Характеристика транспортно-экспедиционных операций
Строительные машины и оборудование, справочник
Характеристика транспортно-экспедиционных операций
Транспорт нашей страны выполняет огромный объем перевозок. Весь подвижной состав железнодорожных вагонов, морских и речных судов, автомобильный транспорт необходимо загружать, разгружать, оформлять прием и выдачу грузов, доставлять товары со снабженческих предприятий «Сельхозтехники» (неприрельсовых) на железнодорожную станцию или в порт и со станции или из порта на это предприятие, составлять перевозочные документы. Кроме того, в зависимости от характера перевозок и рода перевозимого груза возникают такие операции, как упаковка, сообщение о прибытии, хранение грузов на складах и т. п. Все эти и дополнительные операции в комплексе называются транспортно-экспедици-онными.
Транспортно-экспедиционные операции являются составной частью работы транспортных организаций, ими начинается и завершается транспортный процесс. Различают следующие основные виды транспортно-экспедиционных операций: транспортные доставки со снабженческого предприятия «Сельхозтехники» до железнодорожной станции, в порт или со станции (из порта) до снабженческого предприятия; погрузочно-разгрузоч-ные — погрузка на подвижной состав и выгрузка из него грузов, подкомплектование мелких отправок на склады; экспедиционные — оформление приема грузов к перевозке или выдаче грузов получателю, составление перевозочных документов, уплата штрафов и сборов, сообщение о прибытии и др.
В зависимости от места выполнения операций различают следующие виды транспортно-экспедиционной работы: экспедиция по отправлению груза — транспортно-экспедиционные операции, выполненные только на пункте отправления груза; экспедиция по прибытию — операции, осуществленные только на пункте назначения груза; экспедиция в пути следования груза — операции, выполняемые на пунктах перегрузки с одного вида транспорта на другой; полный комплекс транспортно-экспеди-ционных операций, выполняемых на всем пути следования груза от склада отправителя до склада получателя.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
В большинстве случаев транспортно-экспедиционное обслуживание не является полным комплексным, а делится на отдельные операции по отправке, прибытию, перегрузке, которые осуществляются разными организациями.
В системе «Сельхозтехники», как правило, транспорт-но-экспедиционные операции на всех видах транспорта выполняются снабженческими предприятиями «Сельхозтехники».
На железных дорогах транспортно-экспедиционную работу проводят линейные конторы транспортно-экспеди-ционных операций и контейнерных перевозок (КТЭК) и городские товарные станции (ГОРКТЭК). Они являются хозрасчетными организациями и подчиняются начальнику отделения или начальнику станции. Эти организации обеспечивают местное транспортно-экспедиционное обслуживание по отправлению и прибытию грузов.
Транспортно-экспедиционными организациями, находящимися в ведении органов автомобильного транспорта, являются узловые транспортно-экспедиционные конторы (УТЭК) с отделениями и филиалами на станциях, в портах и на предприятиях, имеющие прикрепленный автопарк или автохозяйство. Эти организации обеспечивают централизованное транспортно-экспедиционное обслу-живание, главным образом связанное с транспортировкой грузов и контейнеров с железнодорожных станций, из портов, а также перевозки по шоссейным дорогам.
Имеются транспортно-экспедиционные предприятия, принадлежащие другим ведомствам. Это межколхозные базы, осуществляющие вывозку грузов, прибывающих в адреса колхозов на линейные станции железных дорог и обеспечивающие централизованное их распределение и доставку в колхозы.
Кроме того, за последнее время снабженческие предприятия системы «Сельхозтехники» осуществляют своим транспортом централизованную доставку в колхозы и совхозы материально-технических ценностей. Здесь транспортно-экспедиционные операции выполняют диспетчер, заведующий складом, шофер-экспедитор. На некоторых снабженческих предприятиях организованы специальные экспедиционные склады, которые осуществляют формирование всех грузов и оформление документации на отправку. Выполнение работ по централизованной доставке грузов в колхозы и совхозы проводится после заключения договоров на поставку.
Рекламные предложения:
Читать далее: Перевозка грузов железнодорожным и смешанным транспортом
Категория: —
Складское хозяйство
Главная → Справочник → Статьи → Форум
Белорусский государственный университет транспорта — БелГУТ (БИИЖТ)
Запись доноров крови
Регистрация на конференцию «Феноменология транспорта в литературе и искусстве: прошлое, настоящее, будущее»
Как поступить в БелГУТ
Как получить место
в общежитии БелГУТа
ГОРЯЧАЯ ЛИНИЯ по вопросам приемной кампании +375 44 588 48 08
События
Все события
Пн
Вт
Ср
Чт
Пт
Сб
Вс
1
2
3
4
5
6
Дата :
2023-04-06
7
Дата :
2023-04-07
8
9
10
Дата :
2023-04-10
11
12
13
Дата :
2023-04-13
14
15
16
17
Дата :
2023-04-17
18
19
Дата :
2023-04-19
20
Дата :
2023-04-20
21
Дата :
2023-04-21
22
23
24
25
26
Дата :
2023-04-26
27
28
29
30
Все анонсы
Заседание совета университета. ..
3 тур серии игр «ЧТО? ГДЕ? КОГДА?» среди студентов…
Выставка-конкурс «Пасхальная фантазия»…
Санаторий «Машиностроитель» приглашает…
I этап 68-й СНТК
Фестиваль военно-патриотической песни среди иностр…
Добрые пожелания Высокопреосвященнейшего Стефана в…
Программа. IX Международная научно-практическая ко…
«Футбол для всех»: новый проект Президентского спо…
Открытая лекция Ананьевой О.С….
Анонсы
Университет
Абитуриентам
Студентам
Конференции
Приглашения
Заседание совета университета…
3 тур серии игр «ЧТО? ГДЕ? КОГДА?» среди студентов…
Выставка-конкурс «Пасхальная фантазия»…
Санаторий «Машиностроитель» приглашает…
Новости
Университет
Международные связи
Спорт
ИВР
Жизнь студентов
Новости подразделений
Воспитательная работа
Ключевые аспекты Послания Главы государства обсудили на механическом ф. .. 11 апреля 2023
Воспитательная работа
Обсуждение ключевых тезисов Послания Президента к белорусскому народу … 11 апреля 2023
Воспитательная работа
Диалоговая площадка по основным тезисам и положениям Послания Президен… 11 апреля 2023
Университет
В БелГУТе дан старт проекту «Живая память благодарных поколений»… 10 апреля 2023
Университет
Курсы повышения квалификации «Системы автоматизации подготовки и выпус… 10 апреля 2023
Спорт
Открытый Кубок БГМУ по баскетболу среди женских команд. .. 10 апреля 2023
Воспитательная работа
Студенты. Безопасность. Будущее 08 апреля 2023
Университет
Поздравляем с победой в Конкурсе! 08 апреля 2023
Университет
Областной семинар, посвященный современным технологиям ямочного ремонт… 07 апреля 2023
Другие новости
Повышение квалификации идеологического актива г. Гомеля…
XLIII рыцарский турнир «За прекрасных дам»…
Конкурс презентаций «Похвальное слово русскому языку»…
Репортаж о визите шри-ланкийской делегации…
Второй тур весенней серии «Что? Где? Когда?» для студентов…
Познакомил и подружил нас русский язык. ..
Встреча с Русским домом в Гомеле
Конкурс эссе «Русский язык – объединяющая сила»…
Повышение эффективности технологии автоматизации в проектировании желе…
Встреча студентов с ректором в студгородке…
Открытие недели русского языка «Русский язык – язык мира, дружбы и сот…
БелГУТ на Доске почета
Достижения университета
КУДА ПОСТУПАТЬ
Все факультеты
Предложения
Все предложения
Видеотека
Все видео
Фотогалерея
Все фото
Какие этапы процесса экспедирования грузов?
Транспортно-экспедиторский процесс – это движение грузов и грузов из двух пунктов назначения, осуществляемое экспедитором. Компании, которые хотят расти и расширяться, должны рассмотреть возможность торговли на международном уровне. Доставка товаров туда и обратно может дать возможность расширить клиентскую базу, но может очень быстро стать очень сложной. Логистика международной торговли может усложниться, что потребует помощи экспедиторов.
Как экспедиторы помогают в процессе экспедирования грузов
Экспедиторы — это люди, ответственные за упрощение доставки. Хотя они сами не занимаются доставкой, экспедиторские услуги гораздо более специализированы на этом процессе. Важно, чтобы они понимали международную торговлю, правила торговли и способы доставки от имени компании, которая требует доставки по всему миру.
Экспедиторские агенты не осуществляют доставку грузов напрямую. Скорее, они нанимают транспортные компании, чтобы помочь и помочь в этой процедуре во время процесса логистики.
Эти экспедиторские фирмы нанимают агентов, которые могут обрабатывать документы и документацию для доставки и получения логистики. Их цели — обеспечить надлежащую отправку товаров компании и их доставку к указанной дате. Они обработают все, от грузовых манифестов до страховых требований и даже отгрузят товары по внутренним коносаментам.
Этапы процесса экспедирования грузов
Этап 1 – Экспортная перевозка
Перемещение товаров от отправителя до склада экспедитора называется экспортной перевозкой. Обычно для их перемещения требуется помощь грузовика или поезда. Сколько времени это займет, зависит от расстояния, географического положения и того, что это за предметы. Этот первый этап может занять от нескольких часов до нескольких недель.
Первым шагом в процессе экспедирования грузов является транспортировка груза на склад экспедиторской фирмы.
Этап 2 – Контрольно-пропускной пункт товаров
Сразу же после этапа экспортной перевозки экспедиторы, получающие товары, проверяют, чтобы все было доставлено без происшествий.
Этап 3 – Экспортная таможенная очистка
Перед отгрузкой товаров требуется таможенная очистка в стране происхождения. Этим процессом занимаются таможенные брокеры. Они должны предоставить подробную информацию о грузе и любые необходимые подтверждающие документы. Обычно между грузоотправителем и грузополучателем, который несет ответственность за этот процесс, заключается соглашение. Если транспортно-экспедиторская компания не предлагает данную услугу, необходимо найти услуги стороннего таможенного брокера.
Этап 4 – Таможенное оформление импорта
После прибытия груза власти страны назначения обязаны проверить импортные таможенные документы. Секрет этого этапа в том, что он может начаться еще до прибытия груза. Экспедитор или назначенный таможенный брокер несет ответственность за выполнение этой очистки к моменту прибытия груза.
Этап 5 – Прибытие в пункт назначения и обработка
Этот этап включает ряд различных процессов после прибытия груза. На этом этапе экспедиторы получат все документы на груз, включая неоплаченную документацию, счета перевозчика и многое другое. Этим процессом всегда занимается экспедитор.
Как только груз прибудет в пункт назначения, экспедиторы перевезут и обработают все предметы, чтобы гарантировать отсутствие инцидентов во время транспортировки.
Этап 6 – Импортные перевозки
Почти идентичные экспортным перевозкам, этот процесс транспортирует груз со склада до конечного пункта назначения предполагаемого получателя. Этому процессу могут способствовать экспедиторы, или грузополучатель может забрать груз самостоятельно.
Процесс экспедирования грузов помогает добиться успеха в бизнесе
Описанные выше шаги представляют собой общую схему процесса экспедирования грузов, которому подвергается большинство компаний в сфере международной торговли. Роли экспедитора также включают в себя составление правильных маршрутов и поиск наилучших вариантов поездки для грузополучателя. Это могут быть маршруты авиаперелетов, наземных перевозок и мореплавания. В зависимости от видов отправляемых товаров и грузов будут определяться транспортно-экспедиторские услуги, необходимые для успеха бизнеса.
В Mach 1 Global мы работаем с компаниями, чтобы предоставить им лучшие варианты, когда речь идет о грузовых перевозках. Узнайте больше о наших услугах по доставке грузов и получите предложение для вашей следующей отправки уже сегодня!
Что такое операции по экспедированию грузов?
Процесс экспедирования грузов относится к потоку товаров между пунктами назначения. Процесс осуществляется экспедиторами. Компании, стремящиеся к расширению и росту за счет торговли на международном уровне, должны обратиться к экспедитору, чтобы упростить процесс и обеспечить точность.
Доставка предметов дает организации возможность расширить свою клиентскую базу. Однако логистический процесс, связанный с международной торговлей, сложен и требует навыков экспедитора.
Процесс экспедирования грузов
Деятельность экспедитора заключается в облегчении всех аспектов доставки. На самом деле они не занимаются доставкой. Вместо этого экспедиторские услуги сосредоточены на тонкостях процесса. Экспедиторы знают меняющиеся требования международной торговли и правил, чтобы эффективно доставлять товары по всему миру.
Транспортно-экспедиторские фирмы предоставляют специализированные группы агентов для надзора за всей документацией и оформлением документов по отгрузке и получению товаров. Основная цель – обеспечить поступление товара к требуемой дате. Экспедиторы обрабатывают каждый этап грузового процесса, который может включать страховые претензии или внутренние коносаменты
Этапы экспедирования грузов
Экспортные перевозки
склад экспедитора. Обычно товары перевозятся грузовиком или поездом. Время, которое требуется, может варьироваться в зависимости от удаленности транспорта, географического положения и размера/количества товаров. Начальная первая стадия может занять от нескольких часов до нескольких недель.
Проверка предметов
После экспортной перевозки экспедитор всегда проверяет, чтобы все предметы были перевезены без проблем.
Экспортная таможенная очистка
Перед отправкой товары должны пройти таможенную очистку в стране происхождения. Таможенные брокеры выполняют этот процесс, предоставляя информацию о грузе вместе со всеми необходимыми документами. Соглашение, заключенное между грузоотправителем и грузополучателем, является единственным и не управляется транспортно-экспедиторской компанией.
Чтобы сохранить окраску кузова и обеспечить условия для высококачественного технического обслуживания и ремонта, требуется постоянный профилактический уход за автомобилем:
уборка
мойка
обсушка или протирка промытых частей кузова
периодическая полировка кузова
Помимо этого, проверяют и подтягивают крепления кузова автомобиля, проверяют состояние дверей, дверных замков, петель, стеклоподъемников, стеклоочистителей и другое оборудование и смазывают шарнирные и другие соединения.
Удаление пыли и грязи
Во избежание царапин нельзя удалять пыль и грязь сухим обтирочным материалом. Автомобиль лучше мыть до высыхания грязи струей воды небольшого напора с использованием мягкой губки и автошампуня. Летом автомобиль желательно мыть в тени. Если это невозможно, то вымытые поверхности надо сразу же протирать насухо, так как при высыхании капель воды на солнце на окрашенной поверхности образуются пятна. Зимой после мойки автомобиля в теплом помещении перед выездом следует протереть насухо кузов, уплотнители дверей и капота, а также продуть замки сжатым воздухом для предохранения их от замерзания.
При мойке автомобиля необходимо следить, чтобы вода не попала на узлы электрооборудования в моторном отсеке, особенно на катушку зажигания и распределитель.
Для сохранения блеска окрашенных поверхностей (в первую очередь у автомобилей, хранящихся на открытом воздухе) следует регулярно применять автополироли. Они закрывают микротрещины и поры, появившиеся в лакокрасочном покрытии, что препятствует возникновению коррозии под слоем краски. Полирование можно выполнять пастой ВАЗ-1 или ВАЗ-2, а затем ВАЗ-3 или аналогичными ему вручную либо электродрелью.
Чтобы поверхность кузова сохраняла блеск, не следует оставлять автомобиль длительное время на солнце, допускать попадания на поверхность кузова кислот, растворов соды, тормозной жидкости и бензина и применять для мойки содовые и щелочные растворы. Детали из пластмасс надо протирать влажной ветошью или специальным автоочистителем. чтобы пластмассовые детали не потеряли блеск, не следует применять бензин или растворители.
Стекла очищают мягкой льняной ветошью или замшей. Очень грязные стекла предварительно надо вымыть водой с добавлением жидкости НИИСС-4 или автоочистителем стекол. Для удаления льда со стекол и размораживания замков дверей рекомендуется применять авторазмораживатель в аэрозольной упаковке, внутрь замков можно вводить тормозную жидкость.
Пыль с обивки подушек и спинок сидений следует удалять пылесосом. Для устранения жирных пятен на обивке применяют “Автоочиститель обивки”.
В бачки омывателей стекол в зимнее время следует заливать водный раствор специальной низкозамерзающей жидкости НИИСС-4 или другие аналогичные составы в соответствии с рекомендациями по их применению.
Устранение мелких царапин кузова
Мелкую царапину, повредившую лишь окраску кузова потирают обезжиривающей жидкостью, чтобы удалить отслоившуюся краску и очистить прилегающие участки от защитной полироли, затем ополаскивают ее чистой водой. Закрашивают царапину, используя тонкую кисть. Тонкие слои краски наносят до тех пор, пока толщина окраски поврежденной области не сравняется с окружающим слоем. Краску сушат до ее полного высыхания несколько дней, затем полируют область царапины и наносят на нее восковое покрытие.
Если царапина повредила металл кузова, вызывая ржавчину, применяют другой метод ремонта. Снимают ржавчину со дна царапины твердым металлом, затем наносят грунтовку, чтобы предотвратить образование ржавчины в будущем. Заполняют царапину специальным наполнителем на основе целлюлозы. Прежде, чем наполнитель в царапине затвердеет, легко проводят тампоном из хлопковой ткани, смоченным целлюлозным составом, по поверхности наполнителя, чтобы его уровень находился чуть ниже окружающего слоя краски. После полного отвердения наполнителя проводят окраску, по технологии описанной выше.
Уход за стеклами автомобиля и проверка их светопропускания
Периодически необходимо проверять светопропускание стекол автомобиля. Суть метода проверки светопропускания состоит в определении нормального светопропускания безопасного стекла по интенсивности светового потока, пропускаемого испытуемым стеклом. Нормальное светопропускание – это отношение светового потока Фt, пропускаемого стеклом, к общему падающему световому потоку Фi.
Принципиальная схема прибора для определения коэффициента светопропускания показана напервом рисунке, а его общий – на втором.
Рис. Общий вид прибора ИСС-1: 1 – источник света; 2 – измерительный прибор; 3 – приемник излучения
Прибор состоит из измерительного блока с жидкокристаллическим или стрелочным индикатором, источника света, приемника излучения (фотоприемника). Прибор может питаться от бортовой сети автомобиля или от аккумулятора. Корпуса источника света и фотоприемника снабжены мощными кольцевыми магнитами, которые позволяют фиксировать источник света и фотоприемник напротив друг друга при измерении светопропускания.
При проверке источник излучения устанавливается с одной стороны стекла, а приемник – с другой стороны. В случае применения прибора ИСС-1 не требуется калибровка по толщине стекла.
Согласно Правилам дорожного движения в Республике Беларусь запрещается участие в дорожном движении транспортных средств, степень светопропускания которых составляет менее 75% для передних боковых стекол и менее 70 % для остальных стекол, если иное не определено Президентом Республики Беларусь.
Транспортное средство должно быть оснащено предусмотренными конструкцией стеклоочистителями и стеклоомывателями ветрового стекла.
Частота перемещения щеток по мокрому стеклу в режиме максимальной скорости работы стеклоочистителей должна быть не менее 35 двойных ходов в минуту, при этом угол размаха щеток должен быть не менее предусмотренного конструкцией транспортного средства.
Щетки стеклоочистителя должны вытирать очищаемую зону не более чем за 10 двойных ходов для автобусов и не более чем за 5 двойных ходов для других транспортных средств так, чтобы общая ширина невытертых полос по краям зоны очистки не превышала 10 % длины щетки. При этом стеклоомыватели должны обеспечивать подачу жидкости в зоны очистки стекла в количестве, достаточном для смачивания стекла.
Проверка технического состояния элементов, обеспечивающих обзорность, проводится в указанном порядке.
Осмотреть стекла транспортного средства на предмет соответствия конструкции, наличия соответствующей маркировки, отсутствия недопустимых повреждений и нанесения тонировки. В случае применения на ветровых стеклах прикрепленной или нанесенной прозрачной полосы измерить ее ширину или оценить ее соответствие установленным требованиям.
Измерить коэффициент светопропускания ветровых и передних боковых стекол транспортного средства. Для ветрового стекла измерение следует производить в трех точках в зоне очистки стеклоочистителем на уровне, примерно соответствующем уровню глаз водителя во время движения, при нахождении его за рулем транспортного средства. Для передних боковых стекол измерение следует производить в трех точках, расположенных на линии, проходящей по диагонали, соединяющей нижний передний (с учетом направления движения механического транспортного средства) угол стекла и верхний задний. При этом указанные точки должны быть примерно равноудалены друг от друга и видимых краев стекла.
Для остальных стекол измерение проводится в одной точке, расположенной на горизонтальной линии, проходящей посередине стекла.
В каждой точке необходимо выполнить не менее двух измерений.
Определить коэффициент светопропускания ветровых и передних боковых стекол по формуле:
где хi – результат измерения светопропускания в i-й точке на стекле, %.
За значение коэффициента светопропускания остальных стекол принимается результат измерения в одной точке. Его следует округлить до целого числа. К полученным значениям прибавить 3 %. Результат не должен превышать нормативного значения, установленного для вида стекол конкретного.
Техническое обслуживание кузова автомобиля
Техническое обслуживание кузова автомобиля
Чтобы сохранить окраску кузова и обеспечить условия для высококачественного технического обслуживания и ремонта, требуется внешний уход за автомобилем: уборка, мойка, обсушка пли протирка промытых частей кузова и периодическая его полировка.
Помимо этого, проверяют и подтягивают крепления кузова автомобиля, проверяют состояние дверей, дверных замков, петель, стеклоподъемников, стеклоочистителей и другое оборудование и смазывают шарнирные и другие соединения.
Уборка кузова автомобиля. При уборке удаляют пыль и сор из кузова, кабины и платформы автомобиля, протирают сидения, стекла и арматуру внутри кузова, протирают двигатель, щитки и внутреннюю поверхность капота. Внутри кузовов автомобилей специального назначения (санитарных, для перевозки продуктов и др.) и автобусов периодически производят дезинфекцию и мойку полов и стен. Для механизации процесса уборки автомобиля применяют пылесосы (стационарные и переносные), электромеханические щетки, щетки и скребки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Механизация работ по уборке салонов автобусов и легковых автомобилей еще полностью не решена вследствие малой приспособленности для этого процесса конструкций салонов автобусов и легковых автомобилей и высоких требований к чистоте салонов.
Мойка автомобиля. Пыль и грязь с наружных частей кузова и шасси автомобиля удаляют обычно чистой холодной или теплой ( + 25 4 +30 °С) водой. Реже для мытья автомобиля используют воду с применением моющих средств, в виде синтетической жидкости «прогресс» или синтетического порошка (ВТУ №18/35-64) в концентрации 7 — 8 г порошка или 4 — 5 г жидкости на 1 л воды при температуре 35 — 40 °С.
Моющие растворы уменьшают силу поверхностного натяжения водяной пленки, образующейся на обмываемой поверхности, растворяют маслянистые отложения, дают эмульсии и суспензии, которые легко смываются.
Во избежание разрушения окраски кузовов легковых автомобилей или автобусов разница между температурой воды и обмываемой поверхности не должна превышать 18 — 20 °С. Качество и продолжительность мойки зависят от напора струи воды, диаметра сопла моющего приспособления (брандспойта, пистолета) и угла наклона струи к обмываемой поверхности.
Увеличение напора воды или давления струи для сопел одного и того же диаметра сокращает общий расход воды и продолжительность мойки. Поэтому увеличением давления струи с одновременным уменьшением диаметра сопла можно сократить расход воды при общем повышении эффективности мойки и снижении затрат.
По способу выполнения различают: ручную, полумеханизи-рованную и механизированную мойки.
Ручная мойка производится из шланга с брандспойтом или моечным пистолетом струей воды низкого (2 — 4 кГ/см2) или высокого давлений.
Полумеханизированная мойка заключается в том, что одну часть автомобиля (шасси или кузов снаружи) моют . механизированным способом, а другую —ручным способом.
При механизированной мойке всего автомобиля применяют автоматически действующие или управляемые струйные или струйно-щеточные установки.
Механизация процесса мойки автомобиля значительно сокращает затрачиваемое на нее время, которое составляет 1,5 — 3 мин, вместо 10 — 20 мин при ручной мойке (в зависимости от типа автомобиля). Технико-экономические расчеты показывают, что экономия от снижения суммы годовых расходов при механизации процесса мойки по сравнению с ручным способом относительно невелика; так, для парка грузовых автомобилей и автобусов она составляет 1 — 3%.
Более значительная экономия (25 — 30%) получается для парка легковых автомобилей.
Это объясняется меньшими расходами воды (в 2 — 4 раза) и электроэнергии (на привод механизмов моечной установки), а следовательно, и денежными затратами на них. Помимо экономической эффективности механизация мойки автомобиля позволяет освободить мойщиков от тяжелого физического труда и улучшает качество мойки. Механизированные установки наиболее эффективно применять в крупных автохозяйствах — от 200 автомобилей и более.
Независимо от способа мойки, ее технологический процесс применительно к кузовам легковых автомобилей и автобусов сводится к следующему.
Окрашенные и полированные части кузова предварительно смачивают распыленной струей холодной или подогретой воды. После смачивания кузов протирают волосяными щетками, губками или замшей с непрерывным подводом воды. Применение щеток и других аналогичных средств способствует удалению мельчайших частиц пыли, которые удерживаются в тонкой водяной пленке (после обмывания кузова слабой струей) и при ее высыхании оставляют на поверхности кузова матовый серый налет. Кузов грузового автомобиля и нижней части шасси моют концентрированной струей высокого давления.
Основное оборудование постов ручной мойки. Необходимой частью оборудования поста ручной мойки является устройство, обеспечивающее удобный доступ к автомобилю для обмывания его нижних частей, для чего применяют: боковые канавы узкого типа, широкие канавы с колейным мостиком, эстакады и подъемники. Кроме того, для мойки грузовых автомобилей, имеющих относительно свободный доступ к нижним частям, используют моечные площадки.
Размеры площадки должны превышать габариты обслуживаемого автомобиля на 1,25— 1,50 м.
Между двумя расположенными рядом моечными постами устанавливают водонепроницаемую перегородку. Посты ручной мойки автомобилей оборудуют системой водоподводящих труб, к которым присоединяют шланги с брандспойтами.
Для повышения давления воды (2 — 4 кГ/см2), поступающей из водопроводной магистрали, применяют моечные установки, состоящие из насоса высокого давления (поршневого, вихревого или центробежного), электродвигателя и приводного механизма.
Моечная установка модели 1100 с вихревым насосом стационарного типа 1НВЗС-1500 показана на рис. 1. Вихревой насос установки имеет три ступени. Каждая ступень состоит из рабочего колеса и двух дисков — всасывающего и нагнетательного, образующих камеру, в которой вращается рабочее колесо. По периферии ступицы рабочего колеса расположены лопатки. Всасывающий диск 11 имеет одно впускное отверстие, а нагнетательный — напорное (основное), дополнительное (не показанное на рисунке) отверстие и направляющий канал.
При вращении рабочего колеса вода, находящаяся между лопатками и в направляющем канале, движется вместе с рабочим колесом вокруг вала и далее под действием центробежной силы перемещается из рабочего колеса в направляющий канал нагнетательного диска, а оттуда обратно в рабочее колесо. В результате такого сложного вихревого движения напор воды при переходе из ступени в ступень насоса увеличивается.
Перепускной клапан автоматически устраняет возможность перегрузки электродвигателя при полном или частичном перекрытии пистолетов за счет перепуска части воды из нагнетательного патрубка во всасывающий.
Производительность моечной установки данного типа при максимальном рабочем напоре 100—110 я вод. ст. — 50 — 60 л/мин, мощность электродвигателя — 2,8 кет.
Моечные установки высокого давления снабжаются брандспойтами пистолетного типа, позволяющими регулировать количество выходящей из пистолета воды и форму струи.
Пистолет, входящий в комплект рассмотренной выше моечной установки, показан на рис. 3.
Вода от насоса по шлангу поступает в полую часть винта и через радиальные отверстия в полость корпуса пистолета, затем через отверстия а во втулке — в переднюю часть корпуса и сопло (диаметром 4 -6 мм). При вращении корпуса относительно винта торцовая часть корпуса с осевым отверстием, в стенках которого имеются четыре косые прорези, входит в отверстие в передней части корпуса. Если при вращении корпуса пистолета торцовая часть винта лишь частично войдет в отверстие, то вода, пройдя через косые прорези винта, получит вращательное движение, а струя воды, выходящая из сопла, приобретет конусную форму. Чем больше торцовая часть винта войдет в отверстие, тем больше будет угол конуса струи. Когда прорези винта окажутся внутри втулки, завихрения воды не будет и струя будет иметь кинжальную форму. Если торцовая часть винта войдет в отверстие полностью и кромки винта будут прижаты к стенкам отверстия, выход воды из пистолета прекратится.
Рис. 2. Трехступенчатый вихревой насос: а — рабочие, всасывающие и нагнетательные диски: б — насос в сборе; в — схема работы насоса; 1 — пальцы муфты; 2 — ведомая пслумуфта; 3 — подшипник вала, 4- моечный шланг; 5 — штуцер моечного шланга; 6 — мапомс1р; 7 — nai псипсльпый корпус; S— корпус перепускного клапана; ,9 — перепускной клапан; 10 — рабочее колесо; 11 — всасывающие диски; 12 — нагнетательный диск; 13 — вентиль заборного шланга; К — всасывающий корпус; 15 — впускное отверстие; 16 — уравнительное отверстие; 17—вал насоса; 18 — отверстие для отвода воды; 19 — пробка сливного отверстия; 20°— соединительная трубка; 21— напорное отверстие; 22—направляющий канал
Ориентировочный расход воды на мойку одного автомобиля при высоком давлении составляет для легковых и грузовых автомобилей 150 — 200 л, автобусов — 300 — 400 л. При низком давлении расход увеличивается на 200 — 300%.
При механизированной мойке автомобилей гидравлической частью установки является душевое устройство для струйной мойки, а механической — вращающиеся цилиндрические щетки, активизирующие процесс мойки.
Душевое устройство применяют для струйной мойки автомобиля снизу, внутренних поверхностей крыльев, дисков колес и боковых и верхних частей кузова.
Для мойки грузовых автомобилей используют только струйную установку.
При мойке кузовов легковых автомобилей, автобусов, а также специализированных кузовов типа «фургон», помимо душевого устройства, применяют вращающиеся цилиндрические щетки.
Устройства для мойки автомобиля снизу выполняются в виде трубопроводов с соплами, расположенных на уровне пола. Трубы, несущие сопла, могут быть неподвижными или поворачиваться на некоторый угол, допуская изменение угла атаки струи.
Для периодического изменения направления струй применяют трубчатые рамки с соплами, выполненные по дуге окружности. Рамка качается на подшипниковой опоре и имеет привод от электродвигателя через кулисный механизм с червячным или шестеренчатым редуктором. Привод может быть также гидравлическим.
Для непрерывного изменения направления струй воды применяют сегнеровы колеса, вращающиеся за счет реакции струй, выходящих из сопел, горизонтально расположенных по концам радиальных трубок. Рабочие сопла устанавливают на радиальных трубках вертикально или с некоторым наклоном.
Рис. 3. Моечный пистолет
Рис. 4. Схема устройства для струйной мойки низа автомо-
Схемы устройства для обмывания наружных поверхностей кузова и колес с помощью струйных установок показаны на рис. 5.
Рис. 5. Схемы устройства для струйной мойки наружных поверхностей кузова автомобиля: а- П-образная неподвижная рамка; б — рамка на катках; в—рамка, передвигающаяся по монорельсу; г — неподвижные боковые рамы; д — боковые рамы с поворачивающимися трубами
Рис. 6. Струйная автоматическая установка модели 1114 для мойки грузовых автомобилей а — вид сбоку; б — вид спереди
Струйная установка ГАРО модели 1114 для мойки грузовых автомобилей, смонтированная на конвейере, состоит из двух трубчатых рамок замкнутого контура, неподвижно установленных на фундаменте. На каждой рамке установлены попарно с обеих сторон качающиеся боковые коллекторы с шестью соплами в каждом, верхний (качающийся) коллектор с четырьмя соплами (только на одной рамке) и нижний с девятью соплами. Угол качания сопел составляет 75°. Кроме того, па рамке предварительного обмыва установлены регулируемые боковые коллекторы с тремя соплами направленного действия. Таким образом, общее количество сопел составляет 66 шт. Качание коллекторов (34,5 качания в минуту) осуществляется от электродвигателя мощностью 0,6 кет через редуктор и систему рычагов и штанг.
К каждой моечной рамке вода подается отдельным центробежно-вихревым насосом под давлением 8 кГ/см2 с приводами от электродвигателей мощностью 14 кет. Суммарная производительность насосов при указанном напоре 18 м3/ч. Моечная установка снабжена автоматическим управлением от педалей 1, 8, 9, 14, 15, на которые наезжает автомобиль своими колесами.
Рис. 7. Схема щеточной установки для мойки боковых сторон н верха кузова автобуса
В установке предусмотрен как прерывный (при мойке единичных автомобилей), так и непрерывный режимы работы (с интервалом времени или тактом линии 0,5 мин).
Вся электроаппаратура управления установкой и конвейером смонтирована в шкафу и на его дверке. Производительность установки 20 — 40 автомобилей в час.
Наиболее распространенная схема механизированной установки для мойки боковых сторон и верха кузовов автобусов и фургонов показаны на рис. 7.
В установке применяют два (иногда четыре) вертикальных вращающихся щеточных барабана, укрепленных на поворотных рычагах, и один горизонтальный для мойки крыши автобуса. Барабаны приводятся в действие от индивидуальных электродвигателей. Вода на обмываемую поверхность кузова подается через сопла из трубчатых коллекторов, прикрепленных к рамам щеточных барабанов.
Автобус во время мойки движется самоходом или при помощи конвейера. Продолжительность мойки до 2 — 2,5 мин.
Механизированная установка ГАРО модели 1129 для мойки автобусов показана на рис. 8. Установка имеет два вертикальных цилиндрических щеточных барабана из капроновых нитей для мойки боковых поверхностей кузова и одну горизонтальную щетку для мойки крыши. Щетки приводятся в действие от самостоятельных электродвигателей посредством клиноременной передачи. Вертикальные щетки установлены на поворотных рамах, опорные стенки которых вращаются в подшипниках, установленных в кронштейне на стойках металлического каркаса. Вертикальные щетки прижимаются к боковым поверхностям кузова автобуса при помощи груза, подвешенного на тросе, укрепленном на опорной стойке поворотной рамы и перекинутом через ролик на основной стойке каркаса. Горизонтальная щетка прижимается к крыше автобуса под действием собственного веса, который частично уравновешивается контргрузом. Скорость вращения щеточных барабанов 180 об/мин. Мощность электродвигателей 1,7 кет при 930 об/мин. Гидравлическая часть установки состоит из трубчатой системы подачи чистой воды из водопроводной сети под давлением 3—4 кГ/см2. Для подачи воды на щеточные барабаны и в рамки предварительного смачивания и окончательного ополаскивания кузова используются трубчатые стойки каркаса установки, закольцованные в общую систему. Электроаппаратура управления установкой смонтирована на пульте, находящемся в металлической кабине.
Производительность установки 30 — 40 автобусов, в час при расходе воды 800—900 л на 1 автобус.
Моечные установки для легковых автомобилей устроены с применением комбинации горизонтального и нескольких коротких секций вертикальных щеточных барабанов.
Автомобили во время мойки движутся самоходом на малой скорости или при помощи конвейера. Примером механизированной многощеточной установки для мойки легковых автомобилей может служить установка ГАРО модели 1110. Установка имеет душевую рамку I предварительного смачивания, горизонтальный щеточный барабан III, два вертикальных двухсекционных щеточных барабана V, два односекционных щеточных барабана VI, душевую рамку VII для ополаскивания автомобиля, бачок IV для моющего раствора, кабину II с пультом управления и центробежный насос VIII для подачи воды. Установка смонтирована на металлическом трубчатом каркасе, являющемся замкнутой магистралью для подачи воды из водопровода к щеточным барабанам и душевым рамкам. При давлении в водопроводной сети менее 3,5 кГ/см2 подключается центробежный насос производительностью 30 м3/ч. Каждая секция щеточных барабанов установлена на своей поворотной раме и вращается в подшипниках. Щеточные барабаны прижимаются к поверхности кузова и возвращаются в первоначальное положение под действием грузов противовесов. Боковые щеточные барабаны вращаются со скоростью 130, а горизонтальный 180 об/мин. Вертикальные щетки снабжены обрезиненными роликами-котерами, которые, обкатываясь по контуру поверхности кузова, обеспечивают постоянное и равномерное давление капроновых нитей щетки на поверхность кузова. Моющий раствор подается по трубкам к горизонтальному и двум вертикальным барабанам. Подачей раствора управляют при помощи распределительного крана, установленного в кабине.
Раствор из бачка подается под давлением сжатого воздуха 4 кГ/см2. В качестве моющего раствора применяют 2—3% раствор сульфанола с водой (1 —1,5 кг на 50 л воды), подогретой до 40—50°С.
Производительность установки — 40—60 автомобилей в час, при расходе от 500 до 750 л воды на один автомобиль.
Дополнительным устройством к моечной установке служит установка ГАРО модели 1144 для мойки дисков колес автомобиля. Установка состоит из двух агрегатов, располагаемых на посту мойки по обеим сторонам автомобиля. Каждый агрегат имеет торцовую щетку (из капрона), расположенную на уровне оси колес автомобиля, электродвигатель (0,6 кет) с редуктором для вращения щетки, пневматический привод для подачи щетки к колесу и отвода ее обратно и каретку.
Рис. 8. Механизированная установка ГАРО модели 1129 для мойки автобусов: а — вид сбоку; б — вид сверху
Вспомогательное оборудование постов мойки. При мойке автомобилей смывается большое количество грязи и некоторое количество масла и топлива. По наблюдениям, сточные воды после мойки одного автомобиля могут содержать 3—5 г масла и бензина и 10—15 кг грязи.
Чтобы не загрязнять водостоки канализационной системы и предупредить попадание нефтепродуктов со сточными водами в естественные водоемы, посты мойки оборудуют грязеотстойниками и маслобензоуловителямп. Принцип действия грязеотстойника и маслобензоуловителя основан на разнице в удельных весах воды, грязи, масла и бензина (грязь осаждается, а масло и бензин всплывают).
Грязеотстойник простейшего типа показан на рис. 11. Вода с поста мойки автомобиля поступает по трубе в емкость. Взвешенные твердые частицы, попадая в грязеотстойник, теряют свою скорость и осаждаются на дне отстойника. Очищенная вода через водослив стекает по трубе в маслобензоуловитель, а оттуда в канализационную сеть.
Схема маслобензоуловителя показана на рис. 12. Вода из грязеотстойника по трубопроводу поступает под колпак и заполняет колодец до уровня, определяемого верхней кромкой водослива; переливаясь через водослив, вода стекает по трубе в канализационную сеть.
Масло и бензин вследствие малого удельного веса (в среднем для смеси 0,85), скопляясь в верхней части колпака, располагаются на уровне, превышающем уровень воды в колодце. Накапливающаяся в горловине колпака смесь масла и бензина отводится по трубопроводу в емкость, которую периодически опорожняют.
По мере накопления в грязеотстойнике осадков их периодически удаляют насосами диафрагменного типа, или грязевым насосом-смесителем, или инжектором.
Применение диафрагменных насосов является наиболее простым и эффективным способом откачки пульпы (жидкой грязи) из грязеотстойника.
Рис. 9. Остановка модели 1110 для мойки легковых автомобилей. 5 и 14 —стойки, 2—рама; 3, 12 и 16—электродвигатели; 4, 6 и 13— грузы; 7 и 11 — секции щеток; в, iu и 15 — ролики-копиры; 9—вал; 17 — противовес; 18—барабан
Грязеотстойник располагают на территории гаража вблизи моечного поста, в месте, удобном для присоединения к канализационной магистрали.
Значительный расход воды при механизированной мойке автомобилей (1,5 м3 и более на один автомобиль) и трудности водоснабжения обусловливают необходимость повторного использования воды. В связи с этим устраивают отстойные резервуары для осветления сточной воды. Однако такой способ естественного отстаивания мельчайших глинистых фракций и коллоидных частиц требует больших площадей и не дает удовлетворительных результатов. Более эффективным методом очистки является метод коагуляции, заключающийся в примешивании к воде раствора сернокислого алюминия, в результате чего происходит свертывание в хлопья веществ, находящихся в воде в коллоидном состоянии, и выпадение их в осадок с последующей фильтрацией воды.
Рис. 10. Установка ГАРО модели 1144 для мойки дисков колес
Протирка, обсушка и полирование кузовов. Кузова протирают насухо после их ополаскивания чистой водой, удаляя влагу с наружных поверхностей кузова. Для протирки применяют замшу, фланель и другие гигроскопические материалы.
Рис. 11. Грязеотстойник: 1 — труба для отвода воды с поста мойки; 2 — емкость для сточной воды: 3 — водослив; 4 — сточная труба; 5 — скобы для спуска в колодец; 6 — вен тиляционная труба
Рис. 2. Схема маслобензоуловигеля
У грузовых автомобилей обтирают только кабину, боковые и передние стекла, капот, крылья и фары; остальные части подвергают естественной сушке.
Для прополаскивания загрязненного и увлажненного обтирочного материала и отжима его применяют машины с ручным или механическим приводом.
Для ускорения сушки легковых автомобилей применяют обдув холодным или подогретым воздухом.
Холодным воздухом после мойки обдувают при помощи мощной воздуходувной установки вентиляторов типа «Сирокко», нагнетающих воздух в воздухораспределительные трубы со щелевидными насадками под углом 60° к обдуваемой поверхности.
Рис. 13. Установка для обдува автомобилей после мойки
Установка для обдува воздухом после мойки легковых автомобилей состоит из трех вентиляторов марки ЭВР-6, приводимых во вращение электродвигателями мощностью 20 кет. Для направления воздушной струи каждый вентилятор снабжен фигурной насадкой прямоугольной формы. Установка смонтирована на раме 3 и заключена в кожух.
Недостатком обсушки холодным воздухом является значительный расход электроэнергии (мощность электродвигателей вентиляторов доходит до 60 кет). Однако применение теплого воздуха вследствие его небольшой теплопроводности (в 250 раз меньше теплопроводности железа) также недостаточно эффективно вследствие слишком низкого коэффициента использования тепла.
Рис. 14. Резервуар для нанесения антикоррозионного покрытия: 1 — предохранительный клапан; 2 — манометр; 3 и 6 иглы для регулирования состава эмульсии; 4 — запорный вентиль; 5 — смеситель; 7 — трубка для подачи жидкости в смеситель
Перспективным методом сушки автомобиля можно считать использование ламп с инфракрасными лучами, а также термо-радиационную сушку панелями темного инфракрасного излучения, обладающими высоким к. п. д. и незначительной потерей тепла.
Полирование. Для сохранения глянца окрашенных поверхностей легковых автомобилей их периодически полируют полировочной жидкостью, в состав которой входят вода, инфузорная земля, вазелиновое и касторовое масла и ксилол.
Для удаления пятен и неглубоких царапин окрашенные поверхности полируют пастами, которые содержат незначительное количество мелкого абразивного порошка.
Для облегчения процесса полирования кузовов применяют различные полировочные приспособления в виде передвижных или подвесных установок и легких ручных приборов (электрических или пневматических дрелей с полировальным диском, на который надевают сменные чехлы из сукна).
Антикоррозионное покрытие кузова. В процессе эксплуатации автомобилей нижние поверхности кузова (днище, крылья, порожки и др.) подвергаются коррозии и преждевременно приходят в негодность.
Для предупреждения этого низ автомобиля периодически подвергают антикоррозионному покрытию различными материалами (маслом, краской, олифой и др.).
Наиболее эффективным средством является масляно-графитная суспензия, состоящая из минерального масла вязкостью 18—20 сст при 50°С, в которую добавляют коллоидальный графит в количестве 5—8% по весу. Для этих целей может быть использовано отработавшее масло двигателя.
Для нанесения антикоррозионного покрытия используют установку, которую подключают к воздушной магистрали (с давлением 5—10 кГ/см2). Образующаяся в смесительной камере эмульсия подается к распиливающему пистолету. Соотношение воздуха и масла в эмульсии регулируется клапанами, установленными в патрубке резервуара. Установка перевозится на тележке.
Крепежные работы по кузову заключаются главным образом в подтяжке креплений кузова к раме (в рамных конструкциях), крепления распорок, идущих от подмоторноп рамы к переднему щитку (автомобиль ГАЗ-21 «Волга»), и других креплений деталей кузова: дверных петель шипов и щеколд, петель капота и др.
Рис. 15. Места смазки кузова
При проверке и регулировке плотности закрывания дверей в проеме необходимо обращать внимание на регулируемые соединения петель с дверьми. В кузовах легковых автомобилей нужно проверять, крепить и, если необходимо, регулировать положение направляющего шипа двери. При неисправном состоянии направляющих шипов и их гнезд шарниры петель дверей быстро расшатываются.
Смазка кузова. Кузов современного легкового автомобиля имеет много точек смазки (50 и более). Частой смазке (через 1000 км) подвергаются ротор замка и фиксатор двери и багажника; эти точки смазывают смазочным карандашом или солидолом.
Замки дверей и багажника целесообразно смазывать коллоидным (порошкообразным, сухим) графитом или тормозной жидкостью.
Читать далее: Техническое обслуживание прицепного состава и автомобилей-самосвалов
5 Наиболее важные работы по кузовному ремонту
11 мая 2021 г.
Это подзаголовок к вашему новому посту
Различные работы по кузовному ремонту составляют большую часть обслуживания вашего автомобиля. Внешний вид вашего автомобиля многое говорит о вас. Некоторые работы по ремонту кузова автомобиля, такие как ремонт ветрового стекла, обеспечат вам безопасность на дороге.
Если вы хотите вернуть своему автомобилю наилучшую форму, обратите внимание на некоторые важные вопросы по ремонту кузова.
1. Наполнение кузова
С более 278 миллионов автомобилей на дорогах, столкновения стали обычным явлением. Более того, вам придется бороться с другими видами повреждений кузова автомобиля. Когда повреждение обширно, автомеханики рекомендуют наполнитель для кузова, чтобы справиться с вмятинами. Материал для ремонта автомобилей является более дешевой альтернативой использованию припоя для кузова.
Техники наносят густую двухкомпонентную полиэфирную смолу на помятую часть автомобиля. Затем смола высыхает на месте. После перекраски кузовной шпаклевки вы не сможете сказать, что на вашей машине были вмятины. Специалисты по кузовному ремонту подготавливают вмятины, чтобы создать идеальную поверхность для шпаклевки кузова.
2. Ремонт вмятин без покраски
Если ваш автомобиль попал в аварию, вам не нужно платить за комплексную покраску кузова. Ремонт зубов без покраски является альтернативой покраске и лучше всего подходит для неглубоких вмятин, когда лакокрасочное покрытие не повреждено.
Специалисты по кузовному ремонту ремонтируют вмятину с нижней стороны поврежденного участка с помощью современных инструментов. Если вы хотите восстановить гладкую поверхность кузова вашего автомобиля, спросите в автомастерской об удалении вмятин без покраски.
3. Ремонт/замена окон
Окна вашего автомобиля являются критически важными компонентами для безопасного вождения. Из-за деликатной природы стекла окна повреждаются по разным причинам. Экстремальные погодные условия, такие как град и жара, дорожный мусор и автомобильные столкновения, являются некоторыми распространенными причинами повреждения окон.
Всегда проверяйте состояние ваших окон, прежде чем садиться за руль. Главное окно — это ветровое стекло, которое защищает пассажиров автомобиля и улучшает видимость. У вас также есть окна с обеих сторон автомобиля и заднее стекло.
При незначительных дефектах, таких как сколы или небольшие трещины, возможен ремонт окна. При обширных повреждениях окон необходима замена. Поврежденные окна ухудшают видимость, нарушают целостность автомобиля и могут привести к неисправности подушки безопасности.
4. Лакокрасочное покрытие кузова автомобиля
Лакокрасочное покрытие нового автомобиля сияет и излучает красоту и элегантность. С возрастом краска может потускнеть и ухудшить внешний вид вашего автомобиля. Другие причины повреждения краски кузова включают экстремальные погодные условия, плохое техническое обслуживание, агрессивные моющие средства, птичий помет и столкновения, и это лишь некоторые из них.
Краска для кузова восстанавливает красивый внешний вид вашего автомобиля и защищает кузов снизу. Если вы оставите вмятины и царапины без ремонта, вы получите более серьезные повреждения кузова. Специалисты по кузовному ремонту могут оценить степень повреждения кузова и порекомендовать лакокрасочное покрытие.
5. Комплексный ремонт при столкновении
В случае серьезной автомобильной аварии вашему автомобилю требуется специализированный ремонт после столкновения. Вы всегда должны проверить автомобиль в профессиональной автомастерской, чтобы определить степень повреждения. Автомеханики выходят за пределы поверхности и проверяют наличие дальнейших повреждений под ней.
Примеры ремонтных работ включают избиение панели, замену панели, проверку рамы, ремонт и усиление. Идея состоит в том, чтобы ваш автомобиль вернулся на дорогу лучше, чем в состоянии перед столкновением. Такой капитальный ремонт повышает безопасность и функциональность кузова вашего автомобиля.
Внешний вид вашего автомобиля влияет как на функциональность, так и на эстетику. Лучший ремонт кузова автомобиля поможет вернуть вашему автомобилю форму и улучшить его внешний вид.
Если вы хотите преобразить свой автомобиль в Гейнсвилле, Флорида, не ищите дальше. Automotive Super Sports — это ваша первая остановка для исключительного ремонта при столкновении, которым занимаются сертифицированные специалисты по кузовным работам, прошедшие обучение на заводе. Свяжитесь с нами сегодня и наслаждайтесь высококачественным ремонтом после столкновений, чтобы вернуть вашему автомобилю форму.
< Предыдущее сообщение
Newer Post >
Советы по уходу за автомобилем зимой
Зимнее вождение сопряжено с трудностями. На обледенелых дорогах, а иногда и в условиях белой тьмы, может быть трудно управлять автомобилем, особенно если он не был подготовлен к зимним условиям вождения. CID Auto Body and Paint, автомастерская в Сан-Маркосе, специализируется на ремонте автомобилей после столкновений и кузовах, а также на удалении PDR и замене лобового стекла. Ниже мы предложим ценные советы по уходу за автомобилем зимой, чтобы вы могли оставаться в безопасности на дорогах. Свяжитесь с нами сегодня!
Замените масло . Если вы обычно используете обычное (или обычное) масло, зима может быть хорошим временем для перехода на синтетическое масло, если оно подходит для вашего типа автомобиля. Обычная нефть — это полностью натуральная очищенная сырая нефть, добытая из-под земли. Синтетическое масло производится, как правило, молекула за молекулой, что устраняет дефекты масла. Запуск в холодную погоду может быть проще для вашего двигателя с полностью синтетическим маслом, потому что синтетическое масло легче течет при более низких температурах и не требует времени для прогрева для эффективной работы. Это помогает обеспечить защиту движущихся частей двигателя. Если вы не поклонник полностью синтетического масла или ваш автомобиль не поддерживает его, вы можете перейти на синтетическую смесь. Синтетическая смесь представляет собой смесь синтетического масла и обычного масла. Если вы не уверены, какое масло подходит для вашего автомобиля, обратитесь к производителю автомобиля, руководству по эксплуатации автомобиля или к механику, чтобы получить конкретные рекомендации относительно того, какое масло подходит для вашего автомобиля.
Проверьте аккумулятор . Аккумуляторы имеют тенденцию выходить из строя зимой по разным причинам. Лето плохо сказывается на батареях, так как из-за сильной жары вода внутри батареи испаряется. Когда холодно, химические реакции внутри автомобильного аккумулятора замедляются. Добавьте к этому тот факт, что вы взрываете тепло и размораживаете, требуя больше энергии от своей батареи, и вы созрели для того, чтобы ваша батарея разрядилась. Купите новую батарею, если вы подозреваете, что ваша батарея начинает разряжаться, или подумайте о том, чтобы оставить батарею на зарядном устройстве, когда температура падает.
Обеспечение видимости . Зимой водить машину сложно, но добавьте к этому тот факт, что вы не можете видеть из-за лобового стекла, и то, что сначала казалось сложным, теперь вдруг становится опасным. Прежде всего, проверьте стеклоочистители. Если вы живете в снежном климате, возможно, стоит инвестировать в дворники с зимними щетками, а также в антиобледенительную жидкость для ветрового стекла. Убедитесь, что все ваши фары и задние фонари работают и функционируют должным образом. Если у вас есть трещина или скол на лобовом стекле, снег и лед могут усугубить ситуацию из-за постоянных колебаний температуры с ночи на день. Автомастерская San Marcos, CID Auto Body and Paint, предлагает услуги по замене и ремонту стекол, и мы можем быстро доставить вас и вывезти с новым и / или отремонтированным ветровым стеклом.
Проверьте шины . Есть причина, по которой шины изобретены для снега. Зимние шины имеют лучший протектор и лучшую резиновую смесь. Они также не затвердевают при более низких температурах, чем всесезонные шины, что может снизить сцепление с дорогой. Вашим шинам потребуется достаточное сцепление с дорогой для оптимального сцепления с дорогой. Кроме того, имейте в виду, что при понижении температуры давление в шинах уменьшается. Недокачанные шины изнашиваются быстрее, не так хорошо экономят топливо и могут снизить управляемость и сцепление с дорогой.
Проверьте антифриз . Антифриз делает именно то, что говорит: он против замерзания. Антифриз предохраняет жидкость в системе охлаждения двигателя от замерзания и расширения, что может привести к повреждению двигателя. Автомеханик может проверить ваш антифриз на прочность и сообщить вам самую низкую температуру, при которой двигатель будет защищен. Попросите вашего автомеханика проверить резервуар охлаждающей жидкости, чтобы убедиться, что он заполнен до нужного уровня. Пока вы проверяете антифриз, проверьте крышку радиатора на наличие утечек, что удерживает антифриз в вашем автомобиле, предотвращая перегрев двигателя.
Проверьте термостат . Термостаты в автомобилях могут выйти из строя, особенно если бачок охлаждающей жидкости не обслуживался должным образом. Термостат — это то, что регулирует температуру в вашем автомобиле, что очень важно в холода.
Очистите топливную форсунку . Недорогая добавка к вашему бензину, очиститель топливных форсунок помогает восстановить потерянную мощность и устранить неровный холостой ход и затрудненный запуск. Существующая вода в топливной системе может замерзнуть при экстремально низких температурах, что может стать проблемой. Очиститель топливных форсунок также поможет удалить воду из вашей системы.
AUTO BODY SAN MARCOS
Автомастерская San Marcos, CID Auto Body and Paint, считает, что техническое обслуживание транспортных средств является ключом к долговечности и исправности автомобилей. Зимой последнее, что вы хотите, это идти на работу, а ваша машина не заводится, не работает отопление или вы скользите по дороге из-за обледенелых дорожных условий. Уход за автомобилем на зиму может предотвратить возникновение большинства проблем.
Если вам нужен ремонт автомобилей San Marcos после аварии, обратитесь в CID Auto Body and Paint. Мы лучший кузовной ремонт в Сан-Маркосе. Мы ремонтируем автомобили, когда вы попадаете в аварию, красим автомобили, когда вам это нужно, а также предлагаем услуги по замене окон. Если у вас есть вмятина на вашем автомобиле, мы также предлагаем удаление вмятин PDR для восстановления кузова вашего автомобиля.
Химико-термическая обработка — это процесс поверхностного насыщения стали каким-либо элементом (углеродом, азотом или тем и другим одновременно, а также хромом, кремнием, бором и др. путем диффузии элемента из внешней среды при относительно высокой температуре).
Химико-термическая обработка обычно преследует две основные цели: получение более твердой, износоустойчивой поверхности; получение поверхности, которая была бы устойчива против коррозии.
Наиболее распространенные виды химико-термической обработки стали — цементация, азотирование и цианирование. Некоторые методы упрочения поверхности металлических изделий приведены на рис. 96 (I— индукционная закалка, II — цианирование, III — нитроцементация, IV — газовая цементация, V — цементация, VI — цементация в твердом карбюризаторе, VII — азотирование, VIII —диффузное хромирование.
Рис. 96
Цементация — процесс поверхностного насыщения стальных деталей углеродом, с целью получения изделия с вязкой сердцевиной и твердой поверхностью. Цементации подвергают детали из углеродистой и легированных сталей с содержанием углерода 0,1 … 0,3%. После цементации поверхностный слой должен содержать 0,8 … 1,0% углерода. Цементации подвергаются детали, работающие обычно на истирание в условиях ударных нагрузок, например зубчатые колеса, шейки коленчатых валов, поршневые кольца и другие детали машин.
Азотирование — процесс насыщения поверхностных слоев стальных изделий азотом. Этот процесс обеспечивает повышение твердости и износостойкости деталей, увеличивает предел усталости, повышает коррозионную стойкость. Твердость азотированного слоя обычно сохраняется при нагревании детали до 450 … 500° С, а поверхностный слой детали после цементации начинает терять твердость уже при 200° С. Азотирование является одной из завершающих операций обработки изделий, так как после него изделия подвергают только шлифованию. Чтобы придать сердцевине детали определенную прочность и вязкость, перед азотированием деталь подвергают закалке и отпуску.
Азотирование — дорогой процесс, так как проникновение азота в сталь протекает очень медленно (около 10 ч для получения слоя глубиной 0,1 мм). Чтобы сократить его в 1,5 … 2 раза, прибегают к двухступенчатому нагреву: сначала изделие выдерживают при температуре 510 … 520° С, а затем несколько часов в зависимости от толщины слоя — при температуре 560 … 600° С. Процесс азотирования ускоряется в 6 … 7 раз при нагреве изделий токами высокой частоты.
Азотированию подвергаются в основном легированные стали. Углеродистые стали азотируют в том случае, когда надо получить поверхностный слой толщиной 0,02 … 0,04 мм для защиты от коррозии. Такое азотирование называют антикоррозийным.
Цианирование — процесс, при котором происходит одновременное насыщение поверхностного слоя стали углеродом и азотом.
Этот процесс происходит в ваннах с расплавленными цианистыми солями либо в газовой среде, содержащей метан, аммиак и закись углерода. После ванны детали закаливаются в воде или масле. Цианированный слой толщиной 0,2 … 0,3 мм имеет довольно высокую твердость и износостойкость. Цианированию подвергают режущие кромки сверл, резцов, метчиков, фрез, а также некоторые зубчатые колеса автомобилей и др.
Химико-термическая обработка
Инженерия поверхности — технически возможный и экономически выгодный метод улучшения большинства функциональных свойств у поверхностного слоя материалов. Поскольку поверхность изделия определяет срок службы изготовленных из него деталей, цель заключается в том, чтобы изменить свойства, которые отличаются от базовой подложки — физические, химические, электрические, электронные, магнитные или механические. Являясь частью материаловедения, химико-термическая обработка стали и сплавов использует энергию теплового диффузионного переноса для внедрения атомов активного химического элемента в поверхность материала, чтобы изменить его состав и микроструктуру.
Тэги:Химико-термическая обработка
Классификация
Процессы химико-термической обработки стали подразделяют на группы в зависимости от:
Среды, в которой ведётся нагрев и выдержка металла — твёрдой, жидкой или газообразной.
Количества вводимых активных химических элементов.
Последовательности насыщения основы – одновременно или параллельно.
Способа генерирования необходимой энергии – теплом, электрофизическими явлениями или комбинацией данных факторов.
В большинстве способов химико-термическая обработка стали включает реализацию следующих стадий:
Разложение твёрдых, жидких или газообразных частиц;
Расщепление газообразных молекул с образованием зарождающихся атомов;
Поглощение атомов химическими элементами заготовки;
Диффузию атомов в кристаллическую решётку;
Прохождение внутренних термохимических реакций для модификации существующих или образования новых фаз.
Поскольку в промышленных технологиях воздействию высоких температур подвергается вся деталь, преобладающим механизмом генерации изменений в объёме материала является диффузия. В некоторых способах диффузия сопровождается фазовыми превращениями.
Исключение составляют электрохимикотермические методы, при которых на поверхность металла/сплава воздействует искровой или дуговой разряд, луч лазера, либо плазма: тогда все описанные термохимические процессы протекают в ограниченном объёме.
Ключевыми процессами химико-термической обработки считаются однокомпонентные (азотирование, цементация) и многокомпонентные процессы — карбонитрирование, цианирование и т.п. По мере развития теории и практики химико-термической обработки получили развитие и другие способы – алитирование, борирование, хромирование. Разработано множество гибридных технологий, в которых термохимическая диффузия является частью многоступенчатого воздействия на железоуглеродистые сплавы, включающие, например, их поверхностное легирование.
Химико-термическая обработка предполагает применение энергии переноса тепла для формирования интерметаллидных соединений типа карбидов (карбюризация) и нитридов (азотирование) металлов. Именно такие соединения, обладая высокими значениями межатомной связи, повышают прочность, твёрдость, модуль упругости и другие эксплуатационные характеристики.
Азотирование
Азотирование, как и ферритная нитроцементация, остаются основными видами химико-термической обработки стали, направленными на целенаправленную модификацию поверхности.Данные технологии обеспечивают внедрение азота (и нитридов) в поверхность, пока она включает ферритные составляющие.Типичная модифицированная зона имеет толщину до 200…300 мкм.Влияние операции на распределение поверхностной твёрдости по максимальному значению и глубине проникновения по сравнению с другими процессами показано нарис. 1.
Поверхность детали приобретает повышенную твёрдость, износостойкость, коррозионную стойкость и усталостную долговечность.
Для реализации процесса применяется несколько технических решений, которые используют разные источники азота:
Газовое азотирование проводится обычно при температуре 550…580 °C в камерной печи или в кипящем слое в атмосфере, заполненной частично диссоциированным аммиаком, а частично — водородом. Преимуществом псевдоожиженного слоя является почти идеальная однородность температуры по всему объёму частиц газа и высокая скорость нагрева. К регулируемым параметрам относят время, температуру и скорость диссоциации газа. Недостаток газового азотирования – невозможность точного контроля поверхностной концентрации азота.
Насыщение в расплавах солей происходит в ванне, содержащей либо цианиды, либо цианаты. Основным преимуществом является короткое время этапа, обусловленное интенсивностью нагрева и высокой реакционной способностью среды. Технология характеризуется повышенной токсичностью.
Плазменное (ионное) азотирование для введения образующегося азота на поверхность и его последующей диффузии в глубинные слои использует энергию тлеющего разряда. Плазма формируется в вакууме с использованием электрической энергии высокого напряжения, ускоряющего ионы азота. К преимуществам процесса относят низкую температуру, короткое время насыщения, возможность поверхностно-активационного напыления.
Лазерное азотирование, при котором материал помещают в среду реактивного газа и облучают лазерным излучением. Азот подаётся через сопло в ванну расплава.
Внешний вид соответствующих установок представлен далее.
Карбюризация
Целью карбюризации (науглераживания, цементации) является обогащение поверхностных слоев углеродом. Для достижения достаточной растворимости углерода и глубины проплавления цементацию проводят при относительно высоких температурах (900…950 °C). В результате стали с малым содержанием углерода или карбидов, приобретают повышенную твёрдость. При этом для сохранения прочности в сердцевине структуры детали там обеспечивается пониженное содержание углерода. Место операций науглераживания в общей структуре химико-термической обработки приведено на рис. 1.
Эндотермическая атмосфера при цементации состоит из смеси науглераживающих (CO и CH4), и обезуглераживающих (CO2и H2O) компонентов. Для управления процессом, протекающим в атмосфере печи, требуется измерение всех составляющих. Эффективность операции определяется градиентом между потенциалами углерода в атмосфере печи и углерода на поверхности.
Ниже показана действенность процесса относительно некоторых марок нержавеющих сталей.
Такая химико-термическая обработка используется для повышения износостойкости деталей зубчатых передач. Данный метод, сочетающий сверхпластическую микродеформацию и диффузию углерода, создаёт толстый слой высокой твёрдости. Относительно других металлов науглераживание используется для повышения износостойкости некоторых титановых сплавов.
Борирование
Данный вид химико-термической обработки обеспечивает насыщение поверхностного слоя материала бором. Борирование выполняется в твердой, жидкой или газообразной среде и применимо к любым сплавам железа, никеля, кобальта и титана. Операцию проводят при температуре от 840 до 1050 °C в течение до 10 ч с образованием боридов FeB и Fe2B, имеющих игольчатую структуру и твердость, достигающую 2000 HV. Помимо повышения износостойкости, борирование повышает также коррозионную стойкость и стойкость к окислению при температурах до 850 °C. Скорость роста боридного слоя контролируется диффузией бора в слой Fe2B, глубина которого достигает 130 мкм. Для инструментальных сталей высокая твердость, связанная с присутствием боридов, вызывает существенное снижение ударной вязкости, причиной которой является хрупкость фазы FeB. Борированию подвергаются тугоплавкие металлы – титан, тантал, ниобий, вольфрам, а также кобальт-хромовые сплавы.
Комбинированные процессы химико-термической обработки стали
Среди них стоит выделить технологии совместного насыщения поверхности металлов азотом и углеродом – основными карбидообразующими элементами. Такие методы называются карбонитрированием и нитроцементацией.
При нитроцементации азот и углерод подаются к поверхности при температурах от 500 до 580 °C. Высокотемпературный эквивалент данных разновидностей ХТО (600…700 °С) называют карбонитрированием. Из экологических соображений данные виды химико-термической обработки рекомендуется вести с применением высоких энергий плазмы.
видов термической обработки | Металлургия для чайников
Термическая обработка — контролируемый нагрев и охлаждение металлов для изменения их физических и механических свойств без изменения формы изделия. Термическая обработка иногда выполняется непреднамеренно из-за производственных процессов, которые либо нагревают, либо охлаждают металл, таких как сварка или формовка.
Термическая обработка Обработка
Термическая обработка представляет собой группу промышленных и металлообрабатывающих процессов, используемых для изменения физических, а иногда и химических свойств материала. Наиболее распространенное применение – металлургия. Термическая обработка также используется при производстве многих других материалов, таких как стекло. Термическая обработка включает использование нагревания или охлаждения, обычно до экстремальных температур, для достижения желаемого результата, такого как затвердевание или размягчение материала.
Методы термической обработки включают отжиг, цементацию, дисперсионное упрочнение, отпуск и закалку. Следует отметить, что хотя термин термообработка применяется только к процессам, в которых нагрев и охлаждение осуществляются с конкретной целью преднамеренного изменения свойств, нагрев и охлаждение часто происходят случайно во время других производственных процессов, таких как горячая штамповка или сварка.
Термическая обработка часто связана с повышением прочности материала, но ее также можно использовать для изменения определенных целей технологичности, таких как улучшение механической обработки, улучшение формуемости, восстановление пластичности после операции холодной обработки давлением. Таким образом, это очень эффективный производственный процесс, который может не только помочь другим производственным процессам, но и улучшить характеристики продукта за счет увеличения прочности или других желаемых характеристик.
В настоящее время используются четыре основных вида термической обработки. Это отжиг, нормализация, закалка и отпуск. Методы, используемые в каждом процессе, и их отношение к сталелитейщикам приведены в следующих параграфах.
ЗАКАЛКА
Закалка сталей проводится для повышения прочности и износостойкости. При достаточном содержании углерода сталь можно закаливать напрямую. Закалка большинства сталей заключается в нагревании стали до заданной температуры и последующем ее быстром охлаждении путем погружения в масло, воду или рассол. Большинству сталей требуется быстрое охлаждение (закалка) для закалки, но некоторые из них можно охлаждать на воздухе с теми же результатами. Закалка повышает твердость и прочность стали, но делает ее менее пластичной. Чтобы убрать часть хрупкости, после закалки следует закалить сталь.
Многие цветные металлы можно закалить и повысить их прочность путем контролируемого нагрева и быстрого охлаждения. Чистое железо, кованое железо и стали с очень низким содержанием углерода обладают очень низкой упрочняющей способностью и с трудом поддаются упрочнению термической обработкой. Чугун имеет ограниченные возможности для закалки. Когда вы быстро охлаждаете чугун, он образует белый чугун, твердый и хрупкий. В простой углеродистой стали максимальная твердость, достигаемая при термообработке, почти полностью зависит от содержания углерода в стали.
По мере увеличения содержания углерода упрочняющая способность стали увеличивается; однако эта способность к упрочнению с увеличением содержания углерода сохраняется лишь до определенного момента. Когда вы увеличиваете содержание углерода выше 0,80 процента, твердость не увеличивается, но увеличивается износостойкость. Когда вы легируете сталь, чтобы увеличить ее твердость, сплавы делают углерод более эффективным в повышении твердости и прочности. Из-за этого содержание углерода, необходимое для обеспечения максимальной твердости, ниже, чем для простых углеродистых сталей. Обычно легированные стали превосходят углеродистые стали.
Углеродистые стали обычно закаливают в рассоле или воде, а легированные стали обычно закаливают в масле. При закалке углеродистой стали помните, что вы должны охладить сталь до температуры ниже 1000°F менее чем за 1 секунду. Закалка создает чрезвычайно высокие внутренние напряжения в стали, и чтобы снять их, вы можете закалить сталь непосредственно перед тем, как она станет холодной.
Цементация
Цементация – это процесс термохимической диффузии, при котором легирующий элемент, чаще всего углерод или азот, диффундирует в поверхность монолитного металла. Полученный твердый раствор внедрения тверже, чем основной материал, что повышает износостойкость без ущерба для прочности. Лазерная инженерия поверхности — это обработка поверхности с высокой универсальностью, селективностью и новыми свойствами. Поскольку скорость охлаждения при лазерной обработке очень высока, этим методом можно получить даже метастабильное металлическое стекло.
Цементация идеально подходит для деталей, которым требуется износостойкая поверхность и которые должны быть достаточно прочными внутри, чтобы выдерживать большие нагрузки. Лучше всего для поверхностной закалки подходят стали из низкоуглеродистой и низколегированной серий. При цементации высокоуглеродистых сталей твердость проникает в сердцевину и вызывает хрупкость. В случае закалки вы химически изменяете поверхность металла, вводя высокое содержание карбида или нитрида. Ядро остается химически незатронутым. При термообработке высокоуглеродистая поверхность поддается закалке, а сердцевина затвердевает.
Науглероживание
Науглероживание – это процесс цементации, при котором углерод добавляется к поверхности низкоуглеродистой стали. В результате получается науглероженная сталь с высокоуглеродистой поверхностью и низкоуглеродистой внутренней частью. Когда науглероженная сталь подвергается термообработке, корпус затвердевает, а сердцевина остается мягкой и прочной.
Для науглероживания стали используются два метода. Один метод состоит в нагревании стали в печи, содержащей атмосферу монооксида углерода. В другом методе сталь помещают в контейнер, наполненный древесным углем или каким-либо другим материалом, богатым углеродом, а затем нагревают в печи. Чтобы охладить детали, вы можете оставить контейнер в печи для охлаждения или вынуть его и дать ему остыть на воздухе. В обоих случаях детали отжигаются при медленном охлаждении. Глубина проникновения углерода зависит от продолжительности периода замачивания. В современных методах науглероживание осуществляется почти исключительно в газовой атмосфере.
Цианирование
Этот процесс быстрого и эффективного поверхностного упрочнения. Предварительно нагретую сталь погружают в нагретую ванну с цианидом и дают пропитаться. После удаления его гасят, а затем промывают для удаления остаточного цианида. Этот процесс дает тонкую твердую оболочку, которая тверже, чем та, что получается при науглероживании, и может быть завершена за 20-30 минут, а не за несколько часов. Основным недостатком является то, что соли цианидов являются смертельным ядом.
Азотирование
Этот метод поверхностного упрочнения позволяет получить самую твердую поверхность из всех процессов упрочнения. Он отличается от других методов тем, что перед азотированием отдельные детали проходят термообработку и отпуск. Затем детали нагревают в печи с газовой аммиачной атмосферой. Никакой закалки не требуется, поэтому можно не беспокоиться о деформации или других видах искажений. Этот процесс используется для поверхностного упрочнения таких деталей, как шестерни, гильзы цилиндров, распределительные валы и другие детали двигателя, которые должны быть износостойкими и работать в условиях высоких температур.
Закалка пламенем
Закалка пламенем — еще одна процедура, используемая для упрочнения поверхности металлических деталей. Когда вы используете кислородно-ацетиленовое пламя, тонкий слой на поверхности детали быстро нагревается до критической температуры, а затем немедленно гасится сочетанием струи воды и холодного основного металла. В результате этого процесса получается тонкая закаленная поверхность, и в то же время внутренние детали сохраняют свои первоначальные свойства. Независимо от того, является ли процесс ручным или механическим, необходимо внимательно следить, поскольку горелки быстро нагревают металл, а температуры обычно определяются визуально.
ОТПУСК
Термин «отпуск» используется для описания нагрева после предварительной закалки, холодной обработки (холодной правки) или сварки до температуры от комнатной до температуры ниже точки превращения Ас1 и выдержки при этой температуре с последующим охлаждением в зависимости от цели ( DIN 17022 части 1-5). Микроструктура, которая была быстро преобразована в результате быстрого охлаждения, не находится в стабильном равновесном состоянии, что означает, что при повторном нагреве ударная вязкость увеличивается, и в то же время может снижаться твердость. Величина, на которую снижается твердость, определяется температурой и временем отпуска.
После применения закалки сталь часто становится тверже, чем необходимо, и становится слишком хрупкой для большинства практических применений. Также при быстром охлаждении от температуры закалки возникают сильные внутренние напряжения. Для снятия внутренних напряжений и уменьшения хрупкости сталь после закалки следует отпускать. Отпуск заключается в нагреве стали до определенной температуры (ниже температуры закалки), выдержке ее при этой температуре в течение необходимого времени и последующем охлаждении, обычно на воздухе. Результирующие прочность, твердость и пластичность зависят от температуры, до которой нагревается сталь в процессе отпуска.
Для снятия внутренних напряжений и снижения хрупкости сталь после закалки следует отпускать. Отпуск заключается в нагреве стали до определенной температуры (ниже температуры закалки), выдержке ее при этой температуре в течение необходимого времени и последующем охлаждении, обычно на воздухе. Результирующие прочность, твердость и пластичность зависят от температуры, до которой нагревается сталь в процессе отпуска.
Закалка всегда следует за закалкой и никогда не предшествует ей. Помимо снижения хрупкости, отпуск размягчает сталь. Это неизбежно, и степень потери твердости зависит от температуры, до которой нагревается сталь в процессе отпуска. Это верно для всех сталей, кроме быстрорежущей стали. Закалка повышает твердость быстрорежущей стали.
Для большинства применений требуется отпуск закаленных деталей. Отпуск заключается в нагреве стали ниже нижней критической температуры (часто от 400 до 1105 °F или от 205 до 595 °C, в зависимости от желаемых результатов) для придания некоторой ударной вязкости. Отпуск можно также проводить на нормализованных сталях. Отпуск всегда проводят при температурах ниже низкокритической температуры стали. При повторном нагреве закаленной стали отпуск начинается при 212°F и продолжается по мере повышения температуры до низкокритической точки. Выбирая определенную температуру отпуска, можно заранее определить результирующую твердость и прочность.
Минимальное время температуры для отпуска должно составлять 1 час. Обычно скорость охлаждения от температуры отпуска не влияет на сталь. Стальные детали после извлечения из закалочной печи обычно охлаждают на неподвижном воздухе; тем не менее, есть несколько типов стали, которые необходимо закаливать после отпуска, чтобы предотвратить хрупкость. Эти голубые хрупкие стали могут стать хрупкими, если их нагреть в определенных температурных диапазонах и дать им медленно остыть. Некоторые хромоникелевые стали подвержены такой отпускной хрупкости.
Свежеотшлифованная или отполированная сталь при нагревании образует оксидные слои. Это приводит к тому, что на поверхности стали появляются цвета. При повышении температуры слой оксида железа увеличивается в толщине, изменяя цвет. Эти цвета, называемые цветами закалки, веками использовались для измерения температуры металла. Цвета закалки можно использовать для оценки окончательных свойств закаленной стали. Очень твердая инструментальная сталь часто закаляется в диапазоне от светлой до темной соломы, тогда как пружинная сталь часто закаляется до синего цвета.
Однако окончательная твердость закаленной стали будет варьироваться в зависимости от состава стали. Сталь может быть отпущена после нормализации, при условии наличия твердости для отпуска. Отожженную сталь невозможно закалить. Отпуск снимает напряжения закалки, снижает твердость и хрупкость. На самом деле, предел прочности на растяжение закаленной стали может увеличиваться по мере того, как сталь подвергается отпуску до температуры около 450°F. Закалка повышает мягкость, пластичность, пластичность и ударопрочность. Твердость быстрорежущей стали увеличивается при отпуске, если она закалена при высокой температуре (около 1550°F). Помните, что вся сталь должна быть удалена из закалочной ванны и отпущена до того, как она полностью остынет. Неправильный отпуск приводит к быстрому выходу закаленной детали из строя.
ОТЖИГ
Технологический отжиг используется для обработки упрочненных деталей из низкоуглеродистых сталей (< 0,25% углерода). Это позволяет деталям быть достаточно мягкими, чтобы подвергаться дальнейшей холодной обработке без разрушения. Технологический отжиг осуществляется путем повышения температуры чуть ниже области феррит-аустенит, линия A1 на диаграмме. Эта температура составляет около 727 ºC (1341 ºF), поэтому достаточно нагрева до 700 ºC (1292 ºF). Это выдерживается достаточно долго, чтобы обеспечить рекристаллизацию ферритовой фазы, а затем охлаждается на воздухе. Поскольку материал остается в одной и той же фазе на протяжении всего процесса, единственное изменение, которое происходит, — это размер, форма и распределение зернистой структуры. Этот процесс дешевле полного отжига или нормализации, так как материал не нагревается до очень высокой температуры и не охлаждается в печи.
В общем, отжиг противоположен закалке. Вы отжигаете металлы, чтобы снять внутренние напряжения, смягчить их, сделать более пластичными и улучшить их зернистую структуру. Отжиг заключается в нагревании металла до определенной температуры, выдержке его при этой температуре в течение установленного периода времени, а затем в охлаждении металла до комнатной температуры. Метод охлаждения зависит от металла и желаемых свойств. Некоторые металлы охлаждают в печи, а другие охлаждают, закапывая их в золу, известь или другие изоляционные материалы.
Мягкий отжиг
Мягкий отжиг проводят при температуре чуть ниже Ас1*, иногда также выше Ас1 или путем колебания около Ас1 с последующим медленным охлаждением для достижения мягкого состояния (DIN 17022, часть 1-5). Благодаря этой термической обработке цементитная пластинка перлита преобразуется в сферическую форму, известную как гранулированный цементит. Этот тип микроструктуры обеспечивает наилучшую обрабатываемость сталей с содержанием углерода более прибл. 0,5%. Гранулированный цементит обеспечивает наилучшую удобоукладываемость для любого типа холодной обработки, т.е. для холодной высадки, волочения или холодной экструзии.
Полный отжиг
Полный отжиг – это процесс медленного повышения температуры примерно на 50 ºC (90 ºF) выше аустенитной температурной линии A3 или линии ACM в случае доэвтектоидных сталей (сталей с содержанием углерода < 0,77 %) и 50 ºC ( 90 ºF) в аустенитно-цементитную область в случае заэвтектоидных сталей (стали с > 0,77% углерода). Его выдерживают при этой температуре в течение достаточного времени, чтобы весь материал превратился в аустенит или аустенит-цементит, в зависимости от обстоятельств. Затем его медленно охлаждают со скоростью примерно 20 ºC/час (36 ºF/час) в печи до примерно 50 ºC (90 ºF) в диапазоне феррит-цементит. В этот момент его можно охладить воздухом комнатной температуры с естественной конвекцией.
Отжиг для снятия напряжения
Отжиг для снятия напряжения используется для снижения остаточных напряжений в крупных отливках, сварных и холодногнутых деталях. Такие детали, как правило, испытывают напряжения из-за термоциклирования или деформационного упрочнения. Детали нагревают до температуры до 600 — 650 ºC (1112 — 1202 ºF), выдерживают в течение длительного времени (около 1 часа и более) и затем медленно охлаждают в неподвижном воздухе.
Сфероидизация
Сфероидизация – это процесс отжига, используемый для высокоуглеродистых сталей (углеродистость > 0,6%), которые впоследствии будут подвергнуты механической обработке или холодной штамповке. Это делается одним из следующих способов:
1. Нагрейте деталь до температуры чуть ниже линии феррит-аустенит, линия A1 или ниже линии аустенит-цементит, существенно ниже линии 727 ºC (1340 ºF). Поддерживайте температуру в течение длительного времени и затем достаточно медленно охлаждайте. Или
2. Многократно переключайтесь между температурами немного выше и немного ниже линии 727 ºC (1340 ºF), скажем, между 700 и 750 ºC (1292 — 1382 ºF) и медленное охлаждение. Или
3. Для инструментальных и легированных сталей нагреть до 750-800 ºC (1382-1472 ºF) и выдержать несколько часов с последующим медленным охлаждением.
Результатом всех этих методов является структура, в которой весь цементит находится в форме небольших глобул (сфероидов), рассеянных по всей ферритовой матрице. Эта конструкция позволяет улучшить обработку при непрерывной резке, например, на токарных и винтовых станках. Сфероидизация также повышает устойчивость к истиранию.
НОРМАЛИЗАЦИЯ
Нормализация — это метод, используемый для обеспечения однородности размера и состава зерен в сплаве. Этот термин часто используется для сплавов черных металлов, которые были нагреты выше верхней критической температуры, а затем охлаждены на открытом воздухе. При нормализации сталь нагревают до температуры (приблизительно на 20–50°С) выше верхней точки превращения Ас3, для заэвтектоидных сталей выше Ас1, а затем охлаждают на воздухе в неподвижном состоянии. Используется для получения ровной мелкозернистой микроструктуры.
Нормализация – это процесс повышения температуры выше 60 ºC (108 ºF), выше линии A3 или линии ACM, полностью в диапазоне аустенита. Его выдерживают при этой температуре для полного превращения структуры в аустенит, а затем извлекают из печи и охлаждают при комнатной температуре в условиях естественной конвекции. Это приводит к зернистой структуре тонкого перлита с избытком феррита или цементита. Полученный материал мягкий; степень мягкости зависит от реальных окружающих условий охлаждения. Этот процесс значительно дешевле, чем полный отжиг, поскольку нет дополнительных затрат на контролируемое охлаждение печи.
Для доэвтектоидных сталей микроструктура состоит из перлита и феррита, а для заэвтектоидных сталей — из перлита и цементита. Чем выше скорость нагрева и охлаждения, тем мельче становятся зерна в микроструктуре, при условии, что превращение при охлаждении происходит в перлитной стадии.
Посредством нормализации можно устранить неравномерную и крупнозернистую микроструктуру, возникшую при горячем формовании. Кроме того, для сталей с содержанием углерода менее 0,5%, которые легко трансформируются, адаптация к перлитно-ферритной микроструктуре с в основном равномерным распределением приводит к хорошим свойствам обработки. Нормализация – это вид термической обработки, применимый только к черным металлам. Он отличается от отжига тем, что металл нагревается до более высокой температуры, а затем вынимается из печи для охлаждения на воздухе.
Нормализованные стали тверже и прочнее отожженных сталей. В нормализованном состоянии сталь намного прочнее, чем в любом другом конструкционном состоянии. Обычно нормируют детали, подвергающиеся ударным нагрузкам и требующие максимальной ударной вязкости с устойчивостью к внешним воздействиям. При нормализации масса металла влияет на скорость охлаждения и на полученную структуру. Тонкие куски остывают быстрее и становятся тверже после нормализации, чем толстые. При отжиге (охлаждении в печи) их твердость примерно одинакова.
Шесть видов термической обработки
Писатель
|
27 августа 2020 г.
Термическая обработка является важным этапом точной обработки. Однако существует несколько способов добиться этого, и ваш выбор термообработки зависит от материалов, отрасли и конечного применения. Если вы планируете нанять мастерскую для термообработки ваших деталей, вот шесть типов термообработки в Гастонии, Северная Каролина, которые могут быть использованы при решении вашего проекта:
Закалка: Закалка выполняется для устранения недостатков металла, особенно тех, которые влияют на общую долговечность. Он выполняется путем нагревания металла и его быстрой закалки сразу после достижения желаемых свойств. Это замораживает частицы, поэтому они приобретают новые качества.
Отжиг: Наиболее распространенный отжиг алюминия, меди, стали, серебра или латуни. Он включает в себя нагрев металла до высокой температуры, выдержку и медленное охлаждение. Это облегчает обработку этих металлов. Медь, серебро и латунь можно охлаждать быстро или медленно, в зависимости от применения, но сталь всегда должна охлаждаться медленно, иначе она не отожжется должным образом. Обычно это выполняется перед обработкой, чтобы материалы не вышли из строя во время производства.
Нормализация: Часто используется для стали. Нормализация улучшает обрабатываемость, пластичность и прочность. Сталь нагревается на 150-200 градусов выше, чем металлы, используемые в процессах отжига, и выдерживается там до тех пор, пока не произойдет желаемое превращение. Процесс требует охлаждения стали на воздухе для создания очищенных ферритных зерен. Это также полезно для удаления столбчатых зерен и сегрегации дендритов, которые могут ухудшить качество при отливке детали.
Закалка: Этот процесс используется для сплавов на основе железа, особенно стали. Эти сплавы чрезвычайно тверды, но часто слишком хрупки для своих целей. Закалка нагревает металл до температуры чуть ниже критической точки, так как это снижает хрупкость без ущерба для твердости. Если заказчик желает большей пластичности при меньшей твердости и прочности, мы нагреваем металл до более высокой температуры. Однако иногда материалы устойчивы к отпуску, и может быть проще купить уже закаленный материал или закалить его перед механической обработкой.
Цементация: Если вам нужна твердая поверхность, но более мягкая сердцевина, лучше всего подходит цементация. Это обычный процесс для металлов с меньшим содержанием углерода, таких как железо и сталь. В этом методе термическая обработка добавляет углерод к поверхности.
Сварочный генератор представляет собой дизельную либо бензиновую электростанцию, способную работать не только в качестве обычного генератора электроэнергии, но и производить сварочный ток заданных характеристик, без потери свойств альтернативного источника тока. В зависимости от технических и функциональных характеристик (например, от типа сварки и вида топлива) сварочные генераторы делятся на несколько типов. Самыми популярными являются:
С инверторным блоком преобразования сварочного тока. Главная особенность такого аппарата – электронная схема, расположена на транзисторах или высокочастотных тиристорах сварочные генераторы данного типа обладают широким диапазоном точных регулировок сварочных параметров. Как правило данные сварочные генераторы имеют режимы полуавтоматической и аргонодуговой сварки.
Генератор с выпрямителем вырабатывающий постоянный сварочный ток. Такому сварочному генератору присущ высокий уровень качества сварки, его также можно применять в работе с нержавеющей сталью.
Генератор трансформаторный, с наличием переменного тока сварки. Он довольно прост в эксплуатации и цена на данный агрегат вполне приемлема.
Сварочные генераторы прекрасный выбор для ремонтных и аварийных работ незаменимы на стройке в сфере ЖКХ и на трубопроводах. Такие аппараты идеально справляются с ролью автономного источника электроэнергии для строительного электроинструмента и осветительных приборов . Функциональность сварочного генератора является основным его преимуществом. Покупая одно устройство, вы получаете в подарок сразу 2 функции: первая – возможность воспользоваться в любой момент сваркой, а вторая – возможность использовать аппарат в качестве альтернативного источника электричества, когда нет основной электросети. При этом миф о ценовой недоступности сварочного генератора просто остается мифом. Ведь стоимость сварочного аппарата порою превышает стоимость сварочного генератора, при этом вам доступна только сварка, но никак не собственная «электростанция». Выбирая сварочный генератор, помните о нескольких вещах: сварка бывает 2-х видов (переменного и постоянного тока) и различной мощности, а также данная электростанция может работать либо на основе бензинового топлива, либо – дизельного. Бензиновые сварочные генераторы более мобильны, так как их вес и цена значительно меньше дизельных. Однако дизельные сварочные генераторы являются самыми эффективными в использовании топлива, т.к. дизельная электростанция способна выдержать большие нагрузки и при этом моторесурс двигателя значительно превышает бензиновой. Тем не менее, на каждый вид сварочного генератора найдется свой хозяин.
Более подробную информацию, вы можете получить в on-line каталоге.
Все Статьи
Следующая >>
описание основных и вспомогательных узлов ДЭС
Дизельный генератор — установка, преобразующая энергию сгорающего топлива в электроэнергию. Устройство дизель-генератора основано на разработках двух ученых-изобретателей, работавших еще в 19 веке.
Первый вклад сделал Майкл Фарадей, создавший в 1831 году прототип электрогенератора, в котором под воздействием магнитного поля во вращающемся проводнике индуцировалась электродвижущая сила. Вторым изобретателем стал Рудольф Дизель, получивший в 1892 году патент на двигатель внутреннего сгорания с повышенным КПД. Отметим, что схема устройства дизель-генератора в привычном современном исполнении разработана спустя 100 лет, а массовый выпуск ДЭС был организован компаниями Perkins и Caterpillar.
Конструкция дизель-генераторов
В состав дизель-генератора входят основные агрегаты, обеспечивающие получение электроэнергии и вспомогательные узлы, необходимые для поддержания работоспособности силовой и генерирующей установки.
Основные агрегаты
Устройство дизель-генераторной установки предполагает размещение на одной общей раме следующих агрегатов:
Двигатель внутреннего сгорания, работающий на дизельном топливе и служащий источником механической энергии, необходимой для вращения ротора генератора. Основное отличие от бензиновых ДВС заключается в воспламенении горючего не от системы зажигания, а за счет более высокого сжатия. Благодаря этому удалось повысить мощность ДВС и снизить расход топлива.
Синхронный или асинхронный генератор электрического тока, соединенный с ДВС напрямую или через демпферную муфту. При вращении ротора этого агрегата происходит преобразование механической энергии в электрическую.
У любого дизельного генератора устройство и принцип работы основан на совместном функционировании этих двухосновных агрегатов. Но для обеспечения работы требуется ряд дополнительных систем.
Вспомогательные системы и оборудование
В этой категории выделяют:
Топливную систему, обеспечивающую хранение, очистку и подачу горючего в камеру сгорания ДВС.
Система отвода продуктов сгорания, совмещенная с глушителями, снижающими уровень создаваемого установкой шума.
Система охлаждения, позволяющая снизить температуру работающего двигателя внутреннего сгорания. В зависимости от мощности ДГУ получило применение воздушное или жидкостное охлаждение.
Панель управления и щитовые шкафы, обеспечивающие распределение электроэнергии, контроль за параметрами работы ДЭС, отображение информации о состоянии оборудования. В эту же категорию относят аппаратуру защиты, сигнализации, автоматизации.
В зависимости от модификации, устройство ДЭС предполагает наличие и другого оборудования:
Система электрического пуска и зарядное устройство, поддерживающее АКБ в рабочем состоянии.
Звукопоглощающий кожух, обеспечивающий дополнительное снижение уровня создаваемого при работе шума.
АВР(автоматический ввод резерва), обеспечивающее переключение нагрузки с центрального источника энергоснабжения на генератор и обратно.
Отметим дизель-генераторы в контейнерном исполнении, для которых не требуется строительство отдельного помещения, работающие в климатических условиях любой сложности. Общие сведения о том, как устроен блок-контейнер. Представляет собой усиленный металлический корпус с утепленными стенками. В контейнере размещены узлы ДГУ так, чтобы обеспечить свободный доступ при ремонте и обслуживании. Плюсы такой компоновки — допускается эксплуатация на открытом воздухе, упрощается перевозка установки. Подобное строение ДЭС считается перспективным для промышленных генераторов высокой мощности.
Принцип работы дизельных генераторов
Все модели дизель-генераторов работают по одному и тому же принципу:
При сгорании топлива образующиеся газы создают избыточное давление на поршневую группу двигателя внутреннего сгорания.
Движение поршней по цилиндрам создает крутящий момент на коленвале, за счет чего он начинает вращаться.
Благодаря соединению вала с ротором электрогенератора начинается и его вращение.
При перемещении обмотки ротора в магнитном полу статора происходит индуцирование ЭДС.
Полученный электрический ток распределяется и передается потребителем.
АВР работает следующим образом — при отключении электроснабжения от основного источника (сети) осуществляется автоматический запуск ДГУ в работу. При выходе установки в заданный режим нагрузка переключается на дизель-генератор. При возобновлении централизованного электроснабжения происходит обратное переключение нагрузки и остановка ДЭС.
Благодаря высокой степени автоматизации просты в обслуживании и управлении, что упрощает организацию автономного или резервного электроснабжения в промышленных и бытовых масштабах.
Похожие материалы
АВР для дизельных генераторов и электростанций
Устройство и принцип работы стартера
Как выбирать дизельную электростанцию: главные критерии и нюансы выбора
Правила эксплуатации дизель-генераторов
Техническое задание на дизельную электростанцию
Остались вопросы?
Заполните форму или позвоните по телефону +7 (812) 643-42-76
Строительный генератор | SideFX
Строительный генератор
Инструмент, который при задании базовой формы «блока» и именованного набора компонентов здания может создавать детализированные здания.
БЫСТРЫЙ СТАРТ
Генератор зданий — это инструмент Gamedev . Вот краткое изложение высокого уровня, чтобы объяснить, на что способен инструмент.
Модули
Модули представляют собой строительные компоненты; окна, двери, карнизы и т. д.
Модули расположены на плоскости YZ, передний нижний правый угол в исходной точке (см. изображение)
В качестве приблизительного ориентира я начну с настенного модуля примерно 4×4 модуля (т.е. 4 свинцовых головки)
Модуль примитивы нуждаются в атрибуте @name для идентификации, например, ‘wall’
Утилита генератора зданий gamdev представляет собой единый узел для установки размеров модуля и @name для вас.
Плоскость стены в плоскости YZ, передний нижний правый угол в начале координат.
Блокировать геометрию
Должен сидеть на плоскости земли
Предпочитает прямоугольную геометрию (но не обязательно)
формы, если постараетесь)
«Здание» с панелью для сравнения размеров.
Простое здание
Вот здание, которое заставило бы самого лучшего архитектора плакать от зависти (не волнуйтесь, после изучения основ мы придумаем вариант получше):
Это было создано из этой формы блока:
Как? Читай дальше!
Пример файла
После изучения раздела «Начало работы» вы можете изучить этот пример файла, в котором показано, как Building Generator используется с готовыми строительными модулями. В этом примере демонстрируется синтаксис шаблона фасада, ручное переопределение и объемное переопределение, чтобы показать вам, как максимизировать возможность художественного руководства созданным зданием. Модули были извлечены из «Модели почты», любезно предоставленной maito78.
ПРИМЕР ЗАГРУЗКИ
НАЧАЛО РАБОТЫ
Здесь я сделал коробку 30x10x30 и соединил ее с генератором здания, отключив все опции. Стены делятся на панели. Изменение «полной высоты этажа» изменяет размер панелей:
При подключении панели ко второму входу и настройке имени (в моем случае «стена») панели-заполнители заменяются панелью героя:
Логика здесь прост в теории, но сложен в реализации; панели укладываются в каждую стену, стараясь оставить равномерный зазор с левой и правой стороны, и чтобы этот зазор был как можно меньше. Будьте благодарны команде разработчиков, которая разработала эту логику для вас. 😉
Включение уступов во вспомогательной секции будет выполняться, как и ожидалось, с небольшими плоскими панелями-заполнителями, которые позже можно будет заменить именованными модулями:
Углы
Угловые «заглушки» могут быть добавлены для дополнительной детализации:
Чтобы установить эти up похож на базовую стеновую панель. Для углов необходимо определить левую и правую панели. Левый угол определяется как базовая панель, на самом деле, выровняв его по базовой панели, можно четко увидеть взаимосвязь; для этих углов я хочу, чтобы угол располагался над стеной, чтобы его нижний правый задний угол находился в начале координат. Эта часть называется угла_L. Чтобы сделать эту панель доступной для строительного генератора, она и исходная стеновая панель подключаются к слиянию, которое затем подключается ко второму входу строительного генератора.
Правый угол будет выровнен относительно его нижнего левого заднего угла, как будто он был зеркально отражен по оси X:
Зная, что начало координат используется в качестве точки выравнивания, это означает, что мы можем наклонить лицо, сидящее на XY оси, чтобы сделать чистую угловую фаску:
Чтобы обрабатывать выпуклые, а также вогнутые углы, нам понадобятся еще 2 угловых элемента с их гранями XY, наклоненными в другую сторону (я назвал их угловыми_l_cvex и угловыми_r_cvex):
Добавляем их к параметрам вогнутого угла дает нам чистые углы во всех случаях:
Вспомогательный узел генератора здания
До сих пор панель скребка только подошла по размеру к зданию, но что, если бы у нас были точные размеры, которым нужно соответствовать? Кроме того, мы должны добавить @name на каждую панель. Такое чувство, что кто-то должен сделать HDA, чтобы делать эти вещи.
Угадайте, что? У них есть! Служебный узел генератора зданий покрывает обе эти потребности (и некоторые другие). Я заменяю имя sop на узел утилиты, указываю имя там (используя $OS, чтобы я мог быть ленивым), и указываю ширину и высоту этой панели (2×2), чтобы она не изменялась неожиданным образом.
Переопределение пола
В этом примере я смоделировал 2 панели, window01 и window02. По умолчанию для всех панелей используется окно1, а углы и выступы я пока отключил:
На данный момент я хочу использовать окно02 для первого и второго этажей. Раздел настройки / переопределения пола позволяет это. Когда я создаю новую запись в переопределениях пола, настройки основных и дополнительных параметров копируются, и я могу их изменить. Здесь я заменяю window01 на window02 и вижу, что первый этаж обновляется:
Этот процесс можно повторить и настроить для каждого этажа.
Переопределения, размещенные вручную
Если у вашего здания есть героические фасады или стороны, вы можете разместить их в нужном месте в мировом пространстве. Генератор зданий может быть уведомлен об этом и не будет пытаться размещать модули в этом регионе. Здесь я помещаю этот изысканно смоделированный раздел там, где он должен быть в мире, затем с помощью узла утилиты здания обновил центр и размер разделов. Эти значения представляют собой ограничивающую рамку, сообщающую генератору зданий: «Не ставьте сюда модули». При подключении к 3-му входу строительного генератора секции панели будут обрезаны и вместо этого будет использоваться переопределение, размещенное вручную:
Переопределения объема
Помимо переопределений, размещенных вручную, вы можете определить ограничивающие рамки и указать генератору «в этом регионе используйте вместо этого эти настройки». Здесь я определил еще одну секцию под названием door01 и поместил коробку, закрывающую вход, туда, где я хочу, чтобы были двери. Коробка подключается к 4-му вводу инженерной сети здания, и эти панели заменяются:
Последние штрихи
Чтобы сделать крышу I:
отделить верхнюю часть (все примитивы в здании получают полезные атрибуты, такие как floorIndex и несколько удобных групп)
сгруппировать верхнюю грань,
скосить и вставить ее,
объединить с остальными здания.
Корпус 2 — сборка из существующей модели
Вот более презентабельный результат, на этот раз с использованием элементов уже смоделированного здания.
Большая часть работы была связана с поиском модели, подготовка модулей была довольно простой. Вот 3 объекта, с которых я начал, выровнены и сложены:
Этот объект был огромным, поэтому я использовал инструменты выравнивания игрового разработчика, чтобы сначала уменьшить их до размера единицы в начале координат, а затем увеличить до 15 единиц в поперечнике:
Отсюда довольно легко изолировать каждую модуль хочу. Здесь я показываю изоляцию одного из модулей первого этажа. Рабочий процесс:
Используйте список из 9 горячих клавиш, чтобы выбрать первый этаж, разделить его
Выберите оконную панель, разделить ее YZ самолет
Строительная утилита для присвоения имени и установки ее размеров (которые я получаю из электронной таблицы геометрии)
Работая таким образом, я могу быстро определить 3 модуля для wall_floor, wall_mid, wall_top: строительный генератор, на этот раз я позаботился о том, чтобы сопоставить высоту пола с той, которую я получил из электронной таблицы геометрии, таким образом, все вело себя:
ты надеешься:
Посмотрите внимательнее, есть пробелы, почему? Это из-за того, что я немного небрежно выровнял модуль, угол в начале координат должен совпадать между всеми тремя модулями. Я использовал метод выравнивания оси, чтобы подтолкнуть значение max-X к исходной точке, но эти 3 модуля имеют разные выступы, поэтому они смещаются на разную глубину. Это исправит команда преобразования для каждого модуля (обязательно примените ее перед командой утилиты!):
Никаких зазоров!
Схемы навесов генераторов — Конструкции корпусов переносных генераторов
4’x4′ Чертежи переносного навеса генератора
5′-2’x3′-8′ Чертежи генераторного навеса
4’x4′ Чертежи генераторного навеса с двускатной крышей
4’x5′ Генераторного навеса — дверь открыта Высокая сторона
5′-2″ x 3′-8″ Чертежи навеса генератора
4’x6′ Переносной корпус генератора
4’x4′ Навес генератора — дверь на высокой стороне
4’x8′ Схемы переносного корпуса генератора
Схемы кожуха большого генератора 5’x7′
Навес генератора 5′-2″ x 3′-8″ — с наклоном
Цельнометаллический корпус портативного генератора
См. ниже видеоролики о строительстве навеса для генератора
Особенности Icreatables Схемы навеса для генератора
Схемы навеса для переносного генератора покажут вам, как построить простой, прочный и защищенный от непогоды навес для генератора, который можно использовать для безопасного хранения и эксплуатации переносного генератора. Кожух генератора позволяет запереть генератор в собственном навесе, чтобы он не находился в гараже в безопасном и готовом к использованию месте для резервного питания, когда он подключен с помощью переключателя.
Чертежи сарая для генератора включают размеры для вырезания и сборки всех частей для постройки пола, стен, крыши и дверей. Хотя эксплуатация генератора в замкнутом пространстве обычно не одобряется производителями генераторов, существует несколько решений, позволяющих снизить риск эксплуатации навеса в замкнутом пространстве. Доски пола на наших корпусах генераторов расположены на расстоянии 1/2 дюйма друг от друга, чтобы воздух мог поступать в сарай. Добавление жалюзи для свежего воздуха на стенах навеса позволяет воздуху поступать к воздухозаборнику на генераторе. Многие производители корпусов генераторов устанавливают вытяжной вентилятор, который обычно используется для вентиляции чердачных помещений, на стене навеса генератора. Вентилятор подключен к генератору 120 вольт, так что он включается, когда генератор работает. Некоторые строители сарая Наконец, рекомендуется держать дверь сарая открытой, чтобы впускать свежий воздух и способствовать выходу выхлопных газов.
Эксплуатация генератора в сарае
При использовании генератора вы всегда должны обращаться к инструкции по эксплуатации производителя для его безопасного использования. Большинство генераторов рекомендуется использовать в незакрытых помещениях. Выхлопные газы генератора содержат угарный газ, который ядовит.
Отравление угарным газом: Производитель вашего генератора будет иметь дополнительную информацию об отравлении угарным газом. Чтобы избежать отравления угарным газом, следуйте этим инструкциям при эксплуатации генератора:
Убедитесь, что генератор работает снаружи, а не рядом с дверями, окнами или другими отверстиями. Не используйте генератор в закрытом или частично закрытом помещении. Если вы подозреваете, что вдохнули угарный газ, вам следует немедленно выйти на свежий воздух и обратиться за медицинской помощью.
Сколько стоит построить сарай для генератора?
Затраты на материалы обычно составляют около 200 долларов США для небольших конструкций навеса генератора, цена будет варьироваться в зависимости от размера навеса и стоимости дополнительных принадлежностей кожуха генератора, которые вы добавляете, таких как автоматический переключатель и вентиляторы.
Электрические системы для гаражей генераторов
Следующие позиции не входят в наши планы. Они даны для предоставления информации и идей по модификации вашего корпуса в соответствии с вашими конкретными потребностями. Это модификации, которые один из наших клиентов внес в корпус своего генератора. Big Idea Designs не предлагает использовать эти модификации. Мы предоставляем эту информацию, чтобы показать, что сделали другие клиенты.
Это вид сверху на сарай. Обратите внимание, как он пристроен к забору. В правом заднем углу есть распределительная коробка, в которой из-под земли выходит кабелепровод. Трубка идет к дому.
На изображении ниже показаны безобрывный переключатель и вспомогательная панель в доме.
Правая панель: Панель справа — это электрический щит дома.
Центральная панель: Центральная панель представляет собой 10-контактный переключатель генератора на 30 А. Его производит компания Reliance Controls. Модель № 31410CRK
Левая панель: Панель слева представляет собой дополнительную электрическую панель на 100 А.
Переключатели над переключателем: Эти переключатели являются расширением переключателей на безобрывных переключателях.
На приведенном ниже рисунке показан блок ввода питания генератора GenTran на 50 А, 125/250 В.
Шнур питания, подключенный к коробке, представляет собой временный шнур питания Conntek1450SS2-15 длиной 15 футов.
Конец вилки представляет собой вилку генератора на 50 А, 125/250 В, NEMA 14-50P с запирающим разъемом CS3634.
На приведенном ниже рисунке показана установленная выхлопная система
Глушитель представляет собой глушитель Walker Exhaust Model 22266 Quiet-FlowSS.
Шланг из нержавеющей стали представляет собой гибкий шланг из нержавеющей стали Walker Exhaust 40002, завернутый в волокнистую обертку для выхлопных газов.
Типы генераторных навесов
Варианты с наклонной крышей: Наши конструкции с наклоном к крыше имеют несколько конструктивных особенностей. У некоторых конструкций есть открывающиеся верхние части, а настил крыши откидывается на шарниры, чтобы его можно было поднять. Другие наклонные конструкции являются фиксированными, а доступ к генератору осуществляется через дверцу либо на торцах, либо на передней стенке. Преимущество рационального проектирования заключается в возможности пристроить навес к зданию или забору, чтобы снег и дождь соскальзывали с конструкции.
Типы двускатных крыш: Двускатные крыши предлагают более традиционный вид «домика» для вашего сарая.
Металлический навес Стиль: Строительство навеса для генератора из стали является более экономичным способом получить корпус для вашего генератора. Наш проект представляет собой навес без пола, поэтому вы можете установить кожух поверх генератора, чтобы защитить его в таких ситуациях, как на рабочей площадке или в кемпинге.
Начните планировать и строить корпус генератора уже сегодня!
Сборка корпуса переносного генератора — очень простой проект. iCreatables.com предлагает самый большой в мире выбор планов навесов и корпусов генераторов. Наша большая библиотека включает планы для генераторов всех размеров. Он включает в себя множество стилей дизайна навеса генератора, которые помогут вам построить навес, который соответствует вашим потребностям.
Наши обучающие видеоролики, показанные выше, предназначены для того, чтобы помочь вам построить различные части вашего навеса для генератора. Серия видео является отличным ресурсом и ответит на многие ваши вопросы по строительству сарая. Различные видеоролики охватывают все процессы создания всего, от пола, стен до каркаса крыши и установки кровли. Существует даже видео по сборке двери сарая для генератора, в котором показано, как построить двойную дверь для вашего сарая.
Если вы предпочитаете читать о строительстве сарая, мы также высылаем бесплатную копию нашего руководства «Как построить ангар для генератора» при каждой покупке плана. В этом руководстве рассматриваются общие темы строительства навесов, такие как каркас стен и установка сайдинга. Он содержит более 50 страниц и содержит множество иллюстраций с подробными пояснениями.
Дадим оптовые цены предпринимателям и автопаркам ?
Наличные при получении VISA, MasterCard, МИР Долями Оплата через банк
Производитель: HYUNDAI/KIA
Получить информацию о товаре или оформить заказ вы можете по телефону 8 800 6006 966.
Есть в наличии
Самовывоз
Уточняем
Доставка
Уточняем
Доступно для заказа — 4 шт.
Данные обновлены: 04.04.2023 в 15:30
Все характеристики
Отзывы о товаре
Вопрос-ответ
Характеристики
Сообщить о неточности в описании товара
Код для заказа
153654
Артикулы
56871-5K200
Производитель
HYUNDAI/KIA
Каталожная группа:
. .Управление рулевое Механизмы управления
Ширина, м:
0.06
Высота, м:
0.07
Длина, м:
1.3
Вес, кг:
5.85
Отзывы о товаре
Вопрос-ответ
Задавайте вопросы и эксперты помогут вам найти ответ
Чтобы задать вопрос, необоходимо авторизоваться/зарегистрироваться на сайте
Чтобы добавить отзыв, необходимо авторизоваться/зарегистрироваться на сайте
Чтобы подписаться на товар, необходимо авторизоваться/зарегистрироваться на сайте
Обзоры
Все обзоры участвуют в конкурсе — правила конкурса.
Для этого товара еще нет обзоров.
Написать обзор
Наличие товара на складах и в магазинах, а также цена товара указана на 04.04.2023 15:30.
Цены и наличие товара во всех магазинах и складах обновляются 1 раз в час.
При достаточном количестве товара в нужном вам магазине вы можете купить его без предзаказа.
Интернет-цена — действительна при заказе на сайте или через оператора call-центра по телефону
8 800 6006 966. При условии достаточного количества товара в момент заказа.
Цена в магазинах — розничная цена товара в торговых залах магазинов без предварительного заказа.
Представленные данные о запчастях на этой странице несут исключительно информационный характер.
Эвакуатор со стационарной платформой на шасси HYUNDAI HD78
Эвакуатор со стационарной платформой на шасси HYUNDAI EX8
Эвакуатор со стационарной платформой на шасси HYUNDAI EX9
Виды эвакуаторов HYUNDAI
Эвакуаторы Hyundai пользуются большой популярностью у российских потребителей. И представлены в следующих вариациях платформ:
Сдвижная. Позволяет «подъехать под автомобиль» и загружать авто с низким клиренсом.
Двухуровневая. Перевозит 2 транспортных средства одновременно.
С частичной погрузкой. Подходит для транспортировки габаритной техники, хорошо маневрирует в стесненных условиях.
Стационарная.
Именно о стационарной разновидности и пойдет речь. Эвакуатор со стационарной платформой HYUNDAI — это универсальная техника, которая используется для перевозки легковых автомобилей, микроавтобусов и легкого коммерческого транспорта. Подходит для эксплуатации в городе и на междугородных маршрутах. К тому же такой тип платформы — один из самых доступных по цене, благодаря простоте конструкции, отсутствию гидравлики и других сложных систем.
Технические характеристики эвакуаторов со стационарной платформой
Предлагаем технику для эвакуации и транспортировки автомобилей на базе шасси Hyundai HD78, а также EX8 и EX9. На такие автомобили ставятся стационарные платформы:
Прямые. Самые доступные по цене. Подходят для перевозки автомобилей и специальной техники.
Ломаные. Излом располагается под углом около 30o, за счет чего уменьшается угол въезда, и машина заезжает на платформу своим ходом.
С электрическим тросом (лебедкой) или КМУ. Гидравлический кран-манипулятор обеспечивает погрузку даже в стесненных условиях.
С разными типами аппарелей. Продаем аппарельный автоэвакуатор с короткими, многосекционными сходнями или гидравлическими трапами.
Грузоподъемность шасси Хёндай, использующихся под эвакуаторы, — до 4900 кг (HD78) и до 5710 кг (EX8 и EX9), в зависимости от модификации. Стационарная платформа изготавливается из стали 09Г2С. Оснащается ушами, чтобы крепить ремни для колес, колесными упорами с регулировкой или без, поворотными блоками, подкатными тележками и другим дополнительным оборудованием.
Преимущества эвакуаторов со стационарной платформой на шасси HYUNDAI
Эвакуаторные шасси Хёндай оснащаются дизельными моторами Евро5 с системами EGR и PMC. Благодаря такому решению на этих автомобилях не используется система AdBlue. Такой подход удешевляет и упрощает обслуживание техники.
Кроме того, эвакуаторы со стационарной платформой на базе Хёндай — это:
Отличная маневренность. Например, радиус разворота у Hyundai HD78 — всего от 5.2 м. За счет этого шасси популярно в РФ для оборудования эвакуаторов для работы в городе.
Устойчивость к коррозии. При подготовке к покраске металл покрывается двумя слоями двухкомпонентного грунта. Окраска авто для рынка РФ осуществляется в 2 слоя.
Увеличенная прочность рамы. Дополнительные ребра жесткости обеспечивают устойчивость к поперечным и продольным деформациям.
Межсервисный интервал до 30 000 км.
Сотрудничаем с известными и проверенными кузовопроизводителями:
АМЗ.
ЦТТМ.
Чайка-НН.
Вернокс.
Рустрак.
Сибевровэн.
Спецмобиль.
Рускомтранс.
Обслуживание и ремонт автотехники на шасси HYUNDAI
Оказываем услуги по ремонту Hyundai в собственных технических центрах на севере (сервисные центры в г. Долгопрудный и г. Мытищи) и юге столицы (сервисный центр на 32 км МКАД, внешняя сторона, АГМ «ТРАКТ»). Ремонтом надстроек занимаются специализированные сервисы кузовонадстройщиков.
