 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Гильзовка и шлифовка блока цилиндров - как это делается? Гильзы блока цилиндров
Что такое гильзовка блока цилиндров двигателя

Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
 Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка. Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Читайте в этой статье
Гильза цилиндра: что это такое

Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров

Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
 Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя. Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока

Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Читайте также
krutimotor.ru
Ремонт гильз цилиндров своими руками » АвтоНоватор
Состояние гильз цилиндра в значительной мере определяет ресурс двигателя. В переводе с нем. гильза – оболочка. А для того, чтобы понять в каких случаях производится ремонт гильз цилиндров, и что он собой представляет, разберемся с тем, какой бывает гильза цилиндра.
Какая она, гильза цилиндра
На современных легковых автомобилях применяются две группы гильз:
- «мокрые» гильзы — данный тип гильз конструктивно соприкасается с охлаждающей жидкостью двигателя. Комплектуются уплотнительными прокладками для предотвращения попадания газов в охлаждающую жидкость и наоборот. Гильза цилиндра этой группы более ремонтопригодная.
- «сухие» гильзы – гильза цилиндра данной группы в некоторых двигателях заливается в блок при изготовлении. Естественно, они не соприкасаются с охлаждающей жидкостью, отсюда и название.

Основными свойствами, которыми должна обладать гильза цилиндра, являются: износостойкость, прочность, высокая антикоррозийная устойчивость. Конструктивные особенности гильз должны обеспечивать надёжность уплотнений в местах стыка гильзы с ГБЦ и блоком цилиндров.
Ремонт гильз цилиндров
Как правило, восстановление ресурса двигателя возможно при помощи метода гильзования. Для этого производителем предусмотрены ремонтные гильзы (втулки). Согласитесь, что ремонт блока цилиндров, ремонт ГБЦ и ремонт гильз цилиндров, это намного более дешёвая процедура, чем покупка нового двигателя.

Ремонт гильз цилиндров в блоках из разных материалов (чугун, алюминий) отличается по своей технологии.
- «сухие» гильзы, как правило, устанавливаются способом термической обработки, или устанавливаются холодным способом, т.е. с применением специализированного оборудования.
- «мокрые» гильзы проще поддаются ремонту, так как вставляются и удаляются при ремонте блока цилиндров, вручную.

Не является обязательным условием при ремонте гильз, их замена во всех цилиндрах. Во время диагностики цилиндров блока выявляется, какая гильза цилиндра требует ремонта (замены).
Реконструкция блока цилиндров
Этот процесс начинается с расточки цилиндров под гильзы. На качество расточки очень сильно влияет ресурс ремонтируемого двигателя. Расточка блока позволяет добиться как необходимого размера, так и правильной геометрии гнёзд.
Если расточка проведена неправильно, то эллипсоидная геометрия гнезда, после гильзования передастся самой гильзе. Для придания точности и необходимой гладкости поверхности гнёзд, после расточки их подвергают хонингованию.
Процедура гильзования
Если с «мокрыми» гильзами процедура гильзования более менее понятна, в силу конструктивных особенностей, то гильзование «сухих» гильз цилиндра вам вряд ли удастся провести своими руками в гараже.

Горячее гильзование производится с учетом разницы температур. Блок цилиндров нагревается при помощи газовой горелки до температуры 120-1500. После этого в подготовленное гнездо вставляется охлаждённая гильза.
Монтажу гильзы цилиндра предшествует её обработка специальным составом для избавления от водяного конденсата. Метод горячего гильзования «сухих» гильз цилиндра является самым качественным.

В силу особенностей структуры материала цилиндры блоков, выполненные из галникала, не поддаются расточки. Поэтому в такие блоки цилиндров при ремонте производится запрессовка алюминиевых гильз.
Критерии качества гильзы цилиндра
Форма. Конусность и эллипсность гильзы не должна выходить за пределы 0,02 мм. Разность толщины стенки не должна превышать 0,01 мм.
Поверхность. Шлифовка поверхности гильзы цилиндра выполняется не ниже 8-10 класса точности, иначе через некоторое время вам вновь понадобится ремонт двигателя.

