 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Монтаж электродвигателей. Подготовка к монтажу. Монтаж электродвигателей
Монтаж электродвигателей. Подготовка к монтажу
На монтажную площадку электродвигатели поставляются комплектными, имеющими исполнение, соответствующее условиям окружающей среды и способу крепления (монтажному исполнению). Их электрические характеристики должны соответствовать параметрам электрической сети (напряжению, роду и частоте тока), а механические характеристики — характеристикам рабочей машины или механизма. По экономическим соображениям частоту вращения электродвигателей часто принимают выше частоты вращения машины или механизма.
Монтаж электродвигателей выполняют в две стадии.
В период подготовительных работ определяют или уточняют место установки электродвигателя и аппаратуры управления (щита, ящика, пульта), подготавливают для них опорные основания, устанавливают закладные детали для крепления к опорному основанию, прокладывают стальные трубы (если силовая электропроводка в трубах), устанавливают (при установке на стене—кронштейн) и закрепляют на фундаменте салазки, следят за правильным выполнением фундамента строителями.
Электрооборудование, полученное для монтажа, очищают от пыли и консервирующих смазочных материалов, проверяют комплектность в соответствии с упаковочным листом, внешним осмотром устанавливают целостность всех наружных частей (корпуса, защитной крышки, колодки зажимов и др.), наличие всех крепежных болтов и их затяжку, состояние контактных колец, щеткодержателей, щеток и пускового реостата (для электродвигателя с фазным ротором). Затем проверяют подшипники качения по осевому и радиальному зазорам. У подшипников качения эти зазоры не должны наблюдаться визуально. Целостность и сопротивление изоляции обмоток статора и ротора проверяют мегаомметром 500 или 1000 В. Предельно допустимым сопротивлением изоляции обмоток по отношению к корпусу принято считать 1000 Ом на каждый вольт рабочего напряжения питающей сети. Для электродвигателей, включаемых в сеть напряжением 380 В, наименьшим допустимым сопротивлением изоляции его обмоток является 0,5 МОм. При меньшем сопротивлении изоляции обмоток и отсутствии видимых повреждений электродвигатель нужно просушить для удаления влаги из обмоток.
Если электродвигатель исправен (без дефектов), его вал очищают от остатков смазочных материалов, краски или ржавчины тканью, смоченной керосином. Пятна ржавчины удаляют шлифовкой с помощью наждачной бумаги № 00 или № 000, пропитанной минеральным маслом. Поверхность вала после полной очистки протирают тканью насухо и покрывают тонким слоем минерального масла. Снимают защитную крышку вентилятора, укладывают шпонку в шпоночную канавку и с помощью специального приспособления с нажимным винтом надевают шкив или полумуфту на вал электродвигателя, а второй шкив или полумуфту — на вал рабочей машины или механизма (рисунок 1).
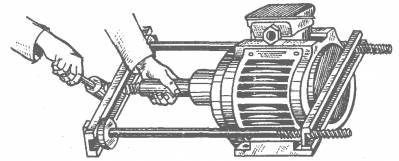
Рисунок 1 – Насадка шкива на вал электродвигателя.Рисунок 1 – Насадка шкива на вал электродвигателя.
Шкивы или полумуфты снимают с валов электродвигателей с помощью специальных скоб или универсальных съемников (рисунок 2). Последними можно снимать с валов шкивы, полумуфты, шестерни и подшипники качения. Они позволяют захватывать деталь как с наружной, так и с внутренней стороны и развивать тяговое усилие до 20 кН. Использование приспособлений для снятия и насаживания шкивов, полумуфт позволяет все горизонтальные усилия, возникающие при этом в осевом направлении, передать на вал, а не на подшипники.
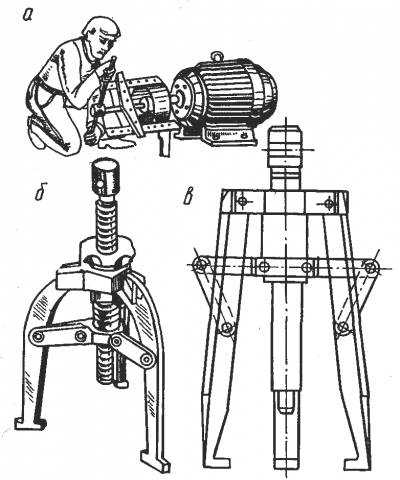
Рисунок 2 – Снятие шкива с вала электродвигателя: а — съемником с двумя тягами; б — универсальный съемник с регулируемым раскрытием тяг; в — то же, но с самоустанавливающимися тягами.
В зависимости от взаимного расположения приводного органа машины и электродвигателя последний бывает различного монтажного исполнения: на лапах с горизонтальным или вертикальным валом; на лапах с фланцем с горизонтальным или вертикальным валом; с фланцем с горизонтальным или вертикальным валом и т. д. Электрические машины прибывают на место монтажа в собранном или разобранном виде. Машины, прибывающие в собранном виде, как правило, перед установкой не разбирают. Если при внешнем осмотре выявлены повреждения и загрязнения машины в результате транспортировки и хранения, заказчик и монтажная организация составляют акт, определяющий необходимость и степень разборки машины. Такие работы монтажная организация выполняет по отдельному наряд-заказу в соответствии с инструкциями заводов-изготовителей.
Перед монтажом электрической машины проверяют состояние изоляции ее обмоток и, если оно неудовлетворительно, производят сушку обмоток. Проверку изоляции обмоток выполняют мегомметром.
Сопротивление изоляции обмоток электрических машин на номинальное напряжение до 1000 В включительно проверяют мегомметром на 500 В, выше 1000 В — мегомметром на 1000 В.
