 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
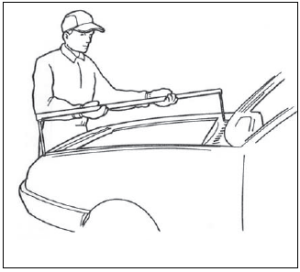
Ремонт кузова автомобиля своими руками: технология. Ремонт дефектов кузова
Глава 25. Ремонт кузовов и кабин
25.1. Дефекты кузовов и кабин
Характерными дефектами деталей кузовов, кабин и оперения (рис. 25.1) являются коррозионные повреждения, механические повреждения (вмятины, обломы, разрывы, выпучины и т.д.), нарушение геометрических размеров, трещины, разрушения сварных соединений и др.
Коррозионные разрушения — это основной вид износа металлического кузова и кабин. Здесь имеет место электрохимический тип коррозии, при котором происходит взаимодействие металла с раствором электролита, адсорбируемого из воздуха. Особенно сильно развивается коррозия в труднодоступных для очистки местах, где периодически попадающая в них влага сохраняется длительное время, и, в связи с повышением температуры окружающей среды, происходит интенсификация реакции окисления. Коррозионные разрушения встречаются также в результате контакта стальных де-
Рис. 25.1. Характерные повреждения: а — цельнометаллический кузов автомобиля: 1 — передний и задний проемы ветровых стекол; 2 — дверные проемы; 3 — стойки под крышу; 4 — передние и задние лонжероны; 5 — левый и правый пороги основания; 6 — днище; 7 — левый и правый задние брызговики; 8 — нарушение геометрических размеров; 9 — верх и низ соответственно левого и правого задних брызговиков; 10 — левый и правый передние брызговики; б — кабина грузового автомобиля: 1 — разрушение сварочных швов; 2 — разрывы; 3 — вмятины и выпучины; 4 — прогиб и перекосы стоек; 5 — пробоины; 6 — коррозия; 7 — трещиныталей с деталями, изготовленными из дюралюминия, пластмассы, влажной древесины и других материалов.
Трещины возникают в результате усталости металла, нарушения технологии обработки металла, применения низкого качества стали, дефектов сборки узлов и деталей, недостаточной прочности конструкции узла, а также в подверженных вибрации местах.
Разрушения сварных соединений происходят в результате некачественной сварки, воздействия коррозии, вибрации и нагрузок при нормальной эксплуатации автомобиля либо в результате аварийных повреждений.
Механические повреждения (вмятины, перекосы, разрывы и т. д.) являются следствием перенапряжения металла в результате ударов и изгибов, а также вследствие непрочного соединения деталей.
25.2. Технологический процесс ремонта кузовов и кабин
Технологический процесс ремонта кузовов и кабин в сборе включает разборку, полное или частичное снятие старой краски, де- фектовку, ремонт составных частей или их замену, сборку, окраску и контроль качества.
Разборку кузовов и кабин выполняют в два этапа. Это демонтаж всех деталей и сборочных единиц, установленных с внутренней и наружной сторон кузовов и кабин, с последующей разборкой корпуса для ремонта после удаления старого лакокрасочного покрытия и выявления всех его дефектов. Так как в большинстве случаев цельнометаллические корпуса кузовов и кабин являются неразъемными (соединены сваркой), то полную разборку корпуса на панели и детали не производят. Ее выполняют только до такой степени, чтобы имелась возможность произвести дефектацию и при необходимости заменить или отремонтировать элементы корпуса, образующие каркас.
В зависимости от экономической целесообразности ремонта кузовов и кабин применяют различные способы устранения имеющихся на их поверхностях дефектов.
Наибольшую трудоемкость и стоимость ремонта кузовов и кабин составляют работы по устранению дефектов на их цельнометаллических сварных корпусах. Ремонт корпуса кузова, имеющего различные дефекты, предусматривает правку панелей, удаление поврежденных участков корпусов, устранение трещин и разрывов, крепление ДРД на места удаленных панелей, проковку и зачистку сварных швов, окончательную правку и рихтовку поверхностей.
Правка вмятин в холодном состоянии и с нагревом рассмотрена в разд. 12.3. Неровности в панелях выравнивают напылением порошковых пластмасс или эпоксидными композициями (см. разд. 18.4). Для выравнивания вмятин в труднодоступных местах применяют инструмент различной формы (рис. 25.2). В отверстие внутренней панели вставляют отогнутый конец оправки и ударами молотка по
ее рукоятке выравнивают помятую поверхность. Для устранения неглубоких пологих вмятин в ней сверлят отверстие диаметром 6 мм, в которое вставляют стержень с изогнутым концом и вытягивают вогнутую часть панели до нормального ее положения. Затем отверстие заделывают припоем или эпоксидной композицией.
Правка панелей с аварийными повреждениями предусматривает работы по вытягиванию, выравниванию, выдавливанию и выколачиванию деформированных частей кузова или кабины для придания им первоначальной формы и размеров. При выполнении этих операций необходимо, чтобы растягивающее усилие было приложено под тем же углом, под которым была приложена сила, вызвавшая повреждение. Чтобы растяжение было регулируемым, напротив точки приложения растягивающей силы должна быть приложена противодействующая сила. При выполнении этих работ необходим контроль за процессом растяжения, а также за возможными попутными деформациями, вызванными растягивающим усилием.
Правку аварийных кузовов и кабин выполняют на стендах (рис. 25.3) с использованием комплекта приспособлений (рис. 25.4). Усилия растяжения и сжатия создают рабочими цилиндрами 7, 3 (см. рис. 25.3), в которые жидкость поступает от насоса. Для правки кузов 4 устанавливают на подставки <5, которые закреплены на фундаментной раме 2. На подставки опираются силовые поперечные трубы, которые губками зажимов закрепляют за ребра жесткости порогов кузова. Крепление последнего к раме выполняют расчалочными приспособлениями 5. Предварительной правкой устраняют глубокие вмятины (рис. 25.4, б), изгибы (рис. 25.4, в) и перекосы (рис. 25.4, г). Так как в процессе правки могут образоваться трещины или разрывы, которые в дальнейшем необходимо устранить, правку проводят перед сварочными работами.
Рис. 25.2. Набор инструментов для удаления вмятин: 1...6 — молотки; 7 и 8 — киянки; 9... 16 — оправки (ложки)
Y
i I',
Удаление поврежденных участков кузовов и кабин выполняют газовой резкой, электрифицированным фрезерным инструментом или пневматическим резцом. Преимущества пневматического резца —это высокая производительность труда (0,08...ОД м/с) по сравнению с газовой резкой (0,02 м/с) и лучшее качество кромок в местах вырезки. Дефектные участки размечают с помощью шаблонов и мела, а затем удаляют. При удалении дефектных участков кузова или кабины необходимо предохранять корпус от искажений геометрии из-за ослабления его жесткости и под действием собственной массы.
Трещины и разрывы в корпусе кузовов и кабин устраняют полуавтоматической дуговой сваркой в среде углекислого газа или газовой сваркой. При ремонте отдают предпочтение сварке в среде углекислого газа, так как производительность этого процесса и качество сварного шва выше. Сварку осуществляют полуавтоматами, питающимися от источников постоянного тока обратной полярности силой 40 А и напряжении 30 В, используя для этого электродную проволоку Св-08ГС или Св-08Г2С диаметром 0,7 мм. Для ограничения распространения трещины в процессе сварки ее концы необходимо засверлить сверлом диаметром 8 мм.
Газовой сваркой устраняют трещины и разрывы в панелях, изготовленных из листовой стали толщиной 0,5...2,5 мм, горелками ГСМ-53 или ГС-53 с наконечниками № 1 (для листов толщиной 0,5... 1,5 мм) и № 2 (для листов 1,0...2,5 мм), используя для этого проволоку Св-08 или Св-15 диаметром (0,5А + 1) мм, где h — толщина свариваемого металла. Чтобы деталь при нагреве не потеряла свою форму, вначале производят сварку в отдельных точках с интервалом 10... 30 мм, а затем по мере необходимости отдельные участки проваривают сплошным швом от концов трещины к середине.
Изготовление дополнительной ремонтной детали начинают с правки стального листа, его раскроя и резки заготовок по разметке. После чего деталь загибают или формуют на специальном оборудовании, готовые детали обрезают, сверлят, правят и зачищают. Материалом для изготовления ремонтной детали является тонколистовая холоднокатаная малоуглеродистая сталь толщиной 0,7... 1,5 мм.
Рис. 25.3. Стенд для правки кузова легкового автомобиля: 1, 3 — рабочие цилиндры; 2 — рама; 4 — кузов; 5 — расчалоч- ное приспособление; 6 — подставка
участка кузова:
а — комплект приспособления для устранения перекосов и перегибов; б, в и г — использование приспособлений при правке; 1 — оправка для вытягивания вогнутых деталей; 2 и 3 — самозакрепляющиеся гидравлические зажимы; 4 — оправка с зубцами для захвата выпрямляемой панели; 5— насос; б — двойной захват; 7— натяжной цилиндр с вытягивающим устройством; 8 — натяжной цилиндр с захватами; 9 — правильное устройство
Рис. 25.4. Приспособления для выполнения правки деформированного
1 2 3 4 5 6
Крепление ремонтной детали на места удаленных панелей к корпусу выполняют дуговой сваркой в среде углекислого газа. Перед приваркой осуществляют их прихватку к корпусу в отдельных точках через 80... 120 мм проволокой диаметром 0,8 мм той же марки, что и для сварки основных швов при силе тока 90... 110 А и напряжении 18...28 В. Окончательно их приваривают сплошным швом внахлестку с перекрытием краев на 25 мм силой тока 45... 100 А, напряжением 17... 20 В. Расстояние от сопла до поверхности детали — 8... 10 мм, вылет электрода — 10... 12 мм, наклон электрода к вертикали — 18... 20°.Проковка и зачистка сварных швов необходима для упрочнения места сварки и придания ему требуемого профиля. Ее выполняют пневматическим молотком при помощи комплекта поддержек и бойков. После проковки места сварки зачищают абразивным кругом, установленным в пневматических или электрических переносных машинках.
Окончательная правка и рихтовка панелей кузовов и кабин предназначена для обеспечения точности сборки и удаления мелких вмятин и выпучин, оставшихся на поверхностях. Рихтовку выполняют пневматическим рихтовальным устройством или вручную. Устраняют повреждения сваркой.
studfiles.net
Ремонт дефектов (деформированных поверхностей) кузова
В зависимости от степени повреждения или коррозионного разрушения кузовной детали предусматриваются следующие виды ремонта при снятых узлах и деталях, препятствующих проведению рихтовочных, сварочных и окрасочных работ:
- ремонт 0 – устранение повреждений на лицевых поверхностях кузова без повреждения окраски
- ремонт 1 – устранение повреждений в легкодоступных местах (до 20 % поверхности детали)
- ремонт 2 – устранение повреждений со сваркой, или ремонт № 1 на поверхности детали, деформированной до 50 %
- ремонт 3 – устранение повреждений со вскрытием и сваркой, частичной реставрацией детали до 30 %
- ремонт 4 – устранение повреждений с частичной реставрацией детали на поверхности свыше 30 %
- частичная замена – замена поврежденной части детали кузова ремонтной вставкой (из номенклатуры запасных частей или изготовленной из последних)
- замена – замена поврежденной детали кузова деталью из запасных частей
- крупноблочный ремонт – замена поврежденных частей кузова блоками деталей от выбракованных кузовов с разметкой, отрезкой, подгонкой, вытяжкой, рихтовкой, сваркой последних
Повреждения кузова могут быть самыми различными, поэтому правила ремонта должны быть индивидуальными. Почти во всех случаях необходимо снимать некоторые детали, чтобы обнаружить повреждения, выправить и выверить каркас кузова. При серьезных повреждениях убирают внутреннюю обивку, чтобы облегчить измерение, контроль и установку гидравлических или винтовых домкратов для устранения перекосов и прогибов.
Деформированные поверхности ремонтируют путем механического или термического воздействия на металл, а также заполнением вмятин быстрозатвердевающими пластиками или припоем.
Правка кузова механическим воздействием предусматривает работы по растяжке, выдавливанию и рихтовке деформированных частей кузова для придания им первоначальных форм и конфигураций.
Правку детали кузова выполняют в горячем и холодном состоянии. Для правки и рихтовки кузова применяют комплект инструментов и приспособлений, в который входят ручные инструменты, гидравлические цилиндры с насосом и приспособления для вытяжки поврежденных мест.

Рис. Комплект инструментов и приспособлений для ремонта кузова:а – молотки; б – киянки; в – специальные оправки; г – поддержки

Рис. Комплект приспособлений для правки кузова:1 – оправка для вытягивания вогнутых деталей; 2, 3 – самозакрепляющие гидравлические зажимы; 4 – оправка с зубцами для захвата; 5 – гидравлическая струбцина; 6 – двойной захват; 7 – устройство для правки кузова; 8 – гидравлический насос; 9 – натяжной цилиндр с захватами; 10 – натяжной цилиндр с вытягивающим устройством

Рис. Устранение выпучин в панелях кузова без нагрева:а – участок панели с выпучиной; б – схема направления удара молотком;1 – выпучина; 2 – панель; 3 – участки панели, подлежащие растягиванию рихтовкой с помощью молотка; 4 – кривизна панели после правки выпучины
Устранение выпучин в холодном состоянии основано на растяжении металла по концентрическим окружностям или по радиусам от выпучины к неповрежденной части металла. При правке образуется плавный переход от наиболее высокой части выпучины к окружающей ее поверхности панели.
Для этого в направлении от металла, окружающего выпучину, к выгнутой части поверхности наносят молотком серию последовательных ударов по кругу. По мере приближения молотка к границе выпучины силу удара уменьшают. Чем больше число окружностей на панели при рихтовке, тем плавнее получится переход от выпучины к неповрежденной части металла.
Правку деформированных поверхностей выполняют с помощью киянки и фасонных плит или наковален специального профиля.

Рис. Восстановление формы деталей с помощью рихтовочного инструмента
Правку в нагретом состоянии производят двумя способами:
- нагревом с последующим охлаждением
- нагревом с осаждением металла ударным воздействием
Нагрев и быстрое охлаждение выпуклости основаны на использовании процессов расширения и усадки металла. Нагрев металла осуществляют угольным электродом сварочного аппарата или пламенем газовой горелки. При нагреве небольшой круг металла быстро разогревается докрасна, пластичность металла при этом возрастает. Так как расширению нагретого металла препятствует менее нагретый окружающий металл, увеличение объема нагретого металла происходит за счет его утолщения. При охлаждении металл сжимается, его объем уменьшается, но удерживается расположенным вокруг холодным металлом. Так как металл имеет температуру, не соответствующую максимальной пластичности, то, сжимаясь, он поглощает небольшую часть окружающего металла. Ускорения процесса осадки металла добиваются уменьшением скорости распространения тепла создавая вокруг нагретой части металла кольцо из мокрой ткани, выстукиванием границ точки металла, нагретого докрасна, а затем и самой нагретой точки киянкой или рихтовочным молотком.
Резкое охлаждение нагретого участка кузова производят смоченным водой тампоном из асбеста или ветоши. Охлаждение металла приводит к нужной осадке и принятию поверхностью кузова требуемого профиля. При устранении выпуклости данным методом поверхность охлаждают в последовательности, указанной на рисунке:

Рис. Последовательность охлаждения нагретой поверхности кузова с выпуклостью
Нагрев выпуклости (вмятины) и осадку металла производят в такой последовательности. Металл разогревают докрасна (диаметр круга при разогреве не более 10 мм при толщине металла 0,6…0,8 мм). Под нагретый участок устанавливают ручную наковальню. Киянкой при устранении выпуклости или молотком-гладилкой при устранении вмятины выстукивают не покрасневший металл вокруг нагретой точки, а затем нагретую точку.
Последовательность предварительного нагрева и нанесения ударов при устранении обширных выпуклостей (вмятин) зависит от формы выпуклости. Если выпуклость круглая, то точки ударов 1…4 располагают по спирали в направлении от периферии к центру, если выпуклость длинная и узкая, точки ударов 1…16 располагают узкими рядами.

Рис. Последовательность нагрева и охлаждения металла при устранении выпуклостей
Устранение вмятин в труднодоступных местах производят с помощью рычагов, опорных плит и специального приспособления ударного типа. На рисунке приведены схемы правки и примеры исправления элементов кузова с использованием рычагов.

Рис. Устранение вмятин в труднодоступных местах рычагами:а – исправление деформированного участка с помощью рычага-прижима; б – исправление вмятин с помощью молотка и рычага-прижима; в – ввод рычага-прижима ударом молотка между деформированной частью панели и короба; г – примеры исправления вмятин под усилителями капота, каркасом двери и в скрытой полости переднего крыла
Вмятины, расположенные под усилителями, устраняют плоскими рычагами. Выштамповки и ребра жесткости на открытых участках восстанавливают с помощью опорных плит и специального зубила. Заломы и вмятины панелей дверей, а также крыльев выправляют рычагами, используя в качестве опоры внутренние элементы панелей капота, дверей, щитка брызговика и т. д.
Неровности на панелях можно выравнивать с помощью полиэфирных шпатлевок, термопластика, эпоксидных мастик холодного отверждения, припоя. Полиэфирные шпатлевки образуют надежные соединения с панелями, зачищенными до металла. Это двухкомпонентные материалы, содержащие ненасыщенную полиэфирную смолу и отвердитель, который является катализатором для быстрого отверждения смеси независимо от толщины слоя шпатлевки. Время сушки при температуре 20 ‘С составляет 15-20 мин. При этом нет необходимости наносить несколько слоев шпатлевки, что сокращает продолжительность ее нанесения.
Термопластик выпускается в виде порошка. Эластичные свойства, необходимые для его нанесения на металлическую поверхность панели, он приобретает при температуре 150-160 ‘С. Поверхность, подлежащую заполнению, тщательно очищают от ржавчины, окалины, старой краски и других загрязнений. Для лучшей адгезии рекомендуется на поверхности металла создать шероховатости с помощью абразивного инструмента. Для нанесения термопластика участок, подлежащий выравниванию, нагревают до температуры 170-180 ‘С и наносят первый тонкий слой порошка, который укатывают металлическим катком, затем наносят второй слой и так до заполнения неровности. Каждый слой укатывают до получения монолитный пластичной массы. После отверждения слой зачищают и выравнивают шлифовальной машинкой.
Пораженные коррозией участки панелей кузова можно ремонтировать эпоксидными мастиками холодного отверждения, которые обладают высокой адгезией, достаточной прочностью и легко наносятся на поврежденные участки.
Припои ПОССу-18, ПОССу-20 применяют для выравнивания участков, наращивания кромок деталей и устранения зазора. Для предотвращения коррозии металла лучше применять бескислотный способ нанесения припоя.
Для устранения перекоса кузовов средней, повышенной или особой сложности используют передвижные силовые устройства и универсальные стенды.
Правку кузовов на стендах или передвижных устройствах следует осуществлять с учетом ряда рекомендаций.
Перед растяжкой производят крепление силового устройства, располагая его на центральной оси перпендикулярно к деформированному участку.
Цепь крепят в центре деформированного участка с помощью зажимов; если лист панели, подвергаемой правке, ослаблен, то к нему приваривают усилительную пластину. Цепь прикрепляют перпендикулярно к вертикальному рычагу устройства, точно соблюдая ось правки и принимая во внимание то, что наибольшее усилие развивается на головке силового цилиндра.

Рис. Установка устройства для правки кузова на автомобиле
По мере увеличения высоты закрепления цепи на рычаге усилие на штоке гидроцилиндра плавно уменьшается. Минимальное усилие растяжения создается на верхнем конце вертикального рычага. Растяжку начинают при минимальном ходе штока гидроцилиндра. Угол, образуемый вертикальным рычагом с горизонтальной балкой устройства, должен быть острым, что позволяет производить растяжку, не укорачивая цепь.
Устранение деформаций кузовов производят в следующем порядке:
- определяют места приложения усилия для устранения перекоса и подбирают необходимые захваты и упоры из комплекта приспособлений
- определив место приложения и направление усилия для устранения перекоса, закрепляют в этом направлении устройство для правки кузова
- устанавливают и закрепляют в проеме винтовые растяжки или гидроцилиндр с необходимыми удлинителями, захватами и упорами
- устанавливают и закрепляют цепь силового органа одним концом за закрепленный захват или зажим, а другим за силовой рычаг; при этом цепь должна быть предварительно натянута и иметь угол наклона, определяемый необходимым направлением растягивающего усилия
- с помощью силового органа производят вытяжку (выдавливание) поврежденной детали или узла; выдавливание поврежденных деталей производят изнутри кузова с помощью силовых растяжек или гидравлических устройств
- после снятия нагрузки силовых приспособлений проверяют геометрические параметры кузова

Рис. Правка проема задней двери
ustroistvo-avtomobilya.ru
Выравнивание кузова автомобиля
Приветствую Вас на блоге kuzov.info!
В этой статье рассмотрим некоторые аспекты выравнивания аварийного кузова автомобиля.
При объяснении принципа выравнивания кузова после деформации можно часто услышать, что для выпрямления повреждённого кузова нужно приложить такую же силу, которая подействовала на кузов при аварии, только в противоположном направлении. Это утверждение истинно, но имеет некоторые тонкости.
Сложно точно определить количество силы и направление её приложения. Даже если это возможно, момент силы воздействия на кузов при аварии и более медленное вытягивающее усилие не одинаковы. Также, повреждённые элементы кузова имеют другие характеристики металла, в сравнении с целой, не повреждённой деталью. Они уже будут реагировать на приложение усилия по-другому.
Сила, полученная машиной в аварии – это мгновенная сила. Таким образом, даже если машина не закреплена, она не начнёт двигаться, а деформируется. В контраст этому, сила при ремонте прилагается медленно. Эта сила имеет более широкий эффект, чем сила, приложенная при аварии.
Измерение
При смещениях структурных элементов изменяются зазоры между панелями кузова. По зазорам можно понять в какую сторону произошло смещение. Чтобы узнать точнее, необходимо делать замеры.
Кузов автомобиля имеет множество симметричных точек. Делая диагональные измерения, можно понять, где и насколько произошло отклонение. Нужно также измерять и учитывать изменение несущих элементов кузова по высоте. Более подробно об измерениях можно прочитать в другой статье.
Закрепление автомобиля перед вытягиванием
Поврежденный кузов нужно закрепить, чтобы он оставался на месте во время вытягивания повреждения. Закрепление должно быть достаточно надёжным, чтобы выдержать вытягивающее усилие. Для этого используют постановку на стапель или закрепляют кузов цепями за петли или другие стационарные элементы в мастерской оборудованной ими заранее, способные выдержать необходимую нагрузку.
Как определить направление вытягивания
Давайте рассмотрим пример повреждения передней левой части, по диагонали. Левая часть переда кузова вдавлена назад, в то время как остальная часть ушла вправо.
Так как удар был нанесён с переда, слева, по диагонали, то можно подумать, что вытягивающее усилие нужно прилагать также с переда, слева, по диагонали и так как деформированную часть немного подняло, то направление вытягивание должно быть направлено немного вниз. Однако, такой порядок вытягивания будет неправильным. Даже если такое повреждение тянуть с переда по диагонали, тянущая сила будет рассеиваться в направлении согнутой правой боковой части, а также из-за сопротивления всех прилегающих деталей. Если прилагать большее усилие, то можно получить дополнительную деформацию в месте вытягивания. Таким образом, в данном случае, диагональное направление вытягивания (противоположное направлению силы удара) неэффективно.

Этот пример показывает, что иногда, вне зависимости от направления деформации, направление вытягивания должно быть прямым в отношении структуры кузова. Тогда тянущая сила будет действовать наиболее эффективно. Это не исключает диагонального направления вытягивания. Нужно всегда стараться понять структуру повреждения и определить какое направление вытягивания наиболее эффективно.
Тянущие зажимы нужно устанавливать так, чтобы направление вытягивания и плоскость поверхности, на которой стоит зажим совпадали.
Возвращение металла назад после ослабления усилия
Когда прилагается тянущее усилие, деформированная часть кузова, которая должна выправляться, пружинит назад. Это происходит из-за эластичности листового металла и по причине уплотнения металла в месте деформации.
Дополнительная перетяжка
Учитывая тот факт, что металл значительно возвращается назад после ослабления усилия, нужно при вытягивании делать дополнительную перетяжку. То есть, даже если при вытягивании достигнуты нужные параметры размеров, нужно продолжать вытягивать ещё на несколько сантиметров. После ослабления эти сантиметры возвратятся обратно, и Вы получите нужные размеры или параметры расположения кузовных деталей.
Простукивание при вытягивании

Деформированная область, металл которой получил пластическую деформацию, становится очень жёсткой и не выправляется, даже если Вы растягиваете деталь со значительным усилием. Для выправления деформированного металла, нужно простукивать молотком область деформации во время вытягивания детали.
Не вытягивайте всё за один раз
Вытягивающее усилие не только выправляет деформированную область, но также воздействует на нормальный металл. Кроме того, при единичном большом усилии, неэластичный металл в зоне деформации может треснуть. Резкое вытягивающее воздействие создаст разрыв в металле, не вытянув его.
Нагрев при вытягивании
Если нагревать до определённой температуры место с пластической деформацией, излишняя жёсткость уменьшится и металл станет снова эластичным. Этот процесс называется отпуском металла. Нагретый металл становится более мягким и более податливым. Так ему легче возвратить первоначальную форму.
Однако, нагрев изменяет внутреннюю структуру металла, уменьшая его прочность.
Ремонт панелей кузова
Перед ремонтом необходимо помыть машину. Лучше отмыть весь автомобиль и особенно тщательно повреждённые панели. Из-за грязи и пыли сложно понять и определить структуру повреждения. Глянец на чистой детали, также, помогает лучше понять характер повреждения, в том числе второстепенные деформации, о которых было написано выше.
Простое правило ручной мойки машины – начать с крыши и закончить колёсами.
Определение повреждений кузова
- Визуальная проверка. Если лакокрасочное покрытие не повреждено, то можно визуально внимательно осмотреть кузовную панель при хорошем освещении. Лучше это делать на некотором расстоянии и под углом (глядя сбоку). Можно также менять угол обзора и следить за отражением лакокрасочного покрытия. При плохом освещении или недостаточном глянце можно намочить поверхность, что тоже поможет увидеть вмятины и выпуклости. Для сравнения можно сверяться с такой же панелью, расположенной с противоположной стороны.
- Проверка рукой. Когда деформация небольшая, то бывает достаточно сложно определить её. Имея опыт, можно почувствовать небольшие вмятины, проведя ладонью руки по поверхности. Использование перчатки или ткани поможет лучше ощутить неровности поверхности, чем голая рука. Ладонь нужно держать прямо и скользить по поверхности. Нужно двигать рукой поочерёдно в двух направлениях и сконцентрироваться на её ощущениях. Таким методом можно пользоваться для определения неровностей до и в течение ремонта.

- Выявление неровностей шлифованием. Если использовать орбитальную шлифовальную машинку, чтобы слегка отшлифовать место повреждения, то краска останется нетронутой в ямках и полностью отшлифуется в выпуклостях. Даже после полного удаления краски, шлифование будет оставлять на металле следы, помогая определить, где осталась ямка, а где выпуклость. Такую процедуру лучше делать, равномерно двигая шлифовальной машинкой по ремонтной области, не задерживаясь на одном месте и сильно не надавливая на кузовную панель. Можно, также, использовать шлифовальный брусок со среднезернистой шлифовальной бумагой.
- Проявочное покрытие используется для определения неровностей в процессе ремонта. Принцип тот же, что и в предыдущем пункте, только проявочное покрытие позволяет сделать неровности более контрастными и более заметными. Проявочное покрытие может использоваться и в процессе выравнивания шпаклёвки. При рихтовании лучше применять такое покрытие, наносимое из аэрозольного баллончика, а при выравнивании шпаклёвки можно применять и порошок.
- Можно определять наличие вмятины, прислоняя к поверхности линейку.
Типы деформации панелей кузова
В целом повреждение можно разделить на прямое (или главное) и второстепенное. Главное повреждение содержит точку контакта удара. Обычно это самое глубокое место повреждения. Главное повреждение обычно не такое большое, как второстепенное, которое имеет более широкую область. Деформация может включать серию вмятин, изгибы, распределённые по поверхности, складки, которые делают металл более жёстким и удерживают структуру деформации. Перед началом ремонта важно определить направление силы удары, чтобы при ремонте приложить вытягивающее усилие в противоположном направлении.

Непрямое (второстепенное) повреждение возникает из-за того, что металл утягивается вместе с главным повреждением. Размер второстепенного повреждения зависит от силы удара.
Металл на границах второстепенного повреждения может выступать над общим уровнем плоскости панели. Если край второстепенной деформации жёсткий и не выправляется при несильном нажатии, значит в этом месте произошла пластическая деформация, о которой будет написано ниже. В этом случае, выправление вмятины нужно начинать с второстепенного повреждения, постепенно переходя к главному. В примере, приведённом на фотографиях выше при ударе задет край панели, который должен выправляться одним из первых при рихтовании. Таким образом, можно выправить край и перейти к второстепенному повреждению, а главная вмятина, в этом случае, выправляется в последнюю очередь.
Отличие упругой от пластической деформации
Когда панель получает удар, то образуется либо упругая, либо пластическая деформация. Упругая деформация исчезает после снятия нагрузки. Металл возвращается в своё первоначальное положение. Однако, пластическая деформация останавливает металл от восстановления первоначальной формы.
Таким образом, правильный ремонт должен выправлять зоны пластической деформации, а упругая деформация уйдёт после устранения пластической. Это элементарно, но очень важно знать и уметь отличать один вид деформации от другого. Если же во второстепенном повреждении произошла пластическая деформация, то выправление нужно начинать именно с этого второстепенного повреждения (как в примере выше).
Края упругой деформации не чёткие и визуально не заметны. Это обычно плавные неровности. Если такую вмятину нажать с обратной стороны, то она меняет свою форму. В противоположность этому, при пластической деформации Вы, вероятнее всего, найдёте острые углы и повреждение краски. При нажатии такого повреждения с обратной стороны, деформированная часть останется неизменной, в то время как прилегающие области панели будут двигаться от воздействия.
Пластическую деформацию листовой металл приобретает на заводе при штамповании, а также в результате аварии.
Вмятины на выпуклых панелях
Вмятины на выпуклых панелях бывает достаточно легко выправить. Выпуклые панели имеют «память» и металл будет стараться вернуться в первоначальное состояние. Это «память», полученная при штамповании детали кузова. Нужно только помочь ей.
На выпуклых панелях удар создаёт небольшую напряжённую область вокруг вмятины, выражающуюся выступом над поверхностью, которую нужно простукивать при выправлении вмятины.
Методы выправления для разных повреждений
- Для вытягивания силовых элементов кузова применяют специальные зажимы, которые применяются с цепями и гидравлическим оборудованием или лебёдкой.
- При необходимости применения значительного усилия применяется гидравлическая растяжка. Она, в основном, используется для выправления силовых элементов кузова. Внешние панели, в большинстве случаев, ремонтируются ручными инструментами.
- При доступе с обеих сторон повреждённой панели применяются молотки, гладилки, поддержки (контропоры), рычаги.
- Для выправления деформаций с ограниченным доступом к обратной стороне применяются молоток обратного действия и всевозможные пуллеры вместе со споттером, которым привариваются различные тянущие элементы к месту ремонта. Споттер хорошо применять для длинных узких повреждений, которые имеют ограниченный или не имеет вовсе доступ к обратной стороне панели; для множества мелких повреждений; для выправления рёбер жёсткости, в особенности на панелях, имеющих ограниченный доступ к обратной стороне панели.

- Специальная надувная подушка (air bladder) может быть установлена внутри дверей и труднодоступных мест задних крыльев для выдавливания больших вмятин.
- Современные клеевые системы также позволяют выправлять вмятины без доступа к обратной стороне повреждённой детали и могут использоваться как для безпокрасочного ремонта, так и для предварительного вытягивания повреждений, требующих дальнейшего окрашивания.
- Для вытягивания вмятин без повреждения краски также применяются специальные вакуумные присоски. Такие присоски хорошо вытягивают «плавные» вмятины с небольшой пластической деформацией.
- Маленькие вмятины можно выправить, разглаживая их специальным инструментом для беспокрасочного ремонта вмятин (PDR). Для этого достаточно небольшого зазора, чтобы получить доступ инструмента к обратной стороне вмятины. Более подробно о принципах и приёмах PDR технологии можете прочитать здесь.
Рихтование повреждённых панелей при помощи молотка, гладилки и поддержки
- Сначала нужно выправить края и рёбра жёсткости панели, так как они влияют на общую структуру и форму панели. Повреждённые рёбра жёсткости и края будут искажать смежные с ними области.
- Перед применением молотка и других рихтовочных инструментов деформированное место нужно попытаться выдавить или не сильно ударить в самую глубокую точку деформации с обратной стороны при помощи поддержки (контропоры). При обширном повреждении может понадобиться выдавить несколько областей. В некоторых случаях можно выдавить или выбить деформацию рукой с обратной стороны, практически без дополнительного рихтования. Для первоначальной постановки формы повреждённой панели, можно также применять различные обрезиненные или деревянные киянки. Также, иногда удобно простучать повреждение молотком через деревянный брусок нужной длины.
- Перед рихтованием нужно, по возможности, убрать все детали, препятствующие удобному доступу.
- Последовательность рихтовки может отличаться, в зависимости от структуры повреждения.

- Молоток с поддержкой применяются при наличии доступа с двух сторон панели. Поддержка и молоток должны соответствовать контуру панели или быть максимально похожими. Применяются основные две техники – «поддержка под молотком» и «поддержка вне молотка». Более подробно об этом написано здесь. Работая молотком, нужно бить по ровной траектории, без смещений вправо-влево, чтобы боёк на поверхность попадал ровно. Нужную силу удара молотка нужно определить экспериментальным путём. Это зависит от толщины металла и степени повреждения. Начать нужно с лёгких ударов и, при необходимости, увеличить силу удара. Некоторые поддержки имеют специальную форму для более удобного размещения в узких местах. Поддержку нужно держать легко, сильно не зажимая. В некоторых случаях можно её наносить несильные удары с обратной стороны панели.
- Различные приёмы рихтовки и техники использования подложки и других рихтовочных инструментов чаще всего применяются в комбинации. При рихтовке повреждения нужно воздействовать периодически на все области повреждения, а не зацикливаться на одном месте. Так, деформация будет выправляться постепенно и равномерно, не растягивая металл. Ошибкой при рихтовании является попытка с одного удара молотком вернуть вмятину в первоначальное состояние. Лучше нанести множество лёгких ударов, чем несколько сильных. Нужно набраться терпения. Рихтование должно происходить постепенно, с обдумыванием каждого действия.
- Количество силы, прилагаемой при выправлении повреждения, зависит от структуры этого повреждения. При рихтовке молотком, его вес имеет значение. Даже не сильные удары тяжёлым молотком могут растянуть металл, что потребует его дальнейшее осаживание. Начинать надо с лёгких ударов и, по мере необходимости, увеличивать силу воздействия до определённых пределов. Рихтуя молотком, нужно наносить множество быстрых скользящих движений с надавливающим действием. Не нужно ускорять работу, слишком увеличивая силу удара.
- Способность контролировать силу удара рихтовочным молотком приходит с опытом. Важно научиться базовым принципам и много практиковаться. Нужно работать молотком, используя только движение запястьем. Движение предплечья, при этом, не задействуется.

- Если повреждение значительное, то вместо прямого удара в центр, нужно делать множество лёгких ударов от периферии к центру по спирали. Таким образом, при приближении к центру вмятины, деформация ослабнет. Такая методика рихтовки соответствует логики возвращения повреждения в порядке, противоположном его возникновению. Последними при повреждении возникли именно второстепенные повреждения, с них и нужно начинать рихтовку. Если сразу пытаться выправить главную деформацию, тогда выправленный металл вокруг останется неровным.
- Большое преимущество гладилки заключается в том, что она при ударе воздействует на большую площадь одномоментно и сила удара распределяется более равномерно, в отличие от молотка. Гладилку и подходящую поддержку удобно использовать при финишном разравнивании панели, так как она способна разравнивать даже небольшие неровности и не растягивает металл.
- Мелкие вмятины можно выбивать острым концом молотка, без поддержки.
Регулировка зазоров
При регулировке зазоров кузова не должно быть никаких перекосов, за счёт, к примеру, домкрата, установленного с одной стороны машины. Лучше, чтобы автомобиль стоял на колёсах.
Зазоры лучше отрегулировать до покрасочных работ, чтобы потом случайно не поцарапать свежеокрашенную поверхность. Даже если панели кузова будут окрашиваться не на машине, лучше сначала всё выставить и где-то подогнуть, если требуется. Потом, с уверенностью, что всё нормально встаёт на свои места, можно красить.
При регулировке всех зазоров кузова, начните с дверей. Отрегулируйте и сделайте ровными и одинаковыми зазоры между задними крыльями и передней и задней дверью. Передние двери лучше регулировать со снятыми передними крыльями, для лучшего доступа к шарнирам. Далее капот с передними крыльями. Иногда, при трудности расположения панели в одной плоскости с прилегающей панелью, бывает необходимо воздействовать на крепление шарнира. Для этого можно подложить деревянный брусок нужного размера и прикрыть панель, прижав брусок. В таких случаях нужно быть очень осторожным, чтобы не переборщить и не повредить кузовную деталь. Этот приём иногда помогает выставить в нужной плоскости крышку багажника и капот.
При установке новой панели, иногда её требуется немного подогнуть, чтобы все её части были в одной плоскости с прилегающими панелями. Панель «перегибается» с нужного края. Это не вызывает деформации детали и осуществляется даже на заводе, при регулировке посадки панелей.
Ещё интересные статьи:
kuzov.info
Ремонт кузова автомобиля своими руками: технология » АвтоНоватор
Ремонт кузова автомобиля включает в себя несколько направлений устранения дефектов на одном из основных элементов конструкции авто. Начнем с того, что ремонт кузова подразделяется на полный ремонт и локальный ремонт кузова, когда вы приводите в порядок отдельные детали кузова.
Ремонт кузова с последующей покраской кузова или деталей
Если с полным ремонтом кузова нам более менее всё понятно, то локальный ремонт кузова или отдельных его деталей стоит рассмотреть более подробно. Для тех автовладельцев, которые дружат со сварочным и покрасочным оборудованием провести полный ремонт кузова своими руками, не составит особых трудностей.

Для тех же, кто сомневается в своих способностях, в принципе не составит труда провести локальный ремонт кузова, особенно с учетом многочисленных материалов, и инструкций, которые существуют сегодня в сети.

Перед тем, как приступить к ремонту кузова своими руками нужно уяснить для себя, что вы в итоге хотите получить на выходе. Вернее, начать с оценки состояния кузова автомобиля и его отдельных элементов. Итак, что же входит в понятие ремонт кузова, и какова технология ремонта кузова своими руками.
 Технология ремонта кузова автомобиля с покраской:
Технология ремонта кузова автомобиля с покраской:
- Устранение очагов коррозии. Этот вид ремонта производится при помощи сварочного оборудования, когда в прогнившие места кузова вваривается металлическая «заплатка». Аналогичный вид ремонта можно производить и без помощи сварки. Восстановление поверхности производится при помощи составов на основе эпоксидных смол и стеклоткани. Эффект ничуть не ниже. Такой способ применяется при наличии небольших по площади очагов (отверстий) в кузове.
- Ремонт пластиковых частей кузова. Этот вид ремонта производится с помощью стеклоткани и эпоксидных смол. Предварительно, если, например, треснул пластиковый бампер технология ремонта позволяет произвести пайку трещины, но затем, все же, для надежности требуется произвести проклейку сваренных краев трещины изнутри.
- Замена или ремонт алюминиевых деталей кузова. В этом случае вряд ли вы сможете произвести ремонт кузова автомобиля своими руками, т.к. для ремонта алюминиевых деталей потребуется аргонная сварка. Хотя, мастерство автовладельцев и наличие оборудования сегодня ничем не ограничено.
- Устранение незначительных сколов и царапин кузова своими руками. Производится при помощи «автокарандаша» либо полироли. Благо и в этих средствах сегодня нет дефицита. В любом магазине автохимии вам предложат массу вариантов на выбор. Боле глубокие повреждения лакокрасочного покрытия устраняются при помощи грунтовки, шпатлевки и аэрозольной краски. При этом типе ремонта уже должна соблюдаться технология покраски кузова автомобиля.
Ремонт кузова без покраски
- Такой тип ремонта подразумевает отсутствие значительных повреждений деталей кузова. Ремонт авто без покраски чаще всего применяется при устранении царапин и сколов, которые повредили лишь верхний слой лака.
- Так же сегодняшнее непрофессиональное оборудование позволяет производить ремонт вмятин без покраски автомобиля. Вы понимаете, что речь идет о небольших по площади вмятинах, когда не требуется применение профессионального стенда для вытяжки. Устройство для удаления вмятин доступно в продаже и включает в себя: присоски, механизм для вытяжки и клей. Присоска приклеивается на вмятину и через определенное время, указанное в инструкции производителя, производится вытяжка вмятины наружу. Технология проста и не требует особой квалификации.
- К ремонту кузова без покраски можно смело отнести полировку кузова своими руками. Дело не трудное, но требующее терпения и времени. Самостоятельная полировка кузова или его элементов позволит сэкономить вам определенные средства.

Таким образом, вы сами в состоянии провести локальный ремонт кузова автомобиля своими руками при его незначительных повреждениях, как технологических, так и эстетических.

Почему делается акцент на ремонт кузова своими руками? Причина проста. На сервисах, не умаляя их достоинств и профессионализма работников, вам, скорее всего, будут предлагать провести ремонт кузова с покраской или замену всей детали кузова. Им не выгодно производить ремонт одной-двух царапин.

А вам, в свою очередь, дешевле купить «карандаш» или полироль и устранить замеченные дефект.
Удачи вам, любители своего автомобиля.
Оцените статью: Поделитесь с друзьями!carnovato.ru
2.4 Основные неисправности кузова автомобиля
| № п/п | Неисправность | Причина неисправности | Способы устранения |
| 1 | Вмятины на деталях кабины и оперения. | Остаточной деформации металла при ударах. | Методом вытягивания. |
| 2 | Износы отверстий и поверхностей. | Результат трения деталей при движении автомобиля. Ускоренному износу способствует ослабление крепления деталей. | Заварка отверстий, наплавкой поверхностей или замена изношенного участка детали. |
| 3 | Нарушение целостности металла (трещины, разрывы и пробоины, обрывы). | Перенапряжение металла в результате ударов и изгибов, а так же вследствие непрочного соединения узлов и деталей. | Сварка, постановка заплат, вставок, замена части детали или полная замена детали. |
| 4 | Нарушение сварных, клепанных и болтовых соединений. | Результат действия на кабину и определение знакопеременных нагрузок при движении автомобиля. | Сварка, клепка, восстановление резьбы и заменой болтов. |
| 5 | Деформации узлов или профиля. | Либо результат длительного воздействия нагрузок при нормальной эксплуатации автомобиля, либо результат аварийных повреждений. | Прогибы и перекосы устраняют правкой с помощью механических или гидравлических приспособлений, скручивание деталей устраняют правкой или заменой детали, а растянуты или стянутые поверхности правят холодным способом или с нагревом. |
| 6 | Коррозия металлических частей. | Нарушение лакокрасочных покрытий, механических воздействий, нарушение технологии окраски при ремонте автомобильной техники. Коррозия бывает равномерная, когда металл разрушается равномерно по всей поверхности, или местная, тогда металл разрушается на отдельных участках. Местная коррозия обнаруживается по темным местам или черным точкам на металле и является наиболее опасной, так как в короткий срок приводит к разрушению металла с образование сквозных отверстий. | Устраняется химическим или механическим способом, постановкой заплат, заменой части детали, пораженной коррозией. |
2.5 Мероприятия по охране труда, охране окружающей среды и противопожарные мероприятия на кузовном участке Охрана труда
К самостоятельной работе слесарем по ремонту автомобилей (далее-слесарем) допускаются лица не моложе 18 лет, имеющие профессиональную подготовку и прошедшие: - предварительный медицинский осмотр. При уклонении от прохождения медицинских осмотров работник не допускается к выполнению трудовых обязанностей;
-Обучение безопасным методам и приёмам труда и проверку знания безопасности труда;
-Вводный инструктаж;
-Первичный инструктаж на рабочем месте.
К работе с электрифицированными инструментом и оборудованием допускаются слесари, прошедшие соответствующее обучение и инструктаж, имеющие 1 квалификационную группу по электробезопасности.
Выполнение работ, не связанных с обязанностями слесаря, допускается после проведения целевого инструктажа. Слесарь обязан: Соблюдать нормы, правила и инструктаж по охране труда, пожарной безопасности и правила внутреннего трудового распорядка. Правильно применять коллективные и индивидуальные средства защиты, бережно относится к выданным в пользование спецодежде, спецобуви и другим средствам индивидуальной защиты.
Немедленно сообщать своему непосредственному руководителю о любом несчастном случае, происшедшем на производстве, о признаках профессионального заболевания, а так же о ситуации, которая создает угрозу жизни и здоровью людей. Выполнять только порученную работу. Выполнение работ повышенной опасности производится по наряду-допуску после прохождения целевого инструктажа. Запрещается употреблять спиртные напитки, а так же приступать к работе в состоянии алкогольного или наркотического опьянения.
Курить разрешается только в специально оборудованных местах. Опасными и вредными производственными факторами для слесаря при ремонте автомобиля являются: токсичные, горючие жидкости, смазочные материалы и их испарения;
-выхлопные газы двигателя;
-электрический ток;
-движущиеся части узлов и агрегатов;
-острые кромки деталей, узлов, агрегатов, инструмента и приспособлений. Спецодежда и другие средства индивидуальной защиты выдаются согласно Типовым отраслевым нормам.
Противопожарная защита и мероприятия по охране окружающей среды:
По степени пожарной опасности агрегатное отделение относится к категории В.
Внутри здания 2 и 3 степени огнестойкости в помещении предусмотрены несгораемые стены, перегородки и покрытия с пределом стойкости не менее 75ч. Предел огнестойкости внутренних дверей так же не менее 75ч. Стены и перегородки помещения оштукатурены цементным раствором. Панели стен на высоту 1,8 м облицовывают глазурной плиткой. Стены выше панели и потолки загрунтованы и окрашены краской в соответствии с Указаниями по рациональной цветовой отделки производственных помещений и технологического оборудования. Цветовая отделка поверхностей выбирается с учётом особенностей климата, технологического назначения помещения, условий работы, характера освещения помещения требований техники безопасности и охраны труда.
Высота помещения от пола до потолка согласно санитарным условиям не менее 4,5 м. такая высота обеспечивает необходимый объем воздуха для работающих. При этом исключается возможность образования повышенной концентрации окиси углерода и других продуктов сгорания, паров бензина, воды и др. материалы для устройства полов обеспечивают гладкую, но нескользкую поверхность, удобную для очистки, и удовлетворяет гигиеническим и санитарным, эксплуатационным требованиям данного помещения. Пол сделан из цементобетона с отделкой из мраморной крошки, такой пол гигиеничен, легко убирается и моется, хорошо отражает свет.
Отопление производственного помещения централизованное водяное. Водяное отопление гарантирует наиболее стабильную температуру воздуха.
Система отопления должна обеспечивать равномерный нагрев воздуха в помещении местное регулирование и выключение, удобство в эксплуатации, а так же доступность для ремонта.
При проектировании системы отопления расчетные параметры воздушной среды принимают в соответствии с указаниями по проектированию и отоплению отопления и вентиляции предприятий по обслуживанию автомобилей.
Вентиляция в помещении приточно-вытяжная. Предельно допустимая концентрация окиси углерода в воздухе рабочей зоны 20 мг/м3. Анализ воздуха на содержание выбросов токсичных веществ осуществляют регулярно в сроки, согласованные с организацией санитарного надзора. Воздух, поступающий в помещение в холодное время года, подогревают калориферами, установленными на магистрали приточной вентиляции, до температуры 16-18оС. Естественный приток воздуха на участок в холодное время года устраивают только при достаточных избытках тепла, способного нагревать приточный воздух, поступающий в рабочую зону, до температуры 8-14оС. В теплое время года приток воздуха должен быть преимущественно естественным, а температура воздуха в помещении не5 превышает более чем на 5оС наружную температуру воздуха в тени. В отделение проведен сжатый воздух для различного технологического оборудования. Воздухопровод монтируют из стальных воздухо-газопроводных труб диаметром 0,5”. Разборные вентиляции устанавливают на высоте 0,9 – 1,1 м от уровня пола.
Воздухопроводы проложены в подземных каналах с возможностью температурного расширения.
Естественное освещение в помещениях производственных участков обеспечивается через окна в наружных стенах. Отношение площади световых проёмов к площади пола -0,25. Естественное освещение зависит от следующих условий: количества и размера окон, конструкции и цветовой окраски переплётов окон и фрамуг, окраски стен, потолка, оборудования, затенения окон в результате неправильной расстановки оборудования или стоящими зданиями и сооружениями.
Для поддержания естественной освещенности в заданных пределах осуществляют регулярную очистку стекол световых проемов не реже 2-х раз в год, а внутреннюю окраску обновляют не реже 1-го раза в 2 года. Общее и местное искусственное освещение в помещениях производственных участков должно обеспечивать необходимую освещенность ремонтируемых узлов и деталей на рабочем месте, не оказывая слепящего действия на работающего.
Напряжение для питания светильников, тип светильников и проводки, а так же электродвигателей и пусковой аппаратуры выбирают в соответствии с классификацией помещений и согласно правилам устройства электроустановок помещений производственных участков.
Для помещений и наружных технологических установок категории А, Б и В по взрывопожарной и пожарной опасности предусматривается запас песка 0,5 куб. метра на каждые 500 кв. метров защищаемой площади.
Как правило, примерный расчет количества можно произвести исходя из норматива: 1 кг огнетушащего нв 25 кв. метров защищаемой площади.
В выбранном огнетушителе (ОП-3) 3 кг огнетушащего вещества, следовательно на 1 м2 необходимо 0,04 огнетушителя, или один огнетушитель на 75 м2.
studfiles.net
Самостоятельный кузовной ремонт
Выполнить кузовной ремонт самостоятельно в условиях гаража непросто, поскольку данная процедура включает несколько этапов, каждый из которых требует специализированного инструмента и знания новых технологий кузовного ремонта. Однако задача эта не является невыполнимой. Данный раздел содержит множество рекомендаций по выполнению различных видов кузовных работ с фото основных этапов. Для начинающих или малоопытных автолюбителей могут оказаться полезными видео уроки кузовного ремонта авто.
Виды кузовного ремонта
Самостоятельные кузовные работы в зависимости от дефектов можно разделить на несколько видов: Сложный ремонт кузова автомобиля своими руками включает такие этапы, как правка кузова, рихтовка средних и больших вмятин, замена элементов кузова, сварка кузова полуавтоматом, восстановление геометрии автомобиля. Лучшее представление данных работ дает видео ремонта кузова авто.
Диагностика кузова самостоятельно
Перед тем, как самому сделать кузовной ремонт, необходимо провести качественную диагностику кузова и выявить все проблемные участки. Особенно это актуально перед покупкой автомобиля, поскольку ремонт кузова любого авто, будь то Волга или ВАЗ 2109, даже своими руками может вылиться в немалую копеечку. Как же проверить геометрию кузова авто и выявить дефекты? Для этого производится скрупулезный осмотр авто.- Осмотр лакокрасочного покрытия. Необходимо внимательно просмотреть, нет ли цветовой неоднородности, переходов одного цвета в другой. Причем изучать нужно не только внешние элементы кузова, но и внутренние, такие, как пол салона или багажника, центральные стойки. Перекрашенные стойки говорят о том, что, скорее всего автомобиль побывал в серьезной аварии и нарушена геометрия кузова. Также необходимо выявить места сколов и царапин ЛКП.
- Проверка зазоров. Симметричные зазоры между элементами кузова должны быть одинаковыми с каждой стороны. В противном случае велика вероятность того, что авто побывало в серьезном ДТП.
- Лонжероны. В передней и задней части авто лонжероны не должны иметь следов перекраски, геометрических неровностей, следов сварки, иначе можно сделать вывод о нарушении геометрии.
- Двери салона и крышка багажника. Каждая дверь должна закрываться с одинаковым усилием, герметичный уплотнитель должен ровно лежать по краям.
- Сварные швы. Они должны быть небольшими и ровными. На кузовных элементах чаще всего применяется точечная сварка. Неаккуратная сварка говорит о том, что части кузова подвергались серьезному ремонту или замене.
- Крепеж. Болты, которыми соединяются элементы кузова, не должны иметь следов от гаечных ключей, иначе можно говорить о том, что кузов подвергался ремонту со снятием или заменой элементов.
Мелкий кузовной ремонт своими руками
В процессе эксплуатации авто постоянно подвергается воздействию окружающей среды. Дождь, град, солнечное излучение, снег, ветер, камушки – все это негативно влияет на качество лакокрасочного покрытия. В результате на кузове образовываются дефекты. Если их вовремя не устранить, они могут стать очагами коррозии. Именно в этом случае понадобится мелкий ремонт кузова автомобиля.Мелкий самостоятельный ремонт кузова легкового автомобиля целесообразен, если гарантийный срок обслуживая авто исчерпан. Он не потребует дорогостоящих инструментов или оборудования, достаточно набора, который есть в каждом гараже: угловая шлифмашинка, шпатель, губки.

Чаще всего локальный кузовной ремонт сводится к ремонту сколов или царапин. Удаляются они шпатлеванием. Специализированных навыков для этого процесса не требуется. Сначала дефектное место автомобиля необходимо тщательно вымыть с мылом либо автошампунем. Затем царапина или скол обезжиривается Уайт-Спиритом, можно также использовать для этого бензин.
Затем можно наносить шпатлевку, для чего нужно использовать мягкий шпатель. Также можно нанести ее пальцем. Использовать необходимо специальную шпатлевку, предназначенную для кузовных работ. Посмотрите ниже видео, как правильно выполняется процесс шпатлевания.
Послы высыхания зашпаклеванное место повреждения нужно зашкурить мелкозернистой наждачной бумагой, удалить остатки пыли, загрунтовать и проводить локальную покраску.
Сложный кузовной ремонт своими руками
Причина, при которой возникает необходимость полного кузовного ремонта, чаще всего одна – это серьезное ДТП. При этом могут наблюдаться следующие дефекты:- серьезные повреждения кузова;
- изменение геометрии кузова;
- деформация подрамника.

Сейчас народные умельцы даже выкладывают видео, как сделать восстановление геометрии кузова своими руками с помощью самодельного стапеля. Это устройство позволяет прикладывать к элементам кузова разнонаправленные усилия, благодаря чему эффективно устраняются последствия боковых ударов. На самом деле, лишь часть стапеля своими руками сделать несложно – это раму. Гидравлический блок все равно придется покупать.

Этапы самостоятельного кузовного ремонта
Сложный ремонт кузова выполняется в несколько этапов.- Арматурные работы. Перед любым сложным ремонтом необходимо демонтировать мешающие элементы кузова. Если нужно выпрямить вмятину на двери, то придется снять обшивку, элементы управления стеклоподъемником, замок и т.д. А перед тем, как восстановить геометрию кузова, необходимо будет полностью освободить салон. Данная работа хоть и кажется простой, на самом деле очень ответственна, ведь в последствии придется все возвращать на место. Поэтому нужно максимум аккуратности, чтобы снять кузов с УАЗа или Газели. По времени арматурные работы могут занять от пары часов до нескольких дней.
- Жестяные работы. На этом этапе проводится исправление вмятин беспокрасочным способом или с помощью рихтовки, устранение следов коррозии кузова, заделка дыр заплаткой, удаление прочих дефектов. Если элемент кузова неремонтопригоден, его придется поменять. Помните, перед тем как заменить кузов автомобиля, необходимо подобрать качественные аналог, желательно, произведенный на заводе изготовителе, чтобы не было проблем с подгонкой.
- Подготовка к покраске. Кузов очищается от следов старой краски, неровности поверхности заделываются шпатлевкой, далее поверхность шлифуется и наносится грунт.
- Покраска авто. Это заключительный этап любого кузовного ремонта. Своими руками делается только в хорошо освещенных помещениях, чтобы были видны все дефекты. Для работы нужен будет краскопульт. Если проводится не полная перекраска кузова, а локальная окраска крыла или капота, остальные части кузова придется плотно закрыть пленкой.

Ремонт коррозии кузова своими руками
Кузова современных автомобилей в своем большинстве делают из оцинкованного металла, что не дает развиваться коррозии, хотя при глубоких сколах слой цинка тоже может быть поврежден. Как проверить оцинкован ли кузов? Очень просто, достаточно посмотреть паспортные данные авто или аккуратно соскрести краску с какого-либо малозаметного места кузова, не забыв впоследствии его заделать.
Итак, если кузов полностью поражен ржавчиной или она выступает во многих местах, первым делом автомобиль необходимо хорошо вымыть с помощью автошампуня.




Установка заплаток на кузов своими руками
Если в элементе кузова образовала дыра, шпатлевкой не обойтись. Наиболее простой способ такого кузовного ремонта своими силами – это установка заплатки. Естественно, такой способ подходит для дыр диаметром не более 5-7 см, если дыра больше – скорее всего, понадобится полная замена элемента кузова.Как же отремонтировать дырявый кузов автомобиля? Первым делом место повреждения на кузове надо хорошенько вымыть и очистить от ржавчины. Далее необходимо вырезать заплатку немного большего диаметра, чем дыра, из тонкого металла, например из консервной банки.



Особенности кузовного ремонта ВАЗ своими руками
Так исторические повелось, что автомобили ВАЗ являются самыми распространенными на постсоветском пространстве. Поэтому стоит поговорить о слабых местах их кузова и наиболее распространенных поломках.Кузовной ремонт "копейки" и других ранних моделей ВАЗ (2101, 21011, 2102, 2103, 2104, 2105) чаще всего вызван солидным возрастом этих автомобилей. За несколько десятилетий их эксплуатации коррозия элементов кузова неизбежна, и если их не пришлось еще менять полностью, то убирать локальную ржавчину – наверняка. Очень уязвимыми местами являются подкрылки, днище и багажное отделение, которые наверняка переваривались, и не раз.
Ремонт кузова ВАЗ 2106 и ВАЗ 2107 чаще всего заключается в устранении коррозии крыльев, днища под передними сиденьями, порогов и багажного отделения, особенно если в процессе эксплуатации авто не были установлены подкрылки и не проводилась прочистка дренажных отверстий. Начинать надо с удаления ржавчины, необходимо зачистить эти места шкуркой или обработать преобразователем ржавчины. Дыры заделываются сваркой или с помощью заплатки. При необходимости производится рихтовка. Подготовленные дефектные места шпатлюются мастикой со специальным антикоррозионным составом. Затем проблемные места затираются наждачной бумагой и обезжириваются силиконовой смывкой. Подверженные коррозии места можно дополнительно обработать смесью шпатлевки с отвердителем, чтобы выровнять поверхность элемента кузова. Можно проводить подготовку к покраске. Ремонт кузова ВАЗ 2107, направленный на устранение коррозии, окончен. Многочисленные видео кузовного ремонта ВАЗ 2107 наглядно демонстрируют этапы проводимых работ.

Ремонт кузова Оки своими руками очень часто сводится к необходимости замены порогов, прочность которых не выдерживает никакой критики. Необходимо также регулярно контролировать состояние днища и арок, которые больше всего подвержены коррозионным процессам.
Ремонт кузова 2109 своими руками может понадобиться по нескольким причинам, зависящим от условий эксплуатации и степени повреждений. Локальных ремонт может заключаться в удалении сколов и царапин. При необходимости исправления геометрии кузова придется проводить полировочные и покрасочные работы. В плане распространения коррозии слабыми местами считаются крылья и пороги, и очень часто кузовной ремонт ВАЗ 2109 направлен на устранение их дефектов.

mv-avto.ru
Виды дефектов лакокрасочного покрытия - Кузовной ремонт - Статьи
Почти все автовладельцы в той или иной степени сталкивались с таким явлением, как некачественный кузовной ремонт. Сам термин "Кузовной ремонт" охватывает обширный спектр работ, направленный на восстановление первоначального состояния лакокрасочного покрытия автомобиля. Тут и стапельные работы и жестяные, окраска и другие работы. Мы же сегодня поговорим о том, что лежит на поверхности и видно не вооруженным взглядом - дефекты покраски. Причиной некачественной окраски могут выступать разные факторы. Это может быть и проведение покраски в не специализированных или сомнительных автосервисах, гаражах, а то и своими силами. Использование низкосортных лакокрасочных материалов, пренебрежение или не исполнение технологии подготовки поверхности и самой окраски автомобиля, профессионализм исполнителя. К слову, все вышеперечисленные факторы так или иначе относятся к профессионализму исполнителя. Профессиональная СТО и сам маляр-профи никогда не будут выполнять работы заведомо некачественным материалом и/или с нарушением технологии. Формулировка - "Сколько заплатил клиент - так и покрасили" не приемлема к Профи. Профессиональный автосервис ориентирован на постоянного клиента и ему проще не принять автомобиль в работу, чем потерять репутацию. Рассмотрим виды дефектов ЛКПШагрень

 Шагрень, сама по себе, не является дефектом. Этот "рисунок" на свежеокрашенном автомобиле должен быть. НО! Шагрень-шагрени рознь. Если посмотреть на новый автомобиль, который еще не видел дорог, автомоек и полировок кузова, то мы обратим внимание на то, что покрытие кузова имеет некоторую рифлённость. Это не умаляет блеск и новизну кузова, не выглядит некрасиво, скорее наоборот - наличие аккуратной шагрени признак нового автомобиля. То есть, делаем вывод, наличие определенной шагрени не является дефектом. Ключевое слово "определенной", ведь бывает шагрень, которая просто безобразна и выглядит как апельсиновая корка. Из-за нарушения технологии окраски, неправильного давления в краскопульте, проведение работ при повышенной температуре в покрасочной камере, да и просто при использовании сомнительных лакокрасочных материалов, возможно появление такой шагрени, которая никак не похожа на заводскую. Бугристая поверхность, волны похожие на наплывы, абсолютно неприемлемый вид. Такой автомобиль надо перекрашивать, но уже в профессиональном СТО и по технологии.
Шагрень, сама по себе, не является дефектом. Этот "рисунок" на свежеокрашенном автомобиле должен быть. НО! Шагрень-шагрени рознь. Если посмотреть на новый автомобиль, который еще не видел дорог, автомоек и полировок кузова, то мы обратим внимание на то, что покрытие кузова имеет некоторую рифлённость. Это не умаляет блеск и новизну кузова, не выглядит некрасиво, скорее наоборот - наличие аккуратной шагрени признак нового автомобиля. То есть, делаем вывод, наличие определенной шагрени не является дефектом. Ключевое слово "определенной", ведь бывает шагрень, которая просто безобразна и выглядит как апельсиновая корка. Из-за нарушения технологии окраски, неправильного давления в краскопульте, проведение работ при повышенной температуре в покрасочной камере, да и просто при использовании сомнительных лакокрасочных материалов, возможно появление такой шагрени, которая никак не похожа на заводскую. Бугристая поверхность, волны похожие на наплывы, абсолютно неприемлемый вид. Такой автомобиль надо перекрашивать, но уже в профессиональном СТО и по технологии. Вкрапления

Один из самых распространенных дефектов в покраске. Выглядит этот изъян просто - на поверхности свежеокрашенной детали песчинка, бугорок, а то и ... муха. Да, и такое случается. Причиной возникновения подобного дефекта является как некачественный замес краски, когда она попросту грязная, грязный краскопульт и другой инструмент, отсутствие или неисправность покрасочной камеры. К слову, отсутствие камеры и проведение работы на не подготовленном для этого месте и приводит, в большинстве случаев, к таким дефектам. Воздух в помещении не имеет фильтрации, пыль попросту витает в воздухе. Отсутствие спецодежды, которая обеспечивает дополнительную чистоту при проведении покраски автомобиля, тоже не маловажно. А истории про мух, прилипших к краске, можно услышать от клиентов гаражных мастеров.
Стоит отметить, что по ГОСТу допускаются вкрапления, которые мы называем изъянами, и этим фактом некоторые автосервисы оперируют. Верно ли это и готовы ли Вы с этим мириться? Решать Вам. При качественной покраске кузова клиент получит автомобиль в идеальном виде, без каких либо песчинок и насекомых на краске.
Мелкие трещины на ЛКП
Относительно редкий вид дефекта ЛКП. Выражен в появлении на поверхности сетки мелких трещин. Чем больше проходит времени, тем больше сетка разрастается. На первоначальной стадии глаз видит ослабление блеска относительно остальной поверхности. При ближайшем рассмотрении сетка уже видна. Такой автомобиль нельзя заполировать или провести "подкрас", только полное перекрашивание всех деталей, которые красились в этот период. Причина такой сетки, как и в большинстве других случаев, низкосортные материалы и отсутствие профессионализма.
Зернистость и напыл


Обычно, подобные дефекты горе мастер решает полировкой, но уж если и такие работы не проведены, рекомендуем сменить СТО. Напыл и зернистость выглядят просто - окрашиваемая поверхность имеет буквально слой мелкой пыли. Это может быть как сама пыль, которая вдруг попала на кузов в процессе работ, так и неправильная технология покраски, когда краскопульт "выдает" недопустимый факел и создает такой "рисунок".
Наплывы

Современные, а значит не дешевые, материалы для окраски имеют повышенное качество, которые в свою очередь позволяет мастеру-маляру проводить окраску деталей без такого досадного изъяна как наплыв и потеки краски. Раньше, когда сами материалы имели свойство к возникновению потеков, мастера легко убирали это недоразумение путем полировки. На сегодняшний день и технологии и материалы настолько современны, что возникновение этого факта весьма дурной знак для автосервиса. Учитывайте это при выборе автосервиса.

Пузыри

Случается так, что на поверхности кузова обнаруживаются мелкие пузыри. Этот дефект может появиться не сразу, тем то он и коварен. Проявляется он при резкой смене температур окружающего воздуха. Причиной этому является влага, которая попала и не была удалена в момент подготовки к покраске и непосредственно в процессе окрашивания детали. Другой причиной возникновения пузырения на краске может стать неправильная выдержка между слоями. Когда предыдущий слой еще не готов к нанесению последующего, а работа пошла, в этом случае пузыри образует уже не влага, а оставшийся в слоях растворитель. Визуально это похоже на "закипание" краски. Спешка в данном случае сводит всю работу на нет.
Мы перечислили лишь некоторые признаки некачественного кузовного ремонта.
Как правильно и безошибочно принять выполненные работы по покраске Вашего автомобиля мы расскажем в следующей статье.
xn----7sbe2abobrbbh1bd5o.xn--p1ai







423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)