 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Слесарный инструмент шабер - тонкая работа по металлу! Шабрение металла
Шабрение металлических поверхностей. Работы по металлу
Шабрение металлических поверхностей
Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих поверхностей приборов и станков, опорных поверхностей машин). Операция шабрения заключается в соскабливании тонких слоев металла, для чего при обработке напильником оставляют припуск в 0,1–0,4 мм.
Для того чтобы определить на деталях участки, на которых необходимо производить шабрение, используется шабровочная краска (смесь машинного масла и сажи). Если требуется определить такие участки на мелких деталях, то шабровочную краску тампоном наносят тонким слоем на слесарную плиту, на нее осторожно опускают проверяемой плоскостью деталь и медленно передвигают ее по всей поверхности плиты круговыми движениями, а затем также осторожно снимают деталь с плиты. Большие детали и заготовки обрабатывают краской на месте: краску наносят на контрольную плитку, опускают плитку на плоскость детали и круговыми движениями проходят всю эту плоскость.
И в том и в другом случае пятна, оставшиеся на поверхности детали, указывают места шабрения, причем белые пятна (отсутствие краски) – наиболее углубленные участки поверхности детали, темные пятна (толстый слой краски) – менее углубленные, а серые пятна (тонкий слой краски) – наиболее выступающие части (они и подвергаются шабрению).
После каждого цикла шабрения обрабатываемую поверхность насухо вытирают и проверку на шабровочную краску повторяют. Качество шабрения определяется с помощью контрольной рамки 25 х 25 мм. Ее накладывают на прошабренную поверхность и считают число пятен: шабрение считается грубым, если пятен в рамке 5–6, чистовым – 6–10 пятен, точным – 10–14 пятен, тонким – более 22 пятен.
Выбор шабера по форме и геометрическим параметрам зависит от свойств обрабатываемого материала и, конечно же, от формы и размеров прошабриваемой поверхности (см. рис. 11):
– для обработки краев заготовки удобнее всего использовать шабер с прямой режущей кромкой;
– для плоских поверхностей более подходит шабер с радиусной режущей кромкой;
– криволинейные и внутренние поверхности деталей шабрят трехгранными и фасонными шаберами;
– режущая кромка шабера должна быть тем уже, чем тверже обрабатываемый материал.
К операции шабрения допускаются только правильно заточенные шаберы.
Угол заострения трехгранного шабера должен быть 60–70°. Торцовую (режущую) поверхность плоского шабера затачивают (относительно оси инструмента): для чугуна и бронзы, а также для особо точного шабрения под углом 90–100°, для стали и для грубой обработки – 75–90°, для мягких металлов – 35–40°.
После заточки на заточном станке режущие кромки шаберов доводят или заправляют на оселках зернистостью М14 (удаляют заусенцы и неровности на кромках). Порядок заточки и заправки шаберов показан на рис. 34.

Рис. 34. Заточка и заправка шабера: а – заточка; б – заправка.
Рабочее положение шабера: угол наклона к шабруемой поверхности – 30–40°. Рабочий ход – либо вперед, от себя, либо назад, на себя, – производится с усилием, холостой ход – возвращение шабера в исходное положение – производится с отрывом режущей кромки от обрабатываемой поверхности. Начинают шабрение длинным ходом – 15–20 мм, по мере выравнивания поверхности длина хода сокращается до 2–5 мм. Направление движений шабера каждый раз нужно изменять, чтобы штрихи, им нанесенные, пересекались между собой под углом 45–60°.
Приемы шабрения зависят от типа обрабатываемой поверхности.
Шабрение плоских поверхностей начинают с края детали, наиболее удаленного от слесаря, и постепенно обрабатывают всю поверхность. Шабрят при этом только места с крупными серыми пятнами, разбивая их на более мелкие.
После предварительной обработки, которая производится шабером с длинной режущей кромкой (20–30 мм), переходят к окончательному шабрению, для которого используется шабер с более короткой режущей кромкой (15–20 мм). В ходе этой операции круглые пятна разбивают пополам, а продолговатые – на более мелкие в поперечном направлении.
Если необходимо добиться наибольшей точности поверхности или плотности прилегания деталей друг к другу (это возможно в условиях домашней мастерской), то следует произвести еще и точное шабрение инструментом с короткой режущей кромкой – 10–15 мм.
При шабрении криволинейных поверхностей шабровочная краска наносится не на плиту, а на шаблон (или контрольный стержень или вал, если шабрят, например, внутреннюю часть подшипника).
Приемы шабрения те же, что и при обработке плоских поверхностей, а из инструментов используют в основном трехгранные и изогнутые шаберы.
Сложность шабрения внутренних углов сопряженных поверхностей заключается в том, что они очень часто бывают труднодоступны при работе плоским шабером. Поэтому для обработки этих участков используются, как правило, фасонные шаберы.
Вообще шабрение – одна из самых трудоемких слесарных операций. В заводских, промышленных условиях шабрение часто заменяют чистовым строганием широкими резцами или шлифованием.
В домашней мастерской к таким видам обработки прибегнуть вряд ли удастся (нужно специальное точное оборудование).
Значительно ускоряют процесс шабрения усовершенствованные шаберы (фасонные, вставные, дисковые, цельные и др.), представленные на рис. 35.

