 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Основные инструменты токаря. Измерительный инструмент токаря
Контрольно-измерительный инструмент - Токарное дело
 Контрольно-измерительный инструмент
Контрольно-измерительный инструмент Категория:
Токарное дело
Контрольно-измерительный инструмент По способу применения измерительные средства делят на три группы: меры, измерительные приборы и инструменты, калибры. Мерами называют средства измерения, воспроизводящие физическую величину заданного размера. К ним относят (рис. 131) масштабные стальные линейки, рулетки, транспортиры, плоскопараллельные концевые меры длины, угломеры, угломеры-угольники, угольники простые и тавровые.

Рис. 127. Доводка и нонтроль резца
Приемы измерения линейками, угольниками, шаблонами показаны на рис. 132 и 133. Измерительными приборами и инструментами называют устройства, с помощью которых измеряют фактические размеры детали. Штангенциркуль предназначен для измерения диаметров и длины деталей с точностью 0,1 мм. Он состоит из штанги, измерительных губок, рамки, зажима рамки, нониуса 5 и глубиномера 6. Штангенциркули выпускают с пределами измерения 0—200 мм, 0—320 мм и 0—500 мм, 240—700 мм, 320—1000 мм, 500—1400 мм и 800— 2000 мм.
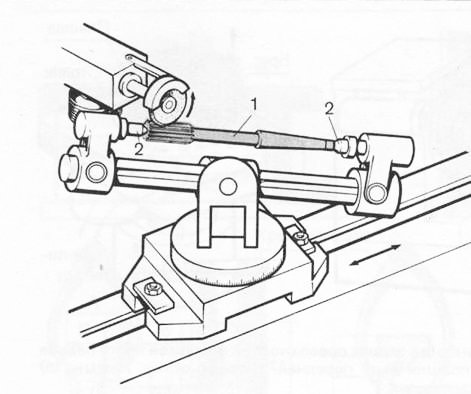
Рис. 128. Приспособления для затачивания разверток изеннеров
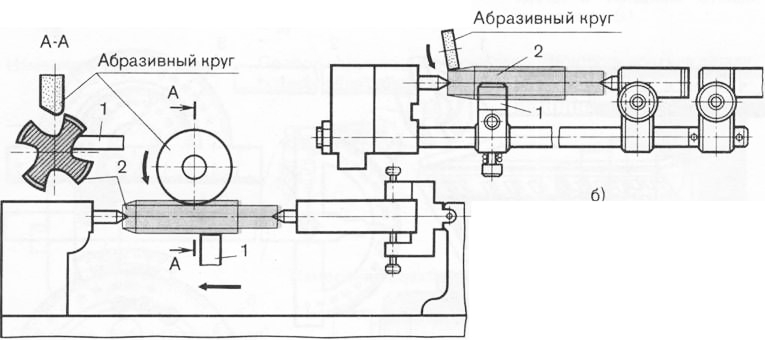
Рис. 129. Приспособление н универсально-заточному станну для затачивания передней (а) и задней (б) поверхности режущей части метчинов
К микрометрическому инструменту относят гладкие микрометры, предназначенные для измерения диаметра детали. Микрометр (рис. 135,а) состоит из скобы, пятки, винта, стопора, стебля, барабана, на конической части которого нанесена шкала нониуса с 50 делениями, и трещотки, служащей для ограничения подачи микрометрического винта. Их изготовляют с интервалом 25 мм; 0—25, 25—50, 275—300 мм, далее через интервал 100 мм: 300—400; 400—500; 500— 600 мм. Точность измерения 0,01 мм. Микрометрический нутромер предназначен для измерения внутренних размеров детали и состоит из измерительной поверхности, стебля, стопора, микрометрического винта, барабана и гайки. Точность измерения 0,01 мм.
Микрометрический глубиномер применяют для измерения глубины отверстий, высоты уступов и др. Он состоит из основания, микрометрической головки, стопорного устройства, цилиндрического гнезда и сменных измерительных стержней.
