 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Использование контрольно-измерительных инструментов и приспособлений. Контрольно измерительный инструмент
Читайте также: ©2015 megaobuchalka.ru Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. | Почему 3458 студентов выбрали МегаОбучалку... Система поиска информации Мобильная версия сайта Удобная навигация Нет шокирующей рекламы |
megaobuchalka.ru
6. Контрольно-измерительный инструмент
6.1. Общее понятие
Детали, подлежащие обработке, обрабатываемые и обработанные, подвергают контролю (измерению), т.е. определяют степень точности их изготовления путем сравнения размеров, полученных при измерении, с размерами, указанными в чертеже. На точность измерений влияет качество самого измерительного инструмента, умение пользоваться измерительным инструментом, условия работы, метод измерений и др. Наиболее широкое применение на заводах получил контактный метод измерения. Он основан на непосредственном соприкосновении измерительного инструмента с измеряемой деталью. Строгальщики применяют следующие стандартные контрольно-измерительные инструменты - линейки, метры, штангенинструменты (штангенциркули, штангенглубиномеры, штангенрейсмасы), калибры, шаблоны, угольники, угломеры, индикаторы, поверочные линейки и др.
6.2. Линейки, метры
Линейки измерительные металлические изготовляются с одной или двумя шкалами с пределами измерений 150, 300, 500 и 1 000 мм. Они предназначены для наружных и внутренних измерений с точностью до 0,5 мм. На линейках нанесены деления (штрихи) на расстоянии 0,5 или 1 мм друг от друга. Началом шкалы линейки служит торцовая грань, перпендикулярная к продольному ребру линейки. Конец линейки закруглен и имеет отверстие для подвешивания. Линейки изготовляются из стальной пружинной термообработанной ленты со светлой полированной поверхностью.
Метры складные металлические предназначены для линейных измерений с точностью 0,5 мм путем непосредственного сравнения измеряемых размеров со шкалой мер. Метры изготовляются из десяти стальных упругих пластин-звеньев, шарнирно соединенных между собой. В развернутом виде такой метр имеет длину 1 000 мм. На каждой пластине нанесены деления (штрихи) на расстоянии 1 мм друг от друга. Пластины-звенья изготовляются из холоднокатаной светлой полированной стальной ленты. Началом и концом метра служат торцовые грани, перпендикулярные к продольным рёбрам метра.
6.3. Штангенинструменты
Штангенциркули выпускают трех типов: с двусторонним и односторонним расположением губок (рис. 24).
Рис.24. Штангенциркули: а-типШЦ-1 с двусторонними т губками; б-типШЦ-П с двусторонними губками; в - тип ШЦ-111 с односторонними т губками;
г — примеры измерения
Штангенциркули предназначены для наружных и внутренних измерений, для измерения глубин и высот с пределом измерений 0,.. 125, 0...200, 0...320 и 0...500 мм с величиной отсчета по нониусу 0,95 и 0,1 мм. Они состоят из штанги 1 с делениями через 1 мм, рамки 3 с нониусом 5, имеющим десять равных делений на длине 9 мм, т.е. каждое деление шкалы нониуса меньше деления шкалы штанги на 0,1 мм, линейки глубиномера 6 и винта 4. Штанга и рамка имеют две верхние (для внутренних измерений) и две нижние (для наружных измерений) губки 2. Рамка 3 при измерении передвигается по штанге и может быть закреплена в нужном положении винтом 4. Вместе с рамкой передвигается по пазу штанги линейка глубиномера б, которая предназначена для измерения глубин. При измерении сначала отсчитывают по шкале целое число миллиметров, а затем при помощи нониуса определяют десятые доли миллиметра, которые затем прибавляют к целому числу.
Штангенглубиномер (рис. 25) предназначен для измерения глубины пазов, проемов и т.д. Штангенглубиномеры изготовляются с пределами измерений 0...200, 0...320 мм с величиной отсчета по нониусу 0,05 мм и с пределами измерений 0...500 с величиной отсчета по нониусу 0,1 мм.
Он состоит из штанги 1 с делениями через 1 мм, траверсы 3 с нониусом 2, устройства микрометрической подачи 4 с гайкой 7 и зажимных винтов 5,6.
При измерении траверса своим основанием ставится на края пазов или проемов, а штанга опускается до соприкосновения торца штанги с днищем измеряемого углубления.
Штангенрейсмас предназначен для измерения высот от плоских поверхностей и для разметки деталей (рис. 26). Штангенрейсмасы изготовляются с пределами измерений 0...250, 40...400, 60...630 мм с величиной отсчета по нониусу 0,05 мм и 60...630, 100...1000, 600...1600,1500...2500 мм с величиной отсчета по нониусу 0,1 мм. Штангенрейсмас состоит из штанги 1 с делениями через 1 мм, жестко закрепленной на основании 4, подвижной рамки 3 с нониусом 2, устройства микрометрической подачи 7 с гайкой 8, зажимных винтов 9, 10 и сменных ножек 5, 6 соответственно для измерения высот и для разметки.
Рис 25. Штангенглубиномер
Рис.26. Штангенрейсмас
studfiles.net
Контрольно-измерительные и разметочные инструменты. Столярные и плотничные работы
Контрольно-измерительные и разметочные инструменты
Без них невозможно представить выполнение даже самой простой операции. Перед тем как приступить собственно к обработке древесины, необходимо правильно подобрать брусок и разметить положение будущей детали.
Рулетка
Рулетка представляет собой измерительную ленту из тонкой гибкой стали, заключенную в металлический или пластмассовый корпус. Сматывается лента автоматически. Длина измерительной ленты колеблется от 100 до 200 см. Деления на ленте нанесены через каждый миллиметр. Цифрами отмечены сантиметры и десятки сантиметров. Рулетку используют для измерения линейных величин.
Складной метр
Такой метр выполнен из металлических, пластиковых или деревянных пластинок с миллиметровыми и сантиметровыми делениями. Между собой пластинки соединены шарнирами. Такой метр удобен при устройстве паркета и при измерении небольших величин (рис. 12, а).

