 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Энциклопедия по машиностроению XXL. Конвейеры цепные
Цепные конвейеры
Спорт  Цепные конвейеры
Цепные конвейеры
просмотров - 240
В цепных конвейерах тяговое усилие передается зацеплением от ведущей звездочки, т. е. осуществляется жесткая кинематическая связь привода и тягового органа.
К достоинствам их относят надежность передачи тягового усилия, малое первоначальное натяжение. Недостатки - большая собственная масса цепей и износ шарниров цепи. Для обеспечения спокойного набегания цепи на звездочку используют натяжное устройство, обычно винтового типа.
Группу конвейеров, у которых цепь является только тяговым органом, называют цепными тяговыми.
В случае если автомобиль располагается непосредственно на цепях или специальных траверсах, закрепленных на цепях, конвейера называются цепными, транспортирующими. Конвейеры, у которых на цепь крепят несущее устройство, к примеру пластина, образующие настил, называет пластинчатыми.
В качестве тягового органа служат цепи круглозвеньевые и пластинчатые, а также тяговые разборные (рис. 23).
Круглозвенные сварные цепи приводятся в движение от зубчатых блоков или звездочек и реже - от гладких барабанов (фрикционный привод). Сварные цепи рассчитываются на растяжение. Οʜᴎ обычно изготавливаются из стали СТ-3 с пределом прочности [σр] ≤ 350-400·106 Н/м2 (Па).
Уравнение прочности
σр = FtK/(2πd2 φп /4) = 0,6 FtK/2d2φп < [σр]. (121)
Отсюда, м,
d = 1,25(FtK/([σр]φп)½, (122)
где φп - коэффициент одновременности передачи тягового усилия;
Ft - статическое тяговое усилие, Н;
К = 5...6 - коэффициент запаса. Для одноцепного транспортера φп = 1, для двухцепного φп = 0,75.
Звездочки для сварных цепей изготавливают сварными или литыми из чугуна или стали (рис. 24). Диаметр начальной окружности тяговой звездочки D ≥ 30d, где d - диаметр цепной стали. Стоит сказать, что для направляющих звездочек ориентировочно D = (20...25).
Уточненный диаметр начальной окружности при Z > 9 и d < 16 мм
D = t/sin(90º/z), (123)
где t - шаг цепи;
d - диаметр цепной стали;
z - число гнезд для звеньев цепи.
Выбор пластинчатой цепи ведут по разрывному усилию исходя из запаса прочности К = 5...6.
Первоначально размер цепи выбирают конструктивно. Цепь движется в направляющих, выполненных из швеллера № 12…14. Важно заметить, что для свободного перемещения цепи ее ширина принимается меньше ширины направляющих на 5…10 мм. Параметры цепи выбирают по ГОСТ 588-81 или 588-74.
Рис. 23. Тяговые цепи: а) круглозвенная; б) пластинчатая втулочно-роликовая; в) разборная
Статистическая тяговая нагрузка на цепь, Н,
Рст = F”t + Fц, (124)
где F”t – тяговое усилие на перемещение автомобиля, Н;
Fц – тяговое усилие на перемещение цепи, Н.
F”t = NпGаφ’φп, (125)
где φ’ = 0,01…0,05 – трение качения роликов цепи по направляющей.
Для определения Fц рассчитывается длина линии обслуживания, м.
Lл = NпLа + а(Nп – 1), (126)
где Lа – длина автомобиля, м;
а = 1,5 – расстояние между автомобилями на линии, м.
Длина цепи, движущейся по направляющим, м.
Lц = 2Lл, (127)
Сила веса цепи, Н.
Gц = Lцqg,
где q – масса погонного метра цепи, кг;
g = 9.8 м/с2 – ускорение свободного падения.
Тяговое усилие, Н.
Fц = Gцφ’, (128)
Диаметр начальной окружности звездочки (рис. 24) для пластинчатой цепи определяют по формуле
Do = t/(sin180o/z), (129)
где t – шаг цепи;
z ≥ 6 – число зубьев звездочки.
При большом шаге цепей, когда Do получается слишком большим, применяют многогранные блоки с четырьмя – шестью гранями. Звенья цепи ложатся на грани и удерживаются на них силой трения. Чтобы цепь не соскальзывала с граненого блока, на ободе делают наружные ограждающие борта или кулаки, входящие между пластинами. При использовании таких блоков цепь имеет значительную неравномерность хода. По этой причине скорость конвейера принимают не более 12 м/мин. Но даже при использовании цепей с достаточно малым шагом скорость их движения не остается постоянной в процессе вращения звездочки, представляющей собой правильный многогранник (рис. 25). Линейная скорость цепи изменяется по закону
Vx = Vocosφ = wRcosφ, (130)
где Vo – окружная скорость звездочки, м/с.
Рис. 24. Звездочка для круглозвенной цепи
Рис. 25. Звездочка для пластинчатой цепи
Ускорение цепи
а = dVx/dt = [d(wRcosφ)]/dt = - wRsinφ(dφ/dt). (131)
Так как dφ/dt = w, то а = - w2Rsinφ.
Наибольшее ускорение будет при φ = ± α.
Τᴀᴋᴎᴍ ᴏϬᴩᴀᴈᴏᴍ, амакс = ± w2Rsinφ.
В случае если выразить α через шаг цепи, w – через частоту вращения n и применить второй закон Ньютона, по которому F = - ma, получим величину динамической нагрузки на цепь, Н,
Рдин = mn2t/60 = mVo260/z2t, (132)
где m – приведенная масса цепи, кᴦ.
Динамические нагрузки действуют ни на сварную цепь, Н,
Р’дин = 6m(nVcp/z)2[(l + d)/4l2]. (133)
Полная нагрузка на цепь, Н.
Sp = Pст + Рдин, (134)
Приведенная масса рассчитывается по формуле, кг,
m = q + cq1L, (135)
где q – масса автомобилей на конвейере, кг;
q1 – погонная масса цепи, кг/м;
L – длина конвейера, измеренная по осям концевых звездочек, м;
с - коэффициент приведения. При L < 25 м, с = 2; при L от 25 до 60 м, с = 1,5; при L > 60 м, с = 1.
Мощность привода цепных конвейеров определяют для установившегося движения и периода пуска.
В период установившегося движения расчетное усилие
Pу = (Sp + wзв)nц,, (136)
где nц - число параллельных цепей в конвейере;
wзв - сопротивление тягового органа при огибании звездочек и вследствие трения в подшипниках вала звездочки. Приближенно wзв = Sp (t - η), где η = 0,96...0,98.
В период пуска
Рпуск = Sp + Рин + wзв = Ру + Рин (137)
Рин = М(dv/dt) = M(v/t) = (q + 2q1nцL)(Vo/t), (138)
где М - масса движущихся частей, кг;
t - время разгона, за ĸᴏᴛᴏᴩᴏᴇ будет достигнута скорость Vс. Для практических расчетов t = 0,5...1,0 с.
Мощность в период установившегося движения, кВт.
Nу = РуVo/1000ηм, (139)
В период пуска, кВт,
Nпуск = РпускVo/1000ηм, (140)
где ηм - механический КПД всех звеньев механизма от вала приводной звездочки до вала двигателя.
