 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Способ электрошлаковой наплавки. Электрошлаковая наплавка
Электрошлаковая наплавка
Строительные машины и оборудование, справочник

Категория:
Прогрессивные методы ремонта
Электрошлаковая наплавкаПри электрошлаковой наплавке (сварке) ток проходит от электрода к детали через жидкий шлак, выделяя тепло. При этом шлаковая ванна нагревается выше температуры плавления присадочного материала и расплавляет его. Одновременно расплавляется и поверхность детали. Расплавленный металл каплями оседает вниз и формируется охлаждаемым кристаллизатором, который придает наносимому слою нужную форму.
По сравнению с другими этот способ отличается более высокой производительностью. Коэффициент плавления (количество электродного металла, расплавленного за 1 ч током 1 А) при нем в 2…4 раза больше, чем при ручной сварке, ив 1,5 раза больше, чем при наплавке под флюсом. Кроме того, по сравнению с процессами, описанными ранее, электрошлаковая наплавка обладает рядом специфических особенностей: отсутствует дуговой разряд, в результате чего разбрызгивание шлака и присадочного материала практически исключается; во много раз меньше, чем при обычной наплавке, расходуется сварочный флюс, так как объем шлаковой ванны сохраняется постоянным до окончания процесса. Флюс расходуется лишь на корочку толщиной 1… 1,5 мм, покрывающую наплавленный металл со стороны кристаллизатора. Благодаря малому расходу флюса значительно уменьшается количество тепла, затрачиваемого на его плавление, коэффициент использования электрической энергии возрастает.
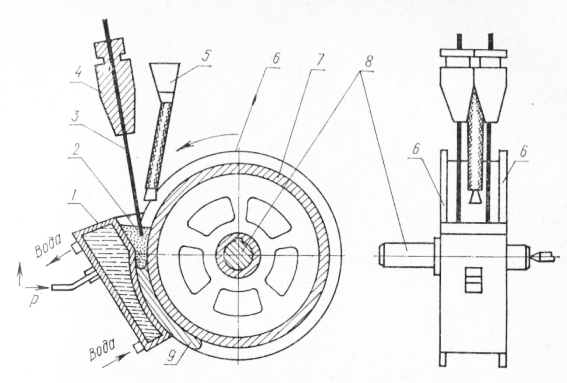
Рис. 1. Схема электрошлаковой наплавки катка:1 — охлаждаемая форма; 2 — шлаковая ванна; 3 — электрод; 4—мундштук; 5 — дозатор легирующих добавок; 6 — габаритные диски; 7 — каток; 8 — оправка; 9 — наплавленный слой.
Наличие жидкого металла над кристаллизирующимся металлом покