 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Понятие о резьбах, основные термины и определения. Элементы резьбы
Понятие о резьбах, основные термины и определения
Типы соединений деталей
Разъемные соединения
Соединения деталей подразделяются на разъемные и неразъемные. Разъемными называются соединения, повторная сборка и разборка которых возможна без повреждения их составных частей. Соединения, для которых не предусматривается возможность их разборки и, следовательно, которые нельзя разобрать без повреждения, называют неразъемными.
Резьбовые соединения
В машиностроении получили широкое распространение резьбовые соединения, которые обладают такими достоинствами, как универсальность, высокая надежность, способность воспринимать большие нагрузки, сравнительно малые размеры и масса.
Резьбовые соединения могут быть отнесены к одному из двух типов.
1. Осуществляемые непосредственным свинчиванием деталей, без применения специальных соединительных частей.
2. Осуществляемые с помощью специальных соединительных деталей, таких как болты, винты, шпильки и пр.
Основным элементом всех резьбовых соединений является резьба.
Понятие о резьбах, основные термины и определения
Резьба – поверхность, образованная при винтовом движении плоского контура по цилиндрической или конической поверхности. В соответствии с этим резьбы различают:
– в зависимости от поверхности, на которой нарезана резьба, – цилиндрические и конические;
– в зависимости от профиля – треугольные, трапецеидальные, круглые, прямоугольные и др;
– в зависимости от направления винтовой поверхности – правые и левые. Резьба, образованная винтовым движением контура по часовой стрелке, называется правой, против часовой стрелки – левой.
– по числу заходов – однозаходные и многозаходные. Винтовым движением одного профиля образуется однозаходная резьба. При одновременном винтовом движении нескольких контуров, расположенных по отношению друг к другу под определенными углами, образуется многозаходная резьба;
– по эксплуатационному назначению – крепежные, крепежно-уплотнительные, ходовые, специальные.
Основные параметры резьбы определяются по ГОСТ 11708-82 (рис. 6.1).
Рис.6.1. Основные параметры резьбы
Рассмотрим последовательно каждый из них.
Профиль резьбы – контур сечения резьбы в плоскости, проходящей через ее ось.
Угол профиля α – угол между боковыми сторонами профиля.
Высота исходного треугольника Н – расстояние между вершиной и основанием исходного треугольника резьбы.
Шаг резьбы Р – расстояние между соседними одноименными боковыми сторонами профиля в направлении, параллельном оси резьбы.
Ход резьбы (Рh) – величина относительного осевого перемещения гайки за один оборот. В однозаходной резьбе ход равен шагу (Р = Ph), а в многозаходной – произведению шага на число заходов (Ph= Р×n).
Резьбу характеризуют три диаметра: наружный d (D), внутренний d1 (D1), средний d2 (D2).
Наружный диаметр резьбы d (D) – диаметр воображаемого цилиндра, описанного вокруг вершин наружной или впадин внутренней резьбы, где D – наружный диаметр внутренней резьбы (гайки), d – наружный диаметр наружной резьбы (болта).
Внутренний диаметр резьбы d1 (D1) – диаметр воображаемого цилиндра, описанного вокруг впадин наружной или вокруг вершин внутренней резьбы, где d – внутренний диаметр болта, D – внутренний диаметр гайки.
Длина резьбы – длина участка детали, на котором образована резьба, включая сбег резьбы и фаску (рис. 6.2).
Сбег резьбы – участок в зоне перехода к гладкой части детали, на котором резьба имеет неполный профиль.
Рис.6.2. Изображение участков резьбы
Виды резьб.
По назначению все резьбы делятся на крепежные, крепежно-уплотнительные, ходовые и специальные.
Крепежные резьбы применяют для разъемного соединения деталей машин и приборов. Основное их назначение – обеспечить прочность и сохранить плотность стыка в процессе эксплуатации.
Метрическая резьба является основным типом крепежной резьбы. Это резьба однозаходная, преимущественно правая. Она имеет профиль равнобедренного треугольника с углом при вершине 60° (рис. 6.3, а). При одинаковых наружных диаметрах стандартизированные резьбы могут выполняться с крупным и мелким шагом. Метрические резьбы с мелким шагом нарезаются преимущественно на тонкостенных деталях. Крупный шаг для каждого диаметра один, а мелкий – для одних и тех же диаметров имеет различные значения.
Трубная цилиндрическая резьба (рис. 6.3, б) является крепежно-уплотнительной резьбой, применяется в трубных соединениях. Имеет профиль в виде равнобедренного треугольника с углом при вершине 55°. Вершины и впадины профиля скруглены. Совпадение профилей внутренней и наружной резьбы обеспечивает герметичность в соединении.
Трубная коническая резьба (рис. 6.3, в) применяется в соединениях топливных, масляных, водяных и воздушных трубопроводов. Имеет профиль, аналогичный профилю трубной цилиндрической резьбы.
Коническая дюймовая резьба (рис. 6.3, г) с углом профиля 60° применяется для герметических соединений трубопроводов машин и станков. Нарезается на конической поверхности с конусностью 1:16.
Трапецеидальная резьба (рис. 6.3, д) является ходовой и служит для передачи движения, главным образом возвратно-поступательного. Бывает однозаходной и многозаходной, правой и левой. Профиль резьбы – равнобокая трапеция с углом между боковыми сторонами 30°. Для каждого диаметра резьбы стандарт предусматривает три различных шага.
Упорная резьба (рис. 6.3, е) служит для передачи движения при больших усилиях. Имеет профиль неравнобокой трапеции, впадины профиля закруглены, для каждого диаметра имеет три различных шага.
Рис. 6.3. Типы резьб:
а – крепежная; б, в, г – крепежно-уплотнительные; д, е – ходовые
Специальные резьбы – это резьбы, отличающиеся от стандартных. Существуют два вида специальных резьб:
1. Со стандартным профилем, но размеры диаметра или шага отличаются от установленных стандартом.
2. С нестандартным профилем – с квадратным или прямоугольным, который изготавливается по индивидуальным чертежам с заданными параметрами резьбы.
Похожие статьи:
poznayka.org
Резьба и ее элементы - Нарезание резьбы
 Резьба и ее элементы
Резьба и ее элементы Категория:
Нарезание резьбы
Резьба и ее элементы Образование винтовой линии. Если мы вырежем из бумаги прямоугольный треугольник, у которого катет АВ равен длине окружности цилиндра, т. с. АВ (рис. 1,а), и навернем его на поверхность цилиндра, то катет АВ обернется вокруг цилиндра один раз, а гипотенуза АС образует кривую на его поверхности, называемую винтовой линией.
Угол а, под которым поднимается винтовая линия, называется углом подъема винтовой линии.
