 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Цилиндро-поршневая группа (ЦПГ). Поршневые группы
Поршневая группа
Поршневую группу кривошипно-шатунного механизма образует поршень в сборе с комплектом компрессионных и маслосъемных колец, поршневым пальцем и деталями его крепления. Ее назначение заключается в том, чтобы во время рабочего хода воспринимать давление газов и через шатун передавать усилие на коленчатый вал, осуществлять другие вспомогательные такты, а также уплотнять надпоршневую полость цилиндра для предотвращения прорыва газов в картер и проникновения в него моторного масла.
Поршень имеет днище, уплотняющую и направляющую (юбку) части. Днище и уплотняющая часть составляют головку поршня. Днище поршня вместе с головкой цилиндра ограничивают объем камеры сгорания. В головке поршня проточены канавки для колец. При работе двигателя на поршень действуют большие механические и тепловые нагрузки от давления горячих газов.
Конструкция поршня должна обеспечивать такой зазор между поршнем и цилиндром, который исключал бы стуки поршня после запуска двигателя и заклинивание его в результате теплового расширения при работе двигателя под нагрузкой.
На юбке поршня делают разрезы, придают ему овальную форму в поперечном сечении и коническую - по высоте, производят заделку в поршень специальных компенсационных пластин из металла с малым коэффициентом теплового расширения. Например, в поршнях некоторых двигателей с зажиганием от искры юбку выполняют с косым разрезом, что делает ее более упругой и позволяет устанавливать поршень с минимальным зазором, не опасаясь заклинивания.
При шлифовании поршню придают овальную форму (большая ось овала должна быть перпендикулярна оси поршневого пальца), чтобы под действием боковых усилий и нагрева юбка поршня в рабочем состоянии принимала цилиндрическую форму.
Так как температура головки поршня примерно на 100-150°С выше, чем нижней части юбки, то наружный диаметр юбки делают больше, чем диаметр головки.
Большую опасность представляет собой перегрев поршня из-за недостаточного его охлаждения. При перегреве прогорает днище поршня, происходит задир рабочей поверхности цилиндра, залегание колец и даже заклинивание поршня. Иногда для улучшения охлаждения поршня на его внутреннюю поверхность направляют струю масла.
Рисунок 3 - Детали поршневой группы: 1 - поршень, 2 - поршневой палец, 3 - стопорные кольца, 4, 5 - компрессионные кольца, 6 - маслосъемное кольцо.
Конструкции поршней с различной формой днища представлена на рисунке
Рисунок 4 - Конструкции поршней с различной формой днища (а—з) и их элементов: 1 — бобышка; 2 — стенка поршня; 3 — ребро; 4 — днище поршня; 5 — канавки для компрессионных колец; 6 — дренажное отверстие для отвода масла
Днища поршней могут быть плоскими (см. а), выпуклыми, вогнутыми и фигурными (рис. б—з). Их форма зависит от типа двигателя и камеры сгорания, принятого способа смесеобразования и технологии изготовления поршней. Самой простой и технологичной является плоская форма. В дизелях применяются поршни с вогнутыми и фигурными днищами (см. рис. е—з).
Поршень дизеля КамАЗ-740 отлит из высококремнистого алюминиевого сплава (иногда поршни покрывают слоем олова для улучшения прирабатываемости) со вставкой из специального чугуна под верхнее компрессионное кольцо. Юбка поршня в поперечном сечении овальная, причем большая ось овала перпендикулярна оси поршневого пальца. По высоте поршень имеет коническую форму: в верхней части меньший диаметр, чем в нижней. На юбку поршня нанесено коллоидно-графитовое покрытие для улучшения приработки и предохранения от задиров. Кроме того, в бобышки поршня залиты стальные терморегулирующие пластины. Все это выполнено для компенсации неравномерности тепловой деформации поршня при работе в цилиндрах двигателя, возникающей изза неравномерного распределения массы металла внутри юбки поршня. В бобышках поршня имеются отверстия для прохода масла к поршневому пальцу. В головке поршня расположена тороидальная камера сгорания, а сбоку от нее в днище — две; выемки для предотвращения касания его с клапанами. Под бобышками в нижней части юбки сделаны выемки для прохода противовесов коленчатого вала в НМТ.
В связи со сложной формой наружной поверхности поршня измерять его диаметр необходимо в плоскости, перпендикулярной оси поршневого пальца и на расстоянии 52,4 мм от днища поршня. В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру, так как поршни и цилиндры разбиты на классы с некоторым перекрытием размеров. Например, к цилиндрам классов В и D) может подойти поршень класса С. Кроме того, при ремонте двигателей поршни обычно заменяются у изношенных цилиндров, поэтому к незначительно изношенному цилиндру, имевшему класс В, может подойти поршень класса С.
Главное при подборе поршня обеспечение необходимого монтажного зазора между поршнем и цилиндром (0,05-0,07 мм). По диаметру отверстия под поршневой палец поршни подразделяются через 0,064 мм на три категории, обозначаемые цифрами 1, 2, 3. Класс поршня (буква) и категория отверстия под поршневой палец (цифра) клеймятся на днище поршня. Поршни по массе в одном и том же двигателе подобраны с максимально допустимым отклонением +2,5 г.
С шатуном поршень соединен пальцем 2 плавающего типа, стопорные кольца 3 вставляются в канавки, проточенные в бобышках, кольца ограничивают осевое смещение пальца в поршне.
Поршневой палец стальной, цементированный, трубчатого сечения, запрессован в верхнюю головку шатуна с натягом и свободно вращается в бобышках поршня. Поршневые пальцы, как и отверстия в бобышках поршня, по наружному диаметру подразделяются на три категории через 0,004мм.
Категория пальца маркируется на его торце соответствующим цветом: синим первая категория, зеленым вторая, красным третья. Собираемые палец и поршень должны принадлежать к одной категории.
