 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Урок по слесарному делу на тему "Рубка металла". Рубка металла слесарное дело
Общие понятия о рубке в слесарном деле
 Общие понятия о рубке в слесарном деле
Общие понятия о рубке в слесарном деле Категория:
Рубка металла
Общие понятия о рубке в слесарном деле Рубкой называется обработка металла режущим и ударным инструментом, в результате которой удаляются (срубаются, вырубаются) излишние слои металла или разрубается на части металл, предназначенный для дальнейшей обработки и использования. В качестве режущего инструмента в слесарном деле употребляется обычно зубило или крейдмейсель, а в качеству ударного инструмента — простые или пневматические молотки.
При помощи рубки можно производить:— удаление (срубание) излишних слоев металла с поверхностей заготовок;— выравнивание неровных и шероховатых поверхностей;— удаление твердой корки и окалины;— обрубание кромок и заусениц на кованых и литых заготовках;— обрубание после сборки выступающих кромок листового материала, концов полос и уголков;— разрубание на части листового и сортового материала;— вырубание отверстий в листовом материале по намеченным контурам;— прирубание кромок в стык под сварку;— срубание головок заклепок при их удалении;— вырубание смазочных канавок и шпоночных пазов.
Рубка производится в тисках, на плите или на наковальне; громоздкие детали могут обрабатываться рубкой в месте их нахождения. Для рубки лучше всего подходят стуловые тиски; на параллельных тисках производить рубку не рекомендуется, так как их основные части — губки, изготовленные из серого чугуна, часто не выдерживают сильных ударов и ломаются.
Обрабатываемая рубкой деталь должна быть неподвижна. Поэтому небольшие детали зажимают в тиски, а крупные детали кладут на верстак, плиту или наковальню или же ставят на пол и хорошо укрепляют. Независимо от того, где производится рубка, установка деталей по высоте должна быть сделана в соответствии с ростом работающего.
Приступая к рубке, слесарь прежде всего подготовляет свое рабочее место. Достав из верстачного ящика зубило и молоток, он кладет зубило на верстак по левую сторону тисков режущей кромкой к себе, а молоток — с правой стороны тисков бойком, направленным в сторону тисков.
При рубке надо стоять у тисков прямо и устойчиво, так, чтобы корпус был левее оси тисков.
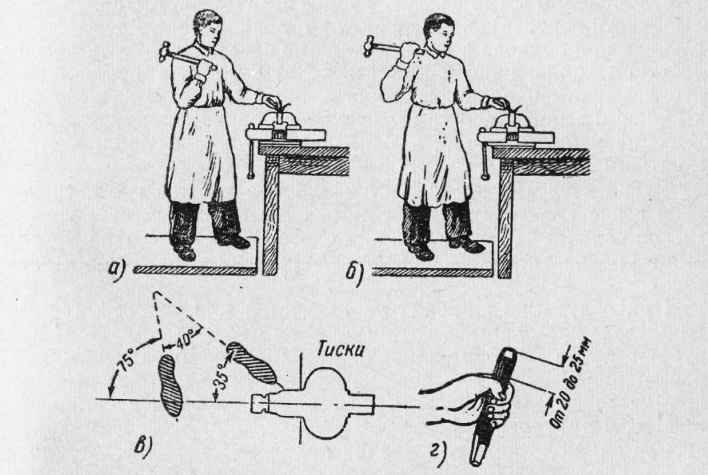
Рис. 1. Прием рубки: а — локтевой замах, б — плечевой замах, в — правильное положение ног работающего при рубке, г — держание зубила
Левую ногу выставляют на полшага вперед, а правую, которая служит главной опорой, слегка отставляют назад, раздвинув ступни ног под углом примерно так, как показано на рис. 1, в.
Зубило держать в руках так, как показано на рис. 1, г, свободно, без излишнего зажима. Во время рубки смотрят на рабочую часть зубила, точнее, в место рубки, а не на ударную часть, по которой ударяют молотком. Рубить надо только остро заточенным зубилом; тупое зубило соскальзывает с обрубаемой поверхности, рука от этого быстро устает, в результате теряется правильность удара.
Глубина и ширина снимаемого зубилом слоя металла (стружки) зависят от физической силы работающего, размеров зубила, веса молотка и твердости обрабатываемого металла. Молоток выбирают по весу, величину зубила — по длине его режущей кромки. На каждый миллиметр длины режущей кромки зубила требуется 40 г веса молотка. Для рубки обычно употребляют молотки весом 600 г.
В зависимости от порядка операций рубка может быть черновой и чистовой. При черновой рубке сильными ударами молотка снимают за один проход слой металла толщиной от 1,5 до 2 мм. При чистовой рубке за проход снимают слой металла толщиной от 0,5 до 1,0 мм, нанося более легкие удары.
Для получения чистой и гладкой поверхности рекомендуется при рубке стали и меди смачивать зубило машинным маслом или мыльной водой; чугун следует рубить без смазки. Хрупкие металлы (чугун, бронза) надо рубить от края к середине. Во всех случаях при подходе к краю детали не следует дорубать поверхность до конца, надо оставлять 15—20 мм для продолжения рубки с противоположной стороны. Этим предупреждается скалывание и выкрашивание углов и ребер обрабатываемой детали. В конце рубки металла, как правило, нужно ослаблять удар молотком по зубилу.
Рубка в тисках производится либо по уровню губок тисков, либо выше этого уровня — по намеченным рискам. По уровню тисков чаще всего рубят тонкий полосовой или листовой металл, выше уровня тисков (по рискам) —широкие поверхности заготовок.
При обрубании широких поверхностей для ускорения работы следует пользоваться крейцмейселем и зубилом. Сначала прорубают крейцмейселем канавки необходимой глубины, причем расстояние между ними должно быть равно 1Д длины режущей кромки зубила. Образовавшиеся выступы срубают зубилом.
Чтобы правильно производить рубку, нужно хорошо владеть зубилом и молотком: это значит правильно держать зубило и молоток, правильно двигать кистью руки, локтем и плечом и точно, без промаха, ударять молотком по зубилу.
делия металлической стружки, которое и представляет сооой сущность процесса резания.
Применяемый при рубке инструмент — зубило представляет собой простейший режущий инструмент, в котором клин особенно четко выражен. Клин как основа всякого режущего инструмента должен быть прочным и правильным по форме — иметь переднюю и заднюю грани, режущую кромку и угол заострения.
Передней и задней гранями клина называются две образующие плоско сти, пересекающиеся между собой под определенным углом. Грань, которая при работе обращена наружу и по которой сходит стружка, называется передней; грань, обращенная к обрабатываемому предмету,— задней.
Режущая кромка — это острое ребро инструмента, образуемое пересечением передней и задней граней. Поверхность, которая образуется на обрабатываемой детали непосредственно режущей кромкой инструмента, называется поверхностью резания.
Нормальные условия резания обеспечиваются благодаря наличию у режущего инструмента переднего и заднего углов.
На рис. 2 показаны углы режущего инструмента.
Передний угол — это угол, который находится между передней гранью клина и плоскостью, перпендикулярной к поверхности резания; обозначается буквой г (гамма).
Задний угол — угол, образуемый задней гранью клина и поверхностью резания; обозначается буквой а (альфа).
Угол заострения — угол между передней и задней гранями клина; обозначается буквой р (бета). деление слоя металла от остальной его массы происходит следующим образом. Клинообразное стальное тело режущего инструмента под действием определенной силы давит на металл и, сжимая его, сначала смещает, а затем скалывает частицы металла. Ранее отколовшиеся частицы вытесняются новыми и перемещаются вверх по передней грани клина, образуя стружку.