Рис. 12. Разметочные инструменты: а – складной метр; б – рейсмус; в – угольник.
Угольник
Используют для установления точного прямого угла и для измерения угла между сторонами деталей. Он чаще всего состоит из металлических или деревянных частей, реже делается полностью стальным. На одной из сторон имеется разметка в 1 мм для удобства в работе (рис. 12, в).
Угольник-центроискатель
Используются при поиске центра у детали цилиндрической формы. Он состоит из линейки, закрепленной на середине основания равнобедренного треугольника. Угольник укладывают на цилиндрическую поверхность и затем постепенно передвигают к центру, при этом искомыми величинами будут диаметры окружности.
Рейсмус
Используют для разметки и нанесения отметок, параллельных одной из сторон бруска. Он имеет вид толстого бруска, в который вставлены две планки, имеющие на одной из сторон металлические острия для отметок (рис. 12, б).
Ерунок
Ерунок представляет собой угольник из двух пластин, одна из которых закреплена на середине другой под углом в 45°. Такой угольник удобен в определении угла в 135° (рис. 13).

Рис. 13. Ерунок.
Малка
Этот инструмент нужен для точного измерения углов по образцу и перенесения их на заготовку без поградусного уточнения. Такой инструмент состоит из двух деревянных пластин, закрепленных на шарнире (рис. 14).

Рис. 14. Малка.
Циркуль
Используется для вырисовывания круглых деталей на заготовках, а также при быстром перенесении разметки.
Нутромер
Представляет собой подобие циркуля, концы которого вывернуты наружу. Такой прибор используют для измерения внутреннего диаметра различных деталей.
Уровень
Используют для проверки вертикальности или горизонтальности поверхности.
Он представляет собой достаточно толстую и широкую линейку, снабженную ампулами с жидкостью. Именно по положению пузырька жидкости в ампуле определяют горизонтальность плоскости (рис. 15).

Рис. 15. Уровень.
Уровень с отвесом
Такой тип уровня представляет собой небольшой конусообразный или цилиндрический груз на бечевке. Опуская его параллельно стены или стороны большой заготовки, можно выявить отклонения от вертикали (рис. 16).

Рис. 16. Отвес.
Отволока
Ее используют при отметке линий на краю заготовки, она представляет собой небольшой брусок со скосом на одном конце и выступом с вбитым гвоздем. Линии отмечают на поверхности древесины острым концом этого гвоздя (рис. 17).

Рис. 17. Отволока.
Скоба
Это плотничный инструмент для разметки проушин и гнезд при их ручной выборке. В основе устройства скобы лежит деревянный брусок, в котором с одной стороны на расстоянии в 1/3 всей длины выбрана четверть. Затем на этой четверти на определенном расстоянии вбивают гвозди, остриями которых наносят риски в виде параллельных линий на деревянной поверхности (рис. 18).

Рис. 18. Скоба плотничная.
Штангенциркуль
Данный инструмент используют для измерения величины деталей. Для этого сторону детали помещают между штангой и рамкой; верхний ус будет показывать размер измеряемого расстояния.
Поделитесь на страничкеСледующая глава >
tech.wikireading.ru
Контрольно-измерительный инструмент - Ручная ковка - Металл
Контрольно-измерительный инструмент подразделяют на универсальный и специальный кузнечный, применяемый при выполнении ручной и машинной ковки. И тот и другой вид инструмента применяют для контроля и проверки размеров исходных заготовок, габаритных размеров поковок в процессе ковки, после их окончательной обработки и охлаждения.
Если специальный измерительный инструмент предназначается, как правило, для измерительных операций при ковке, то универсальный может использоваться как при ковке, так и при выполнении других методов металлообработки.
Универсальным измерительным инструментом являются: стальная линейка, складной металлический метр, штангенциркуль, микрометр, кронциркуль, нутромер, угольники и др.
Линейка стальная является наиболее простым инструментом, применяется для измерения линейных размеров. На линейке на расстоянии 1 мм нанесены риски. Каждое десятое деление выделяется удлиненной риской с цифрой, показывающей число десятков миллиметров, отсчитываемых от левого конца линейки. В зависимости от размеров поковки пользуются линейки длиной 250, 500 и 1000 мм.
Складной металлический метр состоит из отдельных, последовательно и шарнирно соединенных друг с другом звеньев - линеек с делениями через 1 мм. Рассмотренный тип метра может складываться и выпрямляться до требуемой для измерения длины. Стальная линейка и стальной метр позволяют измерять габариты деталей с точностью до 1 - 0,5 мм.

Штангенциркуль (рис. 60, а) - универсальный инструмент, предназначенный для измерения наружных и внутренних размеров, а также глубины впадин и высоты выступов в поковках и деталях. Его основная деталь - штанга 6 представляет собой линейку с основной шкалой 8 с делениями через 1 мм и неподвижными губками 1 и 12. По штанге б перемещается рамка 4, состоящая из подвижных губок 2 и 11 и глубомера 7. Для плотного прижатия рамки к штанге и ликвидации люфта используется плоская стальная пружинка 5. Для удобства перемещения рамки предусмотрен выступ для пальца 9, а для ее фиксации на штанге служит стопорный винт 3.
На рамке нанесена нониусная шкала 10, состоящая из 10 делений на длине 9 мм. Следовательно, расстояние между рисками на шкале нониуса составляет 0,9 мм. При сомкнутых губках нулевые риски на двух шкалах совпадут (рис. 60, б), а расстояния между следующими рисками составят: 0,1, 0,2, 0,3 мм и т. д. Таким образом, если сдвинуть рамку 4 вправо так, чтобы совпали первые риски обеих шкал, то расстояние между губками будет равно 0,1 мм, а глубиномер выступит из штанги тоже на 0,1 мм. Если при дальнейшем движении совпадут 2-е, З-и, 4-е и т. д. риски на шкалах, то губки разойдутся соответственно на 0,2, 0,3, 0,4 мм и т. д. Итак, чтобы определить замеряемый размер по штангенциркулю, надо к количеству целых миллиметров, отсчитанных по основной шкале до нулевого деления по нониусу, прибавить количество десятых долей миллиметра, отсчитанных по нониусу, и определить, какая риска нониуса совпадает с риской на основной шкале. На рис. 60, в показан пример отсчета при размере 29,7 мм.
Штангенрейсмас (см. рис. 105) предназначен для работы на плите 10 при выполнении разметочных и измерительных работ. Он состоит из основания 9, штанги 6 с нормальной шкалой, подвижной рамки 7 с нониусной шкалой, губкой б и фиксатором 8 рамки.

