 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Ленточный конвейер (стр. 1 из 10). Конвейера ленточные
Канатно-ленточные конвейеры большой протяженности - Журнал Горная промышленность
Andrew Lewis, генеральный менеджер, производственная линия «Транспортировка сыпучих материалов» компании Metso Minerals (UK) Ltd., Англия А.Л.Гребенешников, директор по маркетингу (Защита от износа и конвейеры), _ЗАО «Метсо Минералз РУС ЦО», Россия
В книгу рекордов Гиннеса среди прочих достижений человеческой цивилизации занесены и самые крупные инженерные сооружения, в том числе и три крупные транспортные системы. Первое и второе места в этом списке занимают самые протяженные на сегодняшний день однопролетные (одноставные) канатно-ленточные конвейеры длиной, соответственно, 30 км и 20 км, которые эксплуатируются с 1984 года на территории «Worsley Alumina Pty Ltd» (Западная Австралия). Третья позиция в этом списке принадлежит самому длинному в мире изгибающемуся конвейеру протяженностью 18 км, эксплуатирующемуся с 1987 г. на предприятии, разрабатывающем в районе Мертвого моря месторождение калийных руд (г. Содом, Израиль).
Подразделение «Транспортировка насыпных материалов» компании Metso Minerals - мировой лидер по производству конвейеров большой протяженности.
В марте 1997 года компания Metso Minerals Bulk Materials Handling (в прошлом Svedala) приобрела активы группы компаний канатно-ленточных конвейеров Cable Belt и, тем самым, стала владельцем значительных достижений в области создания конвейеров большой протяженности. С начала реализации канатно-ленточной концепции в 1949 году, этот тип конвейера становится стандартом, по которому оцениваются все другие виды конвейеров при решении задач по транспортировке сыпучих материалов на дальние расстояния.
Вплоть до середины XX века любой конвейер длиной более 1 км считался высшим техническим достижением, и еще в 1953 году канатно-ленточный транспортер «установил» рекордное значение протяженности одного пролетаболее 10 км. К 1967 г. длина однопролетного конвейера достигла 9 км, а в 1971 г. канатно-ленточный конвейер, введенный в эксплуатацию в Юнионтауне (штат Кентукки, США) протяженностью 14.6 км, относился к самой длинной системе. Это достижение оставалось высшим до 1984 г., когда были введены в эксплуатацию конвейеры Worsley Alumina. Система в Юнионтауне, теперь принадлежащая Компании Peabody Energy и эксплуатирующаяся до сих пор уже 30 лет, будет сохранять лидирующее положение, по меньшей мере, еще лет десять при напряженной ее эксплуатации.
Характеристика некоторых из самых протяженных в мире канатно-ленточных систем конвейерного транспорта представлена в табл. 1.
Отметим, что конвейеры АО «Worsley Alumina» были введены в эксплуатацию почти 20 лет назад и до сих пор остаются непревзойденными по своим параметрам. Несмотря на интенсивные разработки систем и технологические новинки в области производства конвейеров традиционной конструкции (когда тяговое усилие передается несущей ленте), самой длинной одноставной конструкцией остается система протяженностью около 16 км, т.е. почти на половину меньше, чем самый длинный канатно-ленточный конвейер.
Однако однопролетные конструкции являются лишь частью комплекса, состоящего из нескольких конвейеров, объединенных вместе и образующих систему очень большой протяженности для транспортировки насыпных материалов. Теоретически длина транспортировки может увеличиваться до бесконечности.
Выбор конвейера и альтернативные варианты транспортирования насыпных материалов
Большим расстоянием транспортирования насыпных грузов можно считать расстояние от 10 км вплоть до 100 км. Максимальное, т.е. предельное для конкретного типа материала, расстояние устанавливается на основе сравнительных экономических расчетов альтернативных вариантов средств транспортировки. В этом диапазоне расстояний доставки насыпных материалов альтернативными вариантами выступают: автомобильный грузовой транспорт; трубопроводный транспорт; железнодорожный транспорт; подвесные воздушно-канатные дороги.
Существуют многочисленные критерии, используемые при выборе оптимального варианта транспортирования из числа нескольких альтернативных. В большинстве случаев выбор транспортной системы осуществляется на основе учета следующих факторов:
• стоимость самой системы;
• стоимость монтажа системы;
• стоимость эксплуатации системы.
Первые два фактора объединяют общую величину капиталовложений, а третий - стоимость эксплуатации и техобслуживания. Сумма всех затрат с учетом амортизации за время эксплуатации объекта дают полную или общую стоимость. Как свидетельствует практика, для транспортировки сыпучих материалов на большие расстояния наименьшей общей стоимостью обладают, в большинстве случаев, канатно-ленточные конвейеры.
Все альтернативные варианты транспорта характеризуются набором достоинств и недостатков (табл. 2). Автомобильный - мобилен и универсален, пригоден для небольших расстояний транспортировки и сроков эксплуатации. Однако он требует высоких эксплуатационных затрат. По трубопроводам можно осуществлять транспортировку на довольно большие расстояния. Этот вид транспорта относится к сравнительно безопасному для окружающей среды, но требующему высоких капитальных затрат при чрезвычайно низкой эксплуатационной эффективности, обусловленной высокими эксплуатационными расходами и большим потреблением энергии. По железным дорогам можно осуществлять транспортировку на дальние расстояния. Но ему также характерны высокие капитальные затраты и весьма ограниченные возможности преодолевать уклоны и подъемы, что в конечном итоге приводит в высоким эксплуатационным затратам на перевозку. По подвесным воз-
душно-канатным дорогам можно осуществлять транспортировку на дальние расстояния и по резко пересеченной местности, но его транспортные сосуды имеют малую вместимость и грузоподъемность. Конвейерный транспорт, в свою очередь, отличается наименьшими эксплуатационными затратами, но требует существенно больших начальных капиталовложений.