Сопротивление изоляции обмоток электрических машин относительно их корпуса RB0 (измеренное через 60 с после начала отсчета на шкале мегомметра) и сопротивление изоляции между обмотками при рабочей температуре машины должно соответствовать вычисленному по формуле, но не менее 0,5 МОм:
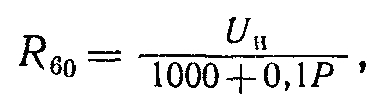
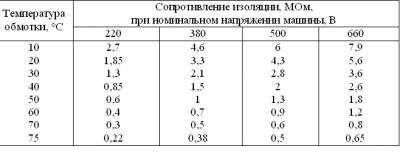
где Uн — номинальное напряжение обмотки машины, В; Р — номинальная мощность машины, кВт (для машин постоянного тока, кВ•А). За рабочую температуру принимают 75° С. Если сопротивление изоляции обмотки было измерено при другой температуре, но не ниже 10° С, оно может быть пересчитано на температуру 75° С (таблица 1).
Кроме того, можно пользоваться соотношением: при увеличении температуры на каждые 20° С сопротивление изоляции уменьшается примерно в 2 раза. Если сопротивление изоляции обмоток электрических машин напряжением до 1000 В ниже величин, приведенных в таблице 1, необходимо произвести сушку обмоток. Существуют различные способы сушки электрических машин: индукционным нагревом, внешним нагревом, электрическим током от постороннего источника и др. Наиболее распространена сушка электрических машин индукционным нагревом (рисунок 3). При использовании этого способа можно одновременно сушить несколько машин, соединяя последовательно их намагничивающие обмотки.
Таблица 1 – Сопротивление изоляции обмоток электрических машин в зависимости от температуры
Обмотку из изолированных проводов наматывают на наружной поверхности корпуса машины и присоединяют к источнику переменного тока. Для сушки индукционным нагревом могут быть применены сварочные трансформаторы с регулировкой тока дросселем.
Если намагничивающую обмотку невозможно намотать по всей наружной поверхности станины, приподнимают машину над плитой, либо смещают обмотку на подшипниковые щиты, как показано на рисунке 3.
При сушке индукционным способом ведут непрерывное наблюдение за температурой обмотки (последняя не должна превышать 70° С) и через каждый час измеряют ее сопротивление изоляции. В начале нагрева сопротивление изоляции обычно падает, а затем начинает возрастать.
Сушку заканчивают, когда прекращается нарастание сопротивления изоляции. Если в процессе сушки сопротивление изоляции достигло требуемой нормами величины, но продолжает повышаться, сушку не останавливают. Ее продолжают до тех пop, пока сопротивление изоляции не будет примерно одинаковым в течение 2—3 ч. Другой распространенный способ сушки электрических машин — внешний нагрев (рисунок 4). Машину помещают в кожух, у которого внизу оставляют отверстие для входа нагретого воздуха, а вверху (в противоположном углу) отверстие для выхода теплого воздуха. Кожух должен быть огнестойким (из металла или листового асбоцемента). Если его выполняют из деревянных щитов, последние обшивают кровельной сталью по войлоку. Воздух нагревают с помощью тепловоздуходувки, ламп накаливания, нагревательных сопротивлений или батарей пароводяного отопления, которое устанавливают вблизи нижнего входного отверстия. Температуру нагретого воздуха у входа необходимо контролировать: она не должна быть выше 90° С. Каждый час измеряют также сопротивление изоляции обмоток.
Электрические машины сушат также электрическим током (переменным или постоянным) от постороннего источника. Для сушки асинхронных двигателей трехфазным током применяют напряжение на более 10—15% номинального. При этом ротор должен быть заторможен. В двигателях с фазным ротором обмотку закорачивают на кольцах.
При сушке асинхронных двигателей однофазным переменным или постоянным током ротор также должен находиться в неподвижном состоянии. Схемы включения обмоток двигателя в этом случае выбирают в зависимости от числа выводов обмотки статора (рисунок 5, а, б).
При сушке асинхронных двигателей током от постороннего источника недостаточна вентиляция, так как ротор двигателя находится в неподвижном состоянии. Поэтому ток сушки на каждой фазе не должен превышать 50—70% номинального.
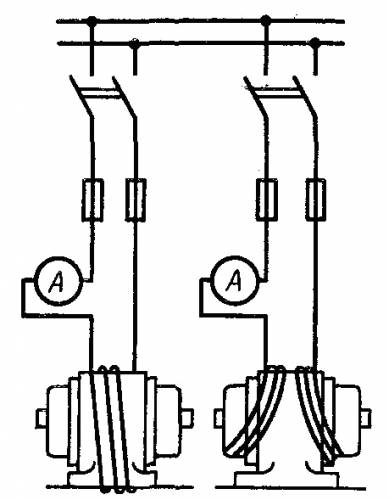
Рисунок 3 – Схема сушки электрических машин индукционным нагревом
При этом необходимо вести непрерывный контроль за нагревом обмотки с помощью термометра (температура должна быть не выше 70° С). Если сушку производят по схемам, показанным на рисунок 5, в, г, рекомендуется каждые 2 ч переключать фазы обмотки электродвигателя так, чтобы нагрев всех трех фаз шел равномерно.
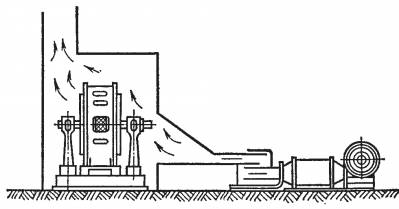
Рисунок 4 – Сушка внешним нагревом
Перед установкой электрических машин необходимо проверить по чертежам соответствие проекту фундаментов, кабельных каналов и монтажных проемов для транспортировки оборудования или его отдельных узлов.
Особое внимание должно быть обращено на уточнение массы перемещаемых электрических машин или их узлов (для машин, поступающих в разобранном виде) и на соответствие грузоподъемности кранов, кран-балок или других механизмов и приспособлений для подъема и перемещения машин.