Выбор гильз. Ремонтные гильзы выбираются по каталогу с учетом припуска для последующей расточки. Допустимый разнос может быть не более 0,5 мм.
Удачи вам при проведении ремонта гильз цилиндров.
Оцените статью: Поделитесь с друзьями!carnovato.ru
Гильзовка блока цилиндров: два эффективных метода
В нашей стране большое количество стареньких машин, двигатели которых ремонтировались не один раз. Независимо от того, на каком авто мы передвигаемся, его ремонт можем выполнить своими руками, не прибегая к посторонней помощи. Если мы умеем сделать диагностику и выполнять ремонт самостоятельно, это сэкономит наши нервы, здоровье и силы, и не придется стоять на обочине, ожидая техническую службу. Машины, у которых практически нет ремонтного ресурса, наши умельцы пытаются восстановить, применяя метод гильзования. В материале и пойдет речь о том, как делается гильзовка блока цилиндров своими руками.
Содержание статьи
Что такое гильза цилиндра и ее типы
 Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Поэтому собственными руками мы можем снять и установить ГБЦ или блок цилиндров. А гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нам нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Современные производители устанавливают в двигателях легковых автомобилей два типа гильз:
- мокрые — расположены так, что их поверхность все время соприкасается с жидкостью охлаждения. Во избежание просачивания жидкости устанавливают специальные прокладки (сальники), которые еще препятствуют смешению охладителя двигателя и газов от сгорания. Такие гильзы проще всего поддаются ремонту.
- сухие – это единая конструкция с блоком цилиндров, так как они встраиваются в блок сразу при изготовлении. С охлаждающей жидкостью они не соприкасаются, поэтому и называются сухими.

Требования к гильзам
Эксплуатационные свойства этой детали двигателя должны соответствовать типичным требованиям: устойчивость к коррозии металла, прочность, износостойкость. В местах, где гильза стыкуется с блоком цилиндра, должно быть создано надежное уплотнение.
К деталям, использующимся для ремонта, предъявляются особые требования, о которых знают специалисты, должны знать и мы, автолюбители. Если мы покупаем гильзы самостоятельно, мы должны учесть то, что
- эллипсность и конусность детали не должна превышать 0,02 мм, а разность в толщине стенки – и того меньше – 0,01 мм;
- точность, с которой выполнена гильзовая поверхность, должна соответствовать 8 – 10 классу;
- ремонтная гильза для двигателей выбирается по каталогу. Выбирая деталь, учитываем припуск, чтобы можно было сделать последующую расточку.
Технология ремонта
Необходимо уточнить, что во время ремонта мотора вовсе не обязательно менять все гильзы. Решение о замене детали принимаем, как правило, после специальной диагностики с помощью специального прибора — нутрометра. Перегильзовка намного удешевляет ремонт и обеспечивает нормальную эксплуатацию автомобиля в дальнейшем.
Технология ремонта гильз зависит от их вида. В ремонте применяют, в частности, горячее гильзование и запрессовку. Детали мокрого типа можем заменить самостоятельно, вручную.
Заменить детали сухого типа сложнее, их замену выполняют специалисты с применением специального оборудования.
Гильзовка цилиндров блока – технология, которую применяем при ремонте любых двигателей. Опытные автолюбители утверждают, что загильзовать можно любой двигатель. Если ремонтируем блок цилиндров из чугуна, используем чугунные легированные втулки. Если блок алюминиевый, используем гильзы из алюминиевого сплава с присадками.
Сначала выполняем расточку цилиндра, на качество которой влияет ресурс двигателя, подлежащего ремонту. Главное здесь — выдержать правильную геометрическую форму гнезд для гильз. Если эта часть двигателя приобретет эллипсовидную форму гнезда, поршень начнет работать неправильно – последствия непредсказуемые. После расточки под нужный ремонтный размер, выполняем хонинговку гнезд и затем – гильзование.
Метод горячего гильзования
Он является более качественным. В основе этого метода лежит использование разницы температур деталей. Сначала обрабатываем втулку особым составом для предотвращения образования конденсата во время установки. Блок нагреваем до 150°, потом в гнездо вставляем втулку, которая охлаждена с применением жидкого азота.
Цилиндры, изготовленные из галникала, предварительно не растачиваем. Гильзовка втулок из алюминия делается с помощью запрессовки.
Метод запрессовки
При использовании этого метода гильзовка блока цилиндра проходит в несколько этапов:
- нагреваем блок до высокой температуры,
- охлаждаем втулку в азоте;
- напыляем герметик в гнездо;
- запрессовываем втулку в отверстие.
 Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Долговечность мотора в автомобиле во многом зависит от качества ремонта. Если все выполнено в соответствии с технологией, соблюдены все рекомендованные параметры, восстановленный двигатель еще пробежит многокилометровую дистанцию.
Видео «Замена гильз цилиндров в двигателе»
На записи показано, какие проверки и виды работ требуются при монтаже мокрых гильз цилиндров и как правильно обращаться с кольцами круглого сечения.
mineavto.ru
3 типа детали и 2 основных метода