Известно, что общим для всех видов транспорта является обязательность приобретения права на прокладку трассы транспортной магистрали по чьей-либо территории. Неизбежная необходимость этой процедуры может сама по себе исключить из рассмотрения некоторые из альтернативных средств транспортировки и становится одним из наиболее значимых факторов при выборе оптимального варианта. В большинстве областей применения трасса транспортирования редко бывает горизонтальной и прямолинейной, т.к. полезные ископаемые, как правило, залегают в труднодоступных районах со сложным рельефом местности, и обычно в малоосвоенных местах, удаленных от действующих предприятий по переработки, или потребителей. Холмистая или горная местность, районы с чувствительной к вторжению промышленности окружающей средой и плотно населенные области могут служить препятствием при выборе маршрута трассы. Чем длиннее расстояние транспортирования, тем больше доля расходов на ее монтаж и прокладку на местности в общей стоимости проекта.
Табл. 1 Основные технические характеристики некоторых крупнейших в мире ленточных конвейеров
|
Заказчик |
Местоположение |
Год ввода |
Длина, м |
Производительность, т/час |
Материал |
Скорость, м/с |
Установленная мощность, кВт |
Отличительные особенности |
|
Национальное управление угольной промышленности |
Шотландия |
1951 |
720 |
130 |
Рядовой уголь |
1.1 4 |
75 |
Первый серийный ленточный конвейер |
|
Национальное управление угольной промышленности |
Шотландия |
1953 |
1006 |
130 |
Рядовой уголь |
1.14 |
82 |
Подземный |
|
Национальное управление угольной промышленности |
Англия |
1953 |
3109 |
400 |
Рядовой уголь |
1.78 |
224 |
Подземный |
|
Национальное управление угольной промышленности |
Англия |
1961 |
4207 |
870 |
Рядовой уголь |
2.29 |
750 |
Подземный |
|
Myojo Cement Company |
Япония |
1963 |
6001 |
600 |
Известняк |
2.29 |
385 |
Поверхностный нисходящий |
|
Национальное управление угольной промышленности |
Шотла ндия |
1967 |
8854 |
72 0 |
Рядовой уголь |
3.8 1 |
1500 |
Наклонный ленточный |
|
Peabody Energy |
США |
1971 |
14598 |
1360 |
Дробленый уголь |
4.19 |
1865 |
Поверхностный |
|
Anamax Mining Company |
США |
1978 |
9913 |
2000 |
Медная руда |
4.19 |
1865 |
Поверхностный |
|
RJB |
Англия |
1981 |
9200 |
2700 |
Рядовой уголь |
7.50 |
8750 |
Наклонный конвейер, рассчитанный на 14200 м |
|
RCCM |
Замбия |
1981 |
11385 |
850 |
Медная руда |
3.5 0 |
1200 |
Большой изгиб в горизонтальной плоскости |
|
Electricity Comm NSW |
Австралия |
1981 |
10400 |
2500 |
Уголь |
4.00 |
2500 |
Поверхностный |
|
Worsley Alumina |
Австралия |
1983 |
30441 |
2300 |
Боксит |
6.00 |
8000 |
Самый протяженный конвейер в мире |
|
Worsley Alumina |
Австр алия |
1983 |
207 12 |
2300 |
Боксит |
6.0 0 |
5200 |
Второй по протяженности конвейер в мире |
|
Alpart |
Ямайка |
1984 |
14192 |
1428 |
Боксит |
4.00 |
1865 |
Поверхностный |
|
Nalco |
Индия |
1985 |
14550 |
1800 |
Боксит |
4.70 |
2000 |
Поверхностный |
|
Dead Sea Works |
Израиль |
1987 |
181 13 |
800 |
Поташ |
4.60 |
4000 |
Самый длинный в мире изгибающийся конвейер |
|
Devco |
Канада |
1987 |
5000 |
2200 |
Рядовой уголь |
6.00 |
6000 |
Крутонаклонный |
|
Alcan Jamaica |
Ямайка |
1991 |
7866 |
1000 |
Боксит |
3.25 |
750 |
Поверхностный нисходящий с поворотами |
|
CVG Bauxilum |
Венесуэла |
1992 |
4232 |
1600 |
Боксит |
4.00 |
2500 |
Большой регенеративный конвейер |
|
Norfolk Southern Railroad |
США |
1992 |
6415 |
700 |
Дробленый уголь |
3.25 |
1350 |
Очень сложный рельеф местности |
|
NACC |
США |
1992 |
10745 |
1360 |
Рядовой уголь |
4.1 9 |
1865 |
Перемещение конвейера Anamax |
|
Union Cement Company |
Филлипины |
1996 |
5775 |
1000 |
Известняк |
3.50 |
600 |
Изгибы с радиусом 400 м |
|
Luscar |
Канада |
1997 |
10390 |
1070 |
Рядовой уголь |
4.80 |
1365 |
Нисходящий с изгибами радиусом 430 м |
Табл. 2 Преимущества и недостатки различных систем транспортирования насыпных грузов
|
Тип системы |
Преимущества |
Недостатки |
|
Автомобильный транспорт |
1. Мобильность и универсальность 2. Применимость для коротких маршрутов 3. Низкий годовой тоннаж 4. Пригодность для быстро разрабатываемых карьеров 5. Простота перебазирования |
1. Высокие производственные расходы 2. Высокие трудозатраты 3. Высокие затраты на обслуживание дорожной сети 4. Потеря преимущества в капитальных затартах на больших расстояниях 5. Зависимость от колебаний цен на топливо 6. Загрязнение окружающей среды |
|
Трубопроводный транспорт |
1. Возможность транспортирования на большие расстояния 2. Безвредность для окружающей среды |
1. Высокие капитальные затраты 2. Очень высокие энергозатраты 3. Обезвоживание материала 4. Необходимость возврата воды |
|
Железнодорожный транспорт |
1. Неограниченная дальность транспортирования 2. Универсальность применения |
1. Высокие капитальные затраты 2. Высокие производственные расходы 3. Серьезные ограничения по наклону (выбору маршрута) |
|
Подвесные канатные дороги |
1. Возможность транспортирования на большие расстояния 2. Возможность крутых подъемов 3. Малый объем подготовительных земляных работ и работ по возведению несущих конструкций |
1. Ограничение по производительности транспортирования (<1000 т/час) 2. Большие затраты по организации погрузочно/разгрузочных узлов 3. Высокие трудозатраты 4. Ограниченность по изгибам траектории транспортирования |
|
Традиционные ленточные конвейеры |
1. Возможность транспортирования на большие расстояния 2. Высокая производительность транспортирования (свыше 5000 т/час) 3. Широкая сеть поддержки изготовителей 4. Низкие производственные затраты 5. Простора наращивания |
1. Высокие капитальные затраты 2. Ограниченная прочность ленты 3. Несколько приводов 4. Увеличенное распределение электроэнергии 5. Риск развыра ленты 6. Высокая потребляемая мощность 7. Недостаточная гибкость для организации поворотов и изменения маршрута 8. Комплектация конвейера «набирается» от различных поставщиков 9. Недостаточная простота реверсивной работы |
|
Канатные-ленточные конвейеры |
1. Наименьшая общая себестоимость 2. Надежные изгибы радиусом до 400 м 3. Наименьшая установленная мощность 4. Уклоны 18° 5. Малый объем подготовительных земляных работ и работ по возведению несущих конструкций 6. Гибкость в прокладке маршрута 7. Реверсивность в зависимости от расположения натяжной станции 8. Возможность загрузки на обратном маршруте 9. Легкость наращивания 10.Минимум точек перегрузки 11.Безвредность для окружающей среды 11.Проектирование эксплуатантом 12.Наличие региональной поддержки компании Svedala в 55 странах |
1. Один источник 2. Высокие капитальные затраты 3. Непросто перемещаются и недостаточно быстро наращиваются 4. Отличающаяся кривая освоения, необходимость обучения |
Преимущества канатно-ленточных конвейеров
Способность канатно-ленточного конвейера покрывать большие расстояния одним пролетом и, в большинстве случаев, с одним приводом определена уникальным конструктивным исполнением: тяговое усилие для движения ленты прикладываются к стальным канатам, а не к ленте как у конвейеров традиционного исполнения.
