 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Очистка металлической поверхности. Очистка поверхности
Способы очистки поверхностей перед окрашиванием
В статье рассматривается:
- Очистка ручным инструментом;
- Очистка механизированным инструментом;
- Абразивоструйная очистка:
Очистка ручным инструментом
Ручную очистку поверхности проводят с использованием обрубочных молотков для скалывания ржавчины и других загрязнений, ручных проволочных щеток, шпателей, скребков, абразивных шкурок, наждака. Молотки для скалывания применяют для удаления толстого рыхлого слоя ржавчины, чтобы сделать более экономичной абразивную струйную очистку. Обработку молотками проводят часто проводят в сочетании с зачисткой щетками. Обработка обрубочными молотками не пригодна для общей подготовки поверхности перед нанесением покрытия. Для удаления рыхлого слоя ржавчины возможно так же применение скребков. Очистка ручным инструментом иногда применяется на начальном этапе подготовки поверхности для предварительной очистки с целью снятия относительно легко удаляемых загрязнений перед использованием механизированных инструментов.
Очистка механизированным инструментом
Механизированную очистку проводят с применением:
- вращающихся проволочных щеток;
- машин для зачистки абразивными шкурками;
- абразивных точильных камней
- зачистных молотков с электро- или пневмоприводом;
- игольчатых пистолетов
- шлифовальных кругов и других различных шлифовальных приспособлений;
Зачистка проволочными щетками применима для подготовки сварных швов, но не используется для удаления прокатной окалины.
Зачистка проволочными щетками применима для подготовки сварных швов, но не используется для удаления прокатной окалины. Недостаток — поверхность не полностью очищается от продуктов коррозии и может становиться отполированной и загрязненной маслом.
Участки поверхности, недоступные для подобных инструментов, должны подготавливаться вручную. При очистке механизированным инструментом необходимо не допускать чрезмерной шероховатости поверхности, острых выступов и кромок, которые часто не перекрываются слоем лакокрасочного покрытия. При использовании проволочных вращающихся щеток следует не допускать полировки остаточной окалины до слишком гладкого состояния, что может привести к ухудшению адгезии покрытия. Применение пневматических молотков должно быть ограничено сварными швами, углами, неровными кромками, так как удары острой грани могут создать неприемлемый профиль плоских поверхностей.
Перед очисткой ручным и механизированным инструментом необходимо удалить скалыванием толстые слои ржавчины, а так же видимые масло, смазку и грязь.
Очистка механизированным инструментом эффективнее и производительнее очистки ручным инструментом, но по эффективности уступает абразивной струйной очистке.
Очистка ручным и механизированным инструментом представляет собой метод подготовки поверхности, обеспечивающий меньшую степень ее чистоты, чем при абразивоструйной струйной очистке.
Очистка ручным и механизированным инструментом представляет собой метод подготовки поверхности, обеспечивающий меньшую степень ее чистоты, чем при абразивоструйной обработке. Для достижения качества подготовки, аналогичного абразивоструйному методу, необходимо применение более одного типа механизированного инструмента, что делает такую подготовку поверхности более сложной и дорогостоящей. Более того, при этом невозможно удалить масло, смазки и активирующие коррозию вещества, например хлориды и сульфаты.
Однако, в некоторых случаях, очистку механизированным инструментом предпочитают абразивоструйной очистке, например, если необходимо избежать образования пыли или скопления отработанного абразива.
При окончательной подготовке поверхности перед окраской удаляют все заусенцы, острые края или срезы, образовавшиеся во время очистки. Остающееся покрытие не должно иметь блеска, а его края сводятся к нулевой толщине (под углом). Поверхность при необходимости просушивают и с помощью щеток, пылесосов или продувки струей сухого, чистого воздуха удаляют все остаточные продукты очистки и пыль.
Абразивоструйная очистка
Сухая абразивоструйная очистка
Сухая абразивоструйная очистка или так называемый бластинг заключается в ударе абразивного потока с высокой кинетической энергией о подготавливаемую поверхность. Подача абразива осуществляется при при помощи центробежной силы, сжатого воздуха или эжекции. В воздушно -абразивный поток допускается добавлять небольшое количество воды для устранения пыли.
Центробежную абразивную струйную очистку проводят на неподвижных установках или в передвижных устройствах, в которых абразив подают на вращающиеся колеса или лопасти, разбрасывающие го равномерно с большой скоростью по очищаемой поверхности.
Абразивная струйная очистка сжатым воздухом
Абразивная струйная очистка сжатым воздухом осуществляется при подаче абразива в поток воздуха и направлении образующейся воздушно-абразивной смеси с высокой скоростью из сопла на очищаемую поверхность. Абразив можно впрыскивать в воздушный поток из емкости, находящейся под давлением, или увлекать воздушныи потоком в процессе всасывания из емкости, не находящейся под давлением. Этим способом очищают поверхности с помощью дробеструйных аппаратов.
Абразивная струйная очистка с вакуумом или всасывающей головкой
Абразивная струйная очистка с вакуумом или всасывающей головкой отличается от абразивной струйной очистки сжатым воздухом тем, что сопло заключено внутри всасывающей головки, которая герметично закреплена на стальной очищаемой поверхности и служит для сбора отработанного абразива и загрязнений. Воздушно-абразивный поток может быть подан на металлическую поверхность при использовании пониженного давления во всасывающей головке, т.е. за счет эжекции. Этот метод называется вакуумный бластинг.
Абразивная струйная очистка с впрыскиванием влаги
Абразивная струйная очистка с впрыскиванием влаги аналогична предыдущему методу и отличается тем, что в воздушно-абразивный поток добавляют незначительное количество жидкости (обычно чистую пресную воду). Это позволяет избежать пыли с размером взвешенных частиц менее 50 мкм. Расход воды составляет 15-25 л/ч.
Влажная абразивная струйная очистка со сжатым воздухом
Метод аналогичен абразивной струйной очистке сжатым воздухом и отличается тем, что в поток добавляют жидкость (обычно чистую пресную воду). При этом очистка поверхности производится потоком воды, воздуха и абразива. При влажной абразивной очистке используют смесь абразива с водой в соотношении от 1:2 до 1:6.
Суспензионная струйная очистка
Суспензионная струйная очистка заключается в подаче дисперсии мелких абразивных частиц в воде или другой жидкости на очищаемую поверхность.
Написано специально для портала коррозио.ру по материалам статьи «Современные технические требования к российскому ассортименту лакокрасочных материалов в свете изменения №2 ГОСТ 9.401-91» Ф.И.Ильдарханова, Г.А.Миронова, Л.М.Блинова. Сборник научных трудов «Технология лакокрасочных покрытий», М., 2007. с разрешения ОАО «НИИ ЛКП с ОМЗ «Виктория»
Рекомендуем к прочтению: Струйная очистка жидкостью под давлением
www.corrosio.ru
Метод - очистка - поверхность
Метод - очистка - поверхность
Cтраница 1
Метод очистки поверхности с применением механизированного инструмента значительно уступает по производительности и качеству обработки пескоструйному методу очистки, но он в 3 - 4 раза эффективнее метода ручной обработки. [1]
Выбор метода очистки поверхности определяется металлом изделия, характером механической обработки поверхности, наличием каких-либо постоянных покрытий ( гальванических, химических, анодизационных, лакокрасочных), природой и количеством загрязнений и габаритными размерами изделия. [2]
Существует несколько методов очистки поверхности стекла и керамики: очистка хромовой смесью, щелочью, органическими растворителями и обжигом. [3]
В производстве микросхем-обычно метод очистки поверхности подложек перед нанесением тонкопленочных слоев подбирается эмпирическим путем, а критерием правильности выбора является процент выхода годных изделий и надежность работы схемы. Однако при этом не всегда выявляются границы его эффективного применения и влияния различных факторов на качество очистки, в результате чего может резко уменьшиться процент выхода год-ных изделий без каких-либо на первый взгляд явных причин. [4]
В настоящее время широко применяется метод очистки поверхности металла металлическим песком или дробью вместо кварцевого песка. Наиболее производительным и экономичным способом механической обработки поверхности металла является дробеметная очистка, при этом способе очистки дробь под действием центробежной силы непрерывно подается на изделие. [5]
В принципе это простейший из методов очистки поверхностей. Однако на практике он сопряжен со множеством трудностей. [6]
Вообще говоря, имеются три метода очистки поверхности: термодесорбция, ионная бомбардировка и химическая обработка; на практике два последних метода всегда применяют в сочетании с первым. [7]
В последние годы над этим методом очистки поверхности металла от окалины работает в СССР ряд научно-исследовательских организаций. Основными причинами, по которым этот метод не нашел широкого применения, являются недостаточное производство металлического натрия и его высокая стоимость. Развитие химической промышленности в последние годы, в том числе строительство ряда цехов по улучшению химического натрия, создает предпосылки для широкого применения металлического натрия для очистки горячекатаного проката от окалины. [8]
После применения любого из рекомендованных выше методов очистки поверхности обычно целесообразно убедиться в том. Так как при очистке поверхности приходится регулировать несколько условий, всегда имеется большая возможность того, что одно из условий выбрано неверно и поверхность осталась загрязненной. Одним из самых прямых и надежных индикаторов в руках исследователя служит метод ДМЭ. Поскольку критерий может значительно изменяться в зависимости от типа изучаемого вещества, необходимо рассмотреть несколько типичных примеров. [9]
В вакуумной технологии тонкопленочных покрытий широко применяют метод очистки поверхности ионной бомбардировкой. Очистка металлической и стеклянной поверхности в тлеющем высоковольтном разряде более эффективна, чем обжиг. [10]
Следует сформулировать технические условия, в которых указать: вид термообработки и твердость; допускаемую величину остаточного заусенца после обрезки облоя; метод очистки поверхности поковки от окалины ( дробеструйная обработка, травление или Др. Необходимо указать базовые поверхности, используемые на первой операции механической обработки и при контроле. На чертеже должны быть указаны место отпечатка твердости, клейма, место взятия образца и пр. Место отпечатка твердости дается на плоской поверхности, лучше - на необрабатываемой; при этом следует исходить из удобства укладки поковки на стол пресса для испытания на твердость. [11]
Адгезия ППУ к различным материалам неодинаковая; для ее повышения поверхности металлических изделий и форм предварительно очищают от окалины, обрабатывают растворителем, грунтуют или подвергают химическому травлению. Метод очистки поверхности выбирают с учетом конкретных условий. [12]
I) метод обработки подложки тлеющим разрядом является одним из эффективных заключительных методов очистки поверхности. [13]
В отличие от штабных полевые учения проводятся непосредственно на подводном переходе. При этом производится: остановка и отключение поврежденного участка; оповещение всех служб согласно плану ликвидации аварии; разведка места аварии и ограждение этого места, берегов, дорог с установкой предупредительных знаков; доставка оборудования и людей к месту учения; расстановка основных и дублирующих табельных ограждений из местных материалов на воде и на берегах; пуск имитатора нефти; окончание ограждений береговой зоны в зависимости от гидрометеоусловий; установка нефтесборщиков, оборудования и ловушек на берегу для приема откачиваемого имитатора; сбор имитатора; демонстрация приборов контроля дефектов трубопровода, а также приспособлений и технических средств для ликвидации аварии; показ методов очистки поверхности воды, загрязненной растительности и грунта. [14]
На большинстве поверхностей даже после тщательной химической очистки остаются неизвестные загрязнения в виде стабильных химических соединений и хемосорбированных газов. Для проведения надежных опытов на поверхностях с известной структурой их необходимо удалить. Хотя известно несколько методов очистки поверхности, следует помнить, что каждый из них имеет определенные ограничения. [15]
Страницы: 1 2
www.ngpedia.ru
Очистка поверхности. - это... Что такое Очистка поверхности.?