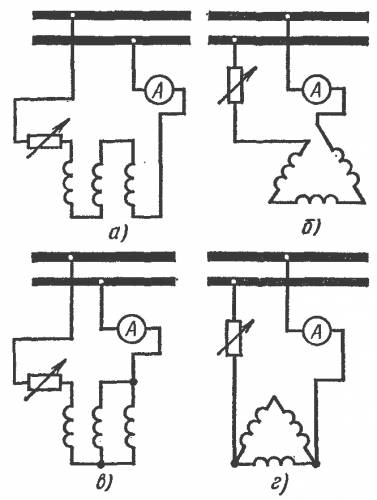
Рисунок 5 – Схемы для сушки асинхронного двигателя однофазным переменным и постоянным током: а, б — при шести выводах обмотки, в, г — при трех выводах обмотки
При этом необходимо учитывать, что превышение паспортной грузоподъемности такелажных приспособлений и оборудования не допускается.
diplomka.net
3 Подготовка электродвигателя к монтажу
На монтажную площадку электродвигатели поставляются комплектными, имеющими исполнение, соответствующее условиям окружающей среды и способу крепления (монтажному исполнению). Их электрические характеристики должны соответствовать параметрам электрической сети (напряжению, роду и частоте тока), а механические характеристики — характеристикам рабочей машины или механизма. По экономическим соображениям частоту вращения электродвигателей часто принимают выше частоты вращения машины или механизма. Монтаж электродвигателей выполняют в две стадии.
В период подготовительных работ определяют или уточняют место установки электродвигателя и аппаратуры управления (щита, ящика, пульта), подготавливают для них опорные основания, устанавливают закладные детали для крепления к опорному основанию, прокладывают стальные трубы (если силовая электропроводка в трубах), устанавливают (при установке на стене—кронштейн) и закрепляют на фундаменте салазки, следят за правильным выполнением фундамента строителями.
Электрооборудование, полученное для монтажа, очищают от пыли и консервирующих смазочных материалов, проверяют комплектность в соответствии с упаковочным листом, внешним осмотром устанавливают целостность всех наружных частей (корпуса, защитной крышки, колодки зажимов и др.), наличие всех крепежных болтов и их затяжку, состояние контактных колец, щеткодержателей, щеток и пускового реостата (для электродвигателя с фазным ротором). Затем проверяют подшипники качения по осевому и радиальному зазорам. У подшипников качения эти зазоры не должны наблюдаться визуально. Целостность и сопротивление изоляции обмоток статора и ротора проверяют мегаомметром 500 или 1000 В. Предельно допустимым сопротивлением изоляции обмоток по отношению к корпусу принято считать 1000 Ом на каждый вольт рабочего напряжения питающей сети. Для электродвигателей, включаемых в сеть напряжением 380 В, наименьшим допустимым сопротивлением изоляции его обмоток является 0,5 МОм. При меньшем сопротивлении изоляции обмоток и отсутствии видимых повреждений электродвигатель нужно просушить для удаления влаги из обмоток.
Если электродвигатель исправен (без дефектов), его вал очищают от остатков смазочных материалов, краски или ржавчины тканью, смоченной керосином. Пятна ржавчины удаляют шлифовкой с помощью наждачной бумаги № 00 или № 000, пропитанной минеральным маслом. Поверхность вала после полной очистки протирают тканью насухо и покрывают тонким слоем минерального масла. Снимают защитную крышку вентилятора, укладывают шпонку в шпоночную канавку и с помощью специального приспособления с нажимным винтом надевают шкив или полумуфту на вал электродвигателя, а второй шкив или полумуфту — на вал рабочей машины или механизма .
Рисунок 3 – Насадка шкива на вал электродвигателя.
Шкивы или полумуфты снимают с валов электродвигателей с помощью специальных скоб или универсальных съемников (рисунок 2). Последними можно снимать с валов шкивы, полумуфты, шестерни и подшипники качения. Они позволяют захватывать деталь как с наружной, так и с внутренней стороны и развивать тяговое усилие до 20 кН. Использование приспособлений для снятия и насаживания шкивов, полумуфт позволяет все горизонтальные усилия, возникающие при этом в осевом направлении, передать на вал, а не на подшипники.
Рисунок 4 – Снятие шкива с вала электродвигателя: а — съемником с двумя тягами; б — универсальный съемник с регулируемым раскрытием тяг; в — то же, но с самоустанавливающимися тягами.
В зависимости от взаимного расположения приводного органа машины и электродвигателя последний бывает различного монтажного исполнения: на лапах с горизонтальным или вертикальным валом; на лапах с фланцем с горизонтальным или вертикальным валом; с фланцем с горизонтальным или вертикальным валом и т. д.
Электрические машины прибывают на место монтажа в собранном или разобранном виде. Машины, прибывающие в собранном виде, как правило, перед установкой не разбирают. Если при внешнем осмотре выявлены повреждения и загрязнения машины в результате транспортировки и хранения, заказчик и монтажная организация составляют акт, определяющий необходимость и степень разборки машины. Такие работы монтажная организация выполняет по отдельному наряд-заказу в соответствии с инструкциями заводов-изготовителей.
Перед монтажом электрической машины проверяют состояние изоляции ее обмоток и, если оно неудовлетворительно, производят сушку обмоток. Проверку изоляции обмоток выполняют мегомметром.
Сопротивление изоляции обмоток электрических машин на номинальное напряжение до 1000 В включительно проверяют мегомметром на 500 В, выше 1000 В — мегомметром на 1000 В. Сопротивление изоляции обмоток электрических машин относительно их корпуса RB0 (измеренное через 60 с после начала отсчета на шкале мегомметра) и сопротивление изоляции между обмотками при рабочей температуре машины должно соответствовать вычисленному по формуле, но не менее 0,5 МОм:
где Uн — номинальное напряжение обмотки машины, В; Р — номинальная мощность машины, кВт (для машин постоянного тока, кВ•А). За рабочую температуру принимают 75° С. Если сопротивление изоляции обмотки было измерено при другой температуре, но не ниже 10° С, оно может быть пересчитано на температуру 75° С (таблица 1).
