 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Поршневой палец . Поршневой палец
Поршневые пальцы

Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
В процессе работы двигателя как поршень, так и поршневой палец подвержены серьезным нагрузкам. На палец воздействует давление на такте сжатия топливно-воздушной смеси, сила расширяющихся газов после их воспламенения, инерция, изгибающее усилие и т.д. С учетом таких нагрузок материалом изготовления поршневых пальцев выступает закаленная сталь. Форсированные двигатели сравнительно со штатными вариантами получают поршневой палец с более твердой поверхностью из легированной стали.
Конструктивно поршневой палец имеет внутреннее отверстие для облегчения детали. Малый вес означает снижение инерционных потерь и рост КПД двигателя. При этом палец должен оставаться прочным и износостойким в условиях запредельных нагрузок. В массовом производстве отверстие поршневого пальца имеет простую цилиндрическую форму. Подобное решение позволяет снизить затраты в процессе изготовления.
Еще одним вариантом внутреннего отверстия пальца является выполнение открытых наружу отверстий-конусов ( разновидность с конической перемычкой или без таковой). Конусы сужаются в середине поршневого пальца.
Подобные решения позволяют эффективно снизить вес детали и сохранить необходимую прочность, но имеют высокую себестоимость для массового производства. По этой причине пальцы данного типа обычно ставятся на спортивные и форсированные двигатели, при изготовлении которых конечная стоимость изготовления имеет второстепенное значение.
Поршневые пальцы по способу установки бывают двух типов:
- фиксированный поршневой палец;
- плавающий поршневой палец;
Фиксированное соединение обычно реализуется в верхней головке шатуна. Поршневой палец при таком способе крепления вращается в отверстиях бобышек поршня, где предусмотрен определенный зазор. Установка фиксированного поршневого пальца во время ремонта ДВС становится возможной после значительного нагрева шатуна.

Плавающий палец означает установку детали с определенным зазором как в верхней головке шатуна, так и в бобышках поршня. Фиксация поршневого пальца в этом случае реализуется при помощи специальных стопорных колец.
Указанные стопорные кольца плавающего поршневого пальца устанавливаются в проточки, которые выполнены в бобышках поршня. Также в моторах с плавающим поршневым пальцем в верхней головке шатуна дополнительно установлена бронзовая втулка для минимизации трения.
Поршневые пальцы плавающего типа нуждаются в смазке, так как область шарнирного соединения с головкой шатуна сильно нагружена. Головка шатуна и втулка головки имеют специальное отверстие, через которое моторное масло проникает из внутренней полости поршня. Что касается указанной полости, смазка подается туда от маслосъемных поршневых колец через специальные отверстия в поршне или может впрыскиваться при помощи масляных форсунок системы смазки двигателя.
Читайте также
-

Замена поршневых колец
Когда необходимо производить замену поршневых колец. Как устанавливать кольца на поршень при замене своими руками. Ресурс, колец, притирка и обкатка. -

Детонация двигателя: что это такое?
Почему топливно-воздушная смесь детонирует в камере сгорания. Причины, вызывающие детонацию. Последствия детонационного сгорания топлива в цилиндрах ДВС. -