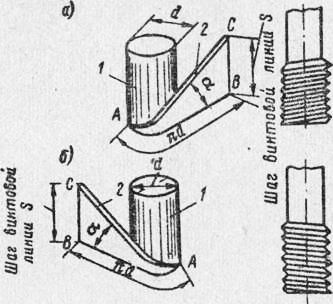
Рис. 1. Образование винтовой линии
Винтовая линия (резьба) может быть правой и левой, в зависимости от направления подъема витков на цилиндрической поверхности.
Если винтовая линия поднимается слева направо (против часовой стрелки), то соответствующая ей резьба называется правой (рис. 1,а). При образовании винтовой линии в противоположном направлении (рис. 1,б) соответствующая ей резьба называется левой.
Для получения резьбы с определенным углом подъема винтовой линии на цилиндрической поверхности прорезают винтовую канавку определенного профиля.
Основные элементы резьбы. В зависимости от того, где нарезается резьба — на поверхности стержня или внутри отверстия, различают резьбу наружную (на Стержне) и внутреннюю (в отверстии).
Стержень с наружной резьбой называется винтом (болтом), а деталь с внутренней резьбой — гайкой.
Следует, однако, отметить, что в машиностроении не все стержни, имеющие винтовую нарезку, называются винтами. Приняты и другие наименования. Крепёжные детали для соединения деревянных частей независимо от длины нарезки называются винтами по дереву, или шурупами. Детали с наружной резьбой для передачи движения называют обычно винтами; например, ходовой винт станка и др.
Во всякой резьбе различают следующие основные элементы: профиль, шаг, глубину, наружный, средний и внутренний диаметры.
Очертания впадин и выступов в продольном разрезе, проходящем через ось болта или гайки, образуют профиль резьбы. По форме профили резьбы подразделяются на треугольную со срезанными или закругленными вершинами; прямоугольную; трапецеидальную; упорную и круглую.
Ниткой (витком) называется часть резьбы, образуемая при одном полном обороте профиля.
Шагом резьбы называется расстояние между параллельными сторонами двух рядом лежащих витков, измеренное вдоль оси резьбы. В треугольной резьбе шагом является расстояние между вершинами двух рядом лежащих витков.
Углом профиля резьбы ср называется угол, заключенный между боковыми сторонами профиля резьбы, измеренный в плоскости, проходящей через ось болта.
Вершина резьбы — участок профиля резьбы, находящийся на наибольшем расстоянии от оси болта.
Основание резьбы (впадина) — участок профиля резьбы, находящийся на наименьшем расстоянии от оси болта.
Глубиной резьбы h называется расстояние от Еершины резьбы до основания профиля, измеряемое перпендикулярно к оси болта.
Наружным диаметром резьбы d является наибольший диаметр, измеряемый по вершине резьбы в плоскости, перпендикулярной к оси болта.
Средний диаметр d2 — это диаметр воображаемого цилиндра, который делит профиль резьбы так, что ширина витка резьбы равна ширине соответствующего промежутка между витками. Средний диаметр измеряется в плоскости, перпендикулярной к оси болта или гайки.
Внутренний диаметр резьбы dy — это наименьший диаметр резьбы, измеренный по впадинам ее витков в направлении, перпендикулярном к оси болта.
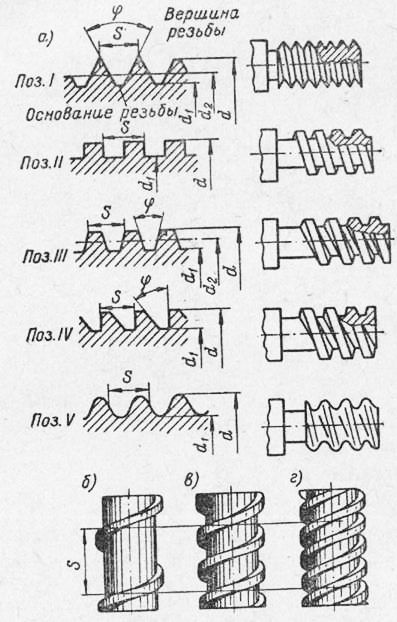
Рис. 2. Профили и элементы резьбы (а):
По числу ниток в резьбовой нарезке резьбы разделяются на однозаходные (одноходовые), когда на торце винта или гайки виден только один конец витка, и многозаходные, в которых на торце винта или гайки видны два (двухзаходные) или несколько концов витка. В этих случаях шагом резьбы называется расстояние вдоль оси шшта между одноименными точками витка одной и той жй нити.
У многозаходных резьб следует различать термины «шаг» и «ход»; последний обозначает то расстояние, на которое переместится вдоль оси винт при одном полном его обороте, т. е. шаг одной и той же винтовой линии резьбы. Ход резьбы равен произведению шага на число заходов. У однозаходной резьбы шаг равен ходу.
Типы и системы резьб. Профили резьбы получаются в зависимости от формы режущей части инструмента, при помощи которого нарезается резьба. Тип или профиль резьбы выбирают согласно ГОСТу применительно к ее назначению.
По назначению резьбы делятся на крепежные и специальные. К крепежным относятся треугольные резьбы, к специальным — прямоугольные, трапецеидальные, упорные и круглые.
Наибольшее распространение имеет цилиндрическая треугольная резьба, у которой вершины профиля лежат на цилиндрической поверхности. Обычно эту резьбу называют крепежной, так как ее нарезают на болтах, шпильках, гайках и т. п. Для получения особо плотных (обеспечивающих герметичность) соединений треугольную резьбу нарезают на конических пробках, штуцерах масленок, в арматуре и др. У этой резьбы вершины профиля лежат на конической поверхности.
Прямоугольную и трапецеидальную резьбы нарезают на деталях, преобразующих вращательное движение в поступательное, например на ходо-еых винтах токарно-винторезных станков, винтах слесарных тисков и др. Упорную резьбу нарезают на деталях, испытывающих большое давление в одном направлении, например на винтах мощных прессов, домкратах и т. д. Круглая резьба обладает большой выносливостью в загрязненной среде и поэтому применяется в. деталях арматуры, в вагонных сцепках, цоколях и патронах электролампочек и т. д.
В машиностроении приняты три системы резьб: метрическая, дюймовая и трубная.
Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при вершине 60°. Вершины выступов винта и гайки плоско срезаются во избежание заедания при свинчивании.
Метрическая резьба характеризуется шагом и диаметром виита, выраженными в миллиметрах. Согласно ГОСТу 8724-58 метрические резьбы подразделяются на резьбы с крупным шагом и резьбы с мелким шагом. Резьбы с крупным шагом обозначаются буквой «М» и цифрой, характеризующей диаметр, например М5, М20 4 т. д. Резьбы с мелким шагом обозначаются буквой «М» и цифрами, показывающими диаметр и шаг (через &нак умножения), например: М24Х1.5; М12Х1 и т. д.