Для асинхронных двигателей должно соблюдаться условие
Nпуск/Nу < 1,5. (141)
В противном случае следует использовать электродвигатели с улучшенными пусковыми характеристиками, к примеру крановые. В расчетах не учитывается усилие натяжения цепи, так как. для конвейеров, где цепи движутся по направлявшим, сила натяжения цепи составляет не более 1 % от Sp. Остальные расчеты выполняется аналогично тому, как и при расчете тросового конвейера.
Читайте также
В цепных конвейерах тяговое усилие передается зацеплением от ведущей звездочки, т. е. осуществляется жесткая кинематическая связь привода и тягового органа. К достоинствам их относят надежность передачи тягового усилия, малое первоначальное натяжение. Недостатки -... [читать подробенее]
oplib.ru
Цепные конвейеры
Мы производим текущий и капительный ремонт, модернизацию, изготовление цепных конвейеров всех типов, размеров, назначения. На выполненные работы предоставляются гарантии. Назначение цепного конвейера Данный тип оборудования предназначен для перемещения больших объемов штучных и сыпучих грузов, как по горизонтали, так и под углом. Стационарный цепной конвейер позволяет производить с транспортируемым объектом различные технологические операции, например, производить сборку узлов, агрегатов, механизмов. Передвижные конструкции широко применяются в сельском хозяйстве для перевалки зерна, удобрений, других сыпучих материалов. Преимущества По сравнению с ленточным конвейером, цепной может работать в большем диапазоне температур. Также он позволяет перемещать массивные объекты с острыми гранями без риска повредить полотно транспортера. Конструкция Основным рабочим органом оборудования является пластинчатая (ГОСТ 588-64) или сварная (ГОСТ 2319-70) цепь. Наибольшее распространение получили пластинчатые втулочно-роликовые разновидности. Они обеспечивают надежную передачу тягового усилия от двигателя к лопаткам (ковшам). Перемещение цепи обеспечивает рама с гладкими направляющими и закрепленными на ней приводной и натяжной звездочками. В зависимости от назначения и расчетной нагрузки, конвейеры могут быть с одной или двумя параллельными цепями. Ролики, поддерживающие ленту, могут двигаться вместе с ней или быть зафиксированными на раме. Они имеют гладкую или ребордную поверхность качения – от этого зависит профиль направляющей. Цепные конвейеры, предназначенные для перевалки зерна и других мелкофракционных сыпучих материалов, помещаются в кожух. Лопатки ленты зачерпывают груз и перемещают его по нижней стенке ограждающего короба. Такая конструкция позволяет производить погрузку прямо с поверхности пола, что является ее преимуществом. Недостатком можно считать достаточно быстрый износ кожуха из-за постоянного трения по нему скребков, особенно при работе с абразивными материалами. Мы предлагаем Чтобы оформить заказ на изготовление цепного конвейера, вам достаточно указать его основные параметры: производительность, размеры, величину предельной нагрузки. Наши инженеры произведут расчет конструкции и подготовят оригинальный проект оборудования. Также мы готовы изготовить конструкцию, руководствуясь технической документацией, предоставленной заказчиком. При проведении ремонта оборудования мы вначале выполним его аудит, определим степень износа узлов и деталей, согласуем с клиентом объем, стоимость и сроки исполнения предстоящих работ. Все параметры фиксируются в договоре.kempm.ru
Конвейеры цепные в сельскохозяйственной промышленности
Конвейеры цепные в сельскохозяйственной промышленности
.jpg "конвейеры цепные") В наше время все больше сфер человеческой деятельности становятся автоматизированными. Не отстает от данной тенденции и сельскохозяйственная промышленность, где широко применяются конвейеры цепные. Данные установки позволяют в автономном режиме перемещать самые различные зерновые культуры. Помимо этого, данные системы позволяют совершать как горизонтальные, так и вертикальные транспортировки.
В наше время все больше сфер человеческой деятельности становятся автоматизированными. Не отстает от данной тенденции и сельскохозяйственная промышленность, где широко применяются конвейеры цепные. Данные установки позволяют в автономном режиме перемещать самые различные зерновые культуры. Помимо этого, данные системы позволяют совершать как горизонтальные, так и вертикальные транспортировки.
Где применяются цепные конвейеры?
Цепные конвейеры могут использоваться на самых различных сельскохозяйственных объектах, включая зернохранилища, предприятия хлебопереработки и мощные заводы, производящие комбикорма. Главной составляющей установок цепного конвейера является цепь, причем в зависимости от предназначения конвейера цепей может быть несколько. Так, примеру, зерновые конвейеры могут иметь одну или две цепи.
Как работает цепной конвейер?
По своей сути конвейеры цепные – это сборная конструкция, состоящая из прямоугольных секций, которые чаще всего изготавливаются из листовой стали. Верх конвейера закрывает крышка. Роль тягового рабочего органа выполняет цепь со скребками, для натяжения которой используется натяжная и приводная секция.
Приводная секция располагает приводной звездочкой, расположенной на подшипниковом валу. В свою очередь, натяжная секция имеет механизм натяжения, а также натяжной ролик. Чтобы сделать безопасность работы цепного транспортера максимально безопасным, короб приводной секции оснащается дополнительным оборудованием в виде сигнализатора движения и подпора. Благодаря этому, если цепь обрывается или провисает, то привод сразу же отключается.
Сборка цепного конвейера – это работа, которая требует большой грамотности. Начинать сборку следует с монтажа секций удлинений. Для этого необходимо использовать пластины днища, боковые пластины, а также одно нижнее и два боковых соединения. Чтобы заделать те места, на которые приходятся стыки пластин, рекомендуется использовать монтажную мастику. После всего этого вставляются болты, однако, затягивать их пока что не нужно.
Затем необходимо соединить натяжные и приводные секции с удлиненными секциями. После снова вставляются болты, затягивать которые также не нужно. Для работы цепного конвейера требуется наличие упора, расположенного на расстоянии порядка пяти метров. Перед затяжкой болтов следует провести процедуру по выравниванию транспортера.
Важно отметить, что стоимость цепного конвейера находится на весьма демократичном уровне. Благодаря этому позволить себе приобрести конвейеры цепные может практически каждый владелец сельского хозяйства или глава аграрной промышленности.
www.amt-k.ru
Цепные конвейеры | "ВТП-Механика"
 Цепные конвейеры используются для транспортировки различных штучных габаритных грузов и тары: поддонов, коробок, ящиков и т.п.
Цепные конвейеры используются для транспортировки различных штучных габаритных грузов и тары: поддонов, коробок, ящиков и т.п.
Особенностью цепных конвейеров является то, что его тяговым и одновременно несущим элементом является цепь, именно по ней перемещаются грузы. В зависимости от нагрузки и от габаритов грузов цепной конвейер может быть двух- или многолинейным. Максимальная нагрузка при этом может достигать нескольких тонн.
В зависимости от пожеланий заказчика и особенностей его производства, наша компания предлагает несколько типов цепных конвейеров: упаковочные, конвейеры для штучных грузов, накопительные и буферные конвейеры.
Цепной конвейер может использоваться как самостоятельное оборудование, а также входить в единую конвейерную систему совместно с ленточными конвейерами, рольгангами и другим транспортным оборудованием.