Содержание статьи
Часто производитель авто предусматривает расточку блока цилиндров под больший размер поршня в ремонтных целях. Но не всегда такой ремонт возможен. К категории исключений стоит отнести трещины, задиры и глубокие царапины в цилиндре после разрушения поршня, а также его избыточный износ, отсутствие комплекта, необходимого для ремонта или их высокая стоимость. В случае с определёнными двигателями такой ремонт вовсе не предусмотрен. Гильзовка блока цилиндров является альтернативным вариантом ремонта в упомянутых ситуациях.
Что такое гильза блока цилиндров двигателя?
Гильза представлена в виде съёмной вставки в блок цилиндров двигателя. Иными словами – это своеобразные стенки блока цилиндра, поскольку поршень движется именно в ней. Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Независимо от типа втулок блока они должны соответствовать следующим требованиям:
- материал, из которого они изготовлены, должен быть прочным;
- стойкость к температурным и механическим нагрузкам;
- стойкость к коррозионным процессам.
Если гильзы устанавливаются с уплотнителем, то в месте стыковки втулки с блоком цилиндров необходимо обеспечить требуемые параметры. При выборе гильз обращайте внимание на такие факторы, как толщина стенок, а также конусность и эллипсность изделий. Некоторые гильзы не предусматривают наличие допуска под дополнительную расточку после установки в блок – данный нюанс также необходимо брать во внимание.

Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней. В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.

Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
- Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала. На данном этапе очень важно выдержать необходимую форму паза.
- Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.

Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.