Дюймовая резьба в машиностроении применяется только при ремонтных работах и при изготовлении запасных частей для старых машин. Эта резьба имеет в профиле равнобедренный треугольник с углом при вершине 55°. Вершины выступов винта и гайки плоско срезаны, по наружному и внутреннему Диаметрам резьбы имеются зазоры. Дюймовая резьба характеризуется числом ниток, которое приходится на ее длины. Наружный диаметр резьбы (диаметр болта) измеряется в дюймах.
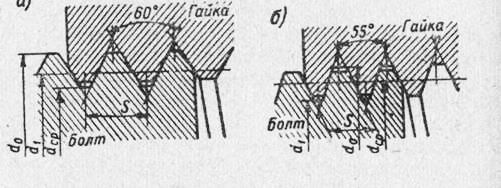
Рис. 3. Системы резьб: а —метрическая; б — дюймовая; в — трубная
Определение размеров резьбы. В практике слесарной обработки нередко возникает необходимость определить размеры элементов резьбы на готовой детали.
Наружный диаметр измеряют с помощью штангенциркуля или микрометра, шаг резьбы — с помощью миллиметрового или дюймового резьбомера.
При отсутствии резьбомера шаг резьбы измеряют масштабной линейкой или штангенциркулем. Для этого на резьбу вдоль ее оси накладывают линейку так, чтобы ее нулевое деление совпало с вершиной одного из витков, и отсчитывают число уложившихся на длине 25,4 мм витков резьбы. Разделив 1” на полученное число витков, определяют шаг резьбы в дюймах; определенное число витков соответствует числу ниток на Аналогично определяют и шаг метрической резьбы. Если в 1” не укладывается целое число витков, то подсчет производят на длине двух-трех дюймов.
Шаг резьбы можно также измерить по ее оттиску на бумаге или дереве. К такому приему часто приходится прибегать при измерении шага внутренней резьбы малого диаметра. Для этого в отверстие резьбы вводят тоненькую деревянную палочку, прижимают ее к резьбе и получают оттиск, по которому измеряют шаг резьбы. Шаг специальной резьбы (прямоугольной, трапецеидальной) измеряют штангенциркулем или по оттиску резьбы на бумаге.
Читать далее:
Инструмент для нарезания внутренней резьбы
Статьи по теме:
pereosnastka.ru
Общие понятия о резьбе и ее элементах
Общие понятия о резьбе и ее элементах Категория:
Нарезание резьбы
Общие понятия о резьбе и ее элементах Понятие о винтовой линии. Если на какой-нибудь цилиндр навернуть бумажный прямоугольный треугольник, один катег которого (сторона АВ), равный длине окружности основания цилиндра, совпадает с этой окружностью, то гипотенуза (сторона АС) образует на цилиндрической поверхности кривую. Такую кривую называют винтовой линией.
Прямоугольный треугольник можно навивать на цилиндр в двух направлениях— по часовой стрелке или против часовой стрелки. Поэтому различают два вида винтовых линий. Если винтовая линия при навивании треугольника на цилиндр, удаляясь от основания, постепенно поднимается против часовой стрелки, то она называется правой. Если же винтовая линия, удаляясь от основания цилиндра, поднимается по часовой стрелке, то она называется левой.
Правой винтовая линия и соответствующая ей резьба называется потому, что для завинчивания винта с этой резьбой винт (или гайку) надо вращать вправо, т. е. по часовой стрелке. При левой резьбе винт или гайку для завинчивания надо вращать влево, т. е. против часовой стрелки.
Расстояние (по высоте цилиндра), на протяжении которого винтовая линия делает полный оборот (длина катета ВС), называется шагом винтовой линии.
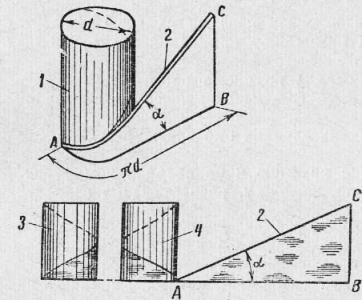
Рис. 1. Образование винтовой линии: 1 — цилиндр, 2 — бумажный треугольник, 3 — цилиндр с правой винтовой линией, 4— цилиндр с левой винтовой линией
Угол, под которым поднимается винтовая линия (угол а между катетом АВ и гипотенузой АС), называется углом подъема винтовой линии.
Понятие о резьбе. Если на цилиндрической поверхности прорезать винтовую канавку, то получится резьба, профиль которой будет зависеть от формы прорезанной канавки. Винтовая канавка называется впадиной резьбы, а винтовой выступ на протяжении одного полного оборота — витком, или ниткой. Цилиндрический стержень, имеющий на некоторой части или на всей длине винтовую нарезку, называется винтом.
Следует, однако, отметить, что в машиностроении не все стержни, имеющие винтовую нарезку, называются винтами. Приняты следующие названия.
Если стержень крепежной детали нарезан на всю длину вплоть до головки, то такая деталь называется винтом. Если стержень нарезан не на всей длине и на нем имеется гладкая часть, такая деталь называется болтом. Крепежные детали для соединения деревянных частей, независимо от длины нарезки, называются винтами по дереву или шурупами.
Некрепежные детали с винтовой резьбой называются обычно винтами, например ходовой винт токарного станка и др.
Профилем резьбы винта называется контур (очертание) впадины и выступа, который можно было бы увидеть, разрезав резьбу вдоль оси винта. На рис. 2 показаны различные профили резьбы, применяемые в машиностроении.
Резьбы по числу ниток разделяются на одноходовые, двух-, трех- и многоходовые. Их называют еще соответственно однозаходными, или одноконцевыми, двух-, трех- и многозаходными, или двух-, трех- и многоконцевыми. Уже при числе ниток больше одной резьбу часто называют многоходовой, или многозаходной.
Определение числа ходов многоходовой резьбы как у винта, так и у гайки производится путем подсчета числа концов витков на торцовой части винта или гайки. Для этого нужно посмотреть в торец. Если винт одноходовой, то он заканчивается одним концом, двухходовой — двумя концами, трехходовой — тремя концами и т. д.; то же относится и к гайке.