Такая уникальная концепция разделения приводных и несущих элементов системы обеспечивает способность разделения ленты и каната в наиболее важных точках, чтобы контролировать, располагать и выравнивать канаты по строго горизонтальным и вертикальным кривым, в которые хорошо вписываются и лента, и транспортируемый ею материал. В конвейерах традиционного исполнения горизонтальные и вертикальные кривые ограничиваются растягивающими усилиями, возникающими в различных участках ленты по всей ее длине и соответствующим рельефом земной поверхности. Эти натяжения особенно чувствительны к неадекватной нагрузке конвейера, а перемежающиеся нагрузки могут создать серьезные проблемы для обычных конвейеров. Канатно-ленточный конвейер уникален тем, что может достичь надежного и
точного соблюдения радиуса горизонтальных кривых, независимо от степени загруженности конвейера и без нарушения способности перемещать материал на большие расстояния.

Канатно-ленточный конвейер, проложенный в условиях гористой, полупустынной местности
Стоимость погрузочных/разгрузочных станций канат-но-ленточного конвейера обычно выше, чем для обычных конвейеров, из-за необходимости разделения ленты и каната в этих точках и обеспечения для каждого элемента отдельной системы натяжения. Это имеет существенное значение для малых длин транспортирования и простых схем, при которых канатно-ленточные конвейеры могут оказаться менее эффективными, чем традиционные ленточные. Тем не менее, по мере увеличения длины и степени сложности схемы прокладки трассы, где требуется стальной трос, стоимость погрузочных и разгрузочных станций становится несущественной частью полной стоимости конвейера. Для канатного конвейера удельная цена ленты одинакова и постоянна как при длине в 1 км, так и в 20 км.
В дополнении к снижению удельной стоимости канат-но-ленточного конвейера по мере возрастания его длины необходимо отметить снижение его стоимости по причине возможности его прокладки в сложных условиях рельефа местности. Способность изгибаться до радиуса 400 м, независимо от длины конвейера, и преодолевать уклоны (подъемы) до 18°, позволяет монтировать канатно-лен-точный конвейер с минимальными затратами на земляные работы (подготовку трассы) и возведение несущих конструкций. В некоторых случаях этот конвейер может прокладываться через долины, горные вершины, существующие автодороги или железнодорожное полотно. Благодаря таким свойствам отпадает необходимость выходить за границы отведенных земель, и уменьшается до минимума площадь отводимой земельной территории. Все это позволяет конвейеру преодолевать крутые долины и ущелья. Путем уменьшения высоты каркаса конструкции можно эффективно и надежно расположить конвейер на поверхности рельефа, уменьшив тем самым объем строительного железобетона, облегчив монтаж, что значительно облегчит и упростит его обслуживание.
Следовательно, при транспортировании на большие, и тем более на очень большие, расстояния канатно-лен-точный конвейер обычно требует самых низких капитальных затрат.
Стоимость эксплуатации и обслуживания канатно-лен-точных конвейерных систем обычно включает расходы на запасные части, зарплату обслуживающего персонала, стоимость электроэнергии, затраты на сторонние службы поддержки и сервиса, а также на оборудование всего объекта сооружениями для целей его проверки и техобслуживания.
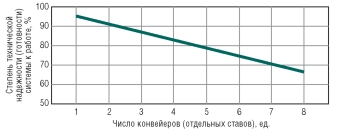
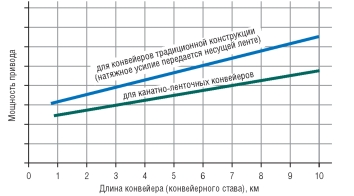
Устранение промежуточных узлов перегрузки, неизбежных в конвейерах стандартного исполнения, оказывает значительное влияние не только на надежность системы, но также и на стоимость эксплуатации и обслуживания. На рис. 1 и 2 представлены графики влияния количества пролетов на производительность системы в целом и на степень технической готовности (надежности) системы. Предполагается, что каждый отдельный конвейер в технологической цепи транспортирования имеет коэффициент готовности 95%, а когда они работают в одной системе, то влияние становится значительным. Такая надежность системы существенна при оценке расчетной производительности конвейера. Если продолжительность простоев больше, чем предусматривается в проекте, то фонд рабочего времени системы будет меньше и, следовательно, необходимо при проектировании закладывать систему с большей производительностью. Это повлечет за собой потребность применения более
широких лент и увеличения установленной мощности привода (рис. 3). Увеличенная установленная мощность, в свою очередь, повышает напряжение в системе, влияя на выбор маршрута, тормозные требования, прочность ленты и т.д. и т.п.
