 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
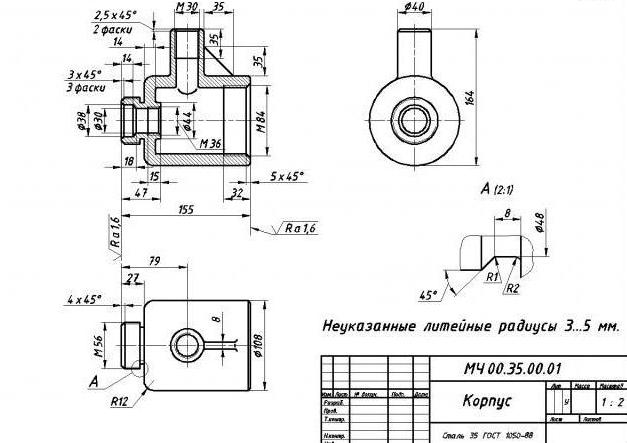
Обработка металлов резанием: способы, оборудование и инструменты. Виды обработки
Механическая обработка металла: виды и способы
Механическая обработка – это процесс, во время которого изменяются размеры и конфигурация заготовок и деталей. Если же говорить о металлических изделиях, то для их обработки используются специальные режущие инструменты, такие как резцы, протяжки, сверла, метчики, фрезы и т. д. Все операции выполняются на металлорежущих станках согласно технологической карте. В данной статье мы узнаем, какие бывают способы и виды механической обработки металлов.
Способы обработки
Механообработка подразделяется на две большие группы. В первую входят операции, которые происходят без снятия металла. К ним относят ковку, штамповку, прессование, прокат. Это так называемая механическая обработка с помощью давления или удара. Её применяют для того, чтобы придать необходимую форму заготовке. Для цветных металлов чаще всего используют ковку, а для черных – штамповку.

Вторая группа включает в себя операции, в ходе которых с заготовки снимается часть металла. Это необходимо для придания ей необходимых размеров. Такая механическая обработка металла называется резанием и выполняется при помощи металлорежущих станков. Наиболее распространенными способами обработки являются точение, сверление, зенкерование, шлифование, фрезерование, развертывание, долбление, строгание и протягивание.
От чего зависит вид обработки
Изготовление металлической детали из заготовки – трудоёмкий и достаточно сложный процесс. Он включает в себя множество различных операций. Одной из них является механическая обработка металла. Прежде чем к ней приступить, составляют технологическую карту и делают чертеж готовой детали с указанием всех необходимых размеров и классов точности. В некоторых случаях для промежуточных операций также подготавливают отдельный чертеж.
Кроме того, существует черновая, получистовая и чистовая механическая обработка металла. Для каждой из них выполняется расчет режимов резания и припусков. Вид обработки металла в целом зависит от обрабатываемой поверхности, класса точности, параметров шероховатости и размеров детали. Например, для получения отверстия по квалитету Н11 используют черновое сверление сверлом, а для получистого развертывания на 3 класс точности можно использовать развертку или же зенкер. Далее мы изучим способы механической обработки металлов более детально.
Точение и сверление
Точение выполняется на станках токарной группы при помощи резцов. Заготовка крепится в шпиндель, который вращается с заданной скоростью. А резец, закрепленный в суппорте, совершает продольно-поперечные движения. В новых ЧПУ-станках все данные параметры вводятся в компьютер, и устройство само выполняет необходимую операцию. В старых моделях, например, 16К20 продольно-поперечные движения выполняются вручную. На токарных станках возможно точение фасонных, конических и цилиндрических поверхностей.

Сверление – это операция, которую выполняют для получения отверстий. Главным рабочим инструментом является сверло. Как правило, сверление не обеспечивает высокий класс точности и является либо черновой, либо получистовой обработкой. Для получения отверстия с квалитетом ниже Н8 используют развертывание, рассверливание, растачивание и зенкерование. Кроме того, после сверления также могут выполнять нарезание внутренней резьбы. Такая механическая обработка металла выполняется при помощи метчиков и некоторых видов резцов.
Фрезерование и шлифование
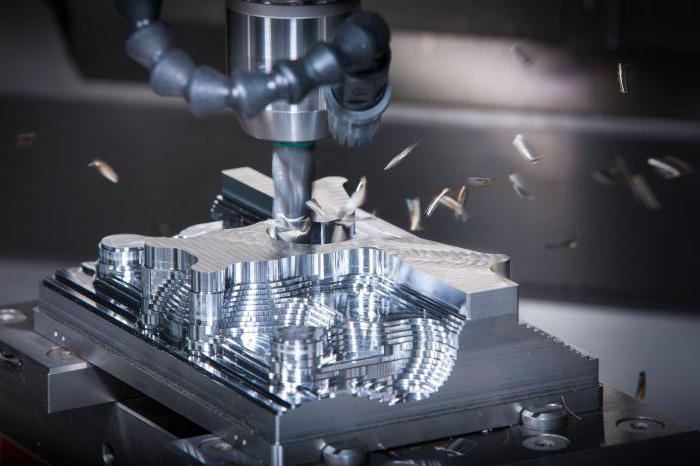
Фрезерование – один из наиболее интересных способов обработки металлов. Данная операция выполняется при помощи самых разнообразных фрез на фрезерных станках. Различают концевую, фасонную, торцевую и периферийную обработку. Фрезерование может быть как черновым и получистовым, так и чистовым. Наименьший квалитет точности, получаемый при чистовой обработке,– 6. При помощи фрез вытачивают различные шпонки, канавки, колодцы, подсечки, фрезеруют профили.
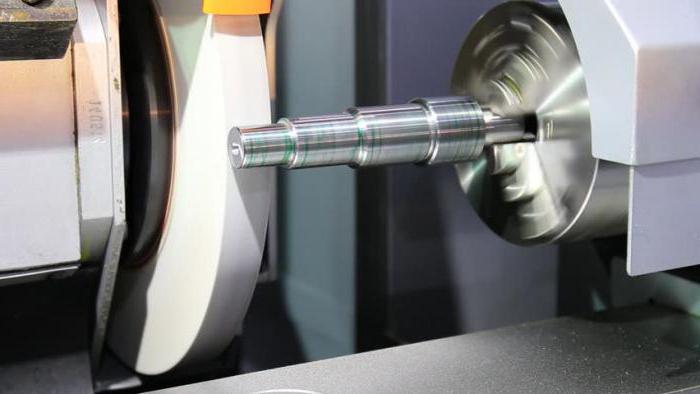
Шлифование – механическая операция, используемая для повышения качества шероховатости, а также для снятия лишнего слоя металла вплоть до микрона. Как правило, данная обработка является завершающим этапом при изготовлении деталей, а значит, является чистовой. Для срезания используются абразивные круги, на поверхности которых расположено огромное количество зерен, имеющих разную форму режущей кромки. При такой обработке деталь очень сильно нагревается. Для того чтобы металл не деформировался и не надкололся, используют смазочно-охлаждающие жидкости (СОРЖ). Механическая обработка цветных металлов осуществляется при помощи алмазных инструментов. Это позволяет обеспечить наилучшее качество изготавливаемой детали.
fb.ru
Виды обработки металлов
Металл в разных его проявлениях, включая многочисленные сплавы, является одним из самых востребованных и широко используемых материалов. Именно из него изготовляется масса деталей, а также огромное количество других ходовых вещей. Но, чтобы получить какое-либо изделие или деталь, необходимо приложить немало усилий, изучить процессы обработки и свойства материала. Основные виды обработки металлов осуществляются по различному принципу воздействия на поверхность заготовки: термический, химический, механический, художественные воздействия, с применением резки или давления.
Виды термической обработки металлов
Термическое воздействие на материал – это влияние тепла с целью изменения необходимых параметров относительно свойств и структуры твердого вещества. Наиболее часто процесс применяется при производстве разнообразных машинных деталей, причем, на разных стадиях изготовления. Основные виды термической обработки металлов: отжиг, закалка и отпуск. Каждый процесс по-своему влияет на изделие и проводится при разных значениях температурного режима. Дополнительными типами влияния тепла на материал выступают такие операции, как обработка холодом и старение.
