 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Вспомогательный инструмент для сверления. Зенкование отверстий
Вспомогательный инструмент для сверления.
Переходные втулки для крепления сверл с коническими хвостовиками. Наружные и внутренние поверхности втулок изготовляются конусными – конус Морзе 7 номеров, от №0 до 6. если размер конуса сверла меньше конического отверстия шпинделя станка, то на конусный хвостовик сверла надевают переходную втулку и вместе со сверлом вставляют в шпиндель. Если одной втулки недостаточно, применяют несколько переходных втулок, которые вставляют одну в другую.
Свелильные6 патроны используют для крепления сверл с цилиндрическим хвостовиком диаметром до 15 мм. У патрона конусная часть.
Винтовые машинные тиски состоят из основания подвижной и неподвижной губок, винта и рукоятки
Зенкерование отверстий.
Зенкерованием называется обработка (расширение) предварительно просверленных штампованных или литых отверстий с целью увеличения диаметра, улучшения качества, придания им строгой цилиндрической формы, достижения большей точности и чистоты поверхности.
Зенкерование обеспечивает получение отверстий 4-5 –го классов точности, шероховатости 4-6. Отверстия 2-3-го классов точности получают развертыванием. Является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием.
Операция производительнее, чем сверление, при равных скоростях резания, подача допускается в 3 раза больше, чем при сверлении.
Зенкеры отличаются от сверл устройством режущей части и большим числом режущих кромок. Большое количество направляющих ленточек обеспечивает правильное и устойчивое положение зенкера относительно оси обрабатываемого отверстия, а распределение усилий на 3-4 режущих кромки - более плавную, чем при сверлении, работу и получении чистого и более точного отверстия.
Рабочая часть зенкера состоит из режущей – зубья и калибрующей (направляющей). Режущая часть выполняет основную работу, а направляющая служит для направления, зачистки, придания правильной формы и получения правильно размера. Ленточки (фаски) на направляющей части зенкера уменьшают трение и облегчают резание.
По конструкции зенкеры бывают цельные, насадные и со вставными ножами.
Насадные - черновые и чистовые.
Выполняется на сверлильных станках.
Зенкование отверстий.
Зенкованием называется обработка входной или выходной части отверстия с целью снятия фасок, заусенцев, а также образование углублений под головки болтов, винтов и заклепок. Инструменты, применяемые для этой цели, называются зенковками. По форме режущей части зенковки подразделяются на конические и цилиндрические.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, для получения конусных углублений под головки потайных винтов, заклепок и центровых углублений, при обработки деталей в центрах.
Цилиндрические зенковки с торцевыми зубьями применяются для обработки углублений бод головки болтов заклепок, шурупов, под плоские шайбы, а также для подрезания торцов, для выборки уступов и углов.
Цилиндрические зенковки снабжают направляющими цапфами, входящими в просверленные отверстия, что обеспечивает совпадение осей отверстия и цилиндрического углубления, образованного зенковкой.
Число торцевых зубьев от 4 до 8.
studfiles.net
Технология зенкования и зенкерования отверстий

Зенкерование отверстий представляет собой процесс обработки предварительно подготовленных (сверлением, литьем или штамповкой) отверстий с целью выполнения их геометрической формы с точностью до 9-11 квалитета и получения значений шероховатости поверхности в пределах от 1,25 до 2,5 мкм. Эту операцию выполняют на этапе механической обработки, предшествующем развертыванию отверстий. Зенкерование производят с применением специальных инструментов, зенкеров, установленных в патроны сверлильных станков. Принцип работы этого инструмента совершенно аналогичен работе обычного сверла.
Отверстие в заготовке, подлежащее зенкерованию, должно иметь соответствующий припуск на обработку инструментом. Величина припуска зависит от размера внутреннего диаметра отверстия. Например, для линейки диапазонов отверстий с размерами 5…24 мм, 25…35 мм, 36…45 мм требуется наличие в них припусков на обработку, размеры которых равны, соответственно, 1.0, 1.5, 2.0 миллиметра.

