 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Энциклопедия по машиностроению XXL. Ленточная резьба
ленточная резьба Видео

10 мес. назад
Мой ответ на вопрос моего друга.

2 г. назад
Моя страница в контакте https://vk.com/penchkovsky Электронная почта [email protected].

1 г. назад
Державка http://ali.pub/u2p4b Пластинки 2 мм http://ali.pub/m3x2z Сайт http://tokarka42.ru/ Группа https://vk.com/tokarka42.

1 г. назад
Изготовление "метчика" маточной гайки из винта.

3 г. назад
съем до 10 соток проход, на диаметр.

2 г. назад
Этот ролик обработан в Видеоредакторе YouTube (http://www.youtube.com/editor)

5 мес. назад
Ещё одна работа-Нарезание трапецеидальной резьбы 28х5 (винт, гайка) Особо выдающегося в этой работе ничего...

2 г. назад
Ссылка на резьбовой шаблон: ...

2 г. назад
Нарезаем коническую замковую резьбу СП167х12 наружную на токарном станке.

2 г. назад
Видео о том как без особых навыков и затрат делать эксклюзивные вещи из дерева.

1 г. назад
Внести свой вклад в развитие мастерской или канала можно по данным реквизитам. Больше железяк - интереснее...

5 г. назад
резьба по дереву.

1 г. назад
На носу ярмарка. Что можно за час сделать из чурака. Ну чтоб несложно и быстро. Ленточная пила на канале:...
2 г. назад
Домовая резьба. ▻ Скачайте книгу "Основы столярного мастерства": http://jurprime.ru/offers/book/ ▻ Подписывайтесь на...