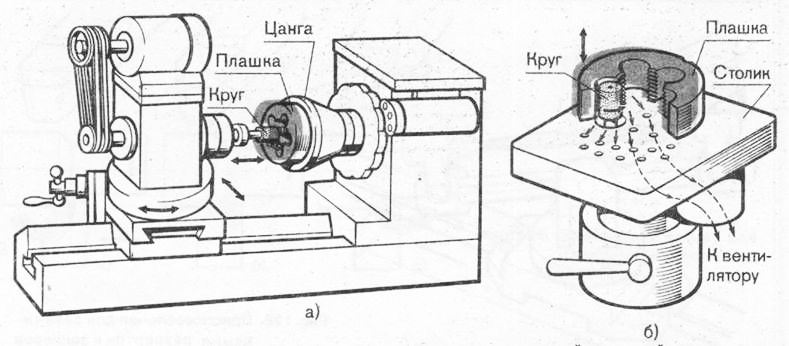
Рис. 130. Затачивание задних поверхностей режущей части перьев плашки (а) и передней поверхности плашни(б)
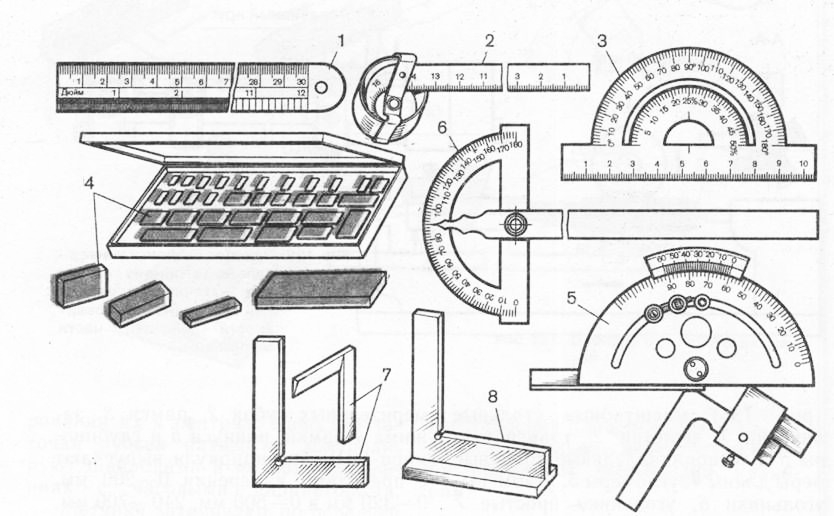
Рис. 131. Контрольно-измерительный инструмент
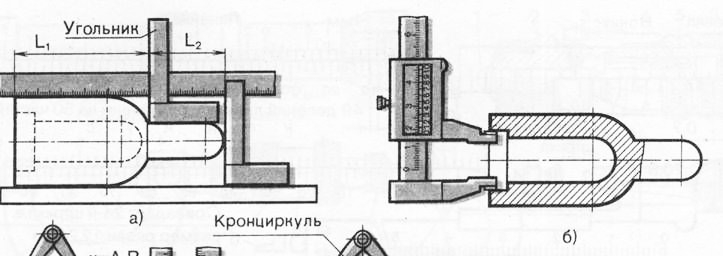
Рис. 132. Измерение линейных размеров (а), диаметров тел вращения (б) и толщины стеной полого тела (в)
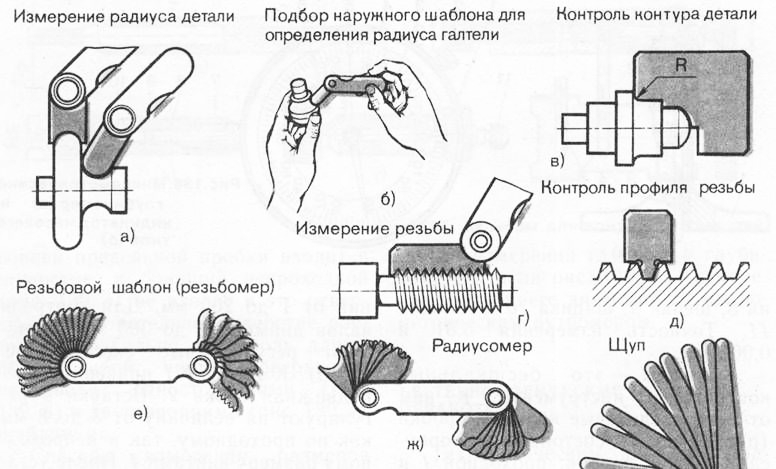
Рис. 133. Шаблоны: а…в—профильные; г…е—резьбовые; ж—радиусные; з—пластинчатые
Индикатор часового типа (рис. 136, б) применяют для измерения толщины и отклонения детали от симметричности. Он состоит из корпуса, стопорного винта, циферблата, обода, стрелки, малой стрелки нониуса, гильзы, стержня, шейки, шарика и головки. Точность измерения 0,01 и 0,001 мм.