Технологические процессы получения деталей или заготовок посредством силового влияния на обрабатываемую поверхность включают в себя разные виды обработки металлов давлением. Среди этих операций имеется несколько наиболее популярных в использовании. Так, прокатка происходит путем обжатия заготовки между парой вращающихся валков. Валки могут быть разной формы, в зависимости от требований, предъявляемых к детали. При прессовании материал заключается в замкнутую форму, откуда после выдавливается в форму меньших размеров. Волочение – процесс протягивания заготовки через постепенно сужающееся отверстие. Под воздействием давления также производят ковку, объемную и листовую штамповку.
Особенности художественной обработки металлов
Творческий подход и мастерство отражают различные виды художественной обработки металлов. Среди них можно отметить пару самых древних, изученных и применяемых еще нашими предками – это литье и ковка. Хотя ненамного отстал от них по времени появления еще один способ воздействия, а именно, чеканка.
Чеканка представляет собой процесс создания картин на металлической поверхности. Сама технология включает применение давления на предварительно нанесенный рельеф. Примечательно, что чеканку можно делать как на холодной, так и на разогретой рабочей поверхности. Эти условия зависят, прежде всего, от свойств того или иного материала, а также от возможностей применяемых в работе инструментов.
Способы механической обработки металлов
Отдельного внимания заслуживают виды механической обработки металлов. По-другому механическое воздействие можно назвать методом резания. Такой метод считается традиционным и самым распространенным. Стоит заметить, что основными подвидами данного метода являются различные манипуляции с рабочим материалом: раскрой, резка, штамповка, сверление. Благодаря именно этому способу предоставляется возможность получения из прямого листа или чурки нужной детали с необходимыми размерами и формой. Еще с помощью механического воздействия можно добиться необходимых качеств материала. Часто подобный способ применяют, когда нужно сделать заготовку, пригодную для дальнейших технологических операций.
Виды обработки металлов резанием представлены точением, сверлением, фрезерованием, строганием, долблением и шлифованием. Каждый процесс отличается друг от друга, но в целом резание – это снятие верхнего слоя рабочей поверхности в виде стружки. Наиболее часто применяются методы сверления, точения и фрезерования. При сверлении деталь закрепляется в неподвижном положении, воздействие на нее происходит сверлом заданного диаметра. При точении обрабатываемая деталь вращается, а режущие инструменты перемещаются в заданных направлениях. При фрезеровании используется вращательное движение режущего инструмента относительно неподвижно закрепленной детали.
Химическая обработка металлов для повышения защитных свойств материала
Химическая обработка – практически самый простой тип воздействия на материал. Здесь не требуется больших трудозатрат или специализированного оборудования. Используются все виды химической обработки металлов, чтобы придать поверхности определенный внешний вид. Также под влиянием химического воздействия стремятся повысить защитные свойства материала - устойчивость к коррозии, механическим повреждениям.
Среди данных способов химического влияния наиболее популярны пассивация и оксидирование, хотя нередко применяется кадмирование, хромирование, меднение, никелирование, цинкование и прочие. Все методы и процессы проводятся с целью повышения различных показателей: прочности, износостойкости, твердости, сопротивляемости. Кроме того, такой тип обработки используют для придания поверхности декоративного вида.
promplace.ru
5 основных методов и описание процессов
Некоторые сравнительно простые методы обработки металла люди применяли еще в древности. Именно металл и всё новые методы его обработки стали залогом технического прогресса. Сейчас нам известно столь много различных методов, что в них очень легко запутаться. Давайте попробуем кратко и понятно разложить всё по полочкам.
К основным методам металлообработки можно отнести:
- Литье;
- Термическая обработка;
- Обработка давлением;
- Сварка;
- Электрическая обработка.
Процесс металлообработки для каждого метода уникален. Более того, каждый метод имеет свои вариации.
Описание методов обработки металла
Литье
Этот процесс обработки металла известен человечеству уже много веков. Его суть заключается в нагреве металла до жидкого состояния с последующим разливом в заданные литейные формы. Затем металл остывает и твердеет. Получается так называемая отливка, которая точно повторяет очертания заливочной формы.С развитием металлургии процесс литья постоянно совершенствовался. Теперь различают несколько видов литья, в том числе и литье с дополнительным применением давления. Новейшие методы литья позволяют получать отливки очень маленьких размеров с небывалой точностью размеров.
Термическая обработка
Этот метод направлен на изменение внутренней структуры металла, что достигается путем нагрева металла с последующим выдерживанием и охлаждением. Для придания металлу нужных свойств параметры термической обработки могут быть различные. Температура нагрева, выдержка металла в нагретом состоянии и скорость охлаждения – все эти параметры влияют на конечные свойства металла.
Различают 3 вида термической обработки:
- Термообработка – бывает трех основных видов: отжиг, закалка и отпуск;
- Химико-термическая обработка металла – применяется для насыщения поверхности металла другими элементами (например, углеродом). При этом методе наблюдаются самые высокие температуры нагрева металлов и значительные периоды выдержки для придания сплаву однородности;
- Термомеханическая обработка – этот метод позволяет добиться лучших механических свойств металла, чем классическая термообработка.
Обработка давлением
Один из видов обработки металла давлением (ковка) получил широкое применение еще несколько тысячелетий назад. С тех пор технология совершила несколько серьезных скачков вперед, и теперь на производстве применяются и другие технологичные методы обработки металла давлением.
Суть этого метода проста - придать заготовке необходимую форму и размер под действием физической силы (давления). Для достижения этих целей применяют различные станки для обработки металла, каждый из которых соответствует конкретному методу.
Всего различают 7 методов:
- Ковка – участки заготовки нагреваются и подвергаются механической деформации;
- Штамповка – форма и размер заготовки изменяются под давлением специального штампа;
- Листовая штамповка – обработка листового металла;
- Прокатка;
- Волочение;
- Прессование;
- Комбинации первых 6-ти.
Сварка
Существует несколько методов сварки, но всех их можно условно разделить на 2 большие группы:Сварка при помощи плавления металла – в месте сваривания соединяемые детали нагреваются до температуры плавления металлов. Жидкие фазы металлов перемешиваются, образуя сварной шов. Такое соединение после остывания имеет высокую прочность;Сварка пластическим деформированием – при этом методе детали сдавливаются, образуя сварной шов. Иногда детали предварительно местно нагревают.В качестве источника нагрева применяют газ, электрический ток и другие источники.
Электрическая обработка
Электрическая обработка металла осуществляется при помощи электрического тока. Два наиболее распространенных метода – это:
Электроискровая обработка – создается искусственный разряд, который воздействует на металл. В результате это воздействия происходит местное повышение температуры металла до 8-10 тыс. градусов по Цельсию;
Электрохимическая обработка – этот способ позволяет придать поверхности металла блестящую форму.
Данные методы подходят для обработки самых твердых сплавов.
Помимо этих основных методов обработки металла часто применяют также резание металлов и ультразвуковую обработку. Выбор конкретного метода зависит от свойств, которые необходимо придать металлу, размеров заготовки или конечного изделия, а также многих других факторов.
www.in-vent.ru
4.2 Методы обработки заготовок
Обработка резанием.
Заданные формы, размеры и качество поверхностей деталей машин достигаются в основном обработкой резанием; обработку резанием разделяют на обдирочную, черновую, получистовую и чистовую. Для получения точных размеров и минимальной шероховатости поверхности применяют тонкую обработку.
Обдирка – предварительная обработка резанием заготовок, полученных литьем, ковкой или прокаткой. Обдирке подвергают крупные поковки и отливки. Обдиркой уменьшают пространственные отклонения и погрешности формы исходной заготовки.
Черновую обработку используют для заготовок, подвергавшихся обдирке, для крупных штампованных заготовок.
Получистовую обработку применяют, когда при черновой обработке не может быть удален весь припуск или когда к точности геометрических форм обрабатываемой заготовки и пространственным отклонением ее элементов предъявляются повышенные требования.
Чистовую обработку применяют либо как окончательную, либо как промежуточную под последующую отделку. Однократной чистовой обработке подвергают заготовки, полученные методами, обеспечивающими высокую точность их выполнения (штамповка по первой группе точности, литье в кокиль, литье по выплавляемой модели и т. п.) на режимах, близких к режимам чистовой обработки.