Отверстие под поршневой палец смещено от оси симметрии на 2 мм в правую сторону двигателя. Это уменьшает возможность появления стука поршня при переходе через в.м.т. Для правильной установки поршня в цилиндр около отверстия под поршневой палец имеется метка "П". Поршень должен устанавливаться в цилиндр так, чтобы метка была обращена в сторону передней части двигателя. Поршни, как и цилиндры, по наружному диаметру подразделяются на пять классов через 0,01 мм, обозначаемые буквами А, В, С, D, Е. Им соответствуют следующие диаметры цилиндров, в мм: А 78,94-78,95; В 78,95-78,96; С 78,96-78,97; D 78,97-78,98; Е 78,98-78,99.
На поршне выполнены канавки для двух компрессионных 4, 5 и одного маслосъемного 6 кольца. Компрессионные кольца уплотняют поршень в гильзе цилиндров и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.
Поршневые кольца изготовлены из чугуна. Иногда маслосъемные кольца делают из стали. Для установки на поршень кольца имеют разрез, называемый замком.
После установки в цилиндр зазор в замке должен быть в пределах 0,3-0,5 мм, чтобы кольцо не заклинивало при нагревании. Замки на поршне должны располагаться на равных расстояниях друг от друга по окружности, что уменьшает прорыв газов из цилиндра.
Компрессионные кольца и особенно первое (верхнее) из них работают в тяжелых условиях. Из-за соприкосновения с горячими газами и большой работы трения, производимой первым кольцом, оно сильно нагревается (до 225-275°С), что осложняет его смазку и вызывает увеличенный износ как самого кольца, так и верхнего пояса цилиндра.
Для повышения износостойкости поверхность верхнего компрессионного кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена (двигатель КамАЗ-740).
Поршневые кольца разрезные, в свободном состоянии их диаметр несколько больше диаметра цилиндра. Поэтому в цилиндре кольцо плотно прижимается к его стенкам. В канавках поршня кольца образуют лабиринт с малыми зазорами, в котором газы, прорывающиеся из надпоршневого пространства, с одной стороны, теряют давление и скорость, а с другой — прижимают кольца к стенке цилиндра.
Рисунок 5 - Поршневые кольца: а - внешний вид, б - расположение колец на поршне (двигателя ЗИЛ-130), в - составное маслосъемное кольцо; 1 - компрессионное кольцо, 2 - маслосъемное кольцо, 3 - плоские стальные диски, 4 - осевой расширитель, 5 - радиальный расширитель.
Компрессионные кольца имеют разную форму поперечного сечения. Компрессионное кольцо 1 с прямоугольным сечением (а) прилегает к цилиндру по всей наружной поверхности. Для увеличения удельного давления кольца на зеркало цилиндра и более быстрой приработки наружной поверхности кольцу придается коническая форма или делается на верхней внутренней кромке кольца 1 специальная выточка (6).
Маслосъемные кольца также имеют различную форму: коническую, скребковую, пластинчатую с осевым и радиальным расширителями (в). При движении вверх маслосъемное кольцо как бы «всплывает» в масляном слое, а при движении вниз острая кромка кольца соскабливает масло.
Маслосъемное кольцо отличается от компрессионных сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого 4 и радиального 5 расширителей. Вследствие быстрой прирабатываемости и упругости стальные маслосъемные кольца хорошо прилегают к гильзе цилиндра.
Шатун.
Шатун соединяет поршень с кривошипом коленчатого вала и, преобразуя возвратно-поступательное движение поршневой группы во вращательное движение коленчатого вала, совершает сложное движение, подвергаясь при этом действию знакопеременных ударных нагрузок. В двигателе шатун подвергается воздействию значительных переменных нагрузок, изменяющихся от растяжения к сжатию. Поэтому он должен быть прочным, жестким и легким. Шатуны изготавливаются из стали литьем или горячей штамповкой. На спортивных автомобилях могут устанавливаться шатуны из титанового сплава. Шатун состоит из трех конструктивных элементов: стержня 2, верхней (поршневой) головки 1 и нижней (кривошипной) головки 3. Стержень шатуна обычно имеет двутавровое сечение. В верхнюю головку для уменьшения трения запрессовывают бронзовую втулку 6 с отверстием для подвода масла к трущимся поверхностям. Нижнюю головку шатуна для обеспечения возможности сборки с коленчатым валом выполняют разъемной. У бензиновых двигателей разъем головки обычно расположен под углом 90° к оси шатуна. У дизелей нижняя головка шатуна 7, как правило, имеет косой разъем. Крышка 4 нижней головки крепится к шатуну двумя шатунными болтами, точно подогнанными к отверстиям в шатуне и крышке для обеспечения высокой точности сборки. Чтобы крепление не ослабло, гайки болтов стопорят шплинтами, стопорными шайбами или контргайками. Отверстие в нижней головке растачивают в сборе с крышкой, поэтому крышки шатунов не могут быть взаимозаменяемыми.
Конструкция шатуна различается в зависимости от типа двигателя и его компоновочной схемы (рисунок 6). Длина шатуна во многом определяет высоту двигателя. Шатун условно разделяется на три части: стержень, поршневую и кривошипную головки.
Рисунок 6 - Детали шатунной группы: 1 — верхняя головка шатуна; 2 — стержень; 3 — нижняя головка шатуна; 4 — крышка нижней головки; 5 — вкладыши; 6 — втулка; 7 — шатун дизеля; S — основной шатун сочлененного шатунного узла
Стержень шатуна имеет, как правило, двутавровое сечение. Встречаются шатуны с круглым, прямоугольным, крестообразным, Н-образным сечением стержня. Для подачи масла к подшипнику поршневой головки в стержне шатуна выполнен канал.