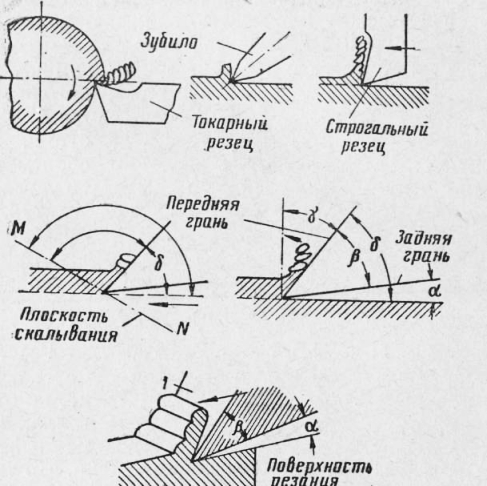
Рис. 2. Схемы резания и углы режущего инструмента
Скалывание частиц стружки происходит по плоскости скалывания MN, расположенной под углом к передней грани клина. Угол между плоскостью скалывания и направлением движения инструмента называется углом скалывания.
Рассмотрим действие клина при работе простого строгального резца (рис. 3). Предположим, что с заготовки А требуется снять определенный слой металла резцом. Для этого устанавливают на станке резец так, чтобы он срезал металл до заданной глубины, и действием определенной силы Р сообщают ему непрерывное движение по направлению, показанному стрелкой.
Резец из прямоугольною бруска, лишенный углов клина, не отделяет стружку от металла. Он мнет и давит снимаемый слой, рвет и поргит обрабатываемую поверхность. Ясно, что таким инструментом работать нельзя.
На рис. 54 показан резец с рабочей частью, заточенной в форме клина. Резец легко отделяет стружку от остальной массы металла, причем стружка свободно сходит по резцу, оставляя гладкую обработанную поверхность.
Зубило. Слесарное зубило является ударным режущим инструментом, применяемым при рубке металлов. На рис. 55, а дан чертеж зубила. Конец рабочей части зубила имеет клиновидную форму, которая создается заточкой под определенным углом двух симметричных поверхностей. Эти поверхности рабочей части называются гранями зубила. Грани в пересечении образуют острое ребро, называемое режущей кромкой зубила.
Грань, по которой при рубке сходит стружка, называется передней, а грань, обращенная к обрабатываемой поверхности,— задней. Угол а, образуемый гранями зубила, называется углом заострения. Угол заострения зубила выбирается в зависимости от твердости обрабатываемого металла. Для твердых и хрупких металлов угол а должен быть больше, чем для мягких и вязких металлов: для чугуна и бронзы угол а принимают 70°, для стали — 60°, меди и латуни — 45°, алюминия и цинка—35°, форма средней части зубила такова, что позволяет удобно и крепко держать его в руке во время рубки. Боковые стороны зубила должны иметь закругленные и зачищенные ребра.
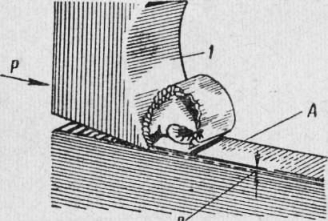
Рис. 3. Резец в процессе резания: Л — изделие, 1 —резец, 2— глубина снимаемого слоя, Р — сила, действующая при резании
Ударная часть зубила имеет вид усеченного конуса неправильной формы с полукруглым верхним основанием. При такой форме ударной части сила удара молотком по зубилу используется с наилучшим результатом, так как удар всегда приходится по центру ударной части.
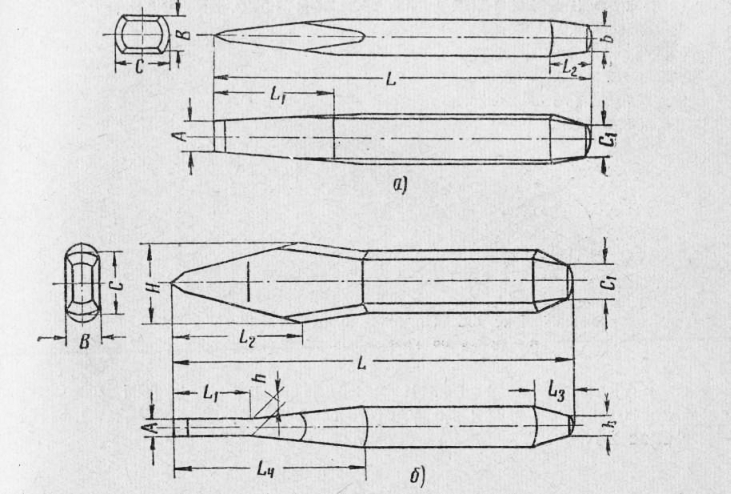
Рис. 4. Зубило (а) и крейцмейсель (б) Размеры зубил в мм
При рубке металла зубило держат в левой руке за среднюю часть, свободно обхватывая ее всеми пальцами так, чтобы большой палец лежал на указательном (рис. 56) или на среднем, если указательный палец находится в вытянутом положении. Расстояние от руки до ударной части зубила должно быть не менее 25 мм.
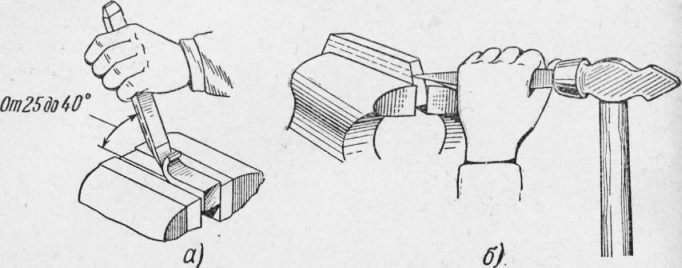
Рис. 5. Положение зубила при рубке: а — рубка по уровню тисков, 6 — рубка по риске
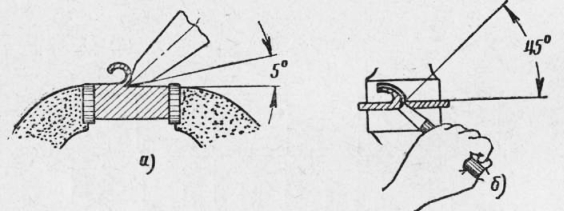
Рис. 6. Установка зубила на обрабатываемый предмет но отношению к губкам тисков
Для рубки зубило устанавливают на обрабатываемый предмет, как правило, с наклоном задней грани к обрабатываемой поверхности под углом, но не более 5° . При таком наклоне задней грани угол наклона зубила (его оси) будет составляться из суммы заднего угла и половины угла заострения. Например, при угле заострения в 70° угол наклона будет 5 + 35°, т. е. 40°. По отношению к линии губок тисков зубило устанавливают под углом 45°.
Правильная установка зубила способствует полному превращению силы удара молотком в работу резания при наименьшей утомляемости работающего. На практике угол наклона зубила не измеряется, но правильность наклона ощущается работающим, особенно при надлежащем навыке. Если угол наклона слишком велик, зубило глубоко врезается в металл и медленно перемещается вперед; если же угол наклона мал, зубило стремится вырваться из металла, соскользнуть с его поверхности.
Наклон зубила к обрабатываемой поверхности и относительно губок тисков направляется движением левой руки в ходе рубки.
Крейцмейсель. Крейцмейсель по существу является зубилом, имеющим узкое лезвие. Применяется он для прорубания узких канавок и шпоночных пазов. Углы заточки крейцмейселя такие же, как у зубила. Иногда крейцмейсель используется взамен зубила, например, когда зубило по ширине режущей кромки велико или когда по условиям работы применять его неудобно.
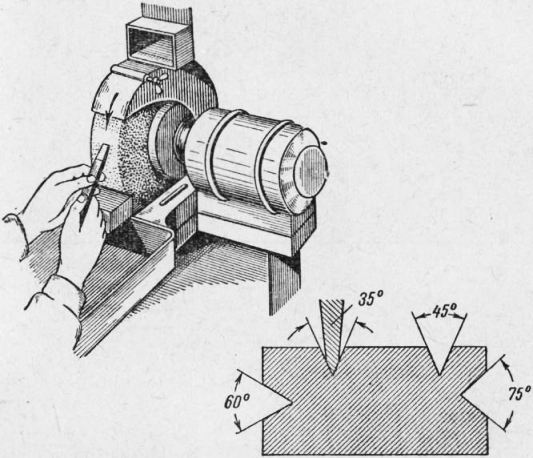
Рис. 7. Заточка зубила (крейцмейселя) на заточном станке и шаблон для проверки правильности заточки
Для прорубания полукруглых, острых и других канавок применяют крейцмейсели специальной формы, называемые кана-вочниками.