Устранение, либо уменьшение количества промежуточных узлов перегрузки, включая те, которые созданы путем устройства промежуточных разгрузочных тележек, оказывает серьезное воздействие на объем технического обслуживания конвейера. Отсутствие промежуточных перегрузочных станций означает: уменьшение объема металлоконструкций или разгрузочных лотков, снижение пыли, шума, просыпей, меньше промежуточных приводов, отсутствие перераспределения мощности на промежуточные точки, отсутствие проблем синхронизации, снижение риска засорения разгрузочных лотков, значительно уменьшенный риск разрыва лент, что все вместе способствует бесперебойной работе и эксплуатации системы без значительного отрицательного влияния на окружающую среду и с меньшими трудозатратами. Риск продольного разрыва ленты на канатно-ленточных конвейерах существенно снижен, поскольку на длинных конвейерах ленты движутся с высокой скоростью, разрыв ленты может вылиться в экономическую катастрофу. Допустим, что конвейер длиной 10 км работает со скоростью 5 м/с. Случайный кусок железа попадает в загрузочный желоб и разрезает ленту, например, шириной 1 м на две полосы по 500 мм. В течение следующих пяти минут разрезаются около 1500 м ленты. Даже если разрез ленты был обнаружен сразу после происшествия, как минимум 150 м ленты будет иметь продольный разрез. Лента в канатно-ленточ-ном конвейере так не может разорваться. Риск продольного разрыва ленты на канатно-ленточном конвейере существенно снижен, так как через нее не передается натяжное усилие. Тот же случайный кусок железа разорвет ленту, и поскольку конвейер останавливается приблизительно через 150 м, то начало ленты уйдет от загрузочного лотка, а конец ленты соберется под лотком. Через несколько часов, затраченных на вытаскивание ленты и проведение механического сращивания, будет потеряно всего около половины метра. А на обычном конвейере, - кто знает и кто предскажет?
Зависимость проектной технической производительности конвейерной системы от количества отдельных ставов (входящих в систему конвейеров) [рис. 1]

Зависимость степени технической готовности к работе конвейерной системы от количества отдельных ставов [рис. 2]
Зависимость мощности привода конвейерной системы от ее длины [рис. 3]
Составляющие стоимости эксплуатации и ТО канатно-ленточных конвейеров
Запасные части
Основные расходы по этой статье приходятся на ленту, канат и шкивы. Длительность работы на больших одиночных пролетах значительно увеличивает срок эксплуатации ленты и канатов, так как лента просто лежит на канатах, несет на себе транспортируемый материал и никакой работы она больше не выполняет. В таком случае лента не испытывает продольных растягивающих нагрузок, поэтому к ней не предъявляются требования высокой продольной прочности. Удельная стоимость такой ленты значительно ниже, чем эквивалентной металлокордовой ленты. Тем не менее, канатно-ленточная конвейерная система требует канаты, которые составляют вторую по значению часть расходов. Поскольку канаты являются важным элементом системы, к ним предъявляются требования по продолжительности срока эксплуатации. За последние два года совместными усилиями специалистов компаний Metso Minerals BMH и Bridon International разработана специальная конструкция приводного каната, названного Zebra. Создание новой конструкции каната ознаменовала значительный шаг вперед в этой области. Конструкция Zebra сочетает в себе достоинства ранее созданных и известных конструкций Dvform, Bristar и TRITON, но значительно превосходит их по сроку эксплуатации при изгибе. Имея упругую внешнюю поверхность, канат обеспечивает меньший износ шкивов на трассе. В дополнение к этому, практический опыт и консервативное конструкторское решение в части схемы нагружения трассового шкива способствует еще большему увеличению срока эксплуатации трассовых и отклоняющих шкивов.
Рабочая сила
Устранение промежуточных станций перегрузки значительно сокращает трудозатраты на обслуживание конвейера. Замены трассовых шкивов канатно-ленточного конвейера становятся существенной частью повседневной работы, наряду с регулировками ленточных скребков и направляющих загрузочной рамы. Трассовые шкивы оснащены снимаемыми (и повторно используемыми после восстановления) ободами. Восстановление шкивов производится в ремонтном цехе. Фактическое время замены трассового шкива в любой точке конвейера не превышает 5 минут. Конвейеры не требуют присутствия специально
выделенных операторов и могут управляться дистанционно со станций управления. Система технического контроля безопасности, поставляемая вместе с канатно-лен-точным конвейером, информирует оператора станции управления о точном положении любой точки остановки, чтобы рабочий и обслуживающий персонал мог быстро отправиться к указанному месту и устранить неисправность. Сегодня создана новая интеллектуальная технология - программа Metso Minerals SPEED для обеспечения контролирующего персонала быстрыми и точными средствами регистрации износа трассовых шкивов, предоставляющая банк данных для определения проблемных зон и планирования формирования склада запасных частей.
Энергозатраты
Требования к мощности на конвейере складываются из трех основных компонентов. Это - сила тяжести, трение на трассе и потери на трение на погрузочных и разгрузочных станциях, причем последние являются незначительным фактором для длинной системы. Мощность на преодоление силы тяжести является абсолютной величиной и может быть положительной или отрицательной, в зависимости от того, пролегает трасса вверх или вниз. Именно трение на трассе становится основной переменной составляющей в системе большой протяженности, и в этом отношении канатно-ленточный конвейер имеет преимущества. В конструкции стандартного ленточного конвейера для обеспечения опоры ленте и ее направления использует желобчатые роликоопоры. Каждая роликоопора создает сопротивление материала и, вместе с потерями на неровностях резины, является источником возникновения больших сил трения по всей трассе транспортирования. На канатно-ленточном конвейере канаты обеспечивают постоянную опору для ленты по всей ее длине, и к материалу или ленте прикладывается очень малое усилие. Шаг расстановки шкивов по трассе также значительно шире, поэтому их общее количество гораздо меньшее. Обычно на канатно-ленточном конвейере используется в три раза меньше вращающихся деталей по сравнению с обычным конвейером той же длины, что отражается на мощности приводов канатно-ленточного и обычного конвейеров.