3 г. назад
Сайт Жеки Мастера http://tokarka42.ru/ Пытаюсь рассказать как настроить станок токарно-винторезный 1к62 для нарезани...
nosiprikol.ru
Нарезание резьбы для передачи движения
 Нарезание резьбы для передачи движения
Нарезание резьбы для передачи движения Категория:
Токарное дело
Нарезание резьбы для передачи движения К резьбам, служащим для передачи движения, относятся трапецеидальная, упорная, прямоугольная, модульная и питчевая. Трапецеидальная резьба имеет профиль в виде равнобедренной трапеции с углом между сторонами 30°. Упорная резьба имеет профиль в виде неравнобедренной трапеции с наклоном сторон 30° и 3°. Усилие воспринимается одной стороной (с наклоном 3°).
Прямоугольная (ленточная) резьба имеет профиль в виде прямоугольника. Глубина канавки принимается равной половине шага. Прямоугольные резьбы не стандартизованы и в промышленности применяются редко (заменяются трапецеидальными).
Модульная резьба имеет профиль в виде рав-нобокой трапеции с углом 40°, применяется на червяках, сопрягаемых с червячными колесами. Шаг резьбы — кратный стандартному модулю Sp=itm. Питчевая резьба также применяется для червяков, шаг ее измеряется в дюймах. Шаг этой резьбы SP=n где Р—заданный питч.
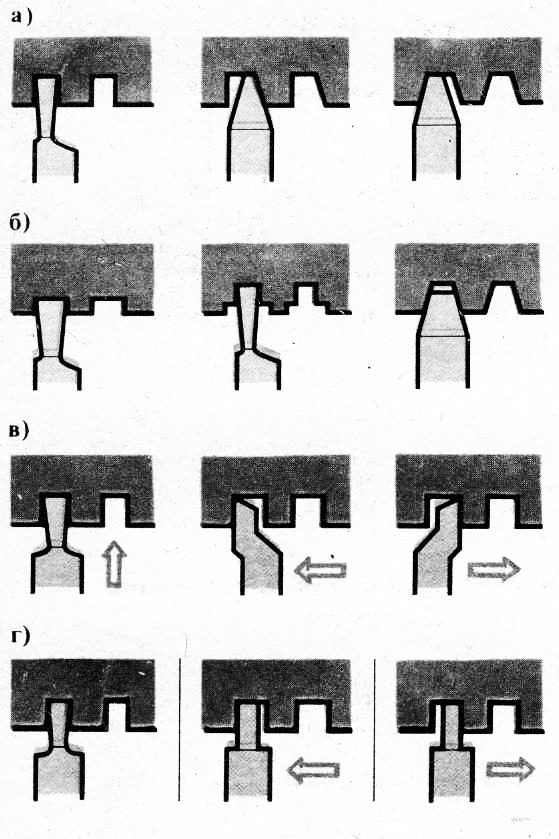
1. НАРЕЗАНИЕ РЕЗЬБЫ ДЛЯ ПЕРЕДАЧИ ДВИЖЕНИЯ: а — трапецеидальной двумя резцами, б — трапецеидальной тремя резцами, в — прямоугольной тремя резцами, г — прямоугольной двумя резцами
Способы нарезания резьб для передачи движения. Трапецеидальные, упорные и прямоугольные резьбы шага до 3 мм нарезают соответственно заточенными резцами за несколько проходов так же, как и треугольные резьбы.
Трапецеидальные резьбы большого шага прорезаются предварительно прорезным резцом прямоугольного профиля, а затем окончательно чистовым резцом трапецеидального профиля. Врезание ведут под углом или сочетанием поперечного и бокового (комбинированное) врезания. Трапецеидальные резьбы шага не более 8 мм целесообразно нарезать предварительно широким прорезным резцом на глубину 0,251, затем узким прорезным резцом на полную глубину профиля и окончательно — чистовым резцом трапецеидального профиля. Крупные прямоугольные резьбы прорезают узким прорезным резцом, затем правую и левую стороны витков обрабатывают начисто раздельно. На рис. 1, г показано нарезание прямоугольной резьбы двумя прорезными резцами: черновым и чистовым. Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках. Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчиваемость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точный контроль (в лабораторных условиях) осуществляют при помощи инструментальных и универсальных микроскопов.
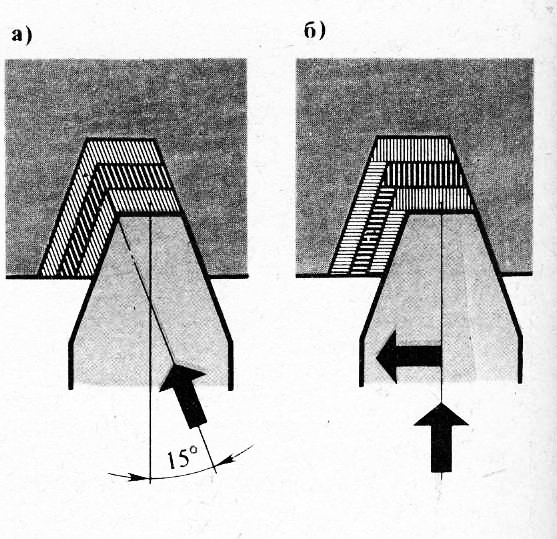
2. СХЕМЫ ВРЕЗАНИЯ РЕЗЦА ПРИ НА-РЕЗАНИИ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ: а — боковое врезание, б — комбинированное врезание
Возможно также нарезание многозаходных (обычно двухзаходных) резьб одновременно двумя резцами, расстояние между которыми равно шагу резьбы Sp. Настройку станка производить на ход H=KS. При изготовлении деталей с многозаходной резьбой можно выполнять деление также способом перемещения резца смещением верхних салазок суппорта- на шаг после каждого прохода. Смещение контролируют лимбом верхних салазок или, более точно, индикатором, либо мерными плитками. Чтобы канавки всех заходов были на одной глубине и толщина всех витков была одинакова, вначале прорезают все заходы начерно, а затем, выставив резец на окончательный размер, снова производят деление и все заходы обрабатывают начисто.
Читать далее:
Скоростное нарезание резьбы
Статьи по теме:
pereosnastka.ru
5. Типы и назначения резьб
По своему назначению резьбы можно разделить на ходовые и крепежные.
Крепежные резьбы(табл. 1) служат для прочного и плотного соединения деталей и обеспечивают относительную неподвижность деталей.
К крепежным резьбам относятся: метрическая цилиндрическая, метрическая коническая, трубная цилиндрическая, трубная коническая.
