 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Pereosnastka.ru. Что такое разметка в слесарном деле
Инструменты для плоскостной разметки - Разметка
Чертилки (иглы) – служат для нанесения линий (рисок) на размечаемую поверхность с помощью линейки, угольника или шаблона. Изготовляют чертилки из инструментальной стали У10 илиьУ12. Для разметки на стальной, хорошо обработанной поверхности применяют чертилки из латуни, а на алюминии риски наносят остро заточенным карандашом.
Рис. 1. Чертилки: а — круглая, б — с отогнутым концом, в — применение чертилки с отогнутым концом, г — со вставными иглами, д — карманная; 1 — игла, 2 — корпус, 3 — запасные иглы, 4 — пробкаШироко применяют три вида чертилок: круглую, с отогнутым концом и со вставной иглой.
Круглая чертилка представляет собой стальной стержень длиной 150 — 200 мм и диаметром 4—5 мм, один конец которого закален на длине 20 — 30 мм и заострен под углом 15° , а другой согнут в кольцо диаметром 25-30 мм (рис. 32, а).
Чертилка с отогнутым концом представляет собой стальной стержень, заостренный с двух сторон, один конец которого отогнут под углом 90° (рис. 1, б). Средняя часть чертилки утолщена и для удобства на ней сделана накатка. Отогнутым концом наносят риски в труднодоступных местах (рис. 1, в).
Чертилка со вставной иглой (рис. 1, г) выполнена по типу часовых отверток; в качестве вставной иглы могут быть использованы стальные заточенные и закаленные стержни.
Чертилка карманная разметчика В. А. Андреева (рис. 1, д) выполнена в виде карандаша с убирающимся острием. Корпус чертилки состоит из двух частей, вращающихся друг относительно друга на четырех шариках, которые заводятся при сборке через продольные пазы. Предусмотрен держатель для крепления чертилки в кармане работающего и для предотвращения скатывания с плиты. На рабочий стержень напаян стержень из твердого сплава ВК6, заточенный на конус с углом 20° Чертилки должны быть острозаточенными.
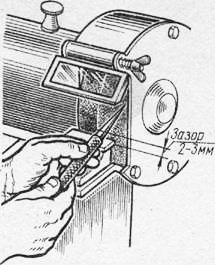
Рис. 2. Заточка чертилки
Коническая поверхность чертилки должна быть хорошо обработанной (гладкой), не царапать линейку, угольник. Чем острее рабочая часть чертилки, тем тоньше будет разметочная риска и тем, следовательно, выше точность разметки. Затачивают чертилки на заточных станках (рис. 2). Чертилку берут левой рукой за середину, а правой рукой за конец, противоположный затачиваемому. Выдерживая постоянный угол наклона относительно абразивного круга, с легким нажимом прикладывают чертилку конусом к вращающемуся кругу, равномерно вращая ее пальцами правой руки. Во избежание отпуска острие чертилки периодически охлаждают в жидкости.
Кернер — слесарный инструмент, применяется для нанесения углубления (кернов) на предварительно размеченных линиях. Керны делают для того, чтобы риски были отчетливо видны и не стирались в процессе обработки детали. Изготовляют кернеры из инструментальной углеродистой стали У7А, У8А, 7ХФ, 8Хф. Рабочую часть кернеров (конус) термически обрабатывают на длине 15 — 30 мм до твердости HRC 55 — 59, а ударную часть — на длине 15 — 25 мм до твердости HRC 40—45. Средняя часть кернера имеет рифление (накатку) для удобства работы им.
Кернеры бывают обыкновенные, специальные, пружинные (механические) и электрические.
Обыкновенный кернер (рис. 3, а) представляет собой стальной стержень длиной 100, 125 и 160 мм и диаметром 8, 10, 12 мм, боек его имеет сферическую поверхность. Острие кернера затачивают на торце шлифовального круга под углом 50 — 60° (рис. 3, б). При более точной разметке пользуются малыми кернерами с острием, заточенным под углом 30-45° .
У кернеров для разметки центров отверстий, подлежащих сверлению, острие затачивают под углом 75° .
Высокопроизводительными кернерами являются специальные, для шаговой разметки, пружинные, электрические.
Специальные кернеры (рис. 4, а) применяют для накернивания малых отверстий и закруглений небольших радиусов. Применение такого кернера заметно повышает качество разметки и производительность.
Кернер для шаговой разметки (рис. 4, б) состоит из двух кернеров — основного и вспомогательного, скрепленных общей планкой. Расстояние между ними регулируется с помощью отверстий в планке в зависимости от шага размечаемых отверстий. Первое углубление накернивают кернером. Затем в полученное углубление вставляют кернер и ударом молотка по кернеру накернивают углубление. После этого кернер переставляют в следующее положение. Шаг между отверстиями выдерживается автоматически, чем и достигается точность разметки и повышение производительности.
Кернер с лупой С. М. Ненастьева (рис. 4, в) состоит из двух хомутиков, соединенных винтом 6 и затягиваемых после установки лупы по зрению рабочего. В одном хомутике устанавливается 3 — 5-кратиая лупа, другой хомутик служит для установки лупы на кернер по высоте ее крепления.