Кроме того, можно пользоваться соотношением: при увеличении температуры на каждые 20° С сопротивление изоляции уменьшается примерно в 2 раза.
Если сопротивление изоляции обмоток электрических машин напряжением до 1000 В ниже величин, приведенных в таблице 1, необходимо произвести сушку обмоток. Существуют различные способы сушки электрических машин: индукционным нагревом, внешним нагревом, электрическим током от постороннего источника и др. Наиболее распространена сушка электрических машин индукционным нагревом (рисунок 3). При использовании этого способа можно одновременно сушить несколько машин, соединяя последовательно их намагничивающие обмотки.
Таблица 3 – Сопротивление изоляции обмоток электрических машин в зависимости от температуры
Обмотку из изолированных проводов наматывают на наружной поверхности корпуса машины и присоединяют к источнику переменного тока. Для сушки индукционным нагревом могут быть применены сварочные трансформаторы с регулировкой тока дросселем.
Если намагничивающую обмотку невозможно намотать по всей наружной поверхности станины, приподнимают машину над плитой, либо смещают обмотку на подшипниковые щиты, как показано на рисунке 3.
При сушке индукционным способом ведут непрерывное наблюдение за температурой обмотки (последняя не должна превышать 70° С) и через каждый час измеряют ее сопротивление изоляции. В начале нагрева сопротивление изоляции обычно падает, а затем начинает возрастать.
Сушку заканчивают, когда прекращается нарастание сопротивления изоляции. Если в процессе сушки сопротивление изоляции достигло требуемой нормами величины, но продолжает повышаться, сушку не останавливают. Ее продолжают до тех пop, пока сопротивление изоляции не будет примерно одинаковым в течение 2—3 ч. Другой распространенный способ сушки электрических машин — внешний нагрев (рисунок 4). Машину помещают в кожух, у которого внизу оставляют отверстие для входа нагретого воздуха, а вверху (в противоположном углу) отверстие для выхода теплого воздуха. Кожух должен быть огнестойким (из металла или листового асбоцемента). Если его выполняют из деревянных щитов, последние обшивают кровельной сталью по войлоку. Воздух нагревают с помощью тепловоздуходувки, ламп накаливания, нагревательных сопротивлений или батарей пароводяного отопления, которое устанавливают вблизи нижнего входного отверстия. Температуру нагретого воздуха у входа необходимо контролировать: она не должна быть выше 90° С. Каждый час измеряют также сопротивление изоляции обмоток. Электрические машины сушат также электрическим током (переменным или постоянным) от постороннего источника. Для сушки асинхронных двигателей трехфазным током применяют напряжение на более 10—15% номинального. При этом ротор должен быть заторможен. В двигателях с фазным ротором обмотку закорачивают на кольцах. При сушке асинхронных двигателей однофазным переменным или постоянным током ротор также должен находиться в неподвижном состоянии. Схемы включения обмоток двигателя в этом случае выбирают в зависимости от числа выводов обмотки статора (рисунок 5, а, б). При сушке асинхронных двигателей током от постороннего источника недостаточна вентиляция, так как ротор двигателя находится в неподвижном состоянии. Поэтому ток сушки на каждой фазе не должен превышать 50—70% номинального.
Рисунок 5 – Схема сушки электрических машин индукционным нагревом
При этом необходимо вести непрерывный контроль за нагревом обмотки с помощью термометра (температура должна быть не выше 70° С). Если сушку производят по схемам, показанным на рисунок 5, в, г, рекомендуется каждые 2 ч переключать фазы обмотки электродвигателя так, чтобы нагрев всех трех фаз шел равномерно.
Рисунок 6 – Сушка внешним нагревом
Перед установкой электрических машин необходимо проверить по чертежам соответствие проекту фундаментов, кабельных каналов и монтажных проемов для транспортировки оборудования или его отдельных узлов.
Особое внимание должно быть обращено на уточнение массы перемещаемых электрических машин или их узлов (для машин, поступающих в разобранном виде) и на соответствие грузоподъемности кранов, кран-балок или других механизмов и приспособлений для подъема и перемещения машин.
Рисунок 7 – Схемы для сушки асинхронного двигателя однофазным переменным и постоянным током: а, б — при шести выводах обмотки, в, г — при трех выводах обмотки
При этом необходимо учитывать, что превышение паспортной грузоподъемности такелажных приспособлений и оборудования не допускается.
studfiles.net
Монтаж электродвигателей
Установка электродвигателя включает в себя следующие этапы работ:
Проверка фундамента
Важнейшим этапом в подготовке к монтажу электродвигателя является проверка фундамента. Проверяют бетон, главные осевые размеры и высотные отметки опорных поверхностей, осевые размеры между отверстиями для анкерных болтов, глубину отверстий и размеры ниш в стенах фундаментов.
Подготовка электродвигателей к монтажу
Электродвигатели в собранном виде на месте монтажа не разбирают, если их правильно транспортировали и хранили. Подготовка таких машин к монтажу включает в себя следующие технические операции:
- внешний осмотр очистка фундаментных плит и лап станин
- промывка фундаментных болтов уайт-спиритом и проверку качества резьбы
- осмотр выводов, щеточного механизма, коллекторов и контактных колец
- осмотр состояния подшипников; проверка зазоров между крышкой и вкладышем подшипника скольжения, валом и уплотнением подшипников
- измерение зазоров между вкладышем подшипника скольжения и валом
- проверка воздушного зазора между активной частью стали ротора и статора
- проверка свободного вращения ротора и отсутствие задеваний вентиляторов за крышки
- проверка мега метром сопротивления изоляции всех обмоток, щеточной траверсы и изолированных подшипников.