Тонкую обработку резцами применяют как метод окончательной отделки наружных и внутренних цилиндрических поверхностей, заменяющий шлифование, и осуществляют при высоких скоростях резания, малых глубинах резания (0,05—0,5 мм) на специальных станках.
Обработку резцами выполняют на станках токарного типа для цилиндрических, конических, сферических, плоских торцевых и фасонных поверхностей вращения. Плоские поверхности прямоугольного типа обрабатывают резцами на строгальных и долбежных станках.
На операциях тонкого точения заготовок из цветных металлов и сплавов применяют алмазные резцы. Алмазные резцы имеют высокую стойкость, превышающую в десятки раз стойкость инструментов из твердых сплавов. Они могут работать длительное время без поднастройки и регулировки, что важно в автоматизированном производстве.
Фрезерование – обработка металлов и неметаллических материалов снятием стружки, при которой режущий инструмент – фреза – совершает вращательное движение, а обрабатываемая заготовка – поступательное. Применяется для обработки плоскостей, криволинейных поверхностей деталей, резьбовых поверхностей, зубчатых и червячных колес и др. При обработке фрезами различают черновое, получистовое, чистовое, а при обработке торцовыми фрезами и тонкое фрезерование.
Черновое фрезерование применяют для обработки отливок и поковок, припуск на предварительную обработку которых превышает 3 мм.
Получистовое фрезерование используют для уменьшения погрешностей геометрических форм и пространственных отклонений.
Чистовое фрезерование применяют в качестве окончательной обработки после чернового фрезерования либо как метод промежуточной обработки перед последующей отделочной обработкой.
Тонкое фрезерование осуществляют как метод окончательной обработки плоских поверхностей торцовыми фрезами. Однократное фрезерование применяют в тех случаях, когда погрешности исходной заготовки обусловливают незначительный припуск на обработку (менее 2 мм). Применяя скоростные режимы при фрезеровании, уменьшают высоту микронеровностей поверхности в 1,5-2,5 раза.
Торцовые фрезы используют для обработки больших открытых плоских поверхностей; набор цилиндрических, прорезных и угловых фрез, закрепленных на одной оправке, – для обработки фасонных поверхностей; фасонные фрезы – для обработки сложнопрофилированных поверхностей; пальцевые и дисковые фрезы – для обработки пазов и гнезд.
Фрезерование осуществляется на фрезерных станках.
Сверление – образование снятием стружки отверстия в сплошном материале при помощи сверла, совершающего обычно вращательное и поступательное движения относительно своей оси.
Спиральными сверлами сверлят отверстия диаметром до 80 мм в сплошной заготовке. Его применяют в качестве предварительной обработки точных отверстий. Обработка грубых отверстий для болтов и заклепок ограничивается одним сверлением. При диаметре отверстия более 30 мм сверлят отверстие малого диаметра (одна треть заданного), а затем производят его рассверливание. Положение оси отверстия обеспечивают сверлением по разметке, кондуктору и на координатно-сверлильных станках. Сверление по кондуктору уменьшает смещение оси и увеличение диаметра (разбивку) отверстия.
Сверление осуществляется на сверлильных, расточных, токарных, револьверных и др. станках, а также ручными сверлильными машинами.
Сверление часто является подготовительной операцией для последующего растачивания, зенкерования, протягивания. Сверление является также подготовительной операцией при нарезании внутренних резьб.
Зенкерование – чистовая обработка отверстий после сверления, в отливках, после горячей или холодной пробивки отверстий в поковках или штамповках, цилиндрических углублений под головки или шейки винтов и т. п.
Зенкерование разделяют на черновое (обработка литых или прошитых отверстий) и чистовое (обработка просверленных или предварительно расточенных отверстий). Зенкеруют отверстия диаметром до 120 мм. Зенкерование повышает точность формы исходного отверстия, уменьшает смещение его оси, что достигается направлением инструмента кондукторной втулкой.
Зенкерование производят на сверлильных и агрегатно-расточных станках, а также на станках токарной группы с помощью инструмента - зенкера.
Развертывание – чистовая обработка конических и цилиндрических отверстий при помощи металлорежущего инструмента – развертки. Развертывание отверстий применяют как метод окончательной обработки либо как метод, предшествующий хонингованию, тонкому растачиванию, притирке. Развертывание не уменьшает смещение оси отверстия; его используют для получения отверстий точного диаметра.
В зависимости от предъявляемых к отверстию требований применяют предварительное, чистовое и тонкое развертывание. Развертывают отверстия диаметром до 120 мм. Развертыванию предшествуют сверление, чистовое зенкерование и чистовое растачивание. Применяют комбинированные инструменты (сверло – зенкер, сверло – развертку), позволяющие сократить время обработки совмещением в одной операции нескольких переходов. В серийном и массовом производстве сверление, зенкерование и развертывание отверстий производят на многошпиндельных станках, обеспечивающих высокую производительность труда.
Протягивание – способ обработки резанием внутренних и наружных поверхностей заготовок на протяжных станках. При протягивании применяют многолезвийный режущий инструмент - протяжку. Протягиванием обрабатывают сквозные отверстия, пазы любого сечения (шпоночные канавки), плоские и криволинейные поверхности, а также наружные поверхности вращения. Протягивание сокращает маршрут обработки, так как протяжка заменяет комплект инструментов (например, зенкер или расточный резец и развертку; черновую и чистовую фрезы). Протягивание отверстий производят после сверления, а пазов и наружных поверхностей – по необработанной поверхности.
Шлифование – чистовая обработка поверхностей деталей абразивными инструментами Шлифование применяют как метод предварительной и окончательной обработки. Обдирочное шлифование часто используют для получения базовых поверхностей у мелких и средних отливок.
При обработке внешних поверхностей вращения применяют предварительное, чистовое и тонкое шлифование.
При обработке отверстий применяют предварительное и чистовое или однократное шлифование.
Тонкое шлифование при обработке отверстий не применяют и если требуется более высокая точность и малая шероховатость, то используют другие методы обработки лезвийными или абразивными инструментами (тонкое растачивание, тонкое развертывание, хонингование, притирку). Шлифованием обрабатывают различные поверхности, применяя станки соответствующего типа (плоско- и круглошлифовальные, для внутреннего шлифования, сферошлифовальные, резьбо- и зубошлифовальные).
Для тонкого шлифования применяют алмазные круги, состоящие из корпуса и алмазоносного кольца. Алмазоносный слой содержит алмаз и связку (металлическую или органическую).
Шлифование абразивными лентами применяют для металлических и неметаллических деталей. Этот метод используют для отделки криволинейных поверхностей фасонных деталей типа турбинных лопаток и шеек коленчатых валов. Рабочая поверхность ленты значительно превышает рабочую поверхность круга.
Хонингование – отделка поверхностей заготовок специальным инструментом – хоном, снабженным мелкозернистыми абразивными брусками; хон вращается и одновременно совершает возвратно-поступательное осевое движение; в результате на обрабатываемой поверхности создается мелкая сетка пересекающихся рисок от абразивных зерен, хорошо удерживающих смазку. Хонингованием удаляют слой 0,01-0,20 мм в зависимости от диаметра отверстия и предшествующей обработки. Хонингуют отверстия диаметром 20-400 мм и выше (цилиндры компрессоров и других поршневых машин), длиной более одного диаметра. Хонингованием устраняют конусообразность и овальность отверстия без изменения положения его оси. Хонингование подразделяют на предварительное, чистовое и тонкое в зависимости от снимаемого припуска и зернистости абразивных брусков. Предшествующая хонингованию обработка – развертывание, тонкое растачивание, шлифование.
Суперфиниширование – тонкая отделочная обработка поверхности заготовок колеблющимися брусками из микропорошковых абразивных материалов. Заготовка обычно вращается или движется поступательно, а брусок совершает сложное колебательное движение при малом, но постоянном давлении на заготовку.
Притирка – доводка деталей, работающих в паре (пары зубчатых передач, пары клапанов двигателей к седлам, пары плунжеров топливной аппаратуры к гильзам и т. п.), для обеспечения наилучшего контакта рабочих поверхностей.