В цепных конвейерах используются различные виды цепей, в зависимости от нагрузки и характера груза – одно- и двухрядные цепи, цепи, оснащенные резиновыми накладками, различными приспособлениями и накопительные цепи. Также данный тип конвейеров имеет жесткую надежную стальную основу (раму), которая позволяет выдерживать большие нагрузки.
Преимущества цепных конвейеров
- высокая производительность и надежность
- перемещение тяжелых грузов
- перемещение грузов, имеющих высокую температуру
- неприхотливость в работе и простота в обслуживании
- низкая цена
Заказ цепного транспортера
Если вы заинтересовались нашим конвейерным оборудованием, то вы можете проконсультироваться с нашими специалистами по телефону (812) 385-58-25 или по электронной почте [email protected].

vtp-conveyor.ru
Цепные конвейеры приводы - Энциклопедия по машиностроению XXL
Цепи ленточно-цепных конвейеров приводятся в движение концевыми звездочками или промежуточными гусеничными приводами, цепи которых снабжены жесткими кулаками. В Московском горном институте разработаны промежуточные гусеничные приводы с управляемыми кулаками. Эти приводы прошли успешное испытание в лабораторных условиях и переданы для освоения Анжерскому машиностроительному заводу [71]. [c.77]Объектами курсового проектирования являются обычно приводы различных машин и механизмов (например, ленточных и цепных конвейеров, индивидуальные, испытательных стендов), использующие большинство деталей и узлов общемашиностроительного применения. [c.3]
Например, для привода цепного конвейера, в состав которого входят электродвигатель и редуктор, соединяющая концы их валов упругая муфта, а также приводной вал с тяговыми звездочками, вращающий момент на который передают с выходного вала редуктора с помощью цепной передачи [c.409]Пример 7. Рассчитать червячную передачу специального редуктора для привода цепного конвейера (рис. 10.6), приводная звездочка которого имеет число [c.246]
Основным достоинством цевочного зацепления является простота конструкции и изготовления цевочных колес больших размеров, а недостатком — невысокая точность. Передачи с цевочным зацеплением используют в приборах в основном как мультипликаторы. Кроме того, цевочное зацепление применяют в изготовляемых иностранными фирмами планетарных редукторах с большими передаточными отношениями, а также в промежуточных приводах цепных конвейеров в горной промышленности, в различных счетчиках и в других механизмах. [c.347]
Гидромуфты с черпательной трубкой нашли применение и в горной практике. В частности, для привода конвейера КРУ-260 применяется гидромуфта типа Т-90 с неподвижной черпательной трубкой. Для привода ленточно-цепного конвейера КЛЦ-1 разработана гидромуфта ТМ-85 с поворотной черпательной трубкой. [c.247]
Для межцехового цепного конвейера в 1937 г. был установлен многодвигательный привод по системе так называемого электрического вала, где синхронное вращение двигателей достигалось без использования механического вала. Несколько позже электропривод, основанный на этом же принципе, был изготовлен заводом Динамо для шлюзовых затворов на канале имени Москвы. [c.114]
Принципиальная схема конвейера типа КПУ-1 приведена на рис. 5. 10, а. Цепь конвейера приводится в движение промежуточными гусеничными приводами Пр, установленными на расстоянии 125 м один от другого. Кроме того, на конвейере монтируют гусеничные уравновешивающие механизмы УМ, представляющие собой цепной дифференциал, поровну распределяющий вес груза между рабочей и холостой ветвями цепи, чем достигается возможность использования составляющей веса холостой ветви для создания тягового усилия. [c.169]
Крупные магистральные пластинчатые и ленточно-цепные конвейеры оснащаются обычно несколькими приводами, расположенными вдоль става конвейера и связанными между собой лишь через упругий тяговый орган, конвейера. Относительные колебания таких приводов на цепи конвейера весьма нежелательны, так как возникающие динамические усилия могут повысить нагрузку тягового органа. [c.292]
| Рис. 7.85. Механизм привода цепного конвейера с остановкой для переноса контейнеров и их наполнения. Движение ведомой звездочке 6 приводного вала 3 сообщается через дифференциал, поводок 8 которого качается кулачком 9 и зубчатыми колесами 1 и 4. Если, например, на каждом отрезке конвейерной цепи, равном длине делительной окружности звездочки, имеется четыре станции заполнения контейнеров и время пауз, найденное опытным путем, соответствует 7в оборота вала 3, то необходимо, чтобы за 7з оборота вала 3 кулачок сделал | 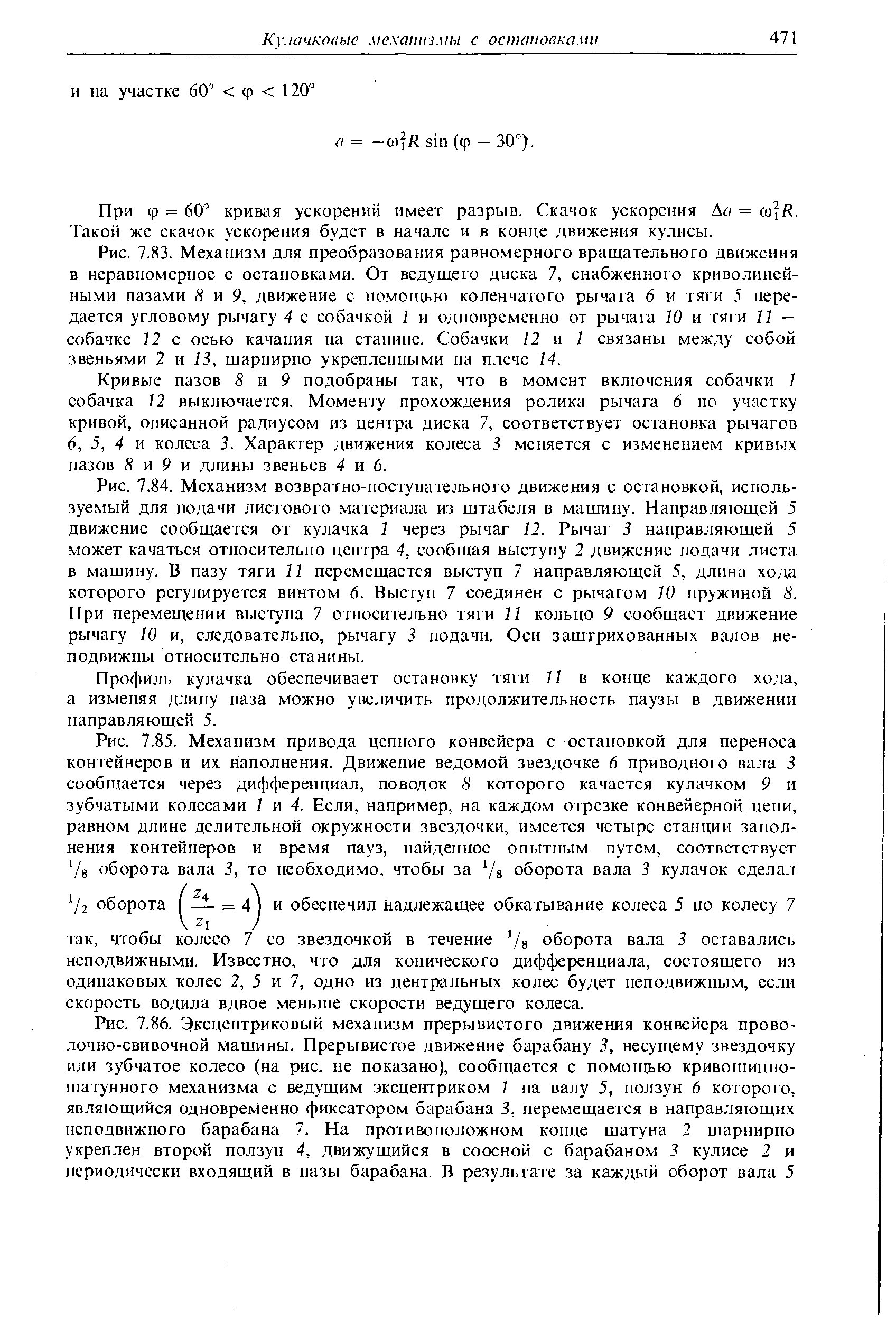 |