Подбор поршневых колец по размеру
Как правильно подбирать поршневые кольца. Правильный подбор колец по размерам и материалам изготовления, как выбрать оригинальные кольца. Полезные советы.
krutimotor.ru
Поршневой палец
Поршневой палец - деталь, обеспечивающая подвижное соединение шатуна и поршня. Представляет собой деталь цилиндрической формы, отдаленно напоминающую палец.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
Способы осевой фиксации поршневого пальца
По способу крепления пальцы делятся на два вида: плавающие и фиксированные. В большинстве современных двигателей используются плавающие пальцы. Плавающими они называются потому, между ним и отверстием в поршне и отверстием в головке шатуна есть зазор. Фиксация поршневого пальца в таком соединении обеспечивается установкой стопорных колец.
Цветные метки внутри отверстия пальцев некоторых автомобилей заменяют номер запчасти при подборе запчастей для капремонта двигателя
Плавающий палец
Плавающий палец может вращаться как внутри поршня, так и в головке шатуна. В конструкциях с плавающим пальцем в верхнюю головку шатуна впрессовывается бронзовая втулка, уменьшающая трение.
Так как шатун, поршень и палец изготовлены из различных материалов, зазоры в соединениях калиброваны в зависимости от свойств металлов. Например, при комнатной температуре, палец должен входить во втулку шатуна без люфта. В отверстие поршня (при комнатной температуре) палец должен проходить с некоторым натягом.
Монтаж плавающего поршневого пальца
При монтаже или демонтаже поршня, его необходимо нагреть до температуры 65-85 °С (нагрев производят в воде). Когда же двигатель начнет работать, поршень разогревается, и зазор увеличивается, так как поршень и палец сделаны из разных материалов, расширяющихся по разному под воздействием высокой температуры.
Для монтажа фиксированного пальца шатун разогревают в печи до температуры более 200 градусов
Фиксированный палец
Фиксированным называется поршневой палец, не вращающийся ни в одном из соединяемых элементов. Фиксированные пальцы применяют в двигателях автомобилей семейства ВАЗ.
Монтаж фиксированного пальца
Монтаж фиксированного пальца осуществляется путем нагрева шатуна до температуры 240 °С в печи. В России, где автомобили до сих пор нередко ремонтируют в домашних условиях, шатуны часто нагревают на бытовой электроплитке или с помощью паяльной лампы.
Шатун довольно быстро остывает, и операцию по соединению поршневого пальца и шатуна необходимо выполнять очень быстро.
Для этого в раздвинутые предварительно губки тисков устанавливают вставки из мягкого металла (алюминий, медь и т.д.), и нагретый шатун быстро переносится к тискам и зажимается. Поршень устанавливается на место рукой. Подготовленный палец, надетый на специальную оправку с направляющей, быстро проталкивается в отверстие поршня и проходит сквозь отверстие в раскаленном шатуне. Когда детали остывают, отверстие в шатуне зажимает палец.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
blamper.ru
ПОРШНЕВЫЕ ПАЛЬЦЫ
Поршневой палец служит для шарнирного соединения поршня с шатуном и является осью, относительно которой шатун совершает колебательное движение.
Поршневой палец работает в условиях знакопеременной нагрузки при четырехтактном процессе и в условиях близких к пульсирующей нагрузке в случае двухтактного процесса. Кроме того, поршневой палец испытывает тепловую нагрузку вследствие передачи теплоты от головки поршня, выделения теплоты при трении поршневого пальца о головку шатуна и бобышки поршня. В результате этого создаются неблагоприятные условия для осуществления жидкостного трения. Из-за наличия полужидкостного трения поршневой палец и сопряженные с ним поверхности бобышек поршня и верхней головки шатуна сильно изнашиваются.
Для обеспечения нормальных условий работы поршневого пальца его конструкция должна удовлетворять следующим требованиям: малая масса, минимальная деформация при работе, хорошая сопротивляемость ударной нагрузке, высокая износостойкость и прочность при переменной нагрузке.
Поршневой палец делают цилиндрической формы с отверстием внутри.