Притиркой достигается высокий класс точности. Инструмент – притир изготовляют из более мягкого материала, чем материал обрабатываемой заготовки. Его поверхность шаржируется абразивными порошками или пастами. Притирке подвергают наружные и внутренние цилиндрические, плоские и другие поверхности. Ее выполняют на универсальных и специальных станках. Предварительной притиркой снимают припуск, необходимый для устранения погрешностей геометрической формы шлифованной поверхности; окончательной притиркой уменьшают шероховатость поверхности.
Полирование – обработка материалов до получения зеркального блеска поверхности. Полирование производят мягким полировальным кругом (из войлока, фетра, бязи), с нанесенной на него полировальной пастой или струей абразивной жидкости. Обработка поверхностей с применением притирочных и полировальных паст основана на одновременном действии инструмента (притира или полировального мягкого круга) и поверхностно-активных веществ, содержащихся в пастах. В отличие от притирки полирование не повышает точность обработки.
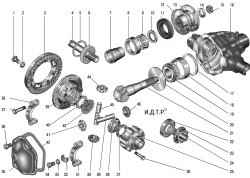
Приспособления, предназначенные для установки и закрепления заготовок в требуемом положении относительно рабочих органов станка и режущих инструментов, служащие для транспортирования деталей или изделий (приспособления-спутники) и выполнения сборочных операций называются технологической оснасткой. Приспособления подразделяются на специальные (для обработки отдельных деталей), универсально-наладочные (для обработки различных по форме деталей с переналадкой технологической оснастки) и универсальные (для обработки различных деталей без переналадки технологической оснастки). Представители основных групп режущего инструмента приведены на рис. 10.
Электромеханическая обработка
Это способ окончательной обработки металлических изделий резанием или давлением, сопровождающийся местным нагревом поверхности электрическим током вблизи формообразующего инструмента.
Электромеханическую обработку осуществляют в условиях местного нагрева снимаемого слоя металла при подводе в зону резания электрического тока большой силы (300-1000 А) и малого напряжения (1-5 В). Зона перед режущей кромкой резца при этом нагревается, что снижает силы резания и уменьшает шероховатость обработанной поверхности. При электромеханическом сглаживании происходит деформирование микронеровностей поверхности, нагреваемой с помощью электрического тока. Инструментом служит ролик или полировальник. Сочетание теплового (температура в зоне контакта инструмента и заготовки достигает 800-900° С) и силового действия изменяет структуру и механические свойства поверхностного слоя, повышая его твердость и износостойкость.
Электроэрозионная (электрофизическая) обработка
Этот способ обработки металлов основан на тепловом действии импульсов электрического тока, возбуждаемых между электродами – инструментом и обрабатываемой заготовкой. Имеет четыре разновидности: электроискровая, электроимпульсная, анодно-механическая и электроконтактная.
а) электроискровая обработка основана на действии кратковременных искровых разрядов (длительность менее одной стотысячной доли секунды) на обрабатываемый материал. Для получения искровых разрядов используют электрический генератор импульсов ограниченной мощности. Обрабатываемая заготовка и электрод-инструмент погружают в диэлектрическую жидкость. Частицы расплавленного и испаряемого металла, попадая в жидкость, быстро твердеют и превращаются в микроскопические шарики. Эту обработку применяют для прошивки отверстий малого диаметра, прорезки узких пазов и вырезки по контуру.
б) электроимпульсная обработка заключается в последовательном возбуждении разрядов между поверхностями инструмента и заготовки с помощью импульсов напряжения, вырабатываемых специальным генератором, дающим более продолжительный и мощный дуговой разряд.
в) при анодно-механической обработке для создания кратковременных разрядов используют быстрое перемещение инструмента относительно обрабатываемой заготовки. Инструментом служат вращающийся металлический диск, металлическая лента или проволока. В зону обработки подается электролит. На поверхности заготовки образуется токонепроводящая пленка. В местах соприкосновения заготовки с инструментом она удаляется. Образующиеся в результате разряда частицы металла из зоны обработки выбрасываются движущимся инструментом. Кроме эрозионного действия достигается и электрохимическое растворение (полирование) металла; съем металла незначительный при большой шероховатости поверхности. В результате достигается зеркальный блеск поверхности. С помощью анодно-механического процесса можно резать прокат и прорезать пазы.
г) при электроконтактной обработке для создания кратковременных разрядов используют быстрое перемещение инструмента относительно обрабатываемой заготовки без подачи электролита.
Электрохимическая обработка
Это способ обработки изделий в потоке электролита. При обработке используют постоянный ток напряжением 12-25 В и дешевый электролит (водный раствор поваренной соли). Применяют при изготовлении деталей сложной конфигурации (штампы, пресс-формы и др.), для гравирования, сглаживания кромок, снятия заусенцев и т. п.
Электроабразивная обработка
Способ основан на электрохимическом растворении твердого материала при одновременном удалении продуктов растворения из зоны обработки. Этот метод отличается от анодно-механической обработки тем, что используется только один инструмент – электропроводный абразив с графитовым наполнителем, являющийся одновременно и катодом, и инструментом, удаляющим анодную пленку.
Для электрофизических и электрохимических методов обработки характерно ведение процесса при простом поступательном движении инструмента с копированием его формы по всей обрабатываемой поверхности, возможность изменения технологических показателей процесса в широком диапазоне, отсутствие силового действия на обрабатываемую заготовку, а также независимость обрабатываемости материала заготовки от его вязкости и твердости. Эти процессы сравнительно легко автоматизируются.
Ультразвуковая обработка
Способ заключается в воздействии ультразвуком на вещество. Применяют для обработки заготовок из материала повышенной хрупкости (твердые сплавы, стекло, кварц, минералокерамика, ситалл, алмаз, германий, кремний и др.). При этом получают глухие и сквозные отверстия различного сечения, узкие пазы, резьбы, производят обработку поверхностей вращения и выполняют другие операции. При ультразвуковом шлифовании и хонинговании обеспечиваются уменьшенное давление абразивного инструмента на обрабатываемую заготовку и меньшее засаливание инструмента.
Электро-физико-термическая обработка
Осуществляют с помощью источника тепла, образующегося в результате концентрации энергии пучка электронов, ионов, фотонов и испарения материала. К таким методам относится электронно-лучевая, ионно-лучевая и светолучевая (лазерная) обработка. Эти методы применяют для прошивки мелких отверстий и пазов в тонких деталях, а также для их разрезки.
Обработка дуговой плазменной струей
Производится с помощью горелки, в которой дуговой разряд возникает в узком электрически нейтральном канале между двумя электродами. Вдоль столба дуги пропускают газ, который в зоне разряда ионизируется, приобретает свойства плазмы и выходит из горелки в виде ярко светящейся струи, имеющей температуру 15000°С. С помощью этого вида обработки можно наносить покрытия и резать заготовки из разнообразных материалов – проводников, полупроводников и диэлектриков. Кроме резки горелками можно осуществлять строгание поверхностей, подготовку кромок листов из нержавеющей стали и других металлов и сплавов под сварку.
Термическая и химико-термическая обработка.
Эту обработку применяют для изменения физико-механических и физико-химических свойств металлов, определяющих технологические и эксплуатационные характеристики деталей.
При термической обработке происходят структурные и фазовые изменения, а также изменения напряженного состояния металла. Основные виды термической обработки – отжиг, нормализация, закалка и отпуск, улучшение и старение.
Химико-термическая обработка протекает с диффузионным насыщением поверхностных слоев заготовки различными элементами; при этом химический состав поверхностного слоя изменяется. К химико-термической обработке относятся цементация (науглероживание), азотирование, цианирование, алитирование, хромирование, силицирование и сульфидирование.
Искривление деталей простой конфигурации (валов, планок, плит) устраняют после термической обработки правкой, а искажение размеров – шлифованием. Для уменьшения коробления заготовок их закалку производят в штампах или в закалочных машинах.
Обработка без снятия стружки.
Этот метод обработки заготовок заключается в пластическом деформировании их материала без образования стружки. Пластическому деформированию подвергают значительные объемы материала заготовки или ее поверхностные слои. В первом случае происходит формообразование новых элементов заготовки (резьб, зубчатых поверхностей, шлицев, рифлений), во втором случае происходит отделка поверхностей путем сглаживания неровностей и упрочнения поверхностного слоя заготовки.