Зенкер отличается от сверла своей конструкцией и формой режущих кромок. Инструмент имеет в наличии три или четыре конструктивных элемента – зуба, которые обеспечивают максимально точное совмещение осей инструмента и отверстия, а также устойчивое положение инструмента в заданной позиции.
Для выполнения отверстий цилиндрической формы в заготовках применяют цилиндрические зенкеры. Другой инструмент, конические, у которых угол при вершине равен 60, 75, 90 и 120 градусов, предназначен для выполнения углублений конической формы. Для обеспечения большой точности совмещения оси отверстия в заготовке и оси выполненного инструментом цилиндрического отверстия в зенкерах имеется направляющая цапфа. Режим резания (скорость и частоту вращения инструмента) выбирают с обязательным учетом состава материалов, из которых изготовлены заготовка и зенкер.
Зенкование отверстий – это операция технологического процесса обработки углублений цилиндрической или конической формы, а также фасок, предназначенных для установки в готовые отверстия крепежных деталей, таких, как болты, винты или заклепки с потайными головками (с потаем). Операцию зенкования, как и зенкерования, отверстий выполняют на сверлильных станках с использованием зенковок и сверл с диаметрами, превышающими по размеру диаметры отверстий. Для обеспечения максимально точного совмещения оси отверстия и углубления под потайную головку крепежной детали на зенковках присутствуют конструктивные элементы – направляющие цапфы и режущие зубья.
Товары каталога:
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.rusbolt.ru
|
ТОП 10: |
Для увеличения диаметра отверстия, полученного сверлением, литьем или штамповкой, а также для получения конических и цилиндрических углублений, зачистки торцовых поверхностей бобышек и ступиц применяют следующие технологические операции: зенкерование, зенкование и цекование (рис.9.1). Зенкерованием называется процесс обработки предварительно просверленных, штампованных, литых отверстий в целях придания им более правильной геометрической формы (устранение отклонения от круглости и других дефектов), достижения более высокой точности (9...11-го квалитетов) и снижения шероховатости поверхности до Rа=1,25...2,5 мкм. Эта обработка может быть либо окончательной, либо промежуточной (получистовой) перед развертыванием, дающим еще более точные отверстия (6...9-го квалитетов) и шероховатость поверхности до Ra=0,16...1,25 мкм. При обработке точных отверстий диаметром менее 12 мм вместо зенкерования применяют сразу развертывание.
Зенкованием называется процесс обработки специальным инструментом- зенковками конических углублений и фасок под головки болтов, винтов, заклепок. В отличие от зенкеров зенковки имеют режущие зубья на торце иногда и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного зенковкой углубления под головку винта. Крепление зенкеров и зенковок на сверлильных станках ничем не отличается от крепления сверл. Развертыванием называется процесс окончательной чистовой обработки отверстий, обеспечивающий высокую точность размеров и шероховатость поверхности в пределах Ra=1,25...0,16 мкм. Развертывание отверстий выполняют как на сверлильных и других металлообрабатывающих станках, так и вручную при слесарной и слесарно-сборочной обработке. Ручные развертки (рис.9.18, а) – с прямым и винтовым зубом, насадная, регулируемая – снабжены квадратным концом на хвостовике для вращения их с помощью воротка.
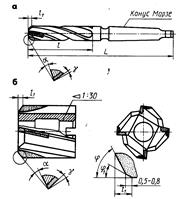
Для обработки конических отверстий, чаще всего для конусов Морзе, применяют конические ручные развертки комплектами из двух и трех штук (рис. 9.18, в). Первая развертка черновая (обдирочная), вторая промежуточная и третья чистовая (окончательная), придающая отверстию окончательные размеры и требуемую шероховатость поверхности. Основные части и геометрические параметры ручной развертки приведены на рис. 9.19. Припуск под развертывание должен быть не более 0,05...0,1 мм на сторону. Больший припуск может привести к быстрому затуплению заборной части развертки, повышению шероховатости поверхности отверстия и снижению точности обработки.