Конструкция поршневого пальца в основном зависит от типа сопряжения поршневого пальца с бобышками поршня и верхней головки шатуна. По указанному признаку различают поршневые пальцы: 1) закрепленные в бобышках поршня и вращающиеся в головке шатуна; 2) закрепленные в головке шатуна и вращающиеся в бобышках поршня и 3) свободно вращающиеся как в головке шатуна, так и в бобышках поршня — плавающие пальцы.
В первом случае поршневой палец стопорится болтами, для которых в бобышках поршня имеются отверстия с резьбой, а на поверхности самого пальца — отверстия для его стопорения. Недостатком такого крепления являются: выкрашивание резьбы стопорного болта, увеличение брака при термической обработке поршневого пальца из-за наличия в нем углубления, прогиба поршневого пальца из-за увеличения длины поверхности соприкосновения поршневого пальца с головкой шатуна (для уменьшения износа рабочих поверхностей). Поэтому этот тип крепления не применяется.
Во втором случае крепления поршневого пальца значительно сокращается длина головки шатуна, что ведет к уменьшению массы шатуна и расчетной длины поршневого пальца, а следовательно, и его прогиба. Этот способ крепления поршневого пальца целесообразно применять при чугунных поршнях. Если поршень пальца изготовлен из сплава, имеющего высокий коэффициент расширения,то вследствие того,что поршневой палец должен поворачиваться в бобышках даже холодного поршня, зазор в сопряжении поршневой палец — поршень при повышении температуры получается увеличенным.
Преимущественное распространение получили поршневые пальцы плавающего типа, так как они незначительно и равномерно изнашиваются по длине и по окружности и удобны при монтаже. Кроме того, в случае их применения уменьшается опасность заедания пальца.
Для предотвращения осевого перемещения поршневого пальца плавающего типа применяют различные способы фиксации. При фиксации поршневого пальца одним кольцом ослабляется его опасное сечение, поэтому предпочтительнее креплениепоршневого пальцадвумя кольцами в бобышках поршня. В ряде двигателей в отверстия бобышек поршня устанавливаются заглушки 1 из листовой стали и пружинящие кольца 2. В некоторых случаях фиксация поршневого пальца осуществляется пробками из алюминия или латуни, при этом несколько повышается жесткость кольца и улучшается отвод теплоты.
Конструктивные формы поршневых пальцев весьма разнообразны. Наиболее простыми являются поршневые пальцы трубчатой формы. Поршневые пальцы с коническими внутренними поверхностями имеют форму бруса равного сопротивления изгибу, вследствие чего уменьшается масса поршневого пальца.
Для смазки поршневого пальца в бобышках поршня масло подводится по каналу из-под маслосъемных поршневых колец через отверстия в бобышках поршня. Смазка поршневого пальца в головке шатуна осуществляется маслом, разбрызгиваемым кри-вошипно-шатунныммеханизмомиподаваемымкпоршневому пальцу через отверстия в головке шатуна, или маслом, поступающим по каналу в шатуне от шатунной шейки коленчатого вала.
maestria.ru
|
Поршневой палец служит осью в шарнирном соединении поршня с шатуном и воспринимает поэтому все передающиеся между ними силовые нагрузки. В четырехтактных двигателях силовые нагрузки на поршневой палец резко изменяются как по величине, так и по направлению, а в двухтактных — только по величине. Однако в обоих случаях поршневые пальцы испытывают ударный характер нагрузки и работают в условиях ограниченной смазки. В кривошипном механизме быстроходных автомобильных двигателей поршневые пальцы желательно иметь возможно меньшего веса, а по конструктивным соображениям их выполняют с ограниченным поперечным сечением и малыми опорными поверхностями. Это порождает большие напряжения и значительные удельные давления на опорных поверхностях рассматриваемого шарнирного соединения. Поэтому поршневой палец должен обладать высокой износостойкостью и одновременно хорошо противостоять воздействию ударных нагрузок при общем ограниченном весе. Чтобы удовлетворить эти жесткие требования, поршневые пальцы изготовляют в виде полого стального цилиндра с небольшой толщиной стенок (рис.) и подвергают их соответствующей термической и тщательной механической обработке.
