 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
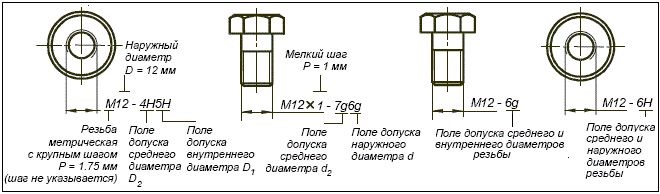
Метрическая резьба: размеры, таблица с диаметром и шагом. Изделия из какой группы крепежа имеют метрическую резьбу
Метрическая резьба - размеры, таблицы, параметры
Метрическая резьба является одним из основных типов, используемых в крепежных элементах. Применяется при создании винтовых пар инструментов и приборов. Профиль нарезки – равнобедренный треугольник, имеющий угол вершины 60°. Профиль болтов и гаек совпадает. Метрической она называется потому, что геометрические характеристики измерены в миллиметрах. Создается как на цилиндрических, так и конических деталях.

Особенности
- В России основная масса крепежных соединений и деталей основана на метрическом типе.
- Угол профилей нарезки – 60 градусов.
- Миллиметры в качестве измерителя размеров.
Разделяется на крупный и мелкий шаг:
- Крупный используется в диаметрах от 1 до 68 миллиметров, а мелкий может использоваться от 1 до 600.
- Крупная нарезка актуальна для соединений, испытывающих ударные нагрузки.
- Мелкая – для создания соединений повышенной герметичности.
- Мелкий шаг активно применяется в создании регулировочных соединений, так как позволяет с легкостью проводить регулировку параметров.
- Вся современная техника и машины проектируется на основе метрического типа.
Области применения и характеристики
В основной мере используется в создании разнообразных крепежей:
- Анкерные и обычные болты;
- Гайки;
- Шпильки;
- Винты.
При этом крупный шаг используется при воздействии излишних нагрузок, а маленький, соответственно, при наличии малых.
Конические детали с метрической резьбой применяются тогда, когда стыку требуется создание повышенной герметичности. За счет профилей на конической поверхности удается создавать особую плотность без применения дополнительного уплотнителя. За счет этого свойства она активно применяется во время монтажа трубопроводов, создании пробок.
Необходимо обратить внимание на то, что профиль метрического типа будет идентичен как на цилиндрической, так и на конической поверхности.
К числу основных характеристик можно отнести:
- Размер – диаметр и шаг;
- Направление – левое или правое;
- Месторасположение – внутри или снаружи.
Существует еще ряд параметров, которые определяют разделение на типы.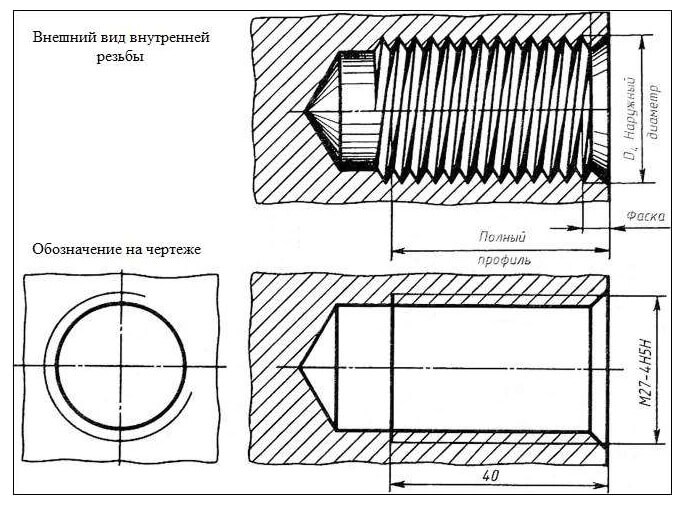
Геометрия
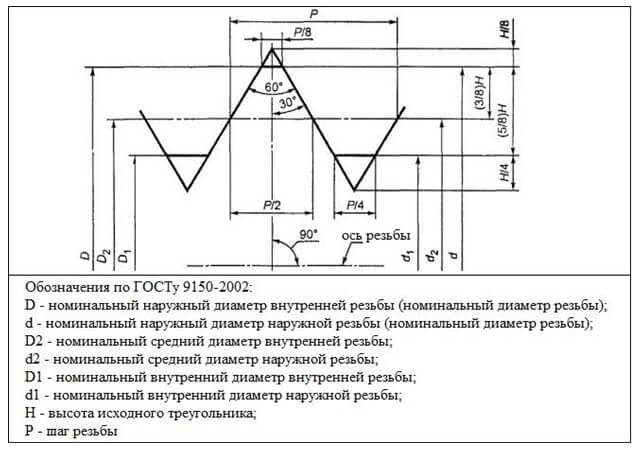
Геометрические характеристики метрической резьбы следующие:
- Номинальное значение диаметра определяется буквами D и d. Заглавная обозначает наружное значение, а прописная – внутреннее.
- Среднее значение диаметра исходя из размещения внутри или снаружи маркируется D2 и d.Внутренний диаметр, который также зависит от размещения внутри или снаружи, обозначается D1 и d.
