 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Плазменная наплавка: оборудование и технология процесса. Плазменная наплавка
Плазменная наплавка: оборудование и технология процесса
Эффективность и проблемы плазменной наплавки стоят перед инженерами-материаловедами чрезвычайно остро. Благодаря этой технологии можно не только значительно увеличить срок эксплуатации и надежность высоконагруженных деталей и узлов, но восстановить, казалось бы, на сто процентов изношенные и разрушенные изделия.
Внедрение плазменной наплавки в технологический процесс значительно повышает конкурентоспособность машиностроительной продукции. Процесс не является принципиально новым и используется уже достаточно давно. Но он постоянно совершенствуется и расширяет технологические возможности.

Общие положения
Плазмой называется ионизированный газ. Достоверно известно, что плазму можно получить различными методами в результате электрического, температурного или механического воздействия на молекулы газа. Для ее образования необходимо оторвать отрицательно заряженные электроны от положительных атомов.
В некоторых источниках можно встретить информацию о том, что плазма является четвертым агрегатным состоянием вещества наряду с твердым, жидким и газообразным. Ионизированный газ обладает рядом полезных свойств и применяется во многих отраслях науки техники: плазменная наплавка металлов и сплавов с целью восстановления и упрочнения высоконагруженных изделий, испытывающих циклические нагрузки, ионно-плазменное азотирование в тлеющем разряде для диффузионного насыщения и упрочнения поверхностей деталей, для осуществления процессов химического травления (используется в технологии производства электроники).
Подготовка к работе
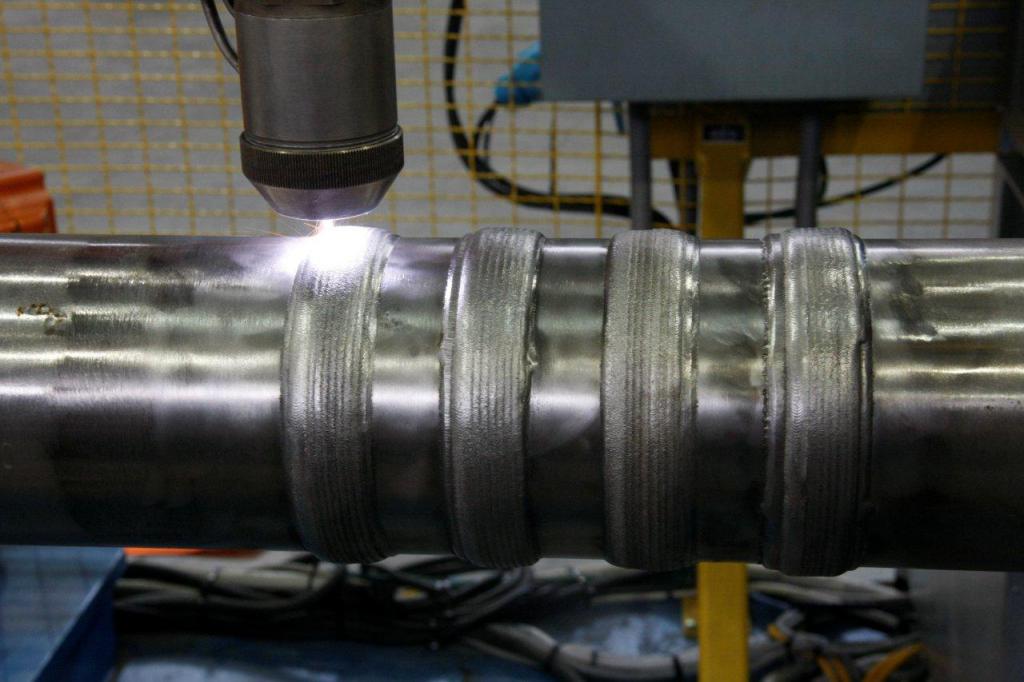
Прежде чем приступить к наплавке, нужно настроить оборудование. В соответствии со справочными данными, необходимо подобрать и установить правильный угол наклона сопла горелки к поверхности изделия, выверить расстояние от торца горелки до детали (оно должно составлять от 5 до 8 миллиметров) и вставить проволоку (если осуществляется наплавка проволочного материала).
Если наплавка будет осуществляться путем колебаний сопла в поперечных направлениях, то необходимо выставить головку таким образом, чтобы сварной шов находился ровно посередине между крайними точками амплитуд колебания головки. Также необходимо отрегулировать механизм, который задает частоту и величину колебательных движений головки.

Технология плазменно-дуговой наплавки
Процесс наплавки довольно прост и может с успехом выполняться любым опытным сварщиком. Однако он требует от исполнителя максимальной концентрации и внимания. В противном случае можно запросто испортить заготовку.
Для ионизации рабочего газа используется мощный дуговой разряд. Отрыв отрицательных электронов от положительно заряженных атомов осуществляется за счет теплового воздействия электрической дуги на струю рабочей газовой смеси. Однако при соблюдении ряда условий возможно протекание не только под влиянием тепловой ионизации, но и за счет воздействия мощного электрического поля.
Газ подается под давлением 20-25 атмосфер. Для его ионизации необходимо напряжение 120-160 вольт с силой тока порядка 500 ампер. Положительно заряженные ионы захватываются магнитным полем и устремляются к катоду. Скорость и кинетическая энергия элементарных частиц настолько велика, что при соударении с металлом они способны сообщать ему огромную температуру – от +10...+18 000 градусов по Цельсию. При этом ионы движутся со скоростью до 15 километров в секунду (!). Установка плазменной наплавки оборудована специальным устройством под названием «плазмотрон». Именно этот узел отвечает за ионизацию газа и получение направленного потока элементарных частиц.
Мощность дуги должна быть такой, чтобы исключить оплавление основного материала. В то же время температура изделия должна быть максимально высокой, чтобы активизировать диффузионные процессы. Таким образом, температура должна приближаться к линии ликвидус на диаграмме железо-цементит.
Мелкодисперсный порошок специального состава или электродная проволока подается в струю высокотемпературной плазмы, в которой материл расплавляется. В жидком состоянии наплавка попадает на упрочняемую поверхность.

Плазменное напыление
Для того чтобы реализовать плазменное напыление, необходимо существенно увеличить скорость потока плазмы. Этого можно добиться регулировкой напряжения и силы тока. Параметры подбираются опытным путем.
Материалами при плазменном напылении служат тугоплавкие металлы и химические соединения: вольфрам, тантал, титан, бориды, силициды, окись магния и оксид алюминия.
Неоспоримым преимуществом напыления по сравнению с наплавкой является возможность получения тончайших слоев, порядка нескольких микрометров.
Данная технология применяется при упрочнении режущих токарных и фрезерных сменных твердосплавных пластин, а также метчиков, сверл, зенкеров, разверток и другого инструмента.
Получение открытой плазменной струи
В этом случае в роли анода выступает непосредственно сама заготовка, на которую осуществляется плазменная наплавка материала. Очевидный недостаток данного метода обработки – нагрев поверхности и всего объема детали, что может привести к структурным превращениям и нежелательным последствиям: разупрочнению, повышению хрупкости и так далее.