Упражнения по ручному развертыванию отверстий включают выполнение ряда приемов. Приступая к развертыванию, необходимо: выбрать требуемую по размеру развертку (проверить ее маркировку), убедиться в отсутствии забоин и выкрошенных мест на режущих кромках, закрепить заготовку в тисках или установить ее на верстаке (плите) в положении, удобном для работы, взять черновую развертку, смазать заборную часть минеральным маслом и вставить ее в отверстие без перекоса, проверить положение развертки угольником (900), надеть на квадрат хвостовика развертки вороток, слегка нажимая на развертку правой рукой вниз, левой рукой медленно вращать вороток по ходу часовой стрелки, периодически извлекая развертку из отверстия для очистки ее от стружки и смазывания, закончить развертывание тогда, когда ¾ рабочей части развертки выйдет из отверстия. При развертывании глубоких отверстий, расположенных в труднодоступных местах детали, необходимо применять специальные удлинители, надевающиеся на квадрат хвостовика развертки. В такой же последовательности производится окончательное (чистовое) развертывание. Вороток нужно вращать медленно, плавно и без рывков. Вращение развертки в обратном направлении недопустимо, так как оно может вызвать задиры на поверхности отверстия или поломку режущих кромок развертки. Приемы развертывания ручными развертками показаны на рис.9.20, а...в. Упражнения по машинному развертыванию производят на сверлильных станках так же, как и сверление. Развертывание лучше выполнять сразу после сверления и зенкерования при одной установке заготовки в тисках или приспособлении. Развертку закрепляют с помощью патрона или переходных втулок в конусе шпинделя станка. В ряде случаев для обеспечения более точного совпадения осей развертки закрепляют в плавающих (качающихся) державках. Скорость резания (частота вращения шпинделя) при развертывании должно быть в 2...3 раза меньше, чем при сверлении сверлом такого же диаметра. Развертывание осуществляется с механической подачей, которая зависит от диаметра развертки, материал заготовки и принимается в пределах 0,5...2,0 мм/об. В качестве смазочно-охлаждающей жидкости применяют: при обработке стальных и бронзовых заготовок – раствор эмульсола, сульфофрезола, минеральное масло; при обработке чугуна и алюминиевых сплавов – керосин, скипидар; при обработке ковкого чугуна и латуни – раствор эмульсола. Упражнения по машинному зенкерованию, зенкованию и развертыванию могут быть в ряде случаев совмещены с выполнением упражнений по сверлению отверстий на сверлильных станках. Качество поверхности развернутого отверстия проверяют после тщательной протирки внешним осмотром «на свет» для обнаружения задиров, огранки, следов дробления. Точность отверстия определяют в зависимости от его размера и требуемого квалитета точности калибрами-пробками, индикаторными нутромерами, а отверстий диаметром более 50мм - микрометрическими нутромерами. Правила техники безопасности при развертывании, зенкеровании и зенковании те же, что и при сверлении. |
infopedia.su
Зенкование отверстий это ... или зачем самодельщику зенкер / Инструменты, материалы, секреты умельцев. / Самоделка.net - Сделай сам своими руками
 Сегодня немного теории, поговорим про зенкование. Чем его сделать и как потом закрутить болт под потай.
Сегодня немного теории, поговорим про зенкование. Чем его сделать и как потом закрутить болт под потай. Вообще зенковка очень важная операция в проектах самодельщиков собираемых на винты и шурупы. Самое главное для нас это то, что зенковка позволяет винту закрутиться ниже скрепляемой поверхности, так чтобы осталось больше вариантов для отделки. Да и элементарно цепляющийся и торчащий шуруп это просто не хорошо. Итак вы поняли что зенкование в нашем случае это углубление в поверхности под шляпку или чуть глубже для винта или шурупа.
А делается это специальными битами для зенковки. Пример такой на следующем фото: 
У этого инструмента как и у любых бит есть разные номера, но хочу подсказать что самый распространенный размер который вы будете использовать для самодельных мебельных проектов это 12мм.