Рис. 35. Усовершенствованные шаберы: а – фасонные; б – вставной: 1 – корпус шабера; 2 – сменная режущая пластинка; 3 – зажимной кулачок; 4 – винт; 5 – рукоятка; в – дисковый; г – с радиусной заточкой.
Фасонные шаберы (рис. 35, а) выполняются в виде набора стальных пластин различной конфигурации, закрепляемых на державке. Очертания пластин соответствуют форме фасонной поверхности, для шабрения которой они предназначены (пазы, канавки, желобки и т. д.).
На рис. 35, б показан вставной универсальный шабер, позволяющий выполнять работы по шабрению сменными режущими пластинами. Корпус шабера имеет ось, на которой может поворачиваться зажимной кулачок. При вращении винта насаженной на него рукояткой кулачок, стремясь повернуться, другим своим концом надежно зажимает режущую пластинку из быстрорежущей стали или твердого сплава.
Для ускорения ручного шабрения больших плоскостей можно применять дисковый шабер (рис. 35, в). Режущей частью этого шабера являются специально изготовленный термообработанный диск или изношенная фреза диаметром 50–60 мм и толщиной 3–4 мм.
Заточенный на круглошлифовальном станке режущий диск закрепляется болтом на державке инструмента. По мере затупления режущей грани диск можно перезакрепить и продолжать работу его новым острым участком, что значительно экономит время на заточку.
Шабер с радиусной заточкой (рис. 35, г) обеспечивает плавное и более легкое врезание инструмента в тело детали.
Цельные шаберы изготавливаются из инструментальной стали (Р18, ШХ15), а державка – из более дешевой углеродистой. Для шабрения белого чугуна и других твердых металлов могут применяться пластинки из твердых сплавов.
Шабрение – трудоемкий процесс, поэтому можно использовать при наличии возможности механизированные шаберы, ускоряющие процесс в 20–25 раз (рис. 36).

Рис. 36. Механизированный электрический шабер: 1 – электромотор; 2 – редуктор; 3 – гибкий вал; 4 – кривошип; 5 —шатун; 6 – шабер.
От электромотора через редуктор и гибкий вал получает вращение кривошип, сообщающий возвратно-поступательное движение шатуну и прикрепленному к нему шаберу.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Инструмент шабер – как применять его максимально эффективно? + Видео
Слесарный инструмент шабер используется для обработки трущихся поверхностей с малой шероховатостью для получения точной формы и размера и обеспечения максимального прилегания и герметичности соединения. Как правило, шабером срезается мелкая стружка на поверхности, которая предварительно была обработана другими режущими инструментами.
1 Инструмент для шабрения – виды и функции
Шабрение является достаточно трудоемким процессом, который в отдельных случаях требует ювелирной точности. На практике слесарные работы по металлу, при которых применяется шабер, составляют около 25 процентов от общего числа. Именно поэтому на современном этапе происходит активная механизация работ и все чаще применяются станки или электрический инструмент.
Шабер состоит из заменяемых пластин в рабочей части, металлического корпуса, специального винта и рукоятки. Трехгранный шабер может быть цельным или составным (оснащенным пластинами из твердосплавной стали). При этом инструменты различаются между собой по форме кромки, которая может быть плоской (выполнена в виде прямой пластины с прямым или изогнутым концом), трехгранной или фасонной (под форму обрабатываемой детали). Режущие грани шабера бывают односторонними или двусторонними, их выбирают в зависимости от сложности работ и материала рабочей поверхности детали.
Шабер изготавливается из углеродной стали различных марок и прочности (У10, У12, У12а) или из легированной стали соответствующих марок. Его длина может варьироваться в пределах 190-550 миллиметров, а ширина зависит от способа шабрения (от 5 до 75 миллиметров). Трехгранный шабер в основном применяется для обработки цилиндрических поверхностей, а шаберы с пластинами из твердых сплавов – для обработки тяжелых металлов. Фасонные шаберы используются преимущественно для замкнутых контуров, канавок и других труднодоступных поверхностей.

Слесарный шабер из углеродной стали
Рекомендуем ознакомиться
Существуют также дисковые шаберы, у которых режущая часть выполнена в виде закаленного стального диска с закрепленной к корпусу гайкой, что позволяет экономить время при заточке, так как можно использовать последовательно и равномерно всю поверхность диска. Еще более эффективным ручным вариантом является инструмент с шестигранной пластиной, так как каждую грань можно подвергать универсальной заточке для работы с поверхностями различных металлов. Набор пластин для такого шабера изготовлен из твердой стали, а процесс замены не занимает много времени.
Следует понимать, что составные шаберы легче по весу и более удобны в работе за счет того, что в процессе шабрения они пружинят, а это позволяет повысить точность процесса.
Что касается норм ГОСТа, то для шабрения и шабера они не предусмотрены. Существуют определенные виды шаберов, которые принято считать универсальными, а в остальных случаях пластины для инструмента и его составные части изготавливаются по специальному заказу под конкретный вид шабровочных работ и нужды работников на производстве.
2 Как правильно пользоваться шабером?
Перед тем, как выбрать набор шаберов по металлу, составных, электрических или обычных, необходимо определить степень сложности работ. В первую очередь следует осмотреть поверхность на предмет необходимости более грубой обработки, например, фрезеровки или строгания. Если по краям металла обнаруживаются острые кромки, их необходимо предварительно зачистить напильником, после чего можно измерить уровень зазора, это можно сделать с помощью линейки, бруска. Поверхность готова к шабрению, в случае если зазор не превышает 0,05 мм.
Перед началом работ поверхность накладывается на проверочную слесарную плиту, на которую наносится тонкий слой шабровочной краски. Краска может быть изготовлена из разных материалов, однако чаще используется сочетание машинного масла с сажей или синькой. Далее поверхность передвигается по плите равномерными, поступательными движениями, после чего по пятнам краски, которые остались на поверхности, и определяются места шабрения.

