы металлизации получили названия: алитирование, хромирование и т. д.
Диффузионная металлизация может выполняться в твердых, жидких и газообразных средах. Этот процесс обеспечивает повышение твердости, коррозионной стойкости, жаростойкости и износостойкости поверхностей деталей.
Основным недостатком диффузионной металлизации является малая глубина металлизированного слоя (0.2-0.4 мм) при относительно большой длительности процесса.
2. Защита металлов от коррозии.
Основные виды коррозии.
Коррозией металлов называется их разрушение вследствие химического или электрохимического взаимодействия с окружающей средой.
По механизму протекания процесса различают два типа коррозии металлов: химическую и электрохимическую.
Химическая коррозия- это коррозийный процесс, протекающий в средах, не проводящий электрический ток. Химическая коррозия имеет место, например при высокотемпературном нагреве стали для горячей обработки давлением или термической обработки. При этом на поверхности металла образуются различные химические соединения- оксиды, сульфиды и другие- в виде пленки.
В отдельных случаях образовавшиеся при химической коррозии пленки, особенно сплошные, предохраняют металл от дальнейшей коррозии. Например, алюминий, олово, свинец, никель и хром способны к образованию на поверхности металлов плотных защитных пленок. пленки же на поверхности стальных и чугунных изделий непрочны, способны к растрескиванию и проникновению коррозии в глубь металла.
Электрохимическая коррозия обычно сопровождается протеканием электрического тока. Примерами могут служить ржавление металлических конструкций и изделий в атмосфере, корпусов судов и стальной арматуры гидросооружений в речной и морской воде и т. п.
Детальное рассмотрение механизмов химической и электрохимической коррозии показывает, что резкого различия между ними не существует. В ряде случаев возможен постепенный переход химической коррозии в электрохимическую и, наоборот, механизм коррозии металлов в растворах электролитов может иметь двоякий характер.
Коррозия по условиям протекания бывает следующая. Газовая- коррозия металла в газах при высоких температурах. Коррозия в неэлектролитах (например, коррозия стали в бензине). Атмосферная коррозия различных металлических конструкций на воздухе. Коррозия в электролитах- в проводящих электрический ток жидких средах. Почвенная (например, коррозия подземных трубопроводов). Коррозия внешним током или электрокоррозия (например, коррозия подземной трубы блуждающими токами). Контактная- электрохимическое разрушение металлов, происходящее в результате контакта различных металлов в электролите (например, коррозия деталей из алюминиевых сплавов, соприкасающихся с деталями из меди). Структурная- связанная со структурной неоднородностью металлов; например, ускорение коррозионного процесса чугуна в растворе серной кислоты в результате имеющихся в нем включений графита. Коррозия под напряжением, изменяющимся по значению и знаку, что часто вызывает коррозионную усталость- понижение предела выносливости металла. Коррозия при трении; например, разрушение шейки вала при вращении в морской воде. Щелевая, протекающая в узких щелях и зазорах между отдельными деталями. Биокоррозия- коррозия металлов под воздействием продуктов, выделяемых микроорганизмами, и пота рук человека.
По характеру коррозионных процессов и месту их распределения различают сплошную, местную и межкристаллитную коррозию. Сплошная коррозия характеризуется тем, что металлическое изделие разрушается почти равномерно и коррозия охватывает всю его поверхность. Этот вид коррозии сравнительно легко поддается контролю и оценке.
Местная коррозия обычно бывает сосредоточенна на отдельных участках поверхности изделия. Это более опасный вид коррозии, так как распространяется на значительную глубину, а следовательно, приводит к потере работоспособности изделий. Чаще всего этот вид коррозии наблюдается в местах механических повреждений поверхности изделий.
При межкристаллитной коррозии процесс разрушения начинается с поверхности изделия и распространяется в глубь его, в основном по границам зерен. Межкристаллитная коррозия вызывает хрупкость металла и значительное снижение его несущей способности. Этот часто встречающийся на практике вид коррозии является весьма опасным и обычно имеет место при термической обработке металлов или сварке.
Степень коррозийной стойкости сталей существенно зависит от содержания углерода. Так, с уменьшением содержания углерода в легированной хромоникелевой стали марки Х18Н9 до 0.015% практически устраняется склонность ее к межкристаллитной коррозии.
Методы защиты металлов от коррозии, их эффективность.
Существуют многочисленные способы защиты металлов от коррозии. Выбор того или иного способа определяется конкретными условиями работы и хранения металлических изделий. Применяются следующие способы защиты: легирование сталей, нанесение металлических покрытий, электрохимическая защита.
Легирование наиболее надежно защищает металл от коррозии, причем наиболее эффективно в условиях воздействия механических напряжений и коррозийной среды. Легирование позволяет предотвратить и коррозийное растрескивание изделий.
Так, например, к группе сталей с особыми химическими свойствами относят коррозионно-стойкие стали. Их получают путем введения в углеродистые и низколегированные стали значительных добавок хрома или хрома и никеля. При содержании хрома 13, 17 и 25% хромистые стали являются не только коррозионно-, но и жаростойкими. Хромоникелевые стали обладают большей коррозионной стойкостью, чем хромистые, и находят широкое применение в химической промышленности.
Механизм защиты сталей от коррозии их легированием различен и связан либо с повышением коррозионной стойкости всего объема металла, либо с образованием на поверхности изделия защитных пленок.