Метод запрессовки
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
Выводы
Подводя итоги, стоит отметить, что эксплуатация двигателя при качественно загильзованном блоке цилиндров и соблюдении всех технологических этапов достигает 150 тысяч км. Дополнительным условием является правильная эксплуатация двигателя и его регулярное обслуживание.
Оценка статьи:
 Загрузка...
Загрузка...motorsguide.ru
Гильзовка и шлифовка блока цилиндров
Всем более-менее опытным автомобилистам, должно быть известно, что такая, на первый взгляд, незначительная деталь как головка блока цилиндров (ГБЦ) - довольно своеобразная часть двигателя транспортного средства, детали и системы которой тесно связаны между собой. Конечно, при таком взаимодействии, поломка одной части системы, очень часто, является следствием более серьезного дефекта в другой. К примеру, в случае обнаружения выхода из строя прокладки головки (пропускает масло), кроме непосредственной ее замены, рекомендуется также найти причину, повлекшую за собой появление данной неполадки. А она может скрываться даже в мелочах: например, незначительный перегрев мотора поспособствовал деформации ГБЦ, вследствие чего прогорела прокладка.
Иными словами, что бы точно установит связь между возможной причиной и ее следствием, стоит провести полную диагностику состояния головки блока. Вполне возможно, обнаружится нарушение сопряжения блока цилиндров с плоскостью ГБЦ и тогда без шлифовки (фрезеровки) обойтись не получится. Более детальную информацию об этом процессе, Вы сможете получить дочитав до конца данную статью.
1. Что такое «гильза цилиндра»? Характеристика детали
Гильза цилиндра – составляющая часть его блока, которая представлена в виде металлической вставки. Свое названия деталь получила исходя из функционального предназначения, так как в переводе с немецкого языка «hylza» означает «оболочка», а из-за размещения внутри нее поршня, она таковой и является. Заметьте, рабочий объем двигателя вычисляется именно исходя из значения объема гильзы цилиндра.
Будучи обычной механической составляющей, разумеется, она не есть исключением и как любая другая деталь подвержена поломкам и износу. В таких случаях, требуется ремонтное вмешательство, представляющее из себя довольно непростые действия, успешность которых зависит от определенных знаний и навыков.
К ремонту гильз приступают в плановом порядке (прописано производителем в технической документации), или же преждевременно, когда из-за сильного износа приключилась поломка. Что бы правильно определить граничный срок ремонта, необходимо владеть информацией о марке, модели транспортного средства и о его стандартном пробеге. На сегодняшний день выделяют два вида гильз:
• Так называемые «мокрые» гильзы – легче всего поддаются ремонту. Их особенность в расположении: внешняя часть постоянно соприкасается с охлаждающей жидкостью, а что бы она не протекала, устанавливают специальные прокладки (сальники), которые, также, не допускают смешивания газов сгорания и антифриза двигателя.
• «Сухие», напротив, вмонтированы в блок цилиндров и являют собой единую конструкцию, что немного утрудняет ремонтный процесс (приходится раскручивать часть мотора).
Также, как и при производстве, ремонт гильз блока цилиндров имеет свой список определенных требований. К ним относятся: устойчивость материала к коррозии; необходимость использования металла с повышенной износостойкостью; обеспечение прочности с учетом воздействия высоких температур и давления.
В ходе проведения ремонтных мероприятий, стоит помнить о необходимости создания высокого уровня надежности в местах стыка гильзы и блока цилиндра. В основном, лучше всего в требованиях к ремонту этих деталей, разбираются специалисты сервисного центра, однако, владельцу машины, дополнительная информация касательно данного процесса, тоже не помешает. Чаще всего, в целях экономии, автолюбители сами покупают необходимый ремкомплект, а в этом деле, важно уметь сделать правильный выбор. Выбирая сменные детали, обратите внимание на их форму: размеры конуса и эллипса не должны сильно отличаться (максимум 0,02 мм), а разница толщины стенок обязана не превышать 0,01 мм. Класс выполнения точности поверхности должен находиться в пределах 8-10.
При покупке гильзы блока, можете просмотреть каталог производителя (имеется в большинстве автомагазинов), в котором описаны все необходимые данные о параметрах выбранной детали.
2. Особенности ремонта гильз цилиндров