4.16.4. Очистка поверхности. Слабый бетон удаляется (использование механического ударного инструмента запрещено). Поверхность бетона и обнаженной арматуры очищается от грязи, пыли и продуктов коррозии металлическими щетками или пескоструйным аппаратом. Жировые пятна удаляются ветошью, смоченной ацетоном, бензином или другими растворителями. При коррозии рабочей арматуры здоровый бетон скалывается, обнажая часть ненарушенной арматуры. Непригодная арматура срезается. Материалы разборки удаляются с места производства работ и вывозятся в место, указанное Инженером.
4.16.5. При необходимости устанавливается дополнительная армирующая сетка, прикрепляемая к существующей арматуре. Срезанная рабочая арматура заменяется новой, с соблюдением правил стыковки арматуры в соответствии с требованиями к сварным швам и согласно чертежам Проекта.
4.16.6. При необходимости устанавливается опалубка.
Для ремонта ребер балок в пролетах монтируются передвижные или подвесные подмости.
При использовании деревянной опалубки ее поверхность должна быть обработана расплавленным петролатумом или парафином, который перед установкой опалубки должен загустеть.
4.16.7. Для ремонта сквозных отверстий в ребре балки сверлятся отверстия для стяжных винтов опалубки.
4.16.8. Бетонирование производится смесями, утвержденными и одобренными Инженером.
4.16.9. Перед бетонированием полимерцементными составами на основе латексной эмульсии поверхность ремонтируемого бетона обрабатывается 10-процентной латексной эмульсией СКС 65 ГП.
При использовании КЦК укладка производится на поверхность, смоченную водой, а при ремонте фасадов - гидрофобизированной жидкостью ГКЖ-94.
Составы на основе эпоксидных смол укладываются по эпоксидной грунтовке.
Уложенный материал удерживается опалубкой, которая снимается через 5 - 7 суток.
При ремонте ребер балок в пролете, опалубка прижимается струбцинами.
4.16.10. После снятия опалубки поверхность бетона затирается латексцементным раствором.
4.16.11. Работы следует выполнять в сухую погоду при температуре воздуха не ниже + 5 °С, т. к. при более низких температурах латексная эмульсия необратимо распадается.
4.16.4. Очистка поверхности. Слабый бетон удаляется (использование механического ударного инструмента запрещено). Поверхность бетона и обнаженной арматуры очищается от грязи, пыли и продуктов коррозии металлическими щетками или пескоструйным аппаратом. Жировые пятна удаляются ветошью, смоченной ацетоном, бензином или другими растворителями. При коррозии рабочей арматуры здоровый бетон скалывается, обнажая часть ненарушенной арматуры. Непригодная арматура срезается. Материалы разборки удаляются с места производства работ и вывозятся в место, указанное Инженером.
4.16.5. При необходимости устанавливается дополнительная армирующая сетка, прикрепляемая к существующей арматуре. Срезанная рабочая арматура заменяется новой, с соблюдением правил стыковки арматуры в соответствии с требованиями к сварным швам и согласно чертежам Проекта.
4.16.6. При необходимости устанавливается опалубка.
Для ремонта ребер балок в пролетах монтируются передвижные или подвесные подмости.
При использовании деревянной опалубки ее поверхность должна быть обработана расплавленным петролатумом или парафином, который перед установкой опалубки должен загустеть.
4.16.7. Для ремонта сквозных отверстий в ребре балки сверлятся отверстия для стяжных винтов опалубки.
4.16.8. Бетонирование производится смесями, утвержденными и одобренными Инженером.
4.16.9. Перед бетонированием полимерцементными составами на основе латексной эмульсии поверхность ремонтируемого бетона обрабатывается 10-процентной латексной эмульсией СКС 65 ГП.
При использовании КЦК укладка производится на поверхность, смоченную водой, а при ремонте фасадов - гидрофобизированной жидкостью ГКЖ-94.
Составы на основе эпоксидных смол укладываются по эпоксидной грунтовке.
Уложенный материал удерживается опалубкой, которая снимается через 5 - 7 суток.
При ремонте ребер балок в пролете, опалубка прижимается струбцинами.
4.16.10. После снятия опалубки поверхность бетона затирается латексцементным раствором.
4.16.11. Работы следует выполнять в сухую погоду при температуре воздуха не ниже + 5 °С, т. к. при более низких температурах латексная эмульсия необратимо распадается.
normative_reference_dictionary.academic.ru
Очистка металлической поверхности |

Прежде чем покрыть поверхность металлического изделия слоем другого вещества, ее необходимо тщательно очистить от следов жира, окислов, ржавчины, пыли и других загрязнений. Если на поверхности предмета сохранится хотя бы маленький участок, не очищенный, например, от ржавчины, то после покрытия изделия лаком или краской процесс коррозии не прекратится, разрушение металла будет продолжаться и под защитным слоем.
Вот именно по этой причине трубы газопроводов, прежде чем покрыть их изолирующим слоем битума, предварительно тщательно очищают. Даже хорошая изоляция трубопровода, если под ней остались следы ржавчины, не только не сохраняет трубу от разрушения, но иногда вызывает усиление разрушения. В практике имелись случаи, когда хорошо изолированные от почвенных растворов трубы газопровода быстро корродировали, в результате чего происходили крупные аварии: газы, текущие по трубе, вырывались наружу, воспламенялись со взрывом, вызывая большие разрушения. В настоящее время применяют различные методы очистки поверхности металла. Очистку производят механическим, химическим и электрохимическим способами, а иногда применяют те и другие способы.
Пескоструйная очистка
До недавнего времени одним из распространенных способов очистки поверхности металлических изделий являлась так называемая пескоструйная очистка. Она состоит в том, что струя специально приготовленного мелкого кварцевого песка при помощи сжатого воздуха направляется на очищаемую поверхность. Песок, ударяясь о поверхность, удаляет с нее все имеющиеся загрязнения. Вдыхание такой пыли приводит к тяжелым заболеваниям (силикоз легких). Пескоструйная обработка заменяется гидропескоструйной, дробеструйной или дробемётной.
Гидропескоструйная очистка
Гидропескоструйная обработка отличается от пескоструйной тем, что на поверхность изделия под значительным давлением не воздуха, а воды подается влажный кварцевый песок, благодаря чему воздух не загрязняется сухой песчаной пылью.
Дробемётная очистка
Дробемётная установка выбрасывает дробь из колеса (турбины) центробежной силой со скоростью 70—75 м/сек. Для дробемётных установок применяют чугунную дробь диаметром 0,4—0,5 мм или рубленые кусочки стальной проволоки диаметром 0,5—2 мм и такой же длины. Отработанную дробь просеивают, очищают, и снова она поступает в колесо (турбину). Дробемётные установки не только очищают поверхность металла, но создают наклеп поверхности (уплотняют ее), что повышает прочность металла.