- Внутренние диаметры болтов необходимы для определения напряжения, которое будет возникать в крепежном соединении.
- Шаг определяется как промежуток между вершиной или впадиной близлежащих витков.
- Высота профиля резьбового элемента маркируется буквой H.
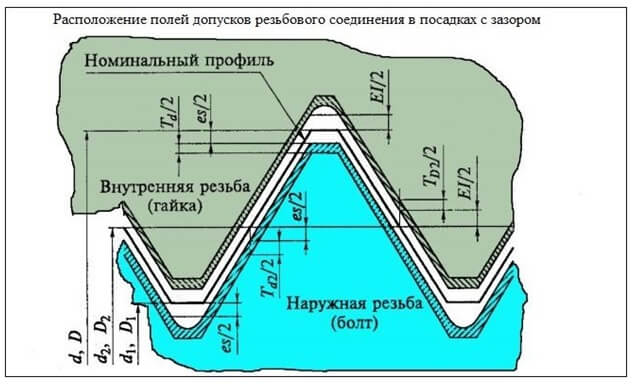
Поля допусков
Бывают одного из 3 типов:
- Точные –с повышенными требованиями к точности;
- Средние – для элементов общего применения;
- Грубые – используются, например, при нарезке в глубоких глухих отверстиях или горячекатаном прутке.
Данный параметр определяется по соответствующим таблицам. Во время выбора необходимо соблюдать следующую последовательность:
- Выбор полей допусков, выделенные жирным.
- Которые прописаны светлыми буквами.
- Значения, размещенные в круглых скобках.
- Размещенные в квадратных скобках.
Обозначения
Резьба обладает двумя основными характеристиками
- Номинальный диаметр.
- Шаг.
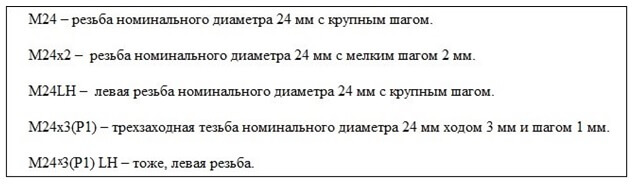
Используются цифробуквенные обозначения, например, стандартные М40. В этом случае:
- М- тип нарезки, что значит «метрическая».
- 40 – номинальный диаметр, то есть сорок миллиметров.
- При наличии крупного шага он не обозначается в маркировке. Определяется исключительно по ГОСТ.
Для другого примера стоит разобрать еще один вариант, имеющий мелкий шаг – М30х2.
- Диаметр – 30 мм;
- М- наличие метрической нарезки;
- Шаг – 2 мм.
Существуют еще важные особенности, которые имеют данные резьбы. Так как существует лево- и правосторонняя, то эта характеристика может быть в маркировке. Однако, по традиции, правосторонняя в обозначении также не отражается. При наличии левосторонней маркировка будет выглядеть, например, так – М30 LH.
Число заходов. В однозаходном варианте количество также не отражается, так как оно равно 1. При наличии многозаходной нарезки обозначение будет выглядеть так – М20х3 (Р2).
При маркировке еще определяется одна из трех групп по длине свинчивания:
- N – нормальная. Обычно не прописывается.
- S – короткая.
- L – длинная.
Укороченная или удлиненные нарезки прописываются в обозначении после полей допуска и отграничиваются от них горизонтальной линией.
Помимо этого, определяется посадка. Записывается в форме дроби: числитель – параметр внутренней резьбы, относящийся к полю допуска, знаменатель –допуск для наружной.
Размеры резьбы — таблицы переводов
Приводим таблицу диаметров метрической резьбы, которая поможет отличить и понимать особенности дюймовых и метрических резьб. Все значения с диаметрами и шагом приведены в миллиметрах.

Данные также помогают осуществить перевод, понять разницу и калибры рассматриваемой нарезки.
Особенности нарезки
После того как определен диаметр и прочие параметры необходимой резьбы, следует подбирать метчик и выполнять процесс нарезания. Методика предполагает следующую последовательность нанесения:
- Деталь закрепляется в тисках.
- Ось будущего отверстия должна располагаться перпендикулярно плоскости стола.
- Метчик помещается в заранее подготовленную фаску в отверстии детали.
- С небольшим усилием метчик прижимается к заготовке и осуществляется вращение по часовой стрелке.
- Движение должно производится плавное и равномерное.
- Следует совершить 2 полных оборота. Затем на пол-оборота инструмент выворачивается.Необходимо обратить внимание, что внутреннюю резьбу желательно выполнять несколькими метчиками. Для начала совершается проход черновым инструментом, после средним, а в завершение чистовым. Убрав из процесса один из них, ускорить процедуру не получится, а вот ухудшить результат легко.