Калибры — это бесшкальные контрольные инструменты. К ним относят предельные калибры-пробки (рис. 137, а, б), состоящие из корпуса 2 и двух пробок: проходной и непроходной. С помощью этих пробок измеряют внутренний диаметр отверстия. Предел измерения от 1 до 50 мм. Для проверки отверстий больших размеров применяют пробки односторонние (рис. 137, в), насадные (рис. 137, г) и неполные (рис. 137,5). Калибры-скобы служат для измерения диаметра валов. Жесткими скобами (рис. 138, а—ж) измеряют диаметры. Предел измерений от 1 до 200 мм. Для контроля валов диаметром до 300 мм применяют регулируемые скобы. К корпусу привернута неподвижная губка. Вставки регулируют на величину от 3 до 8 мм как по проходному, так и непроходному размеру винтами. После установки необходимого размера вставки стопорят втулками с лыской и винтами. На рис. 139 показаны способы измерения диаметра. Проверка наружного диаметра вала скобой показана на рис. 139, а. Вал обточен правильно, так как непроходная часть скобы через него не проходит. Способ проверки отверстия для вала показан на рис. 139, б. Меньший проходной конец двусторонней предельной пробки входит в отверстие, а больший непроходной (рис. 139, в) не входит в это отверстие. Следовательно, отверстие расточено правильно. Контроль длины обработанной части поверхности производят односторонними и двусторонними (рис. 139, г) шаблонами.
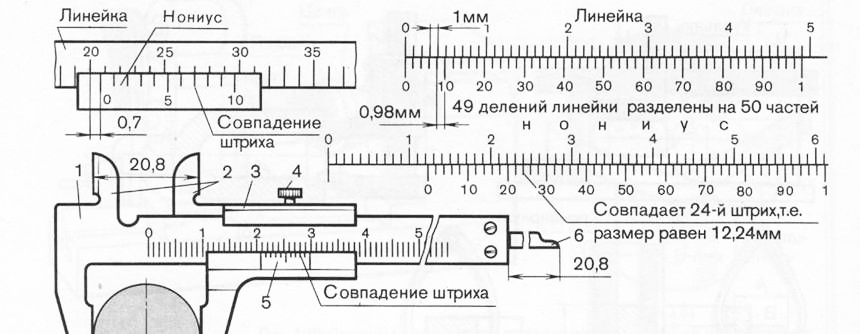
Рис. 134. Штангенциркуль

Рис. 136. Микрометрический глубиномер (а) и индикатор часового типа (б)
Способы измерения размеров кольца показаны на рис 140. У кольца (рис. 140, а) необходимо измерить наружные диаметры А\ и А2, внутренние диаметры В1 и В2, а также определить высоту кольца ai, толщину буртика а2 и глубину b растачивания. На рис. 140, б показано измерение размеров а\ и а2 малым микрометром; на рис. 140, в — измерение диаметра А2 большим микрометром. На рис. 140, г показан способ измерения глубины b глубиномером, а на рис. 140,(3 — измерение внутреннего диаметра В2 микрометрическим нутромером.
Рис.135. Гладкий (а) и резьбовой (б) минрометр, микрометр-нутромер (в) и удлинительный стержень (г) для измерения больших диаметров
Рис. 137. Калибры для нонтроля отверстий
Читать далее:
Технологические процессы обработки
Статьи по теме:
pereosnastka.ru
Основные инструменты токаря
Во первых давайте рассмотрим основной токарный инструмент для универсального токарного станка. Станок без этого минимального набора этого инструмента просто кусок непроизводительного железа.
Минимальный набор токарного инструмента
Кулачки для токарного станка их как минимум должно быть два комплекта, обратные и прямыеКлючи для токарного патрона и резцедержателя проверьте их состояние, исправны ли они.Подкладки под резцы здесь их чем больше тем лучше, много подкладок не бывает, толщина от 0,3 до 8 миллиметров. И чем больше размерная градация тем лучше.Вращающийся токарный центр с помощью его обрабатываем длинные прутковые детали, да и вообще у токарного центра много функций, поджать, отцентровать деталь, направить метчик, чтобы он заходил по центру отверстия во время нарезания резьбы.Измерительный инструмент штангенциркуль ШЦ-1 с глубиномером, при обработке деталей от 125 мм в диаметре понадобиться штангель ШЦ-2. Линейка.Плашкодержатели и метчикодержатели купить их можно в магазине но зачастую покупной инструмент не очень удобен. Я например изготовил плашкодержатели сам. Самые нужные плашкодержатели на М8, М10, М12, М16, М20. М24. больший размерный ряд надо подбирать исходя из производственных потребностей. Резьбы большего диаметра как правило режут резцом. Ну и для точности можно их откалибровать потом. С метчикодержателями не стал запариваться приобрёл в магазине универсальный раздвижной метчикодержатель. Внимание! Раздвижной метчикодержатель подходит только для нарезание резьбы до м 20-М24. Большие метчики крепят в жёстком квадрате. Раздвижные не выдержат.Из хоз принадлежностей вам понадобиться: Ветошь, тумбочка или стеллаж для хранения инструмента. Щётка-смётка, крючок для стружки, совок для уборки стружки. Прочные перчатки для уборки стружки. Бутылочка с маслом для ежедневной смазки станка после работы.