Закрытая плазменная струя
В этом случае в роли анода выступает непосредственно газовая горелка, точнее - ее сопло. Данный способ используется для плазменно-порошковой наплавки с целью восстановления и повышения эксплуатационных характеристик деталей и узлов машин. Особую популярность данная технология завоевала в сфере сельскохозяйственного машиностроения.
Преимущества плазменной технологии наплавки
Одним из основных преимуществ является концентрация тепловой энергии в небольшой зоне, что позволяет уменьшить влияние температуры на исходную структуру материала.
Процесс хорошо поддается управлению. При желании и соответствующих настройках аппаратуры слой наплавки может варьироваться от нескольких десятых долей миллиметра до двух миллиметров. Возможность получения контролируемого слоя особенно актуальна на данный момент, так как позволяет значительно увеличить экономическую эффективность обработки и получить оптимальные свойства (твердость, коррозионная стойкость, износостойкость и многие другие) поверхностей стальных изделий.
Еще одно не менее важное преимущество – возможность осуществлять плазменную сварку и наплавку самых разных материалов: медь, латунь, бронза, драгоценные металлы, а также неметаллы. Традиционные методы сварки далеко не всегда могут позволить это сделать.

Оборудование для наплавки
Установка для плазменно-порошковой наплавки включает в себя дроссель, осциллятор, плазмотрон и источники питания. Также она должна быть оснащена устройством автоматической подачи гранул металлического порошка в рабочую зону и системой охлаждения с постоянной циркуляцией воды.

Источники тока для плазменной наплавки должны удовлетворять строгим требованиям постоянства и надежности. С этой ролью как нельзя лучше справляются сварочные трансформаторы.
При наплавке порошковых материалов на металлическую поверхность используется так называемая комбинированная дуга. Одновременно используются открытая и закрытая плазменная струя. Регулируя мощность этих дуг, можно менять глубину проплавления заготовки. При оптимальных режимах коробление изделий не будет проявляться. Это важно при изготовлении деталей и узлов точного машиностроения.
Устройство для подачи материала
Металлический порошок дозируется специальным устройством и подается в зону оплавления. Механизм, или принцип действия питателя, заключается в следующем: лопатки ротора выталкивают порошок в газовый поток, частицы разогреваются и прилипают к обрабатываемой поверхности. Подача порошка осуществляется через отдельное сопло. Всего в газовой горелке установлено три сопла: для подачи плазмы, для подачи рабочего порошка и для защитного газа.
Если вы используете проволоку, целесообразно использовать стандартный механизм подачи сварочного автомата для сварки под флюсом.
Подготовка поверхностей
Плазменной наплавке и напылению материалов должна предшествовать тщательная очистка поверхности от жировых пятен и других загрязнений. Если при обычной сварке позволительно производить только грубую, поверхностную очистку стыков от ржавчины и окалины, то при работе с плазмой газа поверхность обрабатываемого изделия должна быть идеально (насколько это возможно) чистой, без посторонних включений. Тончайшая пленка окислов способна значительно ослабить адгезионное взаимодействие наплавки и основного металла.
С целью подготовки поверхности под наплавку рекомендуется снять незначительный поверхностный слой металла посредством механической обработки резанием с последующим обезжириванием. Если габариты детали позволяют, то рекомендуется провести промывку и очистку поверхностей в ультразвуковой ванной.
Важные особенности наплавки металлов
Существует несколько вариантов и способов осуществления плазменной наплавки. Применение проволоки в качестве материала для наплавки значительно повышает производительность процесса по сравнению с порошками. Это объясняется тем, что электрод (проволока) выступает в роли анода, что способствует значительно более быстрому нагреву наплавляемого материала, а значит позволяет скорректировать режимы обработки в сторону увеличения.
Однако качество покрытия и адгезионные свойства явно на стороне порошковых присадок. Использование мелких частиц металла позволяет получать на поверхности равномерный слой любой толщины.
Наплавочный порошок
Использование порошковой наплавки является предпочтительным с точки зрения качества получаемых поверхностей и износостойкости, поэтому на производстве все чаще используют именно порошковые смеси. Традиционный состав порошковой смеси – кобальтовые и никелевые частицы. Сплав данных металлов обладает хорошими механическими свойствами. После обработки таким составом поверхность детали остается идеально гладкой и не возникает необходимости в ее механической доводке и устранении неровностей. Фракция частиц порошка – всего несколько микрометров.
fb.ru
Плазменная наплавка: установки, технология, оборудование
Плазменная наплавка – это современный метод наложения износоустойчивого покрытия на рабочую поверхность. Он применяется при производстве и восстановлении изношенных машинных деталей. В современной технологии сварки этот метод занял важное место.

Плазменная наплавка
Где применяют эту технологию
Ее используют для наделения рабочей поверхности такими свойствами:
- антифрикционность;
- жароустойчивость;
- кислотоупорность;
- устойчивость к коррозии;
- устойчивость к износу.
При помощи плазменной наплавки получаются разные изделия:
- зубцы для ковша экскаватора;
- вкладыши на подпятники для габаритного турбогенератора;;
- поршни;
- подшипники и др.
В конструкциях из металла, произведенных способом наплавления, выходит сварочное соединение разных металлов. Характеристики таких изделий напрямую зависимы от показателя глубины проплавки основы, от перемещения элементов из металла-основы в состав наплавки. При таком соединении образуются новые фазы и составляющие структуры, которых не было в основе и материале-присадке.
Выпуск высокопрочных изделий – это дорогостоящий процесс. Поэтому, финансово выгодно выпускать их из достаточно прочного металла, а затем наложить защитное покрытие.
Суть применения
Она совсем не сложная. Для покрытия используют материал из проволоки или мелкий порошок в гранулах. Попадая в струю плазмы, он греется, а после плавится. В таком состоянии материал-защита подается на деталь. Одновременно с этим процессом непрерывно нагревают и саму деталь.
Преимущества данной технологии:
- Поток плазмы дает возможность наложить материалы, которые отличаются по своим параметрам. Выполнить это можно в несколько слоев. Таким образом, металл покрывают разными покрытиями с индивидуальными защитными особенностями.
- Широкие границы регулирования энергетических возможностей плазменной дуги, потому, что она является наиболее гибким источником тепла.
- Плазменный поток имеет очень высокую температуру, из-за чего он плавит тугоплавкие материалы.
- Формы и размеры детали для наплавления не снижают показатели технических характеристик данного метода. Также при этом не снижается показатель результата.
Если сравнить эту технологию с электродуговой сваркой, то плазменная наплавка имеет значительное преимущество:
- Металл перемешивается по минимуму.
- Минимальные тепловые затраты.
- Абсолютный контроль дуги.
- Полученное покрытие гладкое при небольшой механической обработке.
- Чистота наплавленных слоев.
- Цельное покрытие без пор.
- Высокий показатель прочности соединения.
Технология метода и его особенности
Наплавка металла по описываемой технологии производиться двумя методами:
- В струю вводят проволоку, ленту, или прут (они являются присадочным материалом).
- В струю подают смесь из порошка. Она смещается на поверхность металла газом.
Струя плазмы по компоновке разделяется на такие виды:
- закрытая;
- открытая;
- комбинированный вариант.
Из газов для создания огня используется:
- кислород;
- водород;
- аргон;
- гелий.
Профессионалы отдают предпочтение аргону и гелию.
Установки для этого вида наплавки
Для этого процесса применяют различные установки, их вид зависит от объемов производства, от требований к уровню автоматики. Соответственно этим потребностям выполнены универсальные и специализированные установки. Универсальное оборудование позволяет выполнять наплавку на деталях разной формы. Специализированные установки предназначены для деталей одного вида (например: клапаны для моторов внутреннего сгорания, для дисков, элементов-соединений бурильных труб и так далее).

Плазматрон для наплавки металлических порошковых материалов
Все эти установки оснащают новейшими системами управления с применением промышленных компьютеров. Это в значительной мере поднимает качество, стабильность и надежность работы.

Установка плазменной наплавки и сварки УПНС-3040
Каждая установка отвечает требованиям современности по экобезопасности. В них установлены автономные блоки охлаждения водяным путем и камеры-защиты. Эта камера отлично защищает мастера от вредного влияния излучения плазменной дуги и от газов и пыли, которая выделяются при наплавке.
Плазменная наплавка зарекомендовала себя, как успешная новейшая технология, которая отличается высоким показателем качества. Она снижает затраты на ремонт больших агрегатов. Рабочие поверхности изделий после обработки становятся износоустойчивыми, жаропрочными, кислоупорными. Данный метод, благодаря широкому ряду технических характеристик, нашел широкое применение в разных областях.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
22. Механизированные способы сварки и наплавки Плазменная наплавка
В качестве источника тепловой энергии при плазменной наплавке используется струя плазмы. Плазма представляет собой частично или полностью ионизированный газ, нагретый до очень высокой температуры и обладающий свойством электропроводности. Плазменную струю получают в специальных устройствах, которые называют плазмотронами или плазменными горелками. Плазмотрон состоит из двух основных частей — катодной и анодной. Катод плазмотрона представляет собой стержень диаметром 6.. .8 мм, изготовленный из лантанированного вольфрама, который через водяную рубашку охлаждается проточной водой. Анодная часть (сопло), изготовленная из меди, также охлаждается водой.
Для того чтобы получить плазменную струю между анодом и катодом, возбуждают электрическую дугу, и в зону ее горения вводят плазмообразующий газ, который, проходя через дуговой промежуток, нагревается до высокой температуры и ионизируется, т. е. распадается на положительно и отрицательно заряженные ионы.
Под действием электромагнитного поля происходит обжатие столба дуги, а благодаря избыточному давлению газа дуга вытягивается в направлении движения струи. Это приводит к резкому увеличению плотности тока и повышению температуры струи. Плазменная струя выходит из канала сопла плазмотрона в виде тонкого шнура с длиной видимой части до 50.. .60 мм.
В качестве плазмообразующего газа применяют аргон, азот, гелий, водород и их смеси. Аргонная плазменная струя имеет наиболее высокую температуру (до 15... ...20 тыс. °С) и сверхзвуковую скорость истечения (до 1000.. .1200 м/с).
Присадочный материал при плазменной наплавке вводится в сварочную ванну в виде порошка или проволоки. Порошковая наплавка производится двумя методами: подачей порошка непосредственно в сварочную ванну и путем вдувания его в плазменную струю.
Высокая концентрация тепловой энергии в плазменной струе, стабильность дугового разряда, возможность раздельного регулирования степени нагрева основного и присадочного материалов обусловливают преимущества применения плазмы при наплавке деталей.
Плазменная наплавка обеспечивает высокое качество наплавленного металла и по своим технико-экономическим показателям не уступает, а в ряде случаев даже превосходит другие способы механизированной наплавки.
Преимущества методов плазменного нанесения покрытий перед другими (гальваническим, вакуумным, кислородно-ацетиленовым и др.) заключаются в следующем:
- высокая температура плазменного потока позволяет расплавлять и наносить самые тугоплавкие материалы;
- поток плазмы дает возможность получать сплавы различных по свойствам материалов или наносить многослойные покрытия из различных сплавов. Это открывает широкую возможность получения покрытий, сочетающих разнообразные защитные свойства;
- возможности этого способа не ограничены формой и размерами обрабатываемого изделия;
- плазменная дуга - наиболее гибкий источник нагрева, позволяющий в широких пределах регулировать его энергетические характеристики.
Для плазменной наплавки наиболее широко применяется плазмотрон комбинированного действия. При горении независимой дуги такого плазмотрона между вольфрамовым электродом и соплом происходит расплавление присадочного металлического порошка, а при горении дуги между электродом и изделием поверхность последнего нагревается, и обеспечивается сплавление присадочного и основного металла. Использование комбинированной плазменной дуги позволяет получить минимальную глубину проплавления и долю основного металла в составе наплавленного, что является важнейшим технологическим преимуществом плазменной наплавки по сравнению с другими способами наплавки. Защита наплавляемого слоя от воздействия окружающей среды обеспечивается потоком инертного газа, окружающим дугу и подаваемым в наружное сопло плазмотрона. Присадочный порошок подается также инертным транспортирующим газом из специального порошкового питателя.
С помощью плазменной наплавки металлическим порошком можно получить жаростойкие и наиболее износостойкие покрытия из сплавов на основе никеля и кобальта. Этот способ позволяет получить тонкий равномерный слой покрытия с гладкой беспористой поверхностью, часто не требующей дополнительной механической обработки. При плазменной наплавке токоведущей присадочной проволокой дуга горит между катодом плазмотрона и проволокой, являющейся анодом, равномерно подаваемой в пространство между соплом и изделием. При таком способе обеспечивается более высокая производительность процесса наплавки при малой глубине проплавления основного металла, однако возможности получения тонкого и равномерного слоя при таком способе наплавки ограничены. Кроме того, применение присадочного материала в виде порошка позволяет использовать для наплавки практически любые сплавы, что трудно осуществить при использовании проволоки в качестве присадочного материала. При плазменной наплавке в качестве плазмообразующего, защитного и транспортирующего газов обычно используется аргон. Расход газа и диапазон рабочих токов и напряжений при наплавке примерно тот же, что и при плазменной сварке. В отличие от наплавки процесс напыления характеризуется большей концентрацией теплового потока и высокой скоростью течения плазменной струи. Появление этого отличия связано с тем, что при плазменном напылении в качестве материалов покрытия применяются тугоплавкие металлы (вольфрам, молибден, тантал и др.) или окислы металлов (Аl2О3, MgO, ZrO2), силициды (MoSi2), карбиды (В4С, SiC), бориды (ZnB2, HfB2), т. е. неметаллические материалы, обладающие весьма высокой температурой плавления.
studfiles.net
Плазменная наплавка
Упрочнение и восстановление деталей машин
Как показывает международная практика, для стран с ограниченными природно-сырьевыми и энергетическими ресурсами во многих случаях перспективными, экономически выгодными и предпочтительными взамен новых деталей машин, является их восстановление.
Основными причинами выхода из строя являются изнашивание, воздействие коррозионных сред, высоких температур и механических нагрузок. Поскольку процессы разрушения, как правило, начинаются с поверхности целесообразно как при восстановлении, так и при изготовлении новых быстроизнашиваемых деталей нанесение на них многофункциональных защитных покрытий с высокими эксплуатационными свойствами.