Микрометр (рис. 61) представляет собой инструмент, позволяющий измерять линейные размеры деталей с высокой точностью (до 0,01 - 0,005 мм). Он состоит из скобы 1 с неподвижно запрессованными в нее пяткой 2 и стеблем 4. В стебле 4 имеется отверстие с винтовой резьбой с шагом 0,5 мм. В это отверстие вставлен микрометрический винт 3 с жестко закрепленным на нем барабаном 6. На конце барабана имеется трещотка 7, ограничивающая прикладываемый к винту крутящий момент. На стебле 4 нанесена шкала с ценой деления 0,5 мм, а на левом торце барабана круговая шкала 5 с числом делений 50. Поворот барабана на один оборот (на 50 делений) вызывает осевое перемещение винта на 0,5 мм, а поворот барабана на одно деление ведет к перемещению винта на 0,01 мм.
Микрометры выпускаются с диапазоном измерений от 25 до 600 мм, а по конструкции и назначению - для измерения наружных и внутренних размеров деталей, для измерения глубины впадин и высоты выступов.

Угломер. Измерение углов выполняют с помощью угломера (рис. 62), который состоит из корпуса 2 со шкалой 6, неподвижной линейки 1, подвижного сектора 5 с нониусной шкалой 4 и подвижной линейкой 8. Подвижный сектор может поворачиваться на оси 7 относительно корпуса и фиксироваться винтом 3.
Кронциркуль (рис. 63, а) служит для измерения наружных линейных размеров, диаметров заготовок и поковок. Он состоит из двух шарнирно соединенных друг с другом ножек. При работе с кронциркулем его ножки сдвигают до плотного соприкосновения с поверхностью измеряемой поковки или заготовки, а затем, прикладывая кронциркуль к линейке, определяют измеряемый размер. Разновидностью кронциркуля является кронциркуль с секторной шкалой (рис. 63, б), позволяющий непосредственно без использования дополнительной линейки определять измеряемые размеры поковок по шкале.

Нутромеры (рис, 63, в) имеют аналогичную с кронциркулями конструкцию, но концы их ножек развернуты наружу, служат они для измерения размеров отверстий, внутренних размеров пазов и углублений в поковках. Нутромер с регулировочным винтом (рис. 63, г) позволяет более точно определять размеры поковок.
К специальному кузнечному измерительному инструменту относятся следующие виды инструмента: линейки металлические усадочные, кузнечные кронциркули, шаблоны, предельные калибры (скобы) и угольники.
Усадочная линейка в отличие от универсальной металлической линейки имеет шкалу с ценой деления между соседними рисками 1,010 - 1,015 мм. Такая шкала учитывает усадку металла при охлаждении заготовки с ковочной температуры и освобождает кузнецов от выполнения расчетов размеров по формулам. Применяют усадочные линейки для установки кронциркулей, нутромеров и прутковых шаблонов при измерениях и контроле горячих заготовок и поковок.
Кузнечные кронциркули (одинарные, двойные, тройные, многоразмерные) (рис. 63, д) служат для измерения одного или нескольких размеров изготавливаемой поковки. Кузнец заранее устанавливает ножки кронциркуля на нужный размер и контролирует размеры поковки в процессе ее ковки. Ножки небольших кронциркулей изготовляют из стали 35 или 45, для изготовления крупных кронциркулей с целью уменьшения их массы используют дюралюминий. Кузнечные нутромеры по конструкции практически не отличаются от конструкции обычных нутромеров.

Кузнечные шаблоны - это измерительный инструмент, применяемый для контроля размеров наложением их на поковку по длине, ширине и по внешнему или внутреннему контуру, по уступам и впадинам поковки.
Прутковые шаблоны (рис. 64, а). служат для контроля размеров по длине или ширине поковки.
Профильными шаблонами (рис. 64, б) контролируют расстояния между уступами в поперечном и продольном направлениях, величину сноса выступа от продольной оси поковки.
Контурными шаблонами (рис 64, в) пользуются для контроля формы и размеров поковок сложной формы. В отличие от кронциркулей и нутромеров, являющихся универсальным кузнечным инструментом, шаблоны пригодны только для контроля той поковки, для которой он предназначен. На шаблонах имеются специальные выточки, определяющие номинальный размер поковки и предельные припуски на механическую обработку (рис. 64, а).