Дополнительный набор токарного инструмента
Для того чтобы токарь как можно успешнее и производительнее выполнял свою работу на токарном станке понадобятся следующие виды инструмента и приспособлений.Разнообразный набор токарных кулачков. Чем больше и шире ассортимент токарных кулачков к вашему станку тем шире становиться универсальность приобретённого вами оборудования. У меня их было 6 комплектов с разными заточками, для обработки деталей типа диск и прямых кулачков расточенных на разные диаметры. Кулачки расточенные для зажима детали диаметром 10 мм непременно будут оставлять вмятины на поверхности детали в месте зажима если вы попытаетесь зажать детали большего диаметра. Размерность расточек также подбирается исходя из специфики вашего производства. Как правило токарь сам расточит и подберёт необходимые диаметры заточек кулачков.Упор в переднюю бабку токарного станка. Для обработки крупных и мелких серий детали вам понадобиться упор. Упор представляет собой конус который забивается во внутреннюю конусную посадку шпинделя токарного станка. В конструкции упора как правило встраивают резьбовой винт. Который можно регулировать для вылета детали из кулачков. С помощью упора можно получать довольно таки точные по длине детали. Скорость обработки увеличивается в разы, отпадает необходимость мерять длину каждой заготовки.
Упоры на станину токарного станка. Как правило тоже неоднократно выручают токарей при обработке ступенчатых деталей. И торцовки деталей типа диск. С помощью упора на станину токарь точно не пролетит размер по длине на обрабатываемой детали.
Поджимные вращающиеся центра в заднюю бабку. Грибковый вращающийся центр подойдёт как нельзя лучше если по специфике работы зачастую попадаются детали типа трубок, втулок. Им можно поджать то что невозможно поджать обычным вращающимся центром входящим в минимальный набор токарного инструмента. Исходя из специфика производства иногда требуется для работы и обратные вращающиеся центра.
Набор приведённый в нашей статье не является полным. К нему необходимо добавите токарные резцы, конусы морзе, и многое другое. Я например сообщил начальству сам какой мне нужен для работы необходимый токарный инструмент. И постепенно доукомплектовал свой токарный станок всем самым необходимым. Можно сказать прокачал возможности своего станка по полной.
Если возникли вопросы звоните, пишите. Мои контакты находятся в заглавии сайта.
metekspert.ru
| Предлагаем измерительный инструмент фирмы Vogel, Ultra Prazision (Германия). Vogel это высококачественный современный механический или электронный мерительный инструмент из инструментальной, закаленной или нержавеющей стали. С ассортиментом и каталогами Вы можете ознакомиться ниже, пройдя по странице. Общая информация.Технические измерения относятся к одному из основных моментов производства, поскольку ни один из технологическихпроцессов не выполняется без контроля размеров, поэтому измерительные инструменты относятся к той категории приборов, без которых невозможен ни один из процессов производства. Покупайте у нас высококачественный, узкоспециализированный измерительный инструмент от ведущий Европейских производителей. Измерительный инструмент Vogel1. Линейки , рулетки , дальномеры • нержавеющие узкие с протравленными делениями 100-6000 мм (стр 1.01-1.02 ) • нержавеющие широкие с протравленными делениями 300-12000 мм (стр 1.03-1.04 ) • нержавеющие с лазерной гравировкой 150-2000 мм (стр 1.05-1.06 ) • нержавеющие с расчетной таблицей (стр 1.07) • трехгранные с 6 масштабными шкалами (стр 1.08) • нержавеющие с протравленными делениями с разными шкалами 300-10000 мм (стр 1.09) • цифровые с плоской или круглой шиной (стр 1.13) • самоклеящиеся для верстаков 1,2,3,4 м (стр 1.14) • деревянные 2 м и разметочные (стр 1.14) • поверочные керамические 0,4-2 м (стр 1.20) • поверочные стальные 0,5-5 м со шкалой (стр 1.21) • для измерения диаметров 20 мм-3500 мм (стр 1.23) • дальномеры с памятью на три измерения до 18 м и вычисления V и S (стр 1.15) • рулетки цифровые 2м и обычные 2,3,5,8,10 м (стр 1.15-1.16)2. Штангенциркули , штангенглубиномеры • Штангенциркули цифровые 150-300 мм с водо-пылезащитой IP67,IP65,IP54 (стр 2.01-2.02) • Штангенциркули цифровые 150-300 мм без выхода данных (стр 2.02-2.03) • Штангенциркули цифровые 150-300 мм с выходом данных Opto RS232 , RS 232 (стр 2.03-2.04) • Штангенциркули цифровые