Отделку поверхностей производят накаткой наружных поверхностей уплотняющими роликами (или шариками), раскаткой цилиндрических отверстий роликовыми или шариковыми раскатками, дорнованием отверстий, калиброванием отверстий шариками или оправками, алмазным выглаживанием поверхностей вращения. Эти методы производительны и обеспечивают высокое качество поверхности; обработка производится на универсальном оборудовании и легко автоматизируется. Ей предшествует чистовая обработка (чистовое точение и растачивание, предварительное развертывание).
Перед обработкой резанием заготовки часто подвергают плоской или объемной чеканке на прессах. Цель этой операции – повышение точности размеров заготовки и уменьшение припуска под последующую обработку. Перед чистовой обработкой заготовки нередко подвергают дробеструйной обработке для повышения качества поверхностного слоя. Поверхностная обработка без снятия стружки применяется для пластических и хрупких (серый чугун) материалов. Алмазное выглаживание применяют для отделки поверхностей закаленных деталей.
Очистка деталей.
Готовые детали машин перед окончательной приемкой очищают от следов охлаждающей жидкости, стружки и других загрязнений. Только при этом условии можно выполнить качественный контроль. Детали, поступающие на контроль, моют в моечных баках или машинах. В однокамерной машине моечный раствор, подаваемый насосом, интенсивно обмывает детали со всех сторон; раствор стекает в отстойник и, пройдя через фильтр, снова поступает в насос. Температура моечного раствора 60-80°С, поэтому детали, выйдя из машины, достаточно быстро просушиваются. Применяют двухкамерные моечные машины: в первой камере производят мойку, во второй – ополаскивание деталей для удаления остатков моечного раствора. Иногда моечные машины снабжают сушильными камерами (трехкамерные машины).
Крупные детали (корпусы, станины) перед обработкой очищают приводными стальными щетками с последующей обдувкой струей сжатого воздуха. Перед контролем эти детали также очищают.
С помощью ультразвука можно очищать не только наружные, но и труднодоступные внутренние поверхности мелких деталей. Этот метод состоит из трех этапов: предварительной мойки деталей, ультразвуковой очистки и заключительного ополаскивания деталей чистым моющим раствором (керосином, трихлорэтиленом, четыреххлористым углеродом и др.).
Тщательная очистка деталей – необходимое условие качественной сборки изделий.
studfiles.net
2 Виды обработки резанием [2]
Лезвийная обработка - обработка резанием, осуществляемая лезвийным инструментом. К ней относятся: точение - обтачивание, растачивание, подрезание и др.; строгание, в т.ч. долбление, зубострогание, зубодолбление; осевая обработка - сверление, рассверливание, зенкерование, развертывание и др.; фрезерование – периферийное (цилиндрическое), торцевое, зубофрезерование и др.; протягивание (внутреннее и наружное), шевингование, опиливание, ротационная обработка.
а) б) в) г)
Рисунок 2 - Обработка точением:
а – обтачивание; б – растачивание; в – подрезание; г - отрезание
Точение - лезвийная обработка с вращательным главным движением резания и возможностью изменения радиуса его траектории. Например, обтачивание - точение наружной поверхности с движением подачи вдоль образующей линии обработанной поверхности (рис.2а).Примечание. Образующая линия – прямая или кривая линия, которая при своем движении по некоторой линии образует поверхность
Растачивание – точение внутренней поверхности с движением подачи вдоль образующей обработанной поверхности (рис.2б).
Подрезание - точение торцевой поверхности (рис. 2в).
Примечание. В зависимости от направления движения подачи различают продольное и поперечное подрезание
Отрезание – обработка резанием, заключающаяся в отделении заготовки в качестве части от целого вдоль одной ее стороны (рис. 2г).
Осевая обработка - лезвийная обработка резанием при постоянном радиусе его траектории с движением подачи только вдоль оси главного движения резания. Например, сверление - осевая обработка сверлом (рис.3а). Рассверливание - сверление, результатом которого является увеличение диаметра отверстия (рис. 3б). Зенкерование – осевая обработка зенкером (рис. 3в). Развертывание – осевая обработка разверткой (рис. 3г).
Фрезерование - лезвийная обработка с вращательным главным движением резания при постоянном радиусе его траектории, сообщаемым инструменту, и хотя бы одним движением подачи, направленным перпендикулярно оси главного движения резания.
а) б) в) г)
Рисунок 3 - Осевая обработка:
а – сверление; б – рассверливание; в – зенкерование; г - развертывание
а) б) в) г)
Рисунок 4 - Фрезерование:
а – периферийное (цилиндрическое) фрезерование; б – торцовое периферийное фрезерование; в – встречное периферийное фрезерование; г - попутное периферийное фрезерование
Периферийное фрезерование – фрезерование периферийным лезвийным инструментом. Например, фрезерование цилиндрической фрезой (рис. 4а). Торцовое фрезерование – фрезерование торцовым лезвийным инструментом (рис. 4б). Встречное фрезерование - фрезерование, при котором в месте контакта инструмента и заготовки векторы скоростей главного движения резания и движения подачи заготовки относительно инструмента направлены в противоположные стороны (рис.4в и рис.9г). Попутное фрезерование - фрезерование, при котором в месте контакта инструмента и заготовки векторы скоростей главного движения резания и движения подачи заготовки относительно инструмента направлены в одну сторону (рис. 4г и рис. 9в).
а)
б)
Рисунок 5 - Виды обработки резанием:
а – строгание; б – протягивание
Строгание - обработка резанием, осуществляемая однолезвийным инструментом с возвратно-поступательным главным движением (рис. 5а).Протягивание - обработка многолезвийным инструментом с поступательным главным движением резания, распространяемая на всю обрабатываемую поверхность без движения подачи (рис. 5б).
а) б) в)
Рисунок 6 - Абразивная обработка:
а – наружное шлифование; б – хонингование; в – суперфиниширование
Примечание. - припуск, который снимается протяжкой при выполнении технологической операцииАбразивная обработка [3] - обработка резанием, осуществляемая множеством абразивных зерен. К ней относятся: шлифование, хонингование, суперфиниширование и др. Шлифование (обдирочное, скоростное и высокоскоростное, наружное и внутреннее, плоское, профильное, встречное и попутное и др.) – абразивная обработка, при которой инструмент совершает только вращательное движение, которое является главным движением резания, а заготовка - любое движение (рис. 6а). Хонингование (наружное и внутреннее, плоское и профильное и др.) - доводка, осуществляемая при одновременно выполняемых вращательном и возвратно-поступательном движениях абразивного инструмента (рис. 6б). Доводка - абразивная обработка, при которой инструмент и заготовка совершают любое движение со скоростями одного порядка или при неподвижности одного из них другой совершает сложное движение.
Примечание. Под сложным движением абразивного инструмента или заготовки понимается два или несколько одновременно выполняемых заготовкой или (и) инструментом простых движений, например, возвратно-поступательное и вращательное (рис. 6а и 6б) и т.п.
Суперфиниширование (плоское, в центрах, бесцентровое)- доводка, осуществляемая при одновременно выполняемых колебательных и возвратно-поступательных движениях инструмента и вращения заготовки (рис. 6в).
studfiles.net
Виды обработки деталей. Технологичность конструкции машин и деталей. Применяемые виды обработки деталей машин
а) литьем металлов различными способами: в земляные формы, в кокили, центробежным методом, по выплавляемым моделям, под давлением, в оболочковые формы;
б) обработкой металлов давлением: прокаткой, ковкой, штамповкой, прессованием, волочением.
2.2 Обработка заготовок механическими способами:
а) обработка на металлорежущих станках;
б) пластическим деформированием;
в) холодной правкой металлических деталей.
2.3 Химико-механическая обработка:
а) доводка;
б) полирование;
в) обработка твердосплавных инструментов
2.4 Электрохимическая обработка:
Сущность: применение электрической энергии в форме электролиза.
2.5.Термическая обработка:
а) отжиг;
…
б) закалка;
в) отпуск.
2.6.Химико-термическая обработка:
а) цементация;
б) азотирование;
в) цианирование;
г) диффузионная металлизация.