Материалом для поршневых пальцев служат углеродистые стали марок 15, 20 или 45, а в особенно напряженных двигателях применяют, например, хромистые—15Х, 40Х и другие легированные качественные стали. Пальцы, изготовленные из малоуглеродистых сталей, содержащих до 0,2% углерода, цементируют, т. е науглероживают поверхностный их слой, и подвергают закаливанию; из среднеуглеродистых сталей пальцы закаливают, нагревая поверхностный слой их токами высокой частоты. Толщина закаленного слоя обычно составляет 1—1,5 мм, а твердость HRC 55—60 (шкала С по Роквеллу). После такой термической обработки материал пальца с внутренней стороны стенок сохраняет свои вязкие свойства и хорошо сопротивляется ударным нагрузкам, а наружный закаленный слой их приобретает повышенную износостойкость. Пальцы тщательно шлифуют и полируют с тем, чтобы на рабочей поверхности не оставалось каких-либо рисок или следов обработки, вызывающих концентрацию опасных для прочности местных напряжений. Чтобы в процессе работы поршневые пальцы не выходили из отверстий бобышек и не могли повредить зеркало цилиндра, их фиксируют в строго заданном положении относительно шатуна или поршня. По способу фиксации пальцев они подразделяются на плавающие и закрепленные. Закрепленными считаются пальцы, неподвижно зафиксированные в головке шатуна или в бобышках поршня В головке шатуна палец закрепляют с помощью стяжного болта устанавливаемого в разрезную головку (см. рис. б). Палец сохраняет в этом случае угловое перемещение только в бобышках. Чугунные поршни при таком креплении пальцев снабжают бронзовыми втулками, уменьшающими потери на трение и предотвращающими возможные задиры трущихся поверхностей. Крепление пальца в бобышках поршня осуществляется с помощью стопорного болта, который на резьбе заворачивается в бобышку и проходит через сделанное для этой цели отверстие в стенке пальца (см. рис. в). Поэтому угловое перемещение пальца сохраняется только в головке шатуна с запрессованной в нее в качестве подшипника бронзовой втулкой. При неподвижной фиксации поршневых пальцев в шатуне или бобышках поршня отдельные участки их нагружаются неравномерно, а следовательно, и неравномерно изнашиваются. Чтобы устранить этот недостаток, применяют так называемые плавающие пальцы. Плавающие пальцы фиксируются только от осевого смещения, как показано на рис. а и г. В процессе работы они могут свободно поворачиваться как в головке шатуна, так и в бобышках поршня, что способствует более равномерному их износу. В холодном состоянии палец должен плотно без качки входить в отверстие втулки верхней головки шатуна, а по отверстиям в бобышках поршня из алюминиевых сплавов он подбирается с тугой посадкой. Необходимость этого обусловливается разницей в коэффициентах линейного расширения у алюминиевых поршней и стальных пальцев. Опыт показывает, что в прогретом двигателе зазоры между поршневым пальцем и отверстиями в бобышках и головке шатуна выравниваются. Для облегчения сборки алюминиевые поршни рекомендуется подогревать до 60—80°С путем погружения в горячую жидкость, например в нейтральное масло. Плавающие поршневые пальцы получили наибольшее распространение в автомобильных, тракторных и других быстроходных двигателях. Осевую фиксацию плавающих пальцев осуществляют с помощью стопорных пружинных колец круглого или прямоугольного сечения (см. рис. а) и реже для этой цели используют грибки из мягкого металла (см. рис. г). Стопорные кольца устанавливают в канавках, проточенных для них в отверстиях бобышек, несущих поршневой палец. Глубина проточек под стопорные кольца выбирается так, что последние примерно наполовину выступают из них и надежно фиксируют палец от осевых перемещений. Кольца вынимаются из канавок с помощью отогнутых внутрь концов или имеющихся у них отверстий (см. рис. а). Грибки, или заглушки, из мягкого металла (обычно из алюминия) запрессовывают с двух сторон в отверстия поршневого пальца и при осевом перемещении его соприкасаются с зеркалом цилиндра, но не разрушают стенок. Поршневые пальцы двухтактных двигателей с торцов закрываются иногда заглушками, предотвращающими в этом случае возможное перетекание газов между впускными и выпускными окнами. На двухтактных дизелях ЯМЗ пальцы с торцов закрываются стальными заглушками. От осевого перемещения пальцы в этих двигателях фиксируются стопорными кольцами, показанными на рис. д.
Источник: Райков И.Я., Рытвинский Г.Н. Двигатели внутреннего сгорания, 1971 г. Newer news items: Older news items: |