Купить зенковки достаточно легко, они подходят и работают с любыми дрелями, электро отвертками и шуруповертами.
На что нужно обратить внимание – зенковки как и сверла работают по разному материалу – дереву и цветным металлам либо более твердым. И еще зенковки выпускаются с разными хвостовиками и разным количеством граней. Выбирайте те которые нужны в конкретном случае, мне же, например, в работе хватает обычного набора по древесине.Добавлю что помимо зенковок существуют и насадные зенкера надевающиеся на сверла. Они позволяют сразу и сверлить и зенковать, например, если вам нужно насверлить отверстие под болт и сразу же сделать потай. Выглядит конструкция вот таким образом:
Надели на сверло, затянули ключом и работаем, очень удобный вариант, особенно если нужно много одинаковых посадочных мест.
Но мы отвлеклись, перейдем к практике.
Предположим что мы используем самую простую зенковку и делаем потай для стандартного самореза. Для того, чтобы определить, насколько глубоко просверлить отверстие зенковкой, возьмите сам винт или шуруп и проверьте глубину его шляпки.
В идеале и как правило, вворачиваем голову так чтобы она сидела чуть ниже поверхности доски или плиты как на фото: 
Почему нужно закручивать головку винта именно так?
1. Некоторые проекты требуют, чтобы у вас оставался доступ к винтам. Например, в том случае если самоделки придется разбирать для перемещения – часто такое случается с большими проектами – кроватями и т.п. мебелью. Мы раскручиваем их и потом так же легко монтируем все обратно на месте. В этом случае хорошо использовать крышки – заглушки на головки винтов. Но дело в том, что для идеальной установки крышки должны быть как можно ближе к поверхности и в этом случае нам поможет зенковка и углубление винтов.
 2. И вторая причина — если вы маскируете винты каким либо наполнителем. В таком случае лучше не делать глубокие отверстия над шляпками, нужны лишь небольшие промежутки для заполнения. Чем меньше шпатлевка вы используете, тем быстрее она высохнет и тем меньше вероятность образования трещин, да и работы по шлифовке будут минимальными. В общем и в этом случае зенковка нам помогает.
2. И вторая причина — если вы маскируете винты каким либо наполнителем. В таком случае лучше не делать глубокие отверстия над шляпками, нужны лишь небольшие промежутки для заполнения. Чем меньше шпатлевка вы используете, тем быстрее она высохнет и тем меньше вероятность образования трещин, да и работы по шлифовке будут минимальными. В общем и в этом случае зенковка нам помогает.

Вот собственно и весь рассказ, надеюсь информация пригодится и вы будете использовать зенковки в своей работе. Успехов!
samodelka.net
Зенкование - отверстие - Большая Энциклопедия Нефти и Газа, статья, страница 1
Зенкование - отверстие
Cтраница 1
Зенкование отверстий - последующая ( после сверления) обработка отверстий, заключающаяся в удалении заусенцев, снятии фасок и получении конусного или цилиндрического углубления у входной части отверстия. Зенкование осуществляют специальными режущими инструментами - зенковками. Конические зенковки применяют для получения в отверстиях конусных углублений под головки заклепок, потайных винтов и болтов. [2]
Зенкование отверстий делают для придания им законченного вида. Зенкование выполняют на небольшую глубину ( 0 2 - 0 3 мм) с обеих сторон специальным инструментом ( зенковкой) или сверлом, диаметр которого примерно вдвое больше диаметра отверстия. [3]
Зенкование отверстий делают для придания им законченного вида. [4]
При зенковании отверстия опоры с двух сторон, что делается иногда для снятия заусенцев после сверления, может произойти заедание оси ( фиг. [5]
Гайки нормальные зенкование отверстий. [6]
Операция свершения, зенкования отверстий и нарезания IB них резьбы производится на специальном четырехпозицмонгаом агрегатном 32-шпинделшом стайке. Первая позиция является загрузочной, на второй позиции происходит свершение отверстий, на третьей позиции - развертывание двух отверстий под фиксаторы и зенкование отверстий под резьбу, на четвертой позиции нарезается резьба в восьми отверстиях и зенкуются фаски в двух отверстиях под фиксаторы. [7]