Осмотр электродвигателей проводят на стенде в специально выделенном в цехе помещении. Если наружных повреждений не обнаружено, электродвигатель продувают сжатым воздухом. При этом сначала проверяют подачу по трубопроводу сухого воздуха, для этого струю воздуха направляют на какую-нибудь поверхность. При продувке ротор электродвигателя проворачивают вручную, проверяя свободное вращение вала в подшипниках. Снаружи двигатель обтирают тряпкой, смоченной в керосине.
Промывка подшипников перед монтажом электродвигателя
Промывку подшипников скольжения во время монтажа производят следующим образом. Из подшипников удаляют остатки масла, отвернув спускные пробки. Затем, завинтив их, в подшипники заливают керосин и вращают руками якорь или ротор. Далее вывинчивают спускные пробки и дают стечь всему керосину. После промывки подшипников керосином их необходимо промыть маслом, которое уносит с собой остатки керосина. Только после этого их заполняют свежим маслом 1/2 или 1/3 объема ванны. Смазку в подшипниках качения при монтаже машин не меняют. Заполнение смазкой подшипника не должно превышать 2/3 свободного объема подшипника.
Измерение сопротивления изоляции электродвигателя перед монтажом
Измерение сопротивления изоляции у электродвигателей постоянного тока производят между якорем и катушками возбуждения, проверяют сопротивление изоляции якоря, щеток и катушек возбуждения по отношению к корпусу. Если электродвигатель подключен к сети то при измерении изоляции необходимо отсоединить все провода, подведенные к электродвигателю от сети и реостата.
Установка электродвигателей
Подъем электродвигателя массой до 50 кг можно выполнять вручную, при установке их на низкие фундаменты.
Соединение электродвигателей с механизмом выполняют с помощью муфт или через передачу (зубчатую, ременную). При всех способах соединения требуется проверка положения двигателя уровнем в горизонтальной плоскости в двух взаимно перпендикулярных направлениях.
Центровка валов электродвигателей при монтаже
Центровку валов соединяемых между собой электродвигателей и механизмов выполняют для устранения их боковых и угловых смещений.
elpromremont.ru
МОНТАЖ ЭЛЕКТРОДВИГАТЕЛЕЙ
При монтаже электродвигателей необходимо знать их различия по конструктивному исполнению и способу монтажа IM (International Mounting), степени защиты IP (International Protection), способу охлаждения IC (International Cooling). Конструктивное исполнение электродвигателя– это расположение составных частей машины относительно элементов крепления (подшипников и конца вала). Способ монтажа электродвигателя– это пространственное положение машины на месте установки. Степень защиты электродвигателя– способ защиты, обеспечиваемый оболочкой от доступа к опасным частям, попадания внешних твердых предметов и (или) воды и проверяемый стандартными методами испытаний. Электродвигатели бывают открытого, каплезащищенного, брызгозащищенного, пыленепроницаемого и взрывозащищенного исполнения. Способ охлаждения – процесс, посредством которого тепло, возникающее в результате потерь в машине, передается первичному хладагенту, увеличивая его температуру. Нагретый первичный хладагент может быть заменен новым хладагентом с более низкой температурой (одноконтурное охлаждение) или охлажден вторичным хладагентом в каком–либо охладителе (двухконтурное охлаждение).
Доставка электродвигателей массой свыше 80 кг к месту монтажа, а также установка их на фундаменте должны производиться механизмами. Для подъема и перемещения электродвигателей необходимо применять исправные стропы, тали и лебедки, прошедшие соответствующие испытания в установленные сроки. Перед монтажом электродвигателя специалисты подвергают его тщательному осмотру в целях выявления дефектов, препятствующих монтажу электродвигателя или нормальной работе. При осмотре электродвигателя проверяют сохранность изоляции и креплений лобовых частей обмотки, а также наличие всех деталей электродвигателя. Мегомметром проверяют состояние изоляции обмоток. В случае снижения сопротивления изоляции ниже 0,5 МОм обмотки подвергают сушке. Температуру и режим сушки контролируют термометрами (термопарами) или датчиками температуры, а регулируют периодическими отключениями тока или растормаживанием и вращением ротора на пониженных оборотах, при которых машина вентилируется и охлаждается. Сушку производят при температуре 70—90° С. Сопротивление изоляции измеряют мегомметром. В процессе монтажа используюттолько исправные электродвигатели, сопротивление изоляции обмоток которых соответствует нормам.
Рисуно Ри Р Рисунок 66- Дефекты центровки валов
| Скорость вращения, об/мин | Смещение и перекос, мм, для муфт | ||
| Жестких упругих пальцевых | |||
| 0,04 0,06 | 0,06 0,08 | 0,10 0,12 |
Монтаж электродвигателей производится на чугунных или стальных плитах, на металлических рамах или кронштейнах, а чаще всего на чугунных салазках, прикрепляемых анкерными болтами к железобетонному фундаменту.
При ременной и клиноременной передачах вал устанавливаемого электродвигателя и вал вращаемого им механизма должны быть строго параллельны. Параллельность валов выверяют при помощи струн из тонкой стальной проволоки или крученого шпагата. Выверку валов электродвигателя и механизма со шкивами разной ширины производят, исходя из условий одинакового расстояния от средних линий обоих шкивов до струны.При соединении электродвигателя с механизмом посредством муфты добиваются соосности его вала и вала механизма с помощью центровочных скоб и микрометров.
Скобы укрепляют хомутами на полумуфтах, а затем, поворачивая валы на 90°, измеряют микрометром величины зазоров между скобами в четырех положениях валов и корректируют установку двигателя, добиваясь наименьшей разницы в величинах зазоров. При несоосности валов в горизонтальной плоскости перемещают в соответствующую сторону электродвигатель на фундаменте, а при несоосности в вертикальной плоскости под лапы электродвигателя или машины подкладывают стальные прокладки. Соосность валов с полумуфтами больших диаметров (200 мм и выше) можно выверять и щупом, замеряя величины зазоров между плоскостями муфты. Щупом проверяют параллельность валов относительно друг друга, а штифтом их соосность.