2.7.Старение заготовок деталей
2.8.Технологичность конструкции деталей
Принцип технологичности конструкции заключается в выполнении требований наиболее рационального и экономического изготовления изделия. Чем меньше трудоемкость изготовления детали, тем она технологичнее.
Технологичная конструкция должна предусматривать:
— максимально широкое использование унифицированных сборочных единиц, стандартизованных и нормализованных деталей и элементов деталей;
— возможно меньшее количество деталей сложной формы, различных наименований и возможно большую повторяемость деталей;
— создание деталей рациональной формы с легкодоступными для обработки поверхностями и достаточной жесткости;
— наличие на деталях удобных базирующих поверхностей или возможность создания вспомогательных баз в виде бобышек, поясков ит.д.;
— наиболее рациональный метод получения заготовки;
— полное устранение или возможно меньшее применение слесарно-пригоночных работ при сборке;
— упрощение сборки.
Технологичность конструкции заготовок деталей предусматривает упрощение процессов изготовления самих заготовок:
1) литые заготовки должны соответствовать следующим требованиям:
— толщина стенок отливки по возможности должна быть одинаковойбез резких переходов от тонкостенных частей к толстостенным;
— поверхности отливки, расположенные перпендикулярно плоскостиразъема модели, должны иметь конструктивные литейные уклоны;
2) заготовки, полученные методами штамповки или ковки, должны соответствовать следующим требованиям:
— иметь плавный переход в поперечных сечениях и изгибах; закругление острых ребер у штамповок;
— штамповки должны иметь уклон поверхностей, расположенных перпендикулярно плоскости разъема штампа.
Таким образом, общая технологичность конструкции оценивается следующими показателями:
-трудоемкостью конструкции, т.е. временем, затраченным на ее изготовление;
— коэффициентом использования металла при изготовлении детали;
степенью использования стандартных и нормализованных деталей и сборочных единиц;
— процентным отношением количества деталей сложной формы к общему количеству деталей в конструкции;
— степенью использования в сборочных единицах деталей, ранее
— применяемых в конструкциях аналогичных машин;
— -коэффициентом повторности одноименных деталей;
— себестоимостью изготовления деталей, сборочных единиц, целогоизделия.
2.9. Базирование деталей. Установка деталей на станках
2.9.1. Поверхности и базы обрабатываемой детали
При установке деталей для обработки на станках различают следующие поверхности:
— обрабатываемые поверхности;
— поверхности базы, определяющие положение детали при обработке;
— поверхности, воспринимающие зажимные силы;
— поверхности, от которых измеряют выдерживаемые размеры;
— необрабатываемые поверхности.
В технологии машиностроения различают базы: технологические, сборочные и конструктивные.
Технологические базы подразделяют на установочные и измерительные.
Установочные базы — это поверхности детали, которыми она устанавливается для обработки в определенном положении относительно приспособления и режущего инструмента.
Установочными базами могут быть: плоские поверхности, наружные и внутренние цилиндрические поверхности, торцовые поверхности, поверхности отверстий, поверхности центровых гнезд, конические, криволинейные поверхности и др.
Установочные базы могут быть обработанные и необработанные. В качестве установочных баз необработанные поверхности можно применять при начальных операциях. Это — черновые базы. Обработанные поверхности — чистовые базы — необходимы для дальнейших операций. Черновые базы должны быть ровными и гладкими.
Установочная база может быть основной и вспомогательной.
Основная установочная база — это поверхность, которая служит для установки деталей при обработке, а в механизме сопрягается с другой деталью. Например, зубчатое колесо (отверстие под вал).
Вспомогательная установочная база — это поверхность детали, которая служит только для ее установки. Например, центровые отверстия валов.
Измерительная база — это поверхность, от которой при измерении производится непосредственный отсчет размеров.
Сборочная база — поверхность или совокупность поверхностей, линий, точек, которые определяют положение детали относительно других деталей в собранном узле или машине.
Конструктивная база — это совокупность поверхностей, линий, точек, от которых задаются размеры и положение других деталей при разработке конструкции.
2.9.2. Принципы постоянства базы и совмещения баз
Принцип постоянства базы заключается в том, что для выполнения всех операций обработки детали используют одну и ту же базу, при этом достигается наибольшая точность обработки. Если по характеру обработки невозможно использовать одну и ту же базу, необходимо в качестве новой базы выбрать такую обработанную поверхность, которая определяется точными размерами по отношению к поверхностям, наиболее влияющим на работу детали в машине.
При выборе баз различного назначения надо стремиться к тому, чтобы использовать одну поверхность в качестве различных баз, это повышает точность обработки. В этом заключается принцип совмещения баз.
Размеры базы должны быть такими, чтобы обеспечить прочное, надежное крепление деталей; базирующие поверхности не должны деформироваться от сил, возникающих при обработке.
Обработка детали начинается с поверхности, которая служит установочной базой для дальнейших операций, затем обрабатывают другие поверхности, начиная с менее точной, и конечной операцией является обработка наиболее точной поверхности.
В качестве установочных баз целесообразнее выбирать основные базы.
2.10 Способы установки деталей. Правило шести точек
2.10.1. Установка детали осуществляется следующими способами
— непосредственно на столе станка или в универсальном приспособлении с выверкой положения детали относительно стола станка и инструмента. Применяется в единичном и мелкосерийном производстве;
— на столе станка по разметке; цель разметки — обозначить на заготовке положение обрабатываемых поверхностей. Применяется в мелкосерийном и единичном производстве;
— в специальном приспособлении, что обеспечивает определенное положение детали относительно режущего инструмента с достаточно высокой точностью и с малой затратой времени. Применяется этот способ в крупносерийном и массовом производстве. В единичном и мелкосерийном производстве применяется редко, только в тех случаях, когда без таких приспособлений невозможно выполнить требования технических условий.
2.10.2. Правило шести точек 
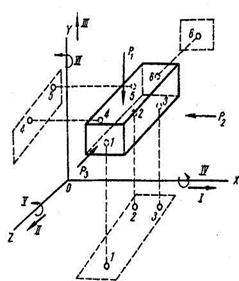 |
Рисунок 1 – Схема базирования детали (правило шести точек): Р1, Р2 и Р3— силы, действующие на деталь при базирровании
Твердое тело в пространстве имеет 6 степеней свободы: три возможных перемещения (1, П, Ш) см (рис. 1) .
Вдоль трех произвольно выбранных взаимно перпендикулярных осей координат X, Y, Z и три возможных вращательных движения относительно этих же осей (IV, V, VI).
Правило 6 точек заключается в том, что каждая деталь должна базироваться на шести неподвижных точках, при этом она лишается плести степеней свободы. Эти шесть точек должны быть расположены в трех взаимно перпендикулярных плоскостях: три опорные точки (1,2,3) — в плоскости XOZ; две точки (4,5) — в плоскости YOZ и одна точка (6) — в плоскости XOY.
Координаты 1,2,3 лишают деталь возможности перемещаться в направлении оси Y и вращаться вокруг осей. X и Z, т.е. они лишают деталь трех степеней свободы; координаты 4 и 5 лишают деталь возможности перемещаться в направлении оси X и вращаться вокруг оси Y; т.е. лишают деталь двух степеней свободы; координата 6 лишает деталь возможности перемещаться в направлении оси Z, т.е. лишают деталь одной степени свободы.
Таким образом, точки 1,2,3 определяют опорную плоскость; 4,5 -направляющую плоскость; 6 — упорную плоскость. Надежность закрепления гарантирована.
| | | следующая страница ==> | |
| ТЕХНОЛОГИЯ ХИМИЧЕСКОГО МАШИНОСТРОЕНИЯ | | | Точность обработки деталей |
Дата добавления: 2014-08-09; просмотров: 56; Нарушение авторских прав
Поделиться с ДРУЗЬЯМИ:refac.ru
Обработка металлов резанием: способы, оборудование и инструменты
Обработка металлов резанием выполняется для того, чтобы заготовка приобрела нужную форму. С этой целью необходимо снять лишнее. Подобная манипуляция проводится посредством применения разных режущих инструментов на специальных станках. В машиностроении обработка металлов резанием очень важна. Ведь без этого процесса нельзя сделать ни обыкновенные машины, ни прочие приборы.