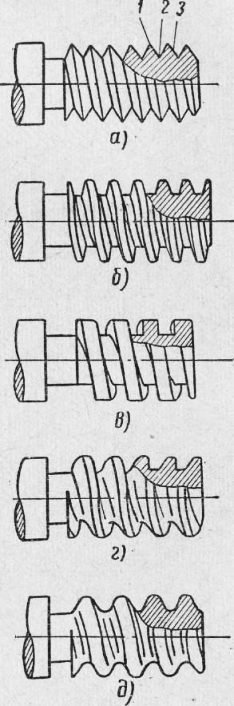
Рис. 2. Профили резьб: а — треугольная, б — трапецеидальная, в — прямоугольная, г — упорная (пилообразная), д — круглая; 1 — выступ, 2 — впадина, 3 — профиль резьбы
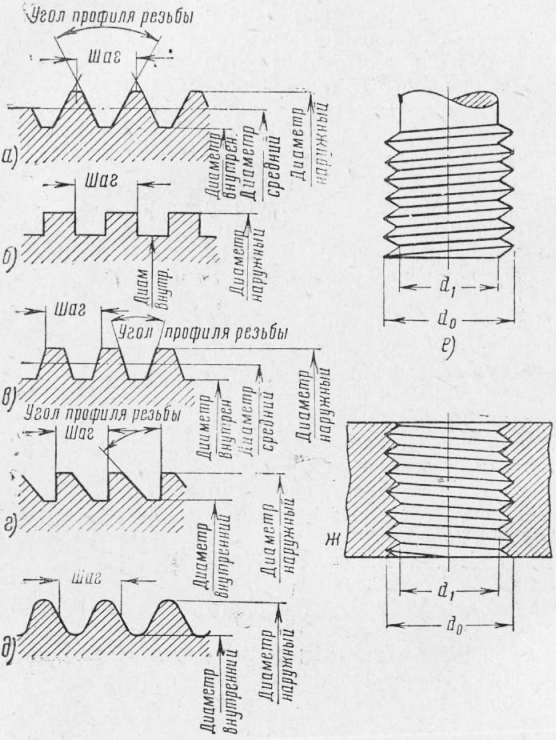
Рис. 3. Элементы резьбы: а — треугольной (вершины срезаны), б — прямоугольной, в — трапецеидальной, г — упорной, д — круглой, е — винт с треугольной резьбой, ж — гайка с треугольной резьбой
Элементы резьбы. Каждая резьба имеет следующие главные элементы (рис. 200): шаг резьбы, угол профиля резьбы, глубину резьбы, наружный, средний и внутренний диаметры резьбы.
Расстояние, на которое передвигается винт в гайке при совершении им одного полного оборота, называется шагом резьбы. В однозаходной резьбе шаг — расстояние между вершинами двух соседних витков, 222
Угол профиля резьбы — это угол, заключенный между боковыми сторонами профиля в плоскости оси.
Глубина резьбы — расстояние от вершины резьбы до ее основания (высота выступа).
Наружный диаметр d0— это наибольший диаметр резьбы винта, измеряемый но вершине резьбы перпендикулярно к оси резьбы.
Внутренний диаметр di:— наименьший диаметр резьбы, измеряемый по впадинам перпендикулярно к оси резьбы.
Средний диаметр — расстояние между двумя линиями, параллельными оси винта, из которых каждая находится на равных расстояниях от вершины нитки и дна впадины.
Резьбы, как и винтовые линии, делятся на правые и левые. Детали с левой резьбой имеют специальные метки, местоположение и форма которых указаны в ГОСТ.
Система резьб. В машиностроении приняты три системы треугольных резьб: метрическая, дюймовая и трубная.
Метрическая резьба имеет в профиле вид равностороннего треугольника с углом при. вершине 60°. Вершины выступов винта и гайки плоско срезаны во избежание заедания при свинчивании. Метрическая резьба характеризуется шагом и диаметром винта в миллиметpax.
существуют шесть видов метрических резьб: основная и мелкие— 1, 2, 3, 4 и 5-я. Мелкие резьбы отличаются одна от другой главным образом размерами шага.
Дюймовая резьба имеет в профиле равнобедренный треугольник с углом при вершине 55°. Вершины выступов винта и гайки плоско срезаны, по наружному и внутреннему диаметрам резьбы имеются зазоры. Дюймовая резьба характеризуется числом ниток, которое приходится на 1 дюйм ее длины, и тем, что наружный диаметр резьбы (диаметр болта) измеряется в дюймах.
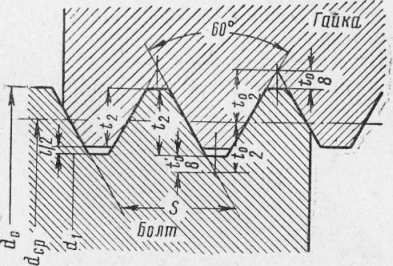
Рис. 3. Метрическая резьба
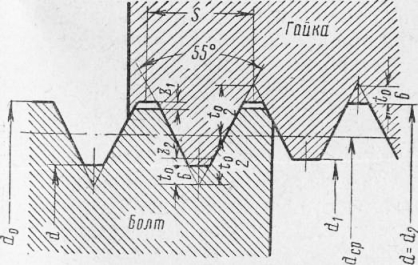
Рис. 4. Дюймовая резьба
Трубная резьба имеет профиль дюймовой резьбы, но она мельче по шагу и другим элементам. Измеряется она в дюймах и характеризуется числом ниток резьбы на 1 дюйм., За диаметр резьбы принят условно внутренний диаметр трубы (диаметр отверстия), а не наружный. Вершины выступов винта и гайки сделаны плоско срезанными или закругленными. Плоско срезанный профиль применяется для резьб обычных трубных соединений, рассчитанных на невысокое давление, с уплотнением льняными нитями или пряжей с суриком. Закругленный профиль придают трубным резьбам в тех случаях, когда к плотности (непроницаемости) трубных соединений предъявляются повышенные требования.
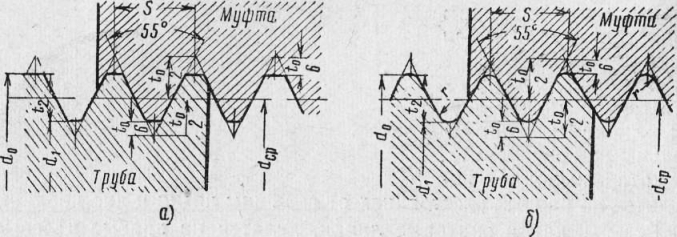
Рис. 5. Трубная резьба: а — плоско срезанный профиль (вершина резьбы срезана), б — закругленный профиль
Применение резьбы различных профилей в машиностроении. Наибольшее распространение имеет метрическая цилиндрическая треугольная резьба. Ее называют крепежной, так как с этой резьбой изготовляют крепежные детали — болты, шпильки.
Коническая треугольная резьба, обеспечивающая плотное соединение, применяется в арматуре, масленках, пробках и других деталях.