Для правильного измерения щуп необходимо вставлять между торцами полумуфт, по возможности, между одними и теми же точками. Для этого на ободах полумуфт наносят метки в виде рисок или полосок краски, мела и др. Определив положение двигателя и салазок, цементируют фундаментные болты. Затем повторно проверяют центровку и после окончания отвердевания бетона закрепляют двигатель и включают его на пробную работу.
После монтажа электродвигателя его включают вхолостую, сначала кратковременно, затем примерно на один час, при подозрении на вибрацию производят измерение с помощью прибора – виброметра. После этого двигатель останавливают и, ощупывая рукой, проверяют степень нагрева подшипников и лобовых частей обмоток. При отсутствии повышенного нагрева отдельных частей электродвигателя и неисправностей, препятствующих его нормальной эксплуатации, электродвигатель ставят под нагрузку на 5—6 ч, затем вновь останавливают и проверяют температуру нагрева обмоток и подшипников. Температура нагрева обмоток и подшипников качения не должна превышать 95°С при температуре окружающего воздуха 35 °С. При повышенной вибрации производят дополнительную центровку валов.
Дата добавления: 2015-07-20; просмотров: 237 | Нарушение авторских прав
Читайте в этой же книге: Самоходная буровая машина для бурения скважин под опоры. | Неизолированными проводами. Защитная арматура для СИП. | Вдавливанием (а) и сплошной прессовкой (б). | При напряжении свыше 1000 В в линиях не должно быть на одном пролете более одного соединения. Соединение не допускаются также при пересечениях. | Защитные покровы. | Радиусы изгиба кабелей. | Схема раскатки кабеля для укладки в траншею с помощью кабельного транспортера | РАЗДЕЛКА И СОЕДИНЕНИЕ КАБЕЛЕЙ. | СОСТАВ КОМПЛЕКТОВ ТЕРМОУСАЖИВАЕМЫХ МУФТ И ЗАДЕЛОК | Герметик, заполнитель для узла заземления (цвет - белый) |mybiblioteka.su - 2015-2018 год. (0.058 сек.)mybiblioteka.su
Монтаж - электродвигатель - Большая Энциклопедия Нефти и Газа, статья, страница 1
Монтаж - электродвигатель
Cтраница 1
Монтаж электродвигателей всех мощностей и конструкций, а) Монтаж электродвигателей, входящих в комплект технологических агрегатов и механизмов, механизмов собственных нужд электростанций, компрессоров и насосных установок и других электродвигателей, спариваемых с технологическими агрегатами и поступающими на объект как в собранном, так и в разобранном виде, за исключением главных двигателей прокатных станов, выполняется организациями, ведущими монтаж технологического оборудования; б) ревизия и сушка двигателей производятся электромонтажной организацией; в) все предпусковые испытания и измерения электрической части электродвигателей производятся наладочным персоналом в объеме программы, согласованной с заказчиком. [1]
Монтаж электродвигателя начинают с установки маховика и нижней крестовины на технологический постамент. Нижнюю крестовину монтируют на заранее установленные и выверенные в горизонт домкраты, равномерно размещенные по окружности опорного фланца крестовины в восьми точках. [2]
Монтаж электродвигателей с фазным ротором производится аналогично монтажу двигателей с короткозамкнутым ротором, но при этом дополнительно выполняются работы по монтажу пусковых реостатов, проверке щеточного аппарата и механизма подъема щеток, если он имеется. [3]
Монтаж электродвигателей с фазным ротором производится аналогично монтажу двигателей с короткозамкнутым ротором, но при этой дополнительно выполняются работы по монтажу пусковых реостатов, проверке щеточного аппарата и механизма подъема щеток, если он имеется. [4]
Монтаж электродвигателя на месте включает в себя ряд последовательных операций: выгрузку, распаковку, проверку схемы соединения фаз и качества изоляции, установку и соединение с механизмом, выверку правильности установки, пуск и проверку двигателя под нагрузкой. [5]
Монтаж электродвигателей практически заключается в подводе кабелей или проводов питающей сети, заделке концов кабелей, вводе их в вводные устройства и присоединении к контактным зажимам. Производить разборку электродвигателей перед монтажом не требуется, если не обнаружен обрыв обмоток и сопротивление их изоляции по отношению к корпусу, замеренное мегаомметром на 1 кВ, будет не ниже: для электродвигателей на напряжение 380 В - 0 5 МОм; на напряжение 660 В - 0 7 МОм. [6]
Монтаж электродвигателя к дымососу ничем не отличается от описанного выше. Электродвигатель устанавливают, выверяют и прицентровывают по полумуфтам, закрепляют к фундаментной раме и производят соединение полумуфт. [7]
Монтаж электродвигателя с фазным ротором производится аналогично монтажу электродвигателя с короткозамк-нутым ротором, но при этом выполняются дополнительные работы по установке, присоединению и заземлению пускового реостата. [9]
Монтаж электродвигателя с фазным ротором производится аналогично монтажу электродвигателя с короткозамкнутым ротором, но при этом выполняются дополнительные работы по установке, присоединению и заземлению пускового реостата. [11]
Монтаж электродвигателя начинают после того как обслуживаемая им машина установлена. Это позволяет выверять положение оси электродвигателя по оси смонтированной машины. [12]
Монтаж электродвигателя начинают с расконсервации его составных частей и сверкой деталей с клеймами предприятия-изготовителя. Расконсервация составных частей электродвигателя, демонтаж заглушек, чехлов, кожухов и других узлов проводится по мере их необходимости для монтажа и в присутствии представителей надзора. [13]
Монтаж электродвигателей малой и средней мощности заключается в установке их на месте работы на подготовленное основание. Двигатели, работающие с ременной передачей, обычно устанавливают на салазках, которые позволяют регулировать натяжение ремней. [14]
Монтаж электродвигателей малой и средней мощности заключается в установке их на месте работы на подготовленное основание. Двигатели, работающие с ре-менкой передачей, обычно устанавливают на салазках, которые позволяют регулировать натяжение ремней. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Монтаж силового электрооборудования Монтаж электродвигателей
Монтаж электродвигателей на различных опорных конструкциях. Электродвигатели устанавливают непосредственно на полу, на специальных конструкциях, прикрепляемых к междуэтажному перекрытию, на фундаменте и стенах. Подъем небольших электродвигателей для установки их на низких конструкциях выполняют в ручную. Подъем более тяжелых электродвигателей выполняют подъемниками, кранами, талями или полиспастами. Электродвигатель, Установленный на полу междуэтажного перекрытия, на конструкции или фундаменте, Выверяют, соединяя его с приводимым им во вращение станком или механизмом. Соединение выполняется непосредственно при помощи муфт или через ту или иную передачу (зубчатую, ременную, клиноременную). В настоящее время применяют ремни клиновидной формы ( так называемая клиноременная передача).