Применение технологии
Раскрой металла посредством резки практикуется при начальных обдирочных работах и при окончательных операциях, которые называют тонкой обработкой. Ведь подобные действия иногда нужно совершать, соблюдая высокую точность: вплоть до долей микрона. А это очень маленькая величина.
 Обработка металлов резанием практикуется и для больших машинных деталей. Например, для роторов гидротурбин. Диаметр их рабочих колёс может превышать отметку в 9-10 метров. Также резке поддаются и те детали, которые трудно рассмотреть даже под микроскопом. Посредством обработки элемент получает нужную форму, размер, обретает необходимое качество поверхности. От этого показателя зависит длительность службы изделия.
Обработка металлов резанием практикуется и для больших машинных деталей. Например, для роторов гидротурбин. Диаметр их рабочих колёс может превышать отметку в 9-10 метров. Также резке поддаются и те детали, которые трудно рассмотреть даже под микроскопом. Посредством обработки элемент получает нужную форму, размер, обретает необходимое качество поверхности. От этого показателя зависит длительность службы изделия.
Теория резания
Такая наука изучает раскрой металла подобным способом. Она появилась ещё в конце XIX века. До сих пор ею занимаются как в России, так и за её пределами. Ключевой вопрос – это скорость съёма стружки посредством станка, чтобы стойкость резца была максимальной. Многим может показаться, что добиться высоких скоростей не так уж и трудно. Но это не так. Всё дело в том, что обработка металлов резанием развивает тепло. Оно нагревает и размягчает инструмент для работы, рискуя вывести его из строя. Очень важно выбрать правильное охлаждение для резца. Но оно не всегда решает проблему. К тому же может даже повредить металл. Поэтому скорость работы зависит отчасти от того, насколько правильный был выбран станок. Инструмент для обработки металла резанием должен приобретаться с учётом свойств материала и его свойств.
Особенности применения станков
Металлорежущие станки подразделяются на типы. Они отличаются по используемому инструменту. Также технология обработки металлов резанием с их помощью разная. Чаще всего используется резец. С его помощью можно выполнять операции любой сложности. Все остальные инструменты являются или его модификацией, или сочетанием нескольких типов. Существует две наиболее распространённые схемы работы:
- точение, когда заготовка вращается, а резец медленно идёт по её оси;
- строгание – они идут оба поступательными движениями.
Станки для них необходимы абсолютно разные.
Особенности резки металлов
Как было сказано ранее, рассматриваемый процесс может происходить нетипично. И существуют разные способы обработки металлов резанием, под которые предусмотрено использование того или иного оборудования.
 Помимо точения и строгания, к распространённым методам работы относятся фрезерование и шлифование. Однако первый способ – наиболее популярный. Механическая обработка металлов резанием разными методами имеет немало общего с заточкой. Поэтому если обучиться этому способу, то с остальными в будущем проблем точно не возникнет. И всё будет очень просто в плане работы. Ниже приведём особенности использования станков разного типа.
Помимо точения и строгания, к распространённым методам работы относятся фрезерование и шлифование. Однако первый способ – наиболее популярный. Механическая обработка металлов резанием разными методами имеет немало общего с заточкой. Поэтому если обучиться этому способу, то с остальными в будущем проблем точно не возникнет. И всё будет очень просто в плане работы. Ниже приведём особенности использования станков разного типа.
Применение токарных станков
Оборудование для резки бывает разным. Один из ключевых типов станков – это токарный. Его применение практиковалось ещё в древние времена. Тогда его приводили в действие благодаря верёвочным приспособлениям наподобие лука для стрельбы. В такой сфере, как резание металлов, токарная обработка в нынешнее время применяется с целью изготовления машинных деталей. Причём это делается настолько точно и быстро, что механическим путём таких целей достичь не удастся.
Основанием станка этого типа является станина. Заготовку нужно зажать между центрами задней и передней бабки или же в патроне. В суппорте укрепите резец. Установите посредством специальной коробки, напоминающей автомобильную, требуемую скорость вращения для резки. На инструменте присутствует ходовой валик, который приходит в движение от неё и смещает суппорт вместе с резцом. Если кроме него стоит ходовой винт, то тогда посредством такого станка можно выполнять нарезку. Когда же присутствует поворотная головка вместо задней бабки, инструмент называется токарно-револьверным. Такой станок для резки может выполнять разные виды работы. Для обработки изделий с большим диаметром используют такие инструменты, как лоботокарный или карусельно-токарный аппарат. Существуют и прочие его виды.
Повышение стойкости токарного станка
Специалисты постоянно работают над тем, чтобы отыскать подходящие материалы, способные повысить стойкость рабочего инструмента для резки металла. Раньше станки изготавливали на основе простых углеродистых сталей, обладающих несложным составом с точки зрения химии. После этого стали применяться материалы с повышенным содержанием вольфрама. С их помощью можно было резать металлы намного быстрее. Поэтому их стали называть быстрорежущими. Однако и они со временем перестали удовлетворять специалистов в области машиностроения.
Тогда на смену им при создании станков пришли твёрдые сплавы особого класса, которые способны сохранять прочность даже при температуре до 100 градусов. За последние годы процесс, в основе которого лежит обработка металлов резанием, стал ещё проще. Этого удалось достичь за счёт использования материалов с максимальной устойчивостью к высоким температурам. В зависимости от изначальной твёрдости заготовки, например резца, а также вида работы, оно может быть обработано с нужной скоростью, которая регулируется посредством специальной коробки.

Фрезерование как вид обработки металла
Такой метод работы достаточно широко распространён и является достаточно высокопроизводительным. Он осуществляется с помощью специального фрезерного аппарата. Станки с ЧПУ (числовым программным управлением) используются всё чаще. В зависимости от места размещения суппорта они подразделяются на несколько видов:
- вертикальные;
- горизонтальные;
- портальные;
- продольные;
- зубофрезерные;
- многошпиндельные;
- одношпиндельные и другие.
Специалисты по изготовлению оборудования этого вида постоянно совершенствуют его, чтобы производительность обработки металла была более высокой. Материал станков постоянно меняется, видоизменяется и его конструкция. Как и резец при строгании, фреза выполняет аналогичные действия. Но при этом она сочетает несколько его типов. И будет работать более продуктивно. За счёт этого фрезерование значительно превосходит строгание и постепенно вытесняет его на производствах.
Особенности шлифования
Станки для этого типа обработки используются для шлифовки внутри и снаружи поверхностей круглой формы, разных плоскостей, бесцентровой обработки, резьбы, зубчатых колёс и многого другого. Такой инструмент для металлов относится к категории наиболее производительных. Помимо специального станка, существует ещё одно приспособление. Это шлифовальный круг, который включает в себя большое количество маленьких режущих элементов. Они, в свою очередь, скреплены специальным связующим приспособлением. И каждая частица сама по себе является резцом. Как видите, мы рассмотрели оборудование для металлической обработки. Ниже ознакомимся с более современными методиками, позволяющими осуществлять его раскрой.
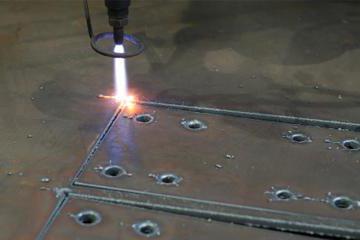
Особенности технологии плазменной резки
Есть несколько методик, используемых для низкоуглеродистых металлов. Но плазменная резка считается одной из продуктивных. Поэтому на её особенностях и преимуществах стоит остановиться более подробно. Технология процесса стремительно и постоянно развивается. Плазменная резка металлов широко применяется в разных производственных сферах: начиная от строительства домов и заканчивая машиностроением. Наряду с кислородно-газовым методом, она считается достаточно перспективной.
Ключевые преимущества
Способ плазменной резки металлов имеет большое количество преимуществ. Одно из них – это скорость работы. Чаще всего заготовки для раскроя имеют толщину до 25 мм. В этом случае скорость их обработки примерно в два раза и даже больше превышает аналогичную при использовании резки кислородно-газового типа. И стоит добавить, что при заметном уменьшении толщины листа металла, она может превышать её и в 12 раз. Такое преимущества способно существенно повысить производительность работы и сэкономить время.