Заточка зубила и крейцмейселя. Во время работы зубила и крейцмейселя происходит истирание их граней, мелкий излом режущей кромки и скругление вершины угла заострения. Режущая кромка теряет остроту, и дальнейшая работа инструментом становится малопроизводительной, а иногда и невозможной. Работоспособность затупившегося инструмента восстанавливается заточкой.
Заточка зубила производится на шлифовальном круге — на заточном станке. Взяв зубило в руки, как показано на рис. 7, накладывают его на вращающийся круг и с легким нажимом медленно передвигают влево и вправо по всей ширине круга. Во время заточки зубило повертывают то одной, то другой гранью, попеременно их затачивая. Сильно нажимать зубилом на круг нельзя, так как это может привести к сильному перегреву инструмента и потере его рабочей частью первоначальной твердости.
По окончании заточки снимают с режущей кромки зубила заусенцы, осторожно и попеременно накладывая грани на вращающийся шлифовальный круг. Режущую кромку зубила после заточки заправляют на абразивном бруске.
Зубило можно затачивать с подачей охлаждающей жидкос/и и на сухом круге. В этом случае необходимо охлаждать затачиваемое зубило, отрывая его от круга и опуская в воду.
Затачивая зубило, нужно внимательно следить за тем, чтобы режущая кромка была прямолинейной, а грани — плоскими, с одинаковыми углами наклона; угол заострения должен соответствовать твердости обрабатываемого металла. Угол заострения при заточке проверяется шаблоном.
Крейцмейсель затачивают так же, как и зубило.
Слесарные молотки. Раньше уже указывалось, что в слесарном деле употребляют два типа молотков — с круглым и квадратным бойками. Противоположный бойку конец молотка называется ноской. Носок имеет клинообразную форму и скруглен на конце. Им пользуются при расклепывании, правке и вытягивании металла. Во время рубки ударяют по зубилу или крейц-мейселю только бойком молотка.
Способы держания молотка. Молоток держат за ручку в правой руке на расстоянии 15—30 мм от конца ручки. Последнюю обхватывают четырьмя пальцами и прижимают к ладони; большой палец накладывают на указательный, все пальцы крепко сжимают. Они остаются в таком положении как при замахе, так и при ударе. Этот способ называется «держание молотка без разжатия пальцев» (рис. 9, а).
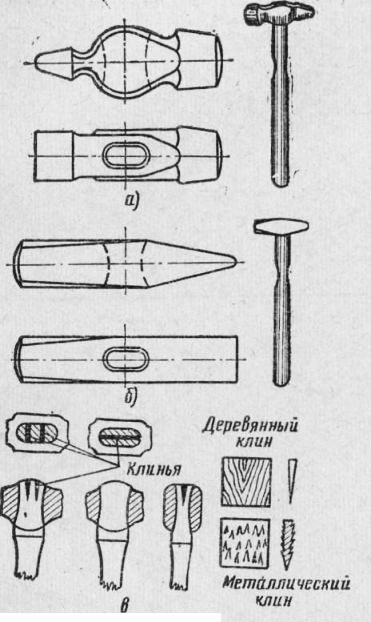
Рис. 8. Слесарные молотки: а — с круглым бойком, б — с квадратным бойком, в — заклинивание молотка на ручке
Есть и другой способ, предусматривающий два приема. При этом способе в начале замаха, когда кисть руки движется вверх, ручка молотка обхватывается всеми пальцами. В дальнейшем по мере подъема руки вверх сжатые мизинец, безымянный и средний пальцы постепенно разжимаются и поддерживают наклонившийся назад молоток (рис. 9,б). Затем молотку дают толчок. Для этого сперва сжимают разжатые пальцы, потом ускоряют движение всей руки и кисти. В результате получается сильный удар молотком.
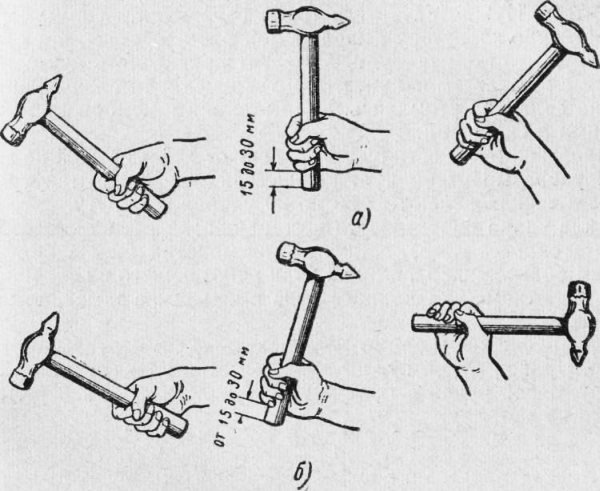
Рис. 9. Способы держания молотка при рубке: а — без разжатия пальцев, б —с разжатием пальцев
Удары молотком. При рубке удары молотком могут производиться с кистевым, локтевым или плечевым замахом.
Кистевой замах осуществляется движением только кисти руки.
Локтевой замах производится локтевым движением руки — сгибанием ее и последующим быстрым разгибанием. При локтевом замахе действуют пальцы руки, которые разжимаются и сжимаются, кисть (движение ее вверх, а затем вниз) и предплечье. Для получения сильного удара разгибающее движение рук должно производиться достаточно быстро. Упражнениями в локтевом замахе хорошо развивается локтевой сустав вместе с кистью и пальцами.
Плечевой замах — это полный замах всей рукой, в котором участвуют плечо, предплечье и кисть.
Применение того или иного замаха определяется характером работы. Чем более толстые слои металла снимаются с обрабатываемой поверхности, тем больше необходимость в наращивании силы удара, следовательно, в увеличении замаха; однако неправильным применением широкого замаха можно испортить обрабатываемую деталь и инструмент и без надобности быстро утомиться. Нужно научиться точно соразмерять силу удара соответственно характеру выполняемой работы.
Удар молотком по зубилу следует производить локтевым замахом с разжатием пальцев; при таком ударе можно рубить довольно долго, не утомляясь. Удары должны быть размеренными, меткими и сильными.
Производительность рубки зависит от действующей на зубило силы удара молотком и от количества ударов в минуту. При рубке в тисках делают от 30 до 60 ударов в минуту.
Сила удара определяется весом молотка (чем тяжелее молоток, тем сильнее удар), длиной ручки молотка (чем длиннее ручка, тем сильнее удар), длиной руки работающего и величиной замаха молотком (чем длиннее рука и чем выше замах, тем сильнее удар).
При рубке необходимо действовать обеими руками согласованно. Правой рукой нужно точно и метко ударять молотком по зубилу, левой рукой в промежутки между ударами перемещать зубило по металлу.
Читать далее:
Рубка в тисках
Статьи по теме:
pereosnastka.ru
Слесарная рубка металла :: SYL.ru
Одним из важных этапов при производстве заготовок и обработке стального проката является рубка металла. Сплав – это материал, который обладает высокой твердостью, поэтому для того, чтобы его разрезать, необходимо специальное оборудование.
Суть раскройки металла
Технология рубки заключается в отсечении лишних частей металла с помощью специальных инструментов. Применяется в случаях, когда обработка не требует высокой точности. Чаще всего рубка листового металла необходима для отделения окалины, неточностей, что возникли при производстве. Также технология используется для удаления заусенцев, деления на части исходного материала. Рубка – это слесарная операция, которая производится как вручную, так и на специальных приспособлениях. В первом случае используются зубила, молотки, крейцмейсель. Следует отметить, что слесарная рубка металла – довольно тяжелый процесс, поэтому его автоматизация значительно упрощает раскрой.
Какие инструменты применяются для ручной рубки
Раскрой металла производится с помощью зубил. Изготавливаются они из инструментальной стали (У7, У8). Кромка такого инструмента являет собой клинок большой твердости (не меньше 53 HRC). В зависимости от того, какая твердость обрабатываемого металла, зубило может быть заострено под углом 60° (для стали), 70° (бронзы, чугуна), 35-45° (для цветных металлов). Менее острый угол при обработке твердых материалов необходим для того, чтобы конец зубила сохранял свою стойкость и не ломался. Головка инструмента, как правило, имеет меньшую твердость (чтобы не разрушилась при ударе молотка). Она постепенно изнашивается, деформируется, поэтому нуждается в оправке. Ни в коем случае не разрешается работать с поврежденными зубилами, поскольку молоток может соскользнуть и привести к травматизации работника.
Крейцмейсель, молотки
Инструменты для рубки металла включают и такое приспособление, как крейцмейсель. Это так называемое канавочное зубило. Предназначено для проделывания специальных канавок, пазов, других отверстий. Его рабочая поверхность имеет более узкую ширину лезвия. Фигурные канавки проделывают подобным приспособлением – канавочником. В качестве ударного инструмента используются молотки. Они бывают как с круглым боком, так и с квадратным, вес составляет 400-800 грамм. Именно молотком наносятся удары по зубилу (крейцмейселю). Для того чтобы его рабочая поверхность была надежно зафиксирована и не соскальзывала с рукоятки, часто применяют специальные металлические или деревянные клинья, которые в нее и вбивают. Различают такие способы нанесения ударов: кистевой, локтевой, плечевой. Кистевой удар применяется для отделения тонкой стружки, снятия мелких неровностей. Прорубание пазов, канавок требует локтевого удара. Полный замах (плечевой удар) имеет максимальную силу. Он необходим при обработке толстого металла.
Варианты рубки материала
В зависимости от места расположения инструмента и детали, выделяют вертикальную и горизонтальную рубку. Первая выполняется на плите, наковальне. Деталь укладывается на рабочую поверхность горизонтально, а инструмент держится вертикально. После нанесения удара лезвие переносится так, чтобы его часть (примерно половина) была в новообразовавшейся лунке. Это необходимо для того, чтобы рубка металла была непрерывной. Если толщина листа более 2 мм, необходимо наносить разметки с обеих сторон. Сначала деталь обрабатывают с одной стороны, затем переворачивают. При небольшой толщине материала рекомендуется подкладывать под заготовку лист мягкой стали. Это не даст зубилу затупиться об наковальню. Горизонтальная рубка (гибка) металла происходит в тисках. При этом рабочий инструмент монтируется под очень маленьким углом к обрабатываемой поверхности (практически горизонтально).
Рубка в промышленных масштабах
На предприятиях осуществляется раскрой металла следующими способами: резка с помощью ленточной пилы, лазерная, газовая, абразивная резка (смесью воды и абразивного материала). Лазерная рубка металла базируется на использовании тепла лазера, за счет которого прогревается до температуры плавления линия отреза. В то же время, основной материал не нагревается и сохраняет свои свойства. Данный вид обработки является высокоэффективным, заготовка после проведения раскроя не требует какой-либо дополнительной обработки. Однако такой метод отличается большой стоимостью оборудования. Также существуют и требования к толщине материала – она не должна превышать 20 мм. Гидроабразивная резка позволяет исключить сильное термическое воздействие на материал, кромки не оплавляются, а точность и качество реза имеют высокие показатели. Газовая обработка базируется на направлении на деталь струи кислорода, которая и прожигает металл. Разновидность данного способа – флюсокислородная технология. Широко применяется способ раскроя металла и с помощью гильотины.
Рубка металла гильотиной
Очень популярным способом раскроя сплавов является применение гильотины. Они бывают ручные, электромеханические, гидравлические, пневматические. При выборе гильотины учитывают серийность производства, толщину металла, который необходимо разрезать. Для тонких листов (около 1 мм) хорошо подходит ручное оборудование. Гидравлический привод имеет большую мощность, все операции производятся на большой скорости. Такие станки не имеют большой вибрации, их обслуживание не сложное, а точность раскроя высокая. С помощью электромеханического привода выполняется рубка металла толщиной до 8 мм. Данные аппараты мощные, безопасные, имеют много дополнительных возможностей.
Как происходит раскрой металла на гильотине
Станок оснащен двумя ножами, один из которых неподвижный, а второй может совершать круговые движения. Металл подается рольгангом в место резки. Нож опускается в отмеченное место, и заготовка рубится на необходимые элементы. Управление ножом совершается через специальную кнопку. Режущий инструмент создает большое давление, поэтому заусенцы отсутствуют, края остаются ровными. Такая рубка металла имеет много преимуществ. Во-первых, стоимость процесса невысокая, остатков и отходов практически нет. Во-вторых, качество изделий, которое получается, достаточно высокое. Их можно сразу подвергать дальнейшей технологической обработке – покраске, сверлению и т. п. Однако сложные конфигурации деталей на таком оборудовании изготовить нельзя. Все современные модели гильотин оснащаются большим количеством электроники. Это позволяет совершать раскрой металлических заготовок практически в полностью автоматическом режиме.
www.syl.ru
3.3 Рубка металлов
Рубкой называется операция, при которой с помощью зубила и слесарного молотка с заготовки удаляют слои металла или разрубают заготовку.
Физической основой рубки является действие клина, форму которого имеет рабочая (режущая) часть зубила. Рубка применяется в тех случаях, когда станочная обработка заготовок трудно выполнима или нерациональна.
С помощью рубки производится удаление (срубание) с заготовки неровностей металла, снятие твердой корки, окалины, острых кромок детали, вырубание пазов и канавок, разрубание листового металла на части.
Рубка производится, как правило, в тисках. Разрубание листового материала на части может выполняться на плите.
Основным рабочим (режущим) инструментом при рубке является зубило, а ударным — молоток.
Слесарное зубило (рисунок 8) изготавливается из инструментальной углеродистой стали У7А или У8А. Оно состоит из трех частей: ударной, средней и рабочей. Ударная часть 1 выполняется суживающейся кверху, а вершина ее (боек) — закругленной; за среднюю часть 2 зубило держат во время рубки; рабочая (режущая) часть 3 имеет клиновидную форму.
Рисунок 8 Слесарное зубило
Угол заострения выбирается в зависимости от твердости обрабатываемого материала. Для наиболее распространенных материалов рекомендуются следующие углы заострения:
- для твердых материалов (твердая сталь, чугун) — 70°;
- для материалов средней твердости (сталь) — 60°;
- для мягких материалов (медь, латунь) — 45°;
- для алюминиевых сплавов — 35°.
Крейцмейсель — зубило с узкой режущей кромкой (рисунок 10), предназначенное для вырубания узких канавок, шпоночных пазов малой точности и срубания головок заклепок. Такое зубило может применяться и для снятия широких слоев металла: сначала прорубают канавки узким зубилом, а оставшиеся выступы срубают широким зубилом.
Слесарные молотки, используемые при рубке металлов, бывают двух типов: с круглым и с квадратным бойком. Основной характеристикой молотка является его масса.
Молотки с круглым бойком имеют номер: с 1-го по 6-й. Номинальный вес молотка № 1 - 200 г; №2 - 400 г; №3 - 500 г; № 4 - 600 г; № 5 - 800 г; № 6 - 1000 г. Молотки с квадратным бойком имеют номера с 1-го по 8-й и вес от 50 до 1000 г.
Материал молотков — сталь 50 (не ниже) или сталь У7.
Рабочие концы молотков термически обработаны до твердости HRC 49-56 на длине, равной 1/5 общей длины молотка с обоих концов.
На слесарных работах применяют молотки с круглым бойком № 2 и 3, с квадратным бойком № 4 и 5. Длина ручки молотка примерно 300—350 мм.
3.4 Резка металлов
Резание — слесарная операция по разделению целого куска (заготовки, детали) на части. Выполняется без снятия стружки: кусачками, ножницами и труборезами и со снятием стружки: ножовками, пилами, фрезами и специальными способами (газовая резка, анодно-механическая и электроискровая резки, плазменная резка).
Проволока разрезается острогубцами (кусачками), листовой материал — ножницами; круглый, квадратный, шестигранный и полосовой материал небольших сечений — ручными ножовками, а больших сечений на отрезных станках с ножовочными полотнами, круглыми дисковыми пилами, специальными способами.
Сущность операции разрезания металла острогубцами (кусачками) и ножницами заключается в разделении проволоки, листового или полосового металла на части под давлением двух движущихся навстречу друг другу клиньев (режущих ножей).
Острогубцами режут (откусывают) стальные детали круглого сечения и проволоку. Изготавливают их длиной 125 и 150 мм (для откусывания проволоки диаметром до 2 мм) и длиной 175 и 200 мм (для диаметров до 3 мм).
Режущие кромки губок прямолинейны и остро заточены под углом 55—60°. Изготавливают кусачки из инструментальной углеродистой стали У7, У8 или стали 60-70. Губки термически обработаны до твердости HRC 52-60.
Ножницы ручные предназначены для разрезания листовой мягкой малоуглеродистой стали, латуни, алюминия и других металлов. Изготавливают длиной 200 и 250 мм для разрезания металла толщиной до 0,5 мм, 320 мм (для толщины до 0,75 мм), 400 мм (для толщины до 1 мм).
Материал ножниц — сталь 65, 70. Лезвия ножниц термически обрабо- таны до твердости HRC 52-58. Режущие кромки лезвий остро заточены под углом 70°. Лезвия ножниц в закрытом состоянии взаимно перекрываются, причем перекрытие на концах не превышает 2 мм.
Стуловыми ножницами режут листовой металл толщиной до 3—5 мм. Одна из ручек ножниц изогнута под углом 90° и жестко крепится к столу или другому основанию. Длина рабочей ручки ножниц — 400-800 мм, режущей части — 100-300 мм.
Рычажные ножницы применяют для резки листового металла толщиной до 5 мм. Ножницы изготавливают из инструментальной стали У8А и обрабатывают термически до твердости HRC 52-58. Угол заострения режущих кромок ножей 75—85°.
Труборезы предназначены для резания вручную тонкостенных(газовых) труб из мягкой стали, резание выполняется без снятия стружки. Выпускают двух размеров: для резания труб от 1/2 до 2" и для труб — от 1 до 3".
Основные части трубореза — ролики: один режущий (рабочий) и два направляющие. Труба разрезается рабочим роликом; при этом она закрепляется на направляющих роликах и поджимается винтом.
Ручная ножовка (рисунок 9, а) применяется для разрезания сравнительно толстых листов металла и круглого или профильного проката. Ножовкой можно производить также прорезание шлицев, пазов, обрезку и вырезку заготовок по контуру и другие работы. Изготавливают их из сталей У8-У12 или 9ХС с твердостью режущей части HRC 58-61, сердцевины — HRC 40-45. Она состоит из рамки 1, натяжного винта с барашковой гайкой 2, рукоятки 6, ножовочного полотна 4, которое вставляется в прорези головок 3 и крепится штифтами 5.
| Рисунок 9 Ручная ножовка а – устройство, б - углы заточки, в – разводка зубьев «по зубу», г – разводка зубьев «по полотну». | Каждый зуб полотна имеет форму клина (резца). На нем, как и на резце, различают задний угол α, угол заострения β, передний угол γ и угол резания δ= α + β (рисунок 9, б). При насечке зубьев учитывают то, что образующаяся стружка должна помещаться между зубьями до их выхода из пропила. В зависимости от твердости разрезаемых материалов углы зуба полотна могут быть: γ =0—12°, β =43— 60° и α = 35 —40°. Чтобы ширина разреза, сделанного ножовкой, была немного больше толщины полотна, выполняют разводку зубьев «по зубу» (рисунок 9, в) или «по полотну» (рисунок 9, г). Это предотвращает заклинивание полотна и облегчает работу. |
studfiles.net
Слесарная рубка - Рубка металла
Слесарная рубка Категория:
Рубка металла
Слесарная рубка Рубка — метод слесарной обработки заготовок с помощью режущего инструмента (зубила) и слесарного молотка. Рубку применяют для разделения материала на части; удаления с заготовки слоя материала в целях получения новой поверхности; получения заготовок сложной формы из листового материала.
Этот малопроизводительный метод, требующий больших затрат физической силы, применяют лишь в случаях, когда невозможно использовать машинную обработку.
Физическая сущность рубки заключается в разрушении материала заготовки клином инструмента при ударном воздействии на него молотком. В процессе рубки можно различить три стадии. Сначала режущий клин инструмента слегка врезается в заготовку, затем глубина врезания увеличивается (при этом материал выдавливается, образуя на поверхности заготовки бугорки).
Если угол между продольной осью инструмента (т. е. направлением действующей силы) и обрабатываемой поверхностью меньше 90°, то с заготовки будет срезаться стружка. Изменяя угол заострения клина р и угол его наклона к заготовке, можно изменять толщину стружки, в контур заготовки с наименьшим и равномерным припуском.
Собственно разметку выполняют в последовательности, определяемой способом разметки. При разметке по шаблону последний устанавливают на заготовку, правильно сориентировав его относительно баз, и закрепляют. Шаблон должен плотно прилегать к заготовке по всему контуру. Затем обводят чертилкой контур шаблона на заготовке и открепляют шаблон.
Разметку методом геометрических построений проводят следующим образом. Сначала проводят (относительно базы) все горизонтальные, а затем все вертикальные разметочные риски; далее выполняют все скругления, окружности и соединяют их прямыми или наклонными линиями.
При разметке стойку рейсмаса берут за основание и перемещают по разметочной плите относительно поверхности заготовки, не допуская при этом перекоса. Чертилка рейсмаса касается вертикальной поверхности заготовки и оставляет на ней горизонтальную риску. Чертилка должна располагаться под острым углом к направлению движения, а нажим на нее должен быть небольшим и равномерным. Риски проводят параллельно рабочей поверхности разметочной плиты. Для того чтобы риски были строго линейны и горизонтальны, опорные поверхности рейсмаса и разметочной плиты должны быть обработаны с большой точностью. Качество разметки повышается, если в рейсмасе применяют плоскую чертилку.
Контроль качества разметки и керне н и е — это заключительный этап разметки. Центры кернов должны располагаться точно по разметочным рискам, керны не должны быть слишком глубокими и отличаться друг от друга по размеру. На прямых рисках керны пробивают на расстояниях 10—20 мм, на криволинейных— 5—10 мм. Расстояния между кернами выполняют одинаковыми. С увеличением размеров заготовки расстояние между кернами также увеличивают. Точки сопряжения и пересечения разметочных рисок обязательно кернят. На обработанных поверхностях точных изделий разметочные риски не кернят.
Брак при разметке может привести к значительным материальным потерям. Наиболее частыми его причинами являются: неправильный выбор баз и их плохая подготовка; ошибки при чтении чертежа, при откладывании размеров и в расчетах; неправильный выбор разметочных инструментов, приспособлений, их неисправность; неправильные способы и приемы разметки.
Широкое использование механизированных разметочных инструментов и приспособлений повышает качество и производительность разметки. Поэтому следует широко применять механические, электрические и пневматические кернеры, штангенциркули и штангенрейсмасы с электронной индикацией, механизированные приспособления для установки, выверки и закрепления заготовок. Значительно ускоряет работу и уменьшает число ошибок применение для расчетов микрокалькуляторов. Следует создавать более универсальные и удобные в работе разметочные инструменты и приспособления. Там, где это экономически оправдано, следует использовать для разметки координатные станки, координатно-измерительные машины или вообще исключить разметку путем обработки заготовок на станках с ЧПУ.
Читать далее:
Слесарная резка
Статьи по теме:
pereosnastka.ru
Урок по слесарному делу на тему "Рубка металла"
Согласовано: на заседании методической комиссии.
«__» ___________ 2015г.