Галтовочные барабаны
Для обработки мелких изделий применяют так называемые галтовочные барабаны. Они представляют собой цилиндрические или шестигранные коробки, плотно закрывающиеся. В такого рода барабаны загружают мелкие детали вместе с сухим и чистым песком. Затем барабаны приводятся во вращение, находящиеся в барабане изделия обкатывают вместе с песком. Через несколько часов работы барабана поверхность изделий, находящихся в барабане, оказывается очищенной от всех загрязнений.
Галтовочные барабаны, так же, как и пескоструйные установки, не требуют большой затраты рабочей силы, очень производительные, но в них нельзя обрабатывать детали, имеющие тонкую резьбу, так как резьба в процессе обработки может быть повреждена.
Щетка металлическая
Для механического удаления с поверхности металла загрязнений и окалины применяют также металлические щетки, сделанные из тонкой стальной или латунной проволоки.
Шлифование. Полирование.
Для подготовки деталей к хромированию, никелированию, золочению, серебрению, т. е. покрытию одних металлов другими, широко применяют шлифование или полирование поверхности деталей. Техника шлифования или полирования состоит в том, что обрабатываемая поверхность изделия подвергается трению так называемым абразивным материалом до тех пор, пока она не станет сравнительно гладкой. В качестве абразивных материалов для шлифования и полирования применяют природный корунд, содержащий 90-95% окиси алюминия, или же искусственный корунд, который изготовляют путем сплавления глинозема с углем или коксом в электрических печах.
В качестве материала для очистки поверхности используют также наждак, состоящий в основном из корунда (до 60%), окиси железа (до 35%) и других окислов. Наждак главным образом применяют для шлифования и полирования изделии из железа и стали. Широко используют также окись хрома темно-зеленый порошок с зернами, обладающий исключительными режущими свойствами. Окись хрома обычно изготовляют путем прокаливания смеси хромпика с серой. Из окиси хрома делают пасту. Ее применяют для полирования очень твердых металлов, например, разного рода хромовых покрытий. При шлифовании режущие ребра мелких частичек снимают тонкую стружку с поверхности изделия, сглаживают крупные неровности. Однако поверхность при этом остается несколько неровной, на ней видна сетка мелких углублений и выпуклостей, вследствие чего отшлифованная поверхность кажется всегда матовой. Когда надо получить зеркально гладкую поверхность, металл полируют. Для полирования изготовляют специальные пасты, которые наносят на круги, изготовленные из фетра. Эти круги быстро вращают на поверхности металла. В результате такой обработки поверхность металла приобретает зеркальный блеск.
Очистка металлической поверхности
Травление металла
Одним из средств удаления с поверхности металла ржавчины, окалины и других окислов является химический метод. Он заключается в том, что поверхность металла предварительно обрабатывают кислотой. Этот процесс называют травлением. Процессу травления предшествует другая, более важная операция — обезжиривание. Дело в том, что поверхность металлических изделий часто оказывается покрытой более или менее толстым слоем жиров смазочных масел, мазута, вазелина и т. д. Даже простое прикосновение рук оставляет на металле тончайшую пленку жира. Такая поверхность, покрытая слоем жира, не смачивается травильным раствором. Для обезжиривания часто применяют растворы щелочей небольшой концентрации. В качестве обезжиривающих растворов обычно используют 5—10-процентный раствор едкой щелочи NaOH или 2—5-процентный раствор тринатрийфосфата Na3PO4. В обезжиривающий раствор также вводят соли: углекислый натрий Na2CO3 и углекислый кальций СаСO3. Однако щелочные, обезжиривающие растворы неприменимы для обезжиривания олова, свинца, цинка, алюминия и их сплавов, так как эти металлы растворяются в щелочах.
Обезжиривание металлов, растворяющихся в щелочах, производят в органических растворителях—четыреххлористом углероде, дихлорэтане, бензине и т. д. Для этой цели применяют специальные моечные ванны, где процесс обезжиривания производят путем автоматического погружения в ванну корзин или сеток, в которых находится изделие. Обычно используют несколько ванн, в которые последовательно погружают изделие. Первая ванна содержит более загрязненный растворитель, вторая— менее и третья — почти совершенно чистый. Так, например, для того чтобы обезжирить изделие, сделанное из железа, приготовляют двумолярный раствор горячего едкого натра и опускают в него изделие на 5—10 мин. Затем его промывают в горячей воде, после чего погружают на 10 мин в 0,1—0,2-процентный раствор серной или соляной кислоты и, наконец, промывают в холодной воде и в специальном растворе, содержащем 0,5-процентный раствор бихромата калия K2Cr2O7 и 0,5-процентный раствор соды Na2CO3. Последняя обработка необходима для того, чтобы удалить полностью следы кислот с металла и создать на его поверхности тонкую окисную пленку, защищающую металл от появления на нем ржавчины.
Еще лучшие результаты дает обезжиривание в электрохимических ваннах. Такие ванные также наполняют раствором щелочи, в который погружают изделие для обезжиривания. Здесь катодом служит обрабатываемое изделие, анодом — пластины из железа, стали или никеля, т. е. такие металлы, которые не растворяются в щелочном растворе. При пропускании электрического тока пузырьки водорода бурно выделяются на поверхности изделия, срывают жировую пленку и увлекают мельчайшие капельки жира на поверхность раствора. Электрохимический процесс обезжиривания продолжается 5—6 мин. После обезжиривания изделие подвергают травлению в растворах соляной или серной кислоты.
sprav0chnik.ru
Механические методы очистки поверхности - Справочник химика 21
Механические методы очистки поверхности являются весьма эффективными. Они обеспечивают высокое качество очистки и одновременно придают поверхности заданную шероховатость, способствующую адгезии лакокрасочных покрытий с металлом. На практике приме няют очистку ручным и. механизированным инструментом, пескоструйный, дробеструйный, дробеметный. гидроабразивный и другие механические методы. [c.88] Предотвращение формирования осадка, по-видимому, является более радикальным решением задачи обеспечения стационарной работы фильтра, чем его периодическое удаление. Как следует из теории коагуляции, для закрепления частицы на поверхности необходимо определенное время, которое может не обеспечиваться при интенсивном тангенциальном течении. Между тем, полное удаление отложившегося осадка затруднительно еще труднее удалить осадок из порового пространства фильтра, куда проникают частицы достаточно малого размера, обычно содержащиеся в реальных полидисперсных системах. Таким образом, и для механических методов очистки оказываются существенными коллоиднохимические свойства, определяющие прочность прилипания частиц к фильтру, его засорение. [c.334]Механическая очистка. Механические методы очистки являются самыми простыми и доступными и поэтому наиболее распространенными. Их используют, как правило, в тех случаях, когда механическая обработка не может сильно влиять на состояние рабочей поверхности или когда такое влияние допускается по условиям эксплуатации изделий и по условиям контроля. Механические методы позволяют удалять с поверхности продукты коррозии, окисные пленки, твердые углеродистые отложения, лаки, краски, силикаты и другие загрязнения, не удаляемые растворителями и моющими составами. [c.661]
Механические методы очистки имеют следующие недостатки неконтролируемое воздействие на состояние поверхности, невозможность очистки поверхности глухих отверстий, резьб, полостей, трещин невозможность очистки полостей капиллярных дефектов даже на доступных поверхностях трудность полного удаления с поверхности очищающего материала (песка, косточковой крошки), большие затраты ручного труда. [c.661]
Одним из методов регулирования адгезии масел является предварительная очистка смачиваемой поверхности На хорошо очищенной поверхности капля масла не растекается. В то же время на загрязненной поверхности масло не может сохраниться в виде капли. Применяются различные методы очистки поверхности механические, экстракционные путем промывки растворителями, электролитические, адсорбционные, основанные на испарении. [c.345]
На большей части отечественных и зарубежных электростанций малоэффективные и трудоемкие механические способы очистки поверхностей нагрева почти полностью вытеснены химическими методами [1]. Основное назначение химической промывки теплоэнергетических установок состоит в удалении отложений, представляющих собой водонерастворимые неорганические соединения [2], которые образуются в результате нагревания и выпаривания питательной воды, коррозии металла котла и вспомогательного оборудования [3]. [c.349]
Механическая очистка. Одним из наиболее распространенных и эффективных способов механической очистки металлических поверхностей от различных загрязнений является пескоструйный метод. Очистку поверхности этим способом осуществляют при помощи специальных пескоструйных аппаратов. Пескоструйные аппараты могут быть периодического или непрерывного действия. При антикоррозийных работах чаще применяют одноцилиндровые пескоструйные аппараты периодического действия. [c.94]