Магазин загружается при непрерывном движении цепи конвейера из приемного лотка 11 таким образом, что в каждый лоток кассет попадает только по одной детали. При следующем обороте цепного конвейера в каждый лоток попадает вторая деталь, затем третья и т. д., пока все лотки магазина не будут заполнены. После этого прием деталей из приемного лотка автоматически прекращается. Управление загрузкой колец из лотка 11 и поштучная выдача колец на лоток 15 обеспечиваются специальными устройствами. Привод магазина—электродвигатель 14 и редукторы размещены внутри конвейерной ленты. [c.63]
Протяжка закреплена неподвижно, а детали на цепном конвейере движутся непрерывно и прямолинейно (рис. 196,6). Оборудование конвейерные станки непрерывного действия с механическим приводом. Преимущества непрерывность протягивания, увеличение производительности в 6—10 раз по сравнению с возвратно-поступательным движением протяжки, возможность полной автоматизации процесса. Недостатки высокая стоимость [c.337]
В цехах массового и крупносерийного производства выбитые отливки охлаждаются перед очисткой на пластинчатых или подвесных цепных конвейерах, которыми выбитое литье подается на очистку. Основные параметры конвейеров приводят в форме 28. [c.132]
Пример 2. Подобрать подшипники для опор вала редуктора привода цепного конвейера (рис. 29). Частота вращения вала п = 200 об/мин. Требуемый ресурс при вероятности безотказной работы 90% [c.131]
Во взаимосвязанном приводе несколько (два или более) двигательных устройств обеспечивают движение одного или взаимосвязанное движение нескольких исполнительных органов машины. При наличии механических связей между отдельными двигательными устройствами привод является многодвигательным. Он находит применение, например, в цепных конвейерах, мощных поворотных механизмах (платформ экскаваторов, винтовых прессах и др.), поскольку позволяет более равномерно распределять статические и динамические нагрузки, уменьшить мощность единичного агрегата. Известны также многодвигательные гидроприводы, например, подъемных устройств, в которых вследствие громоздкости и большой массы поднимаемого объекта рациональнее использовать несколь параллельно работающих гидроцилиндров. [c.538]
Протяжка закреплена неподвижно, а детали на цепном конвейере движутся непрерывно и прямолинейно (рис. 201, б). Оборудование конвейерные станки непрерывного действия с механическим приводом. Преимущества непрерывность протягивания, увеличение производительности в 6 - 10 раз по сравнению с возвратно-поступательным движением протяжки, возможность полной автоматизации процесса. Недостатки высокая стоимость специального оборудования, оправдываемая только при большом масштабе производства. [c.569]
Для цепных конвейеров может быть успешно применен также гидропривод, допускающий бесступенчатое регулирование скорости движения конвейера. Схема такого привода, разработанная на Горьковском заводе фрезерных станков, приведена на фиг. 27. [c.36]
Движение цепных конвейеров (основного и вертикального) осуществляется от привода 10, который дает возможность регулировать работу всех механизмов. [c.123]При расположении грузового натяжного устройства в хвостовой части горизонтального конвейера из-за динамических нагрузок натяжение холостой ветви может быть ниже минимально допустимого 5тш- При размещении натяжного устройства около приводной головной звездочки динамические нагрузки, возникающие в тяговом элементе при пуске конвейера, не снижают натяжения холостой ветви ниже 5 ,1п, так как в этом случае определяется массой натяжного груза, расположенного непосредственно в зоне действия 5тт- Поэтому грузовые натяжные устройства цепных конвейеров целесообразнее располагать вблизи привода. Кроме того, размещение его вблизи привода обеспечивает постоянство натяжения в сбегающей ветви. [c.48]
Представляет интерес также автомат типа Ц-68 для цинкования на подвесках (рис. 3.34). Над ваннами в горизонтальной плоскости подвешен замкнутый монорельс, по которому движутся 29 кареток, связанных между собой тяговой цепью. Каретки имеют червячный редуктор и барабан, на который наматывается цепь. Каретки с редуктором и барабаном образуют подъемное устройство, к нему крепится телескопическая система. На конце стержня телескопической системы укреплена штанга. На штангу навешивается подвеска с обрабатываемыми деталями. Цепной конвейер с каретками приводится в движение по монорельсу тягачом. Вдоль пути перемещения всей системы расставлены упоры на кронштейнах. Наталкиваясь на упоры, конечные выключатели подъемных устройств включают электродвигатели. При этом цепь, наматываясь на барабан или сматываясь с него, поднимает или опускает штангу с подвешенными деталями. [c.117]