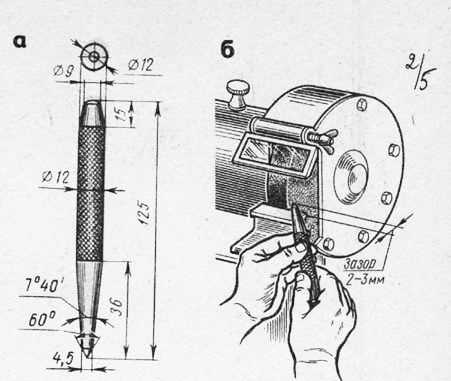
Рис. 3. Обыкновенный кернер (а), его заточка (б)
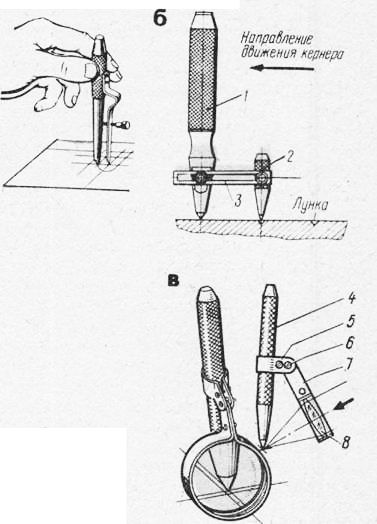
Рис. 4. Специальные кернеры: а — для накернивания закруглений; б — шариковый, в — с лупой Л. М. Ненастьева
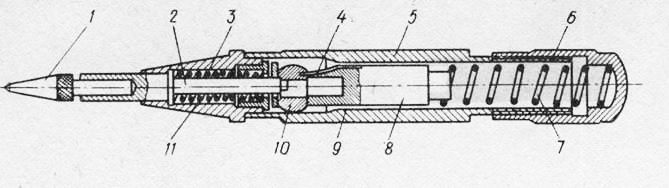
Рис. 5. Пружинный кернер

Рис. 6. Электрический кернер
Пружинный кернер (рис. 5) применяется для точной разметки тонких и ответственных изделий. Принцип его действия основан на сжатии и мгновенном освобождении пружины.
Кернер имеет корпус, свинченный из трех частей. В корпусе помещаются две пружины, стержень с кернером, ударник со смещающимся сухарем и плоская пружина. При нажатии на изделие острием кернера внутренний конец стержня упирается в сухарь, в результате чего ударник перемещается вверх и сжимает пружину. Упершись в ребро заплечика, сухарь сдвигается в сторону и кромка его сходит со стержня. В этот момент ударник под действием силы сжатой пружины наносит по концу стержня с кернером удар. Сразу после этого пружиной восстанавливается начальное положение кернера. Сила удара 10—15 кгс регулируется ввинчиванием или отвинчиванием упорного колпачка. Вместо кернера в стержень можно вставить клеймо и тогда механический кернер можно использовать для клеймения деталей.
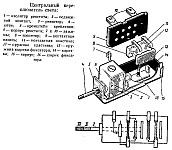
Электрический кернер (рис. 6) состоит из корпуса, пружин, ударника, катушки, кернера. При нажатии установленным на риске острием кернера электрическая цепь замыкается и ток, проходя через катушку, создает магнитное поле, ударник мгновенно втягивается в катушку и наносит удар по стержню кернера. Во время^ переноса кернера в другую точку пружина размыкает цепь, а пружина возвращает ударник в исходное положение. Электрический кернер отличается высокой производительностью.
Пневматический «пистолет» (рис. 7, а) применяется для различных керновочных работ. Для удобства он снабжен ручкой, расположенной под углом к оси корпуса, и пусковой кнопкой.
Пневматический портативный кернер А. Н. Подвысоцкого (рис. 7, б) отличается от других кернеров малыми размерами и отсутствием рукоятки, которой служит сам кернер.
Циркули используют для разметки окружностей и дуг, для деления отрезков, окружностей и для геометрических построений. Циркулями пользуются и для переноса размеров с измерительных линеек на деталь.
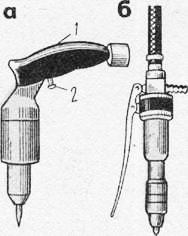
Рис. 7. Кернеры: а — пневматический «пистолет», б — пневматический портативный А. Н. Подвысоцкого
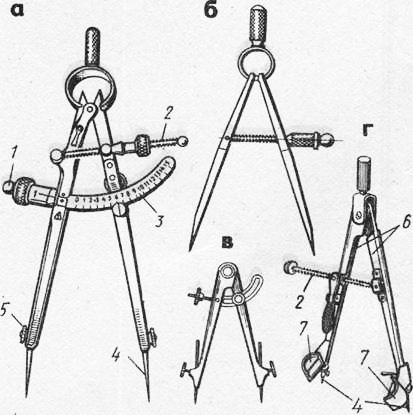
Рис. 8. Циркули слесарные: а — точный, б — пружинный, в — составными иглами
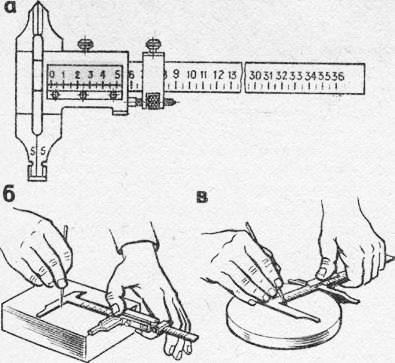
Рис. 9. Разметочный штангенциркуль: а — устройство, б — нанесение прямых линий, а — разметка центра окружности
Разметочные циркули бывают: простои или с дугой, точный (рис. 8, а) и пружинный (рис. 8, б). Простой циркуль состоит из двух шарнирно соединенных ножек (рис. 8, а), целых или со вставными иглами (рис. 8, в), он позволяет установку нужного раствора ножек фиксировать винтов.