Прямоугольную и трапецеидальную резьбу нарезают на винтах, предназначенных для передачи движения или больших усилий (например ходовые винты в станках и прессах, винты слесарных тисков, домкратов и др.).
Упорная резьба применяется для деталей, которые должны воспринимать сильное давление, притом постоянно в одном направлении (например муфты трубопроводов высокого давления, винтыгидравлических и механических прессов).
Круглую резьбу делают в тех случаях, когда резьбовое соединение предназначено работать в загрязненной среде (например водопроводная арматура, винты вагонных тормозов).
Дюймовую резьбу допускается применять только при ремонте старых машин, отверстия которых могут иметь дюймовую нарезку.
Читать далее:
Инструменты для нарезания внутренней резьбы в металле
Статьи по теме:
pereosnastka.ru
Резьба и ее элементы.
Резьбовыми называют соединения деталей с помощью резьбы — чередующихся выступов и впадин на поверхности тел вращения, расположенных по винтовой линии. Различают конические и цилиндрические резьбовые соединения. Цилиндрические в свою очередь подразделяют на соединения крепежными и специальными резьбами.
К крепежным резьбам относят крупную и мелкие метрические резьбы по ГОСТ 9150—81, а также резьбы со спиральными вставками; к специальным — трубную, прямоугольную, упорную, круглую, трапецеидальную и др.
Деталь с внутренней резьбой называют гайкой, с наружной — болтом (винтом, шпилькой).
Профиль резьбы — это контур сечения резьбы в плоскости, проходящей через ось резьбовой детали. ГОСТ 9150—81 и ГОСТ 8724—81 устанавливают единый номинальный профиль для цилиндрических метрических резьб диаметром до 600 мм, включая резьбы диаметром менее 1 мм. Номинальный профиль резьбы и его элементы показаны на (рис. 1, а). Впадина наружной резьбы (рис. 1, б) может быть плоскосрезанной или закругленной: Rmax=0,144P, Rmin=0,108P, где R — радиус впадины;Р — шаг резьбы.
Рис. 1 - Профиль метрической резьбы (а) и впадины резьбы (б)Резьбы определяются следующими основными параметрами:
- наружным, средним и внутренним диаметрами;
- шагом;
- углом профиля;
- углом наклона сторон профиля.
Наружный диаметр резьбы d (см. рис. 1, а) — диаметр цилиндра, описанного относительно вершин наружной резьбы (или впадин внутренней резьбы).
Внутренний диаметр d1 — диаметр цилиндра, вписанного в вершины внутренней резьбы (или впадины наружной резьбы).
Номинальные значения d и d1 для наружной и внутренней резьбы одинаковые.
Средний диаметр d2 — диаметр воображаемого цилиндра, поверхность которого пересекает витки резьбы таким образом, что ширина витков и ширина впадин равны.
Шаг резьбы Р — расстояние между параллельными сторонами двух рядом лежащих витков, измеренное вдоль оси.
ГОСТ 8724—81 устанавливает диаметры в диапазоне 0,25...600 мм и шаги 0,075...6 мм. Метрические резьбы могут иметь крупный шаг (при диаметрах 0,25...68 мм) и мелкий шаг (при диаметрах 1...600 мм).
Угол профиля α — угол между боковыми сторонами профиля, измеренный в осевой плоскости. Угол наклона сторон профиля β — угoл между стороной профиля и перпендикуляром к оси резьбы. Для резьб с симметричным профилем β=0,5α. Для резьб с асимметричным профилем, например для упорной или конической, угол наклона каждой стороны определяется независимо.
Высота исходного треугольника Н — высота остроугольного профиля, полученного при продолжении боковых сторон профиля до их пересечения. Рабочая высота профиля h2 — высота плоскосрезанного теоретического профиля, равная полуразности наружного и внутреннего диаметров. Для метрических резьб Н=0,866025Р, Н1=0,54126Р.
В действительности высота соприкосновения меньше, так как система допусков предусматривает определенные зазоры, например, по внутренним диаметрам резьбы гайки и болта.
Рабочая высота витка h2 — наибольшая высота соприкосновения; наименьшая высота соприкосновения обозначается h2 min. Для резьбы с плоскосрезанным профилем h2 и h2 min определяют наибольшее и наименьшее перекрытие витков резьбы и гайки.
Угол подъема резьбы (винтовой линии)
Для многозаходных резьб в числитель этой формулы следует подставлять вместо Р произведение n0P, где n0 — число заходов.
Длина свинчивания l (высота гайки H) — длина (высота) соприкосновения поверхностей болта и гайки, измеренная вдоль оси.
metiz-bearing.ru
Назначение резьбы и ее элементы
| Таблица 5.1 — Обозначение и назначение резьб | ||
| Тип резьбы | Буквенное обозначение | Назначение |
| Метрическая | М… | Резьба общего назначения, стандартные крепежные изделия |
| Метрическая коническая | МК… | Приборостроение |
| Трапецеидальная | Tr… | Ходовые винты, передающие возвратно-поступательное движение |
| Упорная | S… | Механизмы с большим осевым усилием (винтовые прессы, домкраты) |
| Трубная цилиндрическая | G… | Соединение труб, фитинги, вентили |
| Трубная коническая | R… (наружная) Rc… (внутренняя) | Соединение труб при больших давлениях и температурах (повышенная герметичность) |
| Круглая для электротехнической арматуры | E… | Патроны, цоколи |
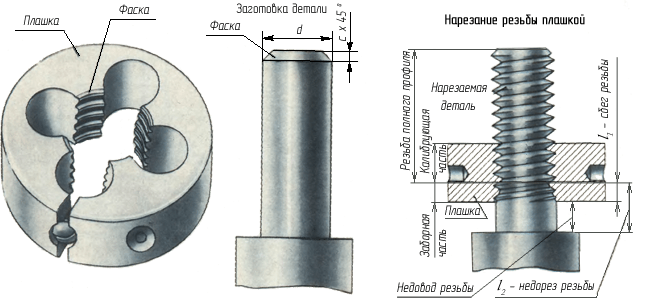
В зависимости от условий и характера производства выполнение резьбы может осуществляться различными способами и инструментами. Для изготовления большинства стандартизованных резьб широко применяется нарезание резьбы плашками или метчиками.
Плашка применяется для нарезания наружной резьбы на заранее подготовленной заготовке детали, диаметр которой определяется диаметром и шагом нарезаемой резьбы.