Сторонние сервисные службы
В случае с канатно-ленточным конвейером может возникнуть необходимость привлечения службы технической поддержки для сращивания каната. Многие из покупателей канатно-ленточных конвейеров обучаются на курсах, чтобы проделывать эту работу самостоятельно. Но, поскольку сращивание производится довольно редко, специалисты не успевают приобрести высокую квалификацию для выполнения этой работы. Для стыковки лент обычных конвейеров заказчики часто пользуются услугами специалистов по вулканизации стыков ленты. Рассмотрим этот аспект подробнее. Предположим, что у нас однопролет-ный конвейер длиной 10 км (с лентой длиной 20 тыс. метров). На канатно-ленточном конвейере сращиваемые части высокого натяжения находятся в стальном канате, а не в ленте. Поскольку мы можем осуществлять поставку канатов общей массой до 135 тонн, то типичная система длиной 10 км разместится всего в четырех катушках. Это означает, что вся система будет иметь всего четыре стыка высокого натяжения. Лента для канатного конвейера имеет механические соединения низкого натяжения, которые осуществляют заводы-изготовители ленты. Вместимость бабины по конвейерной ленте определяется ее поперечным сечением и вместимостью типовых транспортных средств. На сегодня с применением передовых технологий намотки, максимум, что может вместиться в бабины и может быть доставлено заказчику одним целым куском - это 300-500 м ленты в зависимости от ее типа. В нашем примере, следовательно, для создания бесконечной петли должно быть выполнено приблизительно 50 стыков высокого натяжения металлокордовой ленты. Необходимо также учесть время, требуемое для выполнения этих стыков. Так стальной канат требует от 6 до 12 час. в зависимости от диаметра каната (32 мм или 60 мм), а вулканизированное соединение ленты резинотросовой конструкции потребует от 12 до 24 час. в зависимости от марки стали, из которой выполнены тросики ленты.
Оборудование для содержания объекта
Операторам и техникам для их работы требуются малые грузовики, иногда - краны или автокраны. Очевидно, что при сокращении количества станций перегрузки сокращаются и трудозатраты на их обслуживание, а, следовательно, и расходы на содержание оборудования.
В заключение необходимо учесть при сравнении двух систем конвейеров так называемый «динамический фактор», который стал модным для конвейеров большой протяженности. Канатно-ленточные конвейеры намного меньше подвержены влиянию динамических эффектов запуска и остановки, загрузки и разгрузки и особенно последствий перерывов в энергоснабжении, поскольку механические напряжения передаются через стальные канаты, а не через ленту, как у обычных конвейеров. Это исключает необходимость разработки сложных схем торможения и применения маховиков в качестве аккумуляторов энергии.
Компания Metso Minerals BMH специализируется на производстве, поставках и монтаже канатно-ленточных конвейеров большой протяженности. Собственная команда системных инженеров и конструкторов обладает высокой квалификацией и обширным опытом по прокладке оптимальных маршрутов в условиях сложного рельефа местности и поиску наиболее экономичных решений по общей стоимости системы. Мы можем предоставить заказчику полный анализ факторов для оценки осуществимости проекта и создания наиболее жизнеспособной конвейерной системы и готовы заключить партнерские соглашения для обеспечения наименьшей себестоимости. Мы можем также создавать комплексные решения с разработкой погрузочных и разгрузочных узлов, и в большинстве случаев поставлять системы «под ключ». Сотрудничая с нами, любой клиент сможет сделать комплексное приобретение, обеспеченное полной ответственностью поставщика.
Журнал "Горная Промышленность" №3 2005
mining-media.ru
Ленточный конвейер
СОДЕРЖАНИЕ
Введение
1. Описание технологического процесса
1.1 Конструктивное описание оборудования
2. Расчетно-технологическая часть
2.1 Предварительный расчет конвейера
2.1.1 Определение ширины и выбор ленты
2.1.2 Определение предварительной мощности электродвигателя и тягового усилия.
2.1.3 Определение предварительного максимального натяжения ленты
2.1.4 Определение линейной плотности ленты.
2.1.5 Линейная плотность транспортируемого груза и роликоопор.
2.2 Конструктивные размеры барабана
2.3 Определение натяжения ленты конвейера методом обхода контура по точкам
2.4 Уточненный расчет конвейера
2.4.1 Проверка провисания ленты между роликоопорами
2.4.2 Определение уточненного тягового усилия на приводном барабане
2.4.3 Уточненная мощность приводной станции.
2.5 Разработка приводной и натяжной станций.
2.6 Расчет редуктора приводного барабана.
2.6.1 Кинематический расчет
2.6.2 Определение вращающих моментов.
2.7 Расчет зубчатых колес
2.7.1 Допускаемые контактные напряжения.
2.7.2 Конструктивные параметры передачи.
2.7.3 Предварительный расчет валов редуктора.
2.7.4 Конструктивные размеры шестерни и колеса.
2.8 Проверочный расчет
2.8.1 Проверка долговечности подшипника ведущего вала
2.8.2 Проверка долговечности подшипника ведомого вала.
2.8.3 Проверка прочности шпоночных соединений.
2.9 Уточненный расчет ведомого вала
3. Эксплуатация и ремонт оборудования цепного конвейера.
3.1 Структура ремонтно-механической службы цеха.
3.2 Годовой график планово-предупредительных ремонтов.
3.3 Межремонтное обслуживание, виды ремонтов и их содержание.
3.4 Организация и методы ремонта на предприятии.
3.5 Сдача ленточного конвейера в ремонт.
3.6 Технические требования на дефекацию и ремонт деталей.
3.7 Сборка ленточного конвейера
3.8 Контроль качества ремонта
3.9 Испытание, приёмка оборудования из ремонта
4. Смазка оборудования.
5. Себестоимость капитального ремонта ленточного конвейера.
5.1 Определение трудоемкости капитального ремонта.
5.2 Выбор состава ремонтной бригады
5.3 Расчет косвенных затрат
5.4 Расчет затрат на материалы.
5.5 Составление калькуляции ремонт.
6. Охрана труда и техника безопасности для слесарей по ремонту технологического оборудования
Заключение.