Применение гидравлических методов очистки поверхностей теплообмена связано с более высокими капитальными затратами, в том числе и на очистку рабочей жидкости после вымывания отложений. Однако при этом удается избежать недостатков, свойственных механической очистке повреждении или повышенного износа труб (особенно тонкостенных) от воздействия рабочих органов очищающего устройства. Сторонники гидравлического метода часто утверждают также, что при этом достигается значительная экономия времени на очистку. Сообщается, например, что применение гидроустройства позволило очистить теплообменник с трубами длиной 7,2 м за 2 ч 40 мин вместо 7 ч обычным методом — шарошками [46].. [c.32]
К недостаткам механических методов очистки относятся значительная стоимость обработки, особенно при ручной очистке малая производительность (за исключением дробеметной и гидравлической очистки) наклеп обрабатываемой поверхности при дробеметной очистке. [c.274]
Механическая очистка является наиболее совершенным методом- подготовки металлической поверхности к окраске от продуктов коррозии. При этом методе очистки происходит полная очистка поверхности от загрязнений, а шероховатость поверхности, в значительной степени улучшающая адгезию покрытия к металлу, увеличивает срок защитного действия. Потери металла при механических методах очистки меньше, чем при химических. [c.196]
Механические методы. Очистка стали (т. е. удаление окалины, ржавчины, старой краски и различной грязи) может быть осуществлена сухими (меха-. ническими) методами, термическими методами или (мокрыми) химическими методами. Среди механических методов пескоструйная обработка и дробеструйная обработка наиболее важны и являются лучшими методами удаления прочно пристающей прокатной окалины. В промышленности имеются различные по размеру абразивы, лучшие из которых полностью очищают поверхность и придают ей белый матовый оттенок. Даже мало совершенная абразивная обработка может дать благоприятный эффект, поскольку самая большая опасность для краски — это присутствие на поверхности частиц прокатной окалины, частично подорванных ржавлением, но все еще хорошо держащихся на поверхности и не удаляющихся при обработке металлической щеткой. Если их оставить на поверхности, то они отслаиваются вскоре после начала испытания и вместе с ними отслаивается краска, находящаяся на их поверхности. [c.514]
Отстаивание в коалесцирующем фильтре-отстойнике также эффективный метод очистки сточных вод. Фильтр выполнен о. виде емкости, разделенной поперечными перегородками на отсеки, в каждом из которых встроены по два вертикальных фильтра, образующих между собой камеры предварительного отстоя. Жидкость по спускной трубе попадает в камеру предварительного отстоя, откуда направляется в фильтр. При ее прохождении сквозь фильтр происходит механическое разрушение пленки, слияние отдельных частиц нефтепродуктов и их прилипание к твердой поверхности загрузочного материала (полиэтилен, полистирол и др.). При этом задерживаются и механические примеси. [c.206]
Активные методы. 1. Интенсификация теплообмена е помощью механических средств включает в себя перемешивание жидкости при помощи механических устройств или вращения поверхности. Очистка поверхности, широко используемая в промышленных химических процессах для порционной обработки вязких жидкостей, применяется и при течении таких разных текучих сред, как высоковязкие пластики и воздух. Показано, что оснастка теплообменника вращающимися трубами приносит ощутимый коммерческий эффект. [c.322]
Если тщательно контролировать условия роста, то можно получить монокристаллические слои весьма высокого качества. В этом отношении методы выращивания кристаллов из пара имеют ряд преимуществ перед методами выращивания из расплава. Здесь нет необходимости соблюдать столь строгий температурный режим. Механическое движение частей аппаратуры, вследствие чего часто получаются монокристаллы с искаженной решеткой, при выращивании из пара вообще ненужно. Уменьшить же количество дефектов, наследуемых из подложки, можно тщательной обработкой ее поверхности. В связи с этим особое значение приобретают методы очистки, шлифовки и полирования поверхности подложки. [c.140]
Перед проведением эксперимента поверхность образца трубы должна быть полностью очищена от ржавчины до металлического блеска. Для очистки лучще всего использовать метод травления. При этом поверхность трубы предварительно обезжиривают ацетоном, затем проводят травление в 12 %-ном растворе соляной кислоты в течение 8 ч, промывку сильной струей воды до полного удаления следов кислоты (проверяют выборочно прикосновением индикаторной бумаги к поверхности трубы), высущивание при температуре 100 °С в течение 1 ч и очистку поверхности трубы металлической щеткой механическим путем . В некоторых случаях вместо механической очистки поверхности трубы после травления можно использовать метод пассивации при помощи раствора нитрита натрия. После этого на очищенную поверхность трубы наносят праймер и изоляционное покрытие (в соответствии с программой испытаний). [c.40]
В зависимости от структуры загрязняющего слоя и степени загрязненности, а также в зависимости от типа аппарата для очистки металлических поверхностей нагрева применяют механический, гидромеханический или химический метод. Для удаления твердой накипи с поверхности труб часто применяют термический метод очистки . [c.220]
Механический способ очистки заключается в удалении кожицы продуктов животного и растительного происхождения путем стирания ее шероховатыми (абразивными) поверхностями, а также в удалении несъедобных или поврежденных тканей и органов овощей и фруктов, извлечении семенных камер или косточек у фруктов, срезании донца и шейки у лука, удалении листовой части и тонких корешков у корнеплодов ножами, высверливании кочерыжки у капусты. Очистка методом истирания кожицы проводится при непрерывной подаче воды для смывания и удаления отходов. [c.342]
Наиболее простыми, давно применяющимися методами очистки являются механические. Их используют в основном для очистки неответственных деталей или же деталей, механическая обработка которых не приводит к снижению их прочности или ухудшению состояния рабочей поверхности. Механические методы используют для удаления с деталей твердых, сильно пригоревших углеродистых отложений (которые вследствие высокой степени карбонизации не могут быть удалены физико-химическими методами), старой окраски, окисных пленок, продуктов коррозии, окалины. [c.200]
Механический способ заключается в очистке поверхности тряпкой или стирании верхних слоев рабочей поверхности наждачной бумагой. Однако этот метод не всегда можно рекомендовать, так как радиоактивная пыль может быть разнесена по всему помещению. [c.286]
Полная очистка поверхностей аппаратуры под осмотр или ремонт не ограничивается одними лишь указанными выше предварительными мероприятиями и осуществляется механическими, химическими и реже термическими методами, разработанными в разнообразных вариантах. [c.324]
Наиболее надежным методом очистки поверхности воды является сочетание механического метода с использованием магнитных адсорбентов. Е подобных случаях возможны два варианта сбора нефти с поверхности применением плавучего нефтесборщика конструкции ВНЙИСПТ-нефти и без него. Организация работ по сбору нейти с помощью магнитных адсорбентов предусматривает использование на поверхности водоема электромагнитов, которые устанавливают на пути движения пятна неф)ти, для предотвращения его растекания. При использовании плавучего нефтесборщика электромагнит устанавливают в зоне нефтеулови-теля нефтесборщика. При сборе нефти в береговой котлован электромагниты усганавливактсп в водоеме на пути движения нефти и в котловане. Питание электромагнитов обеспечивается от источника электроэнергии, имеющегося на плавсредстве или от передвижной электростанции. [c.45]
Ультразвуковой метод очистки поверхности изделий позволяет не только ускорить обработку, но и улучшить ее качество. С этой целью электрическая энергия преобразуется в ультразвуковые гидромеханические колебания среды при помощи маг-нитострикционных (в диапазоне 20—40 кгц) или пьезоэлектрических (в диапазоне 25—1000 кгц) излучателей. Применяются также механические ультразвуковые излучатели (свисток, сирена). Ультразвуковые колебания распространяются в жидкости, которая должна обладать достаточной кавитационной способностью и растворять жиры, образующие в воде эмульсии, или хийичееки реагировать с ними. [c.17]
Механические методы очистки позволяют создать шероховатую поверхность, обеспечивающую надежную адгезию покрытия с металлом, отличаются сравнительной простотой, относительно небольшой стоимостью и уни-версал ,-ность>о, за исключением дробеструйной и гидравлической очисток. К механическим методам очистки относятся гндроабразивный, пескоструйный, дробеметный, лрооепескоструйный, в галтовочных барабанах, на специальных станках, ручными инструментами, механизированными иистру мента ми. [c.182]
Механизм электродного процесса на твердом электроде существенно отличен от ртутно-капающего, в котором в каждый момент времени, в зависимости от скорости истечения ртути, мы имеем дело с новым электродом — вновь образующейся каплей ртути на твердом электроде в процесе электролиза поверхность не обновляется. Поэтому по мере заполнения ее пленкой электроокисленной или восстановленной формы вещества он нуждается в последующей обработке. Способы обработки (деполяризация) его могут быть различными химические, электрохимические и механические. К химическим методам можно отнести обработку электрода в серной кислоте, а также в смеси серной и азотной кислот (1 1). Электрохимические методы заключаются в изменении полярности полюсов электродов, замыкании электродов накоротко на определенные промежутки времени. Механические методы очистки особенно удобны в случае дисковых электродов, причем зачистку необходимо проводить всегда наждаком одной марки. [c.158]