Рабочая (режущая) поверхность плашки имеет коническую заборную часть (фаску) и цилиндрическую калибрующую часть, обеспечивающую нарезание резьбы необходимого размера. В результате наличия заборной части на нарезаемом стержне в конце резьбы остается участок l1 с постепенно уменьшающимся по высоте профилем (Рисунок 5.3). Этот участок с неполной резьбой называется сбегом резьбы. Резьба полного профиля, определяемая калибрующей частью плашки, заканчивается на стержне там, где начинается сбег резьбы. В случае, когда нарезаемая часть стержня ограничивается какой-либо опорной поверхностью (буртиком, головкой, заплечиком и т.п.), при нарезании резьбы плашка (во избежание поломки) обычно не доводится до упора в эту поверхность.
При этом на стержне остается участок, называемый недоводом резьбы. Сбег плюс недовод образуют недорез резьбы l2 (Рисунок 5.3).
 | ||
| а | б | в |
Рисунок 5.3 — Нарезание резьбы на стержне
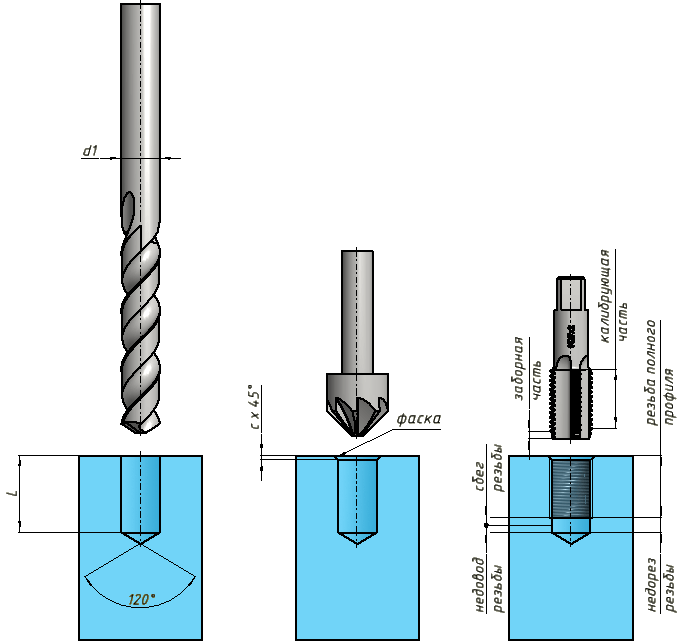
Метчик (Рисунок 5.4) применяется для нарезания внутренней резьбы в заранее просверленном отверстии, диаметр d1 которого выбирается в зависимости от шага и диаметра нарезаемой резьбы (см. таблицу 5.2. (ГОСТ 19257-73. Отверстия под нарезание метрической резьбы)).
| Таблица 5.2 — Диаметры сверл для отверстий под нарезание метрической резьбы | |||||
| Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 | Номинальный диаметр резьбы, d | Шаг резьбы, Р | Диаметр сверла, d1 |
| 0,2 | 0,80 | 0,5 | 9,50 | ||
| 0,25 | 0,75 | 0,75 | 9,25 | ||
| 1,1 | 0,2 | 0,90 | 9,00 | ||
| 0,25 | 0,85 | 1,25 | 8,80 | ||
| 1,2 | 0,2 | 1,00 | 1,5 | 8,50 | |
| 0,25 | 0,95 | 0,5 | 10,50 | ||
| 1,4 | 0,2 | 1,20 | 0,75 | 10,25 | |
| 0,3 | 1,10 | 10,00 | |||
| 1,6 | 0,2 | 1,40 | 1,25 | 9,50 | |
| 0,35 | 1,25 | 0,5 | 11,50 | ||
| 1,8 | 0,2 | 1,60 | 0,75 | 11,25 | |
| 0,35 | 1,45 | 11,00 | |||
| 0,25 | 1,75 | 1,25 | 10,80 | ||
| 0,4 | 1,60 | 1,5 | 10,50 | ||
| 2,2 | 0,25 | 1,95 | 1,75 | 10,20 | |
| 0,45 | 1,75 | 0,5 | 13,50 | ||
| 2,5 | 0,35 | 2,15 | 0,75 | 13,25 | |
| 0,45 | 2,05 | 13,00 | |||
| 0,35 | 2,65 | 1,25 | 12,80 | ||
| 0,5 | 2,50 | 1,5 | 12,50 | ||
| 3,5 | 0,35 | 3,15 | 12,00 | ||
| 0,6 | 2,90 | 14,00 | |||
| 0,5 | 3,50 | 1,5 | 13,50 | ||
| 0,7 | 3,30 | 0,5 | 15,50 | ||
| 4,5 | 0,5 | 4,00 | 0,75 | 15,25 | |
| 0,75 | 3,75 | 15,00 | |||
| 0,5 | 4,5 | 1,5 | 14,50 | ||
| 0,8 | 4,20 | 14,00 | |||
| 5,5 | 0,5 | 5,00 | 16,00 | ||
| 0,5 | 5,50 | 1,5 | 15,50 | ||
| 0,75 | 5,25 | 0,5 | 17,50 | ||
| 5,00 | 0,75 | 17,25 | |||
| 0,5 | 6,50 | 17,00 | |||
| 0,75 | 6,25 | 1,5 | 16,50 | ||
| 6,00 | 16,00 | ||||
| 0,5 | 7,50 | 2,5 | 15,50 | ||
| 0,75 | 7,25 | 0,5 | 19,50 | ||
| 7,00 | 0,75 | 19,25 | |||
| 1,25 | 6,80 | 19,00 | |||
| 0,5 | 8,50 | 1,5 | 18,50 | ||
| 0,75 | 8,25 | 18,00 | |||
| 8,00 | 2,5 | 17,50 | |||
| 1,25 | 7,80 |
 | ||
| а | б | в |
Рисунок 5.4 — Нарезание резьбы в отверстии
На Рисунке 5.4 представлено глухое (несквозное) отверстие. На его дне изображено коническое углубление, остающееся от сверла. Угол при вершине конуса условно принимается равным 1200, а размеры его на чертежах не наносятся.
До нарезания резьбы на конце стержня (при наружной резьбе) и в начале отверстия (при внутренней резьбе) выполняются фаски, коническая поверхность которой образует с осью угол 450. Фаска предохраняет крайние витки от повреждений, упрощает процесс нарезания резьбы, облегчает соединение между собой резьбовых деталей. Величина фасок определяется величиной шага резьбы (Таблица 5.3).