Калибры при ковке применяются для контроля толщины поковок и заготовок в процессе ковки. К разновидностям калибров относят сменные предельные скобы 1 (рис. 64, г), закрепленные в державке 2, регулируемые скобы (рис. 64, д) с выточкой, определяющей допуск (∆) на размер, и калибры-гребенки (рис. 64, е). Последние применяются для контроля размеров по ширине в процессе ковки длинных квадратных и прямоугольных в сечении заготовок.
Для контроля углов между различными поверхностями поковки применяют или универсальные угольники с постоянными углами 30, 45 и 90' (рис. 65, а), или шаблоны с определенными углами между сторонами- угольника (рис. 65, б). Наряду с угольниками для контроля взаимного расположения концов поковок и углов применяют малки (рис. 65, в, г). Угол между сторонами у этого инструмента можно изменять, так как они имеют шарнирные соединения и фиксируются установочным винтом. Угол у малков выставляется по универсальному угломеру.
Контрольные вопросы
1. Почему на усадочной металлической линейке расстояние между рисками вместо 1 мм составляет 1,015 мм?
2. Каким инструментом измеряют диаметр горячей поковки большого размера?
3. Когда применяют шаблоны и калибры?
4. Каким инструментом измеряют углы между поверхностями поковки?
ags-metalgroup.ru
Контрольно-измерительный инструмент
По способу применения измерительные средства делят на три группы: меры, измерительные приборы и инструменты, калибры. Мерами называют средства измерения, воспроизводящие физическую величину заданного размера. К ним относят (рис. 131) масштабные стальные линейки, рулетки, транспортиры, плоскопараллельные концевые меры длины, угломеры, угломеры-угольники, угольники простые и тавровые.
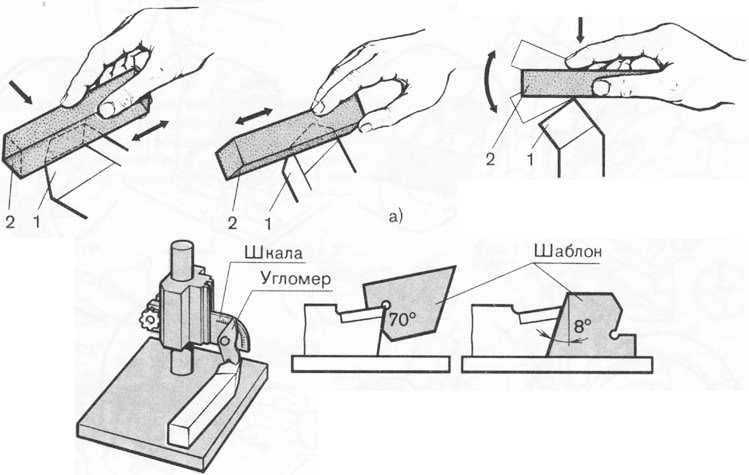
Рис. 127. Доводка и нонтроль резца
Приемы измерения линейками, угольниками, шаблонами показаны на рис. 132 и 133. Измерительными приборами и инструментами называют устройства, с помощью которых измеряют фактические размеры детали. Штангенциркуль предназначен для измерения диаметров и длины деталей с точностью 0,1 мм. Он состоит из штанги, измерительных губок, рамки, зажима рамки, нониуса 5 и глубиномера 6. Штангенциркули выпускают с пределами измерения 0—200 мм, 0—320 мм и 0—500 мм, 240—700 мм, 320—1000 мм, 500—1400 мм и 800— 2000 мм.
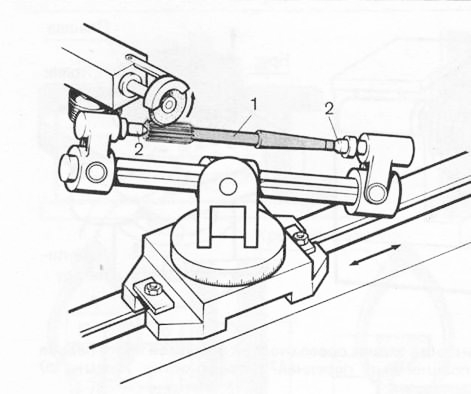
Рис. 128. Приспособления для затачивания разверток изеннеров
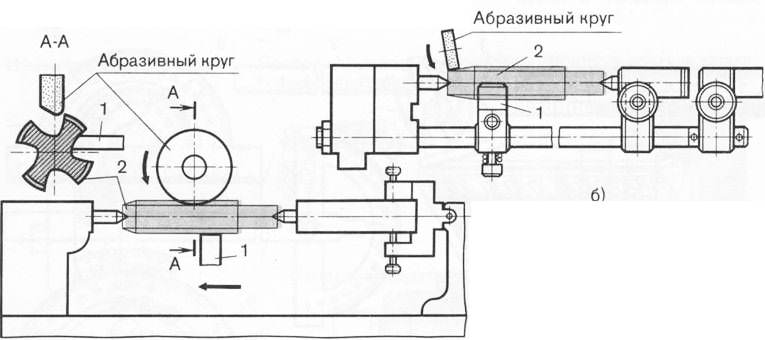
Рис. 129. Приспособление н универсально-заточному станну для затачивания передней (а) и задней (б) поверхности режущей части метчинов
К микрометрическому инструменту относят гладкие микрометры, предназначенные для измерения диаметра детали. Микрометр (рис. 135,а) состоит из скобы, пятки, винта, стопора, стебля, барабана, на конической части которого нанесена шкала нониуса с 50 делениями, и трещотки, служащей для ограничения подачи микрометрического винта. Их изготовляют с интервалом 25 мм; 0—25, 25—50, 275—300 мм, далее через интервал 100 мм: 300—400; 400—500; 500— 600 мм. Точность измерения 0,01 мм. Микрометрический нутромер предназначен для измерения внутренних размеров детали и состоит из измерительной поверхности, стебля, стопора, микрометрического винта, барабана и гайки. Точность измерения 0,01 мм.
Микрометрический глубиномер применяют для измерения глубины отверстий, высоты уступов и др. Он состоит из основания, микрометрической головки, стопорного устройства, цилиндрического гнезда и сменных измерительных стержней.
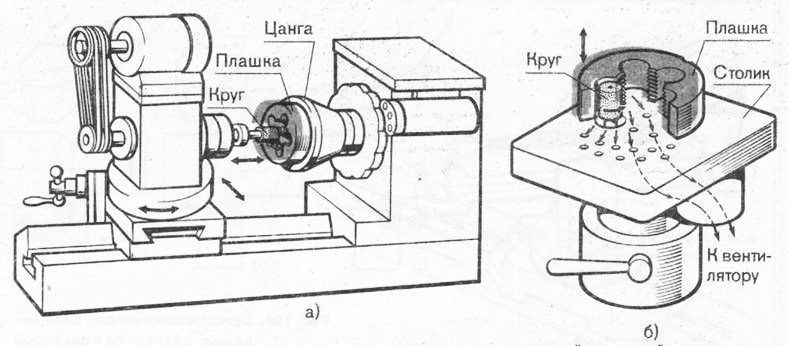
Рис. 130. Затачивание задних поверхностей режущей части перьев плашки (а) и передней поверхности плашни(б)
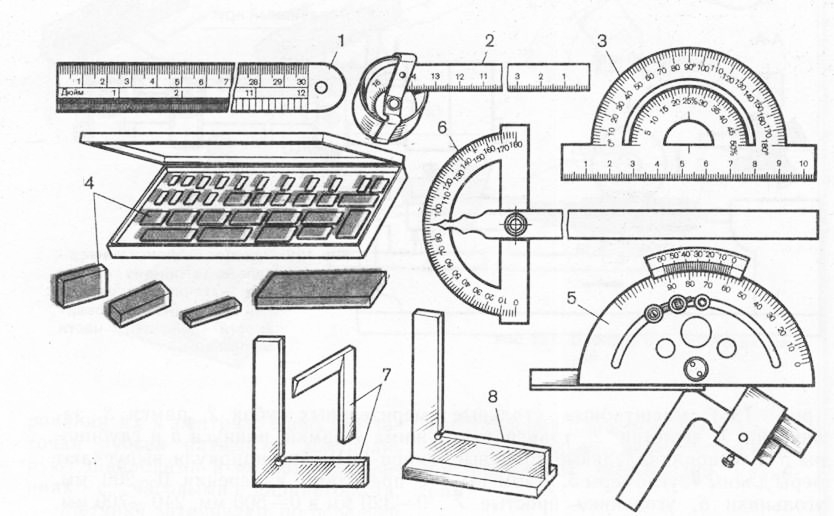
Рис. 131. Контрольно-измерительный инструмент
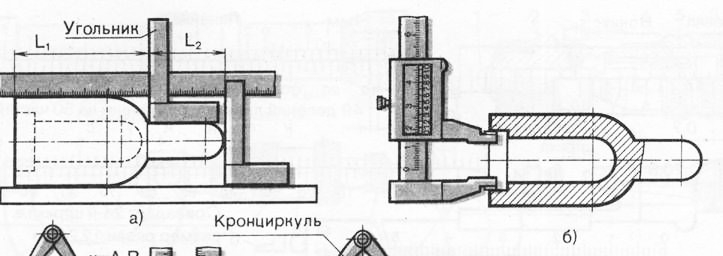
Рис. 132. Измерение линейных размеров (а), диаметров тел вращения (б) и толщины стеной полого тела (в)
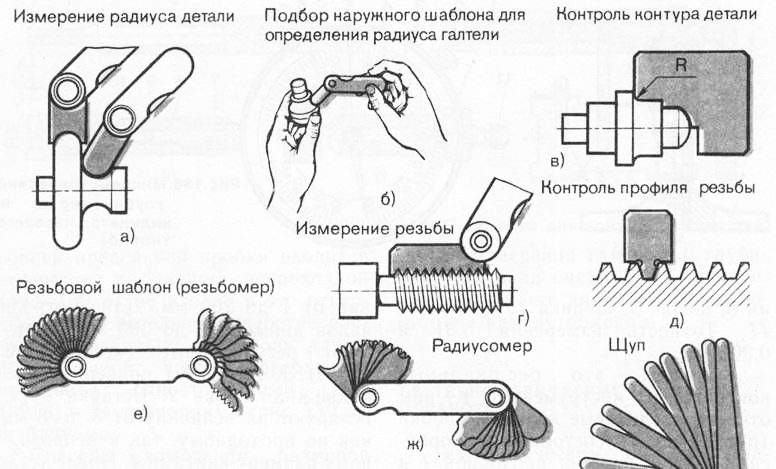
Рис. 133. Шаблоны: а…в—профильные; г…е—резьбовые; ж—радиусные; з—пластинчатые
Индикатор часового типа (рис. 136, б) применяют для измерения толщины и отклонения детали от симметричности. Он состоит из корпуса, стопорного винта, циферблата, обода, стрелки, малой стрелки нониуса, гильзы, стержня, шейки, шарика и головки. Точность измерения 0,01 и 0,001 мм.