Абразивные методы очистки подразделяют на механический, гидропневматический, гидромеханический (струей воды высокого давления) и дробеструйный. Для механической очистки используют шомполы (длиннйй стальной пруток с наконечником — ершом), сверла, щетки, шарошки, буры. Гидропневматическую очистку выполняют водой под давлением 0,5—0,6 МПа и сжатым воздухом под давлением 0,7—0,8 МПа, одновременно подаваемыми в загрязненную трубу. Под действием движущихся с большой скоростью воды и воздуха отложения на стенках труб разрушаются и смываются. Гидромеханическую очистку выполняют с помощью сопл, установленных на полых штангах. В сопла подается вода под давлением 15—70 МПа насосом высокого давления. Этот способ обеспечивает высокую степень очистки при небольших затратах времени на чистку. Сущность дробеструйной очистки заключается в обработке очищаемой поверхности смесью стальной дроби с воздухом или водой, подаваемыми с большой скоростью. Дробь вводится в смесь эжекционными насосами. [c.356]
В основе данного метода окрашивания поверхности алюминия лежат следующие основные процессы подготовка поверхности металла (механическая очистка, полировка, обезжиривание, растворение плотной оксидной пленки, электрополировка), электрохимическое оксидирование — образование толстого (0,4—0,6 мм) рыхлого оксидного покрытия, диффузия красителя из раствора в оксидиый слой, т(фмическое упрочение оксидной пленки. [c.146]
Для очистки поверхности пескоструйным и дробеструйным методом могут быть использованы аппараты типа Т1А-60, ПА-140 и установка ВДУ-Э2 с компрессорами ПКС-3 или ЗИФ-55. Пескоструйные аппараты ПА-60 и ПА-140 выпускает завод монтажных заготовок Минмонтажспецстроя СССР (г.Теоргиу-Деж Воронежской области), установку БДУ-Э2 — завод Металлист (Москва, пр. Мира, 106), компрессоры ПКС-3 и ЗИФ-55 —Ждановский механический завод. Максимальная их производительность составляет 10 м /ч при рабочем давлении от 0,5 до 0,7 МПА. Беспыльная дробеструйная установка БДУ-Э2 отличается от обычных дробеструйных аппаратов наличием эжектора, отсасывающего пыль, выделяющуюся при очистке. Следует отметить, что при небольшой производительности (4—8 м /ч) расход сжатого воздуха составляет 400 м ч, в то время как аппарат ПА-140 производительностью 4—10 м /ч потребляет всего 140 м ч. [c.104]
При очистке верхний слой металла с поверхности снимают с помощью абразивных материалов определенной зернистости или вращающихся проволочных щеток. Зерна абразива, прикрепляемые к полосе бумаги, материи или металла, к ленте или диску, обычно изготовляют из карбида вольфрама, окиси алюминия, алмаза или силикатного материала при условии тщательного контроля за степенью зернистости. Шлифование можно проводить вручную или механически, методом сухой обработки или при смачивании (например, водой). При этом достигается некоторое макровыравнивание поверхности или микрошлифовка, направление которой может быть целенаправленным или случайным в зависимости от применяемого способа. Давление при шлифовании абразивом, а также вид и степень смазки следует тщательно контролировать во избежание налипания частиц металлических осадков на поверхность, присутствие которых могло бы вызвать дефекты при нанесении металлических покрытий. [c.62]
Обезжиривание с помощью ультразвука. Обезжиривание растворителями, щелочными и эмульсионными моющими составами ускоряется при проведении процесса в ультразвуковом поле. Этот способ очистки нашел применение для удаления из изделий небольших размеров с глубокими или глухими отверстиями масла, нагара, остатков полировочных паст и других загрязнений. Ультразвуковой метод очистки основан на создании высокочастотных колебаний в жидкостях, применяемых в качестве моющих растворов. Сообщаемые жидкостям колебания обладают большой механической энергией, обеспечивающей разрушение и отрыв частичек загрязнений при непрерывной подаче раствора на поверхность изделий. В зависимости от состава и свойств загрязненчй процесс может длиться от нескольких секунд до нескольких минут. Ультразвуковую очистку проводят в специальных ваннах, снабженных магнито-стрикционными, пьезокерамическими или ферритовыми преобразователями. Наиболее распространены ультразвуковые ванны УЗВ-15М, УЗВ-16М и УЗВ-18М. [c.212]
В условиях периодической очистки трубы поверхностей нагрева покрываются отложениями двухслойной структуры. Оба этих слоя отложений отличаются друг от друга как по механической прочности, так и по скорости роста. 1-1нтенспвный рост теплового сопротивления рыхлых отложений требует частого применения очистки, а высокая прочность плотных отложений — большого силового воздействия на них. Из теории высокотемпературного коррозионно-эрозионного износа поверхностей нагрева вытекает (см. гл. 12), что применение интенсивной очистки с целью предотвращения возникновения плотного слоя отложений всегда связано с ускорением процесса коррозии. Практически поэтому целесообразно применить такой метод, когда при частой очцстке на поверхности создается умеренное силовое воздействие, достаточное для разрушения непрочных рыхлых отложений, а для удаления плотных отложений через длительные интервалы используются более эффективные методы. Такими методами очистки могут, например, быть виброочистка или умеренная паровая обдувка в сочетании с водяной обмывкой. Учитывая, что виброочистка не ускоряет процесса высокотемпературной коррозии и удаление отложений с поверхности происходит равномерно, необходимо отдать ей предпочтение перед паровой обдувкой. [c.241]
Невозобновляющаяся поверхность электрода легко загрязняется продуктами электродной реакции, поэтому для получения нравильньк и воспроизводимьк результатов ее нужно периодически очищать. Иногда очистку необходимо проводить перед регистрацией каждой вольтамперограммы. Пригодны механические (полировка тонкой наждачной и фильтровальной бумагой), химические (обработка кислотой или каким-то другим реагентом) и электрохимические (выдерживание электрода в течение некоторого времени нри высоком положительном или отрицательном потенциале) методы очистки. Лучший способ выбирают эмпирически. По- [c.182]
Электрохимическую обработку целесообразно применять при очистке концентрированных органических и неорганических загрязнений и небольишх расходах производственных сточных вод. Применение электрохимических методов очистки не требует предварительного разбавления сточных вод, не вызывает увеличения их солевого состава, позволяет утилизировать ценные примеси из сточных вод, упрощает технологическую схему очистки и эксплуатацию сооружений, облегчает их автоматизацию и сокращает площади, занимаемые под очистные сооружения, по сравнению с методами реагентной обработки. Основными недостатками электрохимического метода очистки сточных вод являются значительные энергетические затраты и расход металла, необходимость очистки поверхности электродов и межэлектродного пространства от механических примесей. [c.68]
Диспергирование и эмульгирование. Диспергирование (от лат. (И5рег2о -рассеиваю) - тонкое измельчение какого-либо вещества в некоторой другой среде. Результатом диспергирования частиц твердого тела в жидкости является образование суспензий. Приготавливают суспензии механическим размельчением и размешиванием. Суспензии неустойчивы, частицы твердого тела довольно быстро выпадают в осадок или всплывают. В капиллярной дефектоскопии используется суспензия окрашенных или люминесци-рующих частиц размером от нескольких до десятков микрометров. Этот метод так и называется - метод фильтрующихся суспензий. Диспергирование твердых тел в жидкости играет существенную роль при очистке поверхности от загрязнений, особенно полностью или частично состоящих из твердой фазы. Степень дисперсности [c.606]
После поглощения нефтепродуктов плавающие на поверхности воды адсорбенты необходимо удалять. Механические методы удаления агломератов адсорбент - нефть перспективны в условиях спокойной воды, но при наличии волны эффективность их резко снижается. Наиболее эффективным методом удаления жидких углеводородов с поверхности воды является метод магнитной сепарации. Однако использование этого метода возможно только при наличии магнитных адсорбентов е высокими адсорбционными и магнитными характеристиками. Метод получения ыагнито-восприимчивых адсорбентов, которые могут быть использованы для очистки поверхности воды от нефтепродуктов, разработан в Институте коллоидной химии и химии воды АН УССР, Адсорбенты не смачиваются водой и плавают на ее поверхности. Размеры частиц адсорбентов, полученных при различных условиях, находятся в пределах 0,05-0,1 мк. Поглощающая способность по отношению к дизельному топливу и магнитная восприимчивость определяются составом адсорбентов и находятся соответственно в пределах 3-8 г/г и 0,06-1,0 ед. [45]. [c.45]
Простейшйми методами подготовки поверхности полосового металла являются механическая очистка от окалины и ржавчины, травление, обезжиривание с последующим фосфатированием. Значительного повышения адгезионной прочности можно добиться горячим фосфатированием металла, предварительно подвергнутого песко- или дробеструйной обработке [4]. В случаях, когда к плакированному материалу предъявляются повышенные требования по коррозионной стойкости, полосу предварительно металлизируют тонкими слоями цинка, олова, меди, никеля, хрома или других металлов. Металлизацию осуществляют электролитическим осаждением металлов или их испарением в вакууме. [c.181]