У метчика, как и у плашки, имеется коническая заборная часть и калибрующая часть. При нарезании резьбы метчиком будет иметь место сбег резьбы, определяемый заборной частью метчика, и резьба полного профиля. При нарезании резьбы в глухом отверстии метчик (во избежание его поломки) не доводится до упора в дно отверстия, поэтому будет иметь место недовод резьбы и, следовательно, недорез резьбы как сумма сбега и недовода резьбы.
| Таблица 5.3 – Зависимость параметров фаски от шага резьбы | |||||||
| Размеры, мм | |||||||
| Шаг резьбы (Р) | 0,75 | 0,8 | 1,0 | 1,25 | 1,5 | 1,75 | 2,0 |
| Глубина фаски | 1,0 | 1,0 | 1,0 | 1,6 | 1,6 | 1,6 | 2,0 |
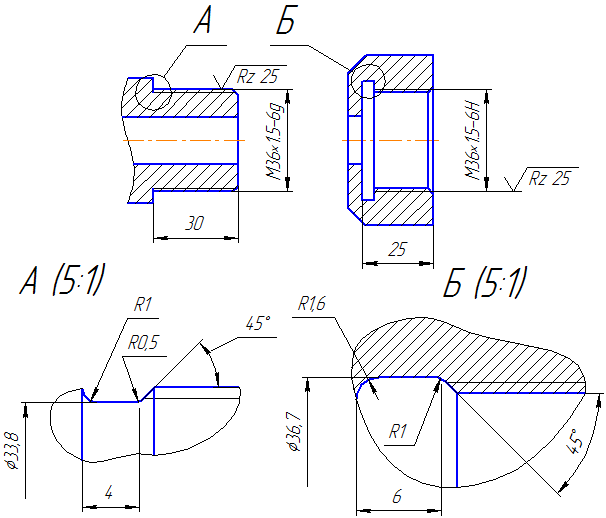
Если требуется изготовить резьбу полного профиля, без сбега, то для вывода резьбообразующего инструмента делают проточку, диаметр которой для наружной резьбы должен быть немного меньше внутреннего диаметра резьбы (Рисунок 5.5, а), а для внутренней резьбы — немного больше наружного диаметра резьбы (Рисунок 5.5, б).
Размеры фасок, сбегов, недорезов, проточек стандартизованы ГОСТ 10549-80* — Выход резьбы. Сбеги, недорезы, проточки и фаски и ГОСТ 27148-86 — Изделия крепежные. Выход резьбы. Сбеги, недорезы, проточки. Размеры.
 | |
| а | б |
Рисунок 5.5 — Наружная и внутренняя проточки
| Таблица 5.4 — фрагмент ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски | |||||||||||
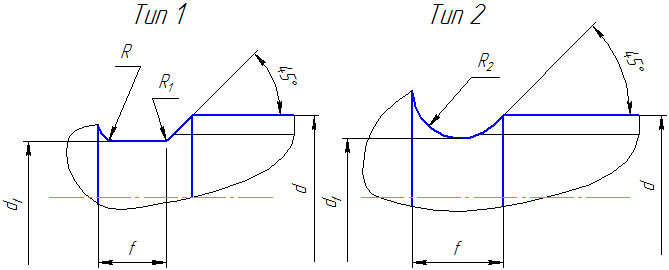 | |||||||||||
| Шаг резьбы P | Проточка | Фаска z | |||||||||
| Тип 1 | Тип 2 | df | при сопряжении с внутренней резьбой с проточкой типа 2 | для всех других случаев | |||||||
| нормальная | узкая | ||||||||||
| f | R | R1 | f | R | R1 | f | R2 | ||||
| 0 ,2 | — | — | — | — | — | — | — | — | — | — | 0 ,2 |
| 0 ,25 | |||||||||||
| 0 ,3 | |||||||||||
| 0 ,35 | d — 0 ,6 | 0 ,3 | |||||||||
| 0 ,4 | 1 ,0 | 0 ,3 | 0 ,2 | ||||||||
| 0 ,45 | d — 0 ,7 | ||||||||||
| 0 ,5 | 1 ,6 | 0 ,5 | 0,3 | 1 ,0 | 0 ,3 | 0 ,2 | d — 0 ,8 | 0 ,5 | |||
| 0 ,6 | d — 0 ,9 | ||||||||||
| 0 ,7 | 2 ,0 | 1 ,6 | 0,5 | 0,3 | d — 1,0 | ||||||
| 0 ,75 | d — 1,2 | 1 ,0 | |||||||||
| 0 ,8 | 3,0 | 1 ,0 | 0 ,5 | ||||||||
| 2 ,0 | 3 ,6 | 2 ,0 | d — 1,5 | 2 ,0 | |||||||
| 1,25 | 4 ,0 | 2 ,5 | 1 ,0 | 0 ,5 | 4 ,4 | 2 ,5 | d — 1,8 | 2 ,5 | 1 ,6 | ||
| 1 ,5 | 4,6 | d — 2 ,2 | 3 ,0 | ||||||||
| 1,75 | 5 ,4 | 3 ,0 | d — 2 ,5 | 3 ,5 | |||||||
| 5 ,0 | 1 ,6 | 3,0 | 5 ,6 | d — 3 ,0 | 2 ,0 | ||||||
| 2 ,5 | 6 ,0 | 1 ,0 | 4 ,0 | 7 ,3 | 4 ,0 | d — 3 ,5 | 5 ,0 | 2 ,5 | |||
| 7 ,6 | d — 4 ,5 | 6 ,5 | |||||||||
| 3 ,5 | 8 ,0 | 2 ,0 | 5 ,0 | 1 ,6 | 10 ,2 | 5 ,5 | d — 5 ,0 | 7,5 | |||
| 10,3 | d — 6 ,0 | 8,0 | 3,0 | ||||||||
| 4 ,5 | 10 ,0 | 3 ,0 | 6 ,0 | 1 ,0 | 12 ,9 | 7 ,0 | d — 6 ,5 | 9 ,5 | |||
| 13 ,1 | d — 7 ,0 | 10 ,5 | 4 ,0 | ||||||||
| 5 ,5 | 12 ,0 | 8 ,0 | 2 ,0 | 15,0 | 8 ,0 | d — 8 ,0 | |||||
| 16 ,0 | 8 ,5 | d — 9 ,0 |
Похожие статьи:
poznayka.org
Конструктивные элементы резьбы
К основным конструктивным элементам резьбы (ГОСТ 10549—80) относятся (рис. 1.5):
сбег резьбы — участок резьбы неполного профиля, получаемый по технологическим причинам в зоне перехода резьбы изделия к ненарезанной поверхности; чем крупнее профиль резьбы, тем больше величина сбега;
проточка резьбовая — кольцевой желобок на стержне или кольцевая выточка в отверстии, выполняемые по технологическим причинам перед резьбонарезанием для выхода нарезающего инструмента: делается с целью получения одинакового профиля резьбы на всем нарезанном участке без сбега;
Рис. 1.5. Конструктивные элементы резьбы
недорез — участок изделия, включающий сбег и недовод резьбы; под недоводом понимается величина ненарезанной части детали между концом сбега и опорной поверхностью детали;
фаска — срезанная в виде усеченного конуса кромка цилиндрического стержня или отверстия. Этот элемент обеспечивает удобство сопряжения деталей, улучшает внешний вид изделия, способствует ликвидации острой режущей кромки, получающейся по технологическим причинам на торцах деталей, предохраняет резьбу от забоя и т.д. На концах резьбовых деталей выполняются фаски конической и сферической формы. Радиус сферической фаски равен номинальному диаметру резьбы. Высота конической и сферической фасок определяется в зависимости от шага резьбы: она должна быть (по ГОСТу 10549—80) вдвое больше шага резьбы. Например, если шаг резьбы на стержне (в отверстие) Р = 1 мм, то высота фаски должна быть 2 мм.