Для тележечных цепных конвейеров, кроме электропривода, можно применять гидропривод, допускающий бесступенчатое регулирование скорости движения тележек. Схема такого привода, разработанная на Горьковском заводе фрезерных станков, приведен на фнг. 66. [c.685]
Случаях, когда потери на трение не имеют существенного значения, например, в приводах, редко включаемых и работающих с длительными перерывами в машинах с повторно-кратковременным режимом работы — при частых пусках и остановках и непродолжительном периоде работы в установившемся режиме в узлах трения, характеризующихся малой скоростью скольжения и значительной удельной нагрузкой, — вообще в тех случаях, когда конструктивными приемами невозможно (или нецелесообразно) обеспечить условия жидкостного трения. Типичные случаи применения плоских упорных подшипников в поворотных кранах, опорах вертикальных валов цепных конвейеров, реверсивных механизмах с осевой нагрузкой на валы, в различных периодически действующих механизмах и пр. В опорах горизонтальных валов [c.392]Для передвижения тележек-кантователей применены цепные конвейеры толкающего типа три главных конвейера и пять малых конвейеров двух типов. Передача тележек-кантователей с одного конвейера да другой осуществляется при помощи поворотных кругов. Привод конвейеров — электрический. [c.38]
Для хранения мелких и средних штампов с успехом могут при.меняться механические стеллажи (рис. 47) конструкции Ленинградского завода Автоарматура . Стеллажи представляют собой сварную из швеллеров и уголков конструкцию. На верхней площадке стеллажа расположен механизм привода, состоящий из электродвигателя /, соединенного клиноременной передачей с промежуточным валом 2, двух червячных редукторов 3, передающих вращение при помощи цепной передачи от промежуточного вала основному валу и подвесного цепного конвейера. [c.340]
Упор, фиксирующий крайние положения ориентатора, выполнен в виде планки 6, установленной на фронтальной стороне блока. Ориентатор 5 соединяется с зубчато-реечным приводом поворота посредством выступа 3. Подвижные штоки для приема ПО размещаются непосредственно в гнездах ротора или транспортного цепного конвейера. [c.282]
Объектами курсового проектировании являются обычно приводы различных машин и меха-ннзмо (например, ленточных транспортеров, цепных конвейеров, индивидуальные), использующие большинство деталей и узлов общего назначения. [c.3]
Номерами позиций от //до 99 обозначают дстгыи (плита) и стандартные изделия (электродвигатель, ремень, муфта стандартная, винты). На рис. 23.18. дан пример оформления чертежа привода цепного конвейера. [c.409]
Рассчитать редуктор для привода цепного конвейера (см. рис. 10.6). Исход1п,1е данные скорость цепи Уц = 0,09 м/с, шаг цепи Я=160 мм, число зубьев звездочки 2=12, окружное усилие на звездочке ff=7000 Н. Частота вращения червяка ni = 225 об/мин. Работа непрерывная, длительная, нагрузка постоянная, нереверспвцая. [c.251]
Устройство агрегата показано на рис. 116. Транспортирующим органом является цепной конвейер 10 с приводом, состоящим из электродвигателя с редуктором 15 и приводной звездочки 13. На цепи подвешены кассепгы 12 с круглыми корзинами 11, которые могут вращаться при зацеплении с трансмиссией, состоящей из электродвигателя 20 и цепной передачи 19. При касании фрикционного диска, закрепленного на корзине, с постоянно вращающимися 222 [c.222]
Расчёт непрерывного транспорта ведётся по отдельным поточным линиям. Литейные конвейеры слуи т для механизации транспортирования форм в процессе их формовки, сборки, заливки, охлаждения и выбивки. Наиболее распространены в СССР литейные конвейеры конструкции Союзпроммеханиза-ция напольного типа, горизонтально-замкну-тые с отдельными тележками и цепным гусеничным приводом. Шлрииа плит тележек—400, 5tO, 650, 800, 1000 и 1250 мм. Вес 1 м залитой опоки (в свету) может быть принят равным 4 т. [c.29]
Представляют интерес промышленные испытания многоприводного ленточно-цепного конвейера КЛЦ-1, изготовленного заводом Свет шахтера (г. Харьков), турбомуфты которого выполнены по параметрам, разработанным в ИГД им. А. А. Скочинского. Ленточноцепной конвейер КЛЦ-1 предназначен для выдачи угля по наклонному стволу и имеет тяговый элемент в виде пальцевовтулочной цепи с шагом 200 мм. На цепи закреплены опорные тарелки, на которые укладывается несущая лента. Производительность конвейера 250 ш/ч, длина 620 м при угле наклона 13—17,5°. Конвейер имел четыре привода с электродвигателями мощностью 85 кзт и турбомуфтами. Верхняя привод- [c.262]