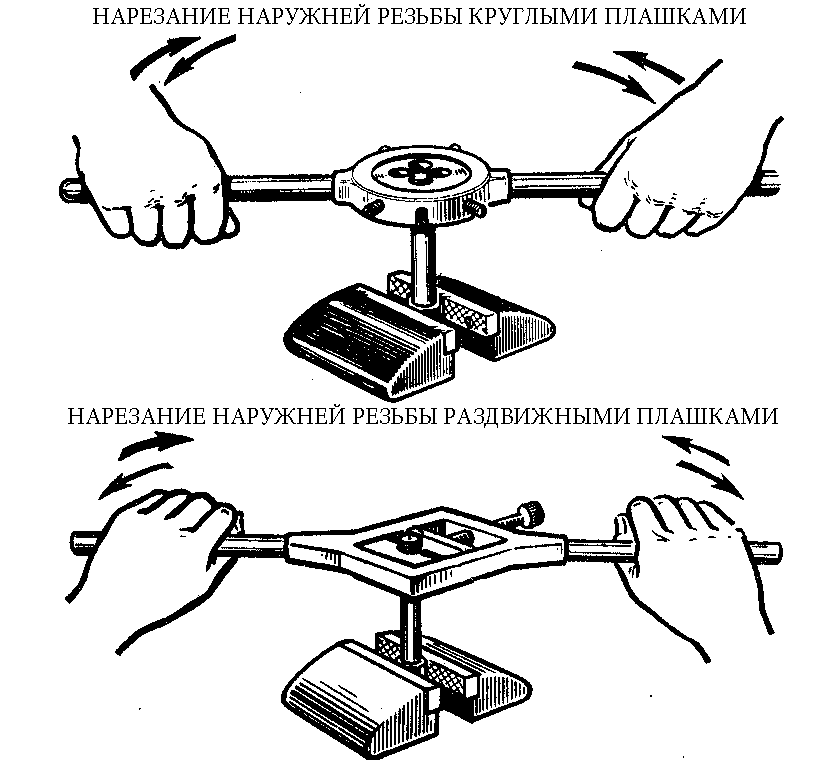
Для создания наружной нарезки используется лерка (плашка), работа которой строится аналогичным образом.
Создать метрическую резьбу не составит труда даже неопытному мастеру. Необходимо лишь применять соответствующий инструмент, использовать справочник и учитывать данные таблиц. Изображения и фото же, представленные на сайте, помогут понять, чем отличаются различные размеры и типы.
Действующие стандарты
Наиболее используемым действующим государственным стандартом является ГОСТ 24705-2004 «Резьба метрическая. Основные размеры». Европейские стандарты предполагают действие ISO 724:1993. Этот же документ регламентирует ГОСТ 9150 – 59 и ГОСТ 8724—2002.
Также следует учитывать ГОСТ 11708—82 и ГОСТ 16093—2004.
oxmetall.ru
какой она бывает, особенности цилиндрического соединения и область применения
Любая конструкция просто не может обойтись без резьбового соединения. Резьбы, виды которых применяются в самых разных отраслях промышленности, являются сегодня одним из лучших крепёжных соединений. Своим внешним видом она напоминает витки спирали, нанесённые на ось цилиндрической или конической формы. Такое соединение используется в винтовых передачах, оно считается важнейшим элементом крепежа.
Функциональное назначение резьбы
ГОСТ 2.331−68 даёт точное определение. Это поверхность, на которой выступы и впадины имеют определённый профиль. Спираль наносится на наружную поверхность вращающихся деталей. Основным назначением резьбовой поверхности считается:
- Крепление деталей и их последующее удержание на определённом расстоянии.
- Ограничение смещения деталей различных конструкций.
- Создание плотного соединения.
Инженеры, разрабатывающие машиностроительное оборудование, хорошо знают, какие резьбы бывают, вид спирали, который нужно использовать для создания мощного соединения. Многочисленные типы спирали дают возможность создавать очень прочные конструкции, состоящие из различных деталей. Сегодня известны следующие типы резьб:
- Цилиндрическая резьба. Нарезается на любой цилиндрической поверхности.
- Коническая. Поверхность заготовки должна иметь коническую форму.
- Правая. Виток направлен в сторону движения часовой стрелки.
- Левая. Направление витка в противоположную сторону относительно часовой стрелки.
Резьбовое соединение делится на несколько категорий:
- Создание крепежа с помощью соединительных деталей (шпилек, болтов, гаек).
- Образование соединения конструкций, без применения дополнительных крепёжных изделий. Например, соединение труб с помощью муфты.
Класс резьбы определяется по её шагу. Он может быть стандартным или мелким. Самым популярным считается мелкий шаг. Он используется на всех деталях, диаметр которых превышает 20 мм.
Благодаря минимальному зазору между канавками винтовой линии получается соединение, которое не имеет возможности самоотвинчиваться.
Положительные и отрицательные свойства
Резьбовые соединения получили большое распространение благодаря большому количеству эксплуатационных свойств. Важнейшими считаются:
- Долговечность.
- Надёжность.
- Контроль силы сжатия.
- Крепление детали в нужном положении.
- Эффект самоторможения.
- Возможность монтажа большим количеством различных инструментов.
- Простая конструкция.
- Большой сортамент.
- Невысокая стоимость.