Поршневая головка представляет собой цельную проушину, в которую с натягом установлена втулка – подшипник скольжения для вращения поршневого пальца. Втулка изготавливается бронзовой или биметаллической (сталь со свинцом, оловом). Устройство поршневой головки определяется размером поршневого пальца и способом его крепления. Для снижения массы шатуна и уменьшения нагрузки на поршневой палец на некоторых двигателях используются шатуны с трапециевидной формой поршневой головки.
Кривошипная головка обеспечивает соединение шатуна с коленчатым валом. На большинстве двигателей кривошипная головка выполняется разъемной, что обусловлено технологией сборки ДВС. Нижняя часть головки (крышка) соединяется с шатуном с помощью болтов. Реже используется штифтовое или бандажное соединение частей кривошипной головки. Разъем может быть прямым (перпендикулярный оси стержня) или косым (под углом к оси стержня). Косой разъем применяется, в основном, на V-образных двигателях и позволяет сделать блок двигателя более компактным.
Для противодействия поперечным силам стыковые поверхности кривошипной головки выполняются профилированными. Различают зубчатое, замковое (прямоугольные выступы) соединение. Самым популярным в настоящее время является соединение частей головки, полученное способом контролированного раскалывания, т.н. сплит-разъем. Разлом обеспечивает высокую точность стыковки частей.
Толщина кривошипной головки определяет длину блока цилиндров. Особенно это актуально для V- и W-образных двигателей. К примеру, толщина нижней головки шатуна двигателя W12 от Audi составляет всего 13 мм.
Для уменьшения трения в соединении шатуна с коленчатым валом и облегчения ремонта двигателя в кривошипной головке размещается шатунный подшипник, состоящий из двух вкладышей 5, залитых антифрикционным сплавом. Вкладыши изготавливаются многослойными – двух-, трех-, четырех- и даже пятислойными. Самые ходовые двух- и трехслойные вкладыши. Двухслойный вкладыш представляет собой стальную основу, на которую нанесено антифрикционное покрытие. В трехслойном вкладыше стальную основу и антифрикционный слой разделяет изоляционная прокладка.
Внутренняя поверхность вкладышей точно подогнана к шейкам коленчатого вала. Для фиксации вкладышей относительно головки они имеют отогнутые усики, входящие в соответствующие пазы головки. Подвод масла к трущимся поверхностям обеспечивают кольцевые проточки и отверстия во вкладышах.
Для обеспечения хорошей уравновешенности деталей кривошипно-шатунного механизма шатунные группы одного двигателя (как и поршневые) должны иметь одинаковую массу с соответствующим ее распределением между верхней и нижней головками шатуна.
В V-образных двигателях иногда используются сочлененные шатунные узлы, состоящие из спаренных шатунов. Основной шатун 8, имеющий обычную конструкцию, соединен с поршнем одного ряда. Вспомогательный прицепной шатун, соединенный верхней головкой с поршнем другого ряда, нижней головкой шарнирно крепится с помощью пальца к нижней головке основного шатуна.
Вкладыш, установленный в шатуне, нагружен больше, чем вкладыш, расположенный в крышке шатуна. На вкладыши, расположенные в шатунах, через поршни и шатуны воздействует давление газов (при сгорании топлива в цилиндрах) и поэтому эти вкладыши изнашиваются больше. Вкладыши, расположенные в крышках шатунов, меньше нагружены и практически изнашиваются незначительно.
studfiles.net
Что такое ЦПГ?

 Цилиндропоршневая группа двигателя внутреннего сгорания (ЦПГ) — поршень с компрессионными и маслосъемными кольцами, которые называются поршневыми кольцами, а также гильза цилиндра. Кольца установлены в специальные канавки на поршне. Именно поршневые кольца вступают в контакт с рабочей поверхностью цилиндра, а точнее с гильзой.
Цилиндропоршневая группа двигателя внутреннего сгорания (ЦПГ) — поршень с компрессионными и маслосъемными кольцами, которые называются поршневыми кольцами, а также гильза цилиндра. Кольца установлены в специальные канавки на поршне. Именно поршневые кольца вступают в контакт с рабочей поверхностью цилиндра, а точнее с гильзой.
В процессе работы двигателя поршень с установленными кольцами совершает возвратно-поступательные движения внутри гильзы, в результате чего рабочая поверхность гильзы (зеркало цилиндра) подвергается постепенному износу. Также износу подвержены и сами компрессионные и маслосъемные кольца.
От состояния цилиндро-поршневой группы напрямую зависят важнейшие показатели, необходимые для стабильной работы двигателя внутреннего сгорания. Состояние ЦПГ влияет на показатель компрессии (давления) в цилиндрах ДВС. Необходимая компрессия бензинового и дизельного мотора обеспечивает уверенный холодный и горячий запуск двигателя, его мощность, экологичность и другие эксплуатационные показатели.От исправности и состояния ЦПГ также зависит расход топлива и моторного масла, а также продолжительность срока службы двигателя до его капитального ремонта. Ремонт цилиндро-поршневой группы двигателя подразумевает замену маслосъемных и компрессионных колец, расточку блока цилиндров, установку новых поршней и шатунов, гильзовку блока цилиндров.
Читайте также
-

Признаки прогара клапанов
Как самому определить прогар клапана двигателя. Основные симптомы погоревшего клапана, точное выяснение причин троения мотора. Диагностика, полезные советы. -

Тепловой зазор поршневых колец
Что такое тепловой зазор поршневых колец. Каким должен быть оптимальный зазор на кольцах. Теловой зазор колец и повышение расхода моторного масла. -

Поршневые кольца
Назначение, конструктивные особенности и принцип работы поршневых колец двигателя внутрннего сгорания. Типы колец, величина зазора, основные неисправности.
krutimotor.ru
Шатунно-поршневая группа (ШПГ)
Особенности устройства
Основные размеры шатуна

Размеры поршневых колец

Основные размеры поршня

Основные размеры шатунно-поршневой группы.Поршень — алюминиевый литой. По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
Маркировка поршня

Рис. Маркировка поршня: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня.По массе поршни сортируются на три группы: нормальную, увеличенную и уменьшенную на 5 г. Этим группам соответствует маркировка на днище поршня: "Г", "+" и "–". На двигателе все поршни должны быть одной группы по массе.Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм — в виде квадрата.Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.Поршневой палец — стальной полый, плавающего типа, свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя стопорными кольцами. По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка — первый, зеленая — второй, а красная — третий класс.Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо — с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо — с хромированными рабочими кромками и с разжимной витой пружиной.На кольцах ремонтных размеров ставится цифровая маркировка "40" или "80", что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Маркировка шатуна

Рис. Маркировка шатуна: 1 – класс шатуна по массе и по отверстию в верхней головке; 2 – номер цилиндра
Шатун — стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер 2 цилиндра, в который они устанавливаются.В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм. Номер класса 1 клеймится на крышке шатуна.По массе верхней и нижней головок шатуны подразделяются на классы, маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна

Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм. После удаления металла с крышки шатуна на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Таблица. Классы шатунов по массе верхней и нижней головок
|
Масса головок шатуна, г |
Класс |
Цвет маркировки |
|
|
верхней |
нижней |
||
|
184+2 |
489+3 495+3 501+3 |
Ф Л Б |
Красный Зеленый |
|
188+2 |
489+3 495+3 501+3 |
Х М В |
|
|
192+2 |
489+3 495+3 501+3 |
Ц Н Г |
Голубой |
garage13f.ru
Поршневая группа и шатуны
Строительные машины и оборудование, справочник

Категория:
Техническое обслуживание автомобилей
Поршневая группа и шатуныПоршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатун на коленчатый вал. Поршень состоит из трехосновных частей: днища, уплотняющей части с проточенными в ней канавками для поршневых колец и юбки, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня вместе с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским (двигатели ЗИЛ-130, ГАЗ-53-11), выпуклым (двигатель автомобидя «Москвич-2140») и фасонным (дизели ЯМЗ, КамАЗ).
Наибольшее распространение в карбюраторных двигателях получили плоские днища, отличающиеся относительной простотой изготовления. Днище и уплотняющая часть составляют головку поршня, на которой располагаются компрессионные и маслосъемные кольца. Число колец зависит от типа двигателя и частоты вращения коленчатого вала. Зазор между головкой поршня и стенкОй цилиндра находится в пределах 0,4—0,6 мм.
Юбка поршня, имеющая форму конуса овального сечения, является направляющей при его движении в цилиндре. С внутренней стороны она имеет охлаждающие ребра и приливы — бобышки с отверстиями для поршневого пальца. На юбке поршня ряда двигателей с одной стороны сделаны Т- или П-об-разные тепловые прорези, предупреждающие заклинивание поршня при нагревании.
Для свободного перемещения поршня необходим и зазор между его юбкой и зеркалом цилиндра, который при их нормальном тепловом состоянии (80—95 °С) для различных моделей двигателей равен 0,04— 0,08 мм.
Для предотвращения задиров поршня при нагреве на его поверхности около торцов поршневого пальца делают местные углубления — холодильники, которые также способствуют отводу тепла от поршня и улучшают условия его смазывания.
Рис. 1. Поршни:а — карбюраторных двигателей; б — дизелей КамАЗ; в — дизелей ЯМЗ
В дизелях с непосредственным впрыском (дизели КамАЗ-740, ЯМЭ-238) в днище поршня располагается камера сгорания, а юбка поршня имеет также форму конуса овального сечения, но без прорезей, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня отдельных двигателей (КамАЗ-740, ВАЗ-2108) имеются боковые выемки для прохода противовесов коленчатого вала.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2—8 г.
На днище поршня действуют высокие температуры, поэтому для повышения износостойкости первой канавки поршня под верхнее поршневое кольцо устанавливают чугунную кольцевую вставку (у двигателей ЗИЛ-130, КамАЗ-740 и др.).
При переходе поршня через в.м.т. он смещается в боковом направлении от одной стенки цилиндра к другой, что сопровождается стуками. Для их устранения на двигателях автомобилей ЗИЛ-130, ГАЗ-53-12, «Москвич-2140» и др. ось отверстия под поршневой палец смещают на 1,6 мм от диаметральной плоскости поршня в правую сторону двигателя (по ходу движения автомобиля)
Поршни в цилиндры следует устанавливать так, чтобы боковое давление во время рабочего хода испытывала та часть поршня, где нет тепловых прорезей. С этой целью на днище поршня делают метку или стрелку, которая при установке поршня в цилиндр, должна быть обращена к передней части двигателя.
Поршневые кольца. Основная функция поршневых колец — уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень — цилиндр — канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
Компрессионные кольца подбирают с определенным зазбром (0,02—0,07 мм) по высоте к канавке поршня. При установке поршня в цилиндр кольца сжимаются до небольшого зазора в замке и плотно прилегают к поверхности цилиндра, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо снимает излишки масла со стенок цилиндра и отводит его в поддон картера.
Поршневые кольца изготовляют из легированного чугуна, а для двигателей с большими динамическими нагрузками — из специальной стали.
Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо отличается от компрессионного прорезями для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные масло-съемные кольца. Например, в двигателе ЗИЛ-130 на каждый поршень устанавливают три компрессионных кольца и одно составное маслосъемное. Составное маслосъемное кольцо разборное, оно состоит из двух стальных кольцевых дисков и двух расширителей: осевого и радиального.