При этом оптимальными являются такие технологические решения, которые позволяют повысить срок службы быстроизнашиваемой детали до срока службы узла или машины.
В подавляющем большинстве случаев основной причиной повреждения деталей является изнашивание.
Безусловная целесообразность и экономическая эффективность проведения работ по восстановлению деталей нанесением покрытий и, следовательно, по повышению их износостойкости, обусловлена достигаемой экономией материалов, топливно-энергетических ресурсов, трудозатрат, минимизацией экономической нагрузки на окружающую среду.
Поскольку величина износа, вызывающая необходимость восстановления изношенной детали, может быть различной (от нескольких мкм до мм), следует выбирать наиболее рациональный способ нанесения, материал покрытия и нужное оборудование для его нанесения.
Покрытия на металлической, полимерной, неорганической основе могут быть получены различными способами наплавки, напыления, химико-термической обработки, химического и электрохимического осаждения, физическими методами, нанесением из газовой фазы, имплантацией, комбинированными и другими методами.
В практике ремонтных производств по восстановлению деталей нанесением покрытий на долю наплавок приходится около 77%, электроконтактного припекания – 6%, гальванических способов – 4%, заливки жидким металлом – 2%, восстановления полимерами - 4%, других способов – 5%.
Рассмотрим суть основных наиболее перспективных для применения в практике способов нанесения покрытий, их достоинства и недостатки, наиболее эффективные области применения.
Наплавка
Это такой метод, при котором внешним тепловым источником (газовое пламя, электрическая дуга, плазма, лазерный или электронный луч, и др.) расплавляют наносимый материал и наносят его на подплавленную поверхность основы.
Наплавленные покрытия беспористы, имеют прочность сцепления соизмеримую с прочностью основы, а износостойкость и другие эксплуатационные свойства (коррозионная, эрозионная, кавитационная, жаростойкость и др.) могут быть значительно выше, чем у основы.
Ведущее место для восстановления изношенных поверхностей наплавка занимает благодаря своей универсальности.
В зависимости от степени механизации и автоматизации процесса, вида применяемого источника тепла, характера легирования, вида наплавляемого материала (порошок, проволока, лента, паста), характера защиты покрытия от кислорода, азота, воздуха, вида применяемого тока (постоянный, переменный, импульсный, специальной характеристики), вида электрода (плавящийся, неплавящийся), полярность электрода при постоянном токе (прямая, косвенная), режима (стационарный, нестационарный) различают ряд способов наплавки.
Наиболее распространены для восстановления деталей способы дуговой наплавки (под слоем флюса, в среде защитных газов, вибродуговая) и плазменная наплавка (табл. 2.1.)
Перед наплавкой очищают и прокаливают для удаления влаги наплавочные материалы, очищают поверхности деталей, при необходимости нагревают их.
Таблица 2.1
Основные показатели способов наплавки
| Способ | Толщина слоя, мм | Производительность, кг/ч | Прочность соединения, МПа |
| Дуговая самозащитной проволокой | 0,5…3,5 | 1,0..3,0 | |
| Дуговая под слоем флюса | 1,0…5,0 | 0,3..3,0 | |
| Дуговая в среде диоксида углерода | 0,5…3,5 | 1,5…4,5 | |
| Дуговая в среде аргона | 0,5…2,5 | 0,3…3,6 | |
| Вибродуговая | 0,5…1,5 | 0,3…1,5 | |
| Газопламенная | 0,5…3,5 | 0,15…2,0 | |
| Плазменная(порошковая) | 0,5…5,0 | 1…12 | |
| Электрошлаковая | >10 | до 150 |
2.1 Ручная дуговая наплавка выполняется электродами с толстым покрытием и тогда, когда применение механизированных способов невозможно или нецелесообразно.
Для минимального проплавления основы наплавку ведут при минимально возможных силе тока и напряжении и электрод наклоняют в сторону, обратную направлению наплавки. Наплавку выполняют электродами диаметром 2…6 мм на постоянном токе 80…300 А обратной полярности с производительностью 0,8…3,0 кг/ч. При необходимости при наплавке различных сталей, никеля, меди и их сплавов производят предварительный подогрев наплавляемых деталей до 100…300 °С.
Способ широко распространен в ремонтном производстве Республики Беларусь.
2.2 Дуговая наплавка под флюсом, при которой электрическая дуга горит между голым электродом(проволокой) и наплавляемым изделием под слоем 10…40 мм сухого гранулированного флюса с размерами зерен 0,5…3,5 мм (рис. 2.1)
Рисунок 2.1 – Схема наплавки под слоем флюса
1-бункер с флюсом; 2-электрод; 3-оболочка расплавленного флюса; 4-газопаровой пузырь; 5‑наплавленный слой; 6-шлаковая корка; е-величина смещения электрода с зенита; ωд‑угловая частота вращения детали
В зону наплавки подают электродную сплошную или порошковую проволоку (ленту) и флюс. К детали и электроду подают постоянный ток обратной полярности. Наплавка плоских поверхностей ведется так называемым сварочно-наплавочным трактором, который перемещается по заданной траектории с заданными параметрами перемещения и подачи наплавочной проволоки. (см. лаб. работу №5)
При наплавке цилиндрических поверхностей электрод смещают с зенита в сторону противоположную вращению примерно на 10% диаметра наплавляемой детали ( см рис. 2.1). Электрод должен составлять угол с нормалью к поверхности 6…8°. Подачу флюса в зону наплавки регулируют открытием шибера. При горении дуги одновременно плавятся электродная проволока, поверхность детали и флюс. Дуга с каплями металла оказывается в объеме газов и паров, ограниченном жидким пузырем из расплавленного флюса. Этот пузырь обволакивает зону наплавки и изолирует ее от кислорода и азота воздуха. Вследствие перемешивания наплавленный под флюсом металл состоит из расплавленного присадочного и переплавленного основного металла.
Флюс, температура плавления которого на 100… 150 °С ниже, чем наплавочного материала, в значительной степени обеспечивает получение качественного покрытия, выполняя целый ряд функций:
- стабилизирует горение дуги
- защищает расплав от воздействия кислорода и азота воздуха
- очищает расплав от включений и раскисляет его
- легирует покрытие
- образует теплоизоляционный слой, замедляющий процесс затвердевания металла наплавки
В состав плавленых флюсов (ГОСТ 9087-81) АН-1…АН-30, АН-348А, ОСЦ-45, ФЦ-9, ФЦЛ-2 входят SiO2, MnO, Al2O3, CaO, MgO, K2O4, Na2O,Fe2O3, CaF2, FeO.
Керамические флюсы дополнительно содержат ферросплавы, CaCO3, легирующие элементы. Легирование проводят чаще всего комбинированно (через флюс и проволоку).
Для автоматической электродуговой наплавки под слоем флюса используют следующее оборудование:
-источники питания (выпрямители, трансформаторы, преобразователи типа ВДУ-504, ТДФ-1001, ПСГ-500) с пологопадающей или жесткой внешней характеристикой
- вращатели (типа УД140, ОКС-11200 и др.)