Шабрение плиты
Процесс шабрения длится в несколько циклов, после каждого из которых проверку с помощью окрашенной пластины необходимо проводить снова до получения желаемого результата. Сам процесс может быть грубым, точным, тонким или чистовым (зависит от приема шабрения, инструмента и конечной цели работ). Сам трехгранный инструмент при этом должен быть максимально правильно заточен, а длину режущей кромки следует выбирать, исходя из твердости металла. Чем он тверже, тем уже должно быть лезвие.
Для эффективной работы этим инструментом важно соблюдать геометрию резки. Стандартная величина заострения угла равна 90 градусов, однако в некоторых случаях рекомендуется уменьшать или увеличивать угол путем заточки, особенно если речь идет о твердых металлах. Например, угол заострения для обработки чугуна должен быть в пределах 90-100 градусов, стали - 75-90, а для легких металлов не выше 45 градусов.
Трехгранный шабер затачивается на автоматических и полуавтоматических станках с помощью наждачного круга различной зернистости (от 30 до 60) и твердостью СМ1-3, а пластины из твердой стали точатся на специальных шлифовальных кругах с применением охлаждения. После заточки необходимо также проводить правку лезвий с помощью абразивных кругов, чтобы убрать все неровности и заусенцы, которые снижают качество шабрения.
3 Электрический вариант – универсальность и удобство
Для ускорения процесса шабрения поверхностей можно пользоваться механизированным оборудованием. Электрический шабер состоит из электромотора определенной мощности, редуктора, вала, шатуна и специальной насадки, которая легко затачивается и меняется. Качественный электрический инструмент способен в несколько раз ускорить процесс обработки, однако цена механизированной машины достаточно высока, поэтому многие слесари предпочитают работать "по старинке", тем более что в качестве плоского шабера можно использовать вышедший из строя напильник.

Электрическое оборудование для шабрения
Однако электрический шабер можно применять не только для обработки металлических поверхностей, при правильном подходе из него можно сделать универсальный инструмент для ремонта, который пригоден для шлифовки или снятия ненужного слоя краски, штукатурки с потолка или стен. Многие модели имеют набор пластин-насадок, которые можно использовать при работе с пластиком, древесиной, бетоном и другими поверхностями. В отличие от другого электрического оборудования, шаберы обладают небольшой массой и удобными креплениями для насадок различного диаметра и формы.
tutmet.ru
Шабрение | Техническая литература онлайн
Сущность и назначение шабрения.
Шабрением называется операция по снятию (соскабливанию) с поверхностей деталей очень тонких частиц металла специальным режущим инструментом — шабером.
Цель шабрения — обеспечение плотного прилегания сопрягаемых поверхностей и герметичности (непроницаемости) соединения. Шабрением обрабатывают прямолинейные и криволинейные поверхности.
Шабрение широко применяется в инструментальном производстве как окончательный процесс обработки незакаленных поверхностей.
Широкое применение шабрения объясняется особыми качествами полученной поверхности, которые состоят в следующем:
- в отличие от шлифованной или полученной притиркой абразивами шабренная более износостойка, потому что не имеет шаржированных в ее поры остатков абразивных зерен, ускоряющих процесс износа;
- шабренная поверхность лучше смачивается и дольше сохраняет смазывающие вещества благодаря наличию так называемой разбивки этой поверхности, что также повышает ее износостойкость и снижает величину коэффициента трения;
- шабренная поверхность позволяет использовать самый простой и наиболее доступный метод оценки ее качества по числу пятен на единицу площади.
Шабрение дает возможность получить точность поверхности от 0,003 до 0,01 мм; за один проход шабером снимается слой металла толщиной 0,005-0,07 мм; при среднем давлении на шабер толщина стружки составляет не более 0,01-0,03 мм.
Ручное шабрение — трудоемкий процесс, поэтому его заменяют более производительными методами обработки на станках. Шабрению предшествует чистовая обработка резанием.
Шаберы — металлические стержни различной формы с режущими кромками. Изготовляют шаберы из инструментальной углеродиcтой стали У10 и У12А. Режущий конец шабера закаливают без отпуска до твердости HRC 56-64.
- по форме режущей части шаберы подразделяются на плоские, трехгранные, фасонные;
- по числу режущих концов ( граней) — на односторонние и двусторонние;
- по конструкции — на цельные и со вставными пластинками.
Плоские шаберы применяются для шабрения плоских поверхностей — открытых, пазов, канавок и т. д.
По числу режущих концов плоские шаберы могут быть односторонними (рис. 383, а) и двусторонними (рис. 383, в). Рациональной является выпуклая форма лезвия, очерченная дугой радиусом 30 — 40 мм для получистового шабрения и 40-55 мм для чистового.