azbukadvs.ru
Поршневой палец
Поршневой палец – это ось, на которой вращается верхняя головка шатуна. Именно через поршневой палец передается усилие с шатуна на поршень и обратно. Внешне он представляет собой гладкий и полый металлический цилиндр с толстыми стенками.
Основные нагрузки приходятся на середину поршневого пальца, в том месте, где он соприкасается с верхней головкой шатуна. Поэтому на некоторых пальцах толщина стенок в середине больше, чем по краям.
Конструктивно поршневые пальцы делятся на фиксированные и плавающие.
Фиксированный поршневой палец вращается только в одном из соединяемых элементов: либо в бобышке поршня, либо в верхней головке шатуна. Соответственно, одно из креплений пальца выполнено «намертво» за счет тугой посадки. Чаще всего палец фиксируется в головке шатуна и вращается в бобышке поршня за счет небольшого зазора. В частности, такая схема реализована на старых двигателях ВАЗ. На современных автомобилях схема с фиксированным поршневым пальцем практически не встречается.
Плавающий поршневой палец установлен с зазорами в обоих соединениях: и в бобышке поршня, и в головке шатуна. В поршне палец фиксируется на оси (грубо говоря, чтобы не выскочил) при помощи стопорных колец, устанавливаемых в специальных проточках в бобышках. На некоторых двигателях американских автомобилей палец в поршне фиксируют с помощью заглушек, устанавливаемых в отверстия бобышек. Но эта схема встречается редко.
Для обеспечения рабочего зазора между пальцем и шатуном внутрь верхнего кольца стального шатуна вставляется подшипник скольжения, представляющий собой втулку из более мягкого металла - бронзы или смеси стали со свинцом или оловом.
Как и любая деталь, поршневые пальцы, шатуны и поршни со временем изнашиваются. На старых и изношенных двигателях в соединении палец-поршень может возникать люфт. Когда палец болтается в креплении, он начинает «стучать» в верхней и нижней мертвой точке. Это называется «стуком пальцев». Непрофессиональные ремонтники иногда путают стук пальцев со стуком клапанов, которые несколько похожи по звуку, но вызваны совершенно разными причинами.
Также иногда поршневые пальцы под нагрузкой деформируются и становятся овальными в сечении. Тогда в бобышках поршня образуются трещины и поршень довольно быстро полностью разрушается.
knowcar.ru
Поршневой палец ― Autopribor.Ru
По условиям кинематической схемы кривошипно-шатунного механизма, преобразующего возвратно-поступательное движение поршня во вращательное движение, необходимо чтобы обе головки шатуна были подсоединены шарнирно. Поршневой палец является осью качания шатуна в соединении с поршнем. Через поршневой палец передаются все силы, возникающие между поршнем и шатуном. К этим силам относятся сила инерции, возникающая при изменении направления движения поршня, сила давления сжимаемой в цилиндре двигателя воздушно топливной смеси или воздуха в дизельном двигателе при сжатии и, главное, сила давления расширяющихся газов во время рабочего такта.
Поршневой палец относится к деталям двигателя, совершающим возвратно-поступательное движение во время работы. Конструкторы двигателей всеми способами стремятся уменьшить вес таких деталей. Но, как отмечалось ранее, через поршневой палец передаются очень большие силы. Поэтому размер (диаметр) пальца, конструкция, технология и материал изготовления пальца, с учётом себестоимости массового изготовления, это результат принятия сложного компромиссного инженерного решения.
Во время работы двигателя на поршневой палец действуют изгибающие усилия и усилия среза. Под воздействием этих усилий поршневой палец может принять недопустимую овальность, в результате которой возможно заклинивание поршня в поршневой головке шатуна или в бобышках поршня. Овальность поршневого пальца может привести к появлению трещин в бобышках поршня и последующему разрушению поршня.