Операции сверления и зенкования отверстий под заклепки в большинстве случаев выполняются комбинированным инструментом: сверлом-зенкером при одиночных отверстиях посредством ручных пневматических или электрических сверлильных машинок, а при групповой клепке с помощью многошпиндельных сверлильных станков. Один из таких станков типа ГСЗ-1, предназначенный для сверления отверстий в крупногабаритных деталях, имеет девять шпинделей. Эти шпиндели могут включаться все сразу или поочередно. [8]
При образовании гнезд зенкованием отверстий упор - ограничитель зенковки - должен быть расположен так, чтобы глубина гнезд не превышала установленных допусков. Глубину гнезд проверяют с помощью контрольного приспособления ( фиг. При проверке в заклепочное отверстие вставляется эталонная или рабочая заклепка принятой группы. Приспособление настраивается на ровной поверхности на нулевое положение и затем переносится на головку заклепки, вставленной в измеряемое отверстие. Показания индикатора определяют величину выступания или западания заклепки. [9]
При сверлении и зенковании отверстий под заклепки, а также при клепке кольца фрикционные не должны трескаться, расслаиваться и крошиться. [10]
При сверлении и зенковании отверстий под заклепки, а также при наклепке на металлические колодки или диск изделия не должны трескаться, расслаиваться и крошиться. [11]
Для операции 8-сверления и зенкования отверстий на поверхности левого и правого люков картера - использован специальный двусторонний 24-щши ндвлшый сверлильный станок С8 с двумя самодействующими силовыми головками. Схема работы сверлильных головок показана на фиг. [12]
Поворот шатуна на 180 для зенкования отверстия и подрезки торца с другой стороны осуществляется при помощи пневмо-механизма. [13]
Станок предназначен для сверления и зенкования отверстий диаметром до 3 мм в черных и цветных металлах, а также в неметаллических материалах. Станок может быть эффективно использован в мелкосерийном и индивидуальном производстве. [14]
Операция 3 - сверление и зенкование отверстий на торцах картера ( торцы показаны на фиг. Для этой операции предусмотрен специальный 39-чшшндельный станок СЗ с агрегатными самодействующими силовыми головками. Мб дан эскиз обработки для этой операции. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Сверление, развертывание и зенкование отверстий
Сверлениемназывается образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление применяют для получения отверстий невысокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртывания. Сверление применяется:
· для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
· для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях – по 11-му квалитету и шероховатостью поверхности Rz 320…80.
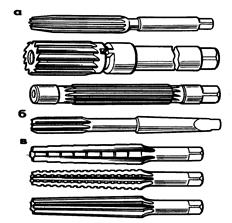
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками-наплавками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия и дюралюминия – 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
Заточка сверл.
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана). Угол заточки выбирается в соответствии с обрабатываемы материалом. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки. Для улучшения условий работы свёрл применяют специальные виды заточки.
Сверление.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов на станках пользуются охлаждающей жидкостью (см. таблицу 7.1).
Таблица 7.1. - Использование жидкостей при сверлении
| Просверливаемый материал | Рекомендуемая охлаждающая жидкость |
| Сталь | Мыльная эмульсия или смесь минерального и жирных масел |
| Чугун | Мыльная эмульсия или обработка всухую |
| Медь | Мыльная эмульсия или сурепное масло |
| Алюминий | Мыльная эмульсия или обработка всухую |
| Дюралюминий | Мыльная эмульсия, керосин с касторовым или сурепным маслом |
| Силумин | Мыльная эмульсия или смесь спирта со скипидаром |
| Резина, эбонит, фибра | Обработка всухую |
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору.
При работе на сверлильном станке необходимо соблюдать требования безопасности.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие. Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов; державка с зенковкой и вращающимся ограничителем позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками; ценковки в виде насадных головок, имеют торцевые зубья, используют их для обработки бобышек под шайбы, упорные кольца и гайки. Крепление зенковок и ценковок не отличается от крепления свёрл.