Пример 2,7. Подобрать подшипники для опор вала редуктора привода цепного конвейера (рис. 2.35). Частота вращения вала п = 200 мин . Требуемый ресурс при вероятности безотказной работы 90 % Х юал = 20000 ч. Диаметр посадочных поверхностей вала й =45мм. Максимальные длительно действующие силы Fornax = 9820 Н, Fr2max = 8040 Н, F max = 3210 Н. Режим нагружения - III (средний нормальный). Возможны кратковременные перегрузки до 150 % номинальной нагрузки. Условия эксплуатации подшипников - обычные. Ожидаемая рабочая температура tp e = 45 °С. [c.239]
В Советском Союзе серийно выпускаются конвейеры с шириной ленты 400— 2000 мм и скоростью движения груза до 3,25 м сек. Производительность ленточных конвейеров составляет до 1000 м 1ч каменного угля и до 4000 т/ч руды. Суммарная мощность привода одного конвейера до 1140 кет. Разрабатываются конструкции ленточных конвейеров производительностью до 10000 г/ч для открытых разработок. Осваиваются ленточноканатные конвейеры производительностью 500 г/ч, длиной транспортирования 800 м, высотой подъема 86 м, шириной ленты 1200 мм, скоростью движения ленты 1,8 м/сек, а также ленточно-цепные конвейеры производительностью 300 г/ч, длиной 600—2000 ж и шириной ленты 1000 мм. При проектировании конвейеров основной задачей является разработка прочных, гибких и долговечных лент. [c.216]
Из механического цеха грузы (детали в таре) передаются на склад однобалочным мостовым краном 1 или по однорельсовой подвесной дороге длиной около 50 м электроталью 2, или приводным роликовым конвейером 3. Во всех случаях подача производится на приемные роликовые столы 4. Внутрискладские операции осуществляются с помощью мостового крана-штабелера 5 грузоподъемностью 0,5 т. Перед отправкой в сборочный цех кран-штабелер устанавливает грузы на роликовый стол 6, с которого они автоматически снимаются подвесным цепным конвейером 8 длиной 200 м. В сборочном цехе подвески конвейера атоматически разгружаются с помощью специальных устройств 12, предназначенных для трех типов подвесок 16, отличающихся по высоте. В тех случаях, когда высота подвески совпадает с уровнем соответствующих направляющих балок, конечный выключатель приводит в действие цепной привод толкателя 17, который, имея большую скорость, чем скорость конвейера, снимает груз с подвески, направляя его по наклонному участку роликового конвейера на горизонтальный его участок-накопитель. Подвесной мостовой однобалочный кран 14 с выдвижной консолью грузоподъемностью 1 т переносит грузы от разгрузочных устройств й роликовых столов 13 к стеллажам 15 у рабочих мест. Часть деталей со склада подается на сборку узлов роликовым конвейером 7 длиной 40 м. [c.164]
mash-xxl.info
Конвейеры подвесные цепные - Энциклопедия по машиностроению XXL
Конвейеры подвесные, цепные на монорельсах, с при водом от индивидуальных моторов Участок очистных барабанов (позиция 53) термический отдел цеха (позиции 50 и 51) общецеховой конвейер (позиция 49) общезаводский конвейер (позиция 52) [c.822]КОНВЕЙЕРЫ ПОДВЕСНЫЕ ЦЕПНЫЕ [c.334]
Конвейеры подвесные цепные (фиг. 250) предназначены для транспортирования различных грузов по сложной пространственной траектории с изменением направления движения в горизонтальной и вертикальной плоскостях, что позволяет подводить их к различным пунктам без загромождения рабочей площади и пересечения проходов и проездов. [c.334]
| Фиг. 250. Конвейер подвесной цепной а — привод подвесного цепного конвейера б — поворотное устройство цепного конвейера | 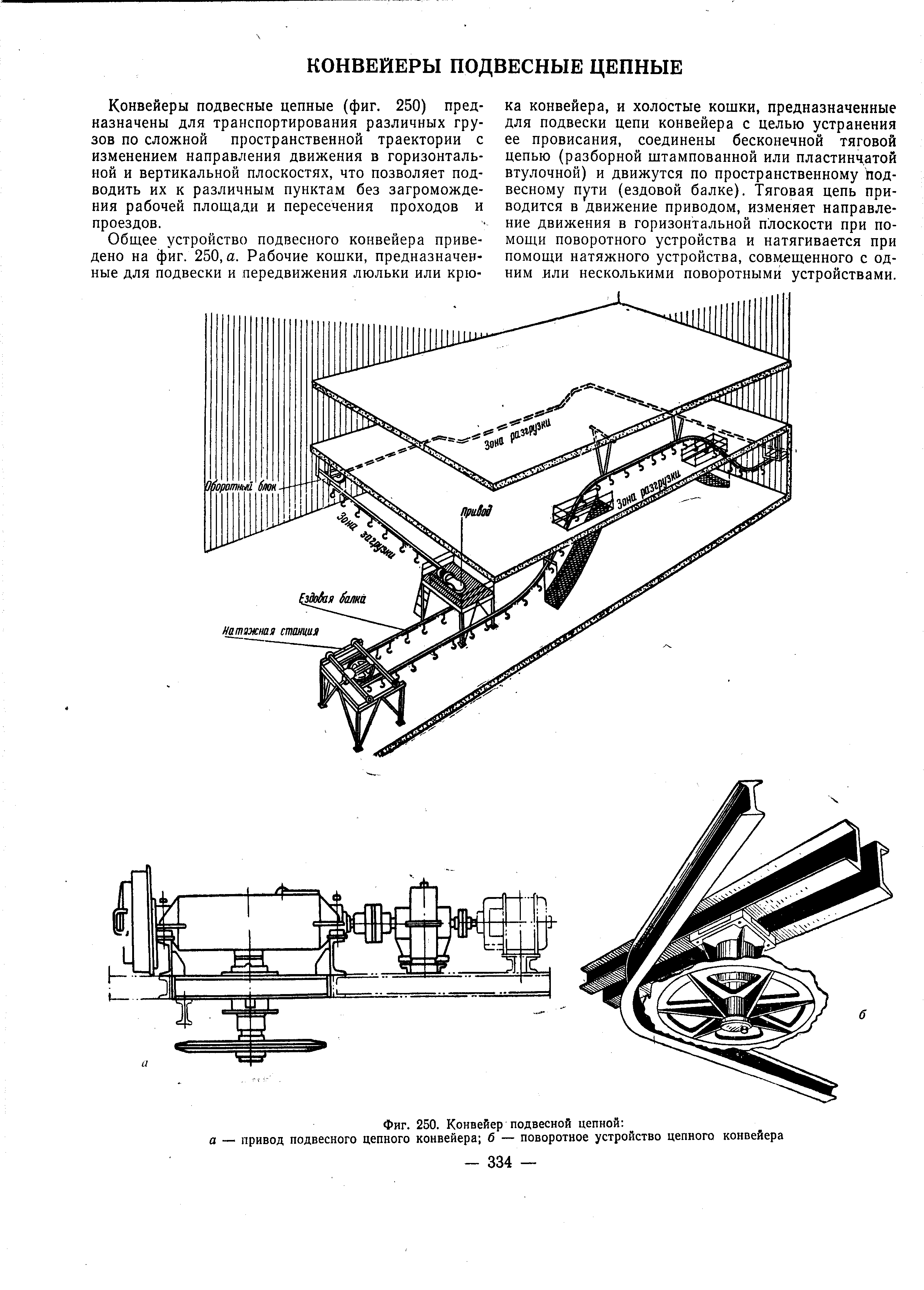 |
Цепные конвейеры подвесные. Цепные подвесные конвейеры применяют на мебельных и деревообрабатывающих предприятиях для перемещения заготовок изделий, комплектующих деталей и других материалов в технологической цепи производ-"ства, в процессе сборки, окраски, сушки изделий или узлов, а также для подачи их на комплектование и склады. Подвесные конвейеры могут быть использованы не только как внутрицеховой транспорт грузов, но и как межцеховой. Обычно трасса подвесного конвейера предопределяется расположением технологических линий в цехах и на участках, питающих его. В зависимости от назначения конвейера определяют схему трассы, ее пространственную компоновку и вертикальный профиль. [c.426]
В зависимости от массы и размеров деталей, объема производства и характера технологического процесса применяются несколько типов специальных транспортных средств. К их числу относятся скаты, склизы, рольганги и различные конвейеры подвесной, цепной, ленточный, тележечного типа, элеваторы и др. Широкое применение в различных отраслях промышленности получили подвесные цепные конвейеры тянущего и толкающего типа. [c.612]