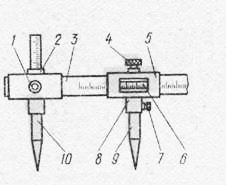
Рис. 10. Разметочный штангенциркуль
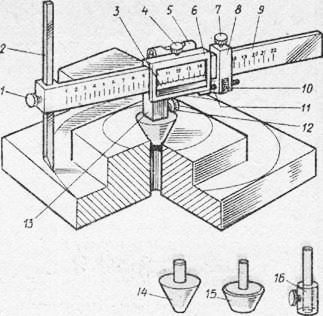
Рис. 11. Усовершенствованный разметочный штангенциркуль: 1 — стопорный зажим, 2 — резец, 3 — нониус, 4, 12 — зажимы, 5 — уровень, 6 — рамка, 7 — винт, 8 — хомутик, 9 — штанга, 10 — гайка, 11 — микровинт, 13, 14, 15 — вставки, 16 — удлинитесь
Слесари-новаторы, стремясь повысить точность разметки, совершенствуют конструкции циркулей.
Л. С. Новиков разработал конструкцию циркуля (рис. 8, г), состоящего из двух ножек, снабженных на концах закаленными иглами, и двух разъемных линз с 5-кратным увеличением.
Для точной установки размеров циркуль имеет микрометрический винт. Преимущества этого циркуля: удобство и высокая точность установки. Однако его детали требуют особо аккуратного обращения и хранения.
Особенностью конструкции циркуля (рис. 8, а) является устройство для установки циркуля непосредственно по его шкале с точностью до 0,2 мм. Микрометрические винты повышают точность этой установки. Сменные иглы затягиваются гайками.
Разметочный штангенциркуль (рис. 9, а) предназначен для точной разметки прямых линий (рис. 9, б) и центров (рис. 9, в).
Разметочный штангенциркуль (рис. 10) служит для разметки окружностей больших диаметров. Он имеет штангу с миллиметровыми делениями и две ножки — неподвижную со стопорным винтом и подвижную с рамкой и нониусом, стопорным винтом для закрепления рамки. Стопорный винт служит для крепления вставной иглы, которая перемещается вниз и вверх и может устанавливаться на разных уровнях.
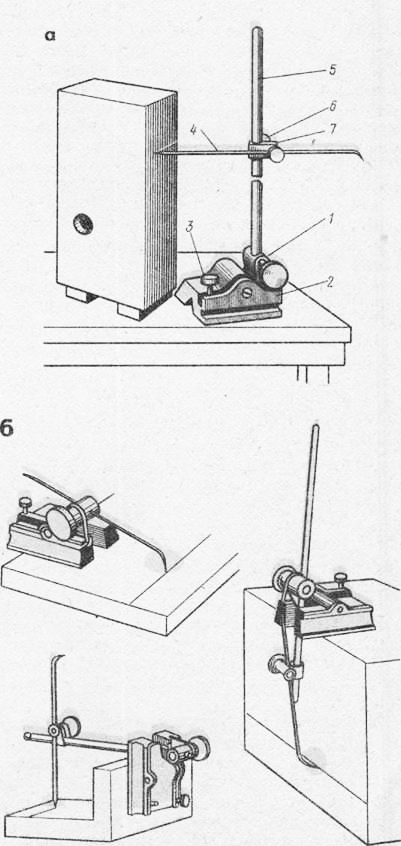
Рис. 12. Рейсмас (а) и его примененное
Рамка с помощью микрометрического винта соединяется с хомутиком. Перемещается рамка по штанге вручную и закрепляется зажимом. Микрометрическая подача рамки осуществляется поворотом гайки при закрепленном хомутике винтом.
При разметке вначале устанавливают центрирующую опору, соответствующую базовому отверстию, затем на плоскость размечаемой детали устанавливается резец. После этого проверяют горизонтальное положение штангенциркуля по уровню, закрепляют резец стопорным зажимом и производят разметку.
Рейсмас является основным инструментом для пространственной разметки. Он служит для нанесения параллельных, вертикальных и горизонтальных линий, а также для проверки установки деталей на плите. Рейсмас состоит из чугунного основания (рис. 12, а), вертикальной стойки (штатива), винта с гайкой для крепления чертилки, установочного винта для подводки иглы на точную установку размера, планки и муфты. Применение рейсмаса показано на рис. 12.
Для более точной разметки применяют рейсмас с микрометрическим винтом.
Читать далее:
Подготовка к разметке
Статьи по теме:
pereosnastka.ru
Разметка окружностей, центров и отверстий в слесарном деле
 Разметка окружностей, центров и отверстий в слесарном деле
Разметка окружностей, центров и отверстий в слесарном деле Категория:
Разметка
Разметка окружностей, центров и отверстий в слесарном деле При разметке все геометрические построения производятся с помощью двух линий — прямой и окружности (на рис. 38 с целыо повторения показаны элементы окружности).
Прямая изображается в виде черты, проведенной с помощью линейки. Линия, проведенная по линейке, будет прямой только в том случае, если сама линейка верна, т. е. если ее ребро представляет прямую линию. Для проверки правильности линейки берут произвольно две точки и, приложив к ним ребро, проводят линию; затем перекладывают линейку по другую сторону этих точек и по тому же ребру снова проводят линию. Если линейка верна, то обе линии совпадут, если не верна, линии не совпадут.

Рис. 1. Окружность и ее элементы
Окружность. Нахождение центра окружности. На плоских деталях, где уже имеются готовые отверстия, центр которых неизвестен, центр находят геометрическим способом. На , торцах цилиндрических деталей центр находят при помощи циркуля, рейсмуса, угольника, центроискателя, колокола (рис. 2).
Геометрический способ нахождения центра заключается в следующем (рис. 2, а). Пусть дана плоская металлическая плита с готовым отверстием, центр которого неизвестен. Перед тем как начать разметку, в отверстие вставляют широкий деревянный брусок и на него набивают металлическую пластинку из белой жести. Затем на краю отверстия слегка намечают произвольно три точки Л, Б и С и из каждой пары этих точек АВ и ВС описывают дуги до пересечения в точках 1, 2, 3,4; проводят две прямые по направлению к центру до их пересечения в точке О. Точка пересечения этих прямых и будет искомым центром отверстия.