В зависимости от характера загрязнения ртути, очистку ее можно производить различными способами. Если ртуть загрязнена только механическими поверхностными примесями (стеклом, пылью и т. п.), то достаточно профильтровать ее через проколотые тонкой иголкой отверстия в фильтровальной бумаге или через замшу. От летучих примесей, таких как спирты, а также от других органических и способных окисляться веществ, ртуть можно очистить пропусканием через нее тока воздуха или кислорода. Если примесью являются растворенные металлы, способные окисляться, то их превращают сначала в нерастворимые окислы, продувая через ртуть воздух. Окислы образуют на поверхности ртути пленку, которая может быть отфильтрована. Дальнейшая очистка ртути от металлических загрязнений состоит в пропускании ее мелкими каплями через 10% НМОз. Для того чтобы освободить ртуть от следов азотной кислоты, ее промывают несколько раз дестиллированной водой остатки воды удаляют фильтровальной бумагой, а затем ртуть сушат при температуре 120—130°. Очистку ртути можно производить также с помощью концентрированной Н2804 и сернокислой закиси ртути, при таком методе очистки получают достаточно сухую и чистую ртуть. [c.351]
chem21.info
Очистка поверхности способы - Справочник химика 21
Из механических способов подготовки поверхности особенно распространена струйная абразивная и гидроабразивная обработка пескоструйная, гидропескоструйная, дробеструйная, дробеметная. Очистка этим способом заключается в воздействии на металлическую поверхность частиц абразивов, поступающих с большой скоростью и обладающих в момент соударения с металлом значительной кинетической энергией. Поверхность металла при этом становится шероховатой (углубления достигают 0,04—0,1 мм), что способствует улучшению адгезии покрытий. Однако струйная абразивная обработка применима только при окрашивании толстостенных изделий (толщиной более 3 мм) изделия с более тонкими стенками могут при такой обработке деформироваться. [c.208] Очистка поверхностей указанным способом легка и производится без тех затруднений, которые связаны с механической очисткой трубок, например трубной системы испарителя. Демонтаж загрязненной поверхности нагрева теплообменника, состоящего из плит, не представляет затруднений. [c.227]В последнее время находит все большее применение гидромеханический способ очистки поверхностей теплообменной аппаратуры высоконапорной струей жидкости. Этот способ позволя- [c.224]
Выбор защитного материала для консервации металлических изделий определяется его коррозионной стойкостью и условиями хранения. Основным правилом для консервации является предварительная очистка поверхностей от всяких загрязнений и следов коррозии. Защитный материал наносят на сухую поверхность при помощи кисти, распылением, окунанием на 1—2 мин в подогретую смазку или другим способом. [c.229]
Применение защитных покрытий является надежным и универсальным средством борьбы с отложениями парафина. При этом важно, чтобы защитное покрытие удерживалось на поверхности подложки в течение длительного времени, в пределе, определяемом сроком службы оборудования. Следовательно, материал защитного покрытия должен, с одной стороны, показывать низкую сцепляемость с парафином и,с другой-обладать высокой сцепляемостью с материалом подложки. При подборе материала защитного покрытия основным требованием, определяющим критерий подбора, является первое из указанных, поэтому второе требование обеспечивается, как правило, различными техническими приемами, основным из которых является тщательная подготовка защищаемой поверхности. Сцепляемость между контактирующими телами определяется не только межмолекулярными силами взаимодействия между ними, но также и плотностью соприкосновения поверхностей контактов, поэтому подготовка защищаемой поверхности сводится прежде всего к удалению любых загрязнений. Способы удаления загрязнений с поверхности, предназначенной под покрытие, определяются особенностями загрязнения и располагаемыми приспособлениями и различны загрязнения смывают, растворяют, химически модифицируют, удаляют механически. В общем случае поверхность очищают комбинированными приемами. Техника и технология очистки поверхностей и нанесения защитных покрытий на них подробно рассмотрена в работе /43/. [c.138]
Процесс полимеризации изопрена проводят непрерывным способом в батарее из 4—6 аппаратов. Температуру полимеризации увеличивают по ходу процесса с целью достижения конверсии изопрена 85—90%. В качестве полимеризаторов используются аппараты с мешалками, снабженными лопастями и скребками, обеспечивающими интенсивное равномерное перемешивание во всем объеме полимеризатора и непрерывную очистку поверхности теплообмена. Скребковые мешалки позволяют повысить коэффициент теплопередачи в 2—3 раза по сравнению с рамными и турбинными мешалками и предотвратить зарастание поверхности теплообмена полимером. [c.221]
Очистка ручными способами сводится к промывке горячей водой (с помощью брандспойта) предварительно пропаренных внутренних поверхностей резервуара, последующему удалению твердого остатка и протирке промытых поверхностей. Эти способы различаются только конструкцией устройства, подающего воду (насос или эжектор), и рабочими параметрами промывочной воды. Температуру воды выбирают обычно в пределах от 30 до 50 °С, а давление от 0,2 до 0,3 МПа. Ручные способы очистки связаны со значительными трудовыми затратами и не обеспечивают полного удаления загрязнений, а обслуживающий персонал работает при этом в весьма тяжелых условиях. Ввиду несовершенства ручных способов они в настоящее время имеют ограниченное применение. [c.101]
Термический способ. Этот способ очистки основан на быстром и интенсивном нагреве очищаемой поверхности кислородно-ацетиленовыми горелками и последующем ее охлаждении. Вследствие разности теплофизических характеристик окалины и металла происходит растрескивание окалины и отслоение ее от металлической поверхности. Ржавчина при очистке пламенем обезвоживается в результате удаления из нее химически связанной воды н рассыпается в мелкий черный порошок. Производительность очистки этим способом невелика (не более 5 м /ч). Его можно применять только для очистки металла толщиной более 5 мм, так как при очистке тонкостенных изделий может произойти деформация металла. Кроме того, данный способ пожароопасен. [c.466]
В зависимости от вида улавливаемых частиц и способа их удаления с электродов электрофильтры подразделяются на сухие и мокрые. В сухих электрофильтрах для очистки поверхности электродов от пыли используются механизмы встряхивания ударно-молоткового типа. Пыль из бункера выводится в сухом виде. [c.426]
Однако основными способами очистки поверхности металлических заготовок являются дробеметный способ, а также пескоструйная и дробеструйная очистки. [c.99]
Перед загрузкой в барабан вместимостью около 1 дм стальные детали (шайбы, гайки, болты и т. п.) взвешивают (общая масса в пределах 100—300 г) и подвергают очистке химическим способом (см. приложение II). Протравленные и промытые холодной водой детали загружают в барабан, который затем погружают в электролизер. Опыты проводят в электролите № 5 (№ 4 или № 9). Значение тока, проходящего через электролизер, устанавливают из расчета общей поверхности деталей и средней плотности тока 50—100 А/м для электролитов №№ 5 и 9 и 100—200 А/м для электролита № 4. Время выдержки деталей под током в барабане рассчитывают, исходя из заданной преподавателем толщины покрытия (10 мкм). Рассчитанную продолжительность электролиза увеличивают на 15—25 % из-за возможного уменьшения толщины покрытия вследствие взаимного трения деталей и недостаточной равномерности их перемешивания. [c.44]
Метод декорирования заключается в том, что на поверхность (обычно свежий излом) конгломерата или монокристалла способом вакуумного распыления наносится небольшое количество вещества, не образующего с исследуемым материалом химического соединения. В результате напыленное вещество, количество которого обычно меньше, чем нужно для образования сплошной моно-молекулярной пленки, концентрируется только на активных участках поверхности объекта (дефектах, узлах и т. п.), образуя зародыши кристаллов и делая эти участки видимыми ( декорируя их). Наиболее широкое распространение получило декорирование минералогических объектов золотом. Последовательность операций при декорировании, например, конгломерата каолинита следующая конгломерат разламывают в руках для обнажения свежей поверхности, один из кусочков материала помещают в вакуумную установку и нагревают до 300—450°С в течение 15—30 мнн для очистки поверхности от примесей и приставших частиц через несколько минут после прекращения нагрева без нарушения вакуума производят распыление золота, а затем на поверхность наносят угольную пленку (реплику), которую отделяют растворением образца в плавиковой кислоте. [c.135]
Поэтому после каждого определения, чтобы восстановить первоначальное состояние поверхности электрода для нового определения, ее очищают. Очистка поверхности твердых электродов может производиться различными способами механическим, химическим или электрохимическим. При механическом способе очистки поверхность электрода очищают бритвой, наждачной бумагой или срезают часть торцовой поверхности. Последний способ применим к электродам ИЗ графитовой пасты или графитовым. [c.203]
Был предложен также новый способ частой очистки поверхностей труб конденсаторов струей воды под давлением. Частая чистка труб предотвращает затвердение накипи и грязи, обеспе- [c.129]