- сварочные тракторы(типа АДФ-1002) и
- подвесные головки (типа А-1416)
В мощных автоматах предусмотрены устройства для автоматической уборки нерасплавившегося флюса.
Рекомендуемые режимы для восстановления изношенных стальных цилиндрических деталей (валов, штоков, роликов, катков, колес, шпинделей и т.п.) приведены в таблице 2.2
Таблица 2.2 – Режимы наплавки под слоем флюса цилиндрических деталей.
| D, мм | I, А | U, В | VH, м/мин | Vn, м/мин | e, мм | S, мм | h, мм | |
| dэ = 1,2…1,6 мм | dэ = 2,0…2,5 мм | |||||||
| 50…60 | 120…140 | 140…160 | 26…28 | 16…20 | 3,0 | 1,5…2,5 | ||
| 65…75 | 150…170 | 180…220 | 16…28 | 3,5…4,0 | ||||
| 80…100 | 180…200 | 230…280 | 28…30 | 16…30 | 4,0 | 2,0…3,0 | ||
| 150…200 | 230…250 | 300…350 | 30…32 | 16…32 | 5,0 | |||
| 250…300 | 270…300 | 350…380 | 16…35 | 6,0 |
Условные обозначения: D - диаметр детали; h – высота слоя; I,U – напряжение и сила тока; VH - скорость наплавки, м/мин; Vn – скорость подачи электродного материала, м/мин; e – смещение электрода с зенита, мм; dэ – диаметр и вылет электрода, мм.
Преимуществами автоматической электродуговой наплавки под слоем флюса являются:
-повышенная в 6…8 раз по сравнению с ручной электродуговой наплавкой производительность труда при меньших в 2 раза энергозатратах
-повышенное качество наплавленного металла благодаря легированию и рациональной организации тепловых процессов
-возможность наплавки покрытий более 2 мм толщиной
-меньший угар, потери на разбрызгивание и расход присадочного материала
-лучшие условия труда и экологичность
Разновидностями наплавки под слоем флюса являются многоэлектродная наплавка, наплавка лежачим электродом, наплавка по слою порошка.
Весьма эффективными при этом способе является использование порошковых проволок, лент, шнуровых материалов.
Технологии наплавки под флюсом широко применяют на ряде передовых предприятий Беларуси, в технических университетах (БНТУ, БРУ), институтах НАН Беларуси.
2.3 Электрошлаковая наплавка (ЭШН) отличается тем, что на нагретой поверхности детали образуется ванна расплавленного флюса, в которую введен электрод, а к детали и электроду приложено напряжение (рис. 2.2). Процесс наплавки начинают на технологической пластине, которую затем после начала затвердевания покрытия удаляют. В ванну помещают флюс и электрод. Зажигают дугу между электродом и технологической пластиной. Флюс расплавляется, образуя жидкую ванну, при соприкосновении электрода с которой дуга гаснет. Ток, проходя через жидкий шлак выделяет тепло, достаточное для плавления шлака и электродного металла(температура шлаковой ванны выше чем температура плавления присадочного электродного материала). Присадочный материал расплавляется, проходя через шлак, очищается, оседает и формирует между поверхностями водоохлаждаемого кристаллизатора и технологической пластины покрытие.
Для поддержания процесса включают подачу наплавочного материала, открывают дозатор с флюсом, сообщают движение детали. Поскольку обычно толщина слоя наплавки превышает 12…14 мм ЭШН целесообразна для получения биметаллических изделий или восстановления больших партий деталей с износом более 10 мм (опорные катки гусеничных машин, звенья гусениц, работающие в агрессивной среде, инструмент и др.)
Рисунок 2.2 - Схема электрошлаковой наплавки:
1 ‑ кристаллизатор; 2 ‑ шлаковая ванна; 3 ‑ электрод; 4 ‑ мундштук; 5 ‑ дозатор легирующих добавок; 6 ‑ крупногабаритные диски; 7 ‑ восстанавливаемая деталь; 8 ‑ оправка; 9 ‑ покрытие
Различают ЭШН электродными проволоками, лентами, порошковым присадочным материалом, одно- или многоэлектродную, с плавящимся электродом.
Преимущества ЭШН:
-максимальная из всех способов наплавки производительность (до 150 кг/г)
-в 2-4 раза меньше энерговложение, чем при ручной дуговой наплавке и в 1,5 раза меньше, чем при наплавке под слоем флюса.
-минимальный расход флюса и угар легирующих элементов, отсутствие разбрызгивания шлака и наплавочного материала
-максимальная чистота по вредным примесям и трещиностойкость
Например, при восстановлении опорных катков тракторов оптимален следующий режим: напряжение тока 36…40В, сила тока 800…900 А, скорость подачи проволоки 3…3,5 м/мин, глубина шлаковой ванны 80 мм, «сухой» вылет электродов 150 мм, количество электродов 2, диаметр проволоки 3 мм, проволока Св08, флюс АН-348А или АН-8, скорость подачи легирующей добавки (сормайта) 50…85 г/мин. Покрытия обеспечивают повышение износостойкости в 1,5…1,9 раза по сравнению с новыми катками.
ЭШН ведут с помощью специальных установок (например, ОКС-7755 ГОСНИТИ), специальных сварочных аппаратов или источников постоянного или переменного тока с жесткой внешней характеристикой.
В БНТУ разработана ресурсосберегающая технология ЭШН отходов легированных сталей, обеспечивающая наилучшее качество и свойства металла на уровне мировых аналогов.
Оборудование для ЭШН и подобные технологии имеются в институтах НАН Беларуси, в том числе в Институте технологии металлов (г. Могилев).
2.4 Наплавка в среде защитного газа заключается в том, что в зону электрической дуги подают под давлением защитный газ, в результате чего столб дуги и наплавляемый жидкий металл изолируются от азота воздуха и кислорода.
В качестве защитных используют инертные газы (аргон, гелий, и их смеси), активные газы (диоксид углерода, азот, водород, водяной пар и их смеси) и смеси инертных и активных газов (например, 85% аргона и 15% диоксида углерода). Наибольшее применение для восстановления деталей получила механизированная наплавка в среде диоксида углерода плавящимся электродом. Электродом являются наплавочные проволоки Св08Г2С, Св10Г2С, Св-18ХГСА, Ни-30ХГСА диаметром 0,5…2,0 мм и порошковые проволоки ПП-Р18Т, ПП-Р9Т, ПП-Х2В8Т и другие.
Рисунок 2.3 – Схема наплавки в среде диоксида углерода:
1 – мундштук; 2 – электродная проволока; 3 – горелка; 4 – наконечник; 5 – сопло горелки; 6 – электрическая дуга; 7 – сварочная ванна; 8 – покрытие; 9 – восстанавливаемая деталь
Например, наплавку ответственных деталей с требуемой твердостью 45…55 HRC проводят проволокой Hи-30ХГСФ диаметром 1,2…1,8 мм с последующей термической обработкой поверхностей – закалкой ТВЧ. Режим наплавки следующий напряжение тока 18…22В, сила тока 120…180А, скорость наплавки 25…50 м/ч, шаг наплавки 2,5…8,5 мм/об, вылет электродной проволоки 15…20 мм, скорость подачи проволоки 90…180 м/ч, расход диоксида углерода 10…15 л/мин.