Ходовые резьбы(табл. 2) используются для преобразования вращательного движения в поступательное движение. Такие резьбы обеспечивают перемещение одной детали относительно другой, например: трапецеидальная резьба – для передачи осевых усилий и движения в ходовых винтах. Симметричный профиль обеспечивает использование резьбы в реверсивных винтовых механизмах. Упорная резьба, с несимметричным профилем, применяется в тех случаях, когда винт должен передавать большие усилия в одном направлении (домкраты, тиски и т.д.). Все резьбы можно разделить на стандартные и нестандартные.Стандартные резьбыимеют параметры, установленные государственными стандартами.
К нестандартнымотносятся: прямоугольная, квадратная и специальные резьбы. Специальная резьба имеет стандартный профиль, но какой-либо параметр резьбы, не соответствует стандарту.
Условное обозначение специальных резьб “Сп”. Например:
СпМ19 – резьба специальная метрическая, так как номинальный диаметр не соответствует ГОСТу.
В промышленности применяют не только резьбы, перечисленные в табл. 1 и табл. 2., но и резьбы специального назначения: часовая резьба, круглая резьба для патронов и цоколей электрических ламп, резьба для объективов микроскопов и др.
6. Соединения резьбовые
Соединение резьбовое – это разъемное соединение двух деталей с помощью резьбы, в котором одна из деталей имеет наружную резьбу, а другая внутреннюю (рис.7). На рисунке 7 изображен разрез резьбового соединения. Стержень с резьбой не заштрихован, так как он является не пустотелой деталью. Штриховку в разрезах доводят до сплошных основных линии (рис.7). Обратите внимание на то, что сплошные основные линии, соответствующие наружному диаметру стержня, переходят в сплошные тонкие линии, соответствующие наружному диаметру резьбы в отверстии. И наоборот, сплошные тонкие линии внутреннего диаметра резьбы на стержне, переходят в сплошные основные линии внутреннего диаметра резьбы в отверстии.
Рисунок 7 - Резьбовое соединение
Следует запомнить правило: в резьбовых соединениях, изображенных в разрезе, резьба стержня закрывает резьбу отверстия.
Таблица 1 - Резьбы крепежные
| Тип резьбы | Профиль | Номер стандарта | Усл. обозн. | Параметры, указываемые на чертеже | Пример обозначения и изображения |
| Метри - ческая цилин – дричес -кая |
| ГОСТ 9150-2002 (профиль) ГОСТ 8724-2002 (диаметр, шаги) ГОСТ 24705-81 (основные размеры) однозаходная | М | Условное обозначение, номинальный диаметр резьбы, мелкий шаг, обозначение резьбы левой (LH) |
|
| Многозаходная | М | Условное обозначение, номинальный диаметр, числовое значение хода, буквенное обозначение шага Pи величина шага | М10×3(P1,5) | ||
| Метри -ческая кони -ческая |
| ГОСТ 25229-82 | МК | Условное обозначение, номинальный диаметр, шаг резьбы, обозначение резьбы левой (LH) |
|
| Трубная цилин -дричес -кая |
| ГОСТ 6357-81 | G | Условное обозначение, обозначение размера резьбы в дюймах, обозначение левой резьбы |
|
Окончание табл.1
| Трубная коничес-кая |
| ГОСТ 6211-81 | R–внеш - няя Rc– внут -ренняя | Условное обозначение, обозначение размера резьбы |
|
Таблица 2 - Резьбы ходовые
| Тип резьбы | Профиль | Номер стандарта | Усл. обозн. | Параметры указываемые на чертеже | Пример обозначения и изображения |
| Упорная |
| ГОСТ 10177-82 | S | Условное обозначение, номинальный диаметр резьбы, шаг резьбы |
|
| Многозаходная | S | Условное обозначение, номинальный диаметр, величина хода, обозначение шага, величина шага | S16x4(P2) |
Окончание табл. 2
| Трапеце- идаль-ная |
| ГОСТ 9484-81 (профиль) ГОСТ 24738-81 (диаметр, шаги) ГОСТ 24737-81 (основные размеры) | Tr | Условное обозначение, номинальный диаметр резьбы, шаг резьбы |
|
| ГОСТ 9484-81 (профиль) ГОСТ 24739-81 (основные размеры, ходы и допуски) | Tr | Условное обозначение, номинальный диаметр, величина хода, обозначение шага, величина шага | Tr14x6(P3) | ||
| Прямо-угольня |
| Не стандартная | − | − |
|
studfiles.net
Нарезание резьбы для передачи движения
ТОКАРНОЕ ДЕЛО
| 247 СПОСОБЫ ВРЕЗАНИЯ ПРИ НАРЕ - ЗАНИИ РЕЗЬБЫ РЕЗЦОМ: |