с абсолютной системой , токонепроводящие , для "левшей" (стр 2.05) • Штангенциркули нониусные 150-300 мм с глубиномером (стр 2.06-2.09) • Штангенциркули нониусные 150-300 мм с твердосплавными губками (стр 2.10) • Штангенциркули циферблатные 150-300 мм с глубиномером (стр 2.11-2.12) • Штангенциркули для измерения тормозных дисков и барабанов (стр 2.18) • Штангенциркули цифровые для измерения канавок (стр 2.19) • Штангенциркули для измерения фрез , зубьев колес (стр 2.20) • Принадлежности к штангенциркулям , запасные части (стр 2.23-2.25) • Штангенглубиномеры цифровые и нониусные 80-1000 мм (стр 2.26-2.28)3. Микрометры гладкие , цифровые , специальные , внутренние , скобы , нутромеры • Наборы цифровых микрометров от 0-75 до 0-150 мм (стр 2.33) • Микрометры цифр. специальные (с плоскими,тарельчатыми,ступенчатыми и острыми губками) (стр 2.34-2.35) • Микрометры цифровые для измерения стенок труб и тормозных дисков (стр 2.36) • Микрометры рычажные с циферблатом , пассаметры 0-25 до 125-150 мм (стр 2.37) • Микрометры гладкие с счетчиком , с барабаном 100 дел (стр 2.38) • Наборы гладких микрометров 0-75 до 0-300 мм (стр 2.42) • Микрометры для больших измерений (скобы) от 0-100 до 1700-2000мм (стр 2.43-2.45) • Микрометры для измерения плит и стенок труб (стр 2.45-2.47) • Микрометры специальные (с плоскими,тарельчатыми,ступенчатыми и острыми губками) (стр 2.48-2.51) • Микрометры специальные для измерения фрез , толщины проволоки (стр 2.52) • Микрометры для измерения параметров резьбы и зубчатых колес (стр 2.53-2.54) • Приспособление для проверки усилия измерения микрометров (стр 2.55) • Вставки установочные для микрометров (стр 2.56) • Держатели для микрометров (стр 2.57) • Микрометрические головки 0-7 до 0-50 мм , в т.ч. цифровые 0-25 (стр 2.59) • Глубиномеры цифровые 0-300 и микрометрические 0-25 до 0-300 мм (стр 2.60-2.61) • Микрометры внутренние от 5-30 мм до 100-6000 мм (стр 2.62-2.64) • Микрометры внутренние цифровые по 3 точкам от 3-4 до 275-300 мм (стр 2.65-2.66) • Микрометры внутренние по 3 точкам от 3-4 до 87-100 мм (стр 2.67-2.68) • Приспособление для настройки нутромеров (стр 2.71)4. Индикаторы стрелочные , цифровые , толщиномеры , кронциркули • Индикаторы стрелочные от 0-0,8 до 0-100 мм (стр 2.76-2.79) • Индикаторы стрелочные водопылезащитные от 0-1 до 0-10 мм (стр 2.80) • Индикаторы стрелочные с магнитной крышкой и со штоком по центру от 0-3 до 0-10 мм (стр 2.81) • Индикаторы стрелочные с устанавливаем полем допуска от 10-0-10 до 100-0-100 мм (стр 2.82) • Наконечники , удлинители для индикаторов , мостики , держатели (стр 2.83-2.86) • Индикаторы стрелочные и цифровые рычажные от 0-1 до 100-0-100 мм (стр 2.87-2.88) • Набор для определения биения коленчатых валов от 45-150 до 60-500 (стр 2.89) • Наконечники для рычажных микрометров (стр 2.90) • Толщиномеры для мягких материалов , фольги и др. от 0-8 до 0-30 мм (стр 2.91-2.93) • Кронциркули для внутренних ( 2,5-7,5)- (95-135) и наружных (0-10 )-(100-150) измерений (стр 2.94-2.96)5. Штативы , столы , плиты , наборы подкладок , краеискатели , тахометры , весы • Штативы на стальном основании , на магнитном и с вакуумной присоской (стр 2.99-2.102) • Плиты контрольно-доводочные из камня или керамики (стр 2.108-2.112) • Пасты притирочные , растворители (стр 2.117) • Весы настольные , динамометры , весы крановые (стр 2.124-2.130)6. Циркули , кронциркули , угольники , угломеры , призмы , уровни , калибры , штангенрейсмасы • Циркули , кронциркули , разметочные штангенциркули (стр 3.01-3.03) • Угольники с основанием и без , лекальные , специальные (стр 3.04-3.14) • Инструмент для разметки , карандаши по металлу , чертилки (стр 3.18-3.20) • Призмы парные стальные , керамические , магнитные , угловые (стр 3.21-3.25) • Штангенрейсмасы нониусные , стрелочные , цифровые от 0-300 мм до 0-1000 мм (стр 3.26-3.29) • Наборы концевых мер длины из стали или керамики , угловые меры (стр 3.30-3.35) • Присобления для работы с концевыми мерами длины (стр 3.36-3.39) • Уровни юстировочные брусковые , рамные , угловые , гидравлические (стр 3.40-3.42) • Калибры гладкие , резьбовые , скобы , кольца , проволочки (стр 3.43-3.49)7. Щупы , шаблоны , измерители сварных швов , счетчики , толщиномеры покрытий и стенок • Щупы от 60 до 1000 мм , наборы ,в т.