Обслуживая свой автомобиль у официального дилера, Вы получаете 1 год гарантии или 20 000 км пробега на оригинальные запчасти и работы.
Сервис и ремонт у нас — это:
Ремонт любой сложности. Автосервис площадью 1800 кв.м и 19 постов, оснащенных современным ремонтным и диагностическим оборудованием. Ремонтируем до 30 автомобилей в день.
Собственный склад запчастей. При автоцентре размещается склад запчастей площадью 450 м2. В наличии востребованные позиции и редкие детали. Ассортимент склада пополняется ежедневно.
45 сертифицированных автомехаников. В сервисе работают эксперты по технике Hyundai, прошедшие подготовку в учебных центрах автопроизводителя. Сотрудники регулярно повышают квалификацию.
Комфортная клиентская зона. Посетители ожидают окончания работ в просторной клиентской зоне, наблюдая за процессом по видеосвязи. Доступны зерновой кофе и чай, а также — купон на комплексный обед, чтобы по-настоящему подкрепить свои силы.
Контроль уровня тех. жидкостей и давления в шинах. Заботимся о безопасности клиентов и работоспособности техники. Бесплатно контролируем уровни технических жидкостей, проверяем давление в шинах и, при необходимости, приводим его в норму.
Скидки и бонусы. При регулярном обслуживании автомобиля наши клиенты получают скидку на оригинальные запчасти до 7% и на работы — до 10%.
Продажа эвакуаторов со стационарной платформой на шасси HYUNDAI
Наша компания — официальный дилер по продаже грузовых автомобилей Hyundai. Предлагаем технику со складов в Москве по ценам, рекомендованным производителем. У нас можно купить эвакуатор со стационарной платформой в кредит, лизинг или сдав по trade-in б/у автомобиль.
Продаем не только новую технику, но и подержанные автомобили Hyundai. Автомобильные шасси, кран-манипуляторная установка и другие системы проходят тщательную диагностику и предпродажную подготовку. И не потребуют больших вложений сразу после покупки.
Цены и наличие
Цену интересующей вас модификации и ее дооснащения необходимым оборудованием уточняйте у наших менеджеров.
HD35~78 | Коммерческий автомобиль Hyundai
Более совершенный, более безопасный в работе
Промышленный двигатель
Это идеальный партнер для всей отрасли.
Деталь
Генераторный двигатель
Двигатели Hyundai Motor Group отличаются высокой производительностью.
Деталь
Техническое обслуживание
Разработан для облегчения тяжелых условий эксплуатации
Откидная кабина
Техническое обслуживание и регулярные проверки стали проще, чем когда-либо, благодаря откидывающейся на 50 градусов кабине, которая обеспечивает быстрый и легкий доступ к моторному отсеку.
Новые грузовики серии HD имеют улучшенную механическую коробку передач для улучшения переключения передач и передачи мощности. Многоконусный синхронизатор способствует плавному переключению передач и повышает долговечность.
Подвеска кабины
Встроенная пружина и амортизатор, увеличенный размер амортизатора снижает вибрацию и лучше поглощает качку вверх/вниз. Боковой амортизатор применил нижнюю левую и правую вибрацию.
EGR (рециркуляция отработавших газов)
Удаление закиси азота (NOx) путем рециркуляции отработавших газов
PMC (катализатор твердых частиц)
Удаление пыли за счет тепла выхлопных газов
Подвеска кабины полуплавающего типа
Кабина опирается на две резиновые опоры с масляным демпфированием. Это конструктивное новшество является одним из ключей к мягкой и плавной езде 9.0003
Безопасность
Более совершенный, более безопасный в работе.
АБС с тормозной системой EBD
Серия HD обеспечивает активную безопасность благодаря 4-канальной интегрированной электронной системе распределения тормозных усилий (EBD) A. B.S. Система активно управляет тормозами в аварийных ситуациях.
Независимо от того, какую работу вы планируете выполнять, Hyundai серии HD предложит автомобиль, соответствующий вашим потребностям
Style
Максимальное удобство и функциональность
Эргономичный дизайн
Когда речь идет о комфорте и удобстве водителя, Hyundai всегда на первом месте.
Система контроля воздуха
Дисковые регуляторы упрощают установку оптимальных уровней обогрева и вентиляции. Мощный вентилятор и несколько розеток означают, что свежесть гарантирована.
Отличное поле обзора
Благодаря новому увеличенному ветровому стеклу и оптимизированному положению сидений водители могут наслаждаться максимальным полем обзора. Благодаря лучшей прямой видимости водители могут уверенно маневрировать в узких местах.
Верхнее отделение
Верхняя консоль обеспечивает глубокое, безопасное и вместительное хранение солнцезащитных очков, бумаг, карт и т. д., не препятствуя свободному перемещению в кабине
Приборная панель
Подсветка, четкие и легко читаемые приборы, расположенные в прямой видимости водителя, делают вождение днем или ночью более комфортным.
Назначение и классификация двигателей внутреннего сгорания
Двигатель внутреннего сгорания — это устройство, в котором химическая энергия топлива превращается в полезную механическую работу.
ДВС классифицируют:
а)По назначению — делятся на транспортные, стационарные и специальные.
б)По роду применяемого топлива — легкие жидкие (бензин, газ), тяжелые жидкие (дизельное топливо).
в) По способу образования горючей смеси — внешнее (карбюратор) и внутреннее у дизельного ДВС.
г) По способу воспламенения (искра или сжатие).
д) По числу и расположению цилиндров разделяют рядные, вертикальные, оппозитные, V-образные, VR-образные и W-образные двигатели.
В поршневом ДВР для обеспечения его работы имеются след.механизмы: кривошипно-шатунный механизм, механизм газораспределения и система питания и охлаждения.
Общее устройство двигателей внутреннего сгорания
Поршневые двигатели внутреннего сгорания классифицируются по количеству тактов в рабочем цикле на двухтактные и четырёхтактные.
Рабочий цикл в поршневых двигателях внутреннего сгорания состоит из пяти процессов: впуска, сжатия, сгорания, расширения и выпуска. В двигателе рабочий цикл может быть осуществлен по следующей широко применяемой схеме:
1. В процессе впуска поршень перемещается от верхней мертвой точки (в.м.т.) к нижней мертвой точке (н.м.т.), а освобождающееся надпоршневое пространство цилиндра заполняется смесью воздуха с топливом. Из-за разности давлений во впускном коллекторе и внутри цилиндра двигателя при открытии впускного клапана смесь поступает (всасывается) в цилиндр в момент времени, называемый углом открытия впускного клапана φа.
Воздушно-топливная смесь и продукты сгорания (всегда остающиеся в объёме пространства сжатия от предыдущего цикла), смешиваясь между собой, образуют рабочую смесь. Тщательно приготовленная рабочая смесь повышает эффективность сгорания топлива, поэтому её подготовке уделяется большое внимание во всех типах поршневых двигателей.
Количество воздушно-топливной смеси, поступающее в цилиндр за один рабочий цикл, называется свежим зарядом, а продукты сгорания, остающиеся в цилиндре к моменту поступления в него свежего заряда — остаточными газами.
Чтобы повысить эффективность работы двигателя, стремятся увеличить абсолютную величину свежего заряда и его весовую долю в рабочей смеси.
2. В процессе сжатия оба клапана закрыты и поршень, перемещаясь от н.м.т. к в.м.т. и уменьшая объём надпоршневой полости, сжимает рабочую смесь (в общем случае рабочее тело). Сжатие рабочего тела ускоряет процесс сгорания и этим предопределяет возможную полноту использования тепла, выделяющегося при сжигании топлива в цилиндре.
Двигатели внутреннего сгорания строятся с возможно большей степенью сжатия, которая в случаях принудительного зажигания смеси достигает значения 10—12, а при использовании принципа самовоспламенения топлива выбирается в пределах 14—22.
3. В процессе сгорания происходит окисление топлива кислородом воздуха, входящего в состав рабочей смеси, вследствие чего давление в надпоршневой полости резко возрастает.
В рассматриваемой схеме рабочая смесь в нужный момент вблизи в.м.т. поджигается от постороннего источника с помощью электрической искры высокого напряжения (порядка 15 кв). Для подачи искры в цилиндр служит свеча зажигания, которая ввертывается в головку цилиндра.
Для двигателей с воспламенением топлива от тепла, выделяющегося от предварительно сжатого воздуха, запальная свеча не нужна. Такие двигатели снабжаются специальной форсункой, через которую в нужный момент в цилиндр впрыскивается топливо под давлением в 100 ÷ 300 кГ/см² (≈ 10—30 Мн/м²) и более.
4. В процессе расширения раскаленные газы, стремясь расшириться, перемещают поршень от в.м.т. к н.м.т. Совершается рабочий ход поршня, который через шатун передает давление на шатунную шейку коленчатого вала и проворачивает его.
5. В процессе выпуска поршень перемещается от н.м.т. к в.м.т. и через второй открывающийся к этому времени клапан, выталкивает отработавшие газы из цилиндра. Продукты сгорания остаются только в объёме камеры сгорания, откуда их нельзя вытеснить поршнем. Непрерывность работы двигателя обеспечивается последующим повторением рабочих циклов.
Процессы, связанные с подготовкой рабочей смеси к сжиганию её в цилиндре, а также освобождением цилиндра от продуктов сгорания, в одноцилиндровых двигателях осуществляются движением поршня за счёт энергии маховика, которую он накапливает в процессе рабочего хода.
В многоцилиндровых двигателях вспомогательные ходы каждого из цилиндров выполняются за счёт работы других (соседних) цилиндров. Поэтому эти двигатели в принципе могут работать без маховика.
Для удобства изучения рабочий цикл различных двигателей расчленяют на процессы или, наоборот, группируют процессы рабочего цикла с учетом положения поршня относительно мертвых точек в цилиндре. Это позволяет все процессы в поршневых двигателях рассматривать в зависимости от перемещения поршня, что более удобно.
Часть рабочего цикла, осуществляемая в интервале перемещения поршня между двумя смежными мертвыми точками, называется тактом.
Такту, а следовательно, и соответствующему ходу поршня присваивается название процесса, который является основным при данном перемещении поршня между двумя его мертвыми точками (положениями).
В двигателе каждому такту (ходу поршня) соответствуют, например, вполне определённые основные для них процессы: впуск, сжатие, расширение, выпуск. Поэтому в таких двигателях различают такты: впуска, сжатия, расширения и выпуска. Каждое из этих четырёх названий соответственно присваивается ходам поршня.
В любых поршневых двигателях внутреннего сгорания рабочий цикл складывается из рассмотренных выше пяти процессов по разобранной выше схеме за четыре хода поршня или всего за два хода поршня. В соответствии с этим поршневые двигатели подразделяют на двух- и четырёхтактные.
Назначение и устройство кривошипно-шатунного и газораспределительного механизмов двигателя.
Крив.. преобразует прямолинейное возвратнопоступательное движение поршня во вращательном движении коленчатого вала.
Механизм газораспределения – предназначен для впуска горюч.смеси или воздуха и выпуска из него отработавших газов.
Система питания, охлаждение двигателей
Система питания предназначена для приготовления горючей смеси, и подвода её в цилиндр или подачи топлива в цилиндр.
Система питания карбюр.двиг. состоит из фильтра грубой очистки диафрагменного топливного налога, фильтра тонкой очистки карбюратора, и топлива воздухопровода. Система дизеля: фильтры грубой очистки, подкачив.насоса, насоса высокого давления.
Система питания двигателя на сжатом газе из баллонов, расходного клапана, редуктора, дозирующего устройства. Система питания двигателя на сжиженном газе: баллоны, накопит. и констр.вентиля, расходный вентиль, испарения редуктора корбюр.смесителя.
Система охлаждения – для отвода теплоты от нагретых деталей в атмосферы . Может быть жидкостной или воздушной.
Наиболее распространенная жидкостная система (принудительная). На состоит из нососа, паровоздушного клапана, радиатора, термостата, термометра, вентелятора. Воздушная система состоит из венелятора.
Смазочная система и система пуска двигателя
Система включает масляный насос, фильтр очистки масла, водомасляный теплообменник, картер масляный, маслоналивную горловину, трубку и указатель уровня масла.
Систем пуска служит для пуска основного двигателя. Для этого используется стартер или пуск. карбюратор двигателя.
Основные понятия и определения двигателя внутреннего сгорания
Нижняя мертвая точка(НМТ)-положение поршня в цилиндре, при котором расстояние от него до коленчатого вала – наименьшее.
Верхняя мертвая точка(ВМТ)-положение поршня в цилиндре, при котором расстояние от него до коленчатого вала – наибольшее
Ход поршня (S) – расстояние по оси цилиндра между мертвыми точками
Рабочий объем цилиндра (Vр)- объем, освобождаемый поршнем при перемещении от НМТ до ВМТ
Объем камеры сгорания(Vc) – объем под поршнем находящимся в ВМТ
Полный объем цилиндра – сумма объемов камеры сгорания и раб.цилиндра,т.е.объем над поршнем
Литраж двигателя (Vл) – сумма раб.объемов всех цилиндров. Vл=Vp*i
Степень сжатии (Е) – отношение полного объема цилиндра к объему камеры сгорания E=Vп/Vc
За время работы двигателя внутреннего сгорания в его цилиндрах происходят периодически сменяющиеся процессы,которые обуславливают работу двигателя. Совокупность этих процессов называется рабочим циклом.
Такт – это часть рабочего цикла,движение от НМТ до ВМТ.
типы агрегатов, назначение асинхронного и синхронного оборудования
Электродвигатели представляют собой универсальные в использовании агрегаты, способные преобразовывать электричество в механическую энергию. Сегодня существуют различные типы и классификации электродвигателей, применяемых в бытовых и промышленных установках. Такая техника может различаться своим принципом работы, питанием от постоянного или переменного тока, мощностью и назначением.
Принцип действия и особенности конструкции
Сфера использования
Классификация оборудования
Магнитоэлектрические установки
Синхронные электродвигатели
Асинхронные модификации
Принцип действия и особенности конструкции
Устройство электродвигателя стандартно, что позволяет существенно упростить эксплуатацию и ремонт техники. Статор и ротор, которые являются основными элементами техники, находятся внутри проточки цилиндрической формы. При подаче напряжения на неподвижную обмотку статора возбуждается магнитное поле, что и приводит в движение ротор и вал электродвигателя.
Постоянное движение ротора поддерживается за счёт перекоммутации обмоток или путем создания в статоре вращающегося магнитного поля. Если первый способ поддержки вращения вала характерен для коллекторных модификаций агрегатов, то образование вращающегося магнитного поля присуще для трехфазных асинхронных моторов.
Корпус электрического двигателя может быть изготовлен из алюминиевого сплава или чугуна. В каждом конкретном случае выбор материала корпуса осуществляется исходя из сферы использования техники и ее необходимых параметров по весу.
Все двигатели изготавливаются с однотипными установочными размерами, что позволяет существенно упростить их монтаж и последующую эксплуатацию.
Сфера использования
Назначение электродвигателя чрезвычайно широко. Такие агрегаты используются для усиления мощности электросигналов, они способны преобразовывать постоянный ток в переменный, могут применяться в различных типах электромашин. Принято различать агрегаты, предназначенные для использования в промышленном оборудовании, машиностроении, на различных грузоподъёмных машинах и спецтехнике. Также большой популярностью пользуются маломощные электрические двигатели, которые с успехом применяются в различных бытовых инструментах и кухонной технике.
Классификация оборудования
На сегодняшний день существуют различные классификации электрических двигателей, которые отличаются по разным критериям и характеристикам. В зависимости от особенностей техники ее принято классифицировать:
По специфике вращающего момента различают магнитоэлектрические и гистерезисные агрегаты.
По виду крепления принято выделять двигатели с горизонтальным и вертикальным расположением вала.
По классу защиты от воздействия внешней среды различают защищенные, закрытые и взрывонепроницаемые.
В модификации гистерезисного типа вращение вала основывается на перемагничивании ротора. Такие двигатели были популярны в прошлом, однако сегодня их конструкция устарела, поэтому они практически не встречаются. Наибольшее распространение получили магнитоэлектрические агрегаты, способные работать от переменного или постоянного тока, а также модели универсального типа, которые одновременно питаются переменным и постоянным током.
Магнитоэлектрические установки
Использование магнитоэлектрических модификаций двигателей, работающих на постоянном токе, позволяет получить отличные динамические и эксплуатационные характеристики. В зависимости от своей конструкции такой тип двигателей делится на две основные категории:
с постоянными магнитами;
с электромагнитами.
В последние годы наибольшей популярностью стали пользоваться модификации с электромагнитами, которые обладают большей мощностью, отличаются экономичностью в работе и позволяют быстро изменять параметры работы оборудования.
В коллекторных электродвигателях используется щеточный узел, обеспечивающий соединение вращающихся и неподвижных частей мотора. Такие агрегаты могут выполняться с независимым возбуждением и применением постоянных магнитов, но есть и такие, что имеют самовозбуждающийся тип со смешанным, последовательным или параллельным соединением. Коллекторные модификации отличаются посредственными показателями надежности. Они требуют грамотного и своевременного обслуживания.
Бесколлекторные вентильные агрегаты имеют замкнутую систему, которая работает по принципу синхронных устройств. Высококачественные бесколлекторные электродвигатели оснащаются датчиком считывания положения ротора, имеют преобразователь координат, на основании данных с которого и осуществляется работа устройства.
Вентильные типы двигателей могут иметь различные размеры и мощность. Такие агрегаты используются в промышленном оборудовании. Также ими оснащаются аккумуляторные инструменты, различные игрушки и мобильные телефоны.
Синхронные электродвигатели
К синхронным электродвигателям переменного тока относятся модификации, у которых ротор вращается синхронно с генерируемым магнитным полем. Особенностью таких агрегатов является их высокая мощность, которая может достигать сотен киловатт. Основной сферой использования синхронного оборудования являются мощные промышленные установки, ветряные генераторы и гидроэлектростанции.
Принято различать несколько модификаций синхронных электродвигателей:
шаговые;
реактивные;
с постоянными магнитами;
реактивно гистерезисные;
вентильные реактивные;
с обмотками возбуждения;
гибридные синхронные.
У шаговых синхронных двигателей с дискретным угловым движением вала положение ротора будет фиксироваться путём подачи напряжения на обмотки контура. Переход в другое положение вала осуществляется за счёт снятия питания с одних обмоток и последующей подачи напряжения на другие обмотки трансформатора.
Также широкое распространение получил вентильный реактивный электродвигатель, у которого обмотка выполнена из полупроводниковых элементов. Вентильные реактивные агрегаты отличаются увеличенной мощностью, при этом они могут полностью управляться электроникой, что позволяет как поддерживать минимальные обороты, так и быстро выходить на полную мощность с максимальной частотой оборотов. К преимуществам синхронных двигателей принято относить:
стабильную скорость вращения;
низкую чувствительность к перепадам напряжения в сети;
возможность использования в качестве генератора мощности;
минимальное потребление электроэнергии.
Однако и недостатки у синхронных устройств всё же имеются. К ним относятся сложности с запуском, трудности с обслуживанием, а также проблемы с регулировкой частоты вращения вала. Основное назначение таких устройств — это мощное промышленное оборудование, где ценится производительность агрегатов и их надежность.
Асинхронные модификации
У асинхронных двигателей переменного тока частота вращения ротора будет отличаться от показателей магнитного поля. Такие агрегаты называют также индукционными, что объясняется принципом генерации магнитного поля, которое возникает за счёт перемещения статора. Асинхронные модификации получили наибольшее распространение, что объясняется простотой их конструкции, надежностью, долговечностью, а также возможностью выполнения как сверхмощных промышленных установок, так и небольших электродвигателей, предназначенных для использования в бытовых инструментах.
В зависимости от типа электротока, с которым работают такие агрегаты, их принято разделять на три категории:
однофазные;
двухфазные;
трехфазные.
Наибольшее распространение сегодня получили однофазные асинхронные двигатели, которые способны работать от бытовой электросети. Особенностью однофазных двигателей является наличие на статоре только одной рабочей обмотки и короткозамкнутого ротора. На обмотку статора подается переменный однофазный ток, приводящий во вращение ротор и вал двигателя. Сам ротор имеет цилиндрический сердечник с залитыми алюминием ячейками и открытыми вентиляционными лопастями. Однофазные двигатели с короткозамкнутым ротором используются в небольших по своей мощности устройствах, водяных насосах и комнатных вентиляторах.
Двухфазные асинхронные двигатели предназначены для использования в однофазной сети с переменным током. Их особенностью является наличие на статоре двух рабочих обмоток, расположенных перпендикулярно друг к другу. Во время работы агрегата на одну обмотку напрямую подаётся переменный ток, а на вторую — через соответствующий фазосдвигающий конденсатор. На выходе образуется крутящееся магнитное поле, которое упрощает запуск электромотора и в последующем поддерживает стабильно высокие обороты.
Трехфазные двигатели могут иметь короткозамкнутый и фазный ротор. Агрегаты оснащены тремя рабочими обмотками, расположенными на статоре параллельно друг другу. При включении двигателя в трехфазную сеть магнитное поле имеет сдвиг в пространстве относительно обмотки на 120 градусов. Наличие короткозамкнутого поля позволяет упростить запуск в работу устройства, при этом в последующем поддерживаются стабильные обороты. Модификации двигателей с фазным ротором отличаются увеличенной мощностью и используются преимущественно в промышленном оборудовании.
Преимуществами асинхронных электромоторов являются их устойчивость к скачкам напряжения и универсальность использования. Благодаря простоте конструкции существенно упрощается их последующее обслуживание, а сама техника чрезвычайно надежна и в процессе эксплуатации не доставляет каких-либо хлопот. В зависимости от своей модификации установки могут работать как от мощного источника электричества в трехфазной сети, так и от бытовой электросети, что позволяет применять их в различной бытовой технике и всевозможных электроприборах.
Электродвигатели представляют собой простейшие и чрезвычайно надёжные устройства, которые широко используются в промышленности и быту. Существующие в настоящее время типы электродвигателей позволяют подобрать агрегат, который будет полностью соответствовать особенностям своей эксплуатации. С помощью таких моторов могут приводиться в движение мощные станки и оборудование, производительные насосы. Без их использования не обходится ни один бытовой электроприбор.
Понимание различных типов двигателей
Существуют различные типы двигателей, используемые для различных целей, в основном в автомобильной отрасли. Сегодня в нашей повседневной жизни мы перемещаемся из одного места в другое с помощью транспортных средств, особенно транспортных средств и других средств, которые вы, возможно, знаете. Для тех коммерческих пользователей транспортных средств, просто представьте, что 85% из них даже не знают, какой тип двигателя установлен на их транспортном средстве. Если вы один из них, вам нужно учиться, и для автомобильного инженера, который хочет знать, вы находитесь в правильном месте. Ранее была опубликована статья под названием «Понимание автомобильного двигателя». проверить!
В этой драгоценной статье двигатель объясняется как машина, которая преобразует форму энергии в механическую энергию. Автомобильные двигатели широко известны как двигатели внутреннего сгорания или тепловые двигатели. Что касается типов двигателей, я буду обсуждать двигатели внутреннего и внешнего сгорания. Эти два типа двигателей классифицируются как тепловые двигатели.
Как уже было сказано ранее, «тепловым двигателям» требовался источник тепла для преобразования в механическую энергию. Это может быть за счет сгорания (небольшой контролируемый взрыв в камере) или без возгорания. Эти двигатели также могут быть воздушно-реактивными. то есть они берут кислород из атмосферы или невоздушных двигателей.
Читать Подробнее: Понимание системы смазки двигателя
Содержание
. Следующие ниже.
Двигатели внутреннего сгорания:
Как следует из названия, двигатели внутреннего сгорания являются популярными типами двигателей, которые позволяют сгорать топливо внутри двигателя, используя создаваемое давление для повышения температуры. это смесь топлива и воздуха, воспламеняющаяся в различных камерах двигателя. Этот процесс происходит тысячи раз в минуту, обеспечивая движение транспортного средства. Эти типы двигателей сокращенно называются двигателями внутреннего сгорания.
Подробнее: Классификации двигателей внутреннего сгорания
Процесс питания двигателей внутреннего сгорания известен как цикл сгорания, в большинстве двигателей он называется четырехтактным или циклическим, поэтому он называется четырехтактным двигателем. Двигатели внутреннего сгорания различаются по количеству ходов или циклов поршня, совершаемых за полный оборот коленчатого вала. Четырехтактные шаги включают в себя;
Различные типы двигателей
Включите JavaScript
Различные типы двигателей
Впуск
Сжатие
Зажигание
Выпуск
Следовательно, имея представление о том, как химическая энергия превращается в полезную механическую энергию. Большой двигатель внутреннего сгорания может генерировать 109 000 л.с., что может привести в действие корабль, перевозящий около 20 000 контейнеров.
Прочтите, как работает этот процесс сгорания
Двигатели внешнего сгорания:
Двигатели внешнего сгорания — это тепловые двигатели, которые также сжигают топливо. Но в этой ситуации он удерживает топливо и продукты выхлопа отдельно. То есть топливо сжигается в камере, а рабочее тело нагревается внутри двигателя через теплообменник.
Двигатели EC функционируют так же, как двигатели IC, но также имеют некоторые отличия. Этим двум типам двигателей требовалось тепло, которое получается, когда источник подвергается термическому расширению-сжатию или фазовому сдвигу без изменения его химического состава.
В двигателях внутреннего сгорания используемая жидкость представляет собой смесь топлива и воздуха, которые сгорают, изменяя свой химический состав. Жидкость, используемая в двигателях EC, может быть газообразной (двигатель Стирлинга), жидкостью (двигатель с органическим циклом Ренкина) или изменяемой фазой (паровой двигатель). Все это примеры двигателей EC.
Подробнее: Все, что вам нужно знать об электрической системе автомобиля
Электродвигатель:
Электромобили появляются в начале 2015 года, после многочисленных новостей об их выпуске. Он предлагает большие преимущества по сравнению с предыдущей версией транспортного средства, в том числе следующие:
Меньше загрязнения, чем бензиновый двигатель, что делает его экологически безопасным
Он приводится в действие электродвигателем и требует аккумулятора и зарядки.
Присоединяйтесь к нашему информационному бюллетене
Подробнее: вещи, которые вам нужно знать о генераторе
Смотрите видео ниже, чтобы узнать работу электронга Развитие технологий сегодня привело к большим изменениям в автомобильном двигателе. Жидкости (бензин или дизельное топливо) служат очищающим средством для топливной системы, улучшая работу двигателя и снижая выбросы, а не для движения.
Подробнее: Знакомство со стартером двигателя
Это все, что касается этой статьи, в которой объясняются различные типы двигателей, используемых в автомобилестроении. Я надеюсь, вам понравилось чтение, если да, пожалуйста, поделитесь с другими студентами. Спасибо за чтение, увидимся в следующий раз!
Объяснение различных типов двигателей (с изображениями и PDF)
В этой статье вы узнаете, какие типы двигателей используются в автомобильной промышленности. А также вы можете скачать PDF-файл этой статьи в конце.
Что такое двигатель?
Двигатель — это машина, предназначенная для преобразования одной формы энергии в механическую энергию. Тепловые двигатели, как и двигатели внутреннего сгорания, сжигают топливо внутри цилиндра двигателя.
С другой стороны, двигатели внешнего сгорания – это тепловые двигатели, в которых топливо сжигается вне цилиндра двигателя. Это паровые машины.
Энергия, вырабатываемая при сгорании топлива, передается пару, которая воздействует на поршень внутри цилиндра. В двигателях внутреннего сгорания при их работе запасается химическая энергия.
Тепловая энергия преобразуется в механическую за счет расширения газов на поршне, прикрепленном к коленчатому валу, который может вращаться.
Типы двигателей
В основном двигатели подразделяются на два типа: двигатели внутреннего сгорания и двигатели внешнего сгорания.
#1 Двигатель внешнего сгорания
Как правило, это тепловой двигатель (также известный как паровой двигатель), вырабатывающий тепло путем сжигания топлива вне цилиндра двигателя. Этот двигатель использует дополнительное тепло для создания пара низкого давления, который затем используется в турбине для выработки электроэнергии. Поскольку здесь топливо сжигается вне двигателя, обычно используется твердое топливо.
#2 Двигатель внутреннего сгорания
В двигателе внутреннего сгорания (ДВС) топливо воспламеняется и сгорает внутри двигателя. Затем энергия сгорания частично преобразуется двигателем в работу. Примеры двигателей внутреннего сгорания включают двух- и четырехтактные бензиновые и дизельные двигатели.
Двигатели внутреннего сгорания (ДВС) бывают разных типов, и для их классификации используются разные критерии.
Читайте также: Полный список деталей кузова автомобиля [названия и функции]
#1 Классификация по видам используемого топлива
В соответствии с типом используемого топлива двигатели подразделяются на три категории
Бензиновый двигатель (или бензиновый двигатель)
Дизельный двигатель
Газовый двигатель
9 Бензиновый двигатель
Бензиновый двигатель работает на бензине. Бензин или бензин — это углеводород, состоящий из соединений водорода и углерода. Бензовоздушная смесь всасывается в цилиндр во время хода всасывания поршня. Правильная бензино-воздушная смесь получается из карбюратора.
Смесь сжимается во время такта сжатия, воспламеняется во время рабочего такта, а выхлопные газы выталкиваются во время такта выпуска. В верхней части цилиндра установлена свеча зажигания, которая дает искру для воспламенения смеси.
Дизельный двигатель
В этих типах двигателей для работы используется дизельное топливо. Дизельное масло легкое, с низкой вязкостью и высоким цетановым числом. В дизельном двигателе только воздух всасывается в цилиндр во время такта всасывания и сжимается до высокого давления, а степень сжатия достигает 22:1. Его температура также повышается примерно на 1000°F.
Дизельное топливо впрыскивается форсункой в конце такта сжатия, которая воспламеняется и горит из-за высокой температуры сжатого воздуха. Отдельной системы зажигания не требуется. Сгоревшие газы расширяются, толкая поршень вниз во время рабочего такта, и, наконец, газы выталкиваются во время такта выпуска.
Газовая турбина
Газовая турбина в основном состоит из двух секций — секции газификатора и силовой секции. Топливом, используемым в газовой турбине, может быть бензин, керосин или масло. Секция газификатора сжигает топливо в горелке и подает полученный газ в силовую секцию, где он вращает силовую турбину. Затем силовая турбина вращает колеса автомобиля через ряд шестерен.
Газификатор состоит из компрессора с ротором с рядом лопастей по внешнему краю. При вращении ротора воздух между лопастями перемещается и под действием центробежной силы выбрасывается в горелку. При этом давление воздуха в горелке повышается. Топливо впрыскивается в горелку, где оно сгорает и дополнительно повышает давление.
Вам также может понравиться: Что такое распределительный вал? Как это работает?
#2 Классификация по циклу работы
По циклу работы автомобильные двигатели могут быть трех типов:
Двигатель цикла Отто.
Двигатель дизельного цикла.
Двухтактный двигатель.
Цикл Отто или цикл постоянного объема
Цикл Отто или цикл постоянного объема. Этот цикл был введен в практическую форму немецким ученым Отто в 1876 году, хотя он был описан французским ученым Бодом Рошем в 1862 году. Двигатели, работающие по этому циклу, известны как двигатели с циклом Отто. Бензиновые двигатели работают по этому циклу.
I.C. двигатель не подвергается циклическому изменению, но здесь предполагается, что рабочим телом является чистый воздух, не подвергающийся никаким химическим изменениям. Воздух нагревается и охлаждается, чтобы пройти цикл. Также предполагается строгое соблюдение идеальной индикаторной диаграммы.
Идеальный цикл Отто состоит из следующих операций :
1-2 Адиабатическое сжатие. 2-3 Подвод тепла при постоянном объеме. 3-4 Адиабатическое расширение. 4 1 Отвод тепла при постоянном объеме.
Дизельный цикл или цикл постоянного давления
Дизельный цикл был введен доктором Рудольфом Дизелем в 1897 году. Двигатели, работающие по этому циклу, известны как дизельные двигатели. На рисунке показана p-v диаграмма цикла Дизеля.
Состоит из следующих операций:
1-2 Адиабатическое сжатие. 2-3 Подвод тепла при постоянном давлении 3-4 Адиабатическое расширение. 4-1 Отвод тепла при постоянном объеме
Цикл Дизеля отличается от цикла Отто в одном отношении. В дизельном цикле тепло добавляется при постоянном давлении, а не при постоянном объеме.
Источник изображения: https://en.wikipedia.org/wiki/Diesel_cycle
Воздух сжимается в цилиндре на такте сжатия из точки 1 в точку 2. Теперь теплота подводится при постоянном давлении из точки 2 в точку 3, а затем воздух адиабатически расширяется из точки 3 в точку 4. Наконец, теплота отбрасывается при постоянном объеме от точки 4 до 1. Воздух возвращается в исходное состояние, и цикл завершается.
Двойной цикл (или двойной цикл сгорания)
В этих типах двигателей для сгорания топлива в дизельном двигателе предоставляется больше времени без отрицательного влияния на эффективность.
Топливо впрыскивается в цилиндр перед окончанием такта сжатия, так что сгорание происходит частично при постоянном объеме и частично при постоянном давлении. Такой цикл известен как двойной цикл. Фактически все дизельные двигатели работают по этому циклу. На рисунке показан двойной цикл на p-v диаграмме.
Он состоит из следующих операций.
1-2. Адиабатическое сжатие 2-3. Подвод тепла при постоянном объеме 3-4. Подвод тепла при постоянном давлении 4-5. Адиабатическое расширение 5-1. Отвод тепла при постоянном объеме.
Поскольку топливо впрыскивается в цилиндр до конца такта сжатия в двойном цикле, учитывается характеристика задержки воспламенения топлива.
Вы можете прочитать полную информацию по этим темам:
Процессы двойного цикла сгорания с [диаграммой P-v и T-s]
Четырехтактный дизельный двигатель и его работа [пояснено диаграммой P-v и T-s]
Четырехтактный двигатель с искровым зажиганием с циклом Отто и [диаграммой P-v и T-s]
№ 3 Классификация по количеству тактов за цикл
По количеству тактов за цикл автомобильные двигатели классифицируются как
Четырехтактный двигатель.
Двухтактный двигатель.
Четырехтактный двигатель
Четырехтактный двигатель завершает цикл операций во время четырехтактного хода поршня, а именно: всасывание, сжатие, мощность и выпуск. Эти четыре такта требуют двух оборотов коленчатого вала. Таким образом, за каждые два оборота коленчатого вала происходит только один рабочий ход поршня.
Двухтактный двигатель
Двухтактный двигатель завершает цикл операций во время двухтактного хода поршня. Эти два такта требуют одного оборота коленчатого вала. Таким образом, за каждый оборот коленчатого вала происходит один рабочий ход поршня. Следовательно, двухтактный двигатель производит в два раза больше лошадиных сил, чем четырехтактный двигатель того же размера, работающий с той же скоростью.
В двухтактном двигателе такт впуска и сжатия, а также рабочий такт и выпускной такт в определенном смысле объединены. Двухтактные двигатели используются в мотоциклах, скутерах. Четырехтактные двигатели используются в автомобилях, грузовиках и автобусах.
Подробнее: Какова функция шатуна? Детали, типы и применение
#4 Классификация по типу зажигания
В зависимости от используемого типа зажигания современные автомобильные двигатели классифицируются в основном на две группы:
Двигатели с искровым зажиганием.
Двигатели с воспламенением от сжатия.
Двигатель с искровым зажиганием
В двигателе с искровым зажиганием в головке блока цилиндров установлена свеча зажигания, которая дает электрическую искру в конце такта сжатия для воспламенения топлива. Бензиновые двигатели — это двигатели с искровым зажиганием.
Читайте также: Что такое система зажигания и 3 различных типа системы зажигания
Двигатель с воспламенением от сжатия
В этих типах двигателей топливо воспламеняется за счет тепла сжатого воздуха внутри цилиндра. В нем нет свечи зажигания, чтобы дать искру. Воздух сжимается в цилиндре во время такта сжатия относительно при более высоком давлении.
Степень сжатия также выше, чем у двигателя с искровым зажиганием. Топливо впрыскивается в конце такта сжатия , , который сгорает из-за тепла сжатого воздуха. Дизельные двигатели относятся к двигателям с воспламенением от сжатия. Двигатели с горячим зажиганием практически не используются.
Читайте также: Что такое карданный вал? Схема, детали, типы, функции [объяснение]
#5 Классификация по количеству и расположению цилиндров
Автомобильные двигатели могут иметь один, два, три, четыре, шесть, восемь, двенадцать и шестнадцать цилиндров. Одноцилиндровый двигатель используется в скутерах и мотоциклах. Двухцилиндровый двигатель используется в тракторах. Четырех- и шестицилиндровые двигатели используются в автомобилях, джипах, автобусах и грузовиках.
Грузовики и автобусы Comet оснащены шестицилиндровыми двигателями. Американские легковые автомобили имеют восьмицилиндровые двигатели. Двенадцати- и шестнадцатицилиндровые двигатели также используются в некоторых легковых автомобилях, автобусах, грузовиках и промышленных установках. Трехцилиндровый двигатель используется и в зарубежных переднеприводных автомобилях.
Цилиндры могут располагаться несколькими способами — вертикально, горизонтально, в ряд (в ряд), в два ряда или рядами, установленными под углом (V-образный), в два ряда друг против друга (плоский, или блин) или как спицы на колесе (радиальные).
Одноцилиндровый двигатель
Эти типы двигателей обычно используются для легких транспортных средств, таких как скутеры и мотоциклы. Максимальный объем одноцилиндрового двигателя ограничен примерно 250-300 куб.см. Для двигателя большего размера потребуются тяжелые двигатели из-за более высоких сил дисбаланса в одноцилиндровом двигателе.
В одном цилиндре один импульс мощности за два оборота коленчатого вала. Таким образом, из четырех ходов поршней мощность отдается за один ход, а в остальных ходах поршней мощность расходуется на преодоление сопротивления трения движущихся частей. Распределение крутящего момента во время цикла неравномерно, что приводит к грубой работе и вибрациям.
Поскольку имеется только один поршень и один шатун, которые совершают возвратно-поступательные движения без рабочих частей, уравновешивающих их вес, одноцилиндровый двигатель не имеет механического баланса. Однако двигатель в некоторой степени уравновешивается за счет использования противовеса, прикрепленного к коленчатому валу, а также за счет использования маховика, настолько тяжелого, что его импульс обеспечивает сравнительно устойчивое движение.
Колебания частоты вращения двигателя вызывают вибрацию даже в лучших конструкциях одноцилиндровых двигателей. Следовательно, цилиндровые двигатели нежелательны для использования в автомобилях.
Двухцилиндровый двигатель.
Двигатели этого типа используются в основном в тракторах. Они также используются в небольшом немецком автомобиле и автомобиле DAF из Голландии. Расположение цилиндров в двухцилиндровых двигателях может быть трех типов
Рядное вертикальное
V-образное
Оппозитное
Трехцилиндровый двигатель
Трехцилиндровый двигатель применяется на переднеприводный автомобиль, где дифференциал расположен между двигателем и трансмиссией. Три цилиндра расположены в ряд. Это двухтактный двигатель. Картер в этом двигателе служит камерой впуска и предварительного сжатия.
Каждый цилиндр имеет свою герметичную секцию картера. Так, коренные подшипники, поддерживающие коленчатый вал, герметизированного типа, поэтому картер разделен на три отдельных отсека, по одному на каждый цилиндр.
Четырехцилиндровый двигатель
Четырехцилиндровые двигатели в основном используются для обычных автомобилей. Полученный крутящий момент намного более равномерен, чем у двухцилиндрового двигателя, потому что получается два рабочих хода на один оборот.
Цилиндры четырехцилиндрового двигателя расположены по следующему типу:
Рядный вертикальный тип
V-образный тип
Оппозитный тип
Шести- и восьмицилиндровый двигатель
Шести- и восьмицилиндровые двигатели обеспечивают более плавный крутящий момент и более высокую мощность. Цилиндры этих двигателей также расположены тремя способами: рядным, V и оппозитным, так же, как и в четырехцилиндровых двигателях. В линейке 6 почти повсеместно используются цилиндровые двигатели и двигатели V-8. Угол между рядами цилиндров в двигателях V-8 обычно сохраняется на уровне 90°.
Двигатели V-8 с меньшими V-образными углами выпускались также, но в них усложнен механизм работы клапанов. Двигатели V-6 имеют два трехцилиндровых ряда, расположенных под углом друг к другу. Коленчатый вал имеет только три кривошипа, при этом шатуны противоположных цилиндров в двух рядах прикреплены к одной и той же шатунной шейке. К каждой шатунной шейке прикреплены два шатуна.
Двигатель V-8 имеет два ряда по четыре цилиндра, расположенных под углом друг к другу. Коленчатые валы имеют четыре кривошипа с шатунами от противоположных цилиндров в два ряда, прикрепленных к одной шатунной шейке. Таким образом, к каждой шатунной шейке крепятся два шатуна, а к каждой шатунной шейке работают два поршня. Коленчатый вал обычно опирается на пять подшипников.
Читайте также: Что такое двигатель V8 (восьмицилиндровый двигатель) и как он работает?
Двенадцати- и шестнадцатицилиндровые двигатели.
Расположение цилиндров в двенадцати- и шестнадцатицилиндровых двигателях может быть следующих типов.
V-образный или блинчатый имеет два ряда цилиндров.
Тип W имеет три ряда цилиндров.
X-type имеет четыре ряда цилиндров.
Двигатели с двенадцатью и шестнадцатью цилиндрами используются в автомобилях, автобусах, грузовиках и промышленных установках. Единственным легковым автомобилем, выпускаемым в настоящее время с двенадцатицилиндровым двигателем, является «Феррари».
#6 Классификация по расположению клапанов
Автомобильные двигатели подразделяются на четыре категории в соответствии с расположением впускного и выпускного клапанов в различных положениях в головке блока цилиндров. Эти устройства обозначаются буквами «L», «T», «F» и «T». Легко запомнить слово «LIFT», чтобы вспомнить четырехклапанные устройства. Двутавровая головка чаще всего используется в автомобильных двигателях.
Двигатель с двутавровой головкой
В двигателе с двутавровой головкой или верхним расположением клапанов клапаны расположены в головке блока цилиндров. Рядные двигатели обычно имеют клапаны в один ряд. Двигатели V-8 могут иметь клапаны в одинарном или двойном ряду в каждом ряду. Независимо от расположения, один распределительный вал приводит в действие все клапаны.
См. также: Клапаны двигателя: типы клапанов двигателя, их принцип работы и механизм клапанов
Двигатель с Г-образной головкой
В Г-образной головке впускные и выпускные клапаны расположены рядом и приводятся в действие одним распределительным валом. Камера сгорания и цилиндр перевернутой буквы L. Все клапаны двигателя расположены в одну линию, кроме двигателей V-8 с Г-образной головкой, которые расположены в две линии.
В двигателях с Г-образной головкой клапанные механизмы находятся в блоке, поэтому головка блока цилиндров может быть легко снята при необходимости капитального ремонта двигателя. Хотя двигатель с L-образной головкой прочен и надежен, он не особенно приспособлен к более высокой степени сжатия.
Двигатель с I-образным расположением клапанов лучше приспособлен к высокой степени сжатия. В двигателе с I-образной головкой объем зазора может быть уменьшен в большей степени, чем в двигателе с L-образной головкой. В некоторых двигателях с двутавровой головкой в головках поршней есть карманы, в которые может перемещаться клапан, когда они открыты с поршнем в ВМТ.
Двигатель с F-образной головкой
Этот двигатель сочетает в себе двигатели с L-образной и I-образной головкой, в которых один клапан, обычно впускной, находится в головке, а выпускной — в блоке цилиндров. Оба комплекта приводятся от одного и того же распределительного вала.
Двигатель с Т-образной головкой
Двигатель с Т-образной головкой имеет впускные клапаны с одной стороны и выпускные клапаны с другой стороны цилиндра. Таким образом, для их работы требуется два распределительных вала.
Читайте также: Камера сгорания: Типы камеры сгорания и ГБЦ
#7 Классификация по типу охлаждения
По способу охлаждения автомобильные двигатели делятся в основном на две категории:
С воздушным охлаждением двигатели.
Двигатели с водяным охлаждением.
Двигатели с воздушным охлаждением
Двигатели с воздушным охлаждением используются в мотоциклах и скутерах. В двигателях с воздушным охлаждением гильзы цилиндров обычно разделены и снабжены металлическими ребрами, которые дают большую излучающую поверхность для увеличения скорости охлаждения.
Многие двигатели с воздушным охлаждением имеют металлические кожухи, направляющие поток воздуха вокруг цилиндров для улучшения охлаждения. Так как эти двигатели не используют воду, устраняется проблема обслуживания в холодную погоду.
Читайте также: Типы систем охлаждения автомобильных двигателей (двигатель внутреннего сгорания)
Двигатели с водяным охлаждением
Эти типы двигателей используются в автобусах, грузовиках, автомобилях и других четырехколесных транспортных средствах большой грузоподъемности. В этих двигателях используется вода с добавлением антифриза в качестве охлаждающей среды.
Вода рассчитывается через водяные рубашки вокруг каждой из камер сгорания, цилиндров, седел клапанов и стержней клапанов. Пройдя через кожухи двигателя в блоке цилиндров и головке блока цилиндров, вода проходит через радиатор, где охлаждается воздухом, всасываемым через радиатор.
Двигатели с испарительным охлаждением практически не используются.
Читайте также: Что такое система воздушного охлаждения и как она работает в автомобиле
#8 Классификация по расположению цилиндров
Рядный двигатель
Изображение: wikipedia.org
Проще говоря, у рядного двигателя все цилиндры расположены прямо линия. Это поршневой двигатель, состоящий из рядов цилиндров, причем каждый ряд имеет любое количество цилиндров, хотя редко бывает больше шести.
В этом двигателе коленчатый вал и цилиндры расположены по прямой линии. По сравнению с ним рядный двигатель дешевле. Из-за небольшого размера эти двигатели легкие.
V-образный двигатель
V-образный двигатель имеет цилиндры, расположенные в два равных ряда или, другими словами, V-образно. Этот тип часто используется, потому что он занимает меньше места и может поместиться в большинстве автомобилей.
В этом двигателе коленчатый вал и цилиндры расположены под углом. В V-образных двигателях больше деталей, чем в рядных, что делает их более дорогими. Кроме того, они выше плоского двигателя.
Радиальный двигатель
Изображение: toni-clark-shop.com
Это тип поршневого двигателя внутреннего сгорания, в котором цилиндры выступают из центрального картера, как спицы в колесе. Его называют «звездным» двигателем, потому что он напоминает стилизованную звезду, если смотреть спереди.
В целом радиальные двигатели более надежны. Это связано с тем, что у него более короткий коленчатый вал, более простая конструкция и меньше вибрации. Прежде чем газотурбинный двигатель станет доминирующим вариантом, его часто используют для авиационных двигателей.
Двигатель с оппозитным расположением поршней
Изображение: hybrid-engine-hope.com
Двигатель с оппозитным расположением поршней — это поршневой двигатель без головки блока цилиндров, в котором поршни расположены на обоих концах каждого цилиндра. В этом двигателе цилиндры расположены под углом 180°, как у V-образного двигателя, но с углом 180°.
Крупномасштабные приложения, такие как корабли, военные танки и заводы, традиционно использовали бензиновые и дизельные двигатели с оппозитными поршнями.
Горизонтальный двигатель
Изображение: cdn.shopify.com
Вместо V-образного движения, как у двигателей V-6 или V-8, цилиндры горизонтального двигателя движутся горизонтально относительно земли. В этом двигателе цилиндры расположены по обе стороны от центрального коленчатого вала. Эти двигатели также известны как плоские двигатели. Это отличается от двигателей с оппозитными поршнями, в которых два поршня разделяют центральную камеру сгорания в каждом цилиндре.
Двигатель W-типа
В двигателях W-типа цилиндры расположены в три ряда так, что расположение цилиндров имеет W-образную форму. Двигатель W имеет три или четыре группы цилиндров, соединенных с одним или двумя коленчатыми валами, в отличие от двигателя V.
Текущая версия страницы пока не проверялась опытными участниками и может значительно отличаться от версии, проверенной 6 мая 2020 года; проверки требуют 4 правки.
Не следует путать с ТЭП10.
ТЭП10Л — советский магистральный пассажирский односекционный и однокабинный тепловоз мощностью 3000 л.с. Выпускался Луганским (Ворошиловградским) тепловозостроительным заводом с 1964 по 1967 год и по конструкции представлял собой пассажирский вариант выпускавшегося на этом же заводе грузового 2ТЭ10Л.
Содержание
1 Производство
2 Эксплуатация
3 Культурные аспекты
4 См. также
5 Литература
С 1961 года Харьковский завод транспортного машиностроения выпускал тепловозы ТЭП10, представляющие собой пассажирский вариант появившегося недавно грузового ТЭ10, который сам был построен в небольшом количестве (26 штук ТЭ10 и 19 штук 2ТЭ10). В том же году [1961] Луганский тепловозостроительный завод построил первый тепловоз 2ТЭ10Л, который представлял собой модификацию харьковского 2ТЭ10 (механическая часть была унифицирована с опытным ТЭ3Л), и мог уже выпускаться в большом количестве (всего было построено 3,6 тысячи 2ТЭ10Л). Тогда Министерство путей сообщения СССР заказало Луганскому заводу пассажирскую модификацию нового тепловоза.
В 1964 году была выпущена партия из 20 односекционных тепловозов, которым присвоили серию ТЭП10Л (ТУ24-4-438-72) и направили в локомотивное депо Котовск (Одесско-Кишинёвская железная дорога). От харьковского ТЭП10 «луганец» перенял дизель-генераторную установку (10Д100) и экипажную часть с тяговым приводом, из-за чего имел такие же тяговые параметры. ТЭП10Л представлял собой секцию грузового 2ТЭ10Л, но с тяговыми редукторами от ТЭП10 (передаточное отношение 63:20=3,15 при модуле 11 мм), что позволило повысить конструкционную скорость до 140 км/ч, и тормозами пассажирского типа. Также от ранних 2ТЭ10Л новый тепловоз отличался увеличенными размерами лобовых стёкол, но вскоре такие стали ставить и на 2ТЭ10Л. Стремясь унифицировать грузовой и пассажирский локомотивы, конструкторы даже не стали оборудовать последний дополнительной кабиной, из-за чего тот на конечных станциях участков был вынужден разворачиваться. Также два ТЭП10Л могли эксплуатироваться по системе двух единиц, как и секции грузового 2ТЭ10Л, при этом устранялась проблема в поворотах на конечных станциях. Впоследствии на некоторых дорогах эти машины так и эксплуатировали, водя ими особо тяжёлые пассажирские поезда.
Первые 20 машин имели цельнокатанные колёса, а также тяговые электродвигатели ЭД-104А, кроме № 009, который имел тяговые электродвигатели ЭД-107, так называемого унифицированного типа, которые до этого были опробованы на 2ТЭ10Л-004 и применялись на ТЭП10 с № 109. С 1965 года завод начал выпускать ТЭП10Л с тяговыми электродвигателями ЭД-107 и колёсами, имеющих бандажи. По заводским данным, было также изменено и передаточное отношение тягового редуктора — с 3,15 (63:20, модуль 11 мм) до 3,04 (модуль 10 мм). ТЭП10Л-039 и ТЭП10Л-040 имели стеклопластиковые кабины машинистов. Тепловозы ТЭП10Л выпускались лишь до 1967 года (ТЭП10 — до 1968 года), после чего производство было прекращено, так как количество пассажирских тепловозов на советских дорогах уже было достаточным; к тому же Коломенский завод уже начал серийное производство тепловозов ТЭП60, более приспособленных к пассажирской службе. Всего за 4 года Луганский завод построил 218 тепловозов серии ТЭП10Л.
ТЭП10Л-042 под номером 205 в депо Узловая
Тепловозы поначалу направлялись на Одесско-Кишинёвскую железную дорогу, где сперва работали в депо Котовск, но с середины 1970-х годов были заменены коломенскими ТЭП60 и 2ТЭП60 и переведены в депо имени Т. Г. Шевченко и Николаев той же дороги. Также ТЭП10Л направляли на Московскую (депо Брянск I), Северную (депо Буй) и Казахскую (депо Актюбинск и другие) железные дороги. Всего по данным на 1 января 1976 года в эксплуатации оставались 217 тепловозов, которые были распределены по следующим дорогам: Казахская — 93 штуки; Одесско-Кишинёвская — 53 штуки; Московская — 46 штук; Северная — 25 штук. В 1980-е — 1990-е годы все ТЭП10Л были списаны и разрезаны на металлолом.
Культурные аспектыПравить
Тепловоз ТЭП10Л-061 можно увидеть в конце фильма «Вертикаль», когда альпинисты возвращаются домой и прощаются на вокзале.
Локомотивы Луганского завода
Раков В. А. Тепловозы серии ТЭП10Л // Локомотивы отечественных железных дорог 1956—1975. — М.: Транспорт, 1999. — С. 154—155. — ISBN 5-277-02012-8. Архивная копия от 24 мая 2014 на Wayback Machine
Тепловоз 2ТЭ10В // Луганские тепловозы 1956—2006 / Сотрудники Центрального конструкторского бюро ОАО ХК «Лугансктепловоз». — Луганск, 2006. — С. 71—76. — 1000 экз.
Саранский тепловозоремонтный завод | это… Что такое Саранский тепловозоремонтный завод?
Толкование
Саранский тепловозоремонтный завод
1952 год — начато строительство завода 1955 год — ремонт автомобилей 1958 год — капитальный ремонт автодрезин АГМу и мотовозов МК 2/15 1961 год — капитальный ремонт дизелей типа М753 и Д6 1963 год — средний ремонт тепловозов серии ТГК — 1 В эти годы шла постоянная реконструкция завода. Был организован тепловозосборочный цех, дизельный, испытательная станция дизелей, энергосиловой цех, гальванический, термический участки. 1969 год — ремонт дизелей типа Д12 1972 год — ремонт компрессоров 1ВВ 10/8 и кв200 1981 год — капитальный ремонт тепловозов ТГК — 1 и ТГК — 2; капитальный ремонт 8 -ми типоразмеров дизелей от 150 до 3000 л.с. изготовление арматуры для обдува железнодорожных стрелок черт. Nо2542 — 000-06 (08) и воздухосборников МВ300 черт. NоГ139-06-00; изготовление панелевозов. Одновременно шло строительство корпуса для ремонта магистральных дизелей 10Д100 и импортного корпуса, строительство которого закончено в 1990 г. капитальный ремонт дизелей типа 10Д100.
1989 год — начало переспециализации производства на ремонт вагонов цистерн с предвидящим снижением объемов ремонта тепловозов и дизелей. Осуществлена коренная реконструкция цехов для подготовки производства к ремонту, модернизации нефтебензиновых вагон цистерн и строительству новых. В освоении нового производства принимали участие специалисты США и Финляндии при поддержке СП «Совфинамтранс» (СФАТ). 1993 год — впервые в России организована сборка новых железнодорожных нефтебензиновых цистерн модели 15 — 011 и дополнительное оснащение из системой обогрева «ЮНИ — ТЕМП». 1994 год — освоен совершенно новый вид ремонта нефтебензиновых цистерн — капитально — восстановительный. Ремонт цистерн, подлежащих исключительно по техническому состоянию в связи с повреждениями при эксплуатации или по сроку службы, с усилением котла и продлением срока службы на 16 лет. 1998—1999 годы — освоен капитальный ремонт с продлением срока полезного использования (КРП) 2000 год — освоено строительство новых нефтебензиновых цистерн модели 15-011-02 и платформ к ним, капитальный ремонт с продлением срока полезного использования специализированных цистерн. 2006 год — предприятие становится дочерним обществом ОАО «РЖД» и получает современное название — ОАО «Саранский вагоноремонтный завод». 2008 год — завод осваивает ремонт цементовозов, минераловозов, лесовозов и зерновозов. В начале 2009 года предприятие выпускает из ремонта первый отремонтированный полувагон.
Саранский вагоноремонтный завод является одним из крупных и надежных предприятий по капитальному ремонту нефтебензиновых и специализированных цистерн и капитальному ремонту с продлением срока полезного использования.
Ежегодно ОАО «Саранский вагоноремонтный завод» за счет своевременно проводимой переспециализации в полной мере справляется с поставленными задачами, качественно и в срок выполняет договорные обязательства.
Основными заказчиками являются ОАО «РЖД» и ОАО «Первая грузовая компания».
Официальный сайт www.saranskvrz.ru
Wikimedia Foundation. 2010.
Игры ⚽Нужно сделать НИР?
Аркас
Электрическая энергия
Полезное
Официальная Caves of Qud Wiki
Вы разрушаете ближайшую материю.
Область: 7×7 вокруг себя Повреждение неструктурных объектов: (зависит от уровня) Повреждение структурных объектов: (зависит от уровня) Вы истощены на 3 раунда после использования этой способности Перезарядка: 75 раундов
Дезинтеграция — это ментальная мутация, которая позволяет игроку наносить массовый дезинтеграционный урон всему, что находится в широком радиусе вокруг него. Этот урон наносится непосредственно цели; он будет игнорировать AV, DV и проникнет только один раз.
Дезинтеграция предоставляет активируемую способность «Распад», которая при использовании наносит урон в зависимости от уровня мутации всему в радиусе 7×7 клеток или всему в пределах 3 клеток от игрока во всех направлениях. Этот урон игнорирует AV и от него нельзя уклониться. Два отдельных расчета повреждений выполняются в зависимости от того, является ли цель структурным объектом или нет, при этом структурные объекты (например, стены) получают в среднем гораздо больший урон, чем неструктурные. Наносимый ущерб определяется уровнем мутации. После использования Disintegration игрок будет истощен на 3 раунда, в течение которых он не сможет выполнять какие-либо действия.
Дезинтеграция не влияет на существ или объекты, которые не находятся в том же фазовом состоянии, что и пользователь, если пользователь не является всефазным.
Содержание
1 Формулы
2 Таблица продвижения
3 Перезарядка способности
4 Преимущества и недостатки
4.1 Преимущества
4.2 Недостатки
5 См. также
6 существ с дезинтеграцией
Формулы
Следующие формулы используются для определения повреждений, наносимых неструктурным объектам и структурным объектам в зависимости от уровня мутации.
Повреждение неструктурных объектов
(Уровень)d10+(Уровень × 2)
Повреждение строительных объектов
(Уровень)d100+20
Таблица улучшений
Мутация Уровень
Повреждение нестроений
повреждений строений
1
1d10+23-12 (Среднее: 7,5)
1d100+2021-120 (Среднее: 70,5)
2
2d10+46-24 (Среднее: 15)
2d100+2022-220 (Среднее: 121)
3
3d10+69-36 (Среднее: 22,5)
3d100+2023-320 (Среднее: 171,5)
4
4d10+812-48 (Среднее: 30)
4d100+2024-420 (Среднее: 222)
5
5d10+1015-60 (Среднее: 37,5)
5d100+2025-520 (Среднее: 272,5)
6
6d10+1218-72 (Среднее: 45)
6d100+2026-620 (Среднее: 323)
7
7d10+1421-84 (Среднее: 52,5)
7d100+2027-720 (Среднее: 373,5)
8
8d10+1624-96 (Среднее: 60)
8d100+2028-820 (Среднее: 424)
9
9d10+1827-108 (Среднее: 67,5)
9д100+2029-920 (среднее: 474,5)
10
10d10+2030-120 (Среднее: 75)
10d100+2030-1020 (Среднее: 525)
Мутация Уровень
Повреждение нестроений
повреждений строений
11
11d10+2233-132 (Среднее: 82,5)
11d100+2031-1120 (Среднее: 575,5)
12
12d10+2436-144 (Среднее: 90)
12d100+2032-1220 (Среднее: 626)
13
13d10+2639-156 (Среднее: 97,5)
13d100+2033-1320 (Среднее: 676,5)
14
14d10+2842-168 (Среднее: 105)
14d100+2034-1420 (Среднее: 727)
15
15d10+3045-180 (Среднее: 112,5)
15d100+2035-1520 (Среднее: 777,5)
16
16d10+3248-192 (Среднее: 120)
16d100+2036-1620 (Среднее: 828)
17
17d10+3451-204 (Среднее: 127,5)
17d100+2037-1720 (Среднее: 878,5)
18
18d10+3654-216 (Среднее: 135)
18d100+2038-1820 (Среднее: 929)
19
19d10+3857-228 (Среднее: 142,5)
19d100+2039-1920 (Среднее: 979,5)
20
20d10+4060-240 (Среднее: 150)
20d100+2040-2020 (Среднее: 1030)
Мутация Уровень
Повреждение нестроений
повреждений строений
21
21d10+4263-252 (Среднее: 157,5)
21d100+2041-2120 (Среднее: 1080,5)
22
22d10+4466-264 (Среднее: 165)
22d100+2042-2220 (Среднее: 1131)
23
23d10+4669-276 (Среднее: 172,5)
23d100+2043-2320 (Среднее: 1181,5)
24
24d10+4872-288 (Среднее: 180)
24d100+2044-2420 (Среднее: 1232)
25
25d10+5075-300 (Среднее: 187,5)
25d100+2045-2520 (Среднее: 1282,5)
26
26d10+5278-312 (Среднее: 195)
26d100+2046-2620 (Среднее: 1333)
27
27d10+5481-324 (Среднее: 202,5)
27d100+2047-2720 (Среднее: 1383,5)
28
28d10+5684-336 (Среднее: 210)
28d100+2048-2820 (Среднее: 1434)
29
29d10+5887-348 (Среднее: 217,5)
29d100+2049-2920 (Среднее: 1484,5)
30
30d10+6090-360 (Среднее: 225)
30d100+2050-3020 (Среднее: 1535)
Перезарядка Способности
Перезарядка Расщепления (КД) в раундах зависит от атрибута силы воли (WI) пользователя:
9
102
15
79
21
57
27
34
10
98
16
75
22
53
28
30
11
94
17
72
23
49
29
27
12
90
18
. 0051 87
19
64
25
42
31
19
14
83
20
60
26
38
32
15
Преимущества и недостатки
Этот раздел основан на мнениях. Ваш пробег может отличаться.
Преимущества
Наносит огромный урон нескольким целям в широком радиусе, что может быть полезно в окружении врагов
На урон не влияет AV, и от него нельзя уклониться, что обеспечивает большой неизбежный урон большинству целей
Особенно полезен при разрушении стен на пути игрока
Можно использовать в крайнем случае, если игрок оказался в невыгодном положении
Недостатки
Умеренная стоимость при создании персонажа
Истощает пользователя на 3 раунда, делая его полностью уязвимым для атак
Урон гораздо ниже при использовании против неструктурных объектов
Тяга управления ВОМ МТЗ-80-950 (на задний мост), кат. № 80-2401050
Доставка по Украине
870 грн
Купить
Беларусь МТЗ Диски и шины
Беларусь МТЗ Диски и шины
0
Ваша корзина на данный момент пуста. Последние 3 товара из вашей корзины
Стоимость доставки
0,00 EUR
+ Наложенный платеж
0,00 EUR
Итого
0,00 EUR
Сортировать по: A -> ZСортировать по: Z -> AСортировать по: Цена от низкой до высокойСортировать по: Цена от высокой к низкой
В наличии
887,07 евро (-30%)
617,49 евро / шт.
( 486,22 евро + НДС )
В наличии
614,10 евро / шт.
( 483,54 евро + НДС )
В наличии
2,12 евро / шт.
( 1,67 евро + НДС )
В наличии
1,80 евро / шт.
( 1,42 евро + НДС )
В наличии
8,25 евро / шт.
( 6,49 евро + НДС )
В наличии
151,48 евро (-30%)
106,30 евро / шт.
( 83,70 евро + НДС )
Нет в наличии, но есть
23,31 евро / шт.
( 18,35 евро + НДС )
В наличии
45,62 евро / шт.
( 35,92 евро + НДС )
Нет в наличии, но есть
12,50 евро / шт.
( 9,84 евро + НДС )
9 товар
ПОДПИСАТЬСЯ здесь! Узнайте о наших акциях и новинках.
Я хотел бы получать лучшие предложения от ООО «Келет-Агро» в рассылках. Я подтверждаю, что я старше 16 лет.
Вы успешно подписались на рассылку новостей!
Изменение успешно!
Совместим с цепями противоскольжения трактора Беларус МТЗ-82 15,5-38
БЕСПЛАТНО
ДОСТАВКА
ДЛЯ ВСЕХ ЗАКАЗОВ
Продается парами (две штуки)
$806,18
Состояние:
Новый
Пункт списка 1:
4-звенные лестничные цепи. Лестничные противоскольжения также известны как «дорожные цепи»
.
Пункт пули 2:
РЕКОМЕНДУЕТСЯ ДЛЯ ДОРОЖНЫХ И ОБЩИХ СЕЛЬСКОХОЗЯЙСТВЕННЫХ РАБОТ. Они рекомендуются для следующих условий: изношенные шины, использование на тротуаре или бетоне, а также шины для газона
Точка пули 3:
Упрочнение в соответствии со стандартами ASTM E18.
Пункт 4:
Подходит для бездорожья и бездорожья
Тип лестницы:
4 — Звено
Тип звена цепи:
Без шпильки или V-образного стержня
Погодные условия:
Снег
Боковая устойчивость:
Плоский/ровный пол
Поверхность Рекомендация:
Асфальтовая/асфальтированная
Рисунок тяги:
Несоответствие
Пункт 8:
ВАЖНО: Цепи противоскольжения предназначены для шин различных марок и рисунков протектора. Корректировки/изменения являются нормальными и ожидаемыми.
Таблица размеров:
800-Fit-Таблица2
Марка:
TireChain.com
фбт-продукт:
460458
фбт-продукт:
291377
Подзаголовок:
4 — Звено лестницы
фбт-продукт:
440472
фбт-продукт:
485956
фбт-продукт:
486328
4-звенные лестничные цепи. Лестничные противоскольжения также известны как «дорожные цепи»
.
РЕКОМЕНДУЕТСЯ ДЛЯ ДОРОЖНЫХ И ОБЩИХ СЕЛЬСКОХОЗЯЙСТВЕННЫХ РАБОТ. Они рекомендуются для следующих условий: изношенные шины, использование на асфальте или бетоне, а также шины типа «дерн»
Упрочнение в соответствии со стандартами ASTM E18.
Подходит для бездорожья и бездорожья
ВАЖНАЯ ИНФОРМАЦИЯ: Цепи противоскольжения предназначены для шин различных марок и рисунков протектора. Корректировки/изменения являются нормальными и ожидаемыми.
Описание
Подробности
Отзывы
ВАЖНО: Пожалуйста, убедитесь, что этот размер шины соответствует размеру на боковой стенке вашего трактора. Для этих цепей толщиной 3/8 дюйма требуется зазор не менее 3 дюймов. Лестничные противоскольжения также известны как «дорожные цепи». Они рекомендуются для следующих условий: -изношенные шины -использование на асфальте или бетоне -покрышки для газона Лестница Цепи противоскольжения не рекомендуются для шин с глубокими выступами, так как поперечная цепь осядет между выступами протектора.
Принцип действия и устройство бульдозера компании XCMG
Главная
Информация
Статьи
Устройство бульдозера и принцип действия
26 фев 2021
Устройство бульдозера и принцип действия
Устройство бульдозера отличается своей сложностью. Эти машины с высокой проходимостью активно используются в разных сферах строительства и землеустройства благодаря своей высокой эффективности и маневренности. Если верить статистике, только в дорожно-ремонтных работах на долю этой спецтехники выпадает до 50% объема выполняемых работ.
Основными узлами такой специализированной техники является:
базовый трактор;
толкающее устройство;
отвал, который оснащается ножами;
система управления отвалом;
ходовая часть на гусеничном или пневмоколесном ходу.
В ряду основных технических характеристик этого типа дорожной спецтехники обязательно следует указать:
эксплуатационную и номинальную мощность силовой установки;
массу бульдозера, как конструктивную, так и эксплуатационную;
максимальное и номинальное тяговое усилие базового трактора.
Основной принцип действия бульдозера. В чем он заключается
Отвал бульдозера опускается на основной грунт и машина на рабочем ходу начинает его резать, двигаясь вперед. Постепенно, по мере срезания, отвал заглубляется. Образуемая впереди машины призма грунта транспортируется на нужное расстояние с одновременной подрезкой грунта. Эта технологическая операция позволяет компенсировать потери грунтов, которые высыпались через края отвала. После того как срезанный грунт отсыпается в отвал, бульдозер холостым ходом возвращается в изначальную точку и действия повторяются. Кстати, такая схема работы называется челночной и при небольших расстояниях бульдозер может двигаться в исходную точку задним ходом.
Аналогичный принцип действия бульдозера используется, если нужно засыпать грунтом траншеи или проводить погрузочные работы с использование автотранспорта.
При необходимости проведения работ по планировке пространства машину пускают передним ходом с отвалом, поднятым на уровень отсыпаемого слоя грунта или щебня. Такие работы можно выполнять и задним ходом.
Нужно учитывать и такую характеристику, как разновидности этих машин по тяговым показателям. Понятно, что для работ по благоустройству городских территорий подойдут сверхлегкие, легкие или средние бульдозеры. А работы, связанные с перемещением и резкой большого объема грунтов нужно доверять тяжелым и даже сверхтяжелым моделям такой техники.
В
каталоге нашей компании вы всегда сможете подобрать бульдозер, соответствующий
вашим возможностям и точно подходящий для решения стоящих производственных
задач.
Возврат к списку
Бульдозеры и принцип их работы
Бульдозер – это специализированная техника, представляющая собой колёсный или, в основном, гусеничный трактор, который имеет установленный рабочий орган, называемый отвалом.
Отвалы бывают криволинейными, прямолинейными, но обязательным условием является, то что он должен быть расположен за пределами колёсной базы бульдозера. Основное предназначение данных машин – перемещение, планировка грунтов и послойное копание. Карьеры, ремонтно-строительные работы дорожного полотна, добыча полезных ископаемых, строительство недвижимости, каналов – всё это сфера применения этого класса специализированной техники, которая часто применяется вместе с заказом автокрана.
Главный критерий различия бульдозеров – тип отвала. Существует бульдозеры с неповоротным отвалом, который при установке образует угол в девяносто градусов с продольной осью технического средства; с поворотным отвалом, который монтируется диагонально с двусторонним наклоном от продольной оси машины или перпендикулярно ей. Также бывают бульдозеры, имеющие универсальный отвал, состоящий из двух частей, которые соединены при помощи шарниров. Он устанавливается как перпендикулярно, так и под наклоном к оси. Такой вид бульдозеров называется путеукладчиками.
Примечателен тот факт, все типы механизмов отвалов бульдозера с электромеханическим, гидравлическим или канатным приводом нужны для спускания и подъёма, а также совершения поворотов самого отвала вокруг оси машины. Большинство бульдозеров модернизированного производства оснащаются различным сменным оборудованием от рыхлителей до уширителей. Дополнительное оборудование, поставляемое с бульдозерами, позволяет расширить их область применения и, как следствие, повысить эффективность различных видов работ. Мировыми лидерами производства бульдозеров являются компании Caterpillar и Komatsu.
Принцип работы бульдозера.
Независимо от габаритов бульдозера, в любом случае это мощная машина, и именно этот показатель является ключевой характеристикой данной специализированной техники. Они способны перемещать большие массы грунта или тяжёлые объекты на незначительно расстояние благодаря собственной массе и фронтальному отвалу. Эти способности и объясняют необходимость применения бульдозерной техники в подготовке и очистке территории. Шасси, в основном, заменяют гусеницы, которые дают машине особые преимущества, а именно работать на любых грунтах и при любых погодных условиях.
Поделиться:
Другие статьи
Береговые краны Статьи о спецтехнике
Козловые краны Статьи о спецтехнике
Классификация кранов на железнодорожном ходу Статьи о спецтехнике
Основные виды спецтехники Статьи о спецтехнике
Правильный выбор автокрана Статьи о спецтехнике
Стреловые краны и их классификация Статьи о спецтехнике
Кран-манипулятор Статьи о спецтехнике
Дорожно-строительная техника Статьи о спецтехнике
Все статьи
Бульдозер — типы, области применения и расчет производительности
🕑 Время чтения: 1 минута
Бульдозер — это тягач с прикрепленным к его передней части отвалом. Лезвие используется для толкания, резки, резки и прокатки материала перед трактором. Это идеальная землеройная машина, которая лучше всего работает на скорости около 5 км/ч. Каждая модель бульдозера имеет рабочий диапазон размера и регулировки отвала.
Гусеницы бульдозера и низкий центр тяжести обеспечивают сцепление и устойчивость на склонах и неровных поверхностях. Это увеличивает передачу энергии на землю. Есть также множество отвалов и других приспособлений, доступных для использования с бульдозером. Эти навесные приспособления позволяют бульдозеру выполнять различные задачи в различных условиях работы.
Чрезвычайно важно выбрать правильную машину для местности. Поэтому перед тем, как сделать выбор в пользу оборудования, следует обдумать доступные варианты с учетом условий площадки.
Contents:
Types of Bulldozers
Crawler Bulldozer
Wheel Bulldozer
Mini Bulldozer
Hybrid Bulldozer
Applications of Bulldozer
Output of Bulldozer
Factors Affecting Output of Bulldozer
Типы бульдозеров
Гусеничный бульдозер
Гусеничный бульдозер, также называемый гусеничным бульдозером, подходит для работ, требующих большого тягового усилия. Этот тяжеловес отлично подходит для перемещения тяжелых материалов из одной области в другую.
Этот бульдозер идеально подходит для движения по плотной и неровной местности, поскольку гусеницы обеспечивают ему отличное сцепление с дорогой. У более крупных гусениц есть рыхлители, которые помогают дробить и расчищать плотную местность.
Рис.1 Гусеничный бульдозер
Колесный бульдозер
Эту машину иногда называют шинным бульдозером, и обычно она больше гусеничного бульдозера. Большинство колесных бульдозеров оснащены гидротрансформаторами и коробками передач с переключением под нагрузкой, некоторые имеют прямой привод.
Колесный бульдозер более маневренный, чем гусеничный, поскольку его шины обеспечивают лучшую общую управляемость. Он также имеет полностью шарнирно-сочлененное гидравлическое рулевое управление и перемещается по меньшей оси. Эта машина также идеально подходит для работы на мягком или чувствительном грунте, поскольку шины более мягкие, чем гусеницы.
Рис. 2 Колесный бульдозер
Мини-бульдозер
Этот небольшой бульдозер также известен как компактный бульдозер. Мини-бульдозер отлично подходит для проектов, требующих большей маневренности и универсальности, чем более крупная техника.
Благодаря своему небольшому размеру компактный бульдозер может хорошо работать в различных типах проектов, требующих таких задач, как планировка и расчистка участков.
Рис. 3 Мини-бульдозер
Гибридный бульдозер
Гибридные бульдозеры представляют собой современное оборудование, в котором используются электронные компоненты и которые оснащены комбинацией отвалов, которые могут работать одновременно в заболоченных и очень тяжелых условиях.
Сегодня у нас есть бульдозеры, которые могут работать даже в болотистых и грязных условиях. У нас также есть специальные отвалы, которые можно установить на любой тип транспортного средства, например на трактор, вездеход и мини-погрузчик.
Производительность бульдозера в объеме/ч = обработанный свободный объем/поездка x S x 085 x 906 08/т эффективность
Где, S = коэффициент набухания t = время цикла, требуемое на один рейс в минутах
Для U-образных отвалов высота отвала = глубина отвала
Свободный объем, обрабатываемый за один рейс = ширина отвала x высота отвала 2 x коэффициент отвала
Время цикла в минутах = D/F + D/R + G
расстояние вперед = скорость вперед в дюймах 00 м/мин R = скорость заднего хода в м/мин G = время переключения передач в минутах
Мощность бульдозера = 25,3 x тяговое усилие в лошадиных силах / расстояние в метрах
Факторы, влияющие на мощность бульдозера
Размер и состояние бульдозера
Расстояние, проходимое бульдозером
Скорость работы
Свойства почвы, такие как влажность, размер частиц, пустотность и т. д.
Эффективность
Читайте также: Что такое эксплуатационные расходы оборудования? Читайте также: Строительная техника – когда покупать, арендовать или сдавать в аренду?
Бульдозер | машина | Британика
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
В этот день в истории
Викторины
Подкасты
Словарь
Биографии
Резюме
Популярные вопросы
Обзор недели
Инфографика
Демистификация
Списки
#WTFact
Компаньоны
Галереи изображений
Прожектор
Форум
Один хороший факт
Развлечения и поп-культура
География и путешествия
Здоровье и медицина
Образ жизни и социальные вопросы
Литература
Философия и религия
Политика, право и правительство
Наука
Спорт и отдых
Технология
Изобразительное искусство
Всемирная история
Britannica объясняет В этих видеороликах Britannica объясняет различные темы и отвечает на часто задаваемые вопросы.
Britannica Classics Посмотрите эти ретро-видео из архивов Encyclopedia Britannica.
#WTFact Видео В #WTFact Britannica делится некоторыми из самых странных фактов, которые мы можем найти.
На этот раз в истории В этих видеороликах узнайте, что произошло в этом месяце (или любом другом месяце!) в истории.
Demystified Videos В Demystified у Britannica есть все ответы на ваши животрепещущие вопросы.
Студенческий портал Britannica — это лучший ресурс для учащихся по ключевым школьным предметам, таким как история, государственное управление, литература и многое другое.
Портал COVID-19 Хотя этот глобальный кризис в области здравоохранения продолжает развиваться, может быть полезно обратиться к прошлым пандемиям, чтобы лучше понять, как реагировать сегодня.
100 женщин Britannica празднует столетие Девятнадцатой поправки, выделяя суфражисток и политиков, творящих историю.
Установка коробки. Передовой метод, Успехи и неудачи…
Итак, переходим, пожалуй, к самой неприятной для каждого владельца Уаз, процедуре — установки коробки с раздаткй. Снимать и устанавливать коробку приходится часто: ремонт двигателя, замена сцепления, выжимной, подшипник в маховике И не то, чтобы коробка тяжелая… Просто, при установке надо, находясь под машиной, поднимать коробку и «пристреливаться» стараясь попасть в цель — диск сцепления. Процедура ещё та… Осложняется ещё тем, что места под бортовым Уаз мало, и второй человек там, только мешает. Про «батоны» вообще не говорю, там места просто нет.
Самый простой выход — поставить в кузов «трапецию», и через отверстие в полу кузова, поднимать коробку. «Трапеция» — вещь хорошая, но «подседать» на неё не стоит. Был случай: зимой, в дороге, рассыпался диск сцепления. Пришлось скидывать коробку прямо на дороге при -20. При этом, никаких ящиков, чтобы приподнять коробку не было…
Предлагаю вариант приспособления (недоделанный, хотя и испробован). Может, кто-то, доработает, или внесёт свое.
Отверстия сверлятся по отверстиям в балке, либо произвольно. Такие же, сверлятся в балке. Позже была сделана прорезь, чтобы заводить трос лебёдки. Жёсткость конструкции придаёт пруток и малые размеры.
Далее, первичный вал подводим к посадочному месту в картере сцепления.
Зацепляем лебёдку за задний мост, можно за фаркоп, на «батонах».
Трос лёбедки «удавочкой» на раздатку, в районе ручного тормоза.
И вперёд! Коробку поднимает и заодно подтягивает вперёд. Следишь, чтобы никуда не упирался первичный вал.
Коробка, подошла к шпилькам. Чуть, поднимаем переднюю часть коробки, чтобы первичный вал вошёл в диск сцепления. Включаем прямую передачу, и покачивая, вводим в зацепление шлицевое соединение . Осталось, только, покачать коробку, чтобы она села на шпильки.
Итак, что получилось: Не тяжело. «Приспособь» мизерная, можно вообще не снимать с балки. Что не получилось: трубка на приспособлении не проворачивалась (надо ставить подшипник). Трос, с трубки, мог соскочить и повредиться (надо ставить ограничители).
Не прошла идейка поднимать лопатой, пользуясь ею, как воротом. Хотя поднимается коробка легко. Фиксируется от опускания лежащим штыком лопаты надёжно. Но верёвка тянется. Но в дороге, когда прижмёт и будет подходящий тросик, пойдёт.
Как снять коробку уаз буханка
Установка коробки. Передовой метод, Успехи и неудачи… Итак, переходим, пожалуй, к самой неприятной для каждого владельца Уаз, процедуре — установки коробки с раздаткй. Снимать и устанавливать коробку приходится часто: ремонт двигателя, замена сцепления, выжимной, подшипник в маховике И не то, чтобы коробка тяжелая… Просто, при установке надо, находясь под машиной, поднимать коробку и «пристреливаться» стараясь попасть в цель — диск сцепления. Процедура ещё та… Осложняется ещё тем, что места под бортовым Уаз мало, и второй человек там, только мешает. Про «батоны» вообще не говорю, там места просто нет.
Самый простой выход — поставить в кузов «трапецию», и через отверстие в полу кузова, поднимать коробку. «Трапеция» — вещь хорошая, но «подседать» на неё не стоит. Был случай: зимой, в дороге, рассыпался диск сцепления. Пришлось скидывать коробку прямо на дороге при -20. При этом, никаких ящиков, чтобы приподнять коробку не было…
Разборка механизма управления переключением передач
Рис. 3.21. Извлечение заглушек отвеpстий штоков
Разборку производите в следующем порядке: 1. Извлеките три заглушки отверстий штоков в одном из торцев крышки (см. рис. 3.21). 2. Расшплинтуйте и выверните винты стопорения вилок. 3. Отверните пробку гнезда фиксатора штока I и II передач и выньте пружину и шарик фиксатора. 4. Выпрессуйте штоки (см. рис. 3.22) через отверстия в крышке, где сняты заглушки, и снимите вилки. При выпрессовке штоков III и ГУ передач и заднего хода не потеряйте шарик фиксатора, выбрасываемый пружиной.
Рис. 3.22. Выпpессовка штоков вилок пеpеключения
5. Выньте пружины и шарики фиксаторов штоков; выньте два замочных плунжера через отверстие фиксатора I и II передач. 6. Отверните гайку и снимите со шлицев рычаг 22 (см. рис. 3.23),
Рис. 3.23. Механизм пеpеключения пеpедач автомобилей семейства УАЗ–3741
7. Выбейте вниз штифт 24 крепления оси рычага 23 и выньте ось вместе с рычагом выбора. 8. Отверните гайку и снимите рычаг 16. 9. Отверните три болта, снимите крышку 15 сальника и выньте пружину. Опустив вал 10 с муфтой 12 и двумя шайбами, выньте вал через боковую полость крышки. Примечание Перед снятием рычагов 22 и 16 заметьте взаимное положение рычагов на валиках для того, чтобы установить рычаги в прежнее положение.
Для просмотра онлайн кликните на видео ⤵
Ремонт УАЗ 469, снятие КПП, плохо включаются скоростя. Подробнее
Ставим кпп на уаз буханку. Подробнее
Как снять одному кпп уаз 469 Подробнее
Уаз за 30 тысяч, серия 50,замена сцепления,коробки и раздатки Подробнее
Замена сцепления на УАЗ Patriot своими руками. Видеоинструкция Подробнее
Установка СЦЕПЛЕНИЯ и КПП раздатка УАЗ Буханка в Одного Подробнее
УАЗ Патриот. Мой способ установки КПП. Подробнее
Коробка Уаз. Часть 1. Снимаем коробку с другого Уаза! Подробнее
Замена сцепления на УАЗ фермер, буханка, головастик Подробнее
уаз 469 часть 2. замена коробки на канале Годный тест-драйв Подробнее
УАЗ Буханка. Замена коробки. Советы спецов. И небольшой казус. Подробнее
Замена сцепления на УАЗ «Буханка» Евро-4 (УАЗ-29891) Подробнее
Необычная поломка сцепления УАЗ буханка. Такое мало кто видел. Подробнее
Ремонт КПП УАЗ буханка, вылетает скорость (снятие, ремонт, установка) Подробнее
UAZOBAZA # 12 Выбор сцепления для УАЗ Подробнее
Сцепление УАЗ. Особенности эксплуатации и причины выхода из строя. Подробнее
Коробка Уаз. Часть 2. Стыкуем коробку с раздаткой! Подробнее
УАЗ 469 — Ремонт раздаточной коробки — Часть 1 Подробнее
Сообщества › УАЗоводы › Форум › снятие коробки на Буханке
Вообщем поделитесь опытом планирую снимать коробку с раздаткой хочу снять отдельно но вроде слышал что их потом ставить тяжело попасть говорят вместе нужно насколько работы тяжелые и какие подводные камни есть
геморой полный. работал на бухане 1.5года машина класс если не в ремонте.по раздельности будеш снимать прибавиш проблем часа на два.но в месте одному тежело жопа.
да и сложновато под ней лазить разделять раздатку от коробки.словами не опишеш попробовать надо.одни маты.
Я специальный лючок в полу вырезал, теперь нормально снимаю и ставлю при помощи ручной лебедки.
а можешь фотки кинуть что за лючек что то я не видел в Б Ж у тебя или описать процесс
Фото не делал, да и сейчас над ним сидение стоит. О процессе коротко. Нашел лючок, ну которые над баками у нас стоят. Скинул КПП с РК, там увидишь на поперечине, ну где подушки еще крепятся, есть квадратная дырка посередине. Снизу шуроповертом просверлил 4 отверстия, чтобы видеть границы. Замерил габариты лючка, нарисовал квадрат на полу, оставив просверленные дырки внутри квадрата и вырезал болгаркой. Все. Лючок прикручиваю саморезами для металла, а лебедку прикрепляю к крыше авто через уголок, там как раз есть крепеж для носилок, вот за место его и прикручиваю уголок на время работ.
понятно думаю что-нибудь тоже буду продумывать
Езжу на своём УАЗе с 1996 года.Пока был по моложе снимал коробку с раздоткой с низу один и ставил один.Но вот сей час стукнуло 57 с небольшим, снять снял с низу, а ставить уже не получается, кряхтел, кряхтел, плюнул на всё, не жалея пол, аккуратненько сделал окошко в полу, предварительно сняв ленолиум и фанеру на полу.Окошко вырезал шлефмашинкой.Сделал небольшую лебёдку и поставил лебёдкой легко.
Недавно снимал и ставил, целиком удобнее. Снимаешь все тяги откручиваешь болты подкладываешь балон от жигулей и сбрасываешь на него. Ставить тоже лучше все вместе, просверли дыру в полу на 12 мм, там снизу в межрамнике поцентру квадратное технологическое отверстие, оно как раз совпадает с центром коробки и раздатки. в салоне на бруски кладешь трубу, у меня на 32 мм, к неи привари рукоятку чтоб крутить только чтоб пол не задевала. Затягиваешь трос удавкой между коробкой и раздаткой продеваешь в отверстие наматываешь на трубу и спокойно лебедишь. Усилия ни какого ребенок поднимет, а снизу спокойно втыкаешь только шлицы ловишь включив передачу вот и все. Ставится за пару чсов.
я пол полностью заделать хочу может сделать типа подъемника чтобы поднимать всю коробку
Можно что-нибудь замостырить наподобии маленькой автокары из старого домкрата вилку сварить и каркас на колесах как у подкатного домкрата. Вариантов масса.
Да да я о чем то таком думал
Я снимал почти так же только без блока — просто в той поперечине на которой висит КПП у меня видимо предыдущий владелец прорезал окошко в нее и пропускал старый тряпошный буксирный фал.
Гдето уже видел такое, НО при не обходимости всё вылетает на мах, ты не собираешся каждый день снимать, так что я думаю нет смысла городить
почитай вот тут как человек ставил КПП и РК в сборе — uaz-glafira.indeep.ru/node/1013, снимать можно по такому же принципу. Снимать можно и по раздельности, но дольше по времени выйдет, ставить по раздельности тож можно, но опять же выйдет дольше и может прокладка по стыкам КПП, РК и «вертолета» плохо лечь (ведь проконтролировать насколько хорошо она легла достаточно проблематично) и по этому стыку будет капать масло (у меня так получилось когда ставил по отдельности). По описанному выше способу я недавно снимал КПП и РК в сборе в одиночку, усилий минимум. Или как вариант — www.drive2.ru/cars/uaz/33…/288230376152090269/#post
с роликами мне вариант понравился сейчас как раз пол снял самое время ролики приварить
осенью снимал: открутил раздатку от коробки и снял, работы на час с карданами и пуп рвать не надо. Внимательно посмотри где в пластине окно для рычагов раздатки(один рычаг (который ближе к коробке, надо подать вперёд, а второй в раздатку утопить, чтобы рычаги врось были!). Всё входит и выходит замечательно, без постононней помощи. На будущее можно окно побольше сделать.
Это все хооошо но я как вытащил двиган с коробкой так в раздатке шесьеони опустились это очень плохо ?
Как это опустились поподробней.
первый раз снимаю двиган . и решил снять с коробкой так как от колокола коробку в 3151 тяжело открутить… ну вот отстоединил раздатку от коробки пока дергали еще и опору раздатки открутили со стороны руля…поом когда вытащили коробку с движком. я заглянул в раздатку а там шестерни в ней опужены ниже центра в низ провалились… я вот и думаю может че сломали пока движек дергали…например хвостовиком коробки че нить сорвали в раздаитке вот переживаю уже второй день.
Да нет, не думаю опустилось наверное потому что вал то ушёл, я не спец по коробкам создай тему отдельную по своему вопросу с фотками может кто подскажет более опытный.
ну да. впринципе по фоткам глянул там не чего переживать…лапа выбора шестерни и кардан сзади на подшипнике… как бы подшипник не вырвало.хотя кардан ровно стоит
Снятие и установка коробки передач УАЗ 31519
Основные неисправности, для устранения которых необходимо снять коробку передач с автомобиля:
– повышенный (по сравнению с привычным) шум;
– затрудненное переключение передач;
– самопроизвольное выключение или нечеткое включение передач;
– утечка масла через уплотнения и прокладки.
Кроме того, коробку передач необходимо снимать для замены сцепления, переднего подшипника первичного вала коробки передач, маховика и заднего сальника коленчатого вала двигателя.
Работа по снятию и установке коробки передач весьма трудоемкая, поэтому предварительно обязательно убедитесь, что ее неисправности не вызваны иными причинами (недостаточный уровень масла, дефекты привода выключения сцепления, ослабление крепления коробки и ее крышек и т.п.).
Сайт о внедорожниках, SUV, автомобилях повышенной проходимости
Механизм переключения передач четырехступенчатой полусинхронизированной коробки передач автомобилей семейства УАЗ-452 смонтирован в боковой крышке коробки передач. Вилки переключения передач крепятся к штокам при помощи конического винта шплинтуемого проволокой.
Передвижение вилок при переключении передач происходит вместе со штоками, которые имеют гнездо для стопорного винта и канавки для фиксаторов и замочного устройства. Средний шток имеет, кроме того, промежуточный штифт замочного устройства. При включении одной из передач шток перемещается и стержнем через сухари запирает соседние штоки.
Таким образом, каждый из оставшихся штоков закрыт замочным сухарем и не может быть выведен из нейтрального положения до тех пор, пока ранее переключенный шток не будет возвращен в нейтральное положение. хода. Среднее положение муфты фиксируется упором муфты в шайбу, в которую упирается пружина. Чтобы муфта заняла крайнее нижнее положение, нужно приложить дополнительное усилие для сжатия пружины. На внешнем конце валика нарезаны шлицы и резьба для установки рычага переключения передач.
Для просмотра онлайн кликните на видео ⤵
Как снять одному кпп уаз 469 Подробнее
Ставим кпп на уаз буханку. Подробнее
Ремонт УАЗ 469, снятие КПП, плохо включаются скоростя. Подробнее
Уаз за 30 тысяч, серия 50,замена сцепления,коробки и раздатки Подробнее
Будни электрика серия 4. Как снять коробку передач с УАЗ одному Подробнее
Коробка Уаз. Часть 1. Снимаем коробку с другого Уаза! Подробнее
Установка СЦЕПЛЕНИЯ и КПП раздатка УАЗ Буханка в Одного Подробнее
Замена сцепления на УАЗ Patriot своими руками. Видеоинструкция Подробнее
Замена сцепления на УАЗ фермер, буханка, головастик Подробнее
уаз 469 часть 2. замена коробки на канале Годный тест-драйв Подробнее
снятие коробки на УАЗ и установка сцепления — Продолжительность: 1:43
11 месяцев назад
УАЗ Патриот.
Мой способ установки КПП. — Продолжительность: 4:06
9 месяцев назад
2 623 просмотра
Замена сцепления УАЗ «Буханка» своими руками
Обычно замена сцепления на УАЗе “Буханка” проводится при возникновении таких неисправностей, как отсутствие свободного хода педали, рывки и вибрация при запуске, наличие постороннего шума и т. д. Процедура в целом несложная и требует от автовладельца минимальных навыков и базового набора инструментов.
Содержание
Последовательность действий при замене сцепления на “Буханке”
Без долгих вступлений перейдём сразу к делу. Для работы понадобится новая деталь, головки, комбинированные ключи, отвёртка плоская и крестовая, гнуто-накидной ключ на 14, уплотнитель жидкий (для резьбы). Важно раздобыть оправку для центрирования ведомых дисков, без неё процесс может сильно затянуться или вовсе выйти из-под контроля.
Схема сцепления УАЗ “Буханка”.
Вас может заинтересовать: замена сцепления уаз патриот
Установите уазик на опоры, слейте рабочую жидкость из коробки передач и раздатки. Затем снимите задний кардан, но перед этим действием не забудьте поставить метки на первоначальном положении деталей, чтобы облегчить последующую сборку узла. Для удобства работы можно снять глушитель. После чего поочерёдно отсоедините:
хомут кронштейна выхлопной трубы и глушителя;
болты, которые соединяют фланцы катализатора и глушителя;
хомут для соединения резонатора.
Затем порядок действий следующий:
Снимите и отложите в сторону весь глушитель, обязательно наживляйте болты/гайки, иначе есть вероятность их потерять.
Теперь можно снимать термоэкран.
Расшплингуйте тяги рычагов управления коробки передач и тросик ручника, который вместе с защитным кожухом просто надо сдвинуть в сторону.
Отсоедините от КПП провода датчиков скорости, заднего хода, снимите рабочий цилиндр сцепления, отсоединив тяги рычагов управления раздатки.
Освободите картер сцепления, немного домкратом поднимите мотор.
Выкрутите болты, удерживающие коробку передач, предварительно подставив под неё покрышку, поддон или другую подставку. Теперь выводите КПП вместе с раздаткой на подставку и так достаньте узел из-под уазика.
Теперь переходим к демонтажу сцепления для его последующего ремонта или замены на новый агрегат, который подходит по характеристикам на УАЗ “Буханка”:
Это Вас заинтересует: сцепление уаз патриот
Выкрутите 2 болта, крепящие стартер к картеру сцепления, и остальные болты, расположенные на кожухе нажимного диска. Демонтируйте ведомый диск вместе с нажимным.
На этом этапе хорошо бы осмотреть все детали на предмет их износа. Запчасти, которые с явными дефектами или не внушают доверия, лучше сразу заменить.
Новенькое сцепление, достав из упаковки, внимательно осмотрите, покрутите диск (он должен свободно двигаться).
Теперь понадобиться оправка. С её помощью установите новую деталь согласно инструкции производителя. Подробно о монтаже здесь.
Весь крепёж смажьте фиксатором. Болты затягивайте в несколько этапов, не спеша, крест-накрест.
Извлеките оправку КПП вместе с раздаткой установите в последовательности, обратной демонтажу. Вот и весь процесс замены сцепления на УАЗе “Буханка”.
Это Вас заинтересует: как прокачать сцепление на уаз буханка
Как снять педаль сцепления на УАЗе “Буханка”
И раз уж решили провести техобслуживание своего уазика, осмотрите на работоспособность элементы педального узла. Чтобы заменить пружины или втулки на педали сцепления, её можно снять отдельно от всего узла:
С педальной оси демонтируйте стопорную коробку, извлеките стопорную скобу, саму ось и возвратную пружину.
Теперь можно полностью снять педаль и вынуть пластмассовые втулки (если они не поддаются, помогите им отвёрткой).
Осмотрите детали на предмет износа, при необходимости замените.
Монтаж педали на место осуществляется в обратном порядке. Уважаемые уазовладельцы, а вы пробовали проводить доработку сцепления вашей “Буханки”? Говорят, усилитель от ГАЗ-24 значительно уменьшает ход педали и в эксплуатации неприхотлив.
Интересный материал тут: прокачка тормозов уаз буханка
youtube.com/embed/VypqyGcs5zg»>
Это Вас заинтересует: схема стеклоподъемника уаз буханка
Как лучше всего хранить дрожжевой хлеб
Как лучше всего хранить дрожжевой хлеб? Уместный вопрос, особенно летом. Жара и влажность могут превратить хрустящие корочки ваших багетов и булочек в мягкие, как пудинг. Между тем, на домашних булочках для гамбургеров и хлебе для сэндвичей начинают появляться эти ужасные белые пятна — предшественники плесени — по-видимому, как только они охлаждаются, упаковываются в пакеты и прячутся в хлебнице.
Что делать преданному любителю хлеба? Добавить консерванты, как в хлебе, купленном в магазине?
Боже мой. Вы можете продлить жизнеспособность любого хлеба, просто сосредоточившись на четырех ключевых факторах. №
Мне нравится выпекать наш классический хлеб для сэндвичей в форме для выпечки размером 9 x 4 дюйма, которая придает ему мелкозернистую текстуру (подходит для тостов и бутербродов) и квадратную форму.
1) Нарезка: важно, где вы режете
Когда ваш хлеб остынет и вы будете готовы его нарезать, подумайте, прежде чем действовать. Если вы начнете резать с одного конца, вы всегда будете иметь дело с открытым концом, «выпускающим» влагу. Но если вы разрежете буханку пополам посередине, отрежете кусок от одной из половинок, а затем прижмете две половинки вместе перед заворачиванием, открытая поверхность не будет открыта, что означает меньшую вероятность испарения влаги.
2) Материал: ткань, пластик или фольга
Хранение хлеба в полиэтилене, ткани или фольге помогает сохранить влагу буханки. Это удержание влаги является плюсом, когда речь идет о мякише хлеба (внутренней части), но минусом, если вы говорите о хрустящей корке, поскольку обертывание хлеба неизбежно смягчит его корку, а также мякиш. Хлеб просто не может сохранять и хрустящую корочку, и мягкую внутренность дольше суток. Но поскольку хрустящая корочка обычно может быть восстановлена путем повторного нагревания, большинство людей хранят свой хлеб завернутым, чтобы внутренняя часть оставалась мягкой.
Какая пленка работает лучше всего: ткань, пластик или алюминиевая фольга? Давай выясним.
Я выпекаю три мини-булочки без замеса и храню одну в пластиковом пакете с застежкой-молнией, одну в сумке из ткани с завязками и одну, плотно завернутую в фольгу, при комнатной температуре. Как и ожидалось, через 24 часа булочки, хранящиеся в пластике и фольге, потеряли свою хрустящую корочку, но в целом остались мягкими. С хлебом в матерчатом мешке дело обстоит иначе: его корка не хрустит, а начинает затвердевать, а внутренность подсыхает.
Эти результаты имеют смысл. Пластик и фольга, будучи воздухонепроницаемыми, улавливают любую влагу, мигрирующую из внутренней части хлеба, сохраняя его мягким (включая корку). Ткань, будучи воздухопроницаемой, удерживает меньше влаги; разочарование в том, что это не превращается в хрустящую корочку, а скорее в твердую. Поэтому, если вы хотите хранить хлеб в течение дня или около того при комнатной температуре, лучше всего использовать пластик или фольгу (а не ткань).
Вывод: если вы храните хлеб в течение дня или двух при комнатной температуре, лучше всего использовать пластик или фольгу (а не ткань).
Вы, конечно, можете завернуть свой хлеб в полиэтиленовую пленку или многоразовую пленку. Но мне нравятся безопасные для пищевых продуктов тяжелые пластиковые пакеты для хлеба King Arthur, которые бывают таких размеров и форм, которые вы просто не найдете в обычных пакетах с застежкой-молнией.
Наши очень большие универсальные пакеты для хлеба идеальны для самых больших булочек, трех бутербродов или двойной или тройной партии булочек. Одинарные пакеты для хлеба идеально подходят для сэндвичей или нескольких багетов, а двойные пакеты для хлеба легко подходят для больших буханок или партии булочек. Как и наш скребок для чаши, 9«x 4» кастрюли и пергамента, эти пакеты возглавляют мой список обязательных продуктов для выпечки хлеба.
Исключением из общей практики упаковки хлеба для хранения являются большие, тяжелые буль (круглые буханки). Их можно хранить в течение нескольких дней в развернутом виде, срезом вниз на прилавке. Отсутствие упаковки означает, что их корочка останется относительно хрустящей. Круглая буханка имеет меньшую площадь поверхности, чем более длинная буханка, что ограничивает испарение влаги. А большая буханка просто требует больше времени для высыхания, особенно если вы защитите ее срезанную сторону, поместив ее вровень с твердой поверхностью, чтобы блокировать поток воздуха.
3) Температура: комнатная температура, холодильник или морозильник?
«Хранить хлеб, плотно завернутый, при комнатной температуре в течение нескольких дней» — это обычный последний шаг в рецептах хлеба. Но что означает комнатная температура?
Для целей хранения допустима температура от 60°F до 80°F. Чем ниже, тем быстрее черствеет хлеб; выше, и это может привести к плесени, особенно во влажных условиях.
Также лучше хранить хлеб в темноте и вдали от солнечных лучей, которые могут его перегреть. Потенциальные темные места включают хлебницу, буфет, ящик, темную кладовую или, что удивительно, вашу духовку или микроволновую печь (конечно, не используемые!).
Если завернуть хлеб и хранить его при комнатной температуре, он сохранит влагу в течение нескольких дней. Но что, если вы не можете съесть всю буханку за это время? Заморозка — вот ответ.
Вывод: если вы храните хлеб дольше нескольких дней, лучше хранить его в морозильной камере.
Когда буханка полностью остынет, отрежьте ту часть, которую вы не будете есть в течение нескольких дней; повторно упакуйте остаток и верните его в место для хранения при комнатной температуре. Нарежьте отрезанную часть и заверните ломтики в воздухонепроницаемую пленку, по четыре или шесть ломтиков в упаковке (или столько, сколько, по вашему мнению, вы и ваша семья съедите за один день).
Поместите эти отдельные пакеты в пластиковый пакет, плотно завяжите и поместите в морозильную камеру, желательно в самое холодное место (от двери).
Когда вам захочется хлеба, просто достаньте один пакет, разверните его и положите ломтики в пластиковый пакет с застежкой-молнией. Мягкий хлеб для сэндвичей можно подавать как есть; хрустящий хлеб лучше поджарить или, по крайней мере, подогреть до теплого состояния. Нагревание хлеба освобождает крахмал от его жидкости, позволяя влаге свободно циркулировать по всей буханке, как это было в свежеиспеченном виде.
Как насчет охлаждения хлеба? Не делайте этого, если только вы не обещаете поджарить или разогреть кусочки сэндвича или хрустящие булочки перед едой! Замораживание хлеба не позволяет его крахмалу выделять жидкость, поглощенную во время приготовления теста, что позволяет буханке сохранить большую часть влаги. Но это не относится к охлаждению хлеба: охлаждение, но не замораживание способствует тому, что жидкость в буханке продолжает мигрировать на поверхность хлеба, где она испаряется, и хлеб быстро черствеет.
Если у вас на кухне НАСТОЛЬКО жарко и влажно, что ваш хлеб плесневеет в течение дня или около того, и вы не хотите его замораживать, обязательно поместите его в холодильник, чтобы остановить плесень. Но, как я уже сказал, обязательно разогрейте или поджарьте его перед использованием.
4) Тип хлеба: виды, которые остаются естественными свежими
Определенные виды хлеба, благодаря характеру ингредиентов, с большей вероятностью останутся свежими при комнатной температуре, чем другие. Поэтому, если у вас мало места в морозильной камере, попробуйте один из этих двух стилей:
Хлеб на закваске: Хорошая новость заключается в том, что хлеб на закваске естественным образом остается свежим дольше, чем хлеб, приготовленный из «прямого теста», то есть без использования закваски. Низкий pH (высокая кислотность) закваски создает неблагоприятную среду для спор плесени.
Кроме того, эта кислотность делает мякиш буханки мягким, замедляя процесс, называемый ретроградацией крахмала: тенденция крахмала в муке вашего хлеба возвращаться в исходное состояние, высвобождая любую жидкость, которую он впитал, превращаясь в буханку хлеба. Чем больше жидкости выделяется крахмалом, тем суше (черствее) будет ваш хлеб, так как эта выпущенная жидкость быстро испаряется из хлеба. Таким образом, замедление этой ретроградации закваски помогает сохранить ваш хлеб свежим.
Хотите попробовать хлеб на закваске? Приготовьте (или купите) закуску, а затем попробуйте наш рецепт деревенского хлеба на закваске.
Tangzhong: При приготовлении мягкого хлеба для сэндвичей или булочек для ужина сохраните их дольше свежими при комнатной температуре, начав с быстрой и простой закваски tangzhong. Подробности подготовки (и науку, стоящую за этим удивительным процессом) читайте здесь: Введение в танчжун. А чтобы приготовить восхитительный хлеб для сэндвичей, который останется свежим несколько дней дольше, чем обычный хлеб, попробуйте наш японский молочный хлеб.
Хранение хлеба на вынос
Для лучшего удержания влаги нарезайте хлеб от центра к краям, а не с одного конца . Хранить воздухонепроницаемым, с двумя разрезанными половинками, обращенными друг к другу и прижатыми друг к другу.
Обертывание хлеба для сохранения влаги делает его мягким, хотя лишает домашний хлеб хрустящей корочки.
Обертывание пластиком (или фольгой), а не тканью, сохраняет мягкость хлеба дольше.
Крупные буханки с хрустящей корочкой можно хранить без упаковки (для сохранения их хрустящей корочки) при комнатной температуре в течение дня или около того, срезом вниз на столешнице.
Для оптимального длительного хранения (более двух дней) заверните хлеб в однодневные порции и заморозьте . Разморозьте и разогрейте (поджарьте или разогрейте в духовке) отдельные ломтики перед подачей на стол, чтобы смягчить мякиш и сделать корочку хрустящей.
Хлеб на закваске и хлеб, приготовленные с использованием закваски танчжун, остаются свежими при комнатной температуре дольше, чем стандартный хлеб.
Бонус: две хитрости с хлебом
Багеты печально известны тем, что теряют хрустящую корочку и мягкость внутри в течение нескольких часов после выпечки. Итак, как лучше всего освежить однодневный или многодневный багет?
Различные кулинарные онлайн-сайты предлагали варианты этого хлебного лайфхака, и он работает. .. отчасти. Хотя ваш багет никогда не вернется к своему только что испеченному совершенству, вы можете, по крайней мере, смягчить внутреннюю часть и добавить немного хруста корочке, выполнив несколько простых шагов.
Опустите багет под воду (горячую или холодную, не имеет значения) примерно на 10-15 секунд; Вы хотите убедиться, что корка полностью намокла. Если у багета обрезан конец, постарайтесь не мочить его, насколько это возможно.
Поместите багет на решетку духовки, установите духовку на 300°F и включите ее.
В зависимости от вашей духовки и скорости ее нагрева ваш багет будет готов через 10-20 минут, его корочка будет хрустящей, а внутренняя часть мягкой. Как только он будет готов, не откладывайте; если вы подождете хотя бы 10 минут, он начнет возвращаться к своему устаревшему состоянию.
Подойдет ли это для других видов хлеба с хрустящей корочкой? Да, правда чем тоньше (как багет) или меньше (как рулет) тем лучше. Для очень больших хлебов требуется слишком много времени, чтобы тепло духовки достигло их центра, прежде чем корка высохнет.
В ходе тестирования различных предложений по хранению хлеба, которые я получил от своих коллег-пекарей, я также пришел к удивительному результату: хранение хлеба в закрытом контейнере с сырым рисом помогает предотвратить его плесень.
Я протестировал три куска багета рядом: один в стеклянном контейнере с рисом, один в пластиковом пакете и один в целлофановом пакете с микроперфорацией (в таких хрустящих хлебцах часто продают в супермаркетах).
Через пять дней багет в перфорированном пакете пропал; Я даже не пытался его обновить. На самом деле, всего за 24 часа стало невыносимо тяжело.
Багет в целлофановом пакете, хотя еще мягкий, начал плесневеть. Но багет в стеклянном контейнере, лежащий поверх слоя риса, хотя и мягкий, как и его пластиковый компаньон, не имел никаких признаков плесени. Очевидно, рис поглощает достаточно влаги, чтобы сделать буханку менее привлекательной для спор плесени. Поэтому, если ваш хлеб склонен к плесени при комнатной температуре, попробуйте хранить его с сухим рисом.
Для оптимального хранения хлеба обратите внимание на наши универсальные пакеты для хлеба. Или, если вы хотите испечь буханки, которые останутся свежими после выпечки, попробуйте испечь деревенский хлеб на закваске или японский молочный хлеб.
Как лучше всего хранить хлеб
Некоторым это сообщение может показаться обыденным, но это один из самых частых вопросов, которые я получаю: как лучше всего хранить хлеб после его выпечки? И действительно, в этом есть смысл: мы тратим немало времени на возню с нашей закваской, готовим закваску, замешиваем тесто и часами занимаемся им — и, наконец, вся наша работа завершается в духовке. Но после выпечки (и употребления в пищу) остается задача сохранить хлеб, чтобы сохранить его максимально свежим как можно дольше.
Одна из прекрасных особенностей хлеба на закваске заключается в том, что он хранится дольше до черствения и плесени, чем коммерческий дрожжевой хлеб1. №
Подкисление теста молочнокислыми бактериями в нашей закваске и другие физико-химические изменения в процессе выпечки хлеба помогают предотвратить преждевременное уплотнение и высыхание хлеба. Эти кислоты также помогают предотвратить плесень, и по моему опыту (а также по опыту Хлебной лаборатории WSU), они обычно сохраняют хлеб идеально съедобным в течение недели или более — и все это без каких-либо химических консервантов.
Помимо этой красивой буханки, мой лучший хлебный нож для нарезки хлеба на закваске.
Наука: от выпечки до черствения
Прежде чем мы перейдем к решениям о том, как лучше всего хранить хлеб, мы должны сначала кратко рассказать о черством хлебе: никто не любит, если мы не делаем французские тосты, риболлиту, брускетту или хлеб крошки и гренки, конечно. Но что происходит за кулисами, когда тесто выпекается, оставляется остывать и начинает черстветь?
По мере выпекания теста гранулы крахмала (из которых в основном состоит пшеничная мука) желатинируются. Когда они желатинируются, они набухают от влаги в тесте, и их жесткая кристаллическая структура превращается в некристаллическую (аморфную) форму (очень похоже на то, когда вы делаете танчжун или юдане). Когда испеченный батон достают из духовки, он остывает. С этого момента корка и мякиш со временем начинают затвердевать, поскольку крахмал (и, что наиболее важно, амилопектин2) подвергается ретроградация , переупорядочение в кристаллическую форму.
Эта ретроградация означает затвердевание мякиша по мере того, как влага уходит из крахмала, что в конечном итоге превращает буханку хлеба из мягкой и податливой в чрезмерно твердую, что мы идентифицируем как черствый . С коркой начинают происходить и другие процессы, поскольку она начинает вытягивать влагу из мякиша в себя, делая корку шероховатой и кожистой.
Как правило, черствение можно несколько уменьшить, подогрев хлеб до достаточной температуры (140°F / 60°C), но это не может полностью устранить последствия черствения, а результаты нагрева будут сохраняться лишь непродолжительное время. время. Вы можете убедиться в этом прямо у себя на кухне: разогрейте ломтик черствого хлеба в духовке или тостере, и вы подумаете, что вам почти есть на тарелке ломтик свежеиспеченного хлеба — хотя бы на несколько минут.
Также стоит знать, что тесто, содержащее некоторый процент жиров (липидов), как правило, хранится дольше до черствения. Жир, присутствующий в тесте, замедляет рекристаллизацию гранул крахмала и уменьшает движение влаги между крахмалом и белками (дежелатинизация)3, что приводит к затвердеванию мякиша.
Старение против сушки
Обратите внимание, что черствение и сушка — это совершенно разные рабочие процессы. Сталинг может привести к получению твердой, твердой буханки хлеба, но не обязательно из-за испарения или потери воды из мякиша и корки; это больше о процессе ретроградации, описанном выше. Однако высыхание также может происходить и может быть особенно проблемой в засушливом климате (например, там, где я живу в Нью-Мексико).
Чтобы избежать чрезмерного высыхания, важно обеспечить правильное хранение хлеба (срезом вниз, в хлебнице и т. д. – обещаю, об этом позже), чтобы он не высыхал преждевременно до костей.
Ладно, хватит науки. Итак, как мы реализуем это на практике?
Практика: сохранить хлеб свежим дольше
Следующие шаги в общих чертах описывают, как я достаю буханку испеченного хлеба из духовки для охлаждения, нарезки и длительного хранения.
Но во-первых, вы используете лучший хлебный нож для хлеба на закваске? Если у вас нет хорошего ножа, вы раздавите буханку вместо того, чтобы аккуратно ее разрезать. Если у вас есть острый, здоровенный нож, читайте дальше!
После выпечки хлеба на закваске подождите, пока он не остынет, чтобы нарезать его
Слишком ранняя нарезка теплой буханки хлеба приведет к тому, что внутри она станет липкой и липкой.
Прежде всего, перед нарезкой всегда лучше дать свежему хлебу отдохнуть, пока он не остынет и не затвердеет. Я знаю, перед свежеиспеченным хлебом трудно устоять, но ваш хлеб не только будет вкуснее, но и сохранится дольше, если вы подождите, прежде чем нарезать его, по крайней мере, час — я предпочитаю два или больше.
Причина всего этого восходит к науке: ретроградация крахмала происходит сразу после того, как буханку вынимают из духовки, но она не зашла достаточно далеко, чтобы затвердеть и затвердеть внутри должным образом. Слишком ранняя нарезка теплой буханки хлеба приведет к тому, что внутри она станет липкой и липкой.
Кроме того, рецепты, содержащие большое количество цельнозерновых продуктов, особенно 100% цельнозерновой хлеб (обычно сильно гидратированный) или буханки большего размера (например, мой 1,5-килограммовый миш), требуют еще более длительного отдыха. На самом деле, я считаю, что их вкус улучшается через 2-3 дня после выпечки с этим видом хлеба.
При использовании ржаного хлеба, особенно при высоком процентном содержании ржи, хлебу обычно дают отдохнуть, завернув его в пекарское полотно или полотенце, на один или два дня перед нарезкой.
После того, как выпеченный батон остынет и полностью застынет, пора его нарезать.
Хранить хлеб срезом вниз
После остывания я разрезаю буханку прямо посередине, образуя две половинки (как показано выше справа). Таким образом, нарезав посередине, я могу перевернуть половинки так, чтобы мякиш был обращен к разделочной доске. Это полностью окружает внутреннюю часть (относительно) толстой коркой, предотвращая ее чрезмерное высыхание. Корка представляет собой своего рода естественный мешок, удерживающий влагу и не допускающий сухости.
Обычно я могу хранить свой хлеб в таком виде день или два (помните, здесь очень сухо) на разделочной доске, которую я переношу в хлебницу.
Имейте в виду, что если вы живете в среде с очень высокой влажностью , вы, возможно, не сможете хранить нарезанный хлеб на прилавке так долго; возможно, вам придется переместить его в холодильник, чтобы предотвратить плесень.
Используйте хлебницу
Это очень просто: храните остывший хлеб, нарезанный или неразрезанный, в хлебнице, и пусть коробка делает свою работу. Мне нравится эта стройная хлебница из нержавеющей стали (см. ниже), которая хорошо сделана и уже много лет стоит на моей кухне.
Хлебница Brabantia с хлебом на закваске
Мне нравится, что он довольно большой (В: 7,3″ x Ш: 18,2″ x Г: 9,8″), и я могу легко хранить в нем 2-3 целые буханки хлеба за раз. А поскольку я так часто пеку дома, у меня почти всегда есть хотя бы одна буханка хлеба в коробке, которую можно сразу нарезать и использовать.
Используйте многоразовый бинт, например, Bee’s Wrap
Другой вариант — использовать многоразовый бинт, например, Bee’s Wrap размером с хлеб. Это один из моих любимых способов заворачивать более длинные булочки (например, полубагеты), и обертка очень хорошо помогает сохранять буханки мягкими, но не слишком мягкими.
Просто положите хлеб в пленку и плотно накройте ее. Обертка, покрытая пчелиным воском, деформируется и обмотает все уголки и закоулки вашей буханки, когда тепло ваших рук придаст ей форму.
Бумажные пакеты, кухонные полотенца и полиэтиленовые пакеты
Обычные бумажные пакеты и кухонные полотенца также очень хорошо помогают предотвратить чрезмерное высыхание хлеба. И хотя многие источники советуют никогда не использовать полиэтиленовый пакет, иногда это может быть необходимо, особенно если этого требует ваш климат. В разгар зимы здесь, в Нью-Мексико, уровень влажности падает так низко, что мой хлеб на закваске с низким содержанием влаги почти приходится помещать в герметичный пластиковый пакет, чтобы сохранить некоторое подобие мягкой текстуры. В этом редком случае необходим герметичный пластиковый пакет, и он хорошо работает.
Не кладите хлеб в холодильник
Наконец, и это очень важно, не храните хлеб в холодильнике. Это может показаться нелогичным, поскольку холодильник рассматривается как место для хранения продуктов, но если вы поместите домашнюю буханку хлеба в холодильник, она черствеет быстрее, чем если бы она хранилась при комнатной температуре.
Практика: замораживание хлеба для длительного хранения
Для длительного хранения удобна морозильная камера. Процесс ретроградации в основном можно остановить, подвергая хлеб воздействию очень низких температур, предотвращая миграцию влаги из крахмалов и их последующую рекристаллизацию. Это означает, что охлажденный хлеб можно заморозить целиком или полностью нарезать, а затем ломтики заморозить отдельно (мое предпочтение).
Сначала рассмотрим заморозку срезов.
Замораживание ломтиков
На практике замораживание отдельных ломтиков хлеба — отличный способ получить лучшее из обоих миров: удобно нарезанный хлеб, который можно разогреть в любой момент, который также очень долго хранится в морозильной камере (I проработал месяц или около того, но это, вероятно, могло бы продолжаться дольше). При повторном нагревании хлеб получается как свежеиспеченный, идеально поджаренный.
Умный тостер Breville с функцией замораживания
Много лет назад, когда я впервые начала печь хлеб, я искала идеальный тостер. Перепробовав несколько, я нашел тостер Breville Smart Toaster, который является лучшим тостером, который я нашел: он не только готовит очень длинные ломтики (например, из булочек из закваски или батардов), но и имеет функцию заморозки, которая работает. идеально подходит для разогрева замороженного ломтика хлеба до нужного количества. Это дорого для тостера, но количество хлеба, которое я трачу на кухне, оправдывает расходы.
Вверху слева: тщательно нарежьте остывший хлеб; вверху справа: сложите ломтики в пакет для заморозки; внизу слева: замороженный пакет с хлебом; внизу справа: снимите ломтики и разогрейте в тостере
Процесс прост: как только ваша буханка хлеба полностью остынет, полностью надрежьте ее от края до края. Затем поместите кусочки в пакет Ziploc для заморозки, один поверх другого, в чередующемся порядке (поместите слой на дно из стороны в сторону, затем положите ломтики поверх нижнего слоя, повернутого на 90 °) и выдавите, как как можно больше воздуха. Затем поместите пакет в морозильную камеру, пока кусочки не замерзнут. В этот момент выньте один или два ломтика и разогрейте их в тостере по своему вкусу. Пластиковый пакет для заморозки можно использовать много раз, не выбрасывая.
Замораживание целых буханок
Этот метод требует немного больше материала для работы, но это отличный вариант, если вы хотите использовать целую буханку хлеба в будущем. Хорошим примером может быть ситуация, когда вы печете две буханки одновременно, планируете съесть одну на следующей неделе, но хотите вторую буханку через неделю или две после.
Когда испеченный хлеб полностью остынет, заверните его в полиэтилен. Затем возьмите завернутый хлеб и положите его в пакет Ziplock для морозильной камеры. Выдавите как можно больше воздуха, затем положите пакет в морозилку. Если вы хотите съесть хлеб, поставьте его размораживаться в холодильник на несколько дней или на ночь на прилавок. Как только он полностью оттает, храните его на прилавке одним из описанных выше способов.
Что дальше?
Я хотел бы услышать, как лучше всего хранить хлеб и сохранять свежесть теста на закваске. Я знаю, что здесь, на моей кухне, с различными вариантами хранения и использования хлеба, почти никогда не остается буханки впустую, а я пеку партии хлеба!
Другие практические руководства по выпечке см. в разделе «Как хранить закваску для теста (на короткий и длительный срок)» и в моем руководстве «Как хранить муку, чтобы она оставалась свежей».