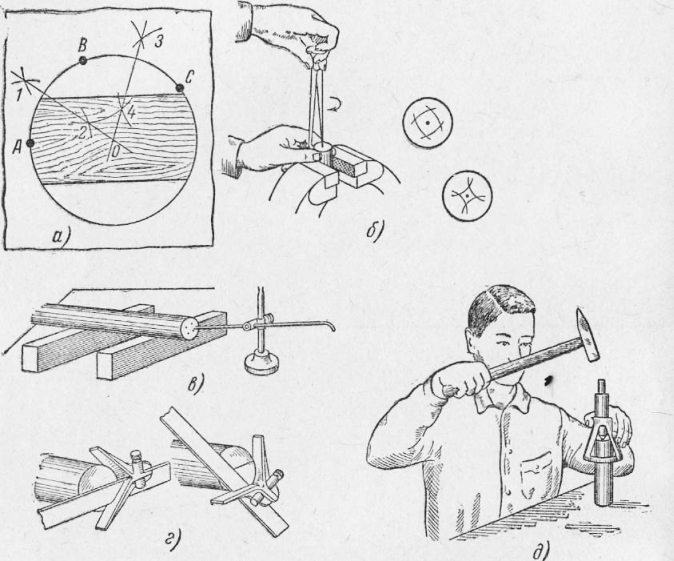
Рис. 2. Нахождение центра окружности: а — геометрическим способом, б — разметка центра циркулем, в — разметка центра рейсмусом, г — разметка центров по угольнику, д — накернивание с помощью колокола
Разметка центра циркулем (рис. 2,б). Зажав деталь в тиски, разводят ножки циркуля немного больше или меньше радиуса размечаемой детали. После этого, приложив к боковой поверхности детали одну ножку циркуля и придерживая ее большим пальцем, другой ножкой циркуля очерчивают дугу. Далее перемещают циркуль на окружности (на глаз) и таким же способом очерчивают вторую дугу; затем через каждую четверть окружности очерчивают третью и четвертую дуги., Центр окружности будет находиться внутри очерченных дуг; его и набивают кернером (на глаз). Такой способ применяют, когда большой точности не требуется.
Разметка центра рейсмусом. Деталь кладут на призмы или параллельные подкладки, уложенные на разметочную плиту. Устанавливают острый конец иглы рейсмуса несколько выше или ниже центра размечаемой детали и, придерживая деталь левой рукой, правой рукой двигают рейсмус по плите, прочерчивая его иглой на торце детали короткую риску. После этого поворачивают деталь на !Д окружности и таким же способом проводят вторую риску. То же повторяют через каждую четверть оборота для проведения третьей и четвертой рисок. Внутри рисок и будет находиться центр; его набивают посередине кернером (на глаз).
Разметка центра по угольнику. На торец цилиндрической детали накладывают угольник-центро-искатель. Прижимая его левой рукой к детали, правой рукой прочерчивают по линейке центроискателя при помощи чертилки риску. После этого деталь повертывают приблизительно на ‘/« окружности и проводят чертилкой вторую риску. Точкой пересечения рисок и будет центр торца, который набивают кернером.
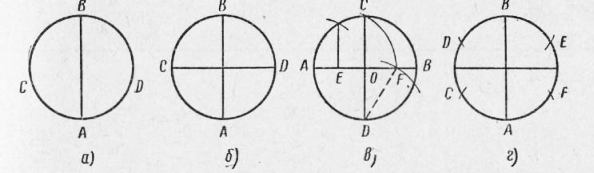
Рис. 3. Деление окружности на части
Разметка центра колоколом (рис. 2, д). Колокол устанавливают на торец цилиндрической детали. Придерживая колокол левой рукой в вертикальном положении, правой рукой наносят удар молотком по кернеру, находящемуся в колоколе. Кернер сделает углубление в центре торца.
Деление окружности на равные части. При разметке окружностей часто приходится их делить на несколько равных частей—3, 4, 5, 6 я больше. Ниже приводятся примеры Деления окружности на равные части геометрическим способом и с помощью таблицы.
Деление окружности на три равные части. Сначала проводят диаметр АВ. Из точки А описывают радиусом данного круга дуги, засекающие на окружности точки С и D. Полученные из этого построения точки В, С и D будут точками, делящими окружность на три равные части.
Деление окружности на четыре равные части. Для такого деления проводят через центр Окружности два взаимно-перпендикулярных диаметра.
Деление окружности на пять равных частей. На данной окружности проводят два взаимно-перпендикулярных диаметра, пересекающие окружность в точках А и В, С и D. Радиус OA делят пополам, и из полученной точки В описывают дугу радиусом ВС до пересечения в точке F на радиусе ОВ. После этого соединяют прямой точки D и F. Откладывая длину прямой DF по окружности, разделяют ее на пять равных частей.
Деление окружности на шесть равных частей. Проводят диаметр, пересекающий окружность в точках А и В. Радиусом данной окружности описывают из точек А и В четыре дуги до пересечения их с окружностью. Получаемые таким построением точки А, С, D, В, Е, F делят окружность на шесть равных частей.
Деление окружности на равные части с помощью таблицы. Таблица имеет две графы. Числа первой графы показывают, на сколько равных частей следует делить данную окружность. Во второй графе даны числа, на которые умножают радиус данной окружности. В результате умножения числа, взятого из второй графы, на радиус размечаемой окружности получают величину хорды, т. е. расстояние по прямой между делениями окружности.
Откладывая циркулем полученное расстояние на размечаемой окружности, разделим ее на 13 равных частей.