Шаберы
Плоские шаберы изготовляются с прямыми (см. рис. 383, а) и изогнутыми (рис. 383, б) концами. Открытые плоскости шабрят шаберами с прямым концом; стенки пазов, канавок и смежных плоскостей, а также мягкие металлы (алюминий, цинк, баббит и др.) — шаберами с отогнутым концом.
Длина плоских двусторонних шаберов составляет 350-400 мм. Ширина шабера для грубого шабрения принимается от 20 до 25 мм, для точного — 5-10 мм. Толщина конца режущей части колеблется от 2 до 4 мм. Угол заострения у шаберов (рис. 383, д) принимают для чернового шабрения 70-75°, для чистового 90°.
Двусторонний плоский шабер (см. рис. 383, в) благодаря наличию двух режущих концов имеет большой срок службы.
Трехгранные шаберы (рис. 383, г) применяют для шабрения вогнутых и цилиндрических поверхностей. Как правило, их изготовляют только односторонними. Трехгранные шаберы имеют длину 190, 280, 380 и 510 мм.
Для облегчения заточки плоскостей шабер имеет желобки, образующие режущие кромки с углом заострения 60- 75° для стали.
Составные шаберы значительно легче целых шаберов тех же размеров. По форме режущей части они делятся на плоские, трехгранные прямые и трехгранные изогнутые (рис. 384, а, б, в). Такие шаберы при работе пружинят, а это повышает чувствительность рук шабровщика и способствует повышению точности шабрения.

Составные шаберы
Шабер с радиусной заточкой (рис. 385) благодаря плавности и легкости проникновения в металл значительно облегчает шабрение, так как требует приложения меньших усилий, чем при шабрении плоским шабером. Для предварительного шабрения радиус заточки •составляет 30-40 мм, а для окончательного 40-55 мм.

Составной шабер с радиусной заточкой
На рис. 386 показан универсальный шабер со сменными режущими пластинками. Он состоит из корпуса 3, держателя 2, рукоятки 5, зажимного винта 4, сменной режущей пластинки 1 из быстрорежущей стали или твердого сплава. Пластинка, вставленная в держатель, зажимается винтом при вращении ручки шабера по направлению часовой стрелки (для снятия пластинки ручку вращают против часовой стрелки).
Усовершенствованный шабер состоит из трех частей: державки, деревянной рукоятки и сменной пластинки (рис. 387). Сменная пластинка с хвостовиком типа «ласточкин хвост» вставлена в паз державки, это обеспечивает надежное ее крепление.

Шабер усовершенствованной конструкции
На рис. 388 показан наиболее совершенный шабер, состоящий из сменной пластинки 1, зажимного патрона 2 и стержня 3. Пластинки таких шаберов изготовляют размером 3x16x50 мм из стали У12А, а стержень -из стали 45.

Шабер с зажимным патроном
Если шабер предназначен для работы по белому чугуну или другому твердому металлу, то применяют пластинки из твердого сплава, например ВК6 или Т15К6. Замена затупленной пластинки производится путем поворота рукоятки (стержня), так как губка зажимной части патрона соединена с корпусом шарнирно. Такая конструкция шабера допускает применение комплекта пластинок, заточенных под разными углами (рис. 388 сверху).
Дисковый шабер (рис. 389) применяется для шабрения широких плоскостей. Режущая часть 1 представляет собой стальной закаленный диск, закрепленный на державке 3 гайкой 2. Диск диаметром 50-60 мм толщиной 3-4 мм затачивается на круглошлифовальном станке. По мере затупления его поворачивают на некоторый угол и работают не затупившимся участком. Таким образом используется весь диск шабера, что значительно экономит время на заточку, повышает производительность труда.

Дисковый шабер
Фасонный шабер (рис. 390) представляет собой набор сменных стальных закаленных пластин 1, закрепленных на стержне 2 с рукояткой 3. Эти шаберы предназначены для шабрения в трудно доступных местах — впадин, замкнутых контуров, желобков, канавок и других фасонных поверхностей. Торцовые грани пластинок затачивают в соответствии с формой обрабатываемых поверхностей.

Фасонный шабер
Шаберы-кольца изготовляются из изношенных конических роликовых подшипников, эти шаберы заменяют трехгранный и изогнутый шабер и уменьшают количество переточек. Их затачивают на шлифовальном круге 1 (рис. 391) и доводят торец на мелкозернистом круге 2. Эти шаберы обеспечивают значительно большую производительность, чем трехгранные.