Большое внимание при приемке поверхности перед нанесением на нее покрытия уделяют качеству сварных швов. Сварные швы должны быть ровными, без заусенец, наплывов и щелей, образующихся при сварке. Заусенцы и наплывы удаляют повторной очисткой поверхности механическим способом. Сварные швы проверяют на герметичность, которая должна соответствовать требованиям ГОСТ 3242—79. [c.154]
Применение механических способов очистки поверхности резервуаров связано с технологическими трудностями и сложностью выполнения требований промыщленной санитарии. Целесообразно принять преобразователи ржавчины. [c.158]
Авторы проводят исследования по оценке эффективности системы лента — клеевой слой — праймер при воздействии на изолированную конструкцию механических и температурных нагрузок в условиях перемещений трубопроводов и их отсутствия. При этом определенное место в этих экспериментах отведено исследованию системы клеевой слой — праймер. В данной главе приведены результаты первого этапа исследования указанной системы, т. е. в условиях отсутствия перемещений трубопровода. Эксперимент проводили по методике, основанной на использовании труб диаметром 219 мм и длиной 255 мм. После очистки поверхности трубы дробеструйным способом на нее наносили с помощью специального [c.144]
Другой вариант химической очистки заключается в использовании ингибиторных паст. Расход пасты и продолжительность обработки определяются степенью корродирования поверхности. Проверка этого способа очистки проводилась во ВНИИГ им. Б. Е. Веденеева. Испытывалась ингибиторная паста, разработанная Институтом океанологии АН СССР на основе целлюлозы, прописанной соляной кислотой. Оказалось, что гладкая поверхность хорошо очищается пастой, а при очистке необработанной поверхности (отрезков труб) в порах металла остаются следы ржавчины и окалины. Кроме того, при последующей отмывке и сушке на поверхности труб появлялся налет ржавчины, предотвратить появление которого оказалось затруднительным даже при введении в промывную воду ингибиторов коррозии. По этой причине использование ингибиторной пасты для очистки поверхности металлических труб даже при ремонте отдельных участков покрытия не очень эффективно. [c.97]
В технологическом цикле нанесения защитных покрытий большое значение имеет правильный и обоснованный выбор того или иного способа очистки поверхности. Как правило, технология процесса подготовки содержит множество операций. Для определения последовательности подготовительных операций необходимо четко представить себе сущность данной операции и механизм протекающего при этом процесса. [c.121]
Важное условие эффективности и экономичности любого способа защиты — максимально возможная герметичность паро-водяной арматуры во избежание слишком быстрого снижения давления, потерь защитного раствора (или газа) или попадания влаги. Кроме того, во многих случаях полезна предварительная очистка поверхностей от различных отложений (солей, шлама, накипи). [c.74]
В зависимости от способа очистки поверхности перед окраской лакокрасочные покрытия имеют различный срок службы. Срок службы лакокрасочного покрытия, нанесенного на стальную поверхность, очищенную щеткой вручную, ниже срока службы покрытия на поверхности, очищенной [c.110]
Для удаления продуктов коррозии применяются различные способы подготовки поверхности под окраску. Наиболее эффективными способами являются пескоструйный и дробеструйный способы очистки. Но в тех случаях, когда невозможно применять эффективные способы очистки поверхности, подготовку поверхности проводят без удаления продуктов коррозии, которая сводится к нанесению модификаторов ржавчины или специальных грунтовок-преобразователей ржавчины. [c.163]
Обработку и очистку поверхности металла перед нанесением защитных покрытий производят в основном тремя способами механическим, химическим и электрохимическим. [c.121]
В случаях, когда межтрубное пространство, а иногда и трубы, недоступны для очистки указанными выше способами, применяют химическую очистку. В качестве реактивов для химической очистки поверхностей теплообмена применяют растворы соляной кислоты, едкого натра и хлорной извести, а также газообразный хлор (табл. 6-4). [c.221]
Достижение требуемой температуры газов перед пароперегревателем и как следствие температуры перегретого пара при газовом регулировании возможно также за счет изменения положения факела в топке как путем включения горелок в различных комбинациях (в том числе и вспомогательных, устанавливаемых в верхней части топки), так и регулирования длины факела горелок, позволяющих выполнять это условие. Такие способы регулирования температуры перегрева пара применяются при необходимости повышения или понижения общего уровня перегрева пара, при изменении нагрузки, при переходе с жидкого топлива на газообразное и т. д. Регулирование общего уровня перегрева пара может производиться также изменением температуры питательной воды, очисткой поверхностей нагрева, в том числе и обмывкой экранов и т. д. [c.210]
Из физических методов наиболее широкое применение в аппаратостроении находят термические способы очистки. Поверхность нагревается до гемпературы 150 С. Отделение окалины происходит вследсгвие различия коэффициентов линейного расширения сга ги и окислов мсталла. При нагреве происходит обезвоживание ржавчины. 13 результате окалина растрескиваст ся и легко отслаивается вместе с ржавчиной. Остатки окислов удаляют металлическими щетками. Наиболее распространен способ газопламенной очисз ки, когда нагрев выполняется многопламенной горелкой, вмонтированной на роликовых опорах. [c.93]
Погружной способ широко применяют для удаления загрязнений с деталей сложной конфигурации, когда другие способы не обеспечивают очистки поверхности. Этим способом удаляют покрытия, асфальтосмолистые отложения, полимерные пасты, остатки формовочных смесей с поверхности отливок, обезжиривают д Ьтали. Пофужной способ позволяет использовать эффективные моющие средства с высоким содержанием ПАВ, а также высокоэффективные растворяюще-эмульгирующие моющие средства на основе углеводородных и галогенсодержащих органических растворителей, других афессивных, вредных и легко-испаряющихся очищающих агентов. Для интенсификации очистки применяют колебания платформы с объектами очистки относительно моющей жидкости и наоборот, ультразвуковое облучение, подачу тока на очищаемые поверхности, электрогид-равлический эффект винтов, сжатого воздуха и др. Оборудование отличается простотой консфукции, удобством и экономичностью его эксплуатации. [c.38]
Более серьезной проблемой является борьба с механическими примесями, которые, оседая на поверхности нагрева, образуют слой с большим термическим сопротивлением. Для борьбы с этим создаются сепарирующие устройства или устройства, обаоиечива-ющие частую очистку поверхности нагрева. Для удаления примесей из пара существуют различные способы, например, осаждение под действие.м электричества и т. п. Однако, как правило, все способы очистки пара или поверхности нагрева, за редким исключением, сложны, дорогостоящи и нерентабельны. [c.274]
Оуществуоцив способы очистки поверхности подравдвля-стся на три основные группи механические, химические, термические. [c.63]
В зависимости от требований производства к качеству очистки поверхности используют различные комбинации способов очистки пофужной - струйный, пофужной - в паровой фазе, пофужной - струйный - в паровой фазе. [c.32]
Мойка и очистка узлов и деталей позволяют повысить культуру производства. От масел и продуктов их разложения, консистентных смазок и консервационнЫх покрытий, пыли и других зафязнений поверхности очищают пароводосфуйным способом. Он заключается в подаче из гидромонитора на очищаемую поверхность пароводяной струи температурой до 90 - 100 С под давлением 0,5 - 2,0 МПа. Ударное действие струи в сочетании с высокой температурой моющего раствора обеспечивает эффективную очистку поверхности. Продукты коррозии, пригары и накипь этим способом не удаляются. [c.34]
К механическим способам относятся кроме того пескоструйная очистка в потоке воздуха или воды, а также ультразвуковая очистка. Второй способ очистки основан на создании в жидкости высокочастотных колебаний, вызывающих кавитационные удары на загрязненную поверхность эти удары нарущают сцепление между слоем осадка и поверхностью аппарата и отделяют частицы осадка. Ультразвуковые колебания создаются специальными импульсными вибраторами. Единичные случаи использования этих способов дали положительные результаты. [c.387]
Способы защиты от коррозии металлов в морской воде заключаются в следующем а) очистке поверхности металла от окалины, ржавчины и покрытии ее лаком, этиленовыми красками, мастикой фенол-формальдегидной, каменноугольной или на битумной основе, применении фосфотирования, цинкования, оксидирования (для алюминия) б) использовании коррозионно-стойких металлов - меди и ее сплавов в) катодной и протекторной защите в комбинации с защитными покрытиями или без них г) применении ультразвуковой защиты совместно с катодной и протекторной защитой д) использовании элект-родренажной защиты. [c.43]
Метод защиты РВС цинковым покрытием зависит от того, строится резервуар или уже построен. В первом случае нанесение покрытия на поверхности деталей и узлов резервуара осуществляют в стационарных условиях, после сборки резервуара проводят оцинковку только в местах сварки и поврежденных участков. Во втором случае все работы выполняются внутри резервуара в той же технологической последовательности, как при нанесении лакокрасочных покрытий. Следует отметить, что очистку поверхности перед нанесением цинкового покрытия проводят только пескоструйным способом, использование преобразователей ржавчины перед оцинковкой бессмысленно. Цинковое покрытие наносится на опескоструенную поверхность в 1 слой. [c.8]