Разметка отверстий на деталях. Разметка отверстий под болты и шпильки в плоских деталях, кольцах и фланцах для труб и цилиндров машин требует особого внимания. Центры отверстий болтов и шпилек должны быть точно расположены (размечены) по окружности так, чтобы при наложении двух сопрягаемых деталей соответствующие отверстия приходились строго одно под другим.
После того как размеченная окружность разделена на части и в надлежащих местах по этой окружности накернены центры отверстий, приступают к разметке отверстий. При кернении центров сначала накернивают углубление лишь слегка и затем проверяют циркулем равенство расстояния между центрами. Только убедившись в правильности разметки, накернивают центры окончательно.
Отверстия размечают двумя окружностями из одного центра. Первую окружность проводят радиусом по размеру отверстия, а вторую, как контрольную, — радиусом на 1,5—2 мм больше первого. Это необходимо для того, чтобы при сверлении можно было видеть, не сместился ли центр и правильно ли идет сверление. Первую окружность накернивают: для малых отверстий делают 4 керна, для больших 6—8 и больше.
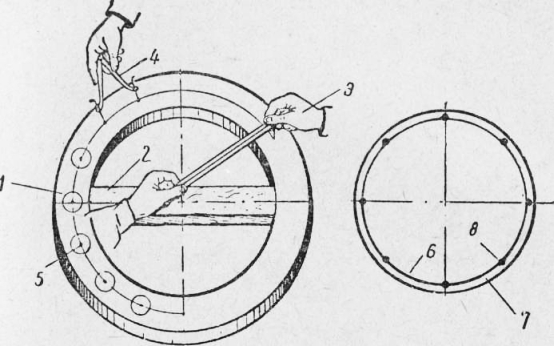
Рис. 5. Разметка отверстий: 1 — размечаемое кольцо, 2 — деревянная планка, забитая в отверстие, 3 — проведение окружности, 4 — разметка отверстий, 5 — размеченные отверстия, 6 — окружность центров отверстий, 7 — контрольная окружность, 8 — керны
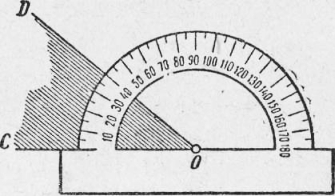
Рис. 6. Транспортир и измерение им углов
Читать далее:
Разметка углов и уклонов в слесарном деле
Статьи по теме:
pereosnastka.ru
3.3.4 Способы разметки
В целях повышения производительности труда слесари-новаторы пользуются усовершенствованными приемами разметки и специальными приспособлениями.Разметка по шаблону обычно применяется при изготовлении больших партий одинаковых по форме и размерам деталей, но иногда этим способом размечают даже малые партии, но сложных изделий.
Рисунок 3.3.4.1 Разметка по шаблону (Б. С Покровский В. А. Скакун «Слесарное дело» Москва 2003)
Шаблоны изготовляют из листового материала толщиной. 0,5... 1 мм, а для деталей сложной формы или имеющих отверстия - толщиной 3...5 мм. При разметке шаблон накладывают на окрашенную заготовку (деталь) и проводят чертилкой риску.вдоль контура шаблона, после чего риску накернивают, Спомощью шаблонов удобно размечать отверстия для сверления, так как при этом отпадает необходимость в геометрических построениях - деление отрезков и окружностей на части и др.
Отверстия размечают по шаблону чертилкой или кернером.
Иногда шаблон служит кондуктором, по которому деталь обрабатывают без разметки. Для этого его накладывают на заготовку, затем сверлят отверстия и обрабатывают боковые поверхности.
Целесообразность применения шаблона состоит в том, что разметочная работа, на которую затрачивается много времени, выполняется только один раз при изготовлении шаблона. Все последующие операции разметки представляют собой только копирование очертания шаблона.
Разметочные шаблоны могут также использоваться и для контроля детали после обработки.
Разметка по образцу отличается тем, что не требует изготовления шаблона. Этот способ широко применяют при ремонтных работах, когда размеры снимают непосредс-твенно с вышедшей из строя детали и переносят на размечаемый материал. При этом учитывают износ.
Разметку по месту чаще применяют при сборке больших деталей. Одну деталь размечают по другой в таком положении, в какомони должны быть соединены.
Разметка карандашом производится по линейке на заготовках из алюминия и дюралюминия. Размечать последние с помощью:чертилки не разрешается, так как при нанесении рисок разрушается защитный слой и создаются условия для появления коррозии.
Точную разметку выполняют по тем же правилам, что и;обычную, но применяют более точные измерительные и разметочные инструменты. Поверхности размечаемых заготовок тщательно очищают и покрывают тонким слоем раствора медного купороса. Мел применять для окраски не рекомендуется, так как он быстро стирается, прилипает к рукам и загрязняет инструмент.
При нанесении рисок пользуются штангенрейсмасом с точностью0,05 мм, а установку и выверку заготовок производят по индикатору.Более точную установку можно выполнить, применяя плоскопараллельные меры длины (плитки) и закрепляя их в специальных державках.Риски проводят неглубокие, а накернивание производят острозаточенным кернером с тремя ножками, расположенными под, углом 90° другк другу.
Разметка должна точно соответствовать размерам, указанным на чертеже; разметочные риски должны быть хорошо видны, не стираться в процессе обработки заготовки, не ухудшать внешний вид и не снижать качество детали, т.е. глубина рисок и керновых углублений должна соответствовать техническим требованиям.www.e-ope.ee
Правила выполнения приемов разметки. Слесарное дело |
Правила выполнения приемов разметки
При выполнении разметочных работ необходимо придерживаться следующих основных правил.
1. Слой окрашивающего состава, наносимого на поверхность заготовки, должен быть тонким, равномерным по толщине и полностью покрывать размечаемую поверхность. К разметке следует приступать только после его полного высыхания.
2. При проведении риски точно совмещать линейку с исходными отметками на детали и плотно прижимать к заготовке.