Шаберы-кольца и их заточка
imetal.in.ua
Шабрение металлических поверхностей - Опиливание металла
 Шабрение металлических поверхностей
Шабрение металлических поверхностей Категория:
Опиливание металла
Шабрение металлических поверхностей Шабрение поверхностей металлических деталей применимо главным образом в слесарно-сборочных работах, когда требуется плотная подгонка плоскостей прилегающих друг к другу деталей (например, измерительных и направляющих поверхностей приборов и станков, опорных поверхностей машин). Операция шабрения заключается в соскабливании тонких слоев металла, для чего при обработке напильником оставляют припуск в 0,1-0,4 мм.
Для того чтобы определить на деталях участки, на которых необходимо производить шабрение, используется шабровочная краска (смесь машинного масла и сажи) Если требуется определить такие участки на мелких деталях, то шабровочную краску тампоном наносят на слесарную плиту тонким слоем, на нее осторожно опускают проверяемой плоскостью деталь и медленно передвигают ее по всей поверхности плиты круговыми движениями, а затем также осторожно снимают деталь с плиты. Большие детали и заготовки обрабатывают краской на месте краску наносят на контрольную плитку, опускают плитку на плоскость детали и круговыми движениями проходят всю эту плоскость.
И в том, и в другом случае пятна, оставшиеся на поверхности детали, указывают места шабрения, причем белые пятна (отсутствие краски) указывают наиболее углубленные участки поверхности детали, темные цятна (толстый слой краски) — менее углубленные, а серые пятна (тонкий слой краски) — наиболее выступающие части (они и подвергаются шабрению)
После каждого цикла шабрения обрабатываемую поверхность насухо вытирают и проверку на шабровочную краску повторяют. Качество шабрения определяется с помощью контрольной рамки 25 X 25 мм, ее накладывают на прошабренную поверхность и считают число пятен шабрение считается грубым, если число пятен в рамке 5-6, чистовым — 6-10 пятен, точным — 10-14 пятен, тонким — более 22 пятен.
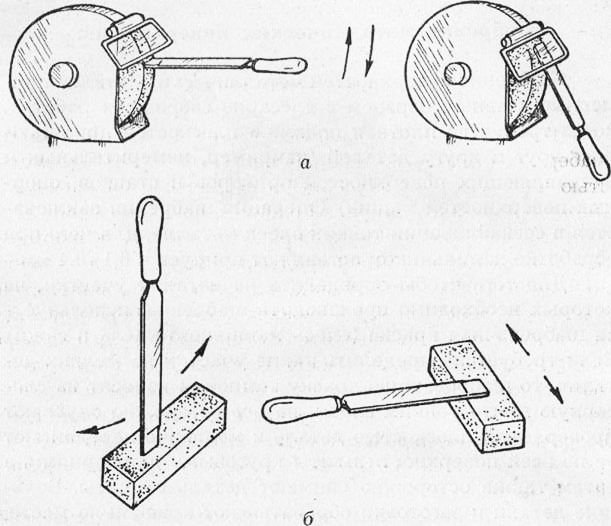
Рис. 1. Заточка и заправка шабера: а — заточка; б — заправка
Выбор шабера по форме и геометрическим параметрам зависит от свойств обрабатываемого материала и, конечно же, от формы и размеров прошабриваемой поверхности:— для обработки краев заготовки удобнее всего использовать шабер с прямой режущей кромкой;— плоским поверхностям более подходит шабер с радиусной режущей кромкой;— криволинейные и внутренние поверхности деталей шабрят трехгранными и фасонными шаберами;— режущая кромка шабера должна быть тем уже, чем тверже обрабатываемый материал.
К операции шабрения допускаются только правильно заточенные шаберы.
Угол заострения трехгранного шабера должен быть 60-70 градусов. Торцовую (режущую) поверхность плоского шабера затачивают (относительно оси инструмента) для чугуна и бронзы, а также для особо точного шабрения, под углом 90-100 градусов, для стали и для грубой обработки — 75-90 градусов, для мягких металлов — 35-40 градусов.
После заточки на заточном станке режущие кромки шаберов «доводят» или «заправляют» на оселках зернистостью М14 (удаляют заусенцы и неровности на кромках) Порядок заточки и заправки шаберов показан на рис 26
Рабочее положение шабера: угол наклона к шабруемой поверхности —30-40 градусов. Рабочей ход — либо вперед, от себя, либо назад, на себя — производится с усилием, холостой ход — возвращение шабера в исходное положение — производится с отрывом режущей кромки от обрабатываемой поверхности. Начинают шабрение длинным ходом — 15—20 мм, по мере выравнивания поверхности длина хода сокращается до 2-5 мм. Направление движений шабера каждый раз нужно изменять, чтобы штрихи им нанесенные, пересекались между собой под углом 45-60 градусов.
Приемы шабрения зависят от типа обрабатываемой поверхности.
Шабрение плоских поверхностей начинают с края детали, наиболее удаленного от слесаря, и постепенно обрабатывают всю поверхность.
Шабрят при этом только места с крупными серыми пятнами, разбивая их на более мелкие.
После предварительной обработки, которая производится шабером с длинной режущей кромкой (20-30 мм), переходят к окончательному шабрению, для которого используется шабер с более короткой режущей кромкой (15-20 мм). В ходе этой операции круглые пятна разбивают пополам, а продолговатые — на более мелкие в поперечном направлении.
Если необходимо добиться наибольшей точности поверхности или плотности прилегания деталей друг к другу (каковая возможна в условиях домашней мастерской), то следует произвести еще и точное шабрение инструментом с короткой режущей кромкой — 10-15 мм.
При шабрении криволинейных поверхностей шабровочная краска наносится не на плиту, а на шаблон (или контрольный стержень или вал, если шабрят, например, внутреннюю часть подшипника).
Приемы шабрения те же, что и при обработке плоских поверхностей, а из инструментов используют в основном трехгранные и изогнутые шаберы.
Сложность шабрения внутренних углов сопряженных поверхностей заключается в том, что они очень часто бывают труднодоступны плоским шаберам. Поэтому для обработки этих участков используются, как правило, фасонные шаберы.
Вообще, операция шабрения одна из самых трудоемких слесарных операций. В заводских, промышленных слесарных производствах шабрение часто заменяют чистовым строганием широкими резцами или шлифованием. В домашней мастерской к таким видам обработки прибегнуть вряд ли удастся (нужно специальное точное оборудование), поэтому вам, слесари-самоучки, следует хорошо освоить операцию шабрения.
Читать далее:
Притирка металлических поверхностей
Статьи по теме:
pereosnastka.ru
Шабрение и притирка
Строительные машины и оборудование, справочник