 Другое преимущество метода – это высокая и качественная скорость прожига. Эта характеристика является очень важной при резке металлических изделий. При плазменном методе она составляет порядка 2 секунд. Для сравнения: газовая резка с кислородом – 30 соответственно при условии соблюдения температуры в 1 тысячу градусов как минимум. Краткое взаимодействие инструмента с металлом хорошо прежде всего тем, что за пару секунд материал не успеет деформироваться, как это может произойти в другом случае.
Другое преимущество метода – это высокая и качественная скорость прожига. Эта характеристика является очень важной при резке металлических изделий. При плазменном методе она составляет порядка 2 секунд. Для сравнения: газовая резка с кислородом – 30 соответственно при условии соблюдения температуры в 1 тысячу градусов как минимум. Краткое взаимодействие инструмента с металлом хорошо прежде всего тем, что за пару секунд материал не успеет деформироваться, как это может произойти в другом случае.
Другим несомненным преимуществом плазменного метода можно назвать минимальное количество окалины при работе. Её можно с лёгкостью удалить. Системы для резки также легко управляются и помогают обеспечить нужную высоту инструмента и хорошую скорость.
Экономия времени и средств
Плазменная резка также подразумевает одновременную работу с несколькими листами, что значительно экономит время. При этом методе можно обрабатывать разные виды материалов:
- алюминий;
- нержавейку;
- медь и многое другое.
Нельзя не отметить и безопасность применения плазменных систем. Они не используют для работы горючие газы, открытый огонь, не выделяется много тепла. Всё это значительно сокращает возможные риски для пользователей при работе с горячими металлами. Зона воздействия тепла составляет всего лишь 2 миллиметра.
 Все характеристики плазменной резки положительно влияют на затраты при вторичной обработке материалов. Работы осуществляются качественно, быстро и универсально. Для решения многих задач перечисленные преимущества являются наиболее предпочтительными, нежели другие.
Все характеристики плазменной резки положительно влияют на затраты при вторичной обработке материалов. Работы осуществляются качественно, быстро и универсально. Для решения многих задач перечисленные преимущества являются наиболее предпочтительными, нежели другие.
Особенности лазерного метода
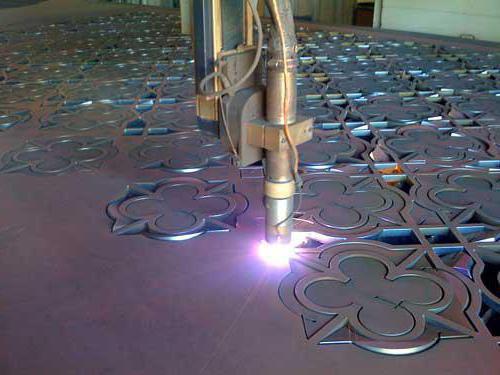
На сегодняшний день в области обработки металлических изделий внедрено немало технологий. Они позволяют значительно облегчить работу дизайнеров, строителей и прочих специалистов, чья работа так или иначе связана с этим процессом. Резка лазером в настоящее время считается наиболее продвинутой. Она позволяет получить огромные возможности при изготовлении металлических изделий в плане дизайна и всевозможных конфигураций.
Такая перспективная методика является достаточно молодой, но уже широко распространяется. Резка лазером металла осуществляется посредством сфокусированных технически мощных специальных установок. Они отличаются высокой лучевой концентрацией. И способны раскроить не только алюминий или медь, но также дерево и прочие материалы.
Описание метода
При таком способе резки на поверхности металла появляются окислы. Они увеличивают процесс поглощения энергии и способны поддержать температуру до точки плавления. В контактном месте лазерный луч создаёт максимальные температурные показатели, вследствие чего материал начинает плавиться. А вот за пределами указанной зоны он лишь нагревается. Вместе с этим идёт подача активного газа, чаще всего это кислород. Он выдувает продукты горения и позволяет значительно увеличить скорость резки. Кислород нагревает несколько слоёв посредством удаления жидкого металла и окислов.
Всё это происходит в то время, пока материал не прорезается на всю свою глубину. Ведь струя газа рядом с линиями разделения способна активно охлаждать его. Небольшая зона термического воздействия может обеспечить создание на небольших расстояниях друг от друга (порядка 0, 2 миллиметра) кромок, расположенных параллельно. Очень часто с целью достижения той или иной точности при операции раскроя появляется необходимость внедрения автоматизированного управления посредством компьютера. В таких случаях можно запрограммировать создание того или иного изделия в готовом виде.
Для лазерной резки листовых металлов чаще всего применяется аппаратура на основе твердотельных и газовых инструментов. Срез материала при этом получается идеально ровным. Никакая механическая обработка металлов резанием не может обеспечить подобную точность с учётом оперативного выполнения и с минимальным количеством отходов. В основном для обработки листового металла используют аппараты на основе газовых и твердотельных лазеров. Лазерный срез металла будет идеально ровным. Он получится без деформаций, которые присутствуют при механическом разрезе. К тому же технология лазерной резки позволяет добиться существенной точности работы, минимальных отходов и быстрого выполнения.

Преимущества метода
На рынке раскроя металлических изделий лазерная резка является одной из наиболее востребованных. Она в значительной мере сделала работу с твердосплавными материалами более простой. Ведь они достаточно сложные в плане обработки и часто могли ухудшиться после таких манипуляций. Для лазерной резки лучше всего подойдут:
- сталь;
- цветные металлы;
- алюминиевые сплавы.
Толстые листы тоже гораздо лучше обрабатываются. Будет проще работать со сложными формами металлических деталей и делать отверстия в очень твёрдых материалах с малым диаметром. Здесь в плане геометрии можно дать волю своей фантазии. Система может быть автоматизирована. Достаточно для этого создать специальный файл с заданной программой на компьютере. Механических воздействий на металл не будет – это тоже немаловажно. Также при лазерной обработке замечены следующие преимущества:
- Возможность создания сложного контура реза.
- Можно обрабатывать практически любой листовой металл независимо от его теплофизических характеристик.
- Высокая точность работ.
- Резка возможна даже на легко деформируемых и не слишком жёстких материалах.
- Высокая производительность за счёт применения большой мощности лазера.
- Если поверхность должна быть гладкой, то лучше использовать сфокусированный луч с регулируемой мощностью.
Газовый способ
Рассмотрим достаточно распространённый метод воздействия на металл, который активно применяется уже многие годы. Это газовая резка. Она достаточно популярна и экономически выгодна. По-другому её называют ещё кислородной, поскольку в этом случае процесс воздействия на металл имеет термический характер. Идёт струя кислорода после окончания работы и удаляет остатки жидкого оксида. Для начала верхняя кромка детали подогревается. В зависимости от химического состава материала (например стали) температура его возгорания может колебаться в пределах от 1000 и до 1200 градусов.
Газовая резка может быть применена для обработки среднелегированной, низколегированной или углеродистой стали. Толщина металлического листа или другого изделия должна составлять максимум 300 миллиметров. Газокислородная методика обработки металла имеет свои преимущества:
- Низкие затраты на обработку.
- Отсутствует необходимость работать с кромкой после завершения процедуры.
- Наличие прямой и диагональной резки изделий под разными углами.
- Можно использовать толстые металлические листы.
Существует ли стандарт работы?
Многие интересуются, имеет ли обработка металлов резанием ГОСТ или другие стандарты касательно выполнения обработки конструкций. Так, согласно существующим правилам и критериям, подобный процесс имеет свои задачи. Прежде всего деталям должна быть придана та или иная конфигурация и размеры. Этого требует используемая технологическая документация. Например, утверждённый проект строительства объекта. Также обрабатываемая поверхность должна быть всегда чистой согласно принятым стандартам. В ГОСТах перечислены механические способы обработки металлов резанием, включая точение, сверление, фрезерование, а также долбление, протягивание. Также указана и финальная обработка изделий. Каждому виду механической обработки металлов соответствует не только определённое оборудование, но и порядковый номер.
Как мы увидели, существует немало способов механической и автоматизированной обработки изделий с целью их раскроя. Всё это широко используется при строительстве, машиностроении, ремонте и других сферах. Методики постоянно совершенствуются и дополняются новыми, создаётся современное оборудование, которое каждый раз делает процесс всё более простым.
fb.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)