3. Прежде чем провести риску, следует убедиться, что чертилка (циркуль) хорошо заточена. Тупую чертилку (циркуль) необходимо повторно заточить.
4. Риску проводить одним непрерывным движением чертилки вдоль линейки, не наносить риску дважды по одному и тому же месту, так как это приводит к ее раздвоению.
5. При кернении разметочных рисок:
• убедиться в правильности заточки кернера, при необходимости заточить повторно;
• кернение производить легкими ударами молотка по кернеру так, чтобы глубина кернового углубления составляла примерно 0,5 мм. При накернивании длинных рисок (более 150 мм) расстояние между углублениями должно быть 25… 30 мм, при накернивании коротких рисок (менее 150 мм) расстояние между углублениями должно быть 10… 15 мм, линии малых окружностей диаметром до 15 мм накернивают в четырех взаимно-перпендикулярных точках;
• линии больших окружностей диаметром более 15 мм накернивают равномерно в 6… 8 местах, дуги в сопряжениях следует накернивать с меньшими промежутками между углублениями, чем на прямолинейных участках;
• точки сопряжения и пересечения рисок необходимо обязательно накернивать; центр отверстия или дуги накернивают глубже, чем риску, диаметр отверстия при этом должен быть равен приблизительно 1,0 мм.
6. При разметке отверстия или дуги точно устанавливать раствор циркуля на требуемый размер, прочно фиксировать раствор циркуля прижимным винтом дуги циркуля. При проведении дуги циркуль слегка наклонять в сторону движения.
7. Если при сопряжении прямолинейных и криволинейных рисок они не совпали, размечаемое место детали закрасить заново и разметку повторить.
8. При разметке по шаблону (образцу) плотно прижимать его к детали, следить, чтобы он не сместился в процессе разметки. При возможности закреплять шаблон на поверхности размечаемой заготовки (например, струбциной).
9. При разметке центра на торце цилиндрической детали кернером-центроискателем (колоколом) следить за установкой центроискателя строго по оси детали, точность разметки проверять раздвижным центроискателем.
10. При разметке центра на торце цилиндрической детали угольником-центроискателем следить за плотным прилеганием полок центроискателя к цилиндрической части детали.
11. При разметке центра отверстия детали с помощью раздвижного центроискателя следить за перпендикулярностью установки деревянного бруска с пластиной оси отверстия (центр отверстия при этом определяют «на глаз» внутри четырех дуг — засечек на пластине), проверять точность разметки по внутренней поверхности отверстия или контрольной риске на торце детали.
12. При разметке «от кромки» обработанной детали следует плотно прижимать полку угольника с широким основанием к кромке детали.
13. При разметке «от осевых линий» размеры отсчитывают от двух контрольных керновых углублений, расположенных на краях этих линий.
14. При разметке при помощи рейсмаса размеры отсчитывать или от нулевой отметки вертикальной линейки, или от базового центра отверстия на детали в зависимости от ее конфигурации. Риску на заготовке следует проводить, наклоняя чертилку рейсмаса в сторону движения на угол 60… 70° и плотно прижимая его основание к разметочной плите. Следить за прочностью крепления иглы-чертилки на штангерейсмаса. При разметке партии одинаковых деталей пользоваться многоигольчатым рейсмасом.
dlja-mashinostroitelja.info
Разметка углов и уклонов в слесарном деле
Разметка углов и уклонов в слесарном деле Категория:
Разметка
Разметка углов и уклонов в слесарном деле При разметке приходится строить различные углы, чаще в 90, 45, 60, 120, 135, 30°.
Для измерения углов употребляют особые инструменты — транспортир и угломер.
Транспортир имеет форму полукруга, разделенного на 180 равных частей. Центр полукруга обозначен маленькой вырезкой О. При измерении угла транспортиром его накладывают на угол так, чтобы вершина угла совпала с Центром транспортира и одна из сторон угла — с линией основания внутреннего полукруга. Затем по шкале транспортира отсчитывают от этой стороны угла градусы, заключенные между нею и второй стороной угла. Угломер (рис.43) состоит из двух дисков, сидящих на одной оси. Диск с нанесенными на нем делениями в градусах составляет одно целое с неподвижной линейкой. Второй — поворотный диск с закрепленным на нем нониусом связан с подвижной линейкой, которую можно устанавливать на необходимую длину и закреплять посредством винта. Когда вращают диск, линейка поворачивается и в результате достигается полное соприкосновение граней обеих линеек со сторонами измеряемого угла. После этого обе линейки закрепляют винтом. При измерении целые градусы отсчитывают по диску, начиная от нуля вправо или влево, до нулевого деления нониуса; минуты отсчитывают на нониусе также от нуля — до совпадения деления нониуса с делением на диске. Точность измерений универсальным угломером может быть доведена до 5 мин.