Обычно, справиться с поломкой двигателя помогает метод гильзования, для которого производители предусмотрели специальные сменные втулки (гильзы). Разумеется, что любые ремонтные действия, будь то ремонт ГБЦ, блока цилиндров или ремонт гильз цилиндров, обойдутся владельцу автомобиля намного дешевле, нежели покупка нового силового агрегата.
Одни специалисты утверждают, что менять только одну или две гильзы нельзя, а нужно произвести замену сразу всех таких деталей. Другие, наоборот, уверяют в необязательности такого условия и рекомендуют менять только те, которые за результатами диагностики были признаны испорченными.В любом случае, обратившись в сервисный центр, с помощью специального прибора нутрометра, Вы сможете узнать толщину стенок гильз, после чего, исходя из степени изношенности, можно принимать решение о необходимости замены.
Дальнейший процесс замены, полностью зависит от вида установленных гильз - от того «мокрые» они или «сухие». Первые - менее требовательны к любым ремонтным мероприятиям, при чем, для этого совсем не обязательно иметь соответствующий набор инструментов (достаточно будет правильно растущих рук). Второй вариант, как правило, может устанавливаться двумя способами: холодным или способом термической обработки, которые требуют наличия специализированого оборудования. Технология ремонта гильз цилиндров, зависит от материала с которого они сделаны и будет разной для чугунных и алюминиевых деталей.
3. Технология проведения процесса «гильзовки»
Ремонт цилиндров способом гильзирования, в наше время, подходит практически любому двигателю, а в зависимости от материала детали, отличается только метод проведения ремонтных работ. Ну, например, чугунные блоки гильзуются путем применения вставок из легированного чугуна, а для блоков, изготовленных из алюминия, используют вставки сплава этого материала с различными специальными присадками.
На начальном этапе, проводят растачивание цилиндров. Это очень ответственный и довольно сложный процесс, требующий идеального соблюдения всех размеров расточки и геометрии гнезд. Если, к примеру, эллипс окажется слишком большим, то он передаст это и гнезду, что, в свою очередь, отразится на работе поршня в целом. В любом случае, с неправильной формой эллипса, цилиндр долго работать не сможет. После расточки, с целью соблюдения требуемого ремонтного размера и точности поверхности цилиндров, проводится хонингование (абразивная обработка), а в последнюю очередь, используя новые гильзы, выполняют гильзирование.
Если, благодаря конструктивным особенностям «мокрых» гильз, процесс гильзирования более-менее понятен (можно вручную вытянуть старую деталь и на ее место установить новую), то с заменой «сухих» гильз цилиндра все не так просто и осуществить процедуру в «домашних условиях», у Вас вряд ли получится. Тут, чаще всего, специалисты используют метод горячего гильзирования, который применяется с учетом разницы температурных показателей втулки и блока. Для этого, с помощью газовой горелки, блок цилиндров нагревают до 120-1500 , после чего в подготовленное раскаленное гнездо помещают предварительно охлажденную в жидком азоте гильзу. Перед установкой, она подвергается обработке специальным составом, которое, при монтаже, препятствует появлению влажного конденсата. Естественно, благодаря максимально качественному взаимному притягиванию материалов, такой метод является самым эффективным.
Кроме чугунных и алюминиевых деталей, иногда можно встретить цилиндры, состоящие из сплава галникала, покрытого внутри никелем. Такой материал не растачивается, поэтому при вставке алюминиевых гильз проводят прессование. Оно проходит в несколько этапов: блок разогревают; гильзу погружают в азот; в гнездо напыляется герметик; втулку помещают в нужное место и запрессовывают.
Гильзировка цилиндров является самым распространенным видом капремонта мотора, поэтому владельцу машины не помешает знание основных моментов этого процесса. Кроме того, стоит ответственно подойти к выбору автосервиса и специалистов, непосредственно связанных ремонтными работами.
4. Когда нужна шлифовка ГБЦ
Шлифовка головки блока цилиндров – довольно распространенный процесс. Его часто проводят после каждого снятия головки с мотора машины. Делают это для ликвидации всех неровностей ГБЦ, в результате чего она должна лучше прилегать к блоку. Если этого не сделать, оставив деталь в деформированном состоянии, то с большой долей вероятности можно утверждать, что она не сможет плотно прижаться к стенкам блока, а значит горячие газы будут свободно выходить из-под прокладки, в следствии чего, последняя быстро прогорит.