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий точность по 7…9-му квалитетам и шероховатость поверхности Ra 1,25…0,63. Развёртки – это инструмент для развёртывания отверстий ручным или машинным способом. Развёртки, применяемые для ручного развёртывания, называются ручными, а для станочного развёртывания – машинными.
По форме обрабатываемого отверстия развёртки подразделяют на цилиндрические и конические. Ручные и машинные развёртки состоят из трёх основных частей: рабочей, шейки и хвостовика. У ручных развёрток обратный конус составляет 0,05…0,1мм, а у машинных – 0,04…0,3мм. Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки. Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Развёртыванию всегда предшествует сверление и зенкерование отверстий.
При развёртывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
Нарезание резьбы
Нарезанием резьбыназывается её образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей. Резьба бывает наружной и внутренней.Деталь (стержень) с наружной резьбой называется винтом,а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную. Основные элементы резьбы представлены на рисунке 7.1.
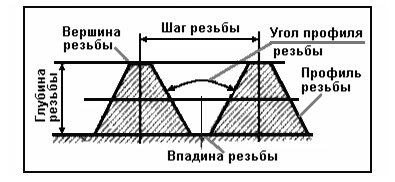
Рисунке 7.1.- Основные элементы резьбы.
Профили резьб для различных применений формируются формой режущей части инструмента, с помощью которого нарезается резьба. Различают следующие основные виды резьб:
А) цилиндрическая треугольная резьба. Это крепёжная резьба, нарезается на шпильках – гайка, болтах.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжёнными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубопровода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу ниток резьбы разделяют на одноходовые и многоходовые.
В машиностроении применяют три системы резьб: метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, и шаг выражен в миллиметрах, они делятся на резьбы с нормальным и мелким шагом. Маркируются следующим образом: М20 (М - метрическая), число (20- наружный диаметр резьбы в мм.), нормальный шаг берется по таблицам. Для резьб с мелким шагом М20х1,5 – то же самое с добавлением шага *1,5 (1,5- шаг резьбы, мм). Их применяют как крепёжные: с нормальным шагом – при значительных нагрузках и для крепёжных деталей (гаек, болтов, винтов), с мелким шагом – при малых нагрузках и тонких регулировках.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах «”» (1”=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4” и числом ниток на 1”, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины. Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную. Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
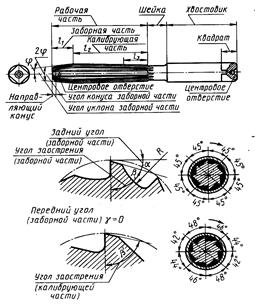
Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, рисунок . 7.2.
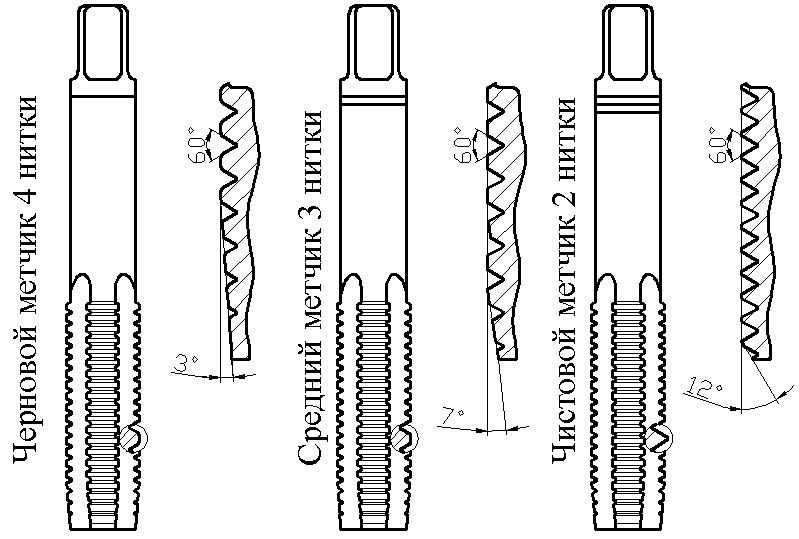
Рисунок 7.2. - Черновой, средний и чистовой метчики.