Список используемых источников
Приложение
ВВЕДЕНИЕ
Северский трубный завод имени Ф.А. Меркулова одно из старейших предприятий Урала. Ныне это современное трубное предприятие, продукция которого обеспечивает успешную работу газовиков и нефтяников Западной Сибири. Идут северские трубы и зарубеж – в десятки государств. Завод выпускает лучшие в Союзе цельнокатаные обсадные трубы. Некоторые их виды успешно соперничают с лучшими мировыми образцами. Электросварные трубы завода отличаются редким разнообразием типов, производство которых впервые освоено на Северском.
Для успешного функционирования производственных звеньев сформированы обслуживающие подразделения - транспортное и складское хозяйства, различные службы по обеспечению охраны окружающей среды, чистоты производственной эстетики территории предприятия.
Первичным звеном организации производственного процесса является рабочее место. Рабочее место это часть производственной площади, оснащённая оборудованием и различными приспособлениями, на которой рабочий или группа рабочих (бригада) выполняют одну или несколько операций производственного процесса.
Несколько однородных технологических участков формируют более крупные подразделения предприятия – производственные цехи.
Цех – это административное обособленное подразделения предприятия, в котором изготовляется продукция, подлежащая дальнейшей переработке на предприятии (полуфабрикат) или готовая продукция, поступающая в народно-хозяйственный оборот. Цехи территориально обособлены и работают на основах хозяйственного расчёта. Цех является основным структурным подразделением предприятия. По отношению к выпуску продукции различают основные, вспомогательные и подсобные цехи.
К основным цехам относятся: трубопрокатный цех – ТПЦ–1; трубоэлектросварочный – ТЭСЦ-2; мартеновский цех, цех товаров народного потребления – ТНП.
Вспомогательные цехи содействуют основным цехам в выпуске основной продукции, оказывая им различные услуги. На предприятии функционируют следующие вспомогательные цехи:
Ремонтно-механический цех (РМЦ) поддерживает оборудование на надлежащем техническом уровне;
Электрический цех - производит ремонт электрооборудования перемотку и установку электродвигателей в производственных цехах;
Ремонтно-строительный цех (РСЦ) – осуществляет ремонт зданий и сооружений;
Энергетический цех – включает понизительные преобразовательные подстанции, теплоэлектроцентраль, парокотельную станцию, газогенераторную, кислородную установку, цех связи.
К подсобным цехам относятся цехи, изготовляющие тару или упаковывающую продукцию, цехи, производящие продукцию из отходов основных и вспомогательных цехов.
Структура управления предприятиями определяется его производственной структурой и учитывает территориальное расположение производственных единиц, их специализацию, степень юридической самостоятельности и производственно-хозяйственные связи. Управленческие органы в целом осуществляют разработку и принятие основных производственно-хозяйственных и научно-технических решений, определяют стратегические направления развития предприятия. [1]
В последние годы на металлургических заводах для перевозки массовых грузов сырья и топлива все большее применение находит конвейерный транспорт. Этот вид транспорта применяют не только на вновь строящихся и проектируемых предприятиях, но и на действующих – при реконструкции основных агрегатов. Конвейерами перевозят сырье от вагоноопрокидывателей, сортировочных станций или от причала заводского порта на склад, со склада на агломерационную фабрику, в доменный и коксохимический цехи. Конвейерный транспорт применяют также для подачи твердого топлива на ТЭЦ; известняка, руды и других материалов – в сталеплавильные цехи и т.д.
Конвейерный транспорт широко используют для внутрицеховых перевозок. Этому в значительной мере способствует повышение степени непрерывности технологических процессов первых переделов коксохимического, агломерационного, доменного, сталеплавильного, при которой другие виды транспорта не обеспечивают современного уровня производства этих переделов.
Развитию внутрицехового конвейерного транспорта способствовало расширение межцеховых перевозок и создание непрерывного технологического потока в масштабе всего завода от приема и складирования сырья до отгрузки готовой продукции. Внутрицеховой конвейерный транспорт применяют не только для выполнения ремонтных работ, а также на установках по переработке металлургических шлаков.
Из конвейеров всех типов наибольшее распространение на металлургических заводах получили ленточные, доля которых составляет 95 – 97%. Широкое применение конвейерного транспорта объясняется его преимуществами перед транспортом других видов при перемещении значительных объемов грузов на небольшие расстояния. К таким преимуществам относятся: простота конструкции, надежность в работе, высокая производительность и небольшие эксплуатационные расходы. Кроме того, применение конвейерного транспорта позволяет повысить производительность труда и степень автоматизации производства, сократить на 10 – 15% площадь завода, уменьшить расстояние между цехами, упростить транспортные коммуникации, вынести общезаводскую железнодорожную станцию прибытия за пределы завода. Внедрение конвейерного транспорта дает возможность повысить степень безопасности на транспорте.
Возможность применения конвейерного транспорта на металлургических заводах в еще большей степени возрастает с разработкой и созданием теплостойких лент, позволяющих транспортировать горячие материалы металлургического производства агломерата, шлак, кокс и др.
1. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
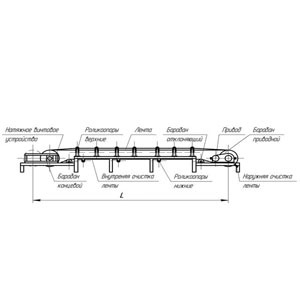
Машины непрерывного действия характеризуются непрерывным перемещением насыпных или штучных грузов по заданной трассе без остановок для загрузки и разгрузки (рисунок 1).
Перемещаемый насыпной груз располагается на несущем элементе машины сплошной массой или отдельными порциями в непрерывно движущихся последовательно расположенных на небольшом расстоянии друг от друга рабочих сосудах-ковшах коробках и т.п.
Штучные грузы перемещаются также непрерывным потоком в заданной последовательности один за другим. При этом рабочее и холостое (обратное) движения элемента машины, несущего груз, происходит одновременно. Такие важные свойства, как непрерывность перемещения груза, отсутствие остановок для загрузки и разгрузки, совмещение рабочего и холостого движений рабочих элементов, обусловили машинам непрерывного транспорта высокую производительность, что очень важно для современных предприятий с большими грузопотоками. Например, современный ленточный конвейер на открытых разработках угля может транспортировать до 20 000 т/ч вскрышной породы, обеспечивая загрузку шести железнодорожных вагонов в одну минуту.