Чаще всего, к искривлению головки приводит либо сильный перегрев двигателя, либо неправильная затяжка. Допустимой нормой данного явления, при которой можно не спешить совершать шлифовку, есть показатель 0,05 мм (такая величина приемлема даже для новых силовых агрегатов с минимальными зазорами). Одним из признаков необходимой шлифовки является прогоревшая прокладка, находящаяся под головкой блока цилиндров. Выход из строя этого элемента, заметен по следующим показателям: двигатель закипает, пузыри попадают в радиатор, а в случае сильного прогара прокладки, антифриз может попасть в блок мотора и как результат объем масла увеличивается, приобретая грязно серый цвет.
Кроме того, шлифовка нужна в следующих случаях:
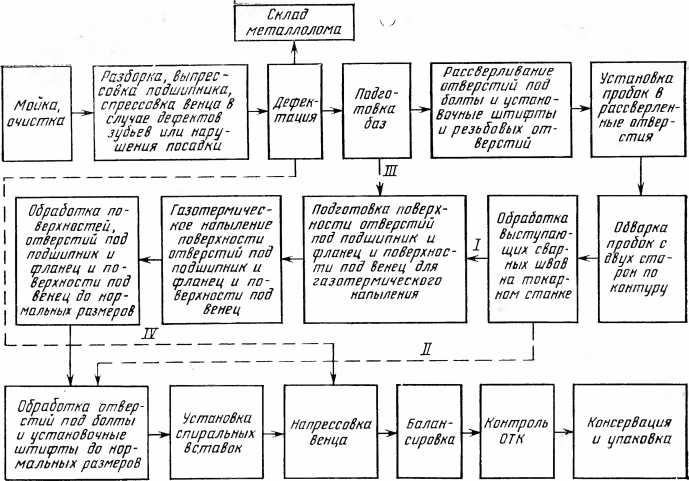
Нарушена геометрия. При локальных перегревах ГБЦ, которые довольно часто никак не проявляют себя в ходе работы мотора (так как головка хорошо прикреплена к блоку), в головке все же возникает напряжение, ведущее при ее снятии к деформации. Это объясняется нарушением прочности конструкции и появлением изменений плоскости ГБЦ. После проведения сварочных работ. В ходе ликвидации трещин головки блока цилиндров, применяют сварку, локально нагревающую ГБЦ, что и приводит к изменению ее формы. А еще, в результате применения сварочных работ, на поверхности детали появляются сварочные швы, которые легко убираются с помощью шлифовки. В процессе тюнинга двигателя. В этом случае, ГБЦ занижают путем спиливания нескольких миллиметров на шлифовальном станке.
5. Готовим головку блока к шлифовке
Перед началом непосредственной шлифовки, головку блока цилиндров дефектуют, тоесть, измеряют размер деформированного участка. Эти данные необходимы для определения глубины процесса. Измерительные работы проводятся с помощью обычной лекальной линейки, которую необходимо прикладывать к поверхности детали в пяти разных плоскостях: по длине, по центру, вдоль отверстий креплений, крест на крест и по диагонали.
Если полученные результаты, больше допустимой нормы (0,05 мм) – головку надо шлифовать. Иногда, случается, что с ГБЦ уже сняли достаточное количество металла при предыдущих операциях, и оно значительно превосходит величину явной деформации. В этой ситуации, не надо ничего придумывать и стоит просто выбросить головку, особенно учитывая тот факт, что на сегодняшний день, достать нужную запчасть вообще не проблема.
Проверку плоскости головки можно осуществить самостоятельно и в домашних условиях. Для этих целей Вам понадобятся набор щупов и металлическая линейка. Последнюю, по диагоналям прикладывают к нижней плоскости, а затем подбирают щуп, который попадает в зазор между линейкой и плоскостью головки. Конечно, этот способ несколько далек от точных величин, однако, он дает общее представление об имеющейся деформации.
Правила проведения шлифовки гласят, что ее нужно применять только в том случае, если Вы убедились в отсутствии трещин на корпусе ГБЦ. Проверить их наличие можно воспользовавшись специальным красящим веществом. Технология проста как дверь: на чистую поверхность головки наносится краска, затем, по истечении пяти минут ее смывают и…если трещины есть – Вы их сразу увидите. Дальнейшие действия требуют проверки герметичности внутренних полостей ГБЦ, при помощи специального устройства, которое «заставит» трещины проявится в форме пузырьков и повышения давления в ванне прибора. Все обнаруженные несоответствия требуют своевременного устранения, ведь только после этого можно приступать к шлифовке ГБЦ.
6. Процесс шлифовки головки блока цилиндров
После снятия головки блока, в первую очередь, появляется куча вопросов касательно ее ровности, длительности и особенностей процесса шлифовки или проверки полученного результата. Конечно, всю работу лучше доверить профессионалам, но если Вы не боитесь испортить деталь, то можно попробовать осуществить шлифовку самостоятельно, без специального оборудования. В качестве необходимого инструментария, Вам понадобиться отрезной диск или точильный камень. Не смотря на то, в каком состоянии находится ГБЦ, на проведение всех действий не должно уйти много времени.
Временно устранить проблему позволит замена прокладки, но Вы должны понимать, что надолго такого «ремонта» не хватит , так как при имеющихся неровностях, стабильной работы мотора, ждать не приходится. Кроме того, через щели будут проходить газы, которые, в скором времени, опять приведут к прогоранию прокладки. Как видите, самым оптимальным вариантом решения проблемы, все-таки, остается проведение ремонтных работ, а именно – шлифовки головки блока цилиндров. В процессе работы, не лишней будет протирка клапанов и замена их сальников, при чем сделать это, рекомендуется сразу, что б в конце выполнения шлифовочных работ не протирать прогоревший клапан. Данная процедура поможет увеличить мощность двигателя транспортного средства.