Метчик состоит из следующих частей: рабочая часть - винт с продольными канавками служит для нарезания резьб. Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью - она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке. Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина. Режущими кромками называются кромки на режущих перьях метчика. Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла, они служат для образования режущих кромок и размещения стружки при нарезании резьбы.
По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы. Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров.
При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Универсальный вороток предназначен для закрепления плашек с наружным диаметром 20мм, а также всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
Для нарезания внутренней резьбы, применяют различного вида метчики, а для наружной резьбы применяют плашки различных видов.
Отверстия под резьбу, подбор свёрл. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Диаметр сверла для сверления отверстий под метрическую и трубную резьбу определяют по справочным таблицам и вычисляют по формуле dc = d - Kc∙P, где dc – диаметр сверла, мм; Kc – коэффициент, зависящий от разбивки отверстия, берётся по таблицам; d – номинальный диаметр резьбы, мм; обычно Kc=1…1.08; P – шаг резьбы, мм.
Смазывание резьбонарезного инструмента. Получение высококачественной резьбы с наименьшими затратами труда обеспечивает смазка следующего состава (%): олеиновая кислота – 78, стеариновая кислота – 17, сера тонкого полома – 5. Инструментом, смазанным этой пастой, легко нарезается резьба в отверстиях деталей, подвергнутых закалке до HRCЭ 38…42.
Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Контроль нарезанной резьбы выполняется с помощью резьбомеров и калибров.
Наиболее часто при резьбонарезании встречаются дефекты следующих видов: рваная, тугая, ослабленная, тупая резьба, срыв резьбы и т.д..
Похожие статьи:
poznayka.org
Обработка отверстий. Сверление, зенкерование, зенкование, развертывание.. Слесарное дело |
Обработка отверстий
После выполнения отверстий в сплошном материале производится их обработка для увеличения размеров и снижения шероховатости поверхностей, а также обработка предварительно полученных отверстий (например, литьем, продавливанием и т.п.). Обработка отверстий выполняется несколькими способами, в зависимости от того, какие параметры точности и шероховатости поверхности отверстия заданы чертежом. В соответствии с выбранным способом обработки выбирается и инструмент для ее осуществления. При обработке отверстий различают три основных вида операций: сверление, зенкерование, развертывание и их разновидности: рассверливание, зенкование, цекование.
Сверление
Сверление — это операция по образованию сквозных и глухих отверстий в сплошном материале, выполняемая при помощи режущего инструмента — сверла. Различают сверление ручное — ручными пневматическими и электрическими сверлильными устройствами (дрелями) и сверление на сверлильных станках. Ручные сверлильные устройства используются для получения отверстий диаметром до 12 мм в материалах небольшой и средней твердости (пластмассы, цветные металлы, конструкционные стали и др.). Для сверления и обработки отверстий большего диаметра, повышения производительности труда и качества обработки используют настольные сверлильные и стационарные станки — вертикально-сверлильные и радиально-сверлильные.
Одной из разновидностей сверления является рассверливание — увеличение диаметра отверстия, просверленного ранее. В качестве инструментов для рассверливания отверстий, также как и для сверления, используют сверла. Не рекомендуется рассверливать отверстия, полученные в заготовке методом литья, ковки или штамповки. Такие отверстия имеют различную твердость по поверхности отверстия из-за окалины, образующейся при литье, а также из-за неравномерной концентрации внутренних напряжений в металле на различных участках поверхности отверстий, полученных методом ковки или штамповки. Наличие мест с неравномерной и повышенной твердостью поверхности приводит к изменению радиальных нагрузок на сверло в процессе обработки отверстия, что ведет к смещению его оси, а также является причиной поломки сверла. Обработка отверстий сверлением и рассверливанием позволяет получить точность размеров обработанного отверстия до 10-го квалитета и шероховатость обработанной поверхности до Rz 80.