К резьбам, служащим для передачи движения, относятся трапецеидальная, упорная, прямоугольная, модульная. Трапецеидальная резьба имеет профиль в виде равнобедренной трапеции с углом между сторонами
| 248 ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ (ГОСТ 9484—60) |
30° (рис. 248). Трение между витками при сопряжении винта с гайкой уменьшается благодаря боковому зазору: средний диаметр гайки имеет плюсовое допускаемое отклонение, а средний диаметр винта имеет два минусовых отклонения (ходовая посадка). Кроме того, предусмотрен зазор между вершиной витка и дном впадины. Упорная резьба имеет профиль в виде неравнобедренной трапеции с наклоном сторон 30° и 3°. Усилие воспринимается одной стороной (с наклоном 3е). Для размещения смазки между витками винта и гайки предусмотрен гарантированный боковой зазор. Прямоугольная (ленточная) резьба имеет профиль в виде прямоугольника. Глубина канавки принимается равной половине шага. Прямоугольные резьбы не стандартизованы и в промышленности применяются редко (заменяются трапецеидальными).
Модульная резьба имеет профиль в виде равнобокой трапеции с углом 40°, применяется на червяках, сопрягаемых с червячными колесами. Шаг резьбы —кратный стандартному модулю Sp=nm.
Способы нарезания резьб для передачи движения. Трапецеидальные, упорные и прямоугольные резьбы шага до 3 мм нарезают соответственно заточенными резцами за несколько проходов так же, как и треугольные резьбы.
Трапецеидальные резьбы большого шага прорезаются предварительно прорезным резцом прямоугольного профиля, а затем окончательно чистовым резцом трапецеидального профиля (рис. 249, а). Врезание ведут под углом е/2 или сочетанием поперечного и бокового врезания. Трапецеидальные
Резьбы шага не более 8 мм целесообразно нарезать предварительно широким прорезным резцом на глубину 0,255, затем узким прорезным резцом на полную глубину профиля и окончательно— чистовым резцом трапецеидального профиля (рис. 249, б). Крупные прямоугольные резьбы прорезают узким прорезным резцом (рис. 249, в), затем правую и левую стороны витков обрабатывают начисто раздельно. На рис. 249, г показано нарезание прямоугольной резьбы. Для нарезания трапецеидальных резьб и червяков часто применяют жесткий резец токаря-новатора А. Н. Нежевен - ко (рис. 250). С целью повышения чистоты обработки на последних проходах применяют резцы, закрепленные в пружинящие державки (рис.251). Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках (рис. 252). Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчива - емость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точ-
| 25Г) УСИЛЕННЫЙ РЕЗЬБОВОЙ РЕЗЕЦ НОВАТОРА А. Н, НЕЖЕВЕНКО |
| 252 НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРАПЕ - " ЦЕИДАЛЬНОИ РЕЗЬБЫ |
Ный контроль (в лабораторных условиях) осуществляют при помощи инструментальных и универсальных микроскопов.
Износ и стойкость резцов
По закону сохранения энергии энергия, затраченная на процесс резания, не может исчезнуть: она превращается в другой вид —в тепловую энергию. В зоне резания возникает теплота резания. В процессе резания больше …
Элементы автоматических устройств
Особенностью современного технического прогресса является автоматизация на базе достижений электронной техники, гидравлики и пневматики. Главными направлениями автоматизации являются применение следящих (копировальных) устройств, автоматизация управления станками и контроля деталей. Автоматическое управление …
Сложные поверхности как установочные базы
Рассмотренные ранее правила выбора установочных баз справедливы и при изготовлении деталей с участками сложной формы. Однако не всегда такие участки удобны для использования их в качестве баз, в других случаях, …
msd.com.ua
Ленточная резьба гост видео - Лепка.рф
Таблица диаметров под резьбу и др ...
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника.... От автора Sergejs Belov.... Добавлено 11 мес. назад. Подробнее...
Размеры заготовок под резьбу резцом...
От автора Вадим Лазутин.... Добавлено 2 год. назад. Подробнее...
Как нарезать многозаходную резьбу н...