ч. в рулетках и полосах (стр 4.01-4.05) • Шаблоны для резьб , отверстий , для сварочных швов (стр 4.06-4.14) • Счетчики цифровые числа оборотов и расстояний в м (стр 4.15-4.17) • Толщиномеры покрытий и измерители толщин однородных стенок (стр 4.18-4.23)8. Лупы , микроскопы , лампы , фонари , термометры , профилометры , твердомеры , секундомеры • Секундомеры цифровые и стрелочные , часы (стр 5.01-5.03) • Лупы , очки с увеличительные , лампы с лупой , микроскопы-ручки (стр 6.01-6.07) • Лампы настольные , кварцевые для станков , сигнальные (стр 6.10-6.13) • Тестеры напряжений , магнитных полей , тормозных жидкостей (стр 6.17-6.21) • Термометры цифровые , люксометры , рефрактометры (стр 6.21-6.23)9. Ватепасы , регистраторы данных с приборов в компьютер • Ватепасы цифровые и стрелочные , строительные уровни (стр 7.01-7.03) • Передачи данных с измерительных приборов в компьютер по радио (стр 8.02-8.03) • Передачи данных с измерительных приборов в компьютер через кабели (стр 8.04-8.05)10. Справочная информация • Сертификат качества на всю продукцию Vogel (стр 1) • Объяснения знаков программ качества и пиктограмм компании VOGEL (стр 2-4)К самым распространенным измерительным инструментам относятся:
Все эти инструменты позволяют получать довольно точные результаты измерений. Штангенциркуль - это инструмент, в состав которого входит негнущаяся металлическая линейка (штанга), рамка с нониусом и измерительные губки. Специалистами разработаны электронные модели этого инструмента, в которых значения замеров выводятся на табло. Штангенглубиномер используется при измерении глубины пазов, а также для определения высоты уступов. В его состав входят штанга с разметкой, рамка с нониусом и винт. Микрометр используется при измерениях поверхностей очень маленьких размеров (до двух микромиллиметров).Нутромер – это инструмент, предназначенный для особо точных измерений размеров отверстий, внутренних поверхностей, пазов. Наибольшим спросом пользуются микрометрические и индикаторные нутромеры. Рулетки - благодаря применению оригинальной лазерной рулетки на определение габаритов помещения тратится достаточно незначительное количество времени. На перемещении внутри небольших прозрачных колбочек с водой пузырьков газа строится работа привычного строительного уровня. Нередко при ремонте квартиры способен пригодиться специальный угломер, позволяющий создавать довольно сложные конструкции. Большой популярностью среди потребителей характеризуются толщиномеры, они необходимы для измерения толщины материалов разнообразных типов. Магнитные модели предназначены для измерения плотности покрытия, например, лакокрасочного, ультразвуковые толщиномеры часто используются для измерения толщины предмета из металла. Также в продаже сегодня представлены различные наборы измерительных инструментов, различающихся числом аксессуаров, качеством и стоимостью.Помимо указанных выше инструментов специалистами используются также такие контрольно – измерительные инструменты как:
Но специалистам известно, что даже использование хороших инструментов не защищает от некоторой погрешности измерения. По правилам, величина размеров допустимых погрешностей указывается в техпаспортах инструментов. Естественно, что чем ниже величина погрешности, тем выше точность измерений. Однако основными причинами, которые приводят к неточным результатам измерений, являются: неправильное использование измерительных инструментов, в том числе поврежденного (например, со сбитой нулевой отметкой на шкале), загрязненное состояние рабочей поверхности инструмента или измеряемого предмета, а также замеры слишком нагретой или слишком охлажденной детали. Поэтому для снижения погрешности результатов измерений специалисты рекомендуют проводить ряд замеров одного параметра и вычислять среднее арифметическое значение. Такая практика особенно широко применяется при использовании недорогих инструментов. На страницах Интернет - магазинов представлен широкий и современный ассортимент качественных и удобных измерительных инструментов СПб. Чтобы купить измерительный инструмент достаточно отправить заказ производителю самостоятельно или воспользоваться услугами его официальных представителей. |
rezec.in.ua
Измерительный инструмент для контроля параметров металлообработки :: ТОЧМЕХ
Наиболее распространенным инструментом для контроля диаметров цилиндрических поверхностей являются штангенциркули: ШЦ-1 (с точностью измерения до 0,1 мм) или ШЦ-11 (с точностью измерения до 0,05 мм).