Конвейеры для сборочных работ применяются разных конструкций в зависимости от характера собираемых изделий напольные конвейеры тележечные — вертикально-замкнутые (рис. 311,а) и горизонтально-замкнутые (рис. 311,6), подвесные цепные (рис. 311, в), шагающие пульсирующие, ленточные, пластинчатые. Путем применения того или другого транспортного устройства можно получить прямую или кольцевую линию потока при непрерывном или прерывистом (периодическом, пульсирующем) движении. [c.514]
Подвесные цепные конвейеры (см. рис. 311, в), представляющие собой замкнутое тяговое устройство в виде цепи с каретками, несущими подвески для грузов, широко применяются в поточном производстве для передачи деталей от одного рабочего места к другому и в другие цехи. У этих конвейеров каретки передвигаются по жестким [c.516]
Приготовленная формовочная смесь из бегунов 25 ленточными конвейерами подается через аэраторы в бункера над формовочными автоматами, куда поступают выбитые опоки. Формовка осуществляется подвесным цепным конвейером 27, а собранные формы транспортируются в заливочное отделение литейными конвейерами 18, 19 и 20. [c.402]
Конвейеры подвесные. Конвейеры напольные (транспортёры), цепные, роликовые, пластинчатые, ленточные с металлической и брезентовой лентой [c.810]
Транспортирование штамповок между агрегатами, батареями и отделениями цеха и по цеху в целом, поштучно и партиями, в корзинах, коробках, ящиках, в комбинации с работой кранов. Межцеховое транспортирование штамповок подвесными цепными конвейерами [c.810]
Оборудование и устройства, обслуживающие прессы, включают цеховой подвесной цепной конвейер с корзинами, транспортирующий [c.821]
Подвесные цепные конвейеры. ........... - - а 8 8 [c.39]
Обычные подвесные цепные конвейеры для охлаждения следует применять в том случае, если нет возможности применить пластинчатые конвейеры. При обычном подвесном конвейере нет возможности автоматизировать его загрузку, и на этой тяжелой операции необходимо применение ручного труда. [c.81]
В цехах массового и крупносерийного производства выбитые отливки охлаждаются перед очисткой на пластинчатых или подвесных цепных конвейерах, которыми выбитое литье подается на очистку. Основные параметры конвейеров приводят в форме 28. [c.132]
Для транспортирования изделий в верхней части по оси камеры прикреплен монорельс подвесного цепного конвейера. По обеим сторонам камеры в гидропескоструйном отсеке, на каждой стороне по диагонали стенки камеры с шагом 200 мм (по горизонтали) установлены эжекторные форсунки, которые закреплены в специальных кронштейнах, позволяющие работать в любом положении. Фор- - [c.74]
Средства транспортировки................ Подвесной цепной конвейер [c.170]
Конвейеры применяются при сборке с принудительным перемещением собираемого изделия. Для сборки применяются конвейеры тележечные, цепные напольные, карусельные и шагающие. Кроме того, в сборочных цехах массового производства применяются подвесные конвейеры, предназначенные для транспортировки деталей и узлов к месту сборки, в отделение окраски или на склад готовой продукции. [c.262]
Подвесной цепной конвейер с примыкающим монорельсом [c.112]
Подвесные цепные конвейеры с натяжной и приводной станциями — Длина 80 м [c.535]
Подвесной цепной конвейер [c.327]
Для хранения мелких и средних штампов с успехом могут при.меняться механические стеллажи (рис. 47) конструкции Ленинградского завода Автоарматура . Стеллажи представляют собой сварную из швеллеров и уголков конструкцию. На верхней площадке стеллажа расположен механизм привода, состоящий из электродвигателя /, соединенного клиноременной передачей с промежуточным валом 2, двух червячных редукторов 3, передающих вращение при помощи цепной передачи от промежуточного вала основному валу и подвесного цепного конвейера. [c.340]
Однако на практике часто представляется необходимым вместо ленточных конвейеров применять пластинчатые, скребковые, ковшовые, тележечные или различные подвесные цепные конвейеры. [c.75]
Схема 3 (рис. 62 — для грузов массой до 80 кг) представляет подвесной цепной конвейер 1, обслуживающий цех формовки и [c.161]
К пункту разгрузки подвеска поворачивается на 180°. При подходе к заданному пункту на линиях вулканизаторов-форматоров 2 подвеска включает механизм поворота роликового секционного стола 7, покрышка наталкивается по направляющей шине 8 на лоток 9. По пути к пункту загрузки подвеска снова поворачивается в исходное положение. Длина подвесного цепного конвейера 645 м, скорость цепи 9,7 м/мин. Такая схема механизации применена на Днепропетровском шинном заводе. [c.162]