Категория:
Ремонт автогрейдеров
Шабрение и притиркаШабрение. Представляет собой слесарную операцию по снятию очень тонких слоев металла (толщиной 0,005…0,07 мм) для окончательной отделки прилегающих поверхностей с целью обеспечения их плотного прилегания. Шабрение осуществляется вручную, с помощью ручного механизированного инструмента и на станках. Во всех случаях основным режущим инструментом служат шаберы, которые могут быть плоскими, плоскими изогнутыми, трехгранными, фасонными и иметь односторонние и двусторонние режущие грани.
Плоские шаберы применяют для обработки плоских поверхностей, изогнутые — для отделки пазов и канавок и обработки мягких металлов (баббит, алюминий и др.). Трехгранными шаберами обрабатывают криволинейные вогнутые поверхности, фасонными — труднодоступные места. Для обработки чугуна служат шаберы, оснащенные пластинами из твердых сплавов (ВК6 и др.).
Перед шабрением поверхность металла окрашивают смесью машинного масла с лазурью, суриком или синькой. Для этого краску наносят сначала на плиту тампоном, а уже с плиты краска переносится на деталь при круговых ее перемещениях по окрашенной поверхности плиты. Шабрению подвергают сначала сильно окрашенные места, т. е.
наиболее выступающие, а затем слабее окрашенные. Ведут шабрение (рис. 3.13) «от себя» и «на себя». Шабер держат под углом 25…80° к обрабатываемой поверхности. Ведут шабрение, меняя на угол 40…60° направление движения шабера. Весь процесс включает черновое, получистовое и чистовое шабрение. После каждой обработки проверяется качество шабрения на краску (по количеству пятен на площади 25X25 мм). Если этих пятен стало 20…25, шабрение заканчивают.
На криволинейные поверхности краска наносится с помощью окрашенного сопряженного вала. Шабрение ведется по дуге трехгранным шабером. Так как ручное Шабрение трудоемко, его механизируют с помощью пневматических и электромеханических шаберов.
Рис. 3.13. Приемы шабрения:а — «от себя»; б — «на себя»
Притирка. Служит для достижения высокого качества поверхности деталей, работающих в контакте друг с другом, и обеспечения плотности и герметичности места сопряжения. При притирке точность обработки поверхности достигает 0,0001 мм, поэтому она является самой тонкой операцией по обработке поверхностей. Притирка ведется с использованием твердых и мягких абразивных материалов.
К твердым абразивным материалам относятся такие естественные (природные) минералы, как естественный корунд, наждак, кварц, кремень и алмаз, и такие искусственные материалы, как нормальный, белый и хромистый электрокорунды, а также монокорунд, карбиды кремния, бора, синтетический алмаз и альбор. Причем притирка стали осуществляется электрокорундами и монокорундом, для притирки чугунов применяются карбиды кремния.
К мягким абразивным материалам принадлежат пасты ГОИ трех сортов (грубые, средние и тонкие), алмазные пасты (крупная, средняя, мелкая, тонкая). Мягкими абразивными материалами притирают отожженную сталь, чугун, медные и алюминиевые сплавы. Особенно успешно пастами ведутся окончательные доводочные притирочные работы (до зеркального блеска поверхности).
Одновременно с абразивными материалами при притирке применяют в качестве смазочно-охлаждающих жидкостей керосин, бензин, минеральные масла, содовую воду.
Притирку ведут специальным инструментом —притиром, который может быть плоским, цилиндрическим и пр., в зависимости от формы обрабатываемой поверхности. Притиры изготавливают из чугуна, бронзы, меди, стекла, дуба, клена и др.
Предварительная притирка осуществляется, как правило, медными притирами с канавками, окончательная — гладкими чугунными притирами.
Под пасты ГОИ хорошо подходят притиры из литого стекла.
Притирка начинается с процесса нанесения на притиры абразивных материалов, называемого шаржированием. Плоские притиры шаржируются с помощью закаленного стального валика или бруска. Для этого абразивы предварительно насыпаются либо на притир, либо на плиту, по которой затем перекатывается валик. Иногда притир покрывается предварительной смазкой, к которой прилипают абразивные зерна. Круглый притир шаржируется между двумя плитами.
Плоские поверхности деталей притираются на плоских притирочных плитах круговыми движениями детали (рис. 3.14, а). Хорошие результаты дает одновременная притирка тонких деталей, собранных в пакет (рис. 3.14, б). Притирка конических поверхностей осуществляется путем вращения в обе стороны детали воротком или коловоротом. Так притирают пробковые краны и клапаны (рис. 3.14, в).
Ручная притирка — трудоемкий и длительный процесс. Более производительна притирка с использованием специальных притирочных станков, а также обыкновенных сверлильных и строгальных станков, соответственно приспособленных для этого.
Рис. 3.14. Приемы притирки деталей:а — плоской детали; б — пакетов однотипных деталей; в — конусных поверхностей; 1 — вороток; 2 — притирочная плита
Качество притирки проверяется лекальными линейками, шаблонами, на просвет и краской (по количеству пятен).
Читать далее: Приемы выпрессовки и запрессовки, удаление поломанных крепежных деталей
Категория: - Ремонт автогрейдеров
Главная → Справочник → Статьи → Форум
stroy-technics.ru
|
С виду ничем не примечательный инструмент – слесарный шабер – считается очень необходимым в большинстве сфер производства, где требуется доведение поверхности до идеальной гладкости. Что же это за приспособление и как им пользоваться, узнаем чуть ниже. Что означает необычное слово шабрение?Слово это обозначает как раз процесс использования выше названного инструмента. Как поговаривают бывалые слесари, работа это не из легких и требует ювелирной точности, скрупулезности, терпения и, конечно же, умения. Навык приходит не сразу, и много деталей остается подпорченными, прежде чем молодой слесарь освоит эту хитрую операцию, а она, кстати, занимает практически 20 % всех задач в слесарном деле. Так что в обход ее никак не обойдешь. О требуемой сноровке можно судить по тому, что за один проход можно удалить максимум 0,7 мм металла, а при среднем усилии и вовсе уйдет не более 0,03 мм.