 Различают следующие основные виды транспортно-экспедиционных операций: транспортные доставки со снабженческого предприятия «Сельхозтехники» до железнодорожной станции, в порт или со станции (из порта) до снабженческого предприятия; погрузочно-разгрузоч-ные — погрузка на подвижной состав и выгрузка из него грузов, подкомплектование мелких отправок на склады; экспедиционные — оформление приема грузов к перевозке или выдаче грузов получателю, составление перевозочных документов, уплата штрафов и сборов, сообщение о прибытии и др.
Различают следующие основные виды транспортно-экспедиционных операций: транспортные доставки со снабженческого предприятия «Сельхозтехники» до железнодорожной станции, в порт или со станции (из порта) до снабженческого предприятия; погрузочно-разгрузоч-ные — погрузка на подвижной состав и выгрузка из него грузов, подкомплектование мелких отправок на склады; экспедиционные — оформление приема грузов к перевозке или выдаче грузов получателю, составление перевозочных документов, уплата штрафов и сборов, сообщение о прибытии и др.
 Эти организации обеспечивают централизованное транспортно-экспедиционное обслу-живание, главным образом связанное с транспортировкой грузов и контейнеров с железнодорожных станций, из портов, а также перевозки по шоссейным дорогам.
Эти организации обеспечивают централизованное транспортно-экспедиционное обслу-живание, главным образом связанное с транспортировкой грузов и контейнеров с железнодорожных станций, из портов, а также перевозки по шоссейным дорогам.
 ..
.. ..
.. ..
.. ..
.. ..
..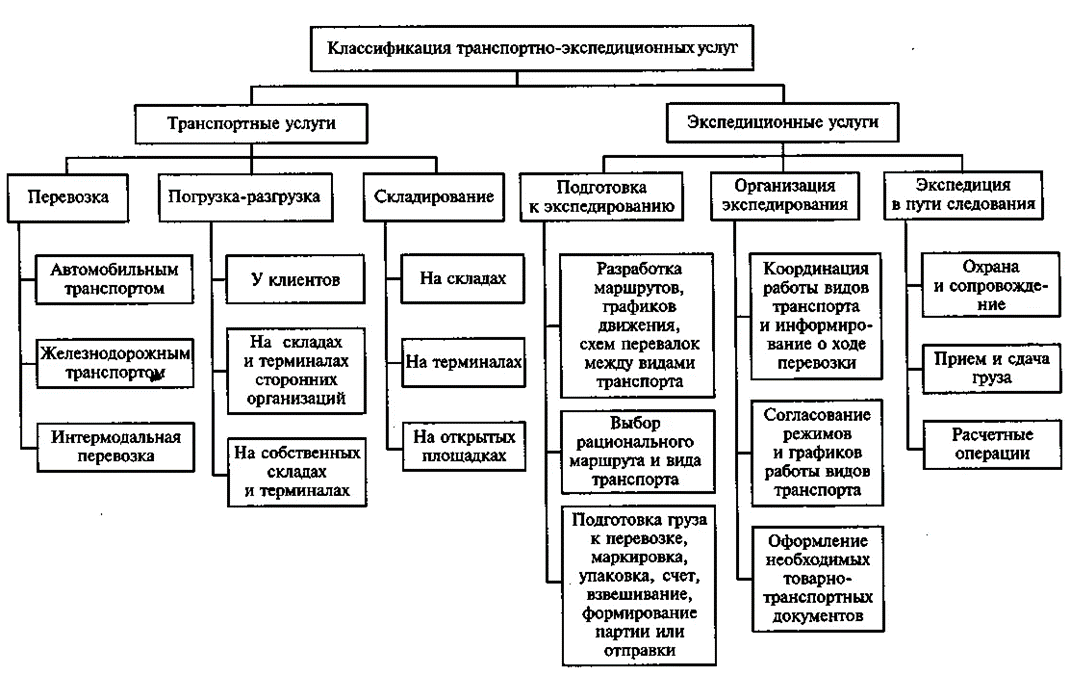
 Обычно для их перемещения требуется помощь грузовика или поезда. Сколько времени это займет, зависит от расстояния, географического положения и того, что это за предметы. Этот первый этап может занять от нескольких часов до нескольких недель.
Обычно для их перемещения требуется помощь грузовика или поезда. Сколько времени это займет, зависит от расстояния, географического положения и того, что это за предметы. Этот первый этап может занять от нескольких часов до нескольких недель.
 Этому процессу могут способствовать экспедиторы, или грузополучатель может забрать груз самостоятельно.
Этому процессу могут способствовать экспедиторы, или грузополучатель может забрать груз самостоятельно.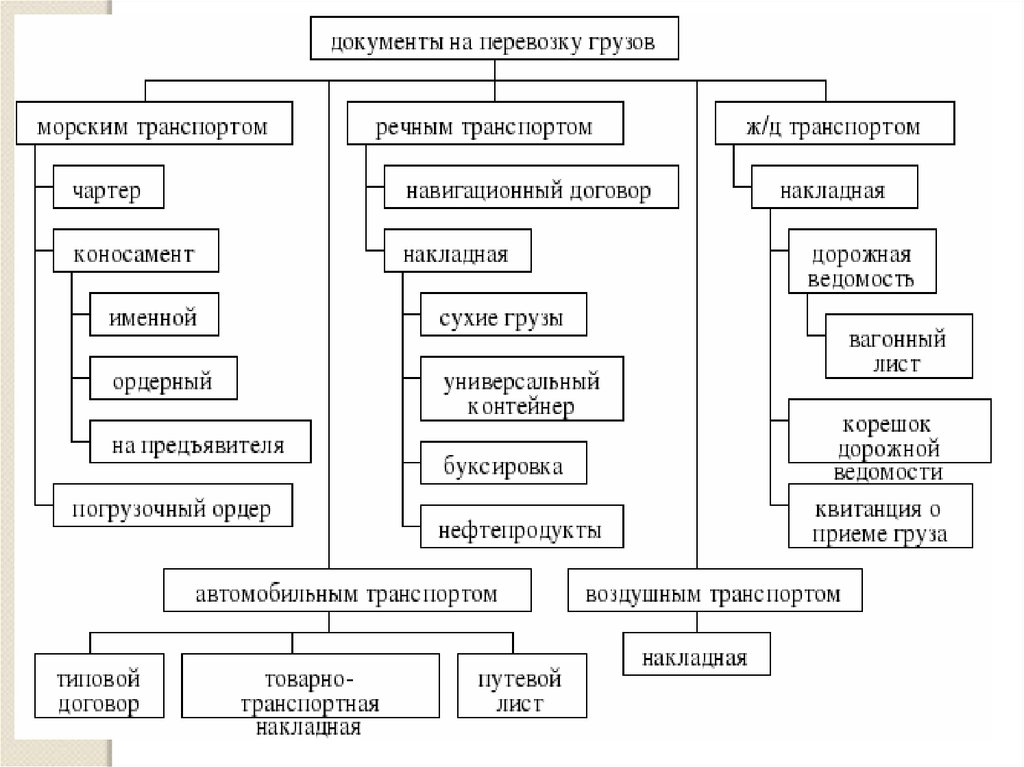 Процесс осуществляется экспедиторами. Компании, стремящиеся к расширению и росту за счет торговли на международном уровне, должны обратиться к экспедитору, чтобы упростить процесс и обеспечить точность.
Процесс осуществляется экспедиторами. Компании, стремящиеся к расширению и росту за счет торговли на международном уровне, должны обратиться к экспедитору, чтобы упростить процесс и обеспечить точность. Экспедиторы обрабатывают каждый этап грузового процесса, который может включать страховые претензии или внутренние коносаменты
Экспедиторы обрабатывают каждый этап грузового процесса, который может включать страховые претензии или внутренние коносаменты
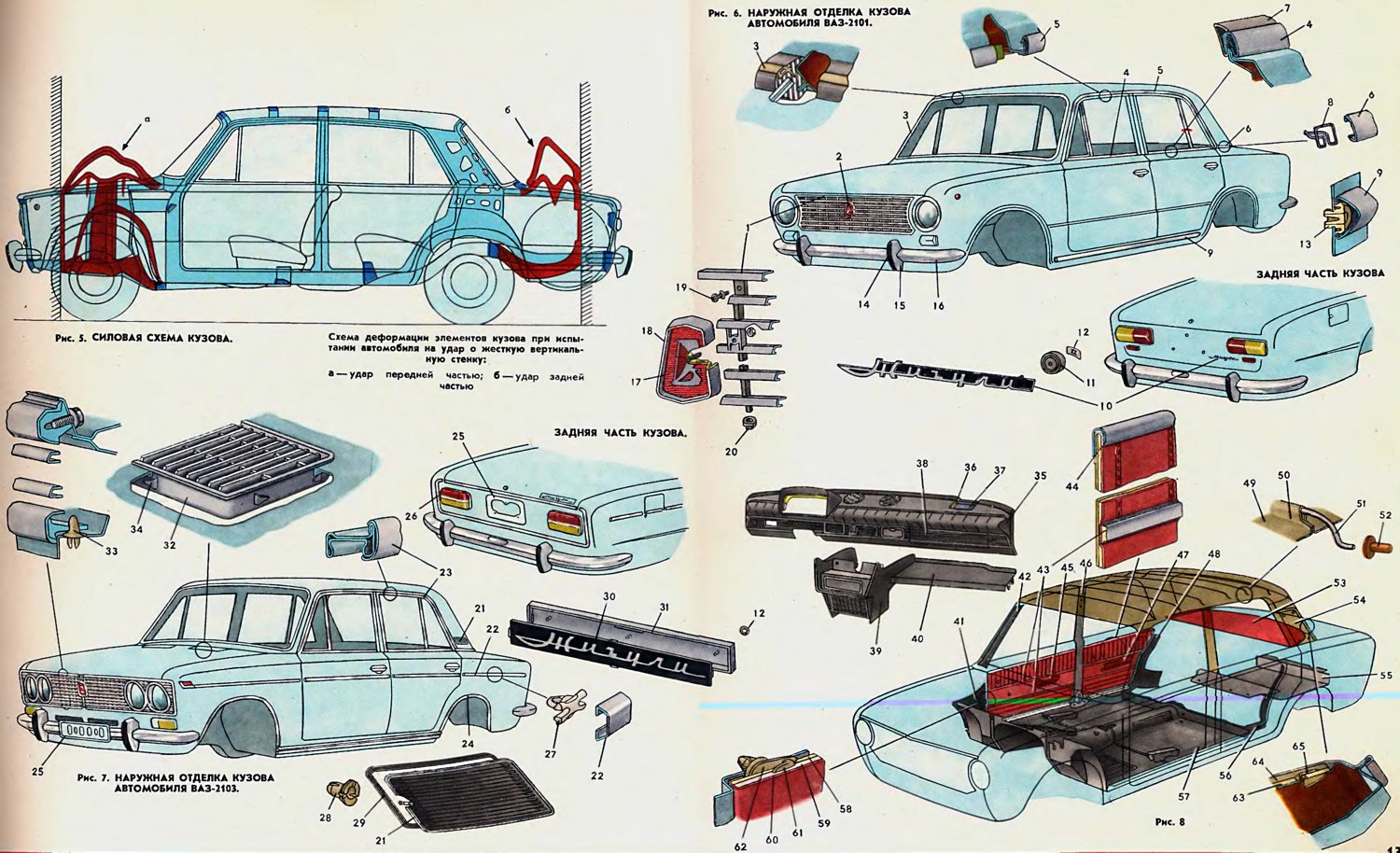 Детали из пластмасс надо протирать влажной ветошью или специальным автоочистителем. чтобы пластмассовые детали не потеряли блеск, не следует применять бензин или растворители.
Детали из пластмасс надо протирать влажной ветошью или специальным автоочистителем. чтобы пластмассовые детали не потеряли блеск, не следует применять бензин или растворители. Закрашивают царапину, используя тонкую кисть. Тонкие слои краски наносят до тех пор, пока толщина окраски поврежденной области не сравняется с окружающим слоем. Краску сушат до ее полного высыхания несколько дней, затем полируют область царапины и наносят на нее восковое покрытие.
Закрашивают царапину, используя тонкую кисть. Тонкие слои краски наносят до тех пор, пока толщина окраски поврежденной области не сравняется с окружающим слоем. Краску сушат до ее полного высыхания несколько дней, затем полируют область царапины и наносят на нее восковое покрытие. Суть метода проверки светопропускания состоит в определении нормального светопропускания безопасного стекла по интенсивности светового потока, пропускаемого испытуемым стеклом. Нормальное светопропускание – это отношение светового потока Фt, пропускаемого стеклом, к общему падающему световому потоку Фi.
Суть метода проверки светопропускания состоит в определении нормального светопропускания безопасного стекла по интенсивности светового потока, пропускаемого испытуемым стеклом. Нормальное светопропускание – это отношение светового потока Фt, пропускаемого стеклом, к общему падающему световому потоку Фi.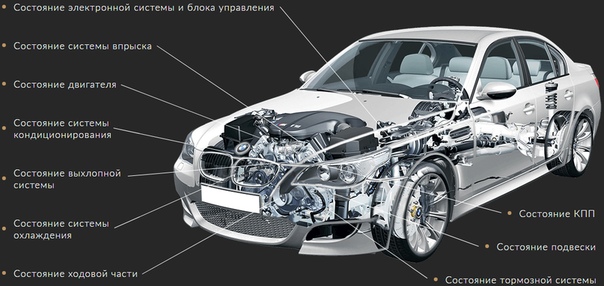 Корпуса источника света и фотоприемника снабжены мощными кольцевыми магнитами, которые позволяют фиксировать источник света и фотоприемник напротив друг друга при измерении светопропускания.
Корпуса источника света и фотоприемника снабжены мощными кольцевыми магнитами, которые позволяют фиксировать источник света и фотоприемник напротив друг друга при измерении светопропускания.
 Для передних боковых стекол измерение следует производить в трех точках, расположенных на линии, проходящей по диагонали, соединяющей нижний передний (с учетом направления движения механического транспортного средства) угол стекла и верхний задний. При этом указанные точки должны быть примерно равноудалены друг от друга и видимых краев стекла.
Для передних боковых стекол измерение следует производить в трех точках, расположенных на линии, проходящей по диагонали, соединяющей нижний передний (с учетом направления движения механического транспортного средства) угол стекла и верхний задний. При этом указанные точки должны быть примерно равноудалены друг от друга и видимых краев стекла.