Как нарезать многозаходную резьбу Как нарезать резьбу . От автора Жека Мастер.... Добавлено 2 год. назад. Подробнее...
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. - Woodworking plans ... От автора mtmwood. Добавлено 9 мес. назад. Подробнее...
Многозаходная резьба...
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. 8(8452) 35-49-69 [email protected] www.lapic.ru.... От автора LapicLLC. Добавлено 2 год. назад. Подробнее...
Нарезка трапецеидальной резьбы...
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я - Дядько Максим...... За мат, політику і пропаганду = БАН довічний. Тут тільки...... От автора Дядько Максим.... Добавлено 5 год. назад. Подробнее...
Обработка внутренней ленточной резь...
Компания 'Буровой инструмент' тел.912 527 38 88 http://курганбур.рф. От автора Рустам Ахмето.... Добавлено 5 год. назад. Подробнее...
Видеоуроки Компас 10 Как сделать ре...
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на...... От автора Anna Veselova. Добавлено 4 год. назад. Подробнее...
Нарезание различных резьб резцом.av...
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша...... От автора rezaniemateri.... Добавлено 7 год. назад. Подробнее...
Плоское шлифование V образного блок...
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО "Механик".... Добавлено 1 год. назад. Подробнее...
урок построения спирали в Компас3D...
От автора belayaele. Добавлено 7 год. назад. Подробнее...
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В...
- Ленточные пилы для распиловки кругляка и другой древесины - Ро-ма, Польша. LISDEREVMASH 2013, Украина,...... От автора Тимберзилла.... Добавлено 5 год. назад. Подробнее...
Проблемные сорта древесины....
видео. От автора Евгений Павло.... Добавлено 10 мес. назад. Подробнее...
'Гнутые' ножки. Просто!...
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: ... От автора Юрий Примачен.... Добавлено 5 год. назад. Подробнее...
Ножеточка ТЧН
Ширина затачиваемого ножа, мм - 25 — 200 Толщина затачиваемого ножа, мм - 3 — 25 Угол поворота стола, град - 15 —...... От автора Александр Дья.... Добавлено 3 год. назад. Подробнее...
Заглушка резьбовая нержавеющая с вн...
Тринокс - поставка деталей из нержавеющей стали - Заглушка с внутренней резьбой из нержавеющей...... От автора Trinox AISI30.... Добавлено 2 год. назад. Подробнее...
Токарная обработка
. От автора Артур Муренко.... Добавлено 7 мес. назад. Подробнее...
13 Резьба в KOMPAS 3D
От автора Коля Дворко.... Добавлено 3 год. назад. Подробнее...
Токарный станок по металлу своими р...
Подписывайтесь на канал, комментируйте, ставьте лайки, если понравилось.... От автора ГОСТ нервно к.... Добавлено 2 год. назад. Подробнее...
IMG 0922 xintai video casting room
china xin tai valve ss casting working room В соответствии с американским стандартом, в зависимости от материала корпуса...... От автора weixiao Fang. Добавлено 4 год. назад. Подробнее...
xn--80ajpcv.xn--p1ai
Резьба прямоугольная - Энциклопедия по машиностроению XXL
Так как коэффициент трения / больше коэффициента трения /, то трение в винтовой паре с треугольной резьбой больше, чем в винтовой паре с резьбой прямоугольной. [c.227]Прямоугольная резьба. Ходовые и грузовые винты (домкратов, прессов и других механизмов) часто выполняют с резьбой прямоугольного профиля (рис. 288, з). Этот вид резьбы не стандартизован. [c.154]
Резьбы винтовых механизмов (ходовые резьбы) прямоугольная (рис. 1.5, а) трапецеидальная симметричная (рис. 1.5, б) трапецеидальная несимметричная, или упорная (рис. 1.5, б). [c.17]Резьба прямоугольная (см. рис. 1.5, а), широко применявшаяся ранее в винтовых механизмах, в настояш,ее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных станках невозможно, так как для образования чистой поверхности резьбы у фрезы должны быть режущими не только передние, но и боковые грани (сравни профили рис. 1.5, а и 1.5, б ). [c.20]
Применяются резьбы для крепления деталей (винтом, болтом, гайкой, шпилькой), для передачи движения (ходовым, грузовым, натяжным, подъемным винтом). К группе крепежных резьб относится метрическая, дюймовая, трубная, круглая. К группе ходовых резьб — прямоугольная, трапецеидальная, упорная. [c.75]