Ну вот, осталось только качественно отшлифовать ГБЦ, до устранения (затирки) всех имеющихся неровностей. Обратите внимание! Обязательно водите диском по всей длине детали, не надо пытаться тереть только в одном месте. Старайтесь равномерно зачищать все выступы, что б в результате получилась одинаково ровная поверхность.
Кстати, при использовании отрезного диска, робота должна идти быстрее, нежели при использовании точильного камня. Что касается толщины шлифовки, то здесь стоит обратиться к технической документации, прилагающийся к Вашему транспортному средству. Там, производитель должен указывать максимально допустимую глубину шлифовки плоскости, которая сможет гарантировать стабильную работу двигателя. Не забудьте озвучить эти цифры специалисту, который будет заниматься фрезеровкой ГБЦ. Это нужно для подбора соответствующей толщины новой прокладки и если надо – для укорачивания длины клапана.
Не экспериментируйте с двигателем! При превышении озвученного производителем максимального запаса для шлифовки, придется менять ГБЦ. Как правило, вся процедура шлифовки не занимает много времени, а получив обработанную и проверенную на герметичность головку блока, можете спокойно устанавливать ее на прежнее место.
Подписывайтесь на наши ленты в Facebook, Вконтакте и Instagram: все самые интересные автомобильные события в одном месте.
Была ли эта статья полезна?Да Нет
auto.today
Гильзы цилиндров
Создание максимально легкого и мощного двигателя - первоочередная задача для инженеров всех автомобильных компаний, которую они с тем или иным успехом пытаются решить уже более ста лет. Настоящей революцией стало появление двигателей, полностью сделанных из алюминия. Однако применение этого материала поставило перед разработчиками новую задачу - как создать в алюминиевом блоке прочные цилиндры? Самым удачным решением стало применение гильз, активно применявшихся при создании двигателей для мотоциклов, у которых нет общего блока цилиндров.
Виды гильз и требования, которые к ним предъявляются
Гильза должна быть очень прочной и тугоплавкой, ведь в случае с алюминиевым блоком он играет лишь роль корпуса, в котором она держится. Противостоять теплу, давлению и износу ей приходится самостоятельно. Поэтому гильзы должны обладать высокой износостойкостью, высокой антикоррозийной устойчивостью, жаростойкостью и прочностью. В зависимости от конструкции двигателя гильзы делятся на «мокрые» и «сухие». суть этого термина напрямую связана с особенностями системы водяного охлаждения двигателя.
"Мокрые" гильзы получили наибольшее распространение, так как отлично решают задачу отвода тепла
«Мокрые» гильзы
«Мокрыми» называются гильзы, наружная поверхность которых омывается охлаждающей жидкостью, циркулирующей в системе каналов, пронизывающих толщу блока цилиндров. Эта система называемой «водяной рубашкой» и служит для равномерного отвода тепла от блока цилиндров. В районе установки гильз охлаждающая жидкость "выходит на поверхность", чтобы напрямую омывать стенки гильзы. Поэтому такой тип гильз и называется мокрым. Блок цилиндров с «мокрыми» гильзами обеспечивает лучший отвод тепла, поэтому «мокрые» гильзы получили очень широкое распространение. Они применяются на легковых автомобилях Volvo, Renault, ГАЗ-24, Москвич и других.
Уплотнение между гильзой и блоком достигается путем установки медной прокладки между отлитым буртом гильзы и плоскостью блока
Ремонт двигателей, оснащенных «мокрыми» гильзами, крайне прост - в блок устанавливается новые пары гильза-поршень, не требующие доработки. Для капремонта даже нет необходимости снимать двигатель, и он может быть выполнен даже в полевых условиях.
«Сухие» гильзы
«Сухие» гильзы запрессованы в тело цилиндра и не имеют прямого контакта с охлаждающей жидкостью. Некоторые производители предпочитают делать алюминиевые блоки с не сменными гильзами методом литья. В этом случае гильзы укрепляются в форме для отливки, которая позже заполняется расплавленным алюминием. Созданные таким образом блоки цилиндров по жесткости от обычных чугунных не отличаются. При необходимости ремонта гильзы растачиваются и хонингуются, как обычные цилиндры. Такую технологию используют для производства двигателей Volkswagen, Land Rover, Honda, Audi,Volvo и ряда других.