 механизированным способом, а другую —ручным способом.
механизированным способом, а другую —ручным способом.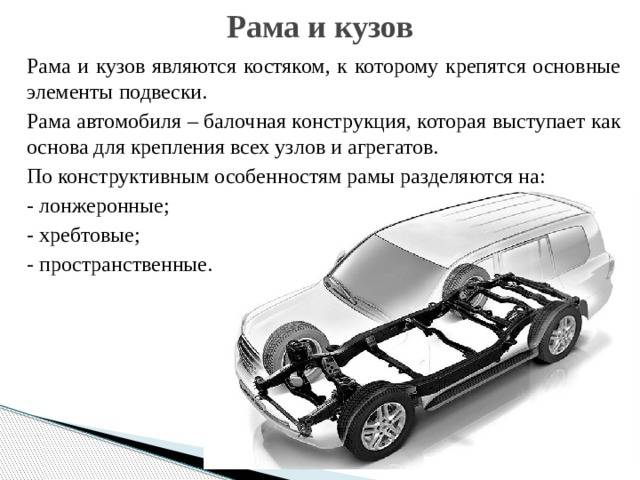 Механизированные установки наиболее эффективно применять в крупных автохозяйствах — от 200 автомобилей и более.
Механизированные установки наиболее эффективно применять в крупных автохозяйствах — от 200 автомобилей и более. Кроме того, для мойки грузовых автомобилей, имеющих относительно свободный доступ к нижним частям, используют моечные площадки.
Кроме того, для мойки грузовых автомобилей, имеющих относительно свободный доступ к нижним частям, используют моечные площадки. Всасывающий диск 11 имеет одно впускное отверстие, а нагнетательный — напорное (основное), дополнительное (не показанное на рисунке) отверстие и направляющий канал.
Всасывающий диск 11 имеет одно впускное отверстие, а нагнетательный — напорное (основное), дополнительное (не показанное на рисунке) отверстие и направляющий канал.
 Чем больше торцовая часть винта войдет в отверстие, тем больше будет угол конуса струи. Когда прорези винта окажутся внутри втулки, завихрения воды не будет и струя будет иметь кинжальную форму. Если торцовая часть винта войдет в отверстие полностью и кромки винта будут прижаты к стенкам отверстия, выход воды из пистолета прекратится.
Чем больше торцовая часть винта войдет в отверстие, тем больше будет угол конуса струи. Когда прорези винта окажутся внутри втулки, завихрения воды не будет и струя будет иметь кинжальную форму. Если торцовая часть винта войдет в отверстие полностью и кромки винта будут прижаты к стенкам отверстия, выход воды из пистолета прекратится. При низком давлении расход увеличивается на 200 — 300%.
При низком давлении расход увеличивается на 200 — 300%.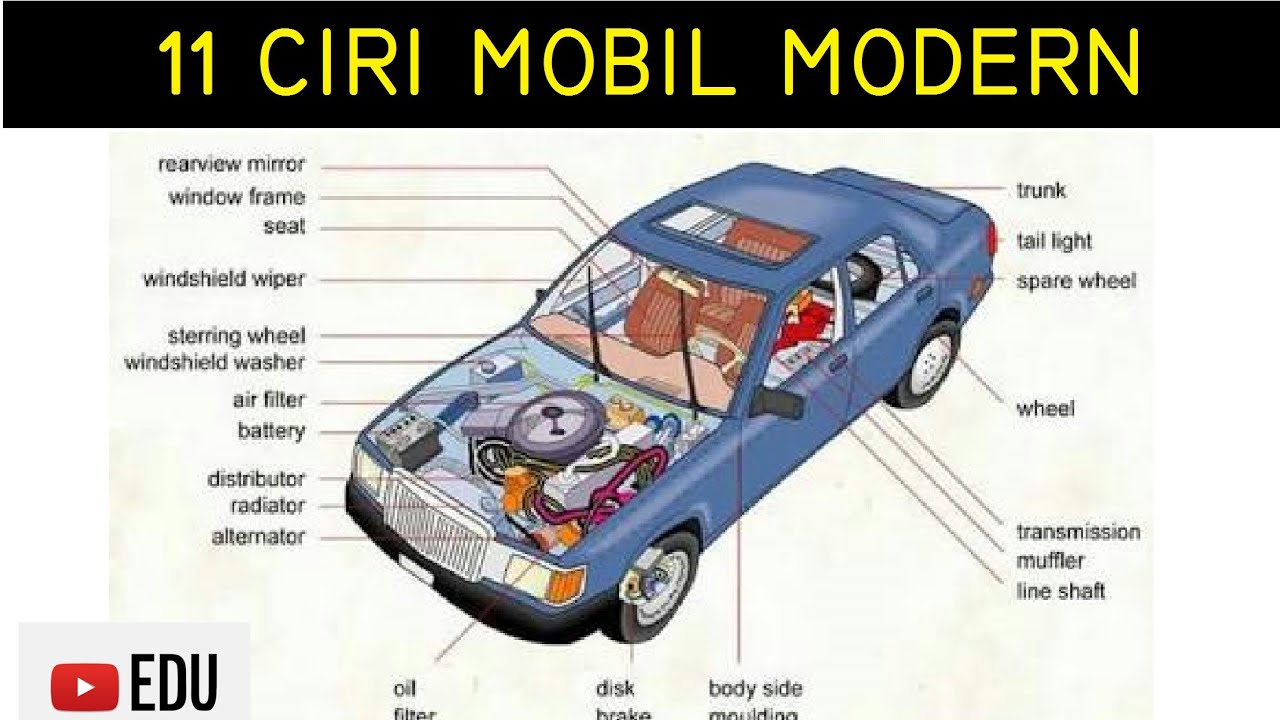 Рамка качается на подшипниковой опоре и имеет привод от электродвигателя через кулисный механизм с червячным или шестеренчатым редуктором. Привод может быть также гидравлическим.
Рамка качается на подшипниковой опоре и имеет привод от электродвигателя через кулисный механизм с червячным или шестеренчатым редуктором. Привод может быть также гидравлическим. На каждой рамке установлены попарно с обеих сторон качающиеся боковые коллекторы с шестью соплами в каждом, верхний (качающийся) коллектор с четырьмя соплами (только на одной рамке) и нижний с девятью соплами. Угол качания сопел составляет 75°. Кроме того, па рамке предварительного обмыва установлены регулируемые боковые коллекторы с тремя соплами направленного действия. Таким образом, общее количество сопел составляет 66 шт. Качание коллекторов (34,5 качания в минуту) осуществляется от электродвигателя мощностью 0,6 кет через редуктор и систему рычагов и штанг.
На каждой рамке установлены попарно с обеих сторон качающиеся боковые коллекторы с шестью соплами в каждом, верхний (качающийся) коллектор с четырьмя соплами (только на одной рамке) и нижний с девятью соплами. Угол качания сопел составляет 75°. Кроме того, па рамке предварительного обмыва установлены регулируемые боковые коллекторы с тремя соплами направленного действия. Таким образом, общее количество сопел составляет 66 шт. Качание коллекторов (34,5 качания в минуту) осуществляется от электродвигателя мощностью 0,6 кет через редуктор и систему рычагов и штанг.
 Щетки приводятся в действие от самостоятельных электродвигателей посредством клиноременной передачи. Вертикальные щетки установлены на поворотных рамах, опорные стенки которых вращаются в подшипниках, установленных в кронштейне на стойках металлического каркаса. Вертикальные щетки прижимаются к боковым поверхностям кузова автобуса при помощи груза, подвешенного на тросе, укрепленном на опорной стойке поворотной рамы и перекинутом через ролик на основной стойке каркаса. Горизонтальная щетка прижимается к крыше автобуса под действием собственного веса, который частично уравновешивается контргрузом. Скорость вращения щеточных барабанов 180 об/мин. Мощность электродвигателей 1,7 кет при 930 об/мин. Гидравлическая часть установки состоит из трубчатой системы подачи чистой воды из водопроводной сети под давлением 3—4 кГ/см2. Для подачи воды на щеточные барабаны и в рамки предварительного смачивания и окончательного ополаскивания кузова используются трубчатые стойки каркаса установки, закольцованные в общую систему.
Щетки приводятся в действие от самостоятельных электродвигателей посредством клиноременной передачи. Вертикальные щетки установлены на поворотных рамах, опорные стенки которых вращаются в подшипниках, установленных в кронштейне на стойках металлического каркаса. Вертикальные щетки прижимаются к боковым поверхностям кузова автобуса при помощи груза, подвешенного на тросе, укрепленном на опорной стойке поворотной рамы и перекинутом через ролик на основной стойке каркаса. Горизонтальная щетка прижимается к крыше автобуса под действием собственного веса, который частично уравновешивается контргрузом. Скорость вращения щеточных барабанов 180 об/мин. Мощность электродвигателей 1,7 кет при 930 об/мин. Гидравлическая часть установки состоит из трубчатой системы подачи чистой воды из водопроводной сети под давлением 3—4 кГ/см2. Для подачи воды на щеточные барабаны и в рамки предварительного смачивания и окончательного ополаскивания кузова используются трубчатые стойки каркаса установки, закольцованные в общую систему. Электроаппаратура управления установкой смонтирована на пульте, находящемся в металлической кабине.
Электроаппаратура управления установкой смонтирована на пульте, находящемся в металлической кабине. При давлении в водопроводной сети менее 3,5 кГ/см2 подключается центробежный насос производительностью 30 м3/ч. Каждая секция щеточных барабанов установлена на своей поворотной раме и вращается в подшипниках. Щеточные барабаны прижимаются к поверхности кузова и возвращаются в первоначальное положение под действием грузов противовесов. Боковые щеточные барабаны вращаются со скоростью 130, а горизонтальный 180 об/мин. Вертикальные щетки снабжены обрезиненными роликами-котерами, которые, обкатываясь по контуру поверхности кузова, обеспечивают постоянное и равномерное давление капроновых нитей щетки на поверхность кузова. Моющий раствор подается по трубкам к горизонтальному и двум вертикальным барабанам. Подачей раствора управляют при помощи распределительного крана, установленного в кабине.
При давлении в водопроводной сети менее 3,5 кГ/см2 подключается центробежный насос производительностью 30 м3/ч. Каждая секция щеточных барабанов установлена на своей поворотной раме и вращается в подшипниках. Щеточные барабаны прижимаются к поверхности кузова и возвращаются в первоначальное положение под действием грузов противовесов. Боковые щеточные барабаны вращаются со скоростью 130, а горизонтальный 180 об/мин. Вертикальные щетки снабжены обрезиненными роликами-котерами, которые, обкатываясь по контуру поверхности кузова, обеспечивают постоянное и равномерное давление капроновых нитей щетки на поверхность кузова. Моющий раствор подается по трубкам к горизонтальному и двум вертикальным барабанам. Подачей раствора управляют при помощи распределительного крана, установленного в кабине.
 Принцип действия грязеотстойника и маслобензоуловителя основан на разнице в удельных весах воды, грязи, масла и бензина (грязь осаждается, а масло и бензин всплывают).
Принцип действия грязеотстойника и маслобензоуловителя основан на разнице в удельных весах воды, грязи, масла и бензина (грязь осаждается, а масло и бензин всплывают).
 Более эффективным методом очистки является метод коагуляции, заключающийся в примешивании к воде раствора сернокислого алюминия, в результате чего происходит свертывание в хлопья веществ, находящихся в воде в коллоидном состоянии, и выпадение их в осадок с последующей фильтрацией воды.
Более эффективным методом очистки является метод коагуляции, заключающийся в примешивании к воде раствора сернокислого алюминия, в результате чего происходит свертывание в хлопья веществ, находящихся в воде в коллоидном состоянии, и выпадение их в осадок с последующей фильтрацией воды.