| Рис. 5. Резьба прямоугольная (нестандартная) |  |
В основном применяют правую резьбу, у которой на видимой части цилиндра винта резьба идет снизу вверх направо на рис. 406, а показана двухзаходная правая резьба прямоугольного профиля, на рис. 406, б— левая однозаходная резьба такого же профиля. [c.405]
Выбор профиля резьбы определяется ее назначением. Для грузовых и ходовых винтов применяют резьбы прямоугольные, трапецеидальные (рис. 407) и упорные (рис. 408). Такие резьбы обеспе- [c.406]
Если винт имеет трапецеидальную или упорную резьбу, то по найденной величине остальные параметры резьбы устанавливают по соответствующему ГОСТу. В случае применения резьбы прямоугольного (квадратного) профиля величину округляют до ближайшего большего целого (предпочтительно четного) числа миллиметров, а шаг резьбы назначают по соотношению [c.416]
Резьба прямоугольная (рис.20. д). Не стандартизована. [c.22]
Какие особенности изображения и обозначения резьбы прямоугольной и с проточкой [c.66]
Резьбы прямоугольного и полукруглого профиля не стандартизованы, и их изготовление производится по чертежам ведомственных нормалей. [c.82]
Винтовые пары в машиностроении имеют самое широкое применение. При помощи винтов в машинах передается движение, а также осевые усилия. Осевая сила, нагружающая винт, вызывает на поверхности нарезки значительное трение, которое приходится преодолевать движущему моменту. Разберем сначала более простой случай винта, имеющего прямоугольную резьбу. Прямоугольная резьба (иначе — ленточная) применяется, например, в винтовых домкратах (грузовые винты), в ходовых винтах токарных станков (передаточные винты). [c.287]
Резьба трапециевидная (рис. 207) широко применяется в червячных передачах. Хотя в этом случае теоретически и следовало бы применять резьбу прямоугольную (для повышения к. п. д.), условия зацепления заставляют отступить от прямоугольной формы профиля резьбы. Значение угла р здесь берут меньше, чем в треугольной резьбе. Оно обычно колеблется в пределах для угла зацепления = 20° 5 = 40° для = 15° р = 30°. [c.294]
Наилучшие результаты дает мелкая треугольная резьба (высота витков 0,5-0,7 мм) при условии, если гребешки витков прошлифованы в размер, обеспечивающий малый зазор в соединении. Уплотняющая способность резьбы прямоугольного профиля примерно вдвое меньше. Трапецеидальная резьба занимает промежуточное положение. Оптимальный угол наклона витков резьбы треугольного профиля 5 —10°, прямоугольного 3 — 5 . [c.101]
Резьба прямоугольная (см. рис. 1.5, в), широко применявшаяся ранее в винтовых механизмах, в настоящее время не стандартизована и почти вытеснена трапецеидальной. Изготовить прямоугольную резьбу более производительным способом на резьбофрезерных стан- [c.25]
Резьба метрическая с крупным шагом Применение 1.278 — Размеры 1.275 в-- о мелким шагом Применение 1.278 — Размеры 1.275 Резьба прямоугольная — Применение 1.287 [c.648]
В передачах винт-гайка применяется резьба прямоугольная, квадратная, трапецеидальная, упорная и треугольная. Трапецеидальная резьба нормирована ОСТ 2409—2411. Упорная резьба нормирована ОСТ 7739—7741. ГОСТы для треугольной резьбы указаны в разделе Резьбовые соединения . [c.230]
Шаг резьбы можно также измерить по ее оттиску на бумаге или дереве. К такому приему часто приходится прибегать при измерении шага внутренней резьбы малого диаметра. Для этого в отверстие резьбы вводят тоненькую деревянную палочку, прижимают ее к резьбе и получают оттиск, по которому измеряют шаг резьбы. Шаг специальной резьбы (прямоугольной, трапецеидальной) измеряют штангенциркулем (фиг, 194, в) или по оттиску резьбы на бумаге. [c.249]
В зависимости от профиля различают резьбы прямоугольные, треугольные, трапецеидальные, упорные и круг-лые от направления винтовой линии — правые и левые-, от числа винтовых линий — однозаходные и многозаходные. [c.258]