Рисунок 1 – Схема технологического процесса транспортирования и дозирования сухого известняка
Ленточный конвейер является конвейером, в котором тяговым элементом является бесконечная (замкнутая ) транспортерная лента. Лента приводится в движение мотор-редуктором посредством приводного барабана.
Применяются для транспортирования известняка, мела, извести и каменного угля
Лента приводится в движение мотор-редуктором посредством приводного барабана.
1.1 Конструктивное описание оборудования
mirznanii.com
Конвейера, транспортеры -Ленточные конвейера -Продукция
Ленточный конвейер — (англ. belt conveyor) транспортирующее устройство непрерывного действия с рабочим органом в виде ленты.
Ленточный конвейер является наиболее распространённым типом конвейеров, он может служить для перемещения насыпных или штучных грузов. Применяется на промышленных производствах, в рудниках и шахтах, в сельском хозяйстве. Груз перемещается по ленте в горизонтальной плоскости или под углом до 30° к горизонту.
Часто конвейерная лента является одной из частей транспортирующего устройства. Например зернопогрузчик применяющийся на механизированном току для сбора зерновой массы с площадки имеет щёточные скребки, далее зерно поднимается норией и попадает на ленточный конвейер который забрасывает зерно в кузов грузового автомобиля.
Для перемещения сыпучих, мелкоштучных материалов используют ленточный конвейер необходимого конструктивного исполнения. Ленточные конвейеры относятся к машинам непрерывного типа действия и характеризуются непрерывным перемещением грузов по заданной трассе без остановок для загрузки или разгрузки. Перемещаемый насыпной груз располагается сплошным слоем на несущем элементе машины – ленте или отдельными порциями.
Исходя из условий эксплуатации, конструктивно ленточный конвейер может быть: прямолинейным илиповоротным; с регулировкой по высоте и углу наклона несущей ленты; открытого или закрытого исполнения. Ленточные конвейеры можно использовать как в закрытых помещениях, так и на открытых участках, что объясняет их широкое использование в промышленности.
В настоящее время благодаря простоте конструкции, малому удельному расходу энергии, высокой производительности и надежности именно ленточный конвейер является основным видом механизмов непрерывного перемещения материалов. Ленточные конвейеры используются в горном производстве, металлургии, промышленности строительных материалов, горно-обогатительных комбинатах и химических производствах.
Гибкая бесконечная лента огибает приводной барабан и натяжной барабан, а в пролете между ними опирается на ряд роликовых опор, установленных с определенным интервалом на раме. Материал поступает на ленту через загрузочную воронку и разгружается через приводной барабан.
Ленточные конвейеры бывают передвижными, переносными, поворотными и стационарными.
| нет фото | нет фото |
| Обогатительная фабрика. Ленточный конвейер | Ленточный конвейер. Монтаж линейной части |
Технические особенности ленточных конвейеров
Ленточный конвейер «ЛК» состоит из следующих узлов и деталей: рамы конвейера (1), мотор - редуктора (2), транспортной ленты (3), барабана приводного - натяжительного (4), барабана неприводного (5), роликоопор желобчатых верхних несущих (6), роликоопор плоских нижних возвратных (7), роликов дефлекторных (8).

Стационарные ленточные конвейера
Стационарные машины применяют для перемещения большого количества материалов на расстояние от 30 до 3000 м., а передвижные и переносные машины – для перемещения небольшого количества материала на расстояние от 2 до 20м.
В практике применяют последовательно расположенные конвейеры для перемещения материала на десятки километров.Основное назначение стационарного конвейера – перемещение материалов в горизонтальном направлении до 80м и в наклонном направлении с подъемом 7м при полной длине рамы.
Все механизмы машины смонтированы на раме. Лента расположена на натяжном и приводном барабанах и поддерживается верхними и нижними роликовыми опорами. Приводной барабан и лента, получают движение от электродвигателя через ременную передачу, пару цилиндрических зубчатых колес.
Рама состоит из отдельных звеньев длиной от 2,5 до 6 м., промежуточное звено рамы представляет собой конструкцию, в которой к одному концу продольного уголка приварены захваты, к другому – винтовые зажимы. При помощи зажимов звенья соединены между собой. На верхнем поясе каждого звена выполнены отверстия для установки верхних и одной нижней роликовых опор.
Для остановки барабана в конвейере предусмотрено стопорное устройство, в том случае, если при наклонном положении конвейера внезапно остановится электродвигатель и нагруженная лента под действием веса груза начнет перемещаться в обратном направлении.
Стопорное устройство установлено на раме у приводного барабана. При перемещении рабочей ленты в нужном направлении конец прикрепленной к раме стопорной ленты при вращении барабана и движении ленты будет отводиться лентой от барабана. При перемещении ленты в противоположном направлении, конец стопорной ленты будет захвачен лентой и затянут между лентой и барабаном, чем обеспечивается торможение барабана и остановка ленты конвейера.
Передвижные и переносные конвейеры
К числу распространенных ленточных конвейеров относится конвейер, перемещающийся с одного места работ на другое на металлических колесах.
Базой машины является рама, состоящая из нижней хвостовой опорной части и верхней подвижной части (стрелы). Опорная часть рамы поддерживается ходовыми колесами и катками. В крайней части опорной рамы расположен натяжной барабан, а в крайней части стрелы головной барабан. На этих барабанах перемещается лента, которая поддерживается нижними и верхними опорами. Двигатель обеспечивает вращение приводного барабана.
Опорная и подвижная части рамы соединены между собой шарнирно, благодаря чему, поднимаясь и опускаясь, подвижная часть может поворачиваться; высота уровня разгрузки перемещаемого материала при этом может увеличиваться или уменьшаться в пределах от 0,5 до 5,1м.
Верхние роликовые опоры поддерживают рабочую часть ленты. Опора состоит из трех роликов: одного среднего и двух боковых, которые вращаются на осях. Концы осей вращаются в подшипниках, расположенных в корпусах.