Калибры — это бесшкальные контрольные инструменты. К ним относят предельные калибры-пробки (рис. 137, а, б), состоящие из корпуса 2 и двух пробок: проходной и непроходной. С помощью этих пробок измеряют внутренний диаметр отверстия. Предел измерения от 1 до 50 мм. Для проверки отверстий больших размеров применяют пробки односторонние (рис. 137, в), насадные (рис. 137, г) и неполные (рис. 137,5). Калибры-скобы служат для измерения диаметра валов. Жесткими скобами (рис. 138, а—ж) измеряют диаметры. Предел измерений от 1 до 200 мм. Для контроля валов диаметром до 300 мм применяют регулируемые скобы. К корпусу привернута неподвижная губка. Вставки регулируют на величину от 3 до 8 мм как по проходному, так и непроходному размеру винтами. После установки необходимого размера вставки стопорят втулками с лыской и винтами. На рис. 139 показаны способы измерения диаметра. Проверка наружного диаметра вала скобой показана на рис. 139, а. Вал обточен правильно, так как непроходная часть скобы через него не проходит. Способ проверки отверстия для вала показан на рис. 139, б. Меньший проходной конец двусторонней предельной пробки входит в отверстие, а больший непроходной (рис. 139, в) не входит в это отверстие. Следовательно, отверстие расточено правильно. Контроль длины обработанной части поверхности производят односторонними и двусторонними (рис. 139, г) шаблонами.
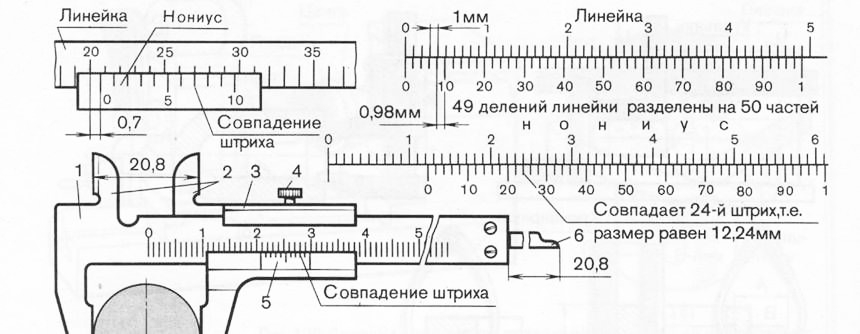
Рис. 134. Штангенциркуль
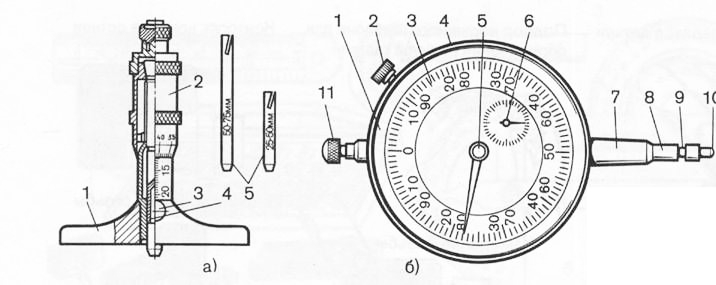
Рис. 136. Микрометрический глубиномер (а) и индикатор часового типа (б)
Классификация токарных резцов
Резцы токарные
В качестве режущего инструмента при точении используют резцы. Главным принципом классификации резцов является их технологическое назначение.
Схема резца
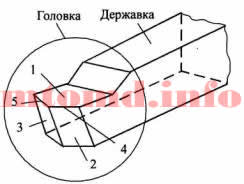
Рис. 1: 1 – передняя поверхность; 2 – главная задняя поверхность; 3 – вспомогательная задняя поверхность; 4 – главная режущая кромка; 5 – вспомогательная режущая кромка
Различают токарные резцы:
- проходные – для обтачивания наружных цилиндрических и конических поверхностей;
- расточные – проходные и упорные – для растачивания глухих и сквозных отверстий;
- отрезные – для отрезания заготовок;
- резьбовые – для нарезания наружных и внутренних резьб;
- фасонные – для обработки фасонных поверхностей;
- прорезные – для протачивания кольцевых канавок;
- галтельные – для обтачивания переходных поверхностей между ступенями валов по радиусу.
Виды токарных резцов
 Рис. 2: а — проходные: 1 — прямой, 2 — отогнутый, 3 — упорный; б — подрезной; в — канавочные: 1 — для наружных канавок, 2 — для внутренних; г — отрезной; д — расточные: 1 — для сквозных отверстий, 2 — для глухих; е — резьбовые: 1 — для наружных резьб, 2 — для внутренних; ж — фасонный
Рис. 2: а — проходные: 1 — прямой, 2 — отогнутый, 3 — упорный; б — подрезной; в — канавочные: 1 — для наружных канавок, 2 — для внутренних; г — отрезной; д — расточные: 1 — для сквозных отверстий, 2 — для глухих; е — резьбовые: 1 — для наружных резьб, 2 — для внутренних; ж — фасонный
infopedia.su
| Инструменты с линейным нониусом (штангенинструменты) Штангенинструменты являются наиболее распространенными в машиностроении видами измерительного инструмента. Их применяют для измерения наружных и внутренних диаметров, длин, толщин, глубин и т. д. К штангенинсгрументам относятся: штангенциркуль, штангенрейсмас и штангенглубиномер. Все штангенинструменты основаны на применении нониусов, по которым отсчитывают дробные доли делений основных шкал. | |
| Штангенциркуль | предназначен для измерения наружных и внутренних размеров, глубин и высот изделий и для разметки. |
| Штангенглубиномер | применяется для измерения глубины отверстий изделий, высот, расстояний до буртиков или выступов. |
| Штангенрейсмус | предназначен для разметки и измерения высоты изделий. |
| Микрометрические инструменты Устройство микрометрических инструментов основано на использовании принципа винтовой пары гайка – винт. Вращательное движение, например, винта связано одновременно с поступательным перемещением его относительно гайки. При одном полном обороте винта его продольное перемещение будет равно шагу резьбы. | |
| Микрометры для наружных измерений | Измерение размеров от 0 до 600 мм выпускаются по ГОСТу 6507-78. шкалы микрометра расположены на наружной поверхности стебля и на окружности скоса барабана. На стебле находится основная шкала. Шкала барабана (или круговая шкала) предназначена для отсчета сотых долей делений основной шкалы и разделена на 50 равных частей. Целое число миллиметров отсчитывают по нижней шкале стебля, половины миллиметров – по верхней шкале, а сотые доли миллиметра – по шкале барабана. |
| Микрометрические нутромеры | Выпускают согласно ГОСТу 10-75 с пределами измерения 50..10 000 мм. Как и у микрометра для наружных измерений, шаг резьбы винта нутромера равен 0,5 мм. |
| Микрометрические глубиномеры | Изготавливают по ГОСТу 7470-78 с пределом измерений 0..150 мм и с рабочим ходом винта 25мм. Служат для измерения глубины глухих отверстий и полостей |
| Рычажно-механические приборы Широко распространены в инструментальном производстве, т.к. они надежны в работе, имеют относительно высокую точность измерения и универсальны. Принцип действия основан на использовании специального передаточного механизма, который незначительные перемещения измерительного стержня преобразует в увеличенные и удобные для отсчета перемещения стрелки на шкале. К наиболее известным типам рычажно - механических приборов относятся индикаторы, рычажные скобы, рычажные микрометры и миниметры. | |
| Индикаторы часового типа | Выпускают по ГОСТу 577-68 с ценой деления 0,01 мм и пределами измерения от 0 до 10 мм в зависимости от типоразмера. |
| Индикаторная скоба | Применяется для измерения деталей 6-го и 7-го квалитетов. Диапазон измерения 0..25мм, обеспечиваемый за счет перемещения переставной пятки. |
| Рычажный микрометр | Устройство хвостовой части рычажного микрометра такое же, как и у обычного микрометра, с той лишь разницей, что в ней отсутствует трещотка. Механизм индикатора смонтирован в скобе и закрывается крышкой, в прорези которой помещена шкала с пределами точности от 0 до 0,020 мм в обе стороны. Цена каждого деления шкалы равна 0,002 мм. |
| Оптико-механические приборы. Для контроля режущих и измерительных инструментов сложной формы применяю т инструментальные микроскопы, оптиметры и проекторы. | |
| Инструментальные микроскопы (ГОСТ 8074-71) | Предназначены для линейных измерений по 2-ум прямоугольным координатам, а также для измерений углов, в том числе элементов резьбы. Они применяются для измерения элементов профиля шаблонов, переднего и заднего углов спиральных сверл и зенкеров, среднего диаметра, угла профиля и шага метчиков, угла наклона винтовой линии серл и разверток, угла заборного конуса метчиков и т.п. |
| Оптиметр | Измерительный прибор с ценой деления 0,001 мм – служит для линейных измерений методом сравнения. В соответствии с ГОСТом 5045-75 выпускаются оптиметры вертикальные – с вертикальной осью для наружных измерений(наибольшая высота измеряемой детали 180мм) и горизонтальные – с горизонтальной осью для наружных и внутренних измерений. Шкала оптиметра имеет по 100 делений в обе стороны от нуля. Цена деления – 0,001мм, предел измерения по шкале прибора составляет ±0,1 мм. |
| Калибры. Называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, форм и взаимного расположения частей деталей. По назначению калибры подразделяются на рабочие (Р-ПР и Р-НЕ) – для проверки размеров деталей рабочим и ОТК завода-изготовителя; приемные (П-ПР и П-НЕ) – для проверки размеров деталей представителями заказчика; контрольные (К-ПР, К-НЕ, К-П, К-И) - для контроля размеров рабочих и приемных калибров или для установки регулируемых скоб. По конструктивным признакам различают калибры : нерегулируемые (жесткие), регулируемые, однопредельные, двухпредельные. В зависимости от контролируемых элементов деталей различают калибры для контроля: отверстий; валов; наружных и внутренних резьб; шлицевых валов и втулок; уступов, длин и высот; взаимного расположения элементов деталей; конусных отверстий и наружных конусов. | |
| Калибры для контроля цилиндрических деталей | |
| Калибры-пробки | Применяют для контроля размеров от 0,1 до 3150 мм деталей с допуском от IT6 до IT17. По конструктивным признакам различают калибры нерегулируемые, регулируемые, полные и неполные пробки, нутромеры и др. конструкции калибров-пробок по ГОСТам 14807-69…14827-69, 11736-72…17742-72. Контролируют ширину пазов. |
| Калибры-скобы | Конструкции по ГОСТам 2216-68, 18355-73 и 18368-73. Кроме жестких применяют регулируемые скобы для контроля валов диаметром до 350мм. Контролируют длину и ширину уступов |
| Калибры-шаблоны | Для контроля размеров уступов, глубин и высот. Конструкции калибров разнообразны и зависят от метода контроля. Различают контроль методами вхождения, просвета, надвигания и рисок. |
| Калибры для контроля резьб. Назначение, характеристика и конструкция калибров для контроля метрических резьб регламентируются стандартами. В соответствии с ГОСТом 18107-72 контроль резьбы сводится к следующему: 1) Проверка свинчиваемости, наличие которой показывает, что предельные размеры всез 3-х диаметров резьбы болта не больше, а гайки – не меньше теоретических и что ошибки шага и угла профиля компенсированы изменением среднего диаметра. 2) Проверяют качество резьбы, при этом контролируются вторые предельные размеры диаметров с целью установления, что их отклонения превышают допустимых. 3) | |
| Калибры для контроля внутренней резьбы | Представляют собой двусторонние или односторонние пробки |
| Калибры для контроля наружных резьб | Изготавливают в виде резьбовых колец или роликовых скоб. Допуски на изготовление резьбовых калибров для метрической резьбы установлены ГОСТом 18107-72 раздельно на каждый параметр. |