При всех положительных качествах спираль имеет ряд характерных недостатков. Нагрузка распределяется неравномерно. Первый виток испытывает 50% общего давления.
В случае частого разбора поверхность спирали быстро изнашивается. Вибрационные нагрузки могут стать причиной самоотвинчивания.
Классификация резьбовых соединений
Профиль может иметь несколько видов. Он разбивает резьбу на определённые группы, которые применяются для создания различных соединений:
- Дюймовая.
- Метрическая.
- Трубная.
- Упорная.
- Трапецеидальная.
- Круглая.
Самой распространённой считается метрическая нарезка, выполненная согласно ГОСТ № 9150−81. Профиль похож на равносторонний треугольник. Угол наклона — 60 градусов. Шаг витка делается в диапазоне: 0.25 — 6 мм. Диаметр крепёжных деталей: 1 — 600 мм.
Коническая резьба отличается наличием конусности 1:16. Такая конструкция позволяет создать герметичные стыки без применения стопорных гаек.
Для дюймовой резьбы не существует отечественного стандарта. Профиль такой резьбы имеет вид треугольника. Угол 55 градусов. Число витков на одном дюйме определяет шаг профиля. Стандартизация конструкции затрагивает наружные диаметры 3/16″ - 4″ с витками на 3—28″.
Резьба дюймовая коническая сделана с конусом 1:16. Угол профиля равен 60 градусам. Это изделие создаёт высокую герметичность, причём без установки специальных уплотнений. Применяется для гидравлических систем, а также трубопроводов небольшого диаметра.
Цилиндрическая трубная резьба ГОСТ 6357–81 используется как одновременный крепёж и уплотнение. Форма профиля сделана в виде равнобедренного треугольника, имеющего угол наклона 55 градусов. Чтобы достичь высокой герметичности, профиль имеет верхние грани закруглённого типа. Чтобы не повредить стенки конструкции, такая резьба отличается сокращённым шагом. Её используют в системах отопления, создании водопроводных коммуникаций.
Трапецеидальная резьба изготавливается по ГОСТ 9481 −81. Она применяется в крепёжных соединениях вида винт-гайка. Внешний вид профиля напоминает равностороннюю трапецию с углом наклона 30 градусов. В червячных передачах значение угла увеличивается до 40 градусов. Применяется для крепежа деталей диаметром 10−640 мм.
Упорная резьба стандартизируется ГОСТом 24737−81. Её используют в крепеже, который во время эксплуатации подвергается мощным осевым нагрузкам, направленным в определённую сторону. Профиль имеет форму разносторонней трапеции. Одна грань наклонена под углом 3 градуса, противоположная — 30 градусов. Такой резьбой соединяют детали диаметром 10—600 мм. Шаг профиля находится в диапазоне 2—25 мм.
Круглая резьба ГОСТ 6042–83 формируется соединением дуг. Угол наклона между ними составляет 30 градусов. Основным преимуществом этой конфигурации считается высокая устойчивость к повышенному износу. Поэтому её широко используют в создании трубопроводной системы.
tokar.guru
Какие резьбы являются крепежными?
Поиск ЛекцийВопросы к тесту по ТСМ
метрическая, дюймовая
2. Способом изготовления метрической резьбы является:
накатка
нарезка на токарных станках
нарезка на резьбофрезерных станках
литье
выдавливание
нарезка на резьбонакатных станках-автоматах.
Нарезание резьбы резьбовыми резцами
Нарезание наружной резьбы круглыми плашками, метчиками
Нарезание резьбы гребенчатыми резьбовыми фрезами
Нарезание резьбы винторезными головками
3.К резьбовым крепежным деталям относятся:
болты, винты, шпильки, гайки и т.п.
4. У правой резьбы винтовая линия идет:
У правой резьбы подъем витка (нитки) идет слева вверх направо (по часовой стрелке), а у левой резьбы расположение витков в противоположном направлении.
5. Обозначение метрической резьбы, идущей справа налево и вверх выглядит:
М12×1LH 1- шаг резьбы
6. Подкладную шайбу ставят под:
Подкладную шайбу ставят под гайку или головку винта для уменьшения смятия детали гайкой, если деталь изготовлена из менее прочного материала (пластмассы, алюминия, дерева и т. п.)
7. К типам крепежных резьб относятся:
Виды крепежных резьб: метрическая, дюймовая, трубная. Виды крепежно-уплотнительных резьб: коническая дюймовая, коническая трубная.
8. В чем заключаются основные отличия стандартных болтов от винтов:
Винты (в целом они меньше по размерам) похожи на болты, но имеют головку под отвертку, длиной нарезки резьбовой части, (винты применяют однократно)
9. Сварные соединения чаще разрушаются:
В зоне термического влияния
10. Контактная сварка выполняется:
3 вида сварки: точечная-иструмент электрод в форме стержня; стыковая-ист-та нет; шовная-электроды в форме диска.