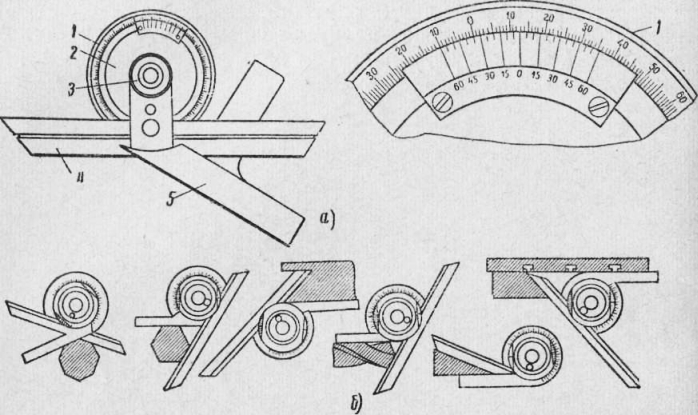
Рис. 1. Универсальный угломер и его применение: а — устройство угломера: 1 — диск, 2 — поворотный диск, 3 — шарнирный винт, 4— подвижная линейка, 5 — неподвижная линейка угломера; б —измерения угломером
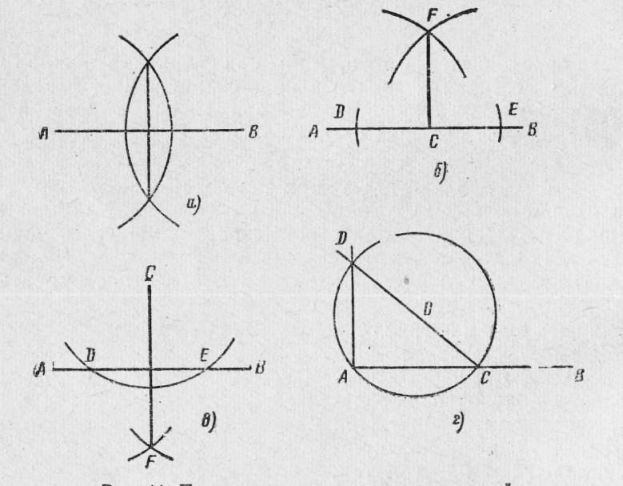
Рис. 2. Построение перпендикулярных линии: о —линии, пересекающей прямую АВ посредине, б — перпендикуляра к прямой АВ в точке С на прямой, а — перпендикуляра к прямой АВ из точки С, находящейся не на данной прямой, г — перпендикуляра в конце прямой АВ
Разметка углов сводится к построению на деталях перпендикулярных и наклонных линий. С целью повторения учащимися этих уже знакомых им построений на рис. 1 даны примеры для упражнений в построениях.
Читать далее:
Разметка параллельных линий от кромки материала и от центровых линий
Статьи по теме:
pereosnastka.ru
Сущность разметки и ее назначение в зависимости от характера производства
Сущность разметки и ее назначение в зависимости от характера производства Категория:
Разметка
Сущность разметки и ее назначение в зависимости от характера производства Разметкой называется операция нанесения на обрабатываемую деталь или заготовку разметочных рисок, определяющих контуры детали или места, подлежащие обработке.
Основное назначение разметки заключается в указании границ, до которых надо обрабатывать заготовку. Однако в целях экономии времени простые заготовки часто обрабатывают без предварительной разметки. Например, чтобы слесарю изготовить обыкновенную шпонку с плоскими торцами, достаточно отрубить кусок квадратной стали определенного размера, а затем опилить по размерам, указанным на чертеже1.
Заготовки для деталей машин поступают на обработку в механические цехи в виде отливок, поковок и проката. В процессе обработки с поверхности заготовки снимается слой металла, называемый припуском. В зависимости от величины припуска его можно снимать сразу или постепенно на токарных, фрезерных и других станках или путем слесарной обработки. Величины припусков, снимаемых на определенных операциях обработки, называются операционными припусками.
В последние годы разработаны расчетно-аналитиче-ские методы определения припусков, на основании которых с учетом опыта передовых рабочих составлены данные по припускам, позволяющие в зависимости от характера заготовки или детали (материала, размера, веса), типа производства правильно определять размер припуска для данного вида заготовки — отливки, поковки, штамповки, заготовки из проката. Нормативные данные сведены в специальные таблицы, которыми пользуются технологи.
Для плоских поверхностей припуски обычно даются на сторону, для тел вращения — на диаметр.
Для того чтобы при обработке снять с заготовки только припуск и получить деталь с соответствующими чертежу формой и размерами, в ряде случаев заготовку до обработки размечают, т. е. на поверхностях заготовки с помощью специальных инструментов (масштабной линейки, циркуля, чертилки и др.) откладывают размеры по чертежу детали и проводят линии, указывающие границы, до которых надлежит снимать припуск. Линии, нанесенные на поверхности заготовок, называют рисками; по разметочным рискам производят обработку заготовок.
Обработку по разметке нельзя, однако, считать совершенным способом. Как бы аккуратно ни наносили разметочные риски и как бы тонки они ни были, точность обработки по рискам (по разметке) невелика и колеблется от 0,2 до 0,5 мм. Разметка отнимает довольно много времени и требует высококвалифицированного труда. Поэтому в современном машиностроении, где это
зможно и рационально, стараются отказаться от разотки При обработке без разметки необходимо применение различных приспособлений (кондукторов, упоров, аблонов и др.) и повышение точности изготовления заготовок. Стоимость этих приспособлений окупается только при обработке значительного количества одинаковых деталей, т. е. в условиях массового и серийного производства. В индивидуальном же производстве, при изготовлении единичных деталей, их выгоднее размечать, нежели изготовлять для обработки специальные приспособления.
На всех машиностроительных заводах, в том числе и на предприятиях массового и крупносерийного производства, разметка применяется при изготовлении приспособлений, инструментов, штампов, шаблонов, моделей и пр., а также при производстве различных деталей для ремонтируемого оборудования.
Наконец, значительное место в народном хозяйстве занимают специальные ремонтные предприятия на стройках, транспорте и в сельском хозяйстве, характер производства которых близок к индивидуальному и где без разметочных операций практически обойтись нельзя.
Разметку применяют для проверки основных размеров наиболее ответственных отливок и поковок. Такая проверка позволяет своевременно вносить необходимые исправления в модели и штампы. Кроме того, такая проверка дает возможность непосредственно отбраковать негодные заготовки и не допускать ненужных затрат на их обработку.
Таким образом, разметка применяется:1) для указания границ, до которых надлежит обрабатывать поверхности деталей;2) для контроля правильности обработки;3) для проверки заготовок.