| Калибры для контроля шлицевых и шпоночных соединений | Поэлементные калибры предназначены для контроля отдельных элементов шлицевого профиля: наружных диаметров вала и отверстия D, внутренних диаметров вала и отверстия d, толщины зубьев вала и ширины впадины b. При комплексном контроле проверяются погрешности формы и взаимного расположения элементов шлицевого профиля отверстий и валов. Контроль осуществляется специальными комплексными шлицевыми калибрами- пробками и калибрами-кольцами, которые применяются как проходные калибры. В шпоночных соединениях контролю калибрами подвергаются: диаметры вала и отверстия, ширина шпоночной канавки на валу и во втулке, размер отверстия D + t (где t - глубина паза), а размер вала D – t и асиметричное расположение шпоночного паза |
| Калибры для контроля конических деталей | Контроль гладких конических деталей осуществляется с помощью калибров по их осевому перемещению относительно детали и направлен на ограничение отклонений бозовых расстояний. Требования к конструкции калибров для контроля конусов регламентируются ГОСТом 2849-77. Калибры для контроля наружных и внутрен6них конусов представляют собой конические пробки и втулки, имеющие риски или уступы, расстояние h между которыми равняется допустимому отклонению базового расстояния. |
| Щупы Для определения величины зазоров применяют щупы (рис. 18, а). Точность определения величины зазора 0,01 мм. Согласно ГОСТу 882-64 щупы изготовляются двух классов точности (с отклонениями от +5 до +15 мкм для 1-го класса и от +8 до +25 мкм — для 2-го класса) и выпускаются в семи наборах. | |
| Основные типы штриховых измерительных инструментов | |
| Линейки измерительные (масштабные). | Изготовляются с пределами измерений L = 150, 300, 500 и 1000 мм. Цена делений линейки обычно 1 или 0,5 мм. Точность измерений 0,5 мм. |
| Метры складные металлические. | Складной метр по существу является измерительной линейкой. Он состоит из десяти частей по 100 мм каждая, соединенных между собой шарнирами. Приемы измерения складным метром те же, что и линейкой. Точность измерений не более 1 мм. |
| Ленточный метр. | Представляет собой стальную желобчатую ленту, на которой нанесены деления через 1 мм. Лента заведена в футляр, из которого она вручную выдвигается и затем вводится вновь. Точность измерений 0,5 мм. Ленточные метры изготовляются длиной 1 и 2 м. |
| Измерительные рулетки. | Измерительная линейка в виде стальной ленты наматывается на ось и заключается в футляр. Длина лент рулеток 2, 5, 10, 20, 30 и 50 м. Рулетки с длиной, лент до 5 м имеют обычно миллиметровые шкалы, а более длинные — сантиметровые. |
| Специальные кронциркули, нутромеры и толщиномеры со шкалой Для измерения толщины стенок в труднодоступных местах применяют специальные кронциркули со шкалой, по которой и определяется раствор ножек А. Нутромерами со шкалой удобно измерять диаметры внутренних канавок и полостей. | |
| Нутромеры нормальные и пружинные | Точность измерения нутромером ±0,5 мм. Если снимать размер ножек нутромера не линейкой, а с помощью штангенциркуля, то точность измерения может быть повышена до ±0,1 мм. |
| Кронциркули нормальные и пружинные | Применяются для измерения охватываемых поверхностей. Точность измерения кронциркулем от 0,2 (квалифицированный рабочий) до 0,5 мм. Если кронциркуль устанавливать не по линейке, а по точному шлифованному валику, то точность измерения может быть повышена примерно до 0,05— 0,1 мм. |
megaobuchalka.ru
Контрольно-измерительные инструменты и приборы
Содержание:
Развитие технологий современного общества привело к тому, что на сегодняшний день нет ни одной области, где не можно было бы обойтись без применения контрольно-измерительных инструментов. Измерять величины «на глазок» можно только, наверное, в домашних условиях, но и такой вариант часто приводит к досадным ошибкам. Сэкономить нервы и кучу времени помогут маленькие помощники: штангенциркуль, рулетка, строительный уровень, амперметр и другие. Далее рассмотрим их наиболее распространенные разновидности.
Чем отличаются измерительный и контрольный прибор?
![1590_izmeritelnye_pribory__eto_nashi_pomoschniki[1]](/800/600/http/rebathroom.ru/wp-content/uploads/1590_izmeritelnye_pribory__eto_nashi_pomoschniki1.jpg)
Измерительные приборы – устройства, имеющие шкалу значений, благодаря которой во время измерительного процесса получают те или иные значения. Во многих случаях такие устройства предоставляют возможность оператору получать данные в удобном для него виде, потому что имеют функцию перевода величин.
Предназначение контрольных приборов в отслеживании показателей производственного процесса. К примеру, это могут быть датчики температуры в печах или нагревательных приборах.
Виды контрольно-измерительных приборов