11. Тавровые швы по форме подготовленных кромок различают:
V-образные(при толщине от 8до26)и U-образные(более26), Х, без обработки
12. Чем определяется правильный выбор соединения:
1. соединения должны быть прочными
2. не должны искажать форму изделия
3. не должны вносить дополнительных элементов в его конструкцию
4. по возможность должно быть единство технологии изготовления изделия и выполнения соединения
5. необходимо стремиться, чтобы соединение было равнопрочным с соединяемыми деталями
6. должны удовлетворять условиям жесткости
7. условиям герметичности
8. приближать соединения к целым деталям
13. К разъемным соединениям относятся:
соединения болтами, шпильками, винтами, штифтами, шпонками, шлицами, клиньями, прессовые и горячие соединения.
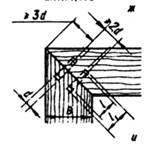 14. В заклепочных соединениях шаг размещения заклепок равен:
14. В заклепочных соединениях шаг размещения заклепок равен:
Обычно шаг в однорядном односрезном соединении равен 3d,(расположение заклепки от края- 1,5 d),в двухсрезном – 3,5d, где d – диаметр стержня заклепки. В двухрядных соединениях шаг в 1,5 раза больше.
15. Заклепки применяют для соединения:
1. для соединения между собой деталей листовых и монументальных структур (присоединение их к каркасу)
2. закрепление декоративных накладок
3. для соединения деталей, получен обработкой давлением с целью соблюдения единства технологий
4. для соединения несвариваемых сатериалов
5. в соединениях, где необходимо исключить изменение структуры металла, коробление конструкции и перегрев расположенных рядом деталей
6. когда необходимо предотвратить распространение усталостной трещины из детали в деталь
16. Влажность древесины при склеивании составляет:
8-12%
17. Оптимальная толщина клеевого шва составляет:
0,08—0,15 мм
18. К синтетическим клеям относится:
Пва, резиновый, клей 88, клеи-расплавы, клеевая кисть кн, кмц
19. Какая часть детали столярного соединения называется фугой:
Кромка
2. Паз, выемка в доске, выстроганная фуганком
3.Шов,образуемый при соединении делянок. Каждая доска или брусок, соединяемые в щит, называются делянкой, а шов, образуемый при соединении делянок,— фугой
4. необходимый зазор, для возможности песпрепятственного движения деталей мебели
20. Нагелем называется:
Нагелями называются вкладыши(штырь), которые плотно защемляются в толще элементов деревянных конструкций и таким образом соединяют их. вообще это любой стержень
poisk-ru.ru
Особенности резьбового соединения. Преимущества и недостатки, виды

Резьбовыми называют соединения составных элементов конструкции между собой, выполненные с применением крепежных деталей – болтов, винтов, гаек и шпилек. В качестве дополнительных комплектующих применяют различные виды шайб: плоские, одновитковые или двухвитковые пружинные, лапчатые, зубчатые и другие. Резьба на деталях, задействованных в разъемных неподвижных соединениях, называется крепежной или крепежно-уплотняющей. Ее выполняют путем нанесения на наружную или внутреннюю поверхность деталей винтовых канавок с соответствующим сечением их профиля Крепежная резьба обеспечивает большую прочность и надежность, а крепежно-уплотняющая – дополнительно еще и герметичность соединений.
Методы изготовления резьбы
-
Нарезание метчиками и плашками (соответственно, для внутренней и для наружной резьбы).
-
Нарезание на токарных и специальных станках.
-
Фрезерование, которое применяется при изготовлении деталей больших диаметров.
-
Накатка на специальных автоматах.
-
Отливка (при литье деталей) и выдавливание (при штамповке и прессовании).
Резьбовые соединения широко распространены при сборке оборудования, станков, узлов и агрегатов в машиностроении, где болты, винты, гайки, шпильки и прокладки составляют более 60% от общего количества деталей. В зависимости от формы поверхности резьбы подразделяют на конические и цилиндрические. По расположению на поверхностях их делят на внешние и внутренние. Разъемные соединения состоят из резьбовых деталей с треугольным, прямоугольным, трапецеидальным, круглым или другим видом профиля Треугольная резьба включает в свою группу метрическую, дюймовую и коническую. Резьбовое соединение может содержать детали со стандартной или специальной резьбой, имеющей стандартный профиль, а диаметр или шаг – нестандартные.
Соединения с крепежной резьбой
Для неподвижных резьбовых соединений применяют детали с крепежной резьбой таких видов.
-
Метрическая, с крупным (от 0,075 до 6 мм) и мелким (от 0,2 до 6 мм) шагом, углом профиля 60°.
-
Метрическая коническая, с шагом от1 до 2 мм и углом профиля 60°.
-
Дюймовая, с 3-24 нитками на дюйм и углом профиля 55°.
-
Круглая, с шагом от 2,54 до 6,35 мм и углом профиля 30°.