При всех способах соединения требуется проверка положения двигателя при помощи уровня в горизонтальной плоскости в двух взаимно перпендикулярных направлениях. Для этого удобнее всего пользоваться << валовым >> уровнем, т. е. Таким, который в основании имеет выемку в виде ласточкина хвоста; его накладывать непосредственно на вал электродвигателя.
При выверке электродвигателей, устанавливаемых непосредственно на бетонном полу или фундаменте, под лапы электродвигателей подкладывают для регулирования положения их в горизонтальной плоскости металлические подкладки (клинья).
Установка шкивов, муфт, центровка валов двигателей и рабочей машины.
При ременной и клиноременной передачах необходимым условием правильной работы электродвигателя с приводимым им во вращение механизмом является соблюдение параллельности валов электродвигателя и вращаемого им механизма, а также совпадение средних линий по ширине шкивов.
При одинаковой ширине шкивов и расстоянии между центрами валов до 1,5 м выверка производится с помощью стальной выверочной линейки. Линейку прикладывают к торцам шкивов и подгоняют электродвигатель так, чтобы линейка касалась двух шкивов в четырех точках. При расстояниях между центрами валов более 1,5 м и при отсутствии выверочной линейки необходимой длины выверку электродвигателя производят с помощью струны и временно устанавливаемых на шкивы скоб. Подгоняют до получения одинакового расстояния от скоб до струны. Выверку можно производить также с помощью тонкого шнурка, натягиваемого от одного шкива к другому. При ременной и клиноременной передачах на вал электродвигателя приходится часто насаживать шкив, а также снимать насаженный шкив. Снятие шкива производят при помощи специальных скоб. Наиболее удобным являются универсальные съемники. Шкив, полумуфту, шестерню насаживают на вал с помощью специального винтового приспособления. Применение этого приспособления позволяет все горизонтальные усилия передать на вал, а не на подшипники. Для насадки шкивов, полумуфт, шестерен на более крупные машины применяют винтовой домкрат. Перед насадкой шкива. Полумуфты или шестерни на вал электродвигателя с вала смывают керосином грязь и ржавчину. Пятна ржавчины, не смывающиеся керосином. После очистки вала в канавку закладывают шпонку, конец вала слегка смазывают минеральным маслом и только после этого производят насадку.
Пуско-наладочные работы перед включением электропривода в работу.
1. Проверка соответствия смонтированной схемы, подключение электропривода требуемой по технологическому процессу.
2. Проверка сопротивления изоляции обмоток статора электродвигателя.
3. Проверка сопротивления изоляции коммутационной аппаратуры (рубильников, реле, магнитопускателей).
4. Наличие заземления и сопротивления контура заземления.
5. Наличие аппаратов защиты и соответствие их защиты параметров установления электроприводу. Проверка срабатывания аппаратов защиты при коротком замыкании (петля фаза нуль).
6. Проверка центровки валов электродвигателя и рабочей машины.
Перед работой проверить:
1. Проектную документацию.
2. Технические паспорта электропривода.
3. Электрические и технологические схемы установки.
4. Акты от монтажной организации об установке и проверке работоспособности оборудования.
studfiles.net
4 Монтаж электродвигателей.
После испытания электродвигателей определяют возможность их включения без сушки. Электродвигатели напряжением до 1000В включают без сушки, если сопротивление изоляции их обмоток при температуре от 10С до 30С не менее 0,5Мом. Если указанные условия не удовлетворяются, электродвигатели должны быть подвергнуты сушке.
Методы сушки электрических машин. Метод сушки внешним нагревом применяют для сильно увлажненных машин. Машину помещают в тепло изоля цион ную камеру, продуваемую горячим воздухом от воздуходувки.
Инфракрасную сушку производят с помощью теплоизлучателей, в качестве которых применяют зеркальные лампы мощностью 250 или500Вт, располагаемые на расстоянии 200-400мм от нагреваемой поверхности. Лампы размещают на расстоянии 200-300мм одну от другой в шахматном порядке. Температуру регулируют включением и отключением части ламп.
Методы инфракрасной сушки и сушки внешним нагревом применяют для любых электрических машин. Напряжение питания пониженное. Роторы машин переменного тока при сушке от внешних источников затормаживаются. Включение и отключение тока производят плавным изменением сопротивления реостата.
Режим сушки. Перед сушкой машину тщательно очищают и продувают сжатым воздухом. Корпус машины надежно заземляют. Принимают меры по уменьшению теплопотерь: перекрывают деревянными щитами фундаментные ямы, ограждают машину брезентовыми палатками. В процессе сушки первоначальный нагрев проводят медленно (особенно при сильно отсыревшей изоляции крупных машин). Средняя температура допустимого нагрева 65-70С. Разброс температур нагрева различных частей машины должен быть в пределах 20С. Температуру измеряют термометрами, встроенными или закладными термоиндикаторами, а также методом сопротивления.