План урока № 1.1
Изучаемая тема по программе: ПМ 01 . Рубка металла
Тема урока. Пространственная разметка. Рубка металла
Цель урока. Научить учащегося правильно производить разметку деталей. Учебно-воспитательная цель. Воспитывать у учащегося стремление бережного отношения к инструменту и материалам. Аккуратности и внимательности в работе. Научить учащегося правильным приёмам выполнения операции по рубке металла на плите.
Материально-техническое оснащение урока: Стенд, плакаты, образцы, заготовки, верстаки, приспособления, рейсмас.
Ход урока:
1. Вводный групповой инструктаж 50 мин.
а) проверка знаний по пройденному материалу 15 мин.
- Назначение и устройство измерительного инструмента.
- Приемы работы линейкой и угольником.
- Приемы работы циркулем и штангенциркулем.
- Последовательность проведения рисок чертилкой и циркулем.
б) объяснения учащимся нового материала 25 мин.
- Приспособления для пространственной разметке.
- Устройство измерительного инструмента.
- Приемы и последовательность разметки.
- Безопасные условия труда при разметке.
- К чему приводит брак в работе.
в) закрепление материала по вводному инструктажу 10 мин.
1. Краткий опрос учащихся по теме урока.
г) задание на день
1. Произвести разметку на деталях и заготовках.
2.Самостоятельная работа учащихся и текущий инструктаж (целевые обходы рабочих мест). 4 час.
- Проверка организации рабочих мест учащихся.
- Соблюдение правил техники безопасности.
- С целью объяснения и помощи учащихся.
С целью проверки качества выполняемых работ учащихся
. г) объяснения учащимся нового материала 25 мин.
Рубкой называется слесарная операция, при которой с помощью режущего
инструмента (зубила и крейцмейселя) и ударного инструмента (слесарного молотка) с поверхности заготовки или детали удаляются лишние слои металла или заготовка разрубается на части.
Рубка применяется для удаления (срубания) с заготовки
больших неровностей (шероховатостей), снятие твердой корки, окалины, заусенцев, острых углов кромок на литых и штампованных деталях, для вырубания шпоночных пазов, для разделки трещин в деталях под сварку, срубания головок заклепок при их удаления, вырубания отверстий в листовом материале.
Слесарное зубило - представляет собой стальной стержень и состоит из трех частей; рабочей, средней и ударной. Рабочая часть зубила представляет собой стержень с клиновидной режущей частью (лезвие) на конце. Ударная часть (боек) сделана суживающейся к верху.
Крейцмейсель отличается от зубила более узкой режущей кромкой и предназначен для вырубания узких канавок, шпоночных пазов и т.д.
Слесарные молотки - инструмент для ударных работ - изготовляют двух типов:
молотки с квадратным бойком и с крупным бойком.
Молоток состоит: из ударника и рукоятки (ручки)
Держание (хватка) зубила и молотка Зубило берут в левую руку за среднюю часть на расстоянии 15-20 мм от конца ударной части, сильно зубило сжимать в руке не следует и держат в определенном положение. Молоток берут правой рукой за рукоятку на расстоянии 15-30 мм от конца ручки и крепко сжимая всеми пальцами.
Удар может быть кистевым, локтевым или плечевым.
Вырубание заготовок из листового металла. После разметки контура изготовляемой
детали, заготовку кладут на плиту и производят вырубку (не по линии разметки, а
отступив от нее 2-3 мм - припуск на опиливание) в такой последовательный.
- а) устанавливают зубило наклонно так, чтобы лезвие было направлено вдоль разметочной риски;
- б) зубилу придают вертикальное положение и наносят молотком легкие удары, надрубая по контуру;
- в) рубят по контору, нанося по зубилу сильные удары
- г) при перестановке зубила часть лезвия оставляют в прорубленной канавке, а зубило из наклонного положения опять переводят в вертикальное и наносят следующий удар
д) так поступают непрерывно до конца (замыкания) разметочной риски. Если металл листовой толщиной более 2 мм, то надрубают при мерно на половину толщины с обеих сторон, а затем ломают, перегибая его поочередно в одну и другую сторону или отбивает.
Процесс рубки. Для рубки используют более прочные и тяжелые тиски. Правильное положение корпуса, держание инструмента при рубке создают благоприятные условия высокопроизводительной работы.
При рубки металла зубилом решающее значение имеет положение рабочего
(установка корпуса и ног), которое должно создавать наибольшую устойчивость центра тяжести тела при ударе молотком.
Положение корпуса и ног, Установка корпуса рабочего при рубке зубилом будет
правильной, если корпус выпрямлен и обращен в пол-оборота (45°) к оси тисков, левая нога выставлена на полшага вперед.
- Существенное влияние на качество и производительность рубки оказывает характер удара (замаха) молотком. Удар может быть кистевым, локтевым и плечевым. При кистевом ударе - замах осуществляют молотком только за счет изгиба кисти правой руки. Кистевой удар применяют при выполнении точных работ, легкой рубке, срубание тонких слоев металла
При локтевом ударе - правую руку сгибают в локте. Для получения сильного удара руку разгибают достаточно быстро. Этим ударом пользуются при обычной рубке, срубания слоя металла средней толщины или прорубании пазов и канавок.
При плечевом ударе - рука движется в плече, при этом получается большой замах и максимальной силы удар с плеча. В этом ударе участвует плечо, предплечье и кисть. Плечевым ударом пользуются при снятии толстого слоя металла и обработка больших поверхностей.
Приемы рубки. Рубку листового материала, как правило, ведут только по уровню губок тисков. Заготовку или изделие крепко зажимают в тисках так, чтобы разметочная линия совпадала с уровнем губок. Зубило устанавливают так, чтобы угол наклона зубила к обрабатываемой поверхности должен составлять 30-35°, а по отношению к оси губок тисков 45°.
Рубка по разметочным рискам. На заготовку предварительно наносят риски на расстоянии 1,5-2 мм одна от другой. Заготовку зажимают так в тисках, чтобы были видны разметочные риски. Рубят строго по разметочным рискам. При этом соблюдать правила техники безопасности при рубке металла.
Безопасность труда при рубке металлов.
- Заточку инструмента вести при опущенном экранчике или в защитных очках.
- При работе пользоваться исправным инструментом.
- Для предохранения рук от повреждений (в начальном периоде обучения) у учащихся должны быть надеты на зубило предохранительные резиновые шайбы, а на руке защитный щиток.
- При рубке пользоваться предохранительными шайбами.
- Особое внимание обращать на установку зазора между подручником и заточным кругом, который должен быть не менее З мм. При слишком большом удалении подручника от круга зубило затянет, что неизбежно приведёт к разрыву круга и травме работающего. Зазор регулируется перемещением подручника.
- При заточке зубила, крейцмейселя строго соблюдать выполнение приёма держания их при заточке.
- Не удалять стружку с обрубленной поверхности и плиты руками, во избежание ранения рук пользоваться при этом щётками.
- Подавать сжатый воздух в инструмент необходимо после установки его в рабочее положение.
- Во время работы нельзя разъединять или соединять шланги.
- Правильно организовать рабочее место.
- Пользоваться только исправным инструментом.
- Строго соблюдать производственную дисциплину и правила ТБ.
- При рубке зубилом и крейцмейселем необходимо пользоваться защитными очками.
- При рубке твердого и хрупкого металла следует обязательно использовать ограждение; сетку или щиток.
- Убрать посторонние предметы.
- Содержать рабочее место в чистоте тоже и порядке.
в) закрепление материала по вводному инструктажу 10 мин
Краткий опрос учащихся
 Как организовать рабочее место ври рубке металла в тисках?
Как организовать рабочее место ври рубке металла в тисках?
- Какие правила необходимо соблюдать при закреплении заготовки из полосового металла рубке по уровню губок тисков?
- Как располагать зубило по отношению к тискам и заготовке при рубке полосового металла то уровню губок тисков?
- Почему при рубке полосового металла по уровню губок тисков нужно смотреть на режущую кромку зубила, а не на его головку?