Конструктивные элементы резьбы присутствуют на основных видах крепежных изделий.
Изображение резьбы на чертежах
Изображение резьбы. На чертежах резьбу изображают условно, независимо от профиля, а именно: резьбу на стержне – сплошными основными линиями по наружному диаметру резьбы и сплошными тонкими по внутреннему на всю резьбу, включая фаску (рис. 1.6). На изображениях, перпендикулярных оси, по внутреннему диаметру резьбы проводят дугу сплошной тонкой линией, приблизительно равную ¾ окружности, разомкнутую в любом месте, но не начинающуюся и не заканчивающийся на осях. На изображении резьбы в отверстиях сплошные основные и сплошные тонкие линии меняются местами (рис. 1.6). Фаски на стержне с резьбой, не имеющие специального конструктивного назначения, в проекции на плоскость, перпендикулярную оси резьбы, не изображают. Границу резьбы на стержне и в отверстии проводят в конце полного профиля резьбы, до сбега, основной линией (или штриховой, если резьба невидима), которую проводят до линий наружного диаметра резьбы (рис. 1.6).
Рис. 1.6. Пример изображения резьбы на стержне и в отверстии
Расстояния между линиями, изображающими наружный и внутренний диаметры резьбы, должны быть не менее 0,8 мм и не больше шага резьбы. Сбег резьбы в учебных чертежах указывают только у шпильки под углом примерно 30° к оси резьбы.
В резьбовых соединениях резьба условно вычерчивается на стержне, в отверстии – только та часть резьбы, которая не закрыта стержнем (рис. 1.7)
Рис. 1.7. Пример изображения резьбы в резьбовых соединениях
studfiles.net
12.3. Конструктивные и технологические элементы резьбы
Резьбу выполняют с помощью специальных инструментов. Наружную резьбу накатывают на специальных станках или нареза ют с помощью резьбовых резцов, фрез или плашек. Внутреннюю резьбу чаще всего нарезают метчиками или резцами. Плашки и метчики применяют для нарезания резьбы на заранее подготовленной заготовке детали и в заранее просверленном отверстии (рис. 12.5).
Рис. 12.7
Заборные части резьбонарезающих инструментов образуют сбег резьбы — участок с неполным профилем. Недовод резьбы — ненарезанная часть между концом сбега и опорной поверхностью детали. Участки сбега и недовода резьбы вместе образуют участок, называемый недорезом резьбы.
Для получения полноценной резьбы на всей длине нарезанной части стержня (рис. 12.6) или отверстия (рис. 12.7) и выхода нарезающего инструмента выполняют резьбовую проточку — кольцевой желобок на стержне, наружный диаметр dh которого меньше внутреннего диаметра нарезаемой резьбы (рис. 12.6, а), или кольцевую выточку в отверстии, диаметр db , которой больше наружного диаметра резьбы (рис. 12.7, а).
Важным конструктивным элементом деталей с резьбой является фаска — срезанная в виде усеченного конуса кромка цилиндрического или конического стержня или отверстия (рис. 12.6, б и 12.7, б). Фаска облегчает соединение деталей, улучшает их внешний вид, ликвидирует острую режущую кромку на торцах деталей.
На учебных чертежах и эскизах для наружной метрической резьбы ширину проточки f1 принимают равной 2Р, а для внутренней — 2,5P, где Р — шаг резьбы.
12.4. Условное изображение и обозначение резьб на чертежах
Правила условного изображения и обозначения резьбы устанавливает ГОСТ 2.311—68.
Наружная резьба (на стержне) изображается сплошными основными линиями по наружному диаметру и сплошными тонки ми линиями по внутреннему. При изображении на плоскости, параллельной оси резьбы, тонкая линия ее должна пересекать границу фаски на конце стержня и доходить до сплошной линии, ограничивающей резьбу (рис. 12.8). При изображении на плоскости, перпендикулярной оси резьбы, тонкую линию окружности ее внутреннего диаметра проводят в виде дуги, равной примерно 3/, этой окружности и разомкнутой в любом месте.
Расстояние между сплошной и тонкой линиями изображения резьбы обычно принимается равным не менее 0,8 мм и не более шага резьбы.
На учебных чертежах сбег резьбы не показывают, а ее длиной считают длину с полным профилем, включая фаску.
Внутреннюю резьбу (в отверстии) в разрезах изделий показывают сплошными основными линиями по внутреннему диаметру резьбы и сплошными тонкими линиями по наружному диаметру (рис. 12.9). При изображении на плоскости, перпендикулярной оси резьбы, ее сплошную тонкую линию проводят в виде дуги, равной приблизительно 3/4 окружности и разомкнутой в любом месте, причем начало и конец этой дуги не должны совпадать с осевой линией.
При изображении резьбы, как наружной, так и внутренней, на плоскости, перпендикулярной ее оси, фаски не показывают. Штриховку в разрезах и сечениях проводят до линии наружного диаметра на стержнях и до линии внутреннего диаметра в отверстии, т.е. до сплошной основной линии (см. рис. 12.9).
При изображении резьбы в несквозном (глухом) отверстии показывают только длину ее полного профиля (рис. 12.10). Изображение глухого отверстия заканчивают конусом, получающимся при сверлении (так как сверло на конце имеет коническую заточку). Если нет необходимости в точном изображении границы резьбы и недореза (например, на сборочных чертежах), допускается изображать резьбу доходящей до дна отверстия (рис. 12.11). а также не показывать фаску и коническую часть отверстия.
Обозначение резьбы должно давать представление о ее типе и размерах. В общем случае оно состоит из букв, указывающих тип резьбы (например, М — метрическая, К — коническая, Тr— трапецеидальная), и цифр, содержащих сведения о ее размерах.
В обозначении метрической резьбы число, стоящее за буквами, представляет собой ее номинальный диаметр в миллиметрах, а число, стоящее после знака умножения, — шаг (например, М20х 1,5).
Примеры обозначения и изображения стандартных резьб приведены в табл. 12.1.
studfiles.net









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)