По сравнению с автоматической наплавкой под слоем флюса наплавка в среде защитного газа более производительна (до 1,5 раз по массе и 40% по площади покрытия), дает меньше тепловложения в деталь, однако сопровождается повышением (до 10%) разбрызгиванием металла и открытым светоизлучением
Плазменная наплавка
От других методов она отличается тем, что нагрев и плавление материала покрытия и поверхностного слоя основы осуществляется плазменной струей (рис. 2.4)
Рисунок 2.4 - Схема плазменной наплавки с вдуванием порошка в дугу:
1 – вольфрамовый электрод; 2 – источник питания дуги косвенного действия; 3 – внутреннее сопло; 4 – плазменная струя косвенного действия; 5 – наружное сопло; 6 – плазменная струя прямого действия; 7 – источник прямого действия
В зону наплавки подается наплавочная проволока, порошок или при комбинированном способе одновременно порошок и проволока (например, для восстановления изношенных деталей автомобиля на Витебском мотороремонтном заводе применяют 75…80% проволоки Св-08Г2С и 20…25% самофлюсующегося порошка ПГ-СРУ).
В качестве плазмообразующего газа используется аргон. Замена его (до 90%) значительно снижает стоимость восстановления деталей.
Плазмотроны могут быть прямого, косвенного, комбинированного действия, одно- и многодуговые, прямой и обратной полярности.
Весьма эффективны для плазменной наплавки самофлюсующиеся диффузионно-легированные порошки, на железной основе, разработанные научной школой проф. Пантелеенко Ф.И. (БНТУ). Они позволяют получать наплавленные покрытия с требуемой твердостью, износо- и коррозионной стойкостью (диапазон твердости от 20 до 65 HRC, и более).
Указанная школа имеет значительный опыт восстановления изношенных деталей (валов, штоков, шпинделей, защитных гильз и т.п.) для теплоэнергетики, нефтехимии, целлюлозно-бумажной промышленности стран СНГ.
Плазменная наплавка – один из самых производительных, универсальных и экономичных методов нанесения покрытий толщиной от десятых долей до нескольких миллиметров.
Преимущество плазменной наплавки по сравнению с другими способами:
-минимальный припуск на механическую обработку (0,4…0,9 мм)
-минимальная глубина проплавления основы (0,3…3,5 мм) и зона термического влияния (3…6 мм)
-минимальные тепловложения в основу
Плазменная наплавка целесообразна для восстановления крупногабаритных деталей большой длины и диаметром более 20 мм из углеродистых и легированных сталей (например, коленчатых валов, валов насосов бумагоделательных машин и т.п.)
Наплавка ведется на установке скоростной плазменной наплавки (источник питания УПС-301, плазмотрон СИБ-4, сила тока 90…170А, напряжение 30…35В, поперечная подача плазмотрона 1,5…2 мм/об, дистанция наплавки 8…10 мм).
Наиболее приемлем диффузионно-легированный самофлюсующийся порошок на основе ПР-Сталь 45 с гранулометрическим составом 40…160 мкм. Расход порошка 35 г/мин, толщина наплавленного слоя за проход 0,5…1,5мм, твердость – требуемая (диапазон 20…60 HRC).
2.6 Электромагнитная наплавка или МЭУ, заключается в том, что в зазор между полюсным наконечником и деталью, подается ферромагнитный порошок, который под воздействием магнитного поля выстраивается в зазоре в виде цепочек. Прилагаемое к полюсному наконечнику и детали электрическое поле вызывает нагрев частиц, их оплавление и закрепление на восстанавливаемой поверхности.
Применяют различные порошки ферросплавов, сталей, чугунов и диффузионно-легированные порошки на железной основе.
Покрытия шероховаты, специфичны (толщиной до 0,6 мм), однако весьма эффективны для упрочнения плоских и цилиндрических поверхностей ножей сельскохозяйственной техники, восстановления деталей с малыми износами. Начатые в этом направлении учеными БГАТУ работы получили в последние годы развитие в ГГТУ им. П.О.Сухого и БНТУ.
2.7 Лазерная наплавка при которой в качестве источника тепла используют концентрированный луч лазера. Лазер позволяет наплавлять покрытия, оплавлять предварительно напыленные или нанесенные в виде шликера покрытия. Исключительная локальность пучка и высокая плотность энергии предопределяют его преимущественные области применения и наибольшую эффективность при восстановлении малых поверхностей (5…50 мм2) с местным износом 0,1…1,0 мм.
Чаще всего лазерной наплавкой восстанавливают кулачки распредвалов, фаски клапанов, оси фильтров тонкой очистки масла и т.п.
Значительных успехов в лазерной наплавке и упрочнении добились ученые ФТИ НАН Беларуси, БНТУ.
2.8 Электронно-лучевая наплавка (ЭЛН) заключается в оплавлении присадочного материала электронным лучом. Во многом этот способ схож со способом лазерной наплавки (по локальности, эффективности)
В последние годы российскими учеными ( г. Томск) и школой проф. Груздева В.А. (ПГУ, г. Новополоцк) создан высокоэффективный электронно-лучевой комплекс на базе плазменного источника электронов. Он прост в обслуживании, не требует глубокого вакуума. ЭЛН производительнее индукционной наплавки в 10…15 раз, применима для наплавки любых материалов.
2.9 Индукционная наплавка основывается на использовании токов высокой частоты для нагрева металла детали и наплавляемого материала. Деталь с нанесенной шихтой вводят в индуктор ТВЧ установки. ТВЧ проходя через контур индуктора возбуждают в поверхностном слое детали токи Фуко, которые нагревают поверхность детали. От нагретой поверхности нагревается и оплавляется более легкоплавкая шихта, формируя покрытие.
Шихта (наплавочный порошок и флюс) может не включать флюс, если порошок является самофлюсующимся.
Следует заметить, что применение недорогих самофлюсующихся порошков, в том числе разработанных в БНТУ, самозащитных порошковых проволок позволяет отказаться при многих способов наплавки от применения дорогих защитных газов и тем значительно удешевить технологию нанесения защитных покрытий.
Значительных успехов в разработке технологии индукционной наплавки для промышленности Беларуси добились ученые Объединенного института машиностроения НАН Беларуси (ОИМ НАН Беларуси).
3. Электроконтактная приварка состоит в закреплении проволоки, порошка, ленты мощными импульсами тока (7…30 кА) при приложении давления (1000…1600 Н). При этом материал основы и наносимого покрытия (порошка, ленты) подплавляется на границе их в месте максимального электросопротивления (рис. 2.5).
Преимуществами электроконтактной приварки по сравнению с дуговыми способами наплавки являются:
- более высокая (в 2…3 раза) производительность
-меньший (в 3…4 раза) расход материалов за счет сокращения потерь на разбрызгивание и минимального припуска на механическую обработку
-минимальные тепловложения в основу и отсутствие деформаций
-отсутствие угара легирующих элементов
-простота и экономичность

Рисунок 2.5 – Схема электроконтактной приварки ленты:
1 и 3 – ролики; 2 – восстанавливаемая деталь; 4 – трансформатор; 5 ‑ контактор
Способ эффективен для восстановления шеек валов, других нагруженных цилиндрических поверхностей, отверстий в гильзах и блоках цилиндров и развивается в ОИМ НАН Беларуси
Похожие статьи:
poznayka.org
Плазменно-дуговая наплавка
Способ основан на использовании в качестве источника теплоты плазменной дуги, для получения которой служат устройства, называемые плазмотронами (рис. 10).