- Аналоговые: просты и надежны, но не позволяют делать измерения с максимальной точностью,
- электронные: имеют преобразователи и усилители, а также дополнительные функции (например, функцию памяти, позволяющей хранить данные).
По способу получения данных выделяют:
- сравнительные приборы, функция которых — сопоставлять измеряемую величину с имеющейся,
- прямого действия, осуществляющие простой замер без сравнения.
Наиболее распространенные инструменты для измерений
![9975[1]](/800/600/http/rebathroom.ru/wp-content/uploads/99751.jpg)
Слесарные инструменты – широко распространенные среди измерительных приборов. Наличие таких аппаратов у мастера просто необходимо, ведь погрешности измерений, работа «на глазок» могут привести к нарушению работоспособности всей смонтированной системы либо замены некоторых ее узлов и, как следствие, увеличению материальных затрат.
Штангенциркуль можно назвать наиболее популярным среди измерительных слесарных инструментов, так как он совмещает функции линейки и глубинометра. Как показывает практика, прибор не дает гарантии точного результата при одноразовом применении. Чтобы минимизировать погрешность, применяют метод нескольких замеров. Из полученного множества значений вычисляют среднее, которое и принимается за достоверное. Когда требуются измерения с точностью до сотых долей миллиметра, используют микрометр.
Другой эффективный измерительный прибор – угломер, применяющейся для замера углов в различных конструкциях, в деталях и между поверхностями. Представляет собой полудиск с прикрепленной к нему подвижной линейкой.
Щуп – еще один распространенный инструмент. Это набор пластин определенной толщины, закрепленных между собой в одной точке. С помощью пластин можно измерить любой зазор, регулируя их количество.
Барометры – всем знакомые еще со школьной скамьи инструменты для измерения атмосферного давления. Бывают трех типов: жидкостные, ртутные и механические. Самые точные и надежные – ртутные, они применяются на метеостанциях.
Амперметры – приборы для измерения величины постоянного или переменного тока в электрической цепи. В зависимости от назначения шкала прибора градуируется в разных величинах: в микро-, кило- или миллиамперах.
Можно перечислять контрольно-измерительные приборы долгое время, потому что их существует огромное множество. Это объясняется тем, что использование замеров тех или иных величин требуется практически в любой области: строительство, металлургия, здравоохранение… Применение таких аппаратов минимизирует вероятность возникновения ошибок при проведении работ.
Хотите приобрести прибор для определения температуры вспышки? Обратитесь на сайт blms.ru
rebathroom.ru





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)