В процессе сушки через каждый час (или два часа) измеряют следующие параметры: температуры в контрольных точках машины и окружающего воздуха, сопротивления изоляции каждой обмотки от корпуса и изоляции между обмотками. Коэффициент абсорбции определяют в холодном состоянии машины в начале сушки, после ее нагрева до установившейся температуры, в конце сушки (для принятия решения о ее прекращении) и после сушки при остывании машины.
Сушка заканчивается после того, как устанавливается постоянное сопротивление изоляции при неизменной температуре в течение 3-8ч. Общая продолжительность сушки машин малой и средней мощности должна быть не менее 15-20ч.
Отремонтированный и испытанный электродвигатель транспортируют к месту установки и монтируют в следующем порядке. Устанавливают на плиту электродвигатель и выверяют положение его вала так, чтобы наилучшим образом обеспечить совпадение в пространстве осей всех валов.
Центровка валов с общей осью обычно производится в два этапа. Предварительную центровку производят по рискам, нанесенным на ободы полумуфт.
Риски наносят с помощью центроискателей на каждой полумуфте соединяемых валов через 90 .Сначала накладывают контрольную линейку на обе полумуфты в четырех точках окружности, сдвинутых на 90 , и убеждаются в отсутствии параллельного сдвига осей валов. Если оси сдвинуты, то на риску базовой полумуфты накладывают контрольную линейку и, вращая центрируемый вал, совмещают одну из рисок его полумуфты с базовой риской. При совпадении обеих рисок с кромкой линейки без углового расхождения линейку переносят на следующие две риски и так далее. В случае, когда угловое расхождение осей валов установлено, перемещают центрируемый вал до совпадения рисок. Предварительная центровка считается достигнутой, если совпадают все четыре пары рисок соединяемых полумуфт. Для окончательной центровки малогабаритных тихоходных машин применяют монтажные скобы. Центровка может производиться по втулкам или по ободам полумуфт. Для центровки валов крупных быстроходных машин используют более сложные приспособления, в которых несоосность измеряют индикаторами с точным отсчетом по шкале.
Окончательная центровка заключается в измерении зазоров «а» и «в» в четырех положениях валов, совместно поворачиваемых ступнями на 90 . Разность как зазоров «а», так и зазоров «в» в диаметрально противоположных направлениях должна быть меньше допустимых отклонений.
В электроприводах с двигателями мощностью до 100кВт нередко применяют ременные передачи. Валы электродвигателя и производственного механизма в этом случае располагаются параллельно.
Для сопряжения валов передачей выверяют горизонтальность их осей валовыми уровнями и вертикальность торцевых плоскостей шкивов рамными уровнями. Затем совмещают поперечные оси симметрии обеих шкивов с осью ременной передачи.
При одинаковой ширине шкивов пользуются контрольной линейкой. Ее располагают в плоскости осей обоих валов и прижимают к кромкам обработанных торцов обоих шкивов, добиваясь касания обоих ободов шкивов во всех четырех точках. Если ширина шкивов неодинакова, их расположение регулируют выравниванием зазоров по обе стороны от узкого шкива между его ободами и двумя контрольными линейками, наложенными на торцы широкого шкива. Допустимое отклонение измерений как односторонних зазоров, так и разности сумм накрест лежащих зазоров по ободу узкого шкива не должны превышать 0,3мм.
Для клиноременной передачи допускается осевой сдвиг канавок шкивов не более 16мм на 1000мм расстояния между осями валов.
Предварительно затягивают до отказа фундаментные болты вручную нормальными ключами. Контролируют сохранность центровки, осуществляют окончательную затяжку резьбовых креплений тарированными ключами. Достаточность затяжки контролируют щупом толщиной 0,05мм, который должен проникать в стык резьбового соединения не глубже, чем на 0,5мм.
Проводят пробный пуск электродвигателя: его включают в сеть только на несколько секунд и повторяют включение несколько раз. При благополучном исходе включений «толчком» электродвигатель пускают на 20-30мин, контролируя работу систем смазки, охлаждения и отсутствия ненормальных шумов в машине.
Перед остановом измеряют температуру подшипников. Если признаков ненормальной работы не обнаружено, обкатывают электродвигатель на холостом ходу и производят испытание на холостом ходу и под нагрузкой.
Время обкатки устанавливают по данным завода-изготовителя для нового электродвигателя.
Заключение.
В ходе выполнения работы были приведены свойства и характеристики работы асинхронных и синхронных электродвигателей. Были описаны основные неисправности и меры их устранения во время ремонтных работ.
Приведены описания устройств электродвигателей, необходимые технические мероприятия, необходимая документация, которая должна находиться на предприятии, для допуска в работу электроустановок.
Список использованной литературы.
1.Белов М. П., Новиков В. А., Рассудов Л. Н. Автоматизированный электропривод типовых производственных механизмов и технологических комплексов. — 3-е изд., испр. — М.: Издательский центр «Академия», 2007.
2. Уманец В.В. Основы электропривода. Минск. 1994 Уманец В.В.
3. Правила устройства электроустановок М,: Энергоатомиздат, 1986
4. Леонтьев Г. А., Зенина Е. Г. Исследование асинхронных двигателей с короткозамкнутым и фазным ротором. — Волгоград.: Волгоградский гос. тех. ун-т., 2000.
5. Вешеневский С. Н. Характеристики двигателей в электроприводе. Издание 6-е, исправленное. Москва, Издательство «Энергия», 1977. Тираж 40 000 экз. УДК 62-83:621,313.2
30
studfiles.net









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)