Нижние роликовые опоры поддерживают холостую часть ленты. Опора представляет собой ролик, вращающийся на оси, концы которой расположены в шариковых подшипниках. Подшипники крепят в специальных корпусах, которые закрыты упорными крышками и наружными крышками.
При помощи механизма подъема в пространстве изменяют положение подвижной части рамы (стрелы), который состоит из ручной лебедки, каната и направляющих блоков, размещенных попарно на опорной части рамы и на стреле. Канат, прикрепленный к крюку, огибает один из блоков стрелы, переходит на блоки опорной части рамы, направляется на второй блок стрелы и, обогнув его, отводится к барабану лебедки.
При вращении барабана лебедки в том или другом направлении канат наматывается на барабан лебедки или сматывается с него и таким образом стрела поднимается или опускается. Положение стрелы фиксируется в нужном положении штырями, которые вставляют в отверстия стрелы, косынок и опорных дуг.
Приводной механизм, приводящий в движение конвейерную ленту, расположен в средней части рамы и состоит из приводного барабана, электродвигателя, двух отклоняющих барабанов, ременной передачи. Таким образом, усилие от двигателя через систему передач передается приводному барабану ленты.
Натяжной механизм винтового типа предусмотрен для периодического натяжения ленты: вращая маховик, сообщают вращение натяжным винтам, которые перемещают подшипники по направляющим станины вместе с осью, натяжным барабаном и лентой.
Транспортируемый материал загружают в воронку, изготовленную из листовой стали. Загрузочную воронку крепят на приемном лотке ушками и штырями, боковые щиты направляют транспортируемый материал на ленте. По нижним кромкам приемного лотка и боковых щитов укреплены полоски резины.
В качестве основы передвижного конвейера используются рама, состоящая из двух ферм: нижней и верхней. Рама опирается на шасси, состоящие из двух стоек и двух колес. Рама перемещается в пространстве лебедкой.
Хлопчатобумажная прорезиненная лента шириной от 400 до 800мм размещена на приводном и натяжном барабанах, расстояние между осями которых составляет до 15м. Для привода барабана предусмотрен электродвигатель, расположенный на раме. Усилие от двигателя передается барабану посредством приводного механизма. В процессе эксплуатации, во избежание провисания ленты, предусмотрены верхние и нижние роликовые опоры.
С помощью канатноблочной системы управления, состоящей из лебедки с ручным приводом, стального каната и системы блоков рама конвейера поднимается и опускается
При вращении барабана лебедки и наматывании каната на барабан шарнирная стойка поворачивается против часовой стрелки, и ролики поднимают раму; при сматывании каната барабана рама опускается, так как, нажимая на ролики, поворачивает стойку по часовой стрелке.
Ленточный конвейер изготавливается в соответствии с ГОСТ 22644-77 - ГОСТ 22647-77.
Ширина ленты конвейерной по ГОСт 22644-77: 300, 400, 500, 650, 800, 1000, 1200, 1400, 1600, 2000, 2500 и 3000 мм.
Лента конвейерная изготавливается по ГОСТ 20-76.
Максимально допустимая объемная производительность конвейеров представлена в таблице
| Ширина ленты В, мм | Угол наклона конвейера b,градус | V0 (м3/ч) при скорости ленты v (м/с) | |||||||||||||
| 0,8 | 1,0 | 1,25 | 1,6 | 2,0 | 2,5 | 3,15 | |||||||||
| Роликоопоры с углом наклона боковых роликов aр?, градус | |||||||||||||||
| 0 | 30 | 0 | 30 | 0 | 30 | 0 | 30 | 0 | 30 | 0 | 30 | 0 | 30 | ||
|
400 | 0 - 1011 - 1516 - 18 | 161413 | 363331 | 201817 | 454239 | 252221 | 565249 | 322924 | 726762 | 403634 | 908478 | 504542 | 11210597 | 635654 | 142132123 |
|
500 | 0 - 1011 - 1516 - 18 | 302826 | 686561 | 373532 | 868075 | 464440 | 11010095 | 595651 | 140130120 | 737065 | 175160150 | 928780 | 220200190 | 120110105 | 270260240 |
|
650 | 0 - 1011 - 1516 - 18 | 504844 | 115110105 | 626055 | 145140130 | 777570 | 180175165 | 1009688 | 230220205 | 125120110 | 290280255 | 160150140 | 360345320 | 200190175 | 455435410 |
|
800 | 0 - 1011 - 1516 - 18 | 767270 | 175165160 | 959085 | 220210195 | 120115110 | 275260245 | 155145140 | 350330315 | 190180170 | 440420390 | 240225215 | 545520490 | 300285270 | 690650615 |
|
1000 | 0 - 1011 - 1516 - 18 | 120115105 | 270260245 | 150140130 | 340325300 | 185175165 | 425405380 | 235225210 | 545515480 | 300280260 | 680650600 | 370350325 | 850805750 | 465440410 | 10701015945 |
|
1200 | 0 - 1011 - 1516 - 18 | 170160150 | 395370345 | 215200190 | 490460430 | 265250235 | 610580540 | 340320300 | 785740690 | 425400380 | 980920860 | 530500470 | 122011501075 | 670630590 | 154014501350 |
|
1400 | 0 - 1011 - 1516 - 18 | 235220205 | 535510470 | 290275255 | 665635590 | 365345320 | 835790735 | 465440410 | 10701010940 | 580550510 | 134012701180 | 725685650 | 167015801460 | 915865805 | 210019801845 |
|
1600 | 0 - 1011 - 1516 - 18 | 305290270 | 695665615 | 380360335 | 870830765 | 470450415 | 10901040960 | 605580530 | 139013251225 | 760720665 | 174016601530 | 940900830 | 210720701910 | 119011351050 | 273526102410 |
|
2000 | 0 - 1011 - 1516 - 18 | 475445420 | 10851030960 | 590560520 | 136012901200 | 740700650 | 170016101500 | 945900835 | 217020601915 | 118011201040 | 272025802400 | 147514001300 | 339032202990 | 186017651640 | 427540603770 |
| Примечание. Угол естественного откоса груза в покое j = 35-40°. | |||||||||||||||
shzks.ru








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)