Заключается шабрение в том, что снимается с обрабатываемой детали еле видный верхний слой. Чаще всего, работают с металлом, хотя нередко встречается такой же прием и при обработке дерева, но с этим более послушным материалом можно работать и другими режущими инструментами, достигая гладкой поверхности. С металлом же не все так просто, и только шабрение дает действительно нужный результат. Шабер по металлу способен снять даже почти неощутимые шероховатости, которые мешают трущимся поверхностям осуществлять стабильную работу механизмов. После такой обработки детали могут идеально плотно прилегать друг к другу, хорошо взаимно смазываться и не терять смазку. Снятие тонкого шероховатого слоя дает возможность идеально подогнать размер детали под требующийся.
Набор шаберов есть в каждом слесарном цеху, такие инструменты необходимы даже при изготовлении поверочных приспособлений для придания им до скрипа гладкой поверхности. К тому же, успешно обработать можно и криволинейную поверхность, правда, задача эта еще сложнее и требует соответствующей квалификации и опыта, особенно, если в арсенале только ручная модель приспособления для шабрения. Так ровняются детали различных приборов, направляющие станков, и даже подшипники можно привести в идеальную форму с помощью таких инструментов. Виды шаберов – чем может удивить такой простой инструмент?Виды шаберов выделяют по нескольким критериям. Например, по конструкции можно разделить приспособления на цельные и составные. Про разницу между ними догадаться не сложно. Несмотря на внешнюю простоту, существуют различия и по форме кромки, которой осуществляется непосредственная работа. Так, выделяют плоские (самая простая форма – прямая пластина), фасонные (пластина имеет форму детали, которую планируется обрабатывать) и трехгранные. Также существуют разные количества режущих граней, их может быть две (двухсторонние инструменты для шабрения) или одна (односторонние).
Как видно, составных частей у данного режущего приспособления не много, но и в них можно заблудиться. А если осмотреться в современном строительном магазине, то вы увидите, что кроме этих критериев есть и еще один существенный нюанс – привод. Да-да, сегодня работать можно не только руками, вернее, контролировать все равно придется ими, но вот напрягаться вам не нужно, потому что есть уже другие виды инструментов – пневматический, электрический шабер по металлу и ручной, конечно же. Рабочая поверхность всех подобных приспособлений делается из углеродистой стали для инструментов, обычно это марки У10-У13, реже – из какого-нибудь твердого сплава.
Как выбрать тот самый шабер из огромного набора?Как видим, выбор велик, но как же определиться, какой из предложенных инструментов взять для работы? Если перед вами стоит задача выровнять поверхность плоского предмета или детали, то вполне подойдет прямолинейное приспособление, количество режущих кромок может быть любое, приложитесь той, которая вам больше понравится. Если нет прямолинейного, то для этой задачи сойдет и криволинейный. Основная составляющая успешной работы – правильная заточка режущей кромки, геометрия в таких случаях определяется тем, насколько грубой планируется обработка, т.е. сколько нам надо снять миллиметров материала, также от твердости этого материала и от угла расположения режущей кромки относительно поверхности, которую обрабатываем.
Обычно угол заточки равняется 90-100°, работать так легче всего. Но если вам предстоит только черновая стадия обработки, то угол может составить от 75°, когда же производится уже отделочная стадия, угол берется максимальный – 100°. Что же касается материалов, то для мягких металлов можно заточить инструмент даже на 35-40°, а вот для стали нужен угол 75-90°, а если перед вами чугун или бронза, то приготовьте приспособление с заточкой под 90-100°. Выбирая ширину и радиус скругления для вашего режущего приспособления, опирайтесь также на твердость обрабатываемого материала и на требование к чистоте работы. Правило такое: при высокой твердости и чистоте шлифовки режущая кромка должна быть узкой (черновая стадия – до 3 см, а отделочная – 1,2 см) и с малым радиусом закругления.
Для особых случаев, например, для криволинейной работы по обработке подшипников, берут трехгранный инструмент, причем затачивают его на 60°. А если работы предстоит много, и она довольно разномастная, то потребуется очень много приспособлений в наличии, тогда проще использовать составной инструмент для шабрения. В нем можно просто менять пластины, причем делается это элементарно, лишь открутив зажимной винт. В некоторых случаях слесари делают не совсем стандартный вид такого инструмента – в виде кольца. Им намного удобнее шлифовать круглую деталь. Учимся пользоваться инструментом для шабренияМного узнав о данном процессе и инструменте, пора посмотреть, как пользоваться шабером.
Как пользоваться инструментом для шабрения - пошаговая схемаШаг 1: Оценка и подготовка поверхностиВажно взвесить степень несовершенства вашего объекта шабрения. Если есть грубые царапины и забоины, или износ почти достиг отметки 0,5-1 мм на площади в 1 мм2, то нужна сначала более грубая обработка, например, строгание и фрезерование. Следует острые кромки по краям поверхности затупить напильником, а потом замерить зазор поверочного инструмента, например линейки, относительно поверхности. Приложив ее к детали, вы не должны обнаружить зазор выше 0,05 мм, иначе нужна еще одна предварительная грубая обработка. Шаг 2: Окрашивание поверхностиБерется поверочная плита, по ней проходятся краской, оставляя тонкий слой. Будущую "подопытную" деталь кладут поверхностью, которую предстоит шабровать, и тянут по плите. Все выпуклости, которые вам и нужно будет потом удалить, окрасятся. Краски имеют особую рецептуру, вариантов много, но, чаще всего, это машинное масло с лазурью или синькой. Ожидаемое требование – отсутствие крупных частиц в краске, идеальное состояние поверочной плиты. Проверять деталь на краску придется много раз за шабрение, только последняя чистовая стадия будет производиться уже "на блеск". Шаг 3: ШабрениеОсуществлять данный шаг следует с хорошо заточенным и заправленным инструментом. После небольшого шабрения следует опять проверять состояние поверхности, причем наносить краску на поверочную плиту нужно каждый раз все более тонким слоем. При работе заготовку не ленитесь хорошо закреплять в тисках или других приспособлениях. Если деталь маленькая, то делать это стоит осторожно, используя какие-нибудь прокладки под тиски. Шабрение нужно делать равномерно, а значит, двигаться следует во всех направлениях. Причем начинать с удаления больших пятен, заканчивая малыми.
|