За последнее время намечается тенденция использования для сборки подвесных цепных конвейеров, освобождающих площадь пола, благодаря чему улучшаются условия работы сборщиков и повышается производительность их труда, В качестве примера [c.332]| Фиг. 239. Подвесной цепной конвейер для сборки автомобильных двигателей. | 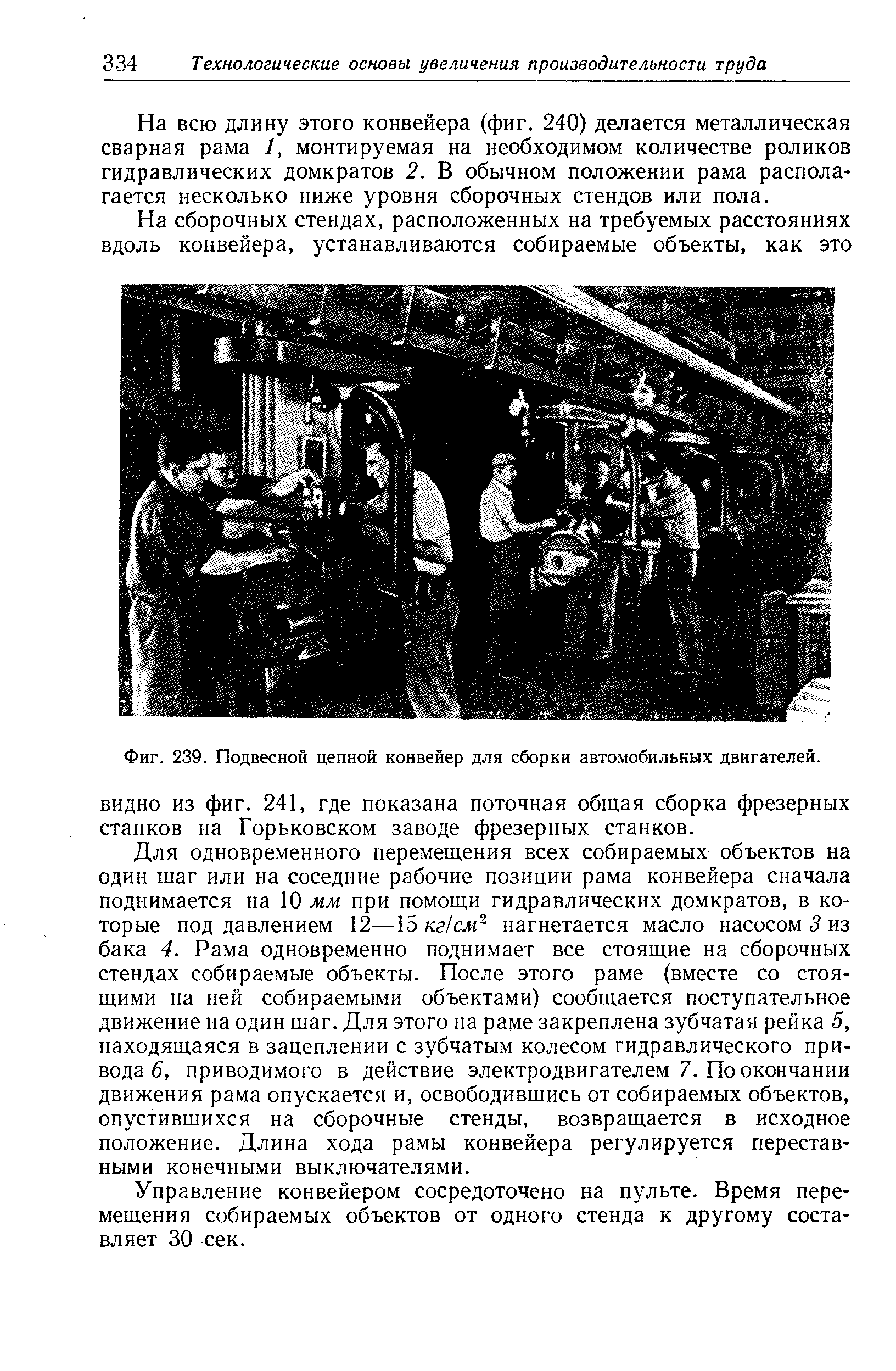 |
| Рис. 245. Подвесной цепной толкающий конвейер на заводе химического волокна |  |
Распределительный вал транспортируется на станки 46 (см. рис. 52). на которых предварительно шлифуется профиль всех шестнадцати кулачков (рис. 56, а). Шлифование проводится на полуавтоматическом цикле методом копирования. Копиры, число которых соответствует числу кулачков, установлены на шпинделе передней бабки. Вал располагается в центрах с поджимом к базе и ориентируется по шпоночному пазу. Под вторую и четвертую опорную шейки подводятся люнеты. Скорость шлифования постоянная — 45 м/с, частота вращения шлифовального круга—П50 об/мин, снимаемый припуск — 0,35 мм. На рис. 52 показана схема участка из шести станков 46 и подвесного цепного конвейера 45, несущего валы-загртовр [c.101]
Поточные линии состоят из ряда последовательно расположенных участков параллельно работающих станков одной модели для выполнения определенной операции. Участки соединены попарно подвесным цепным конвейером, по которому транспортируются заготовки и обработанные на данной операции гильзы. Транспортирование литых заготовок, полностью обработанных гильз, а также перевозка гильз на участок термической обработки и возврат гильз на последующую механическую обработку осуществляются в кассетах с помощью электроподъемника и ручных тележек. Отдельные участки в поточных линиях автоматизированы. [c.107]
Цепные, канатные и ленточные транспортеры применяют для штучных грузов (досок, реек, заготовок и Деталей) и насыпных (стружек, опилок и щепы). Для штучных грузов применяют плоские ленты, пластинчатые цепи, продольные и поперечные транспортеры, подвесные цепные и канатные конвейеры, а для насыпных — плоские и корытообразные ленты, пластинчатые цепи п различного рода лоткп, ковши и другие рабочие приспособления. [c.360]
Из механического цеха грузы (детали в таре) передаются на склад однобалочным мостовым краном 1 или по однорельсовой подвесной дороге длиной около 50 м электроталью 2, или приводным роликовым конвейером 3. Во всех случаях подача производится на приемные роликовые столы 4. Внутрискладские операции осуществляются с помощью мостового крана-штабелера 5 грузоподъемностью 0,5 т. Перед отправкой в сборочный цех кран-штабелер устанавливает грузы на роликовый стол 6, с которого они автоматически снимаются подвесным цепным конвейером 8 длиной 200 м. В сборочном цехе подвески конвейера атоматически разгружаются с помощью специальных устройств 12, предназначенных для трех типов подвесок 16, отличающихся по высоте. В тех случаях, когда высота подвески совпадает с уровнем соответствующих направляющих балок, конечный выключатель приводит в действие цепной привод толкателя 17, который, имея большую скорость, чем скорость конвейера, снимает груз с подвески, направляя его по наклонному участку роликового конвейера на горизонтальный его участок-накопитель. Подвесной мостовой однобалочный кран 14 с выдвижной консолью грузоподъемностью 1 т переносит грузы от разгрузочных устройств й роликовых столов 13 к стеллажам 15 у рабочих мест. Часть деталей со склада подается на сборку узлов роликовым конвейером 7 длиной 40 м. [c.164]
На рис. П1-34, б изображена горизонтальная непрерывно действующая печь, в которой стержни двигаются на этажерках, подвешенных к горизонтальному замкнутому подвесному цепному конвейеру, делающему внутри печн несколько оборотов. Отапливаются печи газом или мазутом и в них точно разграничены зоны прогрева, сушки и охлаждения, которые проходят стержни в назначенное время. Производительность печи 10 т ч и более. Недостаток печей в том, что они занимают большую площадь в помещении цеха. [c.97]
Подвесные цепные толкающие конвейеры, весьма разнообразные по своей конструкции, описаны в многочисленных специальных научно-технических изданиях, поэтому в данной книге приводятся сведения только о конструкции подвесных толкающих конвейеров, разработанных ГИПРОИВом и широко применяющихся на предприятиях отечественной промышленности химических волокон (см. рис. 245). [c.345]
| Рис. 255. Подвесной цепной толкающий конвейер конструкции ГИПРОИВа | 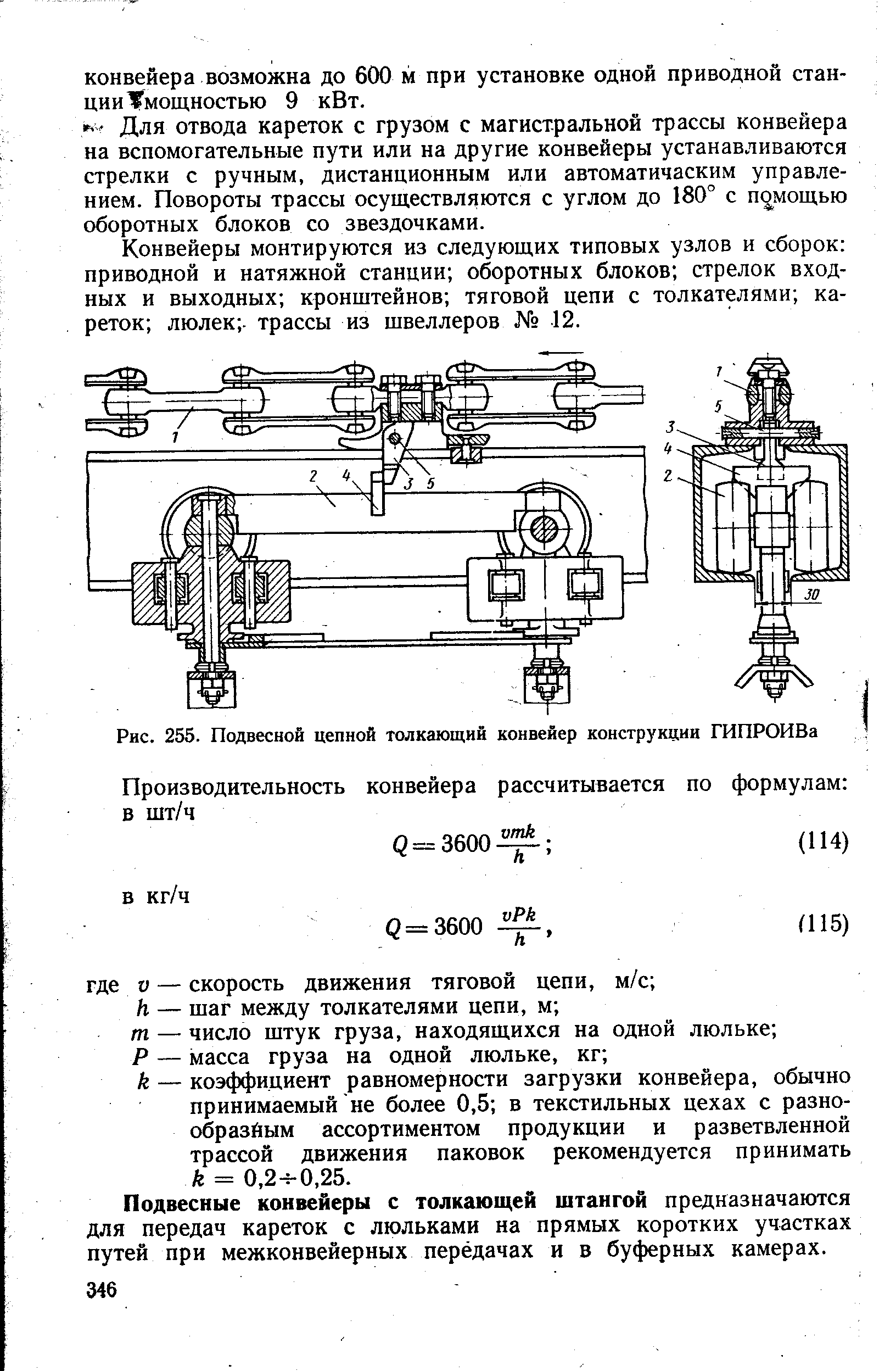 |
mash-xxl.info








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)