Зенкерование
Зенкерованием называется операция, связанная с обработкой предварительно просверленных, штампованных, литых или полученных другими методами отверстий с целью придания им более правильной геометрической формы (устранение отклонений от круглости и других дефектов), а также достижения более высокой, по сравнению со сверлением, точности (до 8-го квалитета) и более низкой шероховатости (до Ra 1,25). Зенкерование ведут либо на настольных сверлильных станках (при небольших диаметрах отверстий), либо на стационарном сверлильном оборудовании, устанавливаемом на фундаменте. Ручное сверлильное оборудование для зенкерования не применяется, так как оно не может обеспечить получение требуемых точности и шероховатости поверхности. К разновидностям зенкерования относятся зенкование и цекование.
Основные правила зенкерования отверстий:
• сверление и зенкерование отверстий необходимо производить с одной установки детали (заготовки) на станке, т. е. меняя только обрабатывающий инструмент;
• при зенкеровании необработанных отверстий в корпусных деталях особое внимание следует обращать на надежность установки и прочность закрепления детали;
• необходимо точно соблюдать величину припуска на зенкерование, руководствуясь соответствующей таблицей;
• зенкерование следует производить на тех же режимах, что и сверление;
• необходимо соблюдать те же правила охраны труда, что и при сверлении.
Зенкование
Зенкование — это обработка на вершине просверленных отверстий цилиндрических или конических углублений под головки винтов и заклепок, а также фасок. Операция выполняется при помощи специального инструмента — зенковки.
Основные правила зенкования отверстий:
• необходимо соблюдать правильную последовательность зенкования отверстий: вначале просверлить отверстие, а потом осуществить его зенкование;
• сверление отверстия и его зенкование следует производить с одной установки заготовки (детали), сменяя только инструмент;
• зенкование следует выполнять при ручной подаче зенковки и малой частоте вращения шпинделя (не более 100 об/мин) с применением эмульсии, глубину зенкования надо проверять штангенциркулем или линейкой станка;
• при зенковании отверстий цилиндрической зенковкой, когда диаметр цапфы больше диаметра отверстия, необходимо вначале просверлить отверстие по диаметру цапфы, а затем зенковать отверстие. Заключительная операция — рассверливание отверстия на заданный размер.
Цекование — это операция по зачистке торцевых поверхностей при обработке бобышек под шайбы, гайки, стопорные кольца. Операция производится с помощью специального инструмента — це- ковки, которая устанавливается на специальных оправках.
Развертывание
Развертывание — это операция по обработке ранее просверленных отверстий с высокой степенью точности (до 6-го квалитета) и малой шероховатостью (до Ra 0,63). Обработка развертыванием выполняется после предварительного сверления, рассверливания и зенкерования отверстия развертками, которые подразделяются на черновые и чистовые, ручные и машинные. Осуществляется развертывание как вручную, так и на станках, как правило, стационарных. Конструкция инструмента выбирается в зависимости от применяемого метода обработки.
Основные правила развертывания отверстий:
• необходимо точно соблюдать величину припуска на развертывание, руководствуясь соответствующей таблицей;
• ручное развертывание следует выполнять в два приема: вначале черновое, а затем чистовое;
• в процессе развертывания отверстия в стальной заготовке необходимо обильно смазывать обрабатываемую поверхность эмульсией или минеральным маслом, чугунные заготовки следует развертывать всухую;
• ручное развертывание следует осуществлять только по часовой стрелке во избежание задиров стенок отверстия стружкой;
• в процессе обработки следует периодически очищать развертку от стружки;
• точность обработки развернутых отверстий следует проверять калибрами: цилиндрических — проходным и непроходным; конических — по предельным рискам на калибре. Развернутое коническое отверстие допускается проверять контрольным штифтом «на карандаш»;
• сверление и развертывание отверстий на сверлильном станке машинной разверткой необходимо производить с одной установки заготовки, меняя только обрабатывающий инструмент.
dlja-mashinostroitelja.info





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)