www.emomi.com
Процесс выполнения операции шабрения металла и правила подготовки поверхностей под шабрение. Слесарное дело |
Подготовка поверхности под шабрение
Выбор способа подготовки поверхности под шабрение зависит от ее состояния (степень ее изношенности, наличие или отсутствие царапин или забоин). Если износ поверхности достигает 0,5… 1 мм на 1 (Ю0 мм длины поверхности, то ее предварительную обработку перед шабрением выполняют на металлорежущих станках строганием, фрезерованием или шлифованием.
Подготовка для шабрения поверхностей небольших размеров осуществляется опиливанием ее драчевыми и личными напильниками «на краску» с помощью соответствующих проверочных инструментов. Поверхность считается подготовленной к шабрению, если при наложении на нее лекальной линейки зазор при проверке щупом не превышает 0,05 мм. Перед началом шабрения острые кромки на заготовке следует притупить, используя для этого личной напильник.
Окрашивание шабруемой поверхности
На поверхность проверочной плиты наносится тонкий слой краски. Поверхность заготовки (детали), подлежащая шабрению, очищается от стружки и грязи, промывается и протирается насухо чистой ветошью. Подготовленная таким образом заготовка (деталь) накладывается проверяемой поверхностью на окрашенную плиту и медленно передвигается по ней. Если заготовка (деталь) имеет большие размеры, то окрашенная плита накладывается поверх детали, требующей шабрения. Выступающие на поверхности заготовки (детали) места будут окрашиваться; они и подлежат удалению в процессе шабрения.
Краски, применяемые для выявления неровностей на поверхности заготовки, подлежащей шабрению, и для контроля качества самого шабрения, представляют собой смесь машинного масла с лазурью, суриком или ультрамарином (синькой). Лазурь может быть заменена сажей, смешанной с автолом и керосином.
Выполнение операции шабрения
При шабрении необходимо соблюдать следующие правила:
1. Перед началом работы следует проверить:
• подлежащие шабрению поверхности на плоскостность, сопряжение и качество отделки; при необходимости зачистить;
• заточку и заправку шаберов; при необходимости шабер заправить на бруске;
• краску для окрашивания проверочной плиты; в ней не должно быть твердых включений и сухих крупинок;
• состояние проверочной плиты на отсутствие царапин и забоин.
2. Необходимо строго соблюдать основное правило шабрения плоской поверхности заготовки: вначале заготовку необходимо «посадить» на плиту (при этом крупные пятна должны равномерно располагаться по всей площади поверхности заготовки, особенно по краям), а затем выполнять собственно шабрение до заданного качества.
3. Следует равномерно наносить краску на поверхность плиты, уменьшая толщину ее слоя по мере шабрения.
4. Шабрение заготовки размером более 100х 100х 100 нужно выполнять на столешнице верстака на деревянном бруске, закрепляя заготовку на нем упорными штифтами (гвоздями). При закреплении заготовок меньших размеров в тисках следует быть весьма осторожным и использовать деревянные прокладки под губки тисков во избежание коробления заготовки.
5. Шабрение необходимо осуществлять хорошо заточенным и заправленным шабером, регулярно затачивая его в процессе работы.
6. При шабрении поверхности заготовки следует выполнять каждый проход в разных направлениях, как правило, в три этапа: вначале грубое — крупные пятна пришабривают на две-четыре части, ими равномерно покрыто 60…70% пришабренной поверхности, затем предварительное — пятна краски расшабривают на размер примерно 10×10 мм (ими равномерно покрыта вся пришабриваемая поверхность) и, наконец, окончательное — пятна мелкие, равно мерно расположенные по всей шабруемой поверхности заготовки, их количество в рамке 25×25 мм должно соответствовать техническим требованиям к шабруемой поверхности.
7. Точное шабрение следует производить , «на блеск», т.е. без покрытия плиты краской.
8. Шабрение сопряженной плоской поверхности заготовки необходимо выполнять только после окончательного пришабривания базовой поверхности обычно большей площади.
9. При шабрении плоской поверхности заготовки, параллельной ранее пришабренной, следует сочетать шабрение с контролем параллельности при помощи индикатора.
10. Шабрение сопряженной пары деталей нужно выполнять в такой последовательности: вначале окончательно шабрится поверхность одной детали, а затем по ней, как по проверочной плите, пришабривается поверхность другой детали.
11. При шабрении криволинейных поверхностей (типа вкладышей подшипника скольжения) необходимо осторожно закреплять их в тисках или в специальных приспособлениях во избежание коробления и вмятин.
dlja-mashinostroitelja.info





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)