Эпюра нагрузки на поршневой палец

Внутреннее отверстие поршневого пальца
Внутреннее отверстие пальца массовых двигателей цилиндрической формы, поскольку такой палец имеет самую низкую себестоимость изготовления. В двигателях, в которых стоимость изготовления не играет решающего значения, по сравнению с качественными показателями, для облегчения веса пальца, внутреннее отверстие изготавливается в виде двух конусов, сужающихся к середине пальца. На эпюре нагрузки, приложенной к поршневому пальцу, видно, что, усилие, приложенное к центру поршневого пальца, значительно меньше усилия, приложенного к его концам.

Так выглядит поршневой палец массового автомобиля
По способу осевой фиксации пальцы делятся на две группы:
1 – фиксированные
2 – плавающие

1 – Поршневой палец
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.

Во время работы двигателя поршень и палец нагреваются, и из-за разности температурных коэффициентов расширения стального пальца и алюминиевого поршня зазор между этими деталями приобретает необходимое значение.

- Фиксированный палец с фиксацией в отверстии поршня
- Фиксированный палец с фиксацией в поршневой головке шатуна
- Плавающий палец с фиксацией при помощи стопорных колец
Этот рисунок дан больше для исторической информации, поскольку, в большинстве современных автомобильных двигателей применяются плавающие поршневые пальцы. А крепление фиксированного поршневого пальца осуществляется только за счёт тугой посадки в поршневой головке шатуна.
Правда в двигателях некоторых американских автомобилей поршневой палец в осевом направлении фиксируется при помощи специальных алюминиевых или бронзовых заглушек, вставляемых в отверстия бобышек поршня со стороны торцов поршневого пальца.
Подборка пальца по размерной группе

Проверка зазора в соединении поршня с поршневым пальцем
При ремонте двигателя, если предполагается повторная установка снятых деталей поршневой группы, необходимо проверить зазор между поршнем и поршневым пальцем. Для этого, в двух направлениях, замерьте внутренний диаметр отверстия под поршневой палец. В двух направлениях, с обоих концов, замерьте наружный диаметр поршневого пальца и определите зазор в соединении. Если вычисленный зазор не соответствует установленной технической норме, замените детали, имеющие недопустимый износ.

Измерение диаметра отверстия в бобышке поршня

Измерение наружного диаметра поршневого пальца
Установка поршневого пальца
Установка фиксированного поршневого пальца
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.

- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальца
Для обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.

Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.

Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.

Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.

Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.

Плоские стопорные кольца поршневого пальца

Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.

Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
autopribor.ru
О достоинствах плавающей посадки поршневого пальца
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:

Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
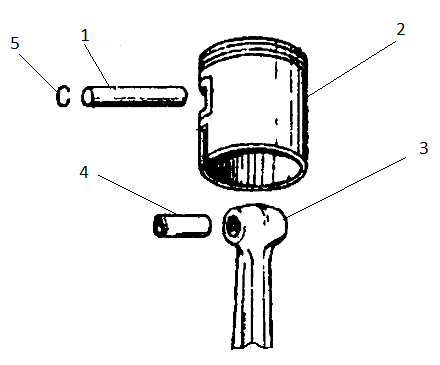
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Таблица 1
Анализ показателей качества деталей
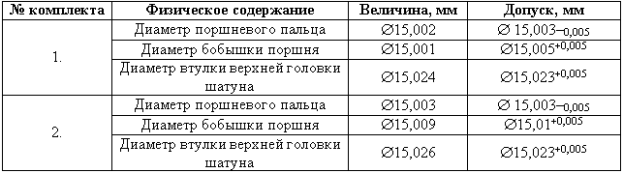
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Таблица 2
| Деталь | №измерения | Поле рассеяния размера | |||
| 1 | 2 | 3 | 4 | ||
| Палец | 14,856мм | 14,944мм | 14,953мм | 14,663мм | 0,088мм |
| Втулка | 15,102мм | 15,354мм | 15,283мм | 15,424мм | 0,322мм |
Выводы: показатели точности превышают допустимые пределы, достаточно большое поле рассеяния размеров, что позволяет судить о неравномерном износе деталей.
Двигатель № 2 (плавающая посадка пальца)
При эксплуатации посторонний стуков не обнаружено. Произведено 4 измерения пальца, втулки и бобышек. Результаты показаны в таблице 3.
Таблица 3
| Деталь | №измерения | Поле рассеяния размера | |||
| 1 | 2 | 3 | 4 | ||
| Палец | 15,002 | 15,002 | 15,003 | 15,001 | 0,002 |
| Втулка | 15,01 | 15,012 | 15,011 | 15,01 | 0,002 |
| Бобышки | 15,025 | 15,025 | 15,024 | 15,025 | 0,001 |
Выводы: показатели точности находятся в пределах поля допуска, имеется незначительное поле рассеяния размеров.
Заключение
Таким образом, анализируя результаты эксперимента, выявили следующие достоинства плавающей посадки поршневого пальца, по сравнению с посадкой с натягом:
– Простота технологического процесса сборки
– Равномерный износ рабочей поверхности деталей
– Больший ресурс работы
Литература:- К. П. Быков, П. В. Грищенко; ред. Т. А. Шленчик. Мотоцикл «Иж». Эксплуатация, ремонт, каталог деталей: пособие по ремонту. — Чернигов: ПКФ «Ранок», 2000. — 208 с.
- Тамаркин М. А., Давыдова И. В., Тищенко Э. Э. Технология сборочного производства. — Ростов-на-Дону: Феникс, 2007. — 270 с.
Основные термины (генерируются автоматически): бобышка поршня, палец, поршневой палец, втулка шатуна, верхняя головка шатуна, двигатель, втулка, плавающая посадка, общий вид, некачественная сборка.
moluch.ru










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)