На качество покрытий в период проведения изоляционно-укладочных работ влийет не только сам процесс нанесения изоляции, но и другие факторы земляные работы, способ складирования и хранения изоляционных материалов, очистка поверхности трубопровода от ржавчины и т. д. [c.135]
Для подготовки поверхности изделий перед покрытием применяют механические, химические и электрохимические способы обработки поверхности. К механической обработке относится шлифование, полирование, крацеваиие, пескоструйная, гидроабразивная, вибрационная обработка деталей и др. Механическую обработку проводят в том случае, если наряду с очисткой поверхности от продуктов коррозии необходимо получить поверхность более высокой чистоты. [c.274]
При пескоструйной и гидропескоструйной очистке обычно применяют безглинистый кварцевый песок с размером частиц 0,5—2,5 мм, карбид кремния, плавленый оксид алюминия. Абразивом при дробеструйном и дообеметном способах обработки служит литая или колотая чугунная, а также стальная дробь с размером частиц не более 0,8 мм или дробь, рубленная из стальной проволоки диаметром 0,3—1,2 мм. Для очистки поверхности черных металлов наиболее целесообразно применять колотую дробь с размером частиц не более 0,8 мм. Эффективность очистки при этом повышается в 1,5—2 раза по сравнению с очисткой литой дробью. Легкие металлы и сплавы (алюминий, [c.208]
Наиболее распространенным способом уменьшения коррозии низкотемпературных поверхностей нагрева котлоагрегатов, работающих на высокосернистых мазутах, и изменения структуры золовых отложений является применение минеральных присадок (магнезита, доломита и извести). Ввод этих присадок в топку и газоходы котлоагрегатов электростанций Башкирэнерго был осуществлен вслед за получением положительных результатов от ввода известковой пушонки на котлах Грозненской ТЭЦ. Первоначально молотая известь была приме-ыена на котле ТП-200 (200 т/ч, 34 кГ1см , 410° С) Уфимской ТЭЦ № 1. Схема ввода ее были примитивной молотая известь вручную загружалась в бачки, установленные на нулевой отметке, из которых сжатым воздухом транспортировалась по трубопроводам в топку и газоход котла. Известь подавалась периодически загрузка бачков производилась 2 раза в смену, каждая разгрузка — за 2 ч. Качество молотой извести было ни -кое содержание СаО составляло 20%, остальное — так называемый недопал . Из-за значительного содержания в молотой извести пустой породы и отсутствия мер и приспособлений по очистке поверхностей нагрева произошло быстрое забивание пароперегревателя и трубных досок воздухоподогревателя. По этой причине электростанция в дальнейшем отказалась от молотой извести и перешла на ввод товарного магнезита. Такие же или подобные нм простые схемы ввода магнезита, например на всас вентиляторов, были выполнены на всех мазутных электростанциях Башкирэнерго. В дальнейшем схемы постепенно переделывались и к 1961 г. они превратились в схему, состоящую из следующих основных элементов а) пневмотранспорта магнезита с помощью насосов [c.352]
Предлагается при наличии дефектов в защитном покрытии корпусов из наирита применять гуммирование-покрытие поверхности резиной. Покрытие из наирита выжигается газовой горелкой. Перед гуммированием поверхность подвергается тщательной очистке пескоструйным способом от ржавчины, окалины и других загрязнений. Поверхность промывают бензином калоша , просушивают в течение 30 мин и промазывают резиновым клеем 2572. Промазывание клеем производят волосяными кистями, причем каждый слой клея наносят после высыхания предыдущего. Нанесенный слой клея должен быть ровным, не иметь подтеков и не быть слишком толстым, чтобы не препятствовать полному испарению растворителя. Из сырой резины 1976 и полуэбонита 1751 вырезают заготовки, склеивают между собой и вводят внутрь корпуса клапана. Между металлом и резиновой обкладкой не должно оставаться ьключений воздуха (пу- [c.101]
chem21.info
Очистка поверхностей аппаратов - Справочник химика 21
Очистка поверхностей аппаратов, резервуаров и трубопроводов от самовозгорающихся отложений должна производиться в строгом соответствии с требованиями цеховой инструкции. [c.57]Производство внутренних и наружных огневых работ на аппаратах и резервуарах допускается только после соответствующей их подготовки (пропарка, промывка, очистка), а также дополнительной очистки поверхности аппарата или резервуара в радиусе не менее 0,5 м от свариваемого места и, если анализом воздуха из аппарата или резервуара будет установлено, что концентрации паров и газов в нем не превышают предельно допустимых. [c.91]
Для уменьшения загрязнения поверхности следует применять непрерывную очистку, например, фильтрованием протекающих жидких сред или периодическую очистку поверхности аппарата от выпавших загрязнений. [c.533]Очистка поверхности аппаратов и трубопроводов от самовозгорающихся отложений должна производиться с разрешения начальника цеха в строгом соответствии с Правилами и инструкциями по производству ремонта и очистки аппаратов и оборудования. [c.16]
После пескоструйной очистки поверхность аппарата осматривают невооруженным глазом при сильном местном искусственном освещении, а отдельные сомнительные участки — с помощью лупы 4—8-кратного увеличения. На поверхности, подвергаемой эмалированию, отмечаются все дефектные места на металле заусеницы, раковины, поры, подрезы на сварных швах и др. На такие места при помощи автогенной горелки или электросваркой наносят мелкие заплатки, подваривают дефектные места и точки, после чего аппарат поступает на окончательное шлифование. [c.269]
Кристаллизатор служит для выделения кристаллов бикарбоната аммония из раствора. Это вертикальный стальной аппарат с коническим днищем. Внутри расположены четыре змеевика, по которым проходит охлаждающая вода или пар для периодической очистки поверхности аппарата и змеевиков от кристаллов. Диаметр аппарата 1800 мм, высота 4965 мм. Общая поверхность теплообмена змеевика 34 м . [c.306]
Нанесение клея. Перед обклейкой аппарата полиизо-бутиленовыми листами металл прокрашивают два раза клеем № 88-Н. Первый слой клея наносят непосредственно после очистки поверхности аппарата от ржавчины и просушивают его в течение 2—3 ч, второй — за 20— 30 мин до наклейки полиизобутилена. [c.104]
Очистку аппаратов, емкостей, газопроводов от окалины, ржавчины, старой краски и различных загрязнений производят несколькими способами механическим с помощью ручных или механических стальных щеток или дробеструйных аппаратов химическим за счет обработки поверхности веществами, растворяющими загрязнения термическим за счет резкого прогрева поверхности пламенем горелок. Широкое распространение получил механический способ очистки поверхности аппаратов металлической дробью с помощью дробеструйных аппаратов. Конструктивно эти аппараты различны без возврата дроби, с возвратом дроби, с дистанционным управлением и без него. [c.76]
Для згменьшения загрязнения теплообменных аппаратов следует осуществлять периодическую очистку поверхностей аппаратов от выпавпшх загрязнений, а в некоторых случаях и непрерывную фильтрацию протекающей жидкой среды. [c.590]
Следует отметить, что целлариусы требуют большего количества охлаждающей воды, которая должна быть чистой, так как в противном случае возникает необходимость в частой очистке поверхностей аппаратов от осаждающегося на них шлама. [c.34]
Очистку поверхности аппаратов и трубопроводов от самовозгорающихся отложений следует производить с разрешения иачальника цеха в строгом соответствии с Правилами и инструк- [c.261]
После чернового отжига изделия вновь очищаются от окалины абразивной обработкой. Средний расход дроби на очистку 1 м поверхности после чернового отжига составляет 3,8 кг. После очистки поверхность аппарата осматривается невооруженным глазом при сильном местном искусственном освещении, а отдельные сомнительные места — с помощью лупы 4—8-кратного увеличения. На поверхности, подвергаемой эмалированию, отмечаются все дефектные места заусеницы, раковины, поры, подрезы и т. п., и в зависимости от характера дефекта изделие поступает на дополнительную зачистку или на заварку пор на сварных швах. Поры вырубаются, вырубленные места завариваются, зачищаются абразивным кругом с помощью пневмотурбинки заподлицо со сварным швом. Заключительными операциями подготовки поверхности аппарата к эмалированию являются удаление дробеструйной обработкой рисок, образовавшихся от шлифования абразивным кругом, и обдувка изделий от пыли сжатым воздухом. Подготовленные к эмалированию детали должны храниться в условиях, исключающих попадание атмосферных осадков и пыли. [c.252]
Не позже чем спустя 2—3 часа после пескоструйной очистки поверхность аппарата покрывается бакелитовым лаком 10—15%-ной концентрации. Покрытие бакелитовым лаком предохраняет поверхность металла от окисления и обеспечивает лучшее сцепление металла с фаолитом. [c.546]
Прнмечанне. В состав травильных паст рекомендуется вводить ингибиторы при-садки (КС, уникол, ЧМ и др.). Преимущество химического способа очистки поверхности по сравнению с другими способами, в частности, заключается в возможности очистки поверхности аппарата на рабочем месте при замене защитного покрытия. [c.299]
chem21.info




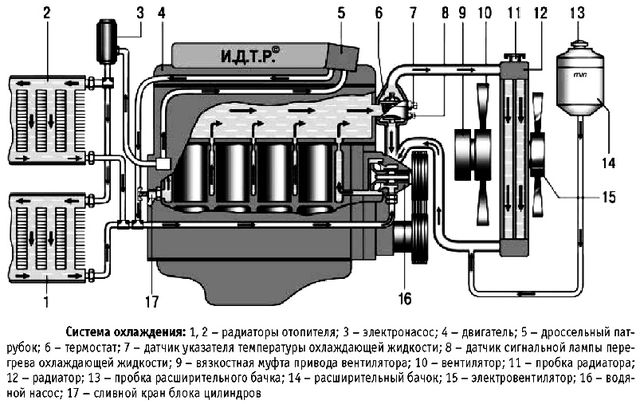
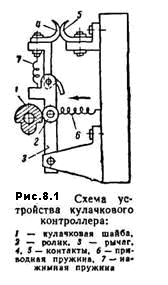


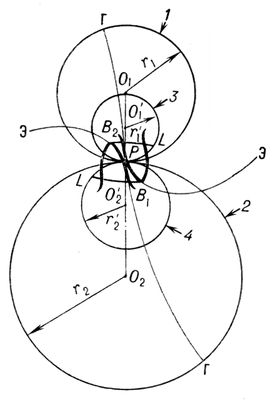
423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)