Если требуется установить размер с более высокой степенью точности, то используют микрометр, который позволяет определить точность размера до 0,01 мм. При изготовлении больших партий деталей в условиях серийного производства контроль диаметров выполняют предельными калибр-скобами, имеющими две пары выступов, соответствующих наибольшему и наименьшему предельным размерам.
Деталь считается годной, если проходная часть скобы находит на измеряемую поверхность, а через непроходную часть деталь не проходит (рис. 1). Контроль длин ступенчатых валиков производят штангенциркулем с выдвижным глубиномером (типа ШЦ-1), штангенглубиномером, линейкой или шаблоном. Контроль плоскости торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника, если между поверхностями торца и линейки нет зазора, то торцовая поверхность обработана правильно.

Рис. 1. Контроль наружных диаметров: а — штангенциркулем, б — микрометром, в — индикаторной скобой, г — калибр скобой.
Перпендикулярность торца к наружной поверхности определяют угольником. Контроль глубины канавок осуществляют глубиномером штангенциркуля ШЦ-1.
При обтачивании наружных цилиндрических поверхностей и подрезании торцов могут возникнуть различные дефекты:
- часть поверхности осталась необработанной. Такой дефект может возникнуть из-за биения заготовки, недостаточной величины припуска, смешения центровых отверстий;
- несоответствие диаметров обточенных поверхностей указанным на чертеже, может произойти из-за неправильной установки глубины резания в результате ошибок измерения при снятии пробной стружки или из-за того, что не был выбран люфт при установке размера с помощью лимба;
- не выдержаны линейные размеры обработанных поверхностей. Такой дефект возникает из-за неправильной установки упора или разного положения заготовок, в патроне;
- неперпендикулярность торцовой поверхности < оси детали. Такой дефект может возникнуть по различным причинам: в результате большого вылета резца из резцедержателя, из-за отжима резца в результате люфта в направляющих поперечных салазок суппорта, вследствие большого припуска;
- конусность. Возникает в результате несовпадения осей центров, установленных в шпиндель и пиноль задней бабки, перекоса заднего центра в результате загрязнения конического отверстия в пиноли, износа центрового отверстия, ненадежного закрепления резца;
- овальность. Возникает в результате биения шпинделя или плохого закрепления заготовки;
- бочкообразность Возникает в результате прогиба заготовки под действием отжимающих усилий или износа направляющих станины;
- седлообразность. Возникает в результате ненадежного крепления резца в резцедержателе или износа направляющих около передней бабки;
- повышенная шероховатость обработанной поверхности. Возникает из-за затупления резца, плохой обрабатываемости материала заготовки, установки резца не по центру, неправильного выбора режимов резания.
Другие статьи по сходной тематике
tochmeh.ru
| Правило первое старо как мир: Cемь раз отмерь, один раз отреж. Ну, не дословно семь раз, но два раза мерять надо. Вы можете дальний конец штангеля или нутромера установить на заусёнку или просто криво. Поэтому лучше лишний раз перемерять, это избавит Вас от случайного брака ,и, что самое главное, добавит авторитета в коллективе. И будут Вам давать и работу получше, и зарплату побольше. Правило второе: Постоянно старайтесь контролировать себя. Приведу пример. Вы прошли черновой проход, замеряли размер. Даёте, например, 2мм на сторону и уже представляете себе, что полученный результат на 4 мм. должен быть меньше, нежели диаметр после черновой обработки. Понятно, что если фактический размер сильно отличается от вычисленного, значит где-то Вы нахимичили. Измерение внутреннего диаметра производится нутромером. Нутромеры служат для точных измерений внутренних размеров деталей. Существуют нутромеры жёсткие и микрометрические. Жёсткий нутромер представляет собой металлический стержень с измерительными концами, имеющими шаровую поверхность. Расстояние между ними равно диаметру измеряемого отверстия. На нём есть державки, которые предохраняют нутромер от тепла руки. Микрометрический нутромер применяется для измерений внутренних диаметров с точностью до 0,01мм.