Плазмотрон состоит из охлаждаемых водой катода и анода, смонтированных в рукоятке. Катод обычно изготовляют из вольфрама или лантанированного вольфрама (вольфрамовые стержни с присадкой 1...2 % оксида лантана), анод (сопло) — из меди (водо-охлаждаемое сопло). Катод и анод изолированы друг от друга прокладкой из изоляционного материала (асбеста).
Для получения плазменной струи между катодом и анодом возбуждают электрическую дугу от источника постоянного напряжения 80... 100 В. Электрическая дуга, горящая между катодом и анодом, нагревает подаваемый в плазмотрон газ до температуры плазмы, т. е. до состояния электропроводности. В поток нагретого газа вводят материал для сварки и наплавки. Образующиеся расплавленные частицы материала выносятся потоком горячего газа из сопла и наносятся на поверхность изделия.
В качестве плазмообразующих газов используют аргон, азот, гелий и аргон-азотную смесь.
Область применения способа — нанесение тонкослойных покрытий на нагруженные детали с малым износом. Плазменную наплавку применяют при восстановлении коленчатых, кулачковых и распределительных валов, валов турбокомпрессоров, осей, крестовин карданных шарниров и др.
При плазменной наплавке получают покрытия толщиной 0,2...6,5 мм и шириной 1,2...45 мм. Если наносят легкоплавкий материал, то возможно нанесение покрытия с проплавлением очень тонких поверхностных слоев без оплавления поверхности.
Термический КПД наплавки в 2...3 раза больше, чем при электродуговом процессе. Производительность процесса 0,4...5,5 кг/ч. Производительность плазменно-порошковой наплавки аустенит-ных нержавеющих сталей не уступает производительности электродуговой наплавки.
Различают наплавку по винтовой линии с непрерывной подачей плазмотрона и широкослойную наплавку с его гармоническими колебаниями относительно оси вращающейся детали. Для нанесения покрытий толщиной более 4 мм применяют многослойную наплавку.
Материалы для плазменной наплавки разнообразны и включают железоуглеродистые высоколегированные сплавы, колмонои, стеллиты, инструментальные и быстрорежущие стали. Применяют прутки, проволоку, порошки и комбинации материалов.
В ремонтной практике для получения износостойких покрытий используют порошковые материалы ПР-Н73Х16СЗРЗ, 204 ПР-Н70Х17МС4Р4, Х5, ПР-Х4ГСР и порошковые смеси ПЖВ-1, 1ПР-М6ФЗ, ПР-Х18Н9.
Оптимальный размер частиц порошка 60... 100 мкм. Эффективнее подавать присадочный порошок вдоль оси плазменной струи (через отверстие анода, в этом случае полностью расплавляются кастицы размером 200...250 мкм и создаются наилучшие условия для расплавления и формирования покрытия.
Для плазменной наплавки применяют установки УД-417, УПН-303, УН-602, для сварки - УПС-301, УПС-403, УПС-804.
Сварка с использованием ультрозвука
Ультразвук — это волнообразно распространяющееся колебательное движение частиц твердых тел, жидкостей и газов, происходящее с частотой более 16...20 кГц.
Сущность процесса ультразвуковой сварки состоит в том, что при приложении колебаний высокой частоты к свариваемым деталям в них возникают касательные напряжения, вызывающие пластические деформации материала свариваемых поверхностей.
В результате механических колебаний в месте соединения металла повышается температура, зависящая от свойств свариваемого материала. Эта температура способствует возникновению пластического состояния материалов и их соединению. В местах сварки образуются совместные кристаллы, обеспечивающие прочность сварного соединения. Длительность процесса сварки исчисляется для деталей малой толщины долями секунды.
Схема установки для получения точечных соединений ультразвуком показана на рисунке 10. Вибратор 5, обмотка которого питается током высокой частоты, охлаждается водой. Вибрато служит для преобразования тока высокой частоты в механически колебания, которые передаются на волновод 4, являющийся одно временно усилителем-концентратором механических колебаний На конце волновода имеется выступ 3, который служит одним и электродов. При сварке деталь 2 зажимают между выступом 3 волновода и подвижным зажимом 7, через который передается на де таль необходимое для сварки давление. Сварка происходит в момент включения электрического тока высокой частоты на вибратора.
Способ применяют как для сварки двух листов малой толщины так и для пакетной сварки, сварки разнородных металлов (коррозионно-стойких сталей с алюминием, меди с алюминием и др.), дета лей малой и большой толщины, трудносвариваемых металлов (молибдена, вольфрама, тантала, циркония и др.), а также для сварю пластмасс. Прочность соединения, выполненного сваркой ультра звуком, превышает прочность соединения, полученного контактной сваркой. При сварке сталей различных толщин ультразвуковые колебания вводят со стороны более тонкой детали.
Для выполнения сварки ультразвуком применяют установки УЗСМ-1, УТ-4, УЗТШ-1, МТУ-4 и др.
studfiles.net
Плазменная наплавка - это... Что такое Плазменная наплавка?
Плазменная наплавка (Plasma transfer Arc, PTA) является современным способом нанесения износостойких покрытий на рабочую поверхность при изготовлении и восстановления изношенных деталей машин.
Технология
Плазменно-порошковая наплавка износостойких материалов на заводе в г. ЩербинкаПлазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов, световых квантов и др. При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при давлении в 2 …3 атмосферы, возбуждается электрическая дуга силой 400 … 500 А и напряжением 120 … 160 В Ионизированный газ достигает температуры 10 … 18 тыс. С, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от компоновки различают:
- Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема для резки металла и для нанесения покрытий.
- Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т. к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыления порошков.
- Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги. Схема используется при наплавке порошком.
Плазменную наплавку металла можно реализовать двумя способами:
- Струя газа захватывает и подает порошок на поверхность детали;
- В плазменную струю вводится присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты наплавки получаются с аргоном и гелием.
Достоинствами плазменной наплавки являются:
- Высокая концентрация тепловой мощности и минимальная ширина зоны термического влияния.
- Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
- Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
- Возможность выполнения плазменной закалки поверхности детали.
- Относительно высокий КПД дуги (0.2 …0.45).
- Малое (по сравнению с другими видами наплавки) перемешивание наплавляемого материала с основой, что позволяет достичь необходимых характеристик покрытий.
Поверхность детали необходимо готовить к наплавке более тщательно, чем при обычной электродуговой или газовой сварке, т. к. посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка..), иногда обезжиривание. Мощность электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
Применение
Плазменная наплавка широко применяется для защиты от высокотемпературного износа формокомплектов стекольной промышленности, для защиты от коррозии и износа деталей запорной и запорно-регулирующей арматуры, для упрочнения поверхности деталей, работающих при высоких нагрузках.
Литература
- Хасуи А., Моригаки О. Наплавка и напыление. Пер. с яп. Москва « Машиностроение » 1985г.