Компрессионные кольца в канавках поршня и в чугунной вставке располагают так, чтобы выточки на внутренних цилиндрических поверхностях колец были обращены вверх, в сторону днища поршня. Наружная поверхность нижнего компрессионного кольца имеет небольшую конусность, большее основание которого обращено вниз, что способствует лучшему уплотнению соединения поршень — цилиндр.
У большинства двигателей зазор в замках двух верхних компрессионных колец и чугунного маслосъем-ного составляет 0,25—0,60 мм, в нижнем компрессионном кольце — 0,15— 0,40 мм, а в замке кольцевых дисков составного маслосъемного кольца — 0,8—1,4 мм.
При наличии чугунного масло-съемного кольца замки всех колец при установке их на поршень располагают по окружности под углом 90°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ (токами высокой частоты). Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня.
По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня.
Рис. 2. Поршневые кольца: а—типы поршневых колец; б—расположение колец на поршне
Рис. 3. Шатунно-поршневая группа
При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного расширения алюминиевого сплава и стали. Для устранения этого явления палец в бобышках устанавливают с натягом 0,01—0,02 мм, нагревая поршень до температуры 80—90 °С, что обеспечивает поддержание нормального теплового зазора (0,01—0,03 мм) в этом сопряжении на всех режимах работы двигателя.
Шатун. Он служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатие, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутаврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал.
Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (у дизелей ЯМЗ), плоскость разъема головки делают под углом (косой срез), что позволяет уменьшить радиус окружности, описываемой нижней частью шатуна.
Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыше делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал (у двигателей ЗИЛ-130, ЗМЗ-53-11):
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6—8 г. В У-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740 метки выбивают в виде трехзначных номеров. Кроме того, на крышке шатуна выбивают порядковый номер цилиндра. Так, у двигателя ЗИЛ-130 метка на днище поршня должна быть направлена к передней части двигателя. При этом метка на шатуне для левого ряда цилиндров должна быть направлена в одну сторону с меткой на поршне, а метка на шатуне для правого ряда цилиндров должна быть направлена в противоположную сторону относительно метки на поршне.
—
В поршневую группу входят поршни, поршневые кольца и поршневые пальцы. Поршень представляет собой металлический стакан, донышком обращенный вверх. Он воспринимает давление газов при рабочем ходе и передает его через поршневой палец и шатун на коленчатый вал. Отливают поршни из алюминиевого сплава.
Поршень имеет днище, уплотняющую и направляющую (юбка) части. Днище и уплотняющая часть составляют головку поршня.
Днище поршня вместе с головкой цилиндра образует камеру сгорания. В головке поршня проточены канавки для поршневых колец.
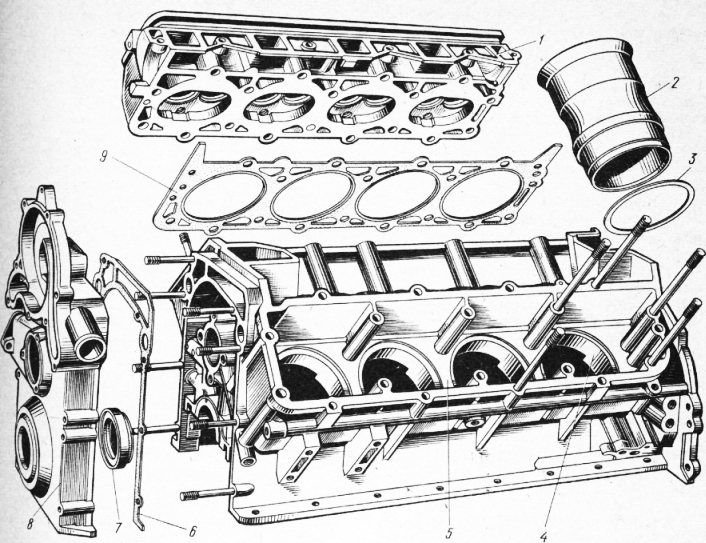
Рис. 4. Головка и блок цилиндров V-образного восьмицилиндрового двигателя 3M3-53: 1 — головка правого ряда цилиндров, 2 — гильза цилиндра, 3 — прокладка гильзы, 4 — направляющий поясок для гильзы, 5 — блок цилиндров, 6 — прокладка крышки распределительных шестерен, 7 — сальник переднего конца коленчатого вала, 8 — крышка распределительных шестерен, 9 — прокладка головки цилиндров
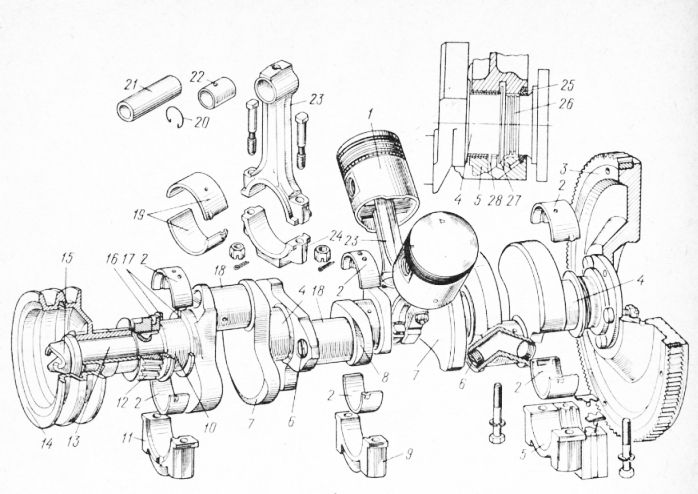
Рис. 5. Детали кривошипно-шатунного механизма двигателя ЗИЛ-130: 1 — поршень, 2 —вкладыши коренных подшипников коленчатого вала, 3 — маховик, 4— коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника, 6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника, 10 — передняя шейка копенчатого вала, 11 — крышка переднего коренного подшипника, 12—шестерня, 13 — носок коленчатого вала, 14 — шкив, 15—храповик, 16 — упорная шайба, 17 — биметаллические шайбы, 18 — шатунные шейки коленчатого вала, 19 — вкладыши шатунного подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна, 23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка, 27 — маслосбрасывающий гребень, 28 — дренажная канавка
Поршни двигателя ЯМЗ-740 изготовлены из высококремнистого алюминиевого сплава, имеют вставки из жаропрочного чугуна под верхнее компрессионное кольцо, в толстостенном днище поршня выполнена камера сгорания.
Уплотняющая часть поршня имеет диаметр, увеличивающийся книзу. Юбка поршня имеет две бобышки (приливы) с отверстиями для поршневого пальца. Каждая бобышка связана с днищем поршня двумя ребрами. Юбка поршня двигателя ЯМЗ-740 в нижней части имеет боковые выемки для прохода противовесов коленчатого вала при его вращении.
Юбка поршня обычно имеет прорези, которые предупреждают заедание поршня при нагреве и позволяют уменьшить зазор между гильзой цилиндра и поршнем. Заклинивание поршня исключают также приданием юбке овальной формы. Диаметр поршня в плоскости, перпендикулярной оси пальца, делают больше, чем в направлении оси поршневого пальца (у ЗИЛ-130 на 0,52 мм). При нагревании поршень расширяется сильнее в направлении оси поршневого пальца, где в бобышках сосредоточена наибольшая масса металла. Поэтому овальный поршень при нагреве получит цилиндрическую форму.
Отверстие под поршневой палец располагается не по оси симметрии поршня, а смещено на 1,5 мм (ЗМЗ-24, 3M3-53) вправо по ходу автомобиля. Этим уменьшается сила удара поршня о стенки гильзы при переходе его через в. м. т. в процессе сгорания — расширения газов.
Для улучшения приработки поршней к гильзам цилиндров и предохранения их от задиров юбку поршня покрывают тонким слоем олова или коллоидного графита (ЯМ3-740).
Поршневые кольца устанавливают в канавки, расположенные в головке поршня. Они подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют поршень в гильзе цилиндра и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца, кроме того, снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.
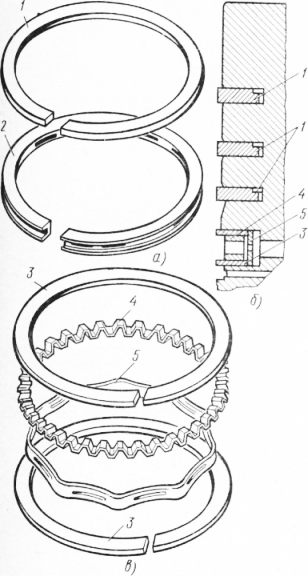
Рис. 6. Поршневые кольца двигателей: а — внешний вид, 6 — расположение колец на поршне (ЗИЛ-130), в — составное маслосъемное кольцо; 1 — компрессионное кольцо, 2 — маслосъемное кольцо, 3 — плоские стальные диски, 4 — осевой расширитель, 5 — радиальный расширитель
Поршневые кольца изготовляют из чугуна или стали. Для установки на поршень кольца имеют разрез, называемый замком. Маслосъемное кольцо отличается от компрессорных колец сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
В целях повышения износостойкости поверхность верхнего поршневого кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова. Нижнее компрессионное кольцо двигателя ЯМЗ-740 покрыто молибденом.
На наружной и внутренней поверхностях компрессионных колец выполняют фаски или канавки.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого и радиального расширителей. Вследствие быстрой прирабатываемости и упругости стальные кольца хорошо прилегают к гильзе цилиндра.
Поршневой палец служит для соединения поршня с шатуном и представляет собой короткую трубку. Пальцы изготовляют из легированной цементованной стали или из углеродистой стали, Закаленной токами высокой частоты. Наиболее распространены «плавающие» пальцы, свободно поворачивающиеся во втулке верхней головки шатуна и в бобышках поршня. От осевого смещения поршневой палец предохраняется стопорными кольцами, вставляемыми в выточки обеих бобышек поршня.
Читать далее: Основные типы механизмов газораспределения
Категория: - Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.

Рис. Подбор поршня к гильзе с помощью ленты-щупа:а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
ustroistvo-avtomobilya.ru
Детали шатунно-поршневой группы
Строительные машины и оборудование, справочник
Категория:
Эксплуатация и ремонт погрузочночных машин
Детали шатунно-поршневой группыШатуны в результате эксплуатации двигателей получают следующие неисправности: изгиб и скручивание, износ отверстия под втулку верхней головки, посадочных мест под вкладыши, поверхностей разъема шатуна и крышки, а также опорных поверхностей под головки и гайки шатунных болтов.
Проверить изгиб и скрученность шатуна можно на специальном приборе (рис. 112, а), который имеет подставку с вертикальной стойкой и поверочной плитой. Нижнюю головку шатуна надевают на раздвижную оправку со сменными сегментными шпонками и зажимают винтом.
Сменная оправка на приборе крепится зажимом. При постановке на прибор непогнутого и нескручен- ного шатуна калибр, размещенный на контрольном поршневом палы, будет касаться поверхности плиты тремя точками. Если шатун имеет изгиб, то плита коснется или одной верхней точки, или двух нижних. В случае скручивания шатуна только одна точка нижних опор калибра касается плиты.
Устраняют изгиб и скручивание шатуна в холодном состоянии с помощью специальных приспособлений. Скручивание ликвидируют воротком, предварительно зажимая шатун в тиски, а изгиб — винтовым приспособлением или прессом. Износ верхнего и нижнего отверстий шатуна определяется их диаметрами. Диаметры отверстий измеряют в двух взаимно перпендикулярных плоскостях и двух сечениях. Сечения выбирают от торцов отверстий головок шатуна на расстоянии 1/4 их толщины. Замер нижнего отверстия предусматривается при нормальном усилии затяжки шатунных болтов. Диаметр верхнего отверстия шатуна должен обеспечивать посадку втулки с натягом 0,06—0,15 мм.
Если наименьший натяг выполнить нельзя, то отверстие растачивают под ремонтную втулку, имеющую увеличенный наружный диаметр на 0,5 мм, на токарном станке, причем овальность и конусность полученного отверстия не должны превышать 0,02 мм.
Рис. 112. Приборы для проверки прямолинейности шатуна и упругости поршневого кольца
Восстановление опорных поверхностей шатуна и крышки проводят фрезерованием или опиливанием напильником. Обработка ведется до устранения следов повреждений, после чего пришабривают поверхности по плите. Допускается наплавка опорных поверхностей шатуна с предохранением отверстий под шатунные болты медными и графитовыми стержнями. Покоробленные поверхности разъема с нарушением параллельности восстанавливают пришабриванием или притиранием мелкозернистой шлифовальной шкуркой на плите. После обработки поверхности разъема должны быть перпендикулярны осям отверстий под болтьГ Указанные поверхности должны лежать в одной плоскости с точностью до 0,03 мм, непараллельность образующей поверхности отверстий нижней головки шатуна не должна превышать 0,02 мм.
Поршни при ремонте могут иметь следующие дефекты: износ поршневых канавок, трещины и задиры на стенках, износ отверстий в бобышках и нагар на днище и канавках. Поршневые канавки изнашиваются неравномерно. Наиболее сильно изнашивается верхняя канавка, так как она находится в особо тяжелых условиях. Поршни с канавками, изношенными сверх допустимых значений, бракуют. Иногда канавки под кольца протачивают увеличенной ширины. Однако этот метод восстановления получил ограниченное распространение, так как работа двигателя с такими кольцами приводит к вибрациям, происходит пропуск газов в картер. Отверстия в бобышках развертывают под большой ремонтный размер поршневого пальца. Для соблюдения перпендикулярности осей поршня и пальца применяют развертку с направляющим хвостовиком, который позволяет удерживать инструмент сразу с двух сторон отверстия независимо от того, обрабатывается одна или две поверхности одновременно. Отклонение осей от перпендикулярного положения допускается не более 0,05 мм.
Поршни с трещинами и глубокими царапинами заменяют. Наличие трещин устанавливают по характеру звука, возникающему от удара по поршню небольшим металлическим предметом. В случае наличия трещины получается сухой дребезжащий звук.
Нагар удаляют металлическим инструментом, причем при очистке в канавки заправляют резцы, которые с помощью оправки вращают по окружности поршня.
Поршневые пальцы изнашиваются по всей длине. Если износ пальцев по диаметру превышает 0,03 мм, то их ремонтируют или заменяют.
При ремонте пальцы шлифуют под уменьшенный ремонтный размер или хромируют. Шлифуют на круглошлифовальном или токарном станке с использованием суппортно-шлифовального приспособления, которое имеет шлифовальный круг с приводом от электродвигателя и крепится на суппорте станка. Овальность обработанного пальца допускается не более 0,005 мм. Как правило, поршневые пальцы при восстановлении первоначального размера подвергают пористому хромированию, наиболее благо- 214 приятному для удержания смазочного материала по сравнению с гладким слоем хрома. Необходимый диаметр пальца получают путем шлифования.
Поршневые кольца, имеющие износ поверхностей и потерявшие необходимую упругость, бракуют. Бракованные кольца заменяют новыми, подобранными согласно ремонтным размерам поршня и цилиндра.
Проверяют упругость колец на приборе (рис. 112, б), состоящем из платформы и подвижного упора, между которыми устанавливают проверяемое кольцо, а также из механизма для определения массы с грузами отсчетными шкалами. При замере упругости стык кольца располагают сбоку, удерживая кольцо в вертикальном положении путем нажатия рукояткой с зажимным болтом. Затем перемещают грузы механизма для определения массы таким образом, чтобы зазор в стыке кольца соответствовал номинальному значению согласно техническим условиям. В этом положении по шкале весов определяют значение упругости.
Перед постановкой на поршень в кольцах проверяют зазор, для чего их устанавливают в калибр с диаметром, равным диаметру поршня. После этого щупом замеряют зазор и, если он меньше требуемого, производят подгонку стыка напильником до номинального значения. Зазоры в стыках компрессионных поршневых колец должны находиться в пределах 0,3—0,5 мм, а для маслосъемных колец —в пределах 0,15—0,45 мм. Кольца с большими зазорами для конкретного диаметра поршня (калибра) непригодны.
При комплектовании деталей шатунно-поршневой группы учитывают ремонтные размеры, которые на гильзах указываются на верхнем торце, а на поршне — на днище или нижнем торце. Поршневые кольца по канавкам поршня должны перемещаться свободно, но без качки и заеданий. Зазор между торцом кольца и канавкой замеряют щупом и при необходимости торцы обрабатывают шлифовальной шкуркой на ровной поверхности.
Укомплектованные поршневые кольца проверяют на плотность прилегания к стенкам цилиндра. Для этого их помещают в гильзу и щупом измеряют зазор по дуге, который на длине дуги 60 мм не должен быть более 0,03 мм. Кольца с большим-зазором заменяют.
Отремонтированные поршни, шатуны и поршневые пальцы собирают с помощью специального приспособления. Для этого поршень предварительно нагревают в ванне до 80—90 °С, протирают и смазывают верхнюю втулку шатуна и палец поршня. Затем вставляют шатун в поршень, с помощью оправки центрируют отверстия и до упора оправки запрессовывают поршневой палец в поршень. При этом необходимо обращать внимание на правильность их взаимного расположения.