Резьбовые соединения деталей выполняют одним из таких методов: приложением крутящего момента; осевых сил; ударно-вращательных импульсов или температурной деформацией. Выбор метода сборки входящих в резьбовое соединение болтов, винтов, гаек или шпилек зависит от требуемой точности, конструктивных особенностей и серийности выполняемой сборки.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.rusbolt.ru
размеры, таблицы с шагом и диаметром
Для соединения различных элементов довольно часто применяются крепежные резьбовые изделия. Метрическая резьба — винтовая нарезка на наружной или внутренней поверхности, которая характеризуется довольно большим количеством различных особенностей. Получаемая винтовая нарезка получила свое название по причине измерения геометрических параметров в миллиметрах. Метрическая резьба (размеры в таблицу заносят для того, чтобы упростить поиск наиболее подходящих крепежных изделий) может нарезаться на цилиндрическую и коническую поверхность.
Сфера применения
Наибольшее распространение получила метрическая резьба м8 или с другим размером. Производители применяют и дюймовые, питчевые резьбы при создании крепежных элементов. Витки наносятся на поверхность при создании следующих изделий:
- Гайки получили широкое распространение. Как правило, они имеют внутреннее цилиндрическое отверстие с резьбой, снаружи изделие имеет форму многогранника.
- Анкерные и обычные болты часто применяются в качестве крепежного изделия. В этом случае витки наносятся на наружную поверхность.
- Шпильки применяются в случае, когда создаваемая конструкция рассчитана на высокое механическое воздействие.
Современные технологии производства позволяют получить витки с точными геометрическими формами. Именно поэтому резьбовое соединение характеризуется высокой степенью герметичности даже без использования специальных уплотнительных материалов, применяется при создании трубопроводов, емкостей для различных жидкостей.
Основные параметры
Применяемая таблица метрических резьб с диаметрами и шагом позволяет быстро подобрать наиболее подходящее крепежное изделие. Создаваемые витки характеризуются несколькими основными параметрами:
- Направление подъема витков. Все резьбы можно разделить на две основные группы: левые и правые. Наибольшее распространение получили левые варианты исполнения, но могут применяться и правые резьбы.
- Размеры: диаметр и шаг. В большинстве случаев указывается только наружный диаметр нарезаемых витков, но в справочной литературе можно встретить и многие другие параметры. Важное значение имеет и шаг расположения бороздок друг относительно друга. При нарезании витков учитывается диаметр наружной или внутренней поверхности. На момент подготовки изделия мастер учитывает то, каких размеров должна быть заготовка. Существует и нормативная документация, которая позволяет подобрать более подходящий диаметр для получения резьбы с определенными параметрами.
- Резьба может располагаться внутри или снаружи изделия. Этот показатель определяет лишь особенности применяемой технологии нарезания поверхности. Для обработки наружной поверхности применяется токарно-винторезный станок с соответствующим резцом и плашка, для внутренней метчик и расточной резец. Инструмент подбирается в зависимости от того, какой точности нужно получить резьбу, и какой материал использовался при изготовлении заготовки.
При производстве крепежных элементов учитываются и многие другие геометрические параметры. Они отображаются на создаваемом чертеже.
Геометрические размеры
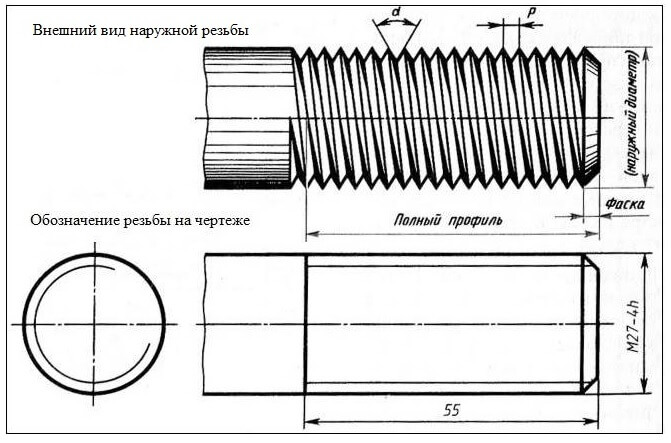
В большинстве случаев таблица резьб содержит информацию о наружном диаметре и шаге расположения витков. Основные геометрические параметры, которые указываются на чертеже, следующие:
- Номинальный диаметр на чертеже обозначается буквами D и d. При этом первая буква применяется для обозначения номинального наружного диаметра, вторая — аналогичного внутреннего параметра.
- Средний диаметр зависит от наружного и внутреннего расположения резьбы, в технической документации или таблицах указывается буквами D 2 и d2. Аналогичный параметр для внутреннего диаметра указывается в технической документации и на чертеже как D 1 и d 1.
- Витки, расположенные поблизости, характеризуются наличием вершин и впадин. Расстояние между ними называют шагом резьбы. Для обозначения этого важного параметра применяется буква Р. Стоит учитывать, что болт и гайка должны обладать не только одинаковыми диаметрами, но и шагом. Если витки будут расположены на различном расстоянии друг от друга, то гайка не накрутится на болт.
- Внутренний диаметр болта применяется для расчета напряжений, которые могут возникнуть при эксплуатации изделия. Слишком высокое напряжение становится причиной среза стержня.
- Ход резьбы, который создается одной винтовой парой, в большинстве случаев равен шагу. Этот параметр определяет линейное перемещение при одном повороте резьбовой пары. Параметр учитывается при создании различных ответственных механизмов.