См. также
dic.academic.ru
Плазменная сварка и наплавка
Темы: Плазменная сварка, Наплавка, Технология сварки.
Предложения участников по теме
Плазменная сварка и наплавка
:
Еще страницы по теме Плазменная сварка, наплавка
Плазменная сварка и наплавка является наиболее прогрессивным способом восстановления изношенных деталей машин и нанесения износостойких покрытий (сплавов, порошков, полимеров,…) на рабочую поверхность при изготовлении деталей.
Плазмой называется высокотемпературный сильно ионизированный газ, состоящий из молекул, атомов, ионов, электронов , световых квантов и др.
При дуговой ионизации газ пропускают через канал и создают дуговой разряд, тепловое влияние которого ионизирует газ, а электрическое поле создает направленную плазменную струю. Газ может ионизироваться также под действием электрического поля высокой частоты. Газ подается при 23 атмосферах, возбуждается электрическая дуга силой 400-500 А и напряжением 120-160 В Ионизированный газ достигает температуры 10-18 тыс.оС, а скорость потока - до 15000 м/сек. Плазменная струя образуется в специальных горелках - плазмотронах. Катодом является неплавящий вольфрамовый электрод.
В зависимости от схемы подключения анода различают (см.рис.1) :
1. Открытую плазменную струю (анодом является деталь или пруток). В этом случае происходит повышенный нагрев детали. Используется эта схема при резке металла и для нанесения покрытий.
2. Закрытую плазменную струю (анодом является сопло или канал горелки). Хотя температура сжатой дуги на 20 …30% в этом случае выше, но интенсивность потока ниже, т.к. увеличивается теплоотдача в окружающую среду. Схема используется для закалки, металлизации и напыливания порошков.
3. Комбинированная схема (анод подключается к детали и к соплу горелки). В этом случае горят две дуги, Схема используется при наплавке порошком.
Рис.1. Схема плазменной сварки открытой и закрытой плазменной струей.
Наплавку металла можно реализовать двумя способами :1-струя газа захватывает и подает порошок на поверхность детали;
2-вводится в плазменную струю присадочный материал в виде проволоки, прутка, ленты.
В качестве плазмообразующих газов можно использовать аргон, гелий, азот, кислород, водород и воздух. Наилучшие результаты сварки получаются с аргоном.
Достоинствами плазменной наплавки являются :
1. Высокая концентрация тепловой мощности и возможность минимальной ширины зоны термического влияния.
2. Возможность получения толщины наплавляемого слоя от 0,1 мм до нескольких миллиметров.
3. Возможность наплавления различных износостойких материалов (медь, латунь, пластмасса) на стальную деталь.
4. Возможность выполнения плазменной закалки поверхности детали.
5. Относительно высокий К. П. Д. дуги (0.2-0.45).
Очень эффективно использовать плазменную струю для резки металла, т.к. газ из-за высокой скорости очень хорошо удаляет расплавленный металл, а из-за большой температуры он плавится очень быстро.
Установка (рис. 2.) состоит из источников питания, дросселя, осциллятора, плазменной головки, приспособлений подачи порошка или проволоки, системы циркуляции воды и т.д.
Для источников питания важно выдержка постоянным произведение J U, т.к. мощность определяет постоянство плазменного потока. В качестве источников питания применяют сварочные преобразователи типа ПСО - 500. Мощность определяется длиной столба и объемом плазменной струи. Можно реализовать мощности свыше 1000 кВт.
Подача порошка осуществляется с помощью специального питателя, в котором, вертикально расположенный, ротор лопатками подает порошок в струю газа. В случае использования сварочной проволоки подача ее выполняется аналогично как и при наплавке под слоем флюса .
Путем колебания горелки в продольной плоскости с частотой 40-100 мин -1 за один проход получают слой наплавленного металла шириной до 50 мм. У горелки имеется три сопла : внутреннее для подачи плазмы, среднее для подачи порошки и наружное для подачи защитного газа.
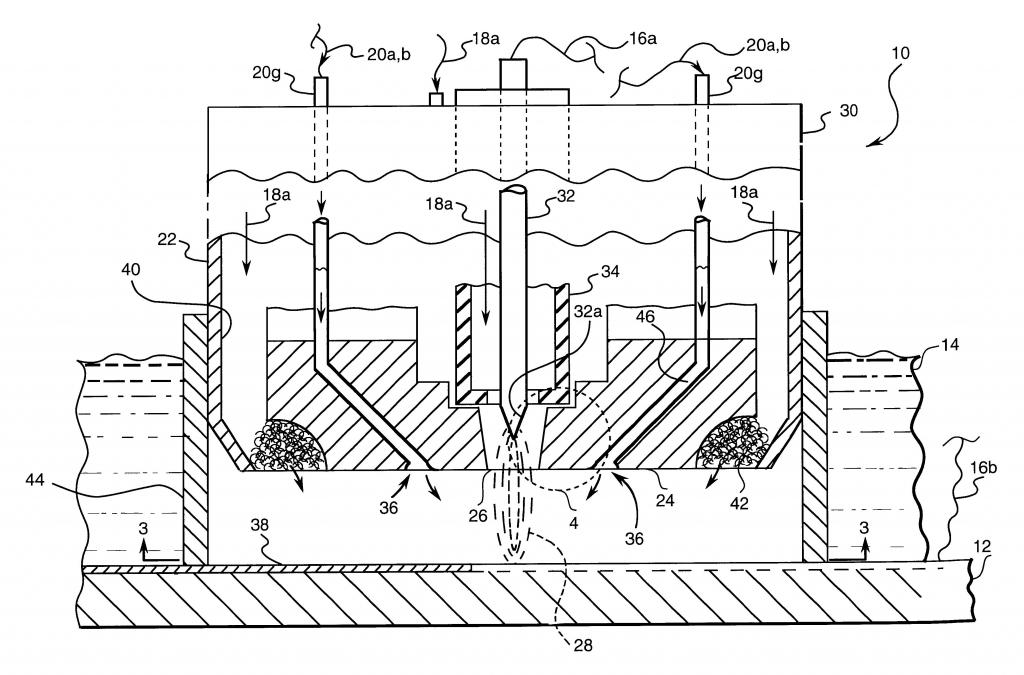
Рис.2. Схема плазменного наплавления порошка.
При наплавке порошков реализуется комбинированная дуга, т. е. одновременно будут гореть открытая и закрытая дуги . Регулировкой балластных сопротивлений можно регулировать потоки мощности на нагрев порошка и на нагрев и оплавление металла детали. Можно добиться минимального проплавления основного материала, следовательно будет небольшая тепловая деформация детали.
Поверхность детали необходимо готовить к наплавке более тщательно чем при обычной электродуговой или газовой сварке, т.к. при этом соединение происходит без металлургического процесса, поэтому посторонние включения уменьшают прочность наплавленного слоя. Для этого производится механическая обработка поверхности (проточка, шлифование, пескоструйная обработка,...) и обезжиривание. Величину мощности электрической дуги подбирают такой, чтобы сильно не нагревалась деталь, и чтобы основной металл был на грани расплавления.
- < Плазменная сварка
weldzone.info









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)