- Для чего перед срубанием слоя металла на широкой плоской поверхности снимают фаски на переднем и заднем ребре детали?
6, В какой последовательности производить срубание на широкой плоской поверхности детали слоя металла;
а) толщиной 1 мм?
б) толщиной 3 мм?
Почему при рубке деталей из хрупких материалов (чугун, бронза и т.п.) заканчивать рубку рекомендуется с обратной стороны?
8, Чем отличаются приемы прорубания ниточником криволинейных канавок:
а) на широкой плоской поверхности детали?
б) на криволинейной поверхности детали (смазочные канавки во вкладыше подшипника)?
9. Как организовать рабочее место при рубке металла на плите? 30. Как разрубить на плите:
а) полосу сечением 20x5 мм?
б) круглый пруток диаметром 10 мм?
в) квадратный пруток сечением 10x10 мм?
г) листовой металл толщиной 2 мм?
11. Какие режущие инструменты применить для вырубания в листовом металле отверстая:
а) диаметром 20 мм'?
б) диаметром 70 мм?
12. Как производить заточку режущего инструмента для рубки (зубило, крейцмейсель, канавочник)?
- Почему зубило для рубки листового металла рекомендуется затачивать с небольшой кривизной режущей кромки?
- Известно, что чем меньше угол заточки инструмента, тем он острее. Почему в этом случае зубило для рубки более твердого металла затачивают на больший угол, чем для рубки мягкого металла?
- Какие правила безопасности труда необходимо соблюдать при:
а) ручной рубке в тисках?
б) ручной рубке на плите?
в) механизированной рубке?
г) заточке инструмента для рубки?
16. Почему боек молотка и торец ударной части зубила делают закругленными?
17. Почему рекомендуется заправлять расплющенную ударную часть зубила или крейцмейсель на заточном станке, а не напильником?
г) задание на день 4 часа 40 мин
- Рубка и разметка клиньев для молотков
- Рубка пластин по размерам
2. Самостоятельная работа учащихся и текущий инструктаж (целевые обходы рабочих мест)
- Проверить организацию рабочих мест учащихся
- С целью проверки соблюдения правил ТБ
- С целью выполнения операций по рубке металла
- С целью проверки качества выполняемых работ учащихся
- С целью объяснения и помощи учащихся
3. Уборка рабочих мест. 10 мин.
1. Учащиеся производят уборку рабочих места, сдают инструменты и свои работы.
4. Заключительный инструктаж
Анализ рабочего дня 15 мин.
1.Отметить работы лучших учащихся
- Отметить недостатки учащихся
- Ответить на вопросы учащихся
- Выставить оценки в журнал
4. Задание на дом: 5 мин
Ознакомление с материалом следующего урока Ознакомление с материалом следующего урока, повторить тему «Рубка металла». Учебник «Слесарное дело» автор Скакун В.А.
Мастер производственного обучения_______________________________________
multiurok.ru
Слесарная рубка, резка и правка
Слесарная рубка, резка и правка Категория:
Рубка металла
Слесарная рубка, резка и правка Слесарная рубка производится зубилами и крейцмейселями с помощью молотка. Указанными инструментами можно разрубать на части листы, полосы, проволоку, срубать заклепки, прорубать канавки и фигурные углубления и пр. Операция обычно производится с закреплением заготовки в тисках или установкой ее на плите.
Оборудование и инструменты для рубки. Слесарные тиски делятся на стуловые (или верстачные) и параллельные. На рис. 1 приведены стуловые тиски. Неподвижная губка прочно крепится к верстаку. Подвижная губка внизу осью 5шарнирно соединена с неподвижной. Для закрепления заготовки в тисках используются винт с рычагом и трубчатая гайка. Плоская пружина при вывинчивании винта отводит губку вправо. Наиболее распространенные тиски имеют ширину губок 100—150 мм.
На рис. 2 приведены параллельные тиски, которые применяются значительно чаще стуловых; рабочие поверхности их губок при любом растворе остаются параллельными друг другу. Подвижная губка отлита заодно с пустотелой направляющей, а неподвижная губка — с основанием. Губки тисков снабжены стальными закаленными пластинками. Винт соединен с гайкой. При вращении винта губка будет перемещаться.
В промышленности применяются также тиски, в которых перемещение подвижной губки и закрепление заготовок производится сжатым воздухом.
Слесарное зубило и крейцмейсель изготовляют из стали марок У7 или У8 длиной от 100 до 200 мм. Режущие части зубила и крейцмейселя подвергают закалке и низкому отпуску, головки — закалке и среднему отпуску. При заточке угол заострения выполняется равным 35—75° в зависимости от твердости обрабатываемого материала. Режущая кромка крейцмейселя уже, чем у зубила, и крейцмейсель обычно применяется для прорубания канавок и углублений. Молотки для рубки берутся весом 0,4—0,8 к?. К ручной рубке надо прибегать лишь в крайнем случае, ее следует заменять обработкой на станках — строгальных, фрезерных и др.
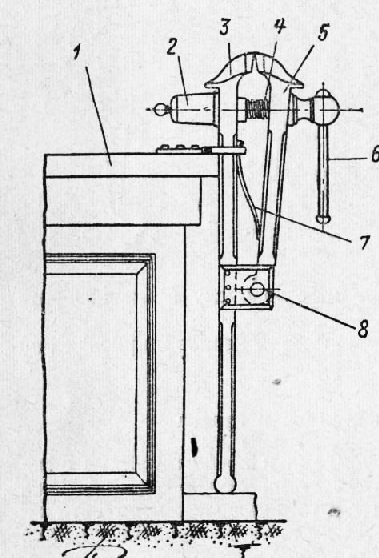
Рис. 1. Стуловые тиски
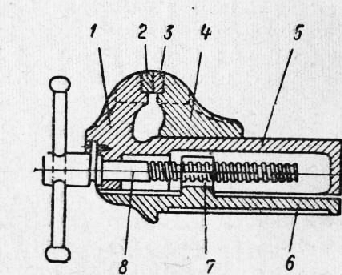
Рис. 2. Параллельные тиски
Резка. Для разрезания листов вручную применяют ручные и стуловые ножницы. Этими ножницами можно резать листы толщиной до 2 мм. Более толстые листы разрезают рычажными ножницами или ножницами с механическим приводом.
Для разрезания всевозможных прутков, труб, полосового материала и т. п. применяют ручные или приводные ножовки.
Слесарная (ручная) ножовка состоит из станка с ручкой и ножовочного полотна. ГОСТ рекомендует следующие марки стали для изготовления полотна ручных ножовок У8, У8А, У9, У9А, У10, У10А, а также 9ХС. Для крепления в станке полотно имеет у концов два отверстия, куда вставляют штифты. Натяжение полотна осуществляется с помощью барашка.
По ГОСТ различные полотна имеют толщину от 0,6 до 0,8 мм, ширину от 12 до 15 мм, длину от 250 до 350 мм, расстояние между смежными зубьями (шаг зуба) от 0,8 до 1,6 мм. Полотно с крупным зубом применяется для резки мягких металлов, с мелким — для твердых.
Ручная ножовка используется (при необходимости) для разрезания заготовок малого сечения. Более крупные заготовки разрезают на приводных ножовочных станках, а также резцами на специальных отрезных, фрезерных и других станках, методами газовой или электродуговой резки.
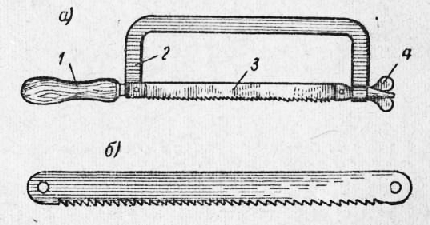
Рис. 3. Слесарная ножовка (а) и ножовочное полотно (б)
Слесарная правка применяется для восстановления формы изогнутых заготовок и деталей. Тонкие (до 0,2 мм) листы правят на плите проглаживанием деревянными или металлическими брусками; листы толщиной до 1 мм правят деревянными молотками, а более толстые листы, полосы и прутки — стальными молотками на плите или наковальне. Погнутые валы выправляют с помощью прессов. Прутковый материал, предназначенный для обработки на станках, правят на специальных правйльно-калибровочных станках.