- На создаваемых чертежах обозначается профиль витков буквой Н. В большинстве случаев профиль напоминает треугольник. Применяемые методы обработки определяют формирование скругленной фаски в качестве вершины.
При создании крепежных элементов выдерживаются стандарты ГОСТ. Это существенно упрощает подбор наиболее подходящего варианта исполнения, для чего могут применяться таблицы.
Применение табличной информации
Шаг резьбы м10 или другого размера можно определить по специальным таблицам. При их создании учитываются некоторые стандарты:
- ГОСТ 8724 содержит информацию о том, какие требования предъявляются к диаметру и шагу. Последняя редакция рассматриваемого стандарта была принята в 2004 году, и она является аналогом международного стандарта ISO 261−98. У обоих стандартов есть одно отличие: международный определяет параметры метрической резьбы с диаметром от 1 до 300 мм, ГОСТ действует в диапазоне от 0,25 до 600 мм. Для удобства использования рассматриваемых стандартов они отображены в виде таблицы соответствия всех параметров. Применяемые требования подходят для левой и правой резьбы.
- ГОСТ 9150 применяется для определения требований, которые предъявляются к профилю. В создаваемых таблицах указываются основные геометрические параметры. Они должны выдерживаться при создании крепежных элементов. Стандарты этой редакции были приняты в 2002 году, они тесно связаны с теми, которые указаны в ГОСТ 16093 .
- ГОСТ 16093 определяет требования по допускам. Кроме этого, в этой документации указываются стандарты, применяемые при маркировке изделия. Последняя редакция нормативных документов была принята в 2005 году, она включает в себя международные нормативы ISO 965−1 и ISO 965−3. Под установленные нормы входит левая и правая резьба.
- ГОСТ 24705 редакции 2004 года определяет основные размеры нарезаемых витков. Она применяется при создании всех винтовых пар.
Рассматриваемые стандарты применяются при выборе инструмента, при помощи которого будут нарезаться витки. Кроме этого, подобные параметры учитываются при настройке применяемых токарно-винторезных станков. За счет стандартизации основных параметров при выборе крепежных изделий достаточно уделить внимание лишь некоторым параметрам: диаметру и шагу.
Правила маркировки
Сложность нарезаемых витков определяет то, что для обозначения основных параметров применяются определенные правила, которые указаны в ГОСТ. К особенностям маркировки рассматриваемых изделий отнесем следующие моменты:
- Обозначение поля допуска отдельного диаметра проводится путем сочетания определенных цифр, которые указывают на класс точности. Буква определяет отклонение размеров от нормы.
- В самом начале маркировки указывается буква, которая определяет тип резьбы. Для метрической применяется буква М, после которой идут все другие обозначения.
- После допуска резьбы обозначается двумя буквенно-цифровыми сочетаниями. Если параметры совпадают, то при обозначении они повторно не указываются.
- Шаг расположения витков не указывается при маркировке. Именно поэтому при подборе наиболее подходящего крепежного элемента применяется табличная информация. Показателю шага резьбы соответствует определенный наружный, средний и внутренний диаметр. Указывается и внутренний диаметр по дну впадины.
Классификация крепежных элементов проводится по длине свинчивания. Все они делятся на три основные группы. Для обозначения группы применяются символы:
- N — нормальная длина свинчивания. Этот символ часто не указывается в маркировке.
- S — короткая длина свинчивания.
- L — наибольший показатель.
При изготовлении и маркировке некоторых изделий длина свинчивания важна. Поэтому проводится указание подходящей буквы, после чего вертикальная линия и обозначения полей допуска.
Посадка резьбового соединения также считается важным параметром, который указывается при маркировке. Этот показатель обозначается в виде дроби:
- В числителе указывается обозначение внутренней резьбы и поля допуска.
- В знаменатель вносится обозначение поля допуска витков наружного типа.
Некоторые из приведенных выше параметров указываются и на чертеже. На само изделие маркировка наносится методом гравировки или краской.
Поля допусков
При создании болтов, гаек и шпилек учитываются поля допусков. Все они делятся на три основные группы:
- Точные. Некоторые резьбы должны иметь высокую точность, за счет чего обеспечивается высокая степень герметизации создаваемой конструкции. Достигается высокая точность за счет применения современных методов обработки, к примеру, ЧПУ станков. Высокая стоимость изготовления определяет то, что изделия этой группы подходят только для создания ответственных изделий.
- Средние. Эта группа полей свойственна крепежам общего назначения. Выдержать подобную точность можно при применении обычных станков или ручного инструмента. За счет упрощения процесса изготовления снижается себестоимость изделия, что и определяет их распространение.
- Грубые. Подобные поля допусков выполняют при обработке глубоких глухих отверстий или прутков, когда повысить качество витков и точность их геометрической формы сложно.
Для выбора допусков применяются специальные таблицы. Они встречаются в различной технической документации. Рекомендации по применению справочной информации следующие:
- В первую очередь уделяется внимание полю допуска, которое выделено жирным шрифтом.