Металлические покрытия наносят на поверхность изделия тонким слоем металла, обладающего достаточной стойкостью в данной среде. Металлические покрытия придают также поверхностным слоям металлоизделий требуемую твердость, износостойкость. Различают два типа металлических покрытий- анодное и катодное. Для железоуглеродистых сплавов таким анодным покрытием может служить покрытие из цинка и кадмия. В воде и во влажном воздухе цинк покрывается слоем основной углекислой соли белого цвета, защищающим его от дальнейшего разрушения. Широкое применение получили цинковые покрытия для защиты арматуры, труб и резервуаров от действия воды и горячих жидкостей.
Металлические покрытия наносят различными способами. Наиболее часто применяется горячий метод, гальванизация и металлизация.
При горячем методе изделие погружают в расплавленный металл, который смачивает его поверхность и покрывает тонким слоем. Затем изделие вынимают из ванны и охлаждают. Таким методом изделие покрывают слоем олова или цинка. Лужение применяют при изготовлении белой жести, при устройстве покрытий на внутренних поверхностях пищевых котлов и других изделий. Цинкованием предохраняют от коррозии, например, кровельное железо, водопроводные трубы.
При гальваническом способе металлические изделия помещают в гальваническую ванну. Под действием электрического тока на поверхности изделия происходит катодное осаждение пленки защитного металла. Толщину гальванического покрытия можно регулировать в широких пределах.
Покрытия получают также распылением расплавленного металла с помощью специальных металлизационных пистолетов и напылением на его поверхность защищаемого металла. Этот вид защиты используют для крупногабаритных конструкций: ж./д мостов и т. д. В качестве защитного металла используют алюминий, цинк, хром, коррозионно-стойкие стали.
Неметаллические покрытия выполняются из лаков, красок, эмалей и др. веществ и изолируют изделие от воздействия внешней среды. Эти покрытия имеют преимущество перед металлическими. Они легко наносятся на изделие, хорошо закрывают поры, не изменяют свойств металла и являются относительно дешевыми. При хранении и перевозке изделий металлические изделия покрывают специальными смазочными материалами, минеральными маслами и жирами. Для защиты изделий, работающих в высокоагрессивных средах, применяют пластмассовые покрытия из винипласта, поливинилхлорида.
Химические покрытия- защитные оксидные иные пленки- создаются при воздействии на металл сильных химических реагентов. Широко применяются также оксидирование и фосфатирование металлоизделий.
Оксидирование заключается в создании на поверхности изделия оксидной пленки, обладающей большой коррозийной стойкостью. Наиболее широко применяют оксидирование для защиты от коррозии изделий из алюминия и его сплавов.
Фосфатирование стальных изделий заключается в создании поверхностного слоя из фосфатов марганца и железа. Фосфатные покрытия используются в дальнейшем в качестве подслоя. Фосфатные покрытия часто применяются в сочетании со смазочными материалами для уменьшения трения при обработке металлов давлением, волочением, для хорошей приработке трущихся деталей машин.
В отдельных случаях прибегают к защите металлов от коррозии при помощи протекторов. Сущность протекторной защиты заключается в том, что к поверхности защищаемого изделия прикрепляют протекторы- куски металла. Образуется гальваническая пара , в которой анод- протектор, катод- изделие. В результате протектор разрушается, защищая изделие. Таким образом защищают, например, подводные металлические части кораблей, прикрепляя к ним пластины цинка.
Народнохозяйственное значение борьбы с коррозией.
Одним из основных факторов, определяющих долговечность машин и оборудования, является коррозия металлов. Потери от коррозии можно разделить на прямые и косвенные. Прямые потери- это стоимость заменяемых изделий, затраты на защитные мероприятия и безвозвратные потери металла вследствие коррозии. По подсчетам специалистов, безвозвратные потери металла в мировом масштабе составляют в настоящее время около 10...15% от объема производства стали. Косвенные потери продукта в результате утечек, снижение производительности агрегата, загрязнение продуктами коррозии целевого продукта и т. п.
Значительная часть мощности предприятий черной металлургии затрачивается на восполнение потерь металла вследствие коррозии. Однако это далеко не полностью отражает действительный ущерб, связанный с выходом из строя изделий из металла. Значительные потери обусловлены авариями оборудования, простоями его, потерями и отходами в металлообработке, нарушениями качества продукции и в конечном счете повышением ее себестоимости и снижением производительности труда. Поэтому экономия металла, повышение качества металлов и металлоизделий, уменьшение коррозионных потерь- непременное условие повышения эффективности производства и качества продукции, которое должно обеспечиваться в государственном масштабе.
Список использованной литературы:
1. Основы технологии важнейших отраслей промышленности. Под редакцией И. В. Ченцова. Часть 1. Минск "Вышэйшая школа" 1989г.
2. Технология важнейших отраслей промышленности. Под редакцией А. М. Гинберга и Б. А. Хохлова. Москва "Высшая школа" 1985г.
3. Товароведение промышленного сырья и материалов. И. У. Акимов. Ташкент "Укитувчи" 1989г.
vsempomogu.ru
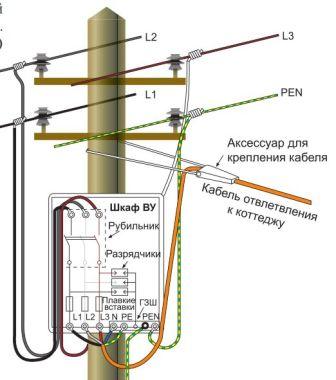







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)