Болты, винты и шпильки, применяемые в неподвижных соединениях, как правило, имеют резьбу треугольного профиля, называемую крепежной резьбой. Прямоугольные и трапецеидальные резьбы применяют в подвижных соединениях, где при помощи винтовых соединений передается движение или усилие, например винты домкратов, ходовые винты в металлорежущих станках и пр. [c.83]
Шаг специальной резьбы (прямоугольной, трапецоидальной) из-меряют штангенциркулем (фиг. 112, в) или по ее оттиску на бумаге. [c.164]
Экспериментальное исследование силовых факторов при нарезании резьбы прямоугольного профиля на оболочках из стеклопластиков производили методом многофакторного планируемого эксперимента. Исследовались все три составляющие силы резания Рх, Ру, Рг. В качестве факторов были приняты скорость резания V, глубина резания t (величина врезания на проход) и шаг резьбы Р. Пределы варьирования факторов выбирали исходя из возможностей применяемого оборудования и имеющегося опыта работы. В результате математической обработки результатов эксперимента получены зависимости [c.98]
Указанные недостатки снижают эффективность метода, поэтому проведены предварительные исследования нарезания резьбы, в частности резьбы прямоугольного профиля (см. рис. 4.18), многолезвийным инструментом дисковыми твердосплавными фрезами, абразивными и алмазными кругами, которые показали неприемлемость нарезания резьбы с помощью фрез из-за их низкой стойкости и сложности заточки. [c.159]
Необходимо указать, что формулы (10.8), (10.9), (10.8а) и (10.9 а) применимы также для винтовых кинематических пар (см. гл. 9, 9.6). Если резьба прямоугольная, то следует применять формулы (10.8) и (10.9), а если треугольная или трапецеидальная, тЬ формулы (10.8 а) и (10.9 а). При этом формулы (10.8) и (10.8 а) следует применять, если осевая сила является силой сопротивления (прямой ход), а формулы (10.9) и (10.9 а)—если осевая сила является движущей (обратный ход). [c.284]
Нарезание прямоугольной и трапецеидальной резьб является более сложной работой по сравнению с нарезанием треугольных резьб. Прямоугольные и трапецеидальные резьбы на ходовых винтах и червяках бывают одно-заходными и многозаходными. [c.112]
Развертки конические для предварительной обработки отверстий отличаются наличием резьбы на образующей. Профиль резьбы — прямоугольный. Благодаря такой образующей предварительная развертка превращает цилиндрическое отверстие в отверстие с нарезкой, а чистовая развертка осуществляет окончательную обработку отверстия. [c.271]
Прямоугольная резьба. Прямоугольная резьба не стандартизована, так как наряду с её преимуществом, заключающимся в несколько более высоком коэфициенте полезного действия по сравнению с трапецоидальной, она менее прочна и более сложна в производстве. [c.774]
Прямоугольные резьбы — см. Резьбы прямоугольные Псевдогармонические колебания 247 [c.1086]
На рис. 28.3 показаны профили резьб прямоугольная (а), трапецеидальная (б) и,упорная (в), которые применяются [c.340]
У какой из двух резьб (прямоугольной и треунольной) к. и. д. выше и почему [c.398]
Резьба прямоугольная (рис. 4.13) изготовляется на токарно-винторезных станках. Эгол способ имеет низкую производи елыюсгь и точносгь. Обладает пониженной прочностью. При изнашивании образуются трудно устранимые осевые зазоры. Не стандартизована. Применяется сравнительно редко в малонагруженных передачах винт — гайка. [c.72]
На винтах домкратов и прессов часто нарезают одноходовую резьбу прямоугольного (квадратного) профиля. Одноходовые прямоугольные резьбы в наибольшей степени обладают свойством самоторможения. [c.82]
При соединении изделий из ВКПМ применяют как традиционные, так и специальные виды соединений. Одним из часто встречающихся методов соединения является резьбовое, однако из-за специфических свойств ВКПМ оно имеет свои конструктивные особенности. Так, применение резьбы треугольного профиля, в частности метрической, не всегда оправдано вследствие ее малой прочности, объясняемой малой прочностью этих материалов на срез. Поэтому при резьбовом соединении изделий из ВКПМ с металлическими в большинстве случаев применяют резьбы прямоугольные или упорные с несимметричным профилем, рассчитанным из условия равнопрочности резьбы [28]. [c.95]