- Следующая информация по важности — та, которая вписана в таблицу более светлым шрифтом.
- Дополнительным параметром являются цифры, которые указываются в круглых скобках.
В некоторых случаях применяется информация, которая указывается в квадратных скобках. Она рассматривается только в том случае, если вся другая не подходит при производстве крепежных изделий. Дюймовая и другие резьбы характеризуются несколько иными параметрами, которые также указываются в соответствующей технической документации и таблицах.
tokar.guru
Крепежная резьба - Большая Энциклопедия Нефти и Газа, статья, страница 1
Крепежная резьба
Cтраница 1
Крепежная резьба имеет треугольный профиль. [1]
Крепежные резьбы удовлетворяют условию самоторможения, однако при работе приборов при переменных нагрузках, в условиях вибрации, ударов и тряски происходит ослабление затяжки резьбы и, как следствие этого - самоотвинчивание. [2]
Крепежные резьбы применяют в резьбовых соединениях; они имеют треугольный профиль, который характеризуется: большим трением, предохраняющим резьбу от самоотвинчивания; высокой прочностью; технологичностью. [4]
Крепежные резьбы выполняют однозаходными. По направлению винтовой линии резьбы делятся на правые и левые. Правой называют такую резьбу, витки которой поднимаются слева вверх направо. [6]
Крепежная резьба имеет треугольный профиль. [7]
Крепежные резьбы чаще всего имеют треуготьный профиль. [8]
Крепежная резьба отличается от трубной большей величиной шага и большей глубиной, поэтому она дает более прочное соединение, зато трубная резьба создает большую герметичность. Тонкостенные стальные трубы нельзя нарезать крепежной резьбой, так как из-за ее большой глубины сильно уменьшалась бы толщина стенок труб и, следовательно, понижалась бы их прочность. Точно так же нельзя нарезать болты трубной резьбой, так как она не может обеспечить должной прочности болтового соединения. [9]
Крепежные резьбы разделяются на метрические и дюймовые. Метрические резьбы стандартизованы в СССР для диаметров от 0 25 до 600 мм. Резьбы диаметром свыше 1 мм ( согласно ГОСТ 8724 - 58, 16967 - 71 и 9150 - 59) подразделяют на резьбы с крупным шагом и резьбы с мелким шагом. [10]
Крепежные резьбы стандартизованы и подразделяются на метрическую, дюймовую и трубную. [12]
Крепежные резьбы стандартизованы и подразделяются на метрическую, дюймовую и трубную. [14]
Крепежные резьбы являются самотормозящимися, так как угол подъема таких резьб значительно меньше угла трения. Предохранение от самоотвинчивания достигается [150; 62]: а) созданием добавочного усилия трения; б) применением специальных стопорных деталей; в) стопорением с помощью лаков и красок; г) пластической деформацией. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Что такое метрический крепёж?
 Метрический крепёж – это крепёжное изделие, в конструкции которого предусмотрена специальная метрическая резьба.
Метрический крепёж – это крепёжное изделие, в конструкции которого предусмотрена специальная метрическая резьба.
Главными особенностями изготовления метрического крепежа является четкое соблюдение производственным предприятием всех этапов технологического процесса и соответствие каждой изготовленной единицы крепежного товара нормам ГОСТ. Благодаря неукоснительному соблюдению этих правил Группой компаний РСК «Роскрепеж», получилось достичь высокой надежности, долговечности и легкости применения полученного изделия.
Виды метрического крепежа.
Наиболее распространенными представителями метрического крепежа rskcorp.ru/katalog-produktsii/metricheskij-krepezh являются болты, шпильки и гайки .
Болт имеет цилиндрическую форму, с головкой на одной стороне и метрической резьбой с другой стороны стержня. На метрическую резьбу болта навинчиваются гайки. Болты различаются в зависимости от материала изготовления, формы или назначения. Каждому виду болта присвоен свой класс точности, благодаря которому покупатель может выбрать необходимое ему крепежное изделие.
Гайки имеют шестигранную форму с отверстием в центре, внутри которого прорезана метрическая резьба. Их применяют преимущественно при механосборочных работах в промышленной сфере и в быту.
Шпилька выглядит в форме цилиндрического стержня с метрической резьбой. Данное крепежное изделие используется при необходимости соединения различных деталей конструкций.
При выборе болтов, шпилек или стержней необходимо обращать внимание на их длину. Для гайки же ключевым параметром является диаметр отверстия.
Сфера применения метрики.
Метрический крепеж самый востребованный элемент во всех странах мира. Он применяется в промышленности, строительстве, машиностроении, транспортной сфере, в быту и во всех других сферах производства и жизни человека. Использование метрического крепежа позволяет повысить надежность и длительность эксплуатации разнообразных конструкций, значительно снизив при этом финансовые вложения. Метрический крепеж является отличной альтернативой применения любых видов сварки, способен к эксплуатации в самых жестких условиях, при высокой влажности и при широком спектре температурных перепадов.
www.stroy-dom.org








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)