Головка микрометрического нутромера состоит из гильзы и барабана, соеденённого с микрометрическим винтом. В гильзе помещается стопор и пятка с измерительной поверхностью. Удерживая стопор и вращая барабан, можно изменять расстояние между измерительными поверхностями нутромера. Регулярно проверяйте инструмент. Вещь хрупкая, требует бережного обращения. Во время холодов при сдаче нутромера на проверку дождитесь, пока он нагреется в комнате проверки, а уж потом проверяйте. Некоторые специалисты меряют холодный инструмент, но я считаю, что это не правильно. Кто против, милости просим на форум, приводите свои аргументы. Штангенглубиномер. Штангенглубиномер применяется для измерения выточек и канавок, а также для определения правильного положения уступов по длине валика. Устройство похоже на устройство штангенциркуля: штанга свободно перемещается в рамке и закрепляется в ней в нужном положении винтом. На штанге находится миллиметровая шкала, а на рамке расположен нониус, по которому определяется глубина выточки. Высоту, или глубину, измеряем глубиномером Самый часто используемый инструмент в токарном деле- штангенциркуль. Этим инструментом можно измерять наружный и внутренний диаметр, а также высоту обрабатываемой детали. Ничего сложного в использовании штангенциркуля нет, просто работать надо аккуратно и внимательно.Прецизионный штангенциркуль применяют для выполнения точных работ. Бывают с точностью до 0,02мм. Устройство похоже на устройство штангенглубиномера. Микрометр. Микрометр применяется для точных измерений наружных размеров деталей- диаметров, толщин и длин. Микрометр состоит из стальной скобы, которая с одной стороны имеет неподвижную пяткус измерительной поверхностью, а с другой- стебель, в котором закреплена гильза с внутренней резьбой. В гильзе ходит микрометрический винт (шпиндель). На левом конце винт заканчивается точно доведённой измерительной поверхностью. Снаружи стебель охватывается барабаном, соеденённом на конус с микрометрическим винтом. Таким образом, при вращении барабана вращается и винт, при этом перемещается его измерительная поверхность. Для того чтобы при вращении барабана не могло произойти слишком сильного нажатия шпинделем, на правом конце барабана имеется предохранительная головка с трещоткой. Вращая головку, мы будем выдвигать шпиндель и поджимать деталь к пятке. Когда это поджатие окажется достаточным, при дальнейшем вращении головки её храповичок проскальзывает и слышен жвук трещотки.После этого прекращают вращение головки, закрепляют поворотом зажимного кольца раскрытый микрометр и производят отсчёт. Предельные измерительные инструменты. Предельные измерительные инструменты необходимы, чтобы размеры деталей не выходили за установленные пределы отклонений. Для этого применяют предельные калибры. Калибры для проверки валов называют скобами, для проверки отверстий- пробками. Предельная скоба для измерения валов имеет две пары измерительных щёк. Расстояние между щеками с одной стороны равно наименьшему допускаемому диаметру, с другой - наибольшему допускаемому. Сторона скобы с меньшим размером называется непроходной (НЕ), противоположная сторона с большим размером- проходной (ПР). Для измерения валов большого диаметра применяют односторонние скобы, у которых обе пары щёк лежат одна за другой. Эти скобы имеют меньший вес и ускоряют процесс контроля. Регулируемые предельные скобы- при сильном износе можно переустановить штифты. Также можно переустановить на новый размер. Для контроля отверстий применяют предельные калибры-пробки. Такой калибр состоит из проходной пробки, непроходной пробки и рукоятки. Проходная пробка имеет диаметр, равный наименьшему допустимому размеру отверстия, а непроходная- наибольшему. При больших диаметрах используют парные плоские калибры-пробки, одна из которых проходная, а другая- непроходная.
 Интернет-магазин "Для бережливых". Продажа ноутбуков, цены на ноутбуки, описание ноутбуков, доставкаСочинения по белорусской и русской литературе, рефераты для школьниковИнформационный сервер г. Новый Оскол.Форум,общение,игры,музыка,видео - Луцкая тусовка Интернет-магазин "Для бережливых". Продажа ноутбуков, цены на ноутбуки, описание ноутбуков, доставкаСочинения по белорусской и русской литературе, рефераты для школьниковИнформационный сервер г. Новый Оскол.Форум,общение,игры,музыка,видео - Луцкая тусовка  |

 Особенности измерений состоят в том, что надо сначало на верхнюю часть измеряемой детали установить поперечину глубиномера, а уж потом двигать штангу инструмента вниз до соприкосновения с деталью.
Особенности измерений состоят в том, что надо сначало на верхнюю часть измеряемой детали установить поперечину глубиномера, а уж потом двигать штангу инструмента вниз до соприкосновения с деталью. 
tokar.ucoz.ru





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)