 Затем смола высыхает на месте. После перекраски кузовной шпаклевки вы не сможете сказать, что на вашей машине были вмятины. Специалисты по кузовному ремонту подготавливают вмятины, чтобы создать идеальную поверхность для шпаклевки кузова.
Затем смола высыхает на месте. После перекраски кузовной шпаклевки вы не сможете сказать, что на вашей машине были вмятины. Специалисты по кузовному ремонту подготавливают вмятины, чтобы создать идеальную поверхность для шпаклевки кузова.
 Если вы оставите вмятины и царапины без ремонта, вы получите более серьезные повреждения кузова. Специалисты по кузовному ремонту могут оценить степень повреждения кузова и порекомендовать лакокрасочное покрытие.
Если вы оставите вмятины и царапины без ремонта, вы получите более серьезные повреждения кузова. Специалисты по кузовному ремонту могут оценить степень повреждения кузова и порекомендовать лакокрасочное покрытие.
 Свяжитесь с нами сегодня!
Свяжитесь с нами сегодня!
 Убедитесь, что все ваши фары и задние фонари работают и функционируют должным образом. Если у вас есть трещина или скол на лобовом стекле, снег и лед могут усугубить ситуацию из-за постоянных колебаний температуры с ночи на день. Автомастерская San Marcos, CID Auto Body and Paint, предлагает услуги по замене и ремонту стекол, и мы можем быстро доставить вас и вывезти с новым и / или отремонтированным ветровым стеклом.
Убедитесь, что все ваши фары и задние фонари работают и функционируют должным образом. Если у вас есть трещина или скол на лобовом стекле, снег и лед могут усугубить ситуацию из-за постоянных колебаний температуры с ночи на день. Автомастерская San Marcos, CID Auto Body and Paint, предлагает услуги по замене и ремонту стекол, и мы можем быстро доставить вас и вывезти с новым и / или отремонтированным ветровым стеклом.
 Существующая вода в топливной системе может замерзнуть при экстремально низких температурах, что может стать проблемой. Очиститель топливных форсунок также поможет удалить воду из вашей системы.
Существующая вода в топливной системе может замерзнуть при экстремально низких температурах, что может стать проблемой. Очиститель топливных форсунок также поможет удалить воду из вашей системы.
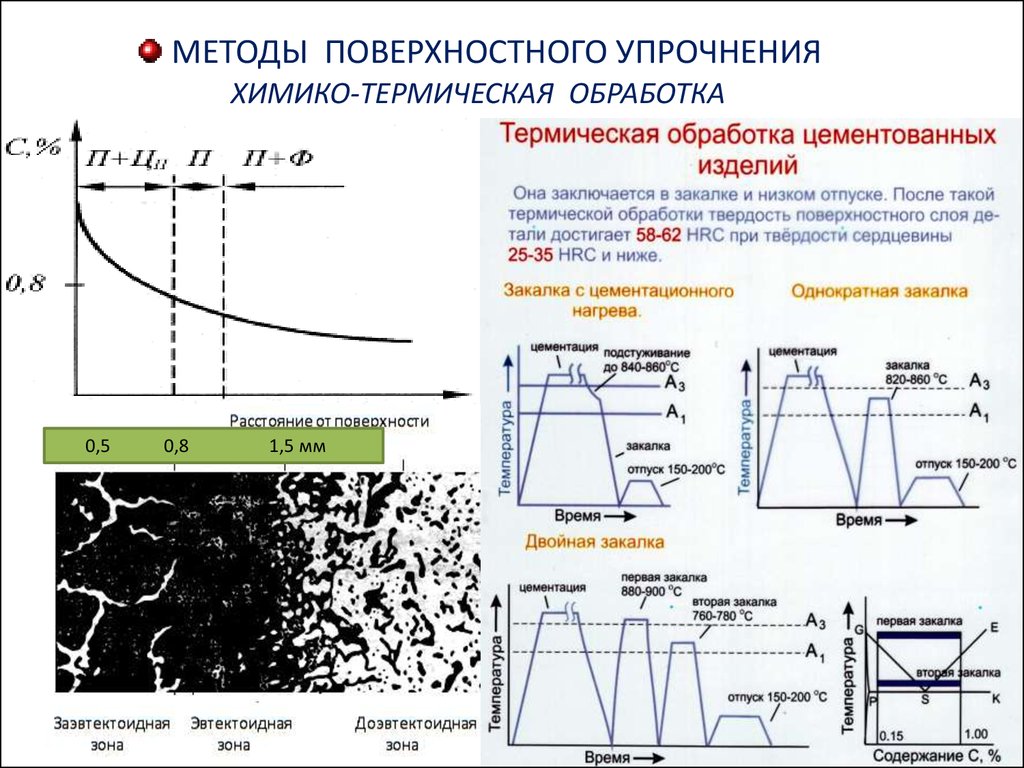 Чтобы придать сердцевине детали определенную прочность и вязкость, перед азотированием деталь подвергают закалке и отпуску.
Чтобы придать сердцевине детали определенную прочность и вязкость, перед азотированием деталь подвергают закалке и отпуску.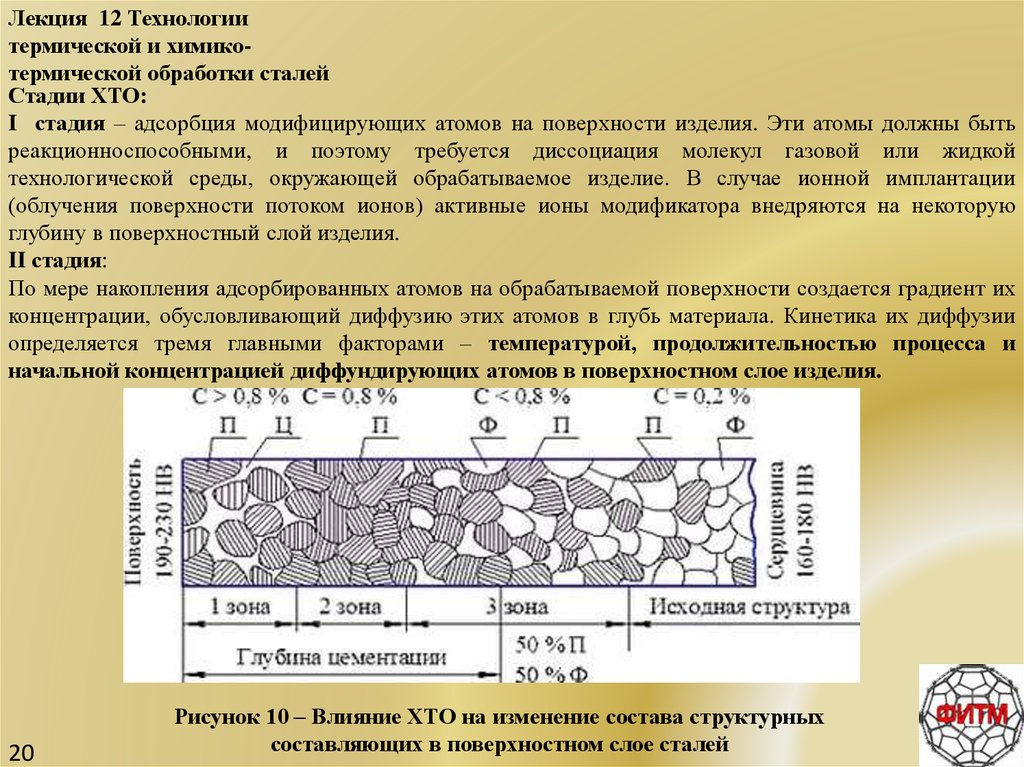 После ванны детали закаливаются в воде или масле. Цианированный слой толщиной 0,2 … 0,3 мм имеет довольно высокую твердость и износостойкость. Цианированию подвергают режущие кромки сверл, резцов, метчиков, фрез, а также некоторые зубчатые колеса автомобилей и др.
После ванны детали закаливаются в воде или масле. Цианированный слой толщиной 0,2 … 0,3 мм имеет довольно высокую твердость и износостойкость. Цианированию подвергают режущие кромки сверл, резцов, метчиков, фрез, а также некоторые зубчатые колеса автомобилей и др.
 В некоторых способах диффузия сопровождается фазовыми превращениями.
В некоторых способах диффузия сопровождается фазовыми превращениями.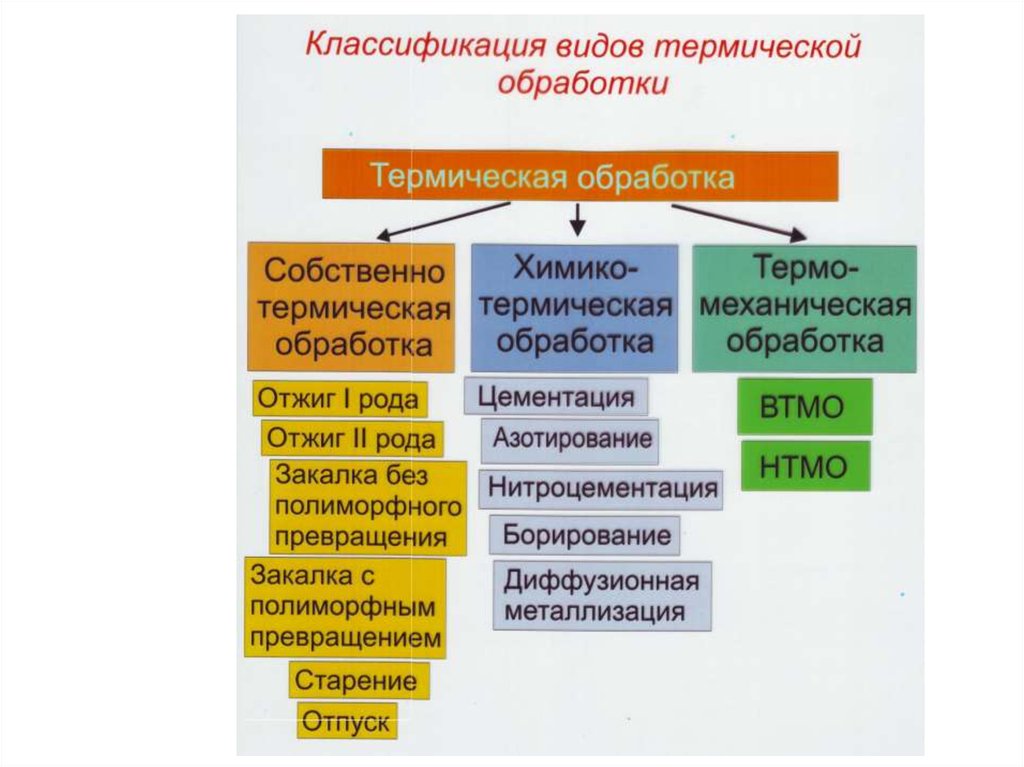 Именно такие соединения, обладая высокими значениями межатомной связи, повышают прочность, твёрдость, модуль упругости и другие эксплуатационные характеристики.
Именно такие соединения, обладая высокими значениями межатомной связи, повышают прочность, твёрдость, модуль упругости и другие эксплуатационные характеристики. Преимуществом псевдоожиженного слоя является почти идеальная однородность температуры по всему объёму частиц газа и высокая скорость нагрева. К регулируемым параметрам относят время, температуру и скорость диссоциации газа. Недостаток газового азотирования – невозможность точного контроля поверхностной концентрации азота.
Преимуществом псевдоожиженного слоя является почти идеальная однородность температуры по всему объёму частиц газа и высокая скорость нагрева. К регулируемым параметрам относят время, температуру и скорость диссоциации газа. Недостаток газового азотирования – невозможность точного контроля поверхностной концентрации азота.
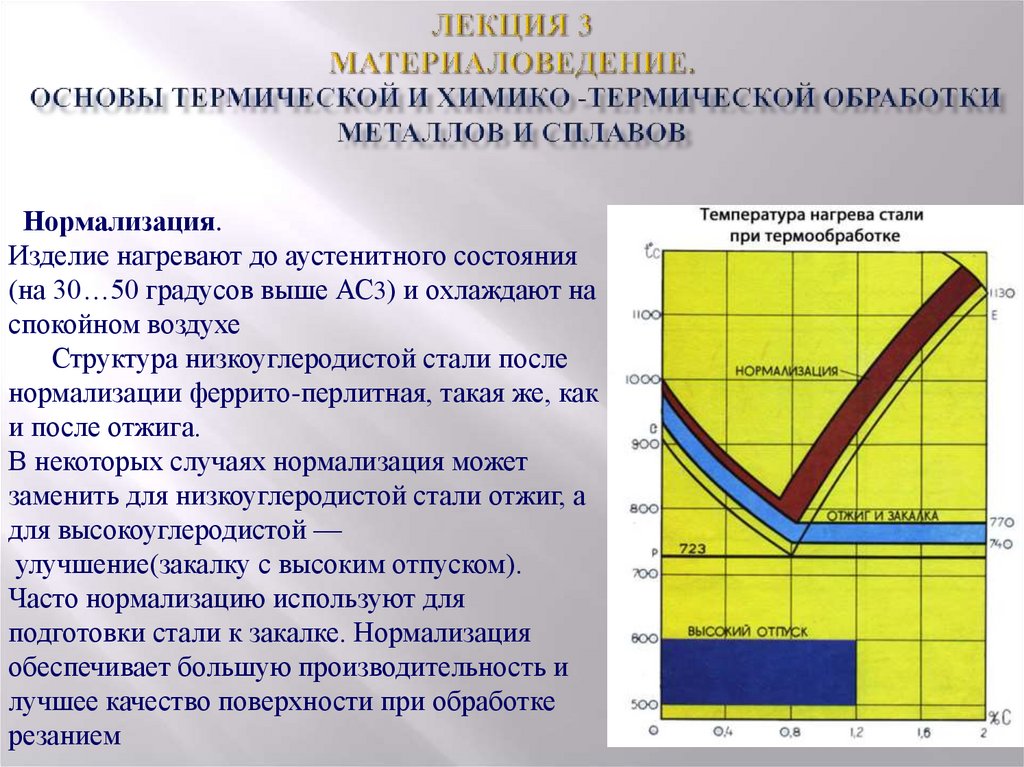 Эффективность операции определяется градиентом между потенциалами углерода в атмосфере печи и углерода на поверхности.
Эффективность операции определяется градиентом между потенциалами углерода в атмосфере печи и углерода на поверхности.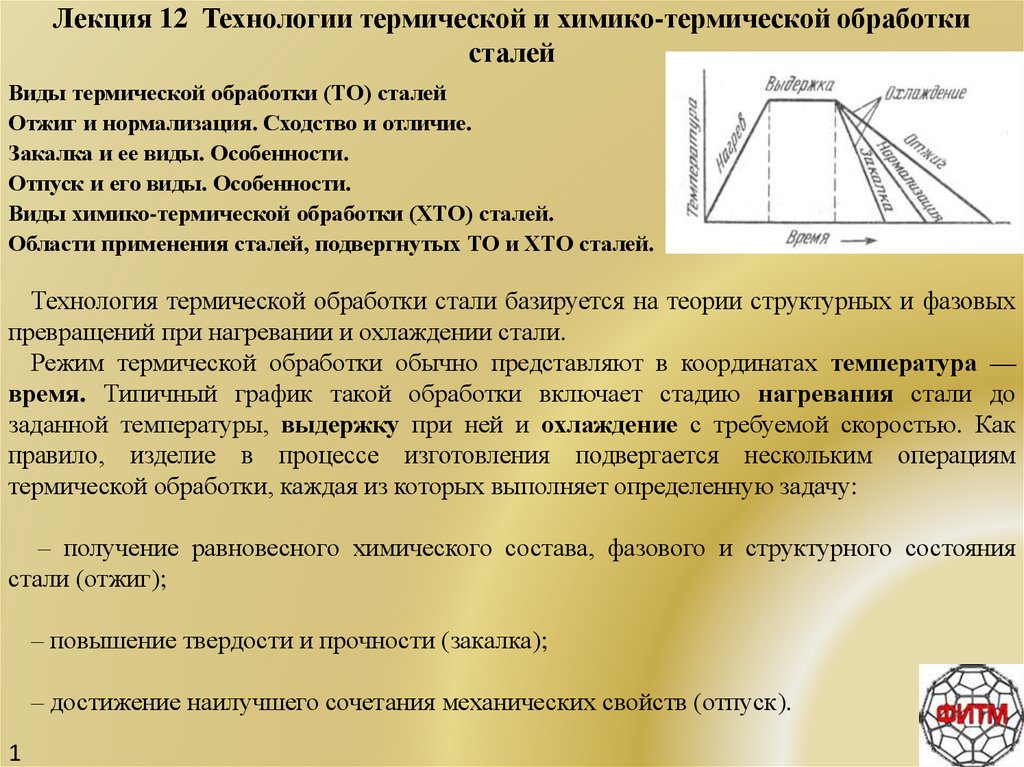 Скорость роста боридного слоя контролируется диффузией бора в слой Fe2B, глубина которого достигает 130 мкм. Для инструментальных сталей высокая твердость, связанная с присутствием боридов, вызывает существенное снижение ударной вязкости, причиной которой является хрупкость фазы FeB. Борированию подвергаются тугоплавкие металлы – титан, тантал, ниобий, вольфрам, а также кобальт-хромовые сплавы.
Скорость роста боридного слоя контролируется диффузией бора в слой Fe2B, глубина которого достигает 130 мкм. Для инструментальных сталей высокая твердость, связанная с присутствием боридов, вызывает существенное снижение ударной вязкости, причиной которой является хрупкость фазы FeB. Борированию подвергаются тугоплавкие металлы – титан, тантал, ниобий, вольфрам, а также кобальт-хромовые сплавы.
 Следует отметить, что хотя термин термообработка применяется только к процессам, в которых нагрев и охлаждение осуществляются с конкретной целью преднамеренного изменения свойств, нагрев и охлаждение часто происходят случайно во время других производственных процессов, таких как горячая штамповка или сварка.
Следует отметить, что хотя термин термообработка применяется только к процессам, в которых нагрев и охлаждение осуществляются с конкретной целью преднамеренного изменения свойств, нагрев и охлаждение часто происходят случайно во время других производственных процессов, таких как горячая штамповка или сварка.
 В простой углеродистой стали максимальная твердость, достигаемая при термообработке, почти полностью зависит от содержания углерода в стали.
В простой углеродистой стали максимальная твердость, достигаемая при термообработке, почти полностью зависит от содержания углерода в стали. Закалка создает чрезвычайно высокие внутренние напряжения в стали, и чтобы снять их, вы можете закалить сталь непосредственно перед тем, как она станет холодной.
Закалка создает чрезвычайно высокие внутренние напряжения в стали, и чтобы снять их, вы можете закалить сталь непосредственно перед тем, как она станет холодной. При цементации высокоуглеродистых сталей твердость проникает в сердцевину и вызывает хрупкость. В случае закалки вы химически изменяете поверхность металла, вводя высокое содержание карбида или нитрида. Ядро остается химически незатронутым. При термообработке высокоуглеродистая поверхность поддается закалке, а сердцевина затвердевает.
При цементации высокоуглеродистых сталей твердость проникает в сердцевину и вызывает хрупкость. В случае закалки вы химически изменяете поверхность металла, вводя высокое содержание карбида или нитрида. Ядро остается химически незатронутым. При термообработке высокоуглеродистая поверхность поддается закалке, а сердцевина затвердевает.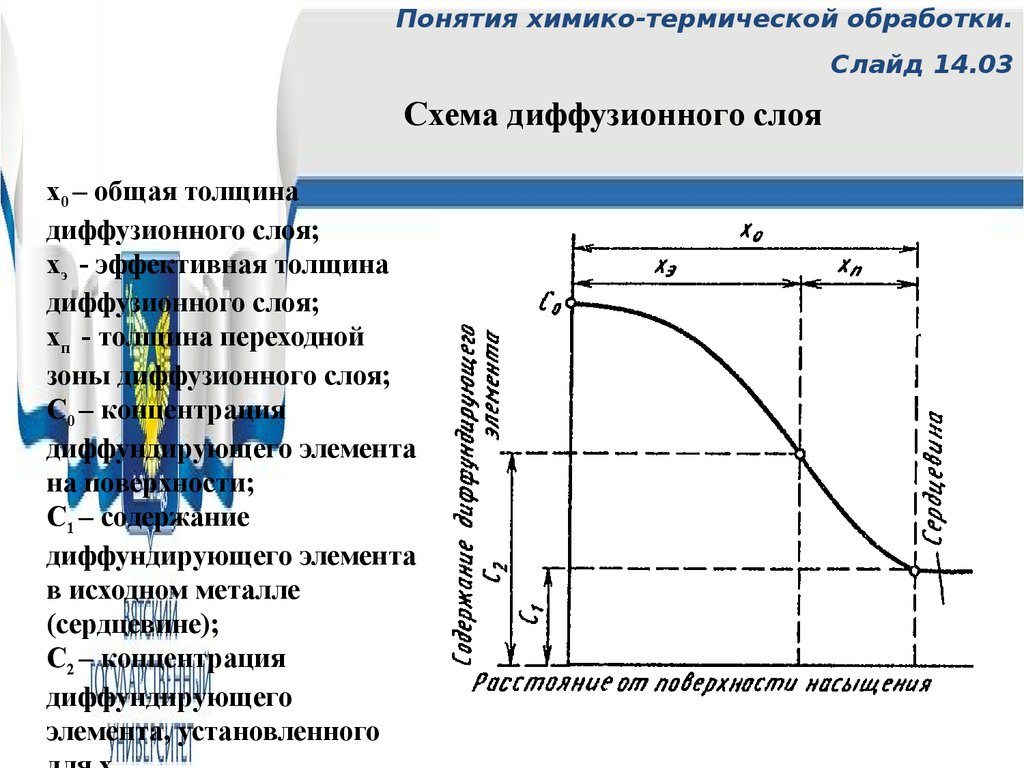 Чтобы охладить детали, вы можете оставить контейнер в печи для охлаждения или вынуть его и дать ему остыть на воздухе. В обоих случаях детали отжигаются при медленном охлаждении. Глубина проникновения углерода зависит от продолжительности периода замачивания. В современных методах науглероживание осуществляется почти исключительно в газовой атмосфере.
Чтобы охладить детали, вы можете оставить контейнер в печи для охлаждения или вынуть его и дать ему остыть на воздухе. В обоих случаях детали отжигаются при медленном охлаждении. Глубина проникновения углерода зависит от продолжительности периода замачивания. В современных методах науглероживание осуществляется почти исключительно в газовой атмосфере. Он отличается от других методов тем, что перед азотированием отдельные детали проходят термообработку и отпуск. Затем детали нагревают в печи с газовой аммиачной атмосферой. Никакой закалки не требуется, поэтому можно не беспокоиться о деформации или других видах искажений. Этот процесс используется для поверхностного упрочнения таких деталей, как шестерни, гильзы цилиндров, распределительные валы и другие детали двигателя, которые должны быть износостойкими и работать в условиях высоких температур.
Он отличается от других методов тем, что перед азотированием отдельные детали проходят термообработку и отпуск. Затем детали нагревают в печи с газовой аммиачной атмосферой. Никакой закалки не требуется, поэтому можно не беспокоиться о деформации или других видах искажений. Этот процесс используется для поверхностного упрочнения таких деталей, как шестерни, гильзы цилиндров, распределительные валы и другие детали двигателя, которые должны быть износостойкими и работать в условиях высоких температур.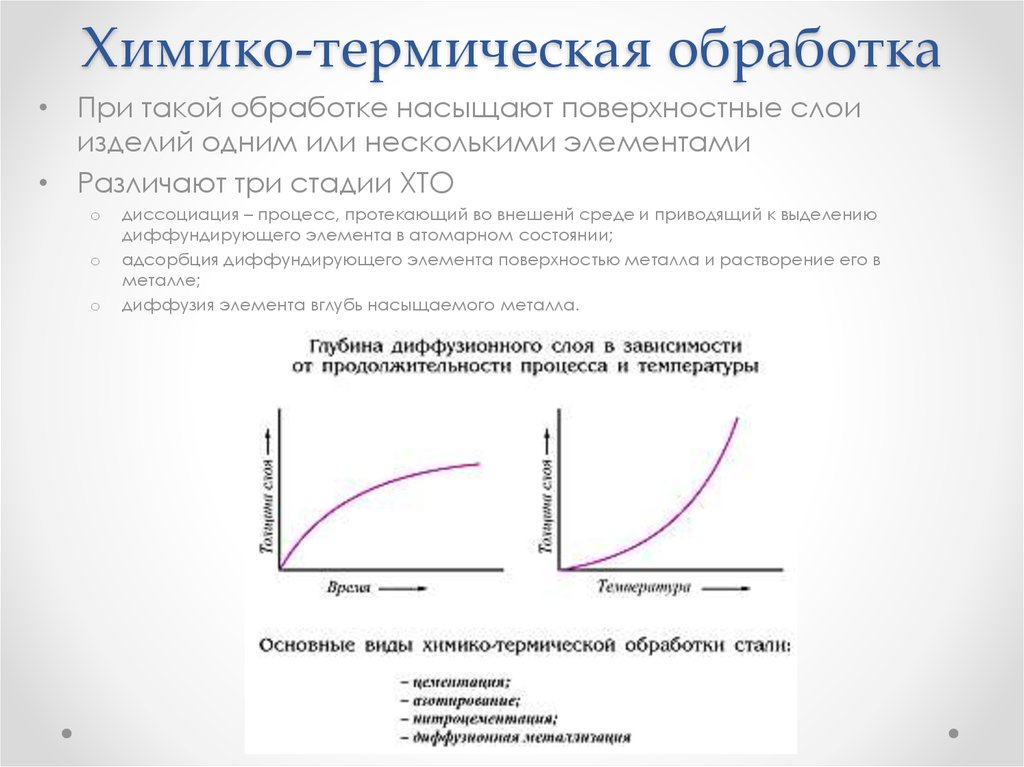 Независимо от того, является ли процесс ручным или механическим, необходимо внимательно следить, поскольку горелки быстро нагревают металл, а температуры обычно определяются визуально.
Независимо от того, является ли процесс ручным или механическим, необходимо внимательно следить, поскольку горелки быстро нагревают металл, а температуры обычно определяются визуально. Также при быстром охлаждении от температуры закалки возникают сильные внутренние напряжения. Для снятия внутренних напряжений и уменьшения хрупкости сталь после закалки следует отпускать. Отпуск заключается в нагреве стали до определенной температуры (ниже температуры закалки), выдержке ее при этой температуре в течение необходимого времени и последующем охлаждении, обычно на воздухе. Результирующие прочность, твердость и пластичность зависят от температуры, до которой нагревается сталь в процессе отпуска.
Также при быстром охлаждении от температуры закалки возникают сильные внутренние напряжения. Для снятия внутренних напряжений и уменьшения хрупкости сталь после закалки следует отпускать. Отпуск заключается в нагреве стали до определенной температуры (ниже температуры закалки), выдержке ее при этой температуре в течение необходимого времени и последующем охлаждении, обычно на воздухе. Результирующие прочность, твердость и пластичность зависят от температуры, до которой нагревается сталь в процессе отпуска. Помимо снижения хрупкости, отпуск размягчает сталь. Это неизбежно, и степень потери твердости зависит от температуры, до которой нагревается сталь в процессе отпуска. Это верно для всех сталей, кроме быстрорежущей стали. Закалка повышает твердость быстрорежущей стали.
Помимо снижения хрупкости, отпуск размягчает сталь. Это неизбежно, и степень потери твердости зависит от температуры, до которой нагревается сталь в процессе отпуска. Это верно для всех сталей, кроме быстрорежущей стали. Закалка повышает твердость быстрорежущей стали. Стальные детали после извлечения из закалочной печи обычно охлаждают на неподвижном воздухе; тем не менее, есть несколько типов стали, которые необходимо закаливать после отпуска, чтобы предотвратить хрупкость. Эти голубые хрупкие стали могут стать хрупкими, если их нагреть в определенных температурных диапазонах и дать им медленно остыть. Некоторые хромоникелевые стали подвержены такой отпускной хрупкости.
Стальные детали после извлечения из закалочной печи обычно охлаждают на неподвижном воздухе; тем не менее, есть несколько типов стали, которые необходимо закаливать после отпуска, чтобы предотвратить хрупкость. Эти голубые хрупкие стали могут стать хрупкими, если их нагреть в определенных температурных диапазонах и дать им медленно остыть. Некоторые хромоникелевые стали подвержены такой отпускной хрупкости. Сталь может быть отпущена после нормализации, при условии наличия твердости для отпуска. Отожженную сталь невозможно закалить. Отпуск снимает напряжения закалки, снижает твердость и хрупкость. На самом деле, предел прочности на растяжение закаленной стали может увеличиваться по мере того, как сталь подвергается отпуску до температуры около 450°F. Закалка повышает мягкость, пластичность, пластичность и ударопрочность. Твердость быстрорежущей стали увеличивается при отпуске, если она закалена при высокой температуре (около 1550°F). Помните, что вся сталь должна быть удалена из закалочной ванны и отпущена до того, как она полностью остынет. Неправильный отпуск приводит к быстрому выходу закаленной детали из строя.
Сталь может быть отпущена после нормализации, при условии наличия твердости для отпуска. Отожженную сталь невозможно закалить. Отпуск снимает напряжения закалки, снижает твердость и хрупкость. На самом деле, предел прочности на растяжение закаленной стали может увеличиваться по мере того, как сталь подвергается отпуску до температуры около 450°F. Закалка повышает мягкость, пластичность, пластичность и ударопрочность. Твердость быстрорежущей стали увеличивается при отпуске, если она закалена при высокой температуре (около 1550°F). Помните, что вся сталь должна быть удалена из закалочной ванны и отпущена до того, как она полностью остынет. Неправильный отпуск приводит к быстрому выходу закаленной детали из строя.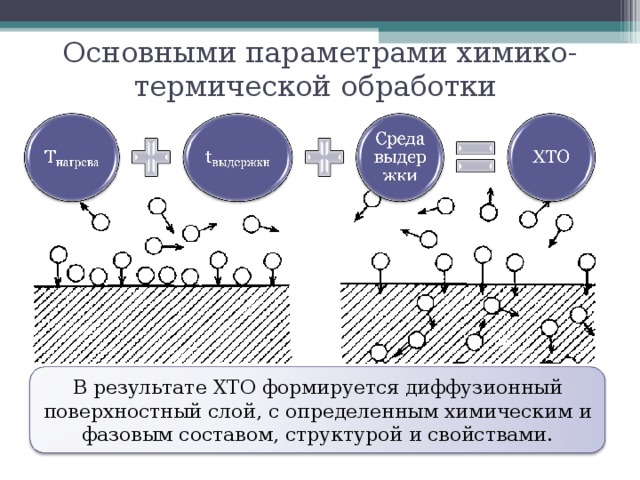 Эта температура составляет около 727 ºC (1341 ºF), поэтому достаточно нагрева до 700 ºC (1292 ºF). Это выдерживается достаточно долго, чтобы обеспечить рекристаллизацию ферритовой фазы, а затем охлаждается на воздухе. Поскольку материал остается в одной и той же фазе на протяжении всего процесса, единственное изменение, которое происходит, — это размер, форма и распределение зернистой структуры. Этот процесс дешевле полного отжига или нормализации, так как материал не нагревается до очень высокой температуры и не охлаждается в печи.
Эта температура составляет около 727 ºC (1341 ºF), поэтому достаточно нагрева до 700 ºC (1292 ºF). Это выдерживается достаточно долго, чтобы обеспечить рекристаллизацию ферритовой фазы, а затем охлаждается на воздухе. Поскольку материал остается в одной и той же фазе на протяжении всего процесса, единственное изменение, которое происходит, — это размер, форма и распределение зернистой структуры. Этот процесс дешевле полного отжига или нормализации, так как материал не нагревается до очень высокой температуры и не охлаждается в печи.
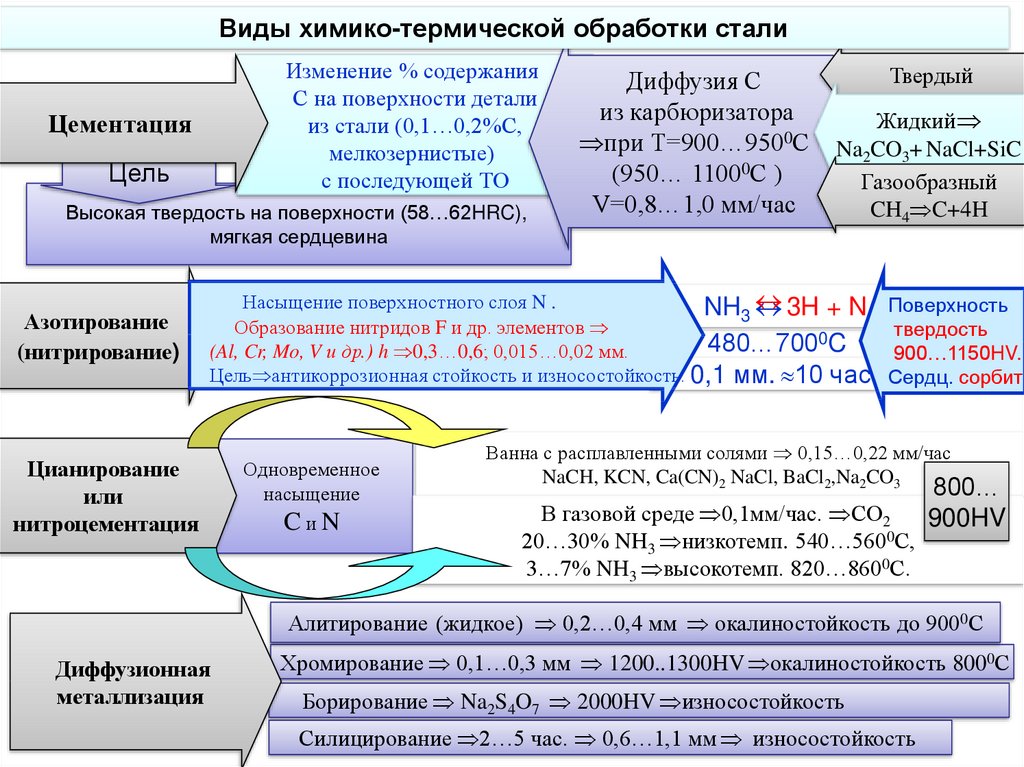 Его выдерживают при этой температуре в течение достаточного времени, чтобы весь материал превратился в аустенит или аустенит-цементит, в зависимости от обстоятельств. Затем его медленно охлаждают со скоростью примерно 20 ºC/час (36 ºF/час) в печи до примерно 50 ºC (90 ºF) в диапазоне феррит-цементит. В этот момент его можно охладить воздухом комнатной температуры с естественной конвекцией.
Его выдерживают при этой температуре в течение достаточного времени, чтобы весь материал превратился в аустенит или аустенит-цементит, в зависимости от обстоятельств. Затем его медленно охлаждают со скоростью примерно 20 ºC/час (36 ºF/час) в печи до примерно 50 ºC (90 ºF) в диапазоне феррит-цементит. В этот момент его можно охладить воздухом комнатной температуры с естественной конвекцией.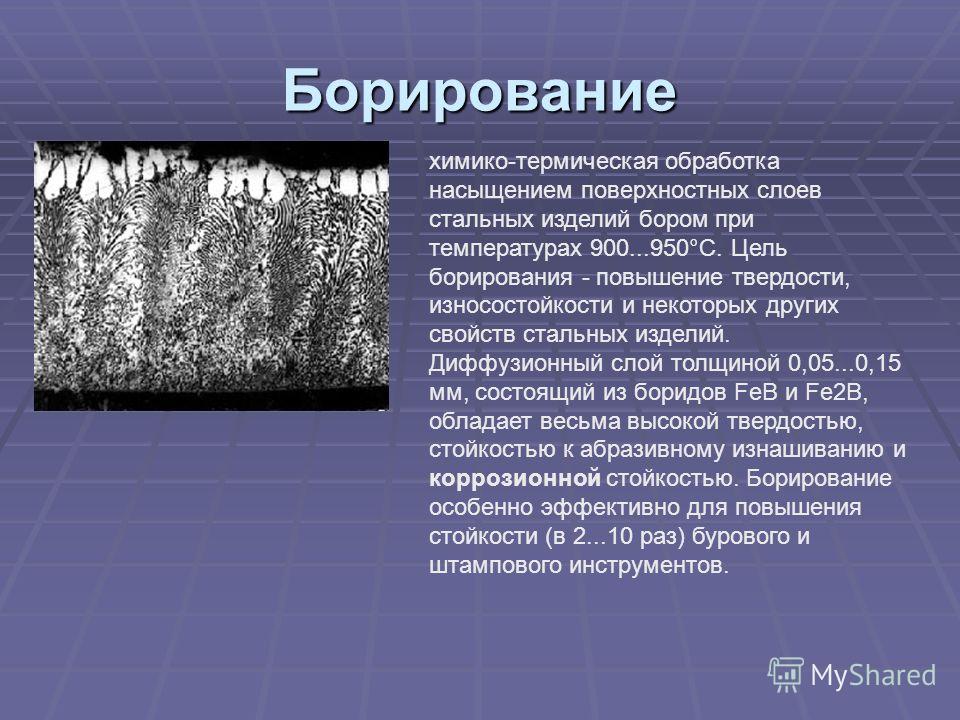 Это делается одним из следующих способов:
Это делается одним из следующих способов: Этот термин часто используется для сплавов черных металлов, которые были нагреты выше верхней критической температуры, а затем охлаждены на открытом воздухе. При нормализации сталь нагревают до температуры (приблизительно на 20–50°С) выше верхней точки превращения Ас3, для заэвтектоидных сталей выше Ас1, а затем охлаждают на воздухе в неподвижном состоянии. Используется для получения ровной мелкозернистой микроструктуры.
Этот термин часто используется для сплавов черных металлов, которые были нагреты выше верхней критической температуры, а затем охлаждены на открытом воздухе. При нормализации сталь нагревают до температуры (приблизительно на 20–50°С) выше верхней точки превращения Ас3, для заэвтектоидных сталей выше Ас1, а затем охлаждают на воздухе в неподвижном состоянии. Используется для получения ровной мелкозернистой микроструктуры.
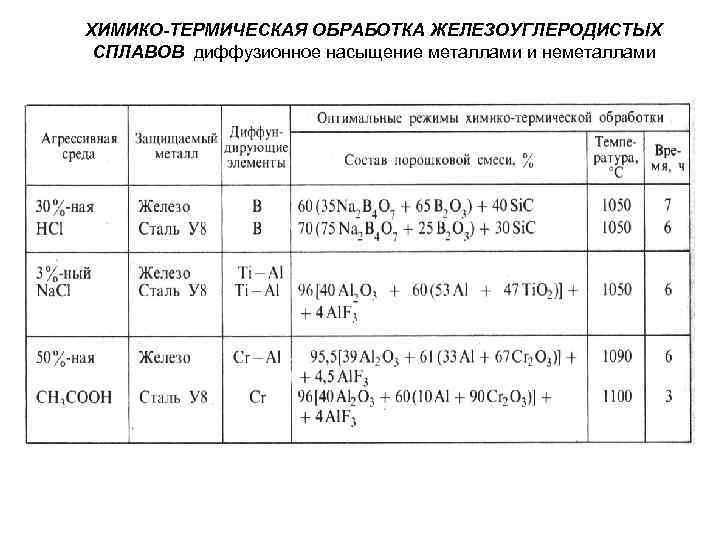 Обычно нормируют детали, подвергающиеся ударным нагрузкам и требующие максимальной ударной вязкости с устойчивостью к внешним воздействиям. При нормализации масса металла влияет на скорость охлаждения и на полученную структуру. Тонкие куски остывают быстрее и становятся тверже после нормализации, чем толстые. При отжиге (охлаждении в печи) их твердость примерно одинакова.
Обычно нормируют детали, подвергающиеся ударным нагрузкам и требующие максимальной ударной вязкости с устойчивостью к внешним воздействиям. При нормализации масса металла влияет на скорость охлаждения и на полученную структуру. Тонкие куски остывают быстрее и становятся тверже после нормализации, чем толстые. При отжиге (охлаждении в печи) их твердость примерно одинакова. Он выполняется путем нагревания металла и его быстрой закалки сразу после достижения желаемых свойств. Это замораживает частицы, поэтому они приобретают новые качества.
Он выполняется путем нагревания металла и его быстрой закалки сразу после достижения желаемых свойств. Это замораживает частицы, поэтому они приобретают новые качества. Это также полезно для удаления столбчатых зерен и сегрегации дендритов, которые могут ухудшить качество при отливке детали.
Это также полезно для удаления столбчатых зерен и сегрегации дендритов, которые могут ухудшить качество при отливке детали.