Проверку заготовок осуществляют контролеры отдела технического контроля. Однако проверить размеры сложной заготовки часто можно только на разметочной плите при помощи специальных инструментов. В таких случаях контролер ОТК ограничивается проверкой качества металла, а в обязанности разметчика входит проверка размеров и формы заготовки.
Разметчик должен выкроить из заготовки деталь с надлежащими припусками на обработку.
При проверке отливок особое внимание следует обращать на те места, которые получены при помощи стержней, а также на места, в которых расположены всякого рода выступы, бобышки, буртики и т. п., так как в этих местах чаще всего имеются различные дефекты.
При проверке поковок необходимо обращать внимание на форму поковки; проверяют, главным образом, не погнута ли она. Иногда после проверки поковки приходится возвращать в кузницу для исправления. Хотя припуски на поковки (при свободной ковке) очень большие, они не всегда равномерно расположены по всей поверхности заготовки. Поэтому до окончательной разметки сложных поковок необходимо произвести «выкраивание» детали, т. е. убедиться в том, что все основные размеры детали укладываются в поковке и что припуски на обработку при этом достаточны.
Проверка заготовок из проката никаких трудностей не представляет. Разметчик должен только проверить соответствие основных размеров заготовки размерам будущей детали и наличие припусков на обработку.
Для проверки размеров сложных заготовок и выкраивания из них деталей приходится предварительно размечать их. Если при этом окажется, что все основные размеры детали могут быть выдержаны по чертежу и что припуски на обработку достаточны, то приступают к окончательной разметке. Если же будет обнаружено, что в этом положении заготовки несколько основных размеров не выдержано от центровых рисок или что припуски на обработку малы, то надо сместить центровые риски и продолжать выкраивание деталей. Если после нескольких таких попыток основные размеры на заготовке не укладываются или припуски на обработку получаются слишком незначительными, то заготовку бракуют или направляют на исправление, если оно возможно.
Чтобы не браковать дорогие заготовки, можно допускать в виде исключения некоторые незначительные отступления от чертежа в неответственных местах при условии, что это не будет влиять на дальнейшую работу детали в машине, частью которой является данная деталь. Такие отступления возможны только с разрешения конструкторского бюро, выпустившего чертеж детали, или ОТК, причем в каждом отдельном случае об этом делается соответствующая надпись на чертеже детали.
Разметка является одной из наиболее ответственных операций, так как от ее качества зависит точность дальнейшей обработки или изготовления детали. Неправиль-пая разметка может привести к браку дорогостоящей заготовки. Поэтому слесарь, прежде чем приступить к разметке, должен тщательно проверить заготовку и убедиться в том, что имеющиеся припуски достаточны. При разметке нужно пользоваться исключительно размерами, проставленными на чертежах. Каждый прочитанный на чертеже размер слесарь обязан предварительно отложить по измерительной линейке специальными инструментами и уже затем перенести его на разметочную заготовку. Убедившись, что форма заготовки правильна и что размеры ее достаточны, можно переходить к разметке.
Читать далее:
Виды разметочных работ
Статьи по теме:
pereosnastka.ru
разметка - это... Что такое разметка?
разметка — метка, маркировка; нанесение, размерение, размечивание, распланировка, размерка Словарь русских синонимов. разметка сущ., кол во синонимов: 10 • вики разметка (1) • … Словарь синонимов
РАЗМЕТКА — нанесение на разность подлежащей механической обработке К ст. Разметка Инструменты и приспособления, применяемые при разметке: 1 разметочная плита; 2 разметочный ящик; 3 кернер; 4 чертилка; 5 циркуль; 6 призма для закрепления цилиндрических… … Большая политехническая энциклопедия
РАЗМЕТКА — РАЗМЁТКА, размётки, мн. нет, жен. (спец.). То же, что размет в 1 знач. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
РАЗМЕТКА — РАЗМЁТКА, размётки, мн. нет, жен. (спец.). То же, что размет в 1 знач. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
разметка — РАЗМЕТИТЬ, мечу, метишь; еченный; сов., что. Расставить значки, метки. Р. шрифты (для типографского набора). Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
РАЗМЕТКА — (Marking) операция перенесения на обрабатываемый предмет точек и линий с чертежа для обозначения мест и размера последующей обработки. Самойлов К. И. Морской словарь. М. Л.: Государственное Военно морское Издательство НКВМФ Союза ССР, 1941 … Морской словарь
Разметка — Элементы ФЭС линейные, плоские и объемные фигуры, которые выполняют как в виде изделий, так и наносят на поверхности в местах размещения. Примечание: Линии и фигуры применяют для обозначения самостоятельно или в сочетании с надписями и… … Словарь черезвычайных ситуаций
разметка — Перенос с чертежа на поверхность заготовки контура, точек и линий обработки будущей детали в натуральную величину [Терминологический словарь по строительству на 12 языках (ВНИИИС Госстроя СССР)] EN marking outsetting out DE AnreißenAnzeichnen FR… … Справочник технического переводчика
разметка — 3.6 разметка: Элементы ФЭС линейные, плоские и объемные фигуры, которые выполняют как в виде изделий, так и наносят на поверхности в местах размещения. Примечание Линии и фигуры применяют для обозначения самостоятельно или в сочетании с надписями … Словарь-справочник терминов нормативно-технической документации
Разметка — слесарная операция, заключающаяся в нанесении на поверхность заготовки углублений (кернов) и линий (рисок), определяющих контуры изготовляемой детали или места, подлежащие обработке. По рискам с заготовки при обработке удаляют Припуск. Р … Большая советская энциклопедия
Разметка — Разметка: Дорожная разметка Единая сетевая разметка Сигнальная разметка Разметка заготовки Язык разметки … Википедия
dic.academic.ru







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)