"Сухие" гильзы хуже отводят тепло, но их применение позволяет придать блоку цилиндров монолитную жесткость
Применение гильз снимает ограничение с количества капремонтов, которые способен выдержать блок. Теоретически этом можно делать неограниченное количество раз, хотя на деле это никому не нужно, так как кузов автомобиля, к сожалению, не вечен. Так, для обычного блока без гильз допустимо не более 3-4 предусмотренных изготовителем калибров ремонтных поршней. Это ограничивает количество возможных ремонтов. Когда же выполнен последний ремонт и цилиндр больше не подлежит расточке, то «выручают» гильзы, запрессовка которых вновь поднимает ресурс блока на несколько ремонтов.
Установка гильзы в цилиндр
Внутренняя поверхность цилиндра растачивается и тщательно шлифуется перед запрессовкой, такой же обработке подвергают и наружную поверхность гильзы для плотности посадки в цилиндр. Затем гильзы, имеющие, как правило, упорную кромку в верхней части, запрессовываются в расточенный цилиндр с натягом 0.03-0.04 мм.
 Поршень и гильза цилиндра
Поршень и гильза цилиндра «Мокрые» гильзы полностью "готовы к употреблению". После запрессовки в блок цилиндров внутреннюю поверхность обрабатывать не нужно, на ней уже есть хон. Сухие гильзы, как правило, нужно растачивать после установки.
Гильзы растачивают и хонингуют строго под определенную группу поршней. Каждый поршень замеряется, и по его замерам идет расточка гильзы. После такой подгонки поршень маркируется по цилиндру и не подлежит установке в другие цилиндры. Кстати, при капремонте гильзованного двигателя рекомендуется покупать так называемые "ПОНы", подобранные в заводских условиях комплекты из гильз, цилиндров и пальцев.
Как исключение можно упомянуть японскую компанию Isuzu, выпускающую двигатели, где в блоке установлены стальные тонкостенные гильзы с покрытием из пористого хрома, не требующие механической обработки.
В двигателях Isuzu гильзы устанавливаются в блок без натяга и удерживаются в теле за счет прижима притянутой болтами установленной поверх головки блока цилиндров.
Гильзы в двигателях с воздушным охлаждением
Для двигателей воздушного охлаждения гильзы цилиндров выполнены по образу мотоциклетных, с ребрами охлаждения. Так как цилиндры должны охлаждаться потоком воздуха, из них нельзя сформировать блок и они устанавливаются на двигатель в виде отдельных деталей.
Гильзы крепятся к картеру (через медные прокладки) посредством невысоких шпилек через специальный опорный фланец или же посредством анкерных шпилек, проходящих сквозь всю головку цилиндров. Головка устанавливается на эти шпильки и затягивается в обычном порядке, прижимая тем самым цилиндры к картеру и обеспечивая герметизацию.
Мотоциклетные двигатели с воздушным охлаждением и стали "донором", давшим миру автомобильные гильзованные двигатели
Для двигателей с воздушным охлаждением гильзы цилиндров изготавливаются либо из одного вида металла (монометаллические), либо из двух металлов (биметаллические).
Монометаллические цилиндры воздушного охлаждения выполняют в основном из чугуна, иногда из стали или из легких сплавов.
Биметаллические цилиндры также выполнены из чугуна или стали, а поверх корпуса отлиты алюминиевые ребра.
Недостатки блоков с гильзами воздушного охлаждения
Двигатели с гильзами воздушного охлаждения очень восприимчивы к температурному режиму и при перегреве «страдают» отпусканием резьбы шпилек крепления цилиндров в алюминиевом блоке. Это ведет к вытягиванию шпильки и разрушению резьбы, что ослабляет затяжку гильзы и вызывает разгерметизацию и потерю компрессии. Попытка подтяжки соединения заканчивается полным выходом посадочной резьбы шпильки из тела картера и последующим ремонтом. Иными словами, допускать перегрева алюминиевого двигателя не стоит ни при каких обстоятельствах.
blamper.ru
Гильзы цилиндров
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Гильзы называются мокрыми (рис. 1, б), если они омываются охлаждающей жидкостью с наружной стороны, или сухими (рис. 1, в), если они установлены в предварительно расточенный цилиндр блок-картера. Мокрые гильзы цилиндров применяются в большинстве автотракторных двигателей: А-41 (рис. 42), Д-240 (рис. 1, а ) , 24Д (рис. 1, г). Сухие гильзы применяются при ремонте цилиндров. Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.

Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
mehanik-ua.ru



423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)