 Устройство дизель-генератора основано на разработках двух ученых-изобретателей, работавших еще в 19 веке.
Устройство дизель-генератора основано на разработках двух ученых-изобретателей, работавших еще в 19 веке. Основное отличие от бензиновых ДВС заключается в воспламенении горючего не от системы зажигания, а за счет более высокого сжатия. Благодаря этому удалось повысить мощность ДВС и снизить расход топлива.
Основное отличие от бензиновых ДВС заключается в воспламенении горючего не от системы зажигания, а за счет более высокого сжатия. Благодаря этому удалось повысить мощность ДВС и снизить расход топлива.





 Модули были извлечены из «Модели почты», любезно предоставленной maito78.
Модули были извлечены из «Модели почты», любезно предоставленной maito78. Для углов необходимо определить левую и правую панели. Левый угол определяется как базовая панель, на самом деле, выровняв его по базовой панели, можно четко увидеть взаимосвязь; для этих углов я хочу, чтобы угол располагался над стеной, чтобы его нижний правый задний угол находился в начале координат. Эта часть называется угла_L. Чтобы сделать эту панель доступной для строительного генератора, она и исходная стеновая панель подключаются к слиянию, которое затем подключается ко второму входу строительного генератора.
Для углов необходимо определить левую и правую панели. Левый угол определяется как базовая панель, на самом деле, выровняв его по базовой панели, можно четко увидеть взаимосвязь; для этих углов я хочу, чтобы угол располагался над стеной, чтобы его нижний правый задний угол находился в начале координат. Эта часть называется угла_L. Чтобы сделать эту панель доступной для строительного генератора, она и исходная стеновая панель подключаются к слиянию, которое затем подключается ко второму входу строительного генератора. Такое чувство, что кто-то должен сделать HDA, чтобы делать эти вещи.
Такое чувство, что кто-то должен сделать HDA, чтобы делать эти вещи. Генератор зданий может быть уведомлен об этом и не будет пытаться размещать модули в этом регионе. Здесь я помещаю этот изысканно смоделированный раздел там, где он должен быть в мире, затем с помощью узла утилиты здания обновил центр и размер разделов. Эти значения представляют собой ограничивающую рамку, сообщающую генератору зданий: «Не ставьте сюда модули». При подключении к 3-му входу строительного генератора секции панели будут обрезаны и вместо этого будет использоваться переопределение, размещенное вручную:
Генератор зданий может быть уведомлен об этом и не будет пытаться размещать модули в этом регионе. Здесь я помещаю этот изысканно смоделированный раздел там, где он должен быть в мире, затем с помощью узла утилиты здания обновил центр и размер разделов. Эти значения представляют собой ограничивающую рамку, сообщающую генератору зданий: «Не ставьте сюда модули». При подключении к 3-му входу строительного генератора секции панели будут обрезаны и вместо этого будет использоваться переопределение, размещенное вручную:
 Я использовал метод выравнивания оси, чтобы подтолкнуть значение max-X к исходной точке, но эти 3 модуля имеют разные выступы, поэтому они смещаются на разную глубину. Это исправит команда преобразования для каждого модуля (обязательно примените ее перед командой утилиты!):
Я использовал метод выравнивания оси, чтобы подтолкнуть значение max-X к исходной точке, но эти 3 модуля имеют разные выступы, поэтому они смещаются на разную глубину. Это исправит команда преобразования для каждого модуля (обязательно примените ее перед командой утилиты!): ниже видеоролики о строительстве навеса для генератора
ниже видеоролики о строительстве навеса для генератора Добавление жалюзи для свежего воздуха на стенах навеса позволяет воздуху поступать к воздухозаборнику на генераторе. Многие производители корпусов генераторов устанавливают вытяжной вентилятор, который обычно используется для вентиляции чердачных помещений, на стене навеса генератора. Вентилятор подключен к генератору 120 вольт, так что он включается, когда генератор работает. Некоторые строители сарая Наконец, рекомендуется держать дверь сарая открытой, чтобы впускать свежий воздух и способствовать выходу выхлопных газов.
Добавление жалюзи для свежего воздуха на стенах навеса позволяет воздуху поступать к воздухозаборнику на генераторе. Многие производители корпусов генераторов устанавливают вытяжной вентилятор, который обычно используется для вентиляции чердачных помещений, на стене навеса генератора. Вентилятор подключен к генератору 120 вольт, так что он включается, когда генератор работает. Некоторые строители сарая Наконец, рекомендуется держать дверь сарая открытой, чтобы впускать свежий воздух и способствовать выходу выхлопных газов. Чтобы избежать отравления угарным газом, следуйте этим инструкциям при эксплуатации генератора:
Чтобы избежать отравления угарным газом, следуйте этим инструкциям при эксплуатации генератора: Это модификации, которые один из наших клиентов внес в корпус своего генератора. Big Idea Designs не предлагает использовать эти модификации. Мы предоставляем эту информацию, чтобы показать, что сделали другие клиенты.
Это модификации, которые один из наших клиентов внес в корпус своего генератора. Big Idea Designs не предлагает использовать эти модификации. Мы предоставляем эту информацию, чтобы показать, что сделали другие клиенты.
 Другие наклонные конструкции являются фиксированными, а доступ к генератору осуществляется через дверцу либо на торцах, либо на передней стенке. Преимущество рационального проектирования заключается в возможности пристроить навес к зданию или забору, чтобы снег и дождь соскальзывали с конструкции.
Другие наклонные конструкции являются фиксированными, а доступ к генератору осуществляется через дверцу либо на торцах, либо на передней стенке. Преимущество рационального проектирования заключается в возможности пристроить навес к зданию или забору, чтобы снег и дождь соскальзывали с конструкции. Наша большая библиотека включает планы для генераторов всех размеров. Он включает в себя множество стилей дизайна навеса генератора, которые помогут вам построить навес, который соответствует вашим потребностям.
Наша большая библиотека включает планы для генераторов всех размеров. Он включает в себя множество стилей дизайна навеса генератора, которые помогут вам построить навес, который соответствует вашим потребностям.
 .Управление рулевое
.Управление рулевое
 И представлены в следующих вариациях платформ:
И представлены в следующих вариациях платформ: На такие автомобили ставятся стационарные платформы:
На такие автомобили ставятся стационарные платформы:

 При автоцентре размещается склад запчастей площадью 450 м2. В наличии востребованные позиции и редкие детали. Ассортимент склада пополняется ежедневно.
При автоцентре размещается склад запчастей площадью 450 м2. В наличии востребованные позиции и редкие детали. Ассортимент склада пополняется ежедневно.
 При регулярном обслуживании автомобиля наши клиенты получают скидку на оригинальные запчасти до 7% и на работы — до 10%.
При регулярном обслуживании автомобиля наши клиенты получают скидку на оригинальные запчасти до 7% и на работы — до 10%.

 Боковой амортизатор применил нижнюю левую и правую вибрацию.
Боковой амортизатор применил нижнюю левую и правую вибрацию. B.S. Система активно управляет тормозами в аварийных ситуациях.
B.S. Система активно управляет тормозами в аварийных ситуациях. д., не препятствуя свободному перемещению в кабине
д., не препятствуя свободному перемещению в кабине
 , Ltd.
, Ltd.
 Для подачи искры в цилиндр
Для подачи искры в цилиндр

 Система
Система карбюратор двигателя.
карбюратор двигателя.
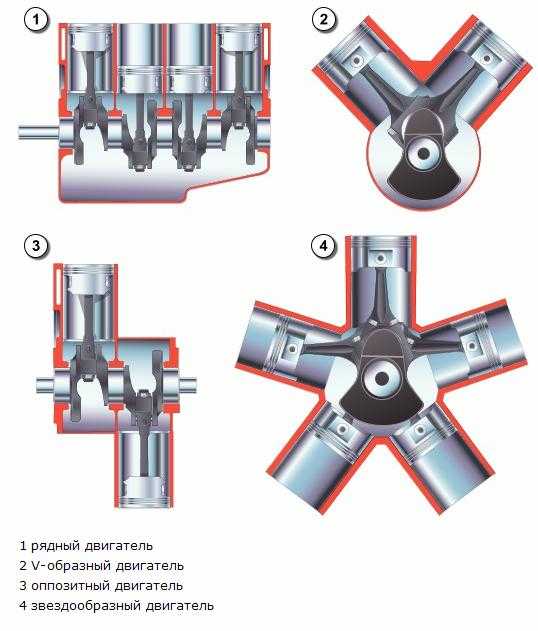 При подаче напряжения на неподвижную обмотку статора возбуждается магнитное поле, что и приводит в движение ротор и вал электродвигателя.
При подаче напряжения на неподвижную обмотку статора возбуждается магнитное поле, что и приводит в движение ротор и вал электродвигателя. Такие агрегаты используются для усиления мощности электросигналов, они способны преобразовывать постоянный ток в переменный, могут применяться в различных типах электромашин. Принято различать агрегаты, предназначенные для использования в промышленном оборудовании, машиностроении, на различных грузоподъёмных машинах и спецтехнике. Также большой популярностью пользуются маломощные электрические двигатели, которые с успехом применяются в различных бытовых инструментах и кухонной технике.
Такие агрегаты используются для усиления мощности электросигналов, они способны преобразовывать постоянный ток в переменный, могут применяться в различных типах электромашин. Принято различать агрегаты, предназначенные для использования в промышленном оборудовании, машиностроении, на различных грузоподъёмных машинах и спецтехнике. Также большой популярностью пользуются маломощные электрические двигатели, которые с успехом применяются в различных бытовых инструментах и кухонной технике.