Рис. 4. Напильник
Читать далее:
Опиливание металлов
Статьи по теме:
pereosnastka.ru
Рубка металла – просто и понятно обо всех нюансах процесса
Рубка металла в современном слесарном деле причисляется к операциям подсобного типа. Осуществляется она при необходимости снять с металлической поверхности затвердевшую корку, разделить заготовку на несколько частей, устранить на отливках и поковках приливы и различные неровности.
1 Инструменты для рубки металлических изделий и листов
Рубка металла обычно выполняется при помощи кувалды, крейцмейселя, слесарного молотка, кузнечного и слесарного зубила на плите, в обычных тисках либо на наковальне. Также возможна рубка листа из стали или цветмета гильотиной.
Зубило – это стержень из твердой стали с режущей кромкой, выполненной в виде клина. Если производится рубка и резка металла, который причисляют к цветному, угол заострение зубила составляет от 35 до 45 градусов. А вот при обработке листов из стали указанный угол выбирают равным 60 градусов.
Под крейцмейселем понимают узкое зубило, которое используется для получения узких пазов и канавок. Рабочие части узкого и обычного зубила необходимо обязательно закалить на длину порядка 3 сантиметров. Также требуется закалка металла на головке инструмента (примерно на 1,5–2,5 сантиметра) для того, чтобы она растрескивалась и не раскрашивалась тогда, когда по зубилу ударяют молотком.

Рекомендуем ознакомиться
Слесарное дело чаще всего предполагает применение зубил с лезвиями 2 и 2,5 сантиметра (ширина рабочего инструмента) общей длиной 20 и 17,5 сантиметров. Крейцмейсели имеют меньшую ширину лезвия (не более 10 см) и длину до 17,5 см. Заметим, что головки зубил (обычного и узкого), как правило, придается конусообразная форма, которая:
- снижает опасность формирования на головке шляпки в виде гриба;
- облегчает процесс правильного нанесения удара молотком по инструменту.
Очень важно следить за тем, чтобы зубила не имели каких-либо серьезных дефектов на своей поверхности (например, плен или глубоких трещин). Техника безопасности категорически запрещает использовать такой инструмент для выполнения любых вариантов обработки металла (гибка, рубка, резка).

Зубила следует периодически затачивать для того, чтобы они не теряли своей режущей способности.
Заточка осуществляется абразивными кругами специальных заточных станков. При выполнении такого процесса производят охлаждение лезвия зубила (используется обычная вода). Если не охлаждать инструмент, будет наблюдаться чрезмерный нагрев его рабочей части, что в большинстве случаев приводит к отпуску, который просто-напросто испортит зубило. Работать им после неудачной закалки запрещает техника безопасности.
Рубка металла (а также его гибка) производится слесарными молотками стандартного веса (от 400 до 800 грамм). Их овальные по форме ручки изготавливают из древесины с высокими показателями вязкости и твердости (рябина, клен, береза, дуб). Длина ручек варьируется в пределах 35–45 сантиметров, на них не должно присутствовать трещин и сучков, которые могут повредить руки человека, производящего обработку (гибка, резка, рубка) металлических изделий.

Отдельно скажем о том, что торцы ручек молотков для рубки обязательно фиксируют нетолстыми (1–3 миллиметра) клиньями из стали либо дерева. Клинья из металла после установки заершивают, а из древесины – крепят специальным клеем.
2 Приспособления для рубки металлических заготовок
В зависимости от того, как в процессе выполнения операции располагают по отношению к изделию рабочий инструмент, различают два варианта рубки. Она может быть:
- вертикальной;
- горизонтальной.
Вертикальный процесс выполняется на наковальне либо на плите. При такой рубке изделия, требующие обработки, укладываются горизонтально на рабочей поверхности, а зубило ставится по отношению к ним вертикально. Горизонтальная рубка осуществляется в тисках. В данном случае грань (задняя) рабочего инструмента монтируется к губкам тисков (к их плоскости) под очень маленьким углом (практически полностью горизонтально).

Рубка листового металла чаще производится на плите (на наковальне). Инструмент при этом ставится на риску (специальная разметка, наносимая на заготовку), затем осуществляют один удар молотком. После этого лезвие монтируется таким образом, чтобы его половина разместилась в лунке, которую удалось сделать. Рубка листа по такой схеме, во-первых, упрощает процесс установки зубила в нужное положение, а во-вторых, гарантирует разрез непрерывного характера.
В тех случаях, когда ведется рубка листового металла толщиной свыше двух миллиметров, разметка изделия выполняется с обеих его сторон. При этом заготовка обрабатывается сначала с одной стороны, потом ее переворачивают на другую сторону и перерубают полностью. При толщине листа менее двух миллиметров рекомендуется подкладывать с его обратной стороны кусок стали мягких марок. Это не позволит рабочему инструменту затупиться при ударе о наковальню.

Еще один момент, который следует учитывать при обработке сложных по конфигурации листовых изделий, заключается в том, что на них требуется прорубать небольшую канавку малой глубины. Указанную канавку делают от разметки на дистанции порядка 1–2 миллиметров. После этого можно рубать металл по канавке в полную силу до тех пор, пока вырубаемый контур не проявит себя на обратной стороне изделия. А затем нужно будет завершить операцию, перевернув заготовку.
Гибка и рубка листа может производиться и в тисках. В данном случае изделие фиксируют так, чтобы по отношению к губкам риска разметки располагалась на несколько миллиметров ниже. Рубка металла в тисках при таких условиях позволяет оставить на изделии небольшой припуск, который используется для финишной обработки кромок листа (их опиливания). К кромкам губок тисков режущий инструмент наклоняют под углом 45–60 градусов, к плоскости резания – под углом не более 40 градусов.
3 Промышленная гибка и рубка металлических заготовок
На многих крупных предприятиях используются электрические и пневматические молоты, которые существенно облегчают процесс обработки металла. Листовые заготовки нередко вырубаются гильотиной, на специальных штампах и на прессах. Для обработки сталей повышенной прочности могут использовать технологию плазменной или лазерной резки. Кроме того, часто применяется станок для рубки арматуры (по сути, речь идет о том, что металл рубится гильотиной).
Промышленная рубка и гибка металлических листов и изделий за счет упомянутых агрегатов значительно упрощает выполнение операции металлообработки, а также снижает себестоимость работ. Гильотиной или прессом имеет смысл пользоваться тогда, когда выпускаются изделия из металлов каких-либо нестандартных форм. Станки для рубки незаменимы при изготовлении закладных деталей и стальных полос.

Обработка гильотиной подразумевает применение ножей и ножниц для раскроя металла. Эти инструменты не мнут кромки заготовок, их срез получается очень точным и по-настоящему аккуратным, чего редко удается добиться при использовании молотка и зубила. Также рубка гильотиной обеспечивает отсутствие на металле:
- отклонений серповидного вида;
- заусениц;
- неравномерных скосов;
- мелких зазубрин.
Причем озвученные изъяны на материале не появляются даже тогда, обрабатываются заготовки с малой толщиной.

Промышленные прессы (оснащенные электрическим двигателем, винтовые для работы вручную) обычно применятся для рубки канализационных труб, изготовленных из чугуна. Такие механизмы функционируют достаточно просто. Слесарь монтирует катки и ножи пресса под сечение обрабатываемых труб, затем укладывает на катки трубные изделия, добиваясь совпадения лезвия нижнего режущего инструмента с намеченной линией переруба.
После этого запускается двигатель, если речь идет о станке с электроприводом, либо опускает вручную верхний нож на трубу. При сжатии ножей (снизу и сверху) на заготовке образуется надрез (он располагается по бокам трубы). Затем происходит расклинивание изделия и его раскол. Конструкция прессов такова, что обслуживать подобные механизмы может один специалист.
tutmet.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)