После соединения шатуна с поршнем устанавливают стопорные кольца поршневых пальцев и проводят взвешивание. Разность масс собранных комплектов не должна превышать значений, регламентированных техническими условиями.
—-
Шатуны изготовляют из легированных сталей 40Х, 45Г2, 40Р. В шатунах образуются такие дефекты, как изгиб, скручивание стержня, износ отверстий нижней головки, втулки и отверстия под втулку верхней головки, износ и смятие плоскостей нижней головки.
Не подлежат использованию шатуны с обломами и трещинами, с аварийными изгибами. Допустимый изгиб шатунов, измеренный на длине 100 мм, составляет 0,03—0,04 мм, а допустимое скручивание — 0,04—0,06 мм. Для определения изгиба (непараллельности) и скрученности (перекоса) верхней головки шатуна относительно нижней шатун в сборе с крышкой устанавливают на прибор (рис. 78). В верхнюю головку шатуна (без втулки) устанавливают разжимную оправку, а на нее — призму с индикаторами. Шатун придвигают к плите и по отклонению стрелок индикатора определяют изгиб и скрученность. Эти дефекты устраняют правкой на специальных винтовых или гидравлических приспособлениях с последующим нагревом в печи до 400—450 °С. Шатуны выдерживают при этой температуре 1,5 ч, затем постепенно охлаждают на воздухе.
Смятые или изношенные плоскости разъема крышки и шатуна, не обезличивая, фрезеруют или шлифуют до выведения следов износа и достижения перпендикулярности осям отверстий под болты. Допустимо удалять слой металла толщиной до 0,3 мм с крышки и до 0,2 мм с шатуна. Площадки под гайки болтов фрезеруют до выведения следов износа, а при значительных износах наплавляют и фрезеруют.
Рис. 76. Притертые поверхности клапана и седла
Изношенным отверстиям под втулку верхней головки шатуна придают развертыванием ремонтный размер (ремонтный интервал 0,25 мм) или растачивают для установки стальной втулки с последующим развертыванием под номинальный размер. При выполнении операций по механической обработке отверстия под втулку и втулки верхней головки шатуна за базовую поверхность принимают уже восстановленное отверстие нижней головки шатуна.
Изношенные втулки головки шатуна восстанавливают меднением, обжатием с последующим осталиванием наружной поверхности. Отверстие нижней головки шатуна двигателей ЗИЛ-130 и ЯМЗ восстанавливают осталиванием или плоскости разъема шлифуют, а отверстие затем растачивают на номинальный размер. Иосле восстановления шатуны комплектуют по массе.
Основные дефекты поршней — это нагары на днище и канавках, износ канавок под кольца по высоте и отверстий в бобышках под пальцы, износ юбки поршня, образование трещин и царапин на стенках.
Нагар удаляют в ваннах с расплавом солей или обработкой косточковой крошкой. Состояние канавок определяют шаблоном (рис. 79). Поршень считается негодным, если соответствующая пластинка шаблона входит в канавку более чем на ‘А глубины. Выбраковывают поршни с износом юбки более допустимого, трещинами, глубокими царапинами. В повторно используемых поршнях отверстия в бобышках развертывают под палец увеличенного размера. Допустимое отклонение перпендикулярности оси отверстия под палец к оси поршня не должно превышать 0,035 мм на длине 100 мм. Допустимое отклонение массы поршней одного комплекта от 4 до 20 г.
Поршни к гильзам подбирают так, чтобы зазор в сопряжении был в пределах 0,03—0,05 мм.
Зазор контролируют в помощью ленты-щупа (рис. 80) толщиной 0,08, шириной 13 и длиной 200 мм. Усилие протягивания ленты определяется ручными пружинными весами.
Рис. 78. Проверка шатуна на изгиб и скручивание:1 — шатун; 2 — разжимная оправка; 3 — призма; 4 — индикатор
Рис. 79. Проверка высоты поршневой канавки шаблоном
Рис. 80. Подбор поршней по цилиндру измерительной лентой с динамометром
Рис. 81. Проверка поршневых колец на просвет
Поршневые пальцы с трещинами выбраковывают, а изношенные более допустимого восстанавливают холодной раздачей (после отжига) с последующей механической и термической обработкой или нанесением пористого хрома. Требуемые размеры и шероховатость пальцам придается шлифовкой и полировкой с пастой ГОИ. Изношенные пальцы увеличенного диаметра можно перешлифовывать на нормальный размер. Допустимая овальность пальцев 0,005 мм. Изношенные или потерявшие упругость поршневые кольца выбраковывают. Взамен их двигатели комплектуют новыми кольцами, которые подбирают по размерам поршня и цилиндра. При подборе колец по поршням щупом проверяют зазор кольца по высоте канавки, который должен находиться в заданных пределах. В случае заедания кольцо шлифуют на мелкозернистой наждачной бумаге.
Подбор колец по цилиндру заключается в определении щупом зазора в стыке и проверке прилегания кольца к стенке цилиндра. Для этого кольцо (рис. 81) устанавливают в эталонную гильзу в плоскости, перпендикулярной оси цилиндра, и при помощи электролампочки просвечиванием определяют зазор, который на длине дуги 60 мм не должен превышать 0,03 мм. Зазор в стыке колец должен быть в пределах: для компрессионных 0,3—0,6 мм, для маслосъемных 0,15—0,45 мм. Поршневые пальцы к поршням подбирают по размерной группе отверстий в бобышках таким образом, чтобы при 20 °С пальцы входили в поршень от усилия руки, а при нагреве поршня в воде до 70 °С входили в него свободно.
Читать далее: Коленчатый вал
Категория: - Эксплуатация и ремонт погрузочночных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)