 На обмотку статора подается переменный однофазный ток, приводящий во вращение ротор и вал двигателя. Сам ротор имеет цилиндрический сердечник с залитыми алюминием ячейками и открытыми вентиляционными лопастями. Однофазные двигатели с короткозамкнутым ротором используются в небольших по своей мощности устройствах, водяных насосах и комнатных вентиляторах.
На обмотку статора подается переменный однофазный ток, приводящий во вращение ротор и вал двигателя. Сам ротор имеет цилиндрический сердечник с залитыми алюминием ячейками и открытыми вентиляционными лопастями. Однофазные двигатели с короткозамкнутым ротором используются в небольших по своей мощности устройствах, водяных насосах и комнатных вентиляторах. При включении двигателя в трехфазную сеть магнитное поле имеет сдвиг в пространстве относительно обмотки на 120 градусов. Наличие короткозамкнутого поля позволяет упростить запуск в работу устройства, при этом в последующем поддерживаются стабильные обороты. Модификации двигателей с фазным ротором отличаются увеличенной мощностью и используются преимущественно в промышленном оборудовании.
При включении двигателя в трехфазную сеть магнитное поле имеет сдвиг в пространстве относительно обмотки на 120 градусов. Наличие короткозамкнутого поля позволяет упростить запуск в работу устройства, при этом в последующем поддерживаются стабильные обороты. Модификации двигателей с фазным ротором отличаются увеличенной мощностью и используются преимущественно в промышленном оборудовании. Существующие в настоящее время типы электродвигателей позволяют подобрать агрегат, который будет полностью соответствовать особенностям своей эксплуатации. С помощью таких моторов могут приводиться в движение мощные станки и оборудование, производительные насосы. Без их использования не обходится ни один бытовой электроприбор.
Существующие в настоящее время типы электродвигателей позволяют подобрать агрегат, который будет полностью соответствовать особенностям своей эксплуатации. С помощью таких моторов могут приводиться в движение мощные станки и оборудование, производительные насосы. Без их использования не обходится ни один бытовой электроприбор.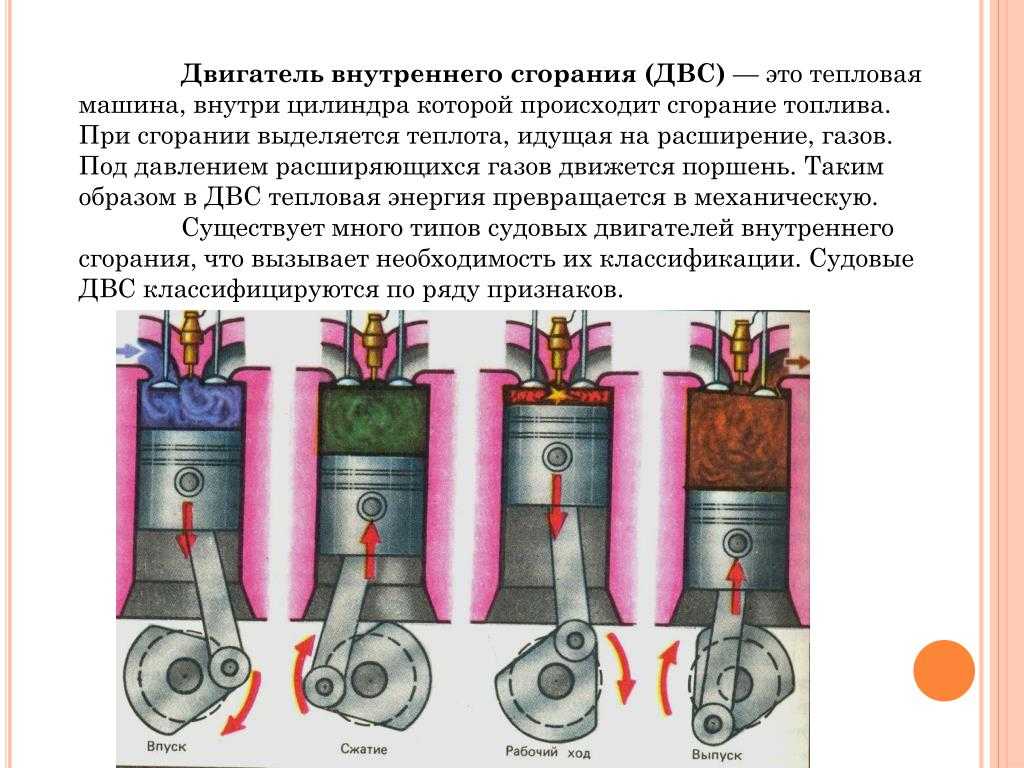 проверить!
проверить! это смесь топлива и воздуха, воспламеняющаяся в различных камерах двигателя. Этот процесс происходит тысячи раз в минуту, обеспечивая движение транспортного средства. Эти типы двигателей сокращенно называются двигателями внутреннего сгорания.
это смесь топлива и воздуха, воспламеняющаяся в различных камерах двигателя. Этот процесс происходит тысячи раз в минуту, обеспечивая движение транспортного средства. Эти типы двигателей сокращенно называются двигателями внутреннего сгорания. Большой двигатель внутреннего сгорания может генерировать 109 000 л.с., что может привести в действие корабль, перевозящий около 20 000 контейнеров.
Большой двигатель внутреннего сгорания может генерировать 109 000 л.с., что может привести в действие корабль, перевозящий около 20 000 контейнеров. Все это примеры двигателей EC.
Все это примеры двигателей EC.
 В двигателях внутреннего сгорания при их работе запасается химическая энергия.
В двигателях внутреннего сгорания при их работе запасается химическая энергия. Примеры двигателей внутреннего сгорания включают двух- и четырехтактные бензиновые и дизельные двигатели.
Примеры двигателей внутреннего сгорания включают двух- и четырехтактные бензиновые и дизельные двигатели. В верхней части цилиндра установлена свеча зажигания, которая дает искру для воспламенения смеси.
В верхней части цилиндра установлена свеча зажигания, которая дает искру для воспламенения смеси. Секция газификатора сжигает топливо в горелке и подает полученный газ в силовую секцию, где он вращает силовую турбину. Затем силовая турбина вращает колеса автомобиля через ряд шестерен.
Секция газификатора сжигает топливо в горелке и подает полученный газ в силовую секцию, где он вращает силовую турбину. Затем силовая турбина вращает колеса автомобиля через ряд шестерен.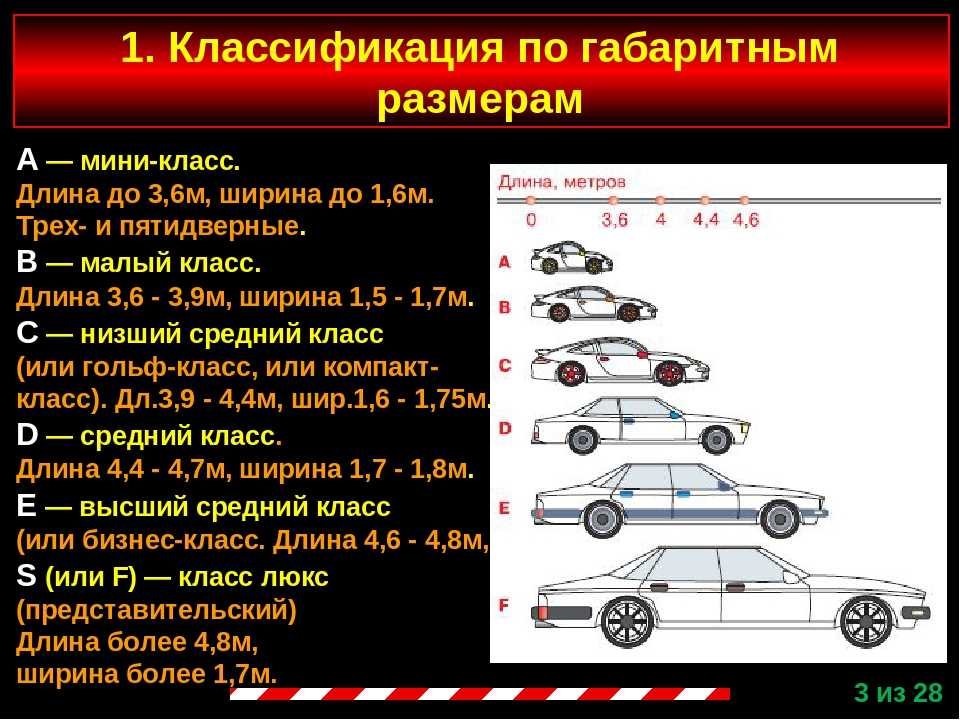 Двигатели, работающие по этому циклу, известны как двигатели с циклом Отто. Бензиновые двигатели работают по этому циклу.
Двигатели, работающие по этому циклу, известны как двигатели с циклом Отто. Бензиновые двигатели работают по этому циклу.
 Такой цикл известен как двойной цикл. Фактически все дизельные двигатели работают по этому циклу. На рисунке показан двойной цикл на p-v диаграмме.
Такой цикл известен как двойной цикл. Фактически все дизельные двигатели работают по этому циклу. На рисунке показан двойной цикл на p-v диаграмме.

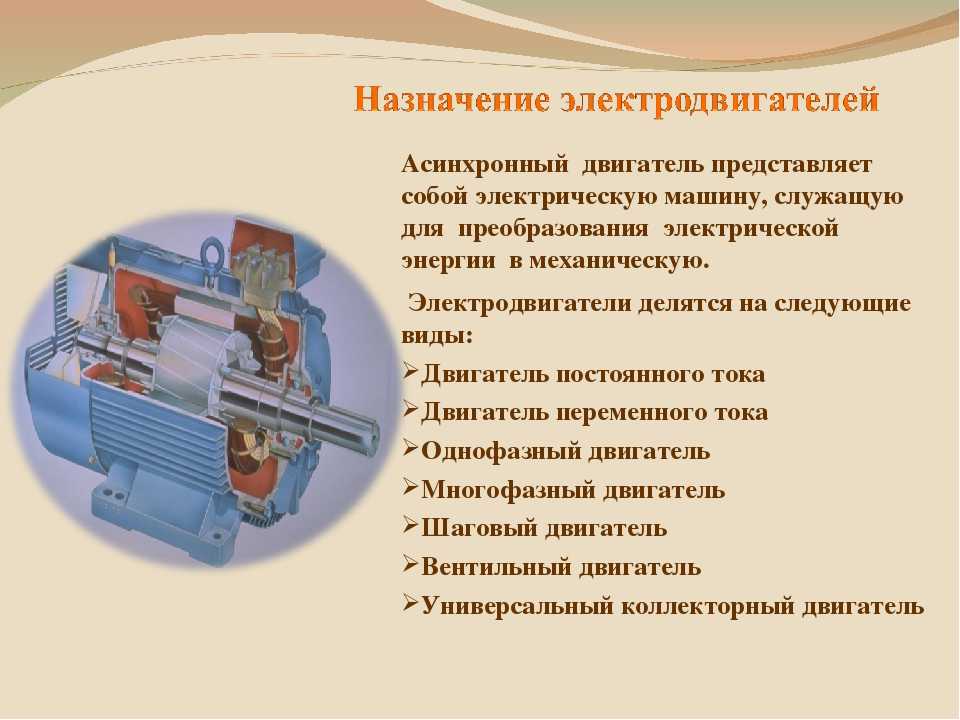
 Трехцилиндровый двигатель используется и в зарубежных переднеприводных автомобилях.
Трехцилиндровый двигатель используется и в зарубежных переднеприводных автомобилях.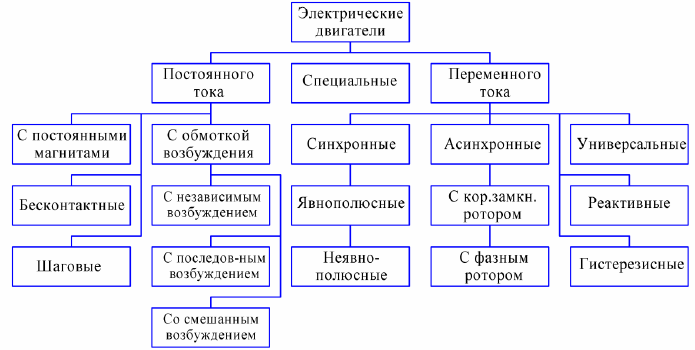
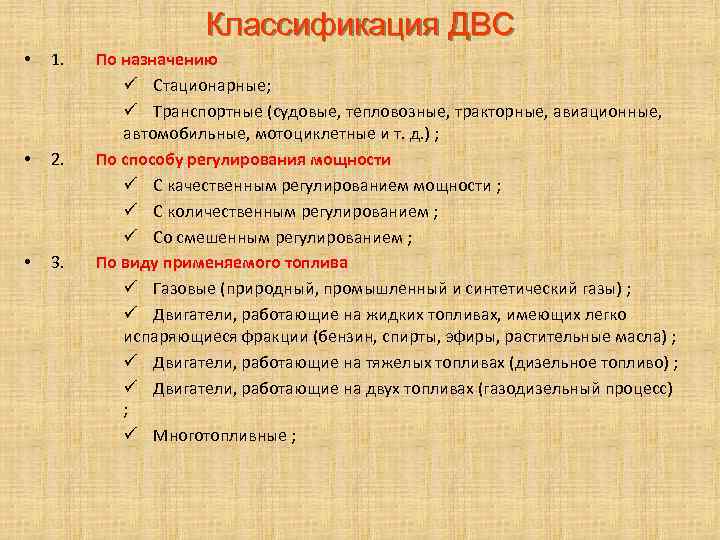 Три цилиндра расположены в ряд. Это двухтактный двигатель. Картер в этом двигателе служит камерой впуска и предварительного сжатия.
Три цилиндра расположены в ряд. Это двухтактный двигатель. Картер в этом двигателе служит камерой впуска и предварительного сжатия.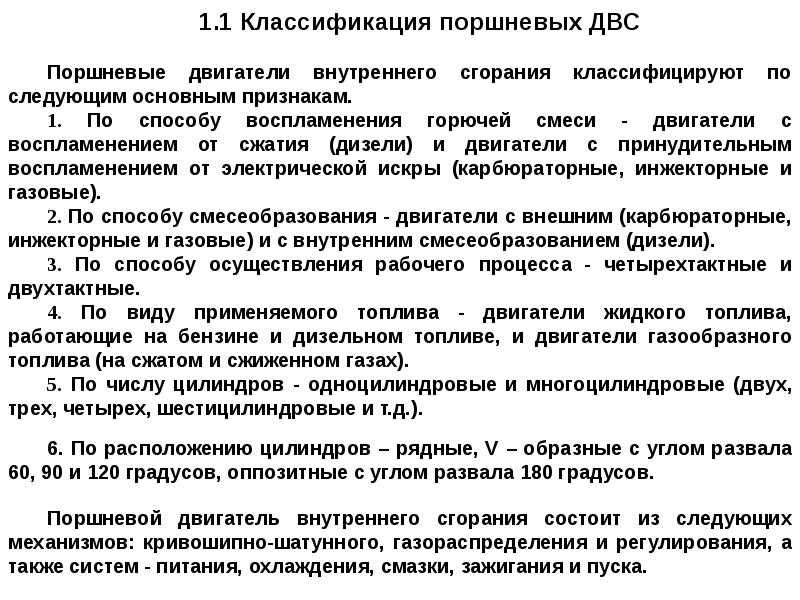 В линейке 6 почти повсеместно используются цилиндровые двигатели и двигатели V-8. Угол между рядами цилиндров в двигателях V-8 обычно сохраняется на уровне 90°.
В линейке 6 почти повсеместно используются цилиндровые двигатели и двигатели V-8. Угол между рядами цилиндров в двигателях V-8 обычно сохраняется на уровне 90°.
 Рядные двигатели обычно имеют клапаны в один ряд. Двигатели V-8 могут иметь клапаны в одинарном или двойном ряду в каждом ряду. Независимо от расположения, один распределительный вал приводит в действие все клапаны.
Рядные двигатели обычно имеют клапаны в один ряд. Двигатели V-8 могут иметь клапаны в одинарном или двойном ряду в каждом ряду. Независимо от расположения, один распределительный вал приводит в действие все клапаны. В двигателе с I-образной головкой объем зазора может быть уменьшен в большей степени, чем в двигателе с L-образной головкой. В некоторых двигателях с двутавровой головкой в головках поршней есть карманы, в которые может перемещаться клапан, когда они открыты с поршнем в ВМТ.
В двигателе с I-образной головкой объем зазора может быть уменьшен в большей степени, чем в двигателе с L-образной головкой. В некоторых двигателях с двутавровой головкой в головках поршней есть карманы, в которые может перемещаться клапан, когда они открыты с поршнем в ВМТ.
 Пройдя через кожухи двигателя в блоке цилиндров и головке блока цилиндров, вода проходит через радиатор, где охлаждается воздухом, всасываемым через радиатор.
Пройдя через кожухи двигателя в блоке цилиндров и головке блока цилиндров, вода проходит через радиатор, где охлаждается воздухом, всасываемым через радиатор.
 В этом двигателе цилиндры расположены под углом 180°, как у V-образного двигателя, но с углом 180°.
В этом двигателе цилиндры расположены под углом 180°, как у V-образного двигателя, но с углом 180°.
 Стремясь унифицировать грузовой и пассажирский локомотивы, конструкторы даже не стали оборудовать последний дополнительной кабиной, из-за чего тот на конечных станциях участков был вынужден разворачиваться. Также два ТЭП10Л могли эксплуатироваться по системе двух единиц, как и секции грузового 2ТЭ10Л, при этом устранялась проблема в поворотах на конечных станциях. Впоследствии на некоторых дорогах эти машины так и эксплуатировали, водя ими особо тяжёлые пассажирские поезда.
Стремясь унифицировать грузовой и пассажирский локомотивы, конструкторы даже не стали оборудовать последний дополнительной кабиной, из-за чего тот на конечных станциях участков был вынужден разворачиваться. Также два ТЭП10Л могли эксплуатироваться по системе двух единиц, как и секции грузового 2ТЭ10Л, при этом устранялась проблема в поворотах на конечных станциях. Впоследствии на некоторых дорогах эти машины так и эксплуатировали, водя ими особо тяжёлые пассажирские поезда. Тепловозы ТЭП10Л выпускались лишь до 1967 года (ТЭП10 — до 1968 года), после чего производство было прекращено, так как количество пассажирских тепловозов на советских дорогах уже было достаточным; к тому же Коломенский завод уже начал серийное производство тепловозов ТЭП60, более приспособленных к пассажирской службе. Всего за 4 года Луганский завод построил 218 тепловозов серии ТЭП10Л.
Тепловозы ТЭП10Л выпускались лишь до 1967 года (ТЭП10 — до 1968 года), после чего производство было прекращено, так как количество пассажирских тепловозов на советских дорогах уже было достаточным; к тому же Коломенский завод уже начал серийное производство тепловозов ТЭП60, более приспособленных к пассажирской службе. Всего за 4 года Луганский завод построил 218 тепловозов серии ТЭП10Л.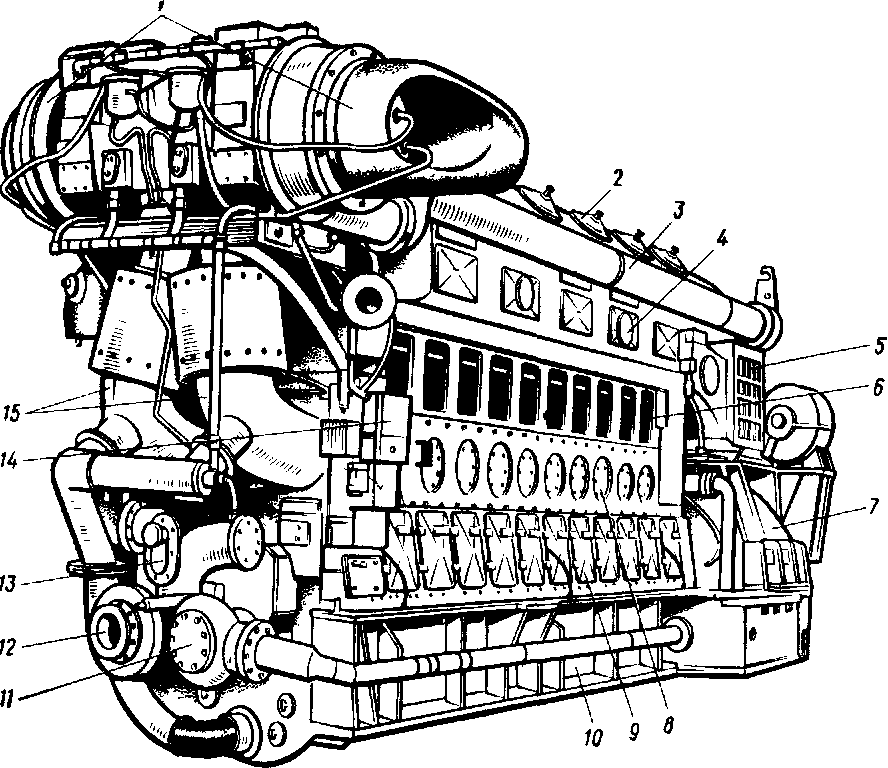 В 1980-е — 1990-е годы все ТЭП10Л были списаны и разрезаны на металлолом.
В 1980-е — 1990-е годы все ТЭП10Л были списаны и разрезаны на металлолом. Был организован тепловозосборочный цех, дизельный, испытательная станция дизелей, энергосиловой цех, гальванический, термический участки. 1969 год — ремонт дизелей типа Д12
Был организован тепловозосборочный цех, дизельный, испытательная станция дизелей, энергосиловой цех, гальванический, термический участки. 1969 год — ремонт дизелей типа Д12 В освоении нового производства принимали участие специалисты США и Финляндии при поддержке СП «Совфинамтранс» (СФАТ).
В освоении нового производства принимали участие специалисты США и Финляндии при поддержке СП «Совфинамтранс» (СФАТ).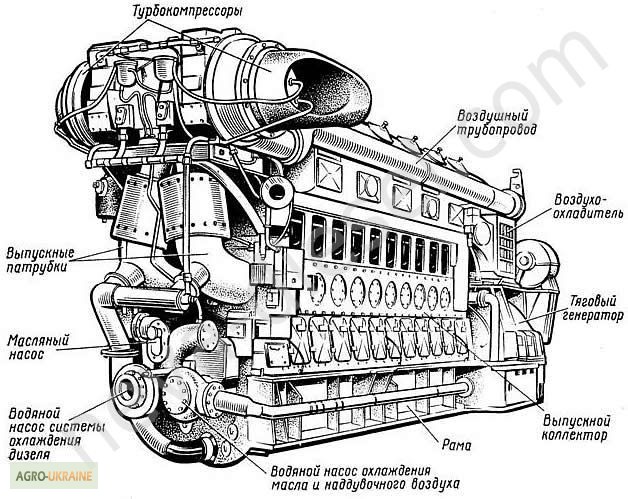 2008 год — завод осваивает ремонт цементовозов, минераловозов, лесовозов и зерновозов. В начале 2009 года предприятие выпускает из ремонта первый отремонтированный полувагон.
2008 год — завод осваивает ремонт цементовозов, минераловозов, лесовозов и зерновозов. В начале 2009 года предприятие выпускает из ремонта первый отремонтированный полувагон.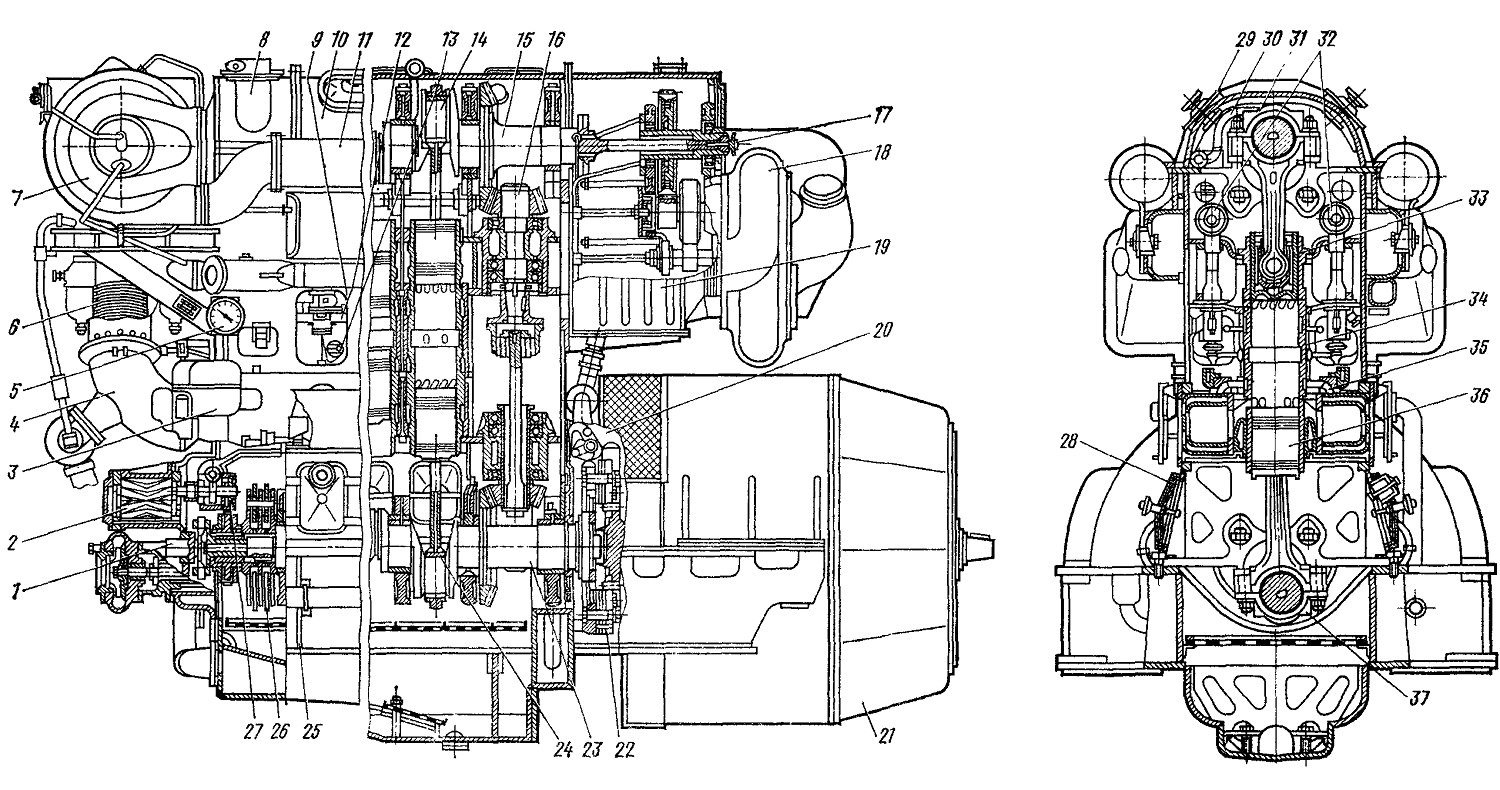
 Наносимый ущерб определяется уровнем мутации. После использования Disintegration игрок будет истощен на 3 раунда, в течение которых он не сможет выполнять какие-либо действия.
Наносимый ущерб определяется уровнем мутации. После использования Disintegration игрок будет истощен на 3 раунда, в течение которых он не сможет выполнять какие-либо действия. 0051 87
0051 87
 QZDgtviW_LHVQ5C2vh0SfijwBeFiuf5BNPv7kuJDHtY» data-advtracking-product-id=»1160368761″ data-tg-chain=»{"view_type": "preview"}»>
QZDgtviW_LHVQ5C2vh0SfijwBeFiuf5BNPv7kuJDHtY» data-advtracking-product-id=»1160368761″ data-tg-chain=»{"view_type": "preview"}»> aW0bb5u0C5CyCJPSX013bUzS9LXYr15NPQUvi8q685o» data-advtracking-product-id=»1160369929″ data-tg-chain=»{"view_type": "preview"}»>
aW0bb5u0C5CyCJPSX013bUzS9LXYr15NPQUvi8q685o» data-advtracking-product-id=»1160369929″ data-tg-chain=»{"view_type": "preview"}»> h8rK1t73de84z1avbS2f3J1W_uu9v-UTofBiwmrx190″ data-advtracking-product-id=»1160419682″ data-tg-chain=»{"view_type": "preview"}»>
h8rK1t73de84z1avbS2f3J1W_uu9v-UTofBiwmrx190″ data-advtracking-product-id=»1160419682″ data-tg-chain=»{"view_type": "preview"}»> 26 грн
26 грн Миргород
Миргород заднего присоединения шин с центр.рукояткой на изоляц.секции ИС)
заднего присоединения шин с центр.рукояткой на изоляц.секции ИС) 00-10 (10PR)
00-10 (10PR)


 Лестничные противоскольжения также известны как «дорожные цепи»
Лестничные противоскольжения также известны как «дорожные цепи» Корректировки/изменения являются нормальными и ожидаемыми.
Корректировки/изменения являются нормальными и ожидаемыми. 

 Кстати, такая схема работы называется челночной и при небольших расстояниях бульдозер может двигаться в исходную точку задним ходом.
Кстати, такая схема работы называется челночной и при небольших расстояниях бульдозер может двигаться в исходную точку задним ходом.

 Также бывают бульдозеры, имеющие универсальный отвал, состоящий из двух частей, которые соединены при помощи шарниров. Он устанавливается как перпендикулярно, так и под наклоном к оси. Такой вид бульдозеров называется путеукладчиками.
Также бывают бульдозеры, имеющие универсальный отвал, состоящий из двух частей, которые соединены при помощи шарниров. Он устанавливается как перпендикулярно, так и под наклоном к оси. Такой вид бульдозеров называется путеукладчиками.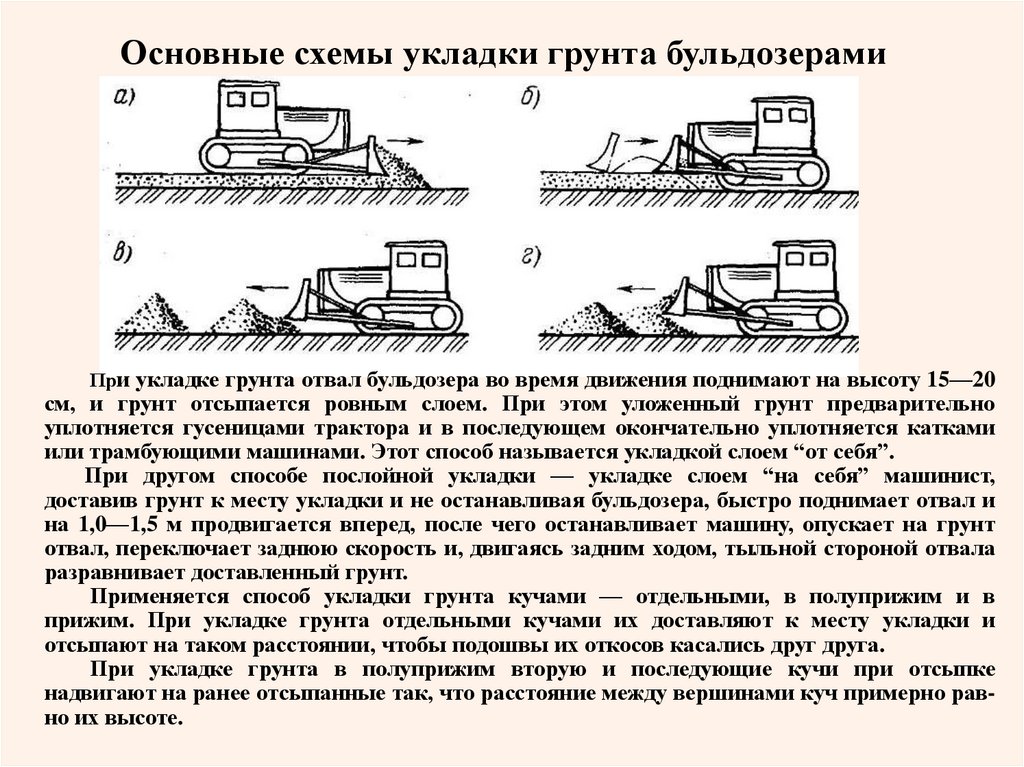 Они способны перемещать большие массы грунта или тяжёлые объекты на незначительно расстояние благодаря собственной массе и фронтальному отвалу. Эти способности и объясняют необходимость применения бульдозерной техники в подготовке и очистке территории. Шасси, в основном, заменяют гусеницы, которые дают машине особые преимущества, а именно работать на любых грунтах и при любых погодных условиях.
Они способны перемещать большие массы грунта или тяжёлые объекты на незначительно расстояние благодаря собственной массе и фронтальному отвалу. Эти способности и объясняют необходимость применения бульдозерной техники в подготовке и очистке территории. Шасси, в основном, заменяют гусеницы, которые дают машине особые преимущества, а именно работать на любых грунтах и при любых погодных условиях. Лезвие используется для толкания, резки, резки и прокатки материала перед трактором. Это идеальная землеройная машина, которая лучше всего работает на скорости около 5 км/ч. Каждая модель бульдозера имеет рабочий диапазон размера и регулировки отвала.
Лезвие используется для толкания, резки, резки и прокатки материала перед трактором. Это идеальная землеройная машина, которая лучше всего работает на скорости около 5 км/ч. Каждая модель бульдозера имеет рабочий диапазон размера и регулировки отвала. Этот тяжеловес отлично подходит для перемещения тяжелых материалов из одной области в другую.
Этот тяжеловес отлично подходит для перемещения тяжелых материалов из одной области в другую.
 0016
0016 д.
д.

 Чуть, поднимаем переднюю часть коробки, чтобы первичный вал вошёл в диск сцепления. Включаем прямую передачу, и покачивая, вводим в зацепление шлицевое соединение . Осталось, только, покачать коробку, чтобы она села на шпильки.
Чуть, поднимаем переднюю часть коробки, чтобы первичный вал вошёл в диск сцепления. Включаем прямую передачу, и покачивая, вводим в зацепление шлицевое соединение . Осталось, только, покачать коробку, чтобы она села на шпильки. Процедура ещё та… Осложняется ещё тем, что места под бортовым Уаз мало, и второй человек там, только мешает. Про «батоны» вообще не говорю, там места просто нет.
Процедура ещё та… Осложняется ещё тем, что места под бортовым Уаз мало, и второй человек там, только мешает. Про «батоны» вообще не говорю, там места просто нет.
 Видеоинструкция Подробнее
Видеоинструкция Подробнее работал на бухане 1.5года машина класс если не в ремонте.по раздельности будеш снимать прибавиш проблем часа на два.но в месте одному тежело жопа.
работал на бухане 1.5года машина класс если не в ремонте.по раздельности будеш снимать прибавиш проблем часа на два.но в месте одному тежело жопа.
 Усилия ни какого ребенок поднимет, а снизу спокойно втыкаешь только шлицы ловишь включив передачу вот и все. Ставится за пару чсов.
Усилия ни какого ребенок поднимет, а снизу спокойно втыкаешь только шлицы ловишь включив передачу вот и все. Ставится за пару чсов. По описанному выше способу я недавно снимал КПП и РК в сборе в одиночку, усилий минимум. Или как вариант — www.drive2.ru/cars/uaz/33…/288230376152090269/#post
По описанному выше способу я недавно снимал КПП и РК в сборе в одиночку, усилий минимум. Или как вариант — www.drive2.ru/cars/uaz/33…/288230376152090269/#post я заглянул в раздатку а там шестерни в ней опужены ниже центра в низ провалились… я вот и думаю может че сломали пока движек дергали…например хвостовиком коробки че нить сорвали в раздаитке вот переживаю уже второй день.
я заглянул в раздатку а там шестерни в ней опужены ниже центра в низ провалились… я вот и думаю может че сломали пока движек дергали…например хвостовиком коробки че нить сорвали в раздаитке вот переживаю уже второй день.
 хода. Среднее положение муфты фиксируется упором муфты в шайбу, в которую упирается пружина. Чтобы муфта заняла крайнее нижнее положение, нужно приложить дополнительное усилие для сжатия пружины. На внешнем конце валика нарезаны шлицы и резьба для установки рычага переключения передач.
хода. Среднее положение муфты фиксируется упором муфты в шайбу, в которую упирается пружина. Чтобы муфта заняла крайнее нижнее положение, нужно приложить дополнительное усилие для сжатия пружины. На внешнем конце валика нарезаны шлицы и резьба для установки рычага переключения передач. Мой способ установки КПП. Подробнее
Мой способ установки КПП. Подробнее Замена коробки. Советы спецов. И небольшой казус. — Продолжительность: 41:51
Замена коробки. Советы спецов. И небольшой казус. — Продолжительность: 41:51 — Продолжительность: 2:17
— Продолжительность: 2:17 Отсоедините тяги 8 и 11 (рис. 3.24) от рычагов 9 и 10. 2. Отверните тяги 5 и 14 от рычагов 6 и 13. 3. Отсоедините кронштейн 12 промежуточных рычагов. 4. Снимите кронштейн механизма вместе с рычагом 1 переключения передач. 5. Промойте детали механизма управления. 6. Выявите внешним осмотром износы в рычагах и тягах. 7. Замените изношенные детали.
Отсоедините тяги 8 и 11 (рис. 3.24) от рычагов 9 и 10. 2. Отверните тяги 5 и 14 от рычагов 6 и 13. 3. Отсоедините кронштейн 12 промежуточных рычагов. 4. Снимите кронштейн механизма вместе с рычагом 1 переключения передач. 5. Промойте детали механизма управления. 6. Выявите внешним осмотром износы в рычагах и тягах. 7. Замените изношенные детали. 45, дефектовка и обзор — Продолжительность: 1:15:19
45, дефектовка и обзор — Продолжительность: 1:15:19 Мой способ установки КПП. — Продолжительность: 4:06
Мой способ установки КПП. — Продолжительность: 4:06 Затем снимите задний кардан, но перед этим действием не забудьте поставить метки на первоначальном положении деталей, чтобы облегчить последующую сборку узла. Для удобства работы можно снять глушитель. После чего поочерёдно отсоедините:
Затем снимите задний кардан, но перед этим действием не забудьте поставить метки на первоначальном положении деталей, чтобы облегчить последующую сборку узла. Для удобства работы можно снять глушитель. После чего поочерёдно отсоедините: Теперь выводите КПП вместе с раздаткой на подставку и так достаньте узел из-под уазика.
Теперь выводите КПП вместе с раздаткой на подставку и так достаньте узел из-под уазика. Вот и весь процесс замены сцепления на УАЗе “Буханка”.
Вот и весь процесс замены сцепления на УАЗе “Буханка”. youtube.com/embed/VypqyGcs5zg»>
youtube.com/embed/VypqyGcs5zg»>  Если вы начнете резать с одного конца, вы всегда будете иметь дело с открытым концом, «выпускающим» влагу. Но если вы разрежете буханку пополам посередине, отрежете кусок от одной из половинок, а затем прижмете две половинки вместе перед заворачиванием, открытая поверхность не будет открыта, что означает меньшую вероятность испарения влаги.
Если вы начнете резать с одного конца, вы всегда будете иметь дело с открытым концом, «выпускающим» влагу. Но если вы разрежете буханку пополам посередине, отрежете кусок от одной из половинок, а затем прижмете две половинки вместе перед заворачиванием, открытая поверхность не будет открыта, что означает меньшую вероятность испарения влаги. 

 Круглая буханка имеет меньшую площадь поверхности, чем более длинная буханка, что ограничивает испарение влаги. А большая буханка просто требует больше времени для высыхания, особенно если вы защитите ее срезанную сторону, поместив ее вровень с твердой поверхностью, чтобы блокировать поток воздуха.
Круглая буханка имеет меньшую площадь поверхности, чем более длинная буханка, что ограничивает испарение влаги. А большая буханка просто требует больше времени для высыхания, особенно если вы защитите ее срезанную сторону, поместив ее вровень с твердой поверхностью, чтобы блокировать поток воздуха. 
 Мягкий хлеб для сэндвичей можно подавать как есть; хрустящий хлеб лучше поджарить или, по крайней мере, подогреть до теплого состояния. Нагревание хлеба освобождает крахмал от его жидкости, позволяя влаге свободно циркулировать по всей буханке, как это было в свежеиспеченном виде.
Мягкий хлеб для сэндвичей можно подавать как есть; хрустящий хлеб лучше поджарить или, по крайней мере, подогреть до теплого состояния. Нагревание хлеба освобождает крахмал от его жидкости, позволяя влаге свободно циркулировать по всей буханке, как это было в свежеиспеченном виде. Но, как я уже сказал, обязательно разогрейте или поджарьте его перед использованием.
Но, как я уже сказал, обязательно разогрейте или поджарьте его перед использованием. Таким образом, замедление этой ретроградации закваски помогает сохранить ваш хлеб свежим.
Таким образом, замедление этой ретроградации закваски помогает сохранить ваш хлеб свежим.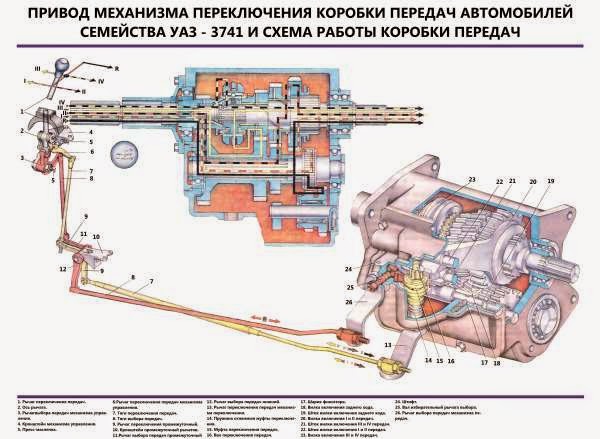
 .. отчасти. Хотя ваш багет никогда не вернется к своему только что испеченному совершенству, вы можете, по крайней мере, смягчить внутреннюю часть и добавить немного хруста корочке, выполнив несколько простых шагов.
.. отчасти. Хотя ваш багет никогда не вернется к своему только что испеченному совершенству, вы можете, по крайней мере, смягчить внутреннюю часть и добавить немного хруста корочке, выполнив несколько простых шагов. Для очень больших хлебов требуется слишком много времени, чтобы тепло духовки достигло их центра, прежде чем корка высохнет.
Для очень больших хлебов требуется слишком много времени, чтобы тепло духовки достигло их центра, прежде чем корка высохнет. Поэтому, если ваш хлеб склонен к плесени при комнатной температуре, попробуйте хранить его с сухим рисом.
Поэтому, если ваш хлеб склонен к плесени при комнатной температуре, попробуйте хранить его с сухим рисом. №
№ Когда они желатинируются, они набухают от влаги в тесте, и их жесткая кристаллическая структура превращается в некристаллическую (аморфную) форму (очень похоже на то, когда вы делаете танчжун или юдане). Когда испеченный батон достают из духовки, он остывает. С этого момента корка и мякиш со временем начинают затвердевать, поскольку крахмал (и, что наиболее важно, амилопектин2) подвергается ретроградация , переупорядочение в кристаллическую форму.
Когда они желатинируются, они набухают от влаги в тесте, и их жесткая кристаллическая структура превращается в некристаллическую (аморфную) форму (очень похоже на то, когда вы делаете танчжун или юдане). Когда испеченный батон достают из духовки, он остывает. С этого момента корка и мякиш со временем начинают затвердевать, поскольку крахмал (и, что наиболее важно, амилопектин2) подвергается ретроградация , переупорядочение в кристаллическую форму. время. Вы можете убедиться в этом прямо у себя на кухне: разогрейте ломтик черствого хлеба в духовке или тостере, и вы подумаете, что вам почти есть на тарелке ломтик свежеиспеченного хлеба — хотя бы на несколько минут.
время. Вы можете убедиться в этом прямо у себя на кухне: разогрейте ломтик черствого хлеба в духовке или тостере, и вы подумаете, что вам почти есть на тарелке ломтик свежеиспеченного хлеба — хотя бы на несколько минут.
 Я знаю, перед свежеиспеченным хлебом трудно устоять, но ваш хлеб не только будет вкуснее, но и сохранится дольше, если вы подождите, прежде чем нарезать его, по крайней мере, час — я предпочитаю два или больше.
Я знаю, перед свежеиспеченным хлебом трудно устоять, но ваш хлеб не только будет вкуснее, но и сохранится дольше, если вы подождите, прежде чем нарезать его, по крайней мере, час — я предпочитаю два или больше.
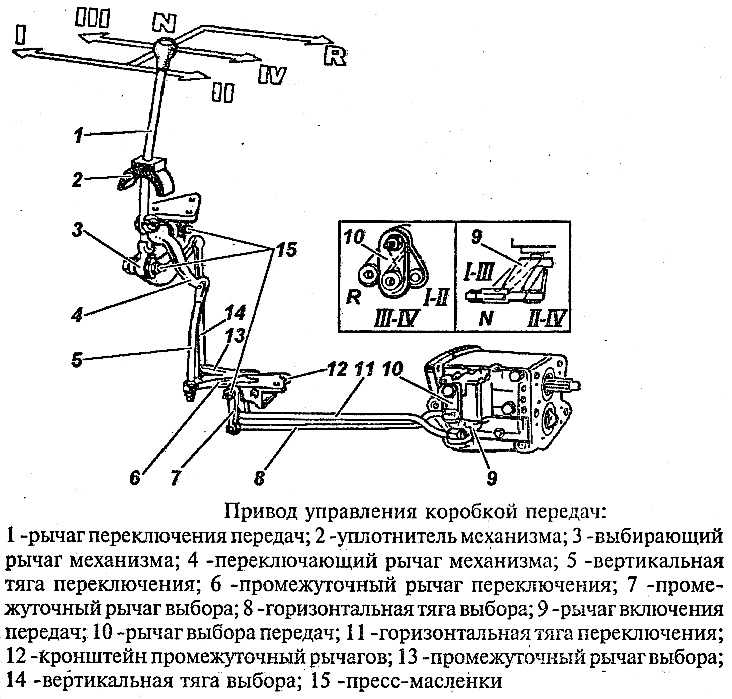 Мне нравится эта стройная хлебница из нержавеющей стали (см. ниже), которая хорошо сделана и уже много лет стоит на моей кухне.
Мне нравится эта стройная хлебница из нержавеющей стали (см. ниже), которая хорошо сделана и уже много лет стоит на моей кухне. И хотя многие источники советуют никогда не использовать полиэтиленовый пакет, иногда это может быть необходимо, особенно если этого требует ваш климат. В разгар зимы здесь, в Нью-Мексико, уровень влажности падает так низко, что мой хлеб на закваске с низким содержанием влаги почти приходится помещать в герметичный пластиковый пакет, чтобы сохранить некоторое подобие мягкой текстуры. В этом редком случае необходим герметичный пластиковый пакет, и он хорошо работает.
И хотя многие источники советуют никогда не использовать полиэтиленовый пакет, иногда это может быть необходимо, особенно если этого требует ваш климат. В разгар зимы здесь, в Нью-Мексико, уровень влажности падает так низко, что мой хлеб на закваске с низким содержанием влаги почти приходится помещать в герметичный пластиковый пакет, чтобы сохранить некоторое подобие мягкой текстуры. В этом редком случае необходим герметичный пластиковый пакет, и он хорошо работает. Это означает, что охлажденный хлеб можно заморозить целиком или полностью нарезать, а затем ломтики заморозить отдельно (мое предпочтение).
Это означает, что охлажденный хлеб можно заморозить целиком или полностью нарезать, а затем ломтики заморозить отдельно (мое предпочтение). идеально подходит для разогрева замороженного ломтика хлеба до нужного количества. Это дорого для тостера, но количество хлеба, которое я трачу на кухне, оправдывает расходы.
идеально подходит для разогрева замороженного ломтика хлеба до нужного количества. Это дорого для тостера, но количество хлеба, которое я трачу на кухне, оправдывает расходы. Хорошим примером может быть ситуация, когда вы печете две буханки одновременно, планируете съесть одну на следующей неделе, но хотите вторую буханку через неделю или две после.
Хорошим примером может быть ситуация, когда вы печете две буханки одновременно, планируете съесть одну на следующей неделе, но хотите вторую буханку через неделю или две после.