Исследования нарезания резьбы абразивными и алмазными кругами производили на описанной выше установке. Нарезали резьбу прямоугольного профиля (см. рис. 4.18) на оболочках из стеклопластика КППН диаметром 120 мм. Проводили нарезание резьбы и на оболочках из углепластика. [c.159]
mash-xxl.info
Ленточная резьба гост видео - Лепка.рф
Таблица диаметров под резьбу и др ...
Наружный и внутренний диаметры под резьбу, число ниток, шаг резьбы, диаметр шестигранника.... От автора Sergejs Belov.... Добавлено 11 мес. назад. Подробнее...
Размеры заготовок под резьбу резцом...
От автора Вадим Лазутин.... Добавлено 2 год. назад. Подробнее...
Как нарезать многозаходную резьбу н...
Как нарезать многозаходную резьбу Как нарезать резьбу . От автора Жека Мастер.... Добавлено 2 год. назад. Подробнее...
Pipe clamps: How to thread pipe
Woodworking, making end grain cutting boards, chessboards, jewelry boxes, etc. - Woodworking plans ... От автора mtmwood. Добавлено 9 мес. назад. Подробнее...
Многозаходная резьба...
Измерение многозаходной трапецеидальной резьбы. По вопросам обращаться по тел. 8(8452) 35-49-69 [email protected] www.lapic.ru.... От автора LapicLLC. Добавлено 2 год. назад. Подробнее...
Нарезка трапецеидальной резьбы...
Тр 68*6. Длина 750. 40Х. 1К62. Привіт, я - Дядько Максим...... За мат, політику і пропаганду = БАН довічний. Тут тільки...... От автора Дядько Максим.... Добавлено 5 год. назад. Подробнее...
Обработка внутренней ленточной резь...
Компания 'Буровой инструмент' тел.912 527 38 88 http://курганбур.рф. От автора Рустам Ахмето.... Добавлено 5 год. назад. Подробнее...
Видеоуроки Компас 10 Как сделать ре...
Изучайте на сайте программу Инженерной графики для колледжей. Как сделать объемную резьбу на...... От автора Anna Veselova. Добавлено 4 год. назад. Подробнее...
Нарезание различных резьб резцом.av...
Показан процесс нарезания различных наружных резьб резьбовым резцом. Заготовка вращается, а резец соверша...... От автора rezaniemateri.... Добавлено 7 год. назад. Подробнее...
Плоское шлифование V образного блок...
Шлифование блоков цилиндров и ГБЦ в Бишкеке. Любая сложность. +996 (555) 970 242. От автора СТО "Механик".... Добавлено 1 год. назад. Подробнее...
урок построения спирали в Компас3D...
От автора belayaele. Добавлено 7 год. назад. Подробнее...
ЛЕНТОЧНЫЕ ПИЛЫ ПО ДЕРЕВУ, ПОЛОТНО В...
- Ленточные пилы для распиловки кругляка и другой древесины - Ро-ма, Польша. LISDEREVMASH 2013, Украина,...... От автора Тимберзилла.... Добавлено 5 год. назад. Подробнее...
Проблемные сорта древесины....
видео. От автора Евгений Павло.... Добавлено 10 мес. назад. Подробнее...
'Гнутые' ножки. Просто!...
Скачайте мою книгу о столярничестве: § Подписывайтесь на канал: ... От автора Юрий Примачен.... Добавлено 5 год. назад. Подробнее...
Ножеточка ТЧН
Ширина затачиваемого ножа, мм - 25 — 200 Толщина затачиваемого ножа, мм - 3 — 25 Угол поворота стола, град - 15 —...... От автора Александр Дья.... Добавлено 3 год. назад. Подробнее...
Заглушка резьбовая нержавеющая с вн...
Тринокс - поставка деталей из нержавеющей стали - Заглушка с внутренней резьбой из нержавеющей...... От автора Trinox AISI30.... Добавлено 2 год. назад. Подробнее...
Токарная обработка
. От автора Артур Муренко.... Добавлено 7 мес. назад. Подробнее...
13 Резьба в KOMPAS 3D
От автора Коля Дворко.... Добавлено 3 год. назад. Подробнее...
Токарный станок по металлу своими р...
Подписывайтесь на канал, комментируйте, ставьте лайки, если понравилось.... От автора ГОСТ нервно к.... Добавлено 2 год. назад. Подробнее...
IMG 0922 xintai video casting room
china xin tai valve ss casting working room В соответствии с американским стандартом, в зависимости от материала корпуса...... От автора weixiao Fang. Добавлено 4 год. назад. Подробнее...
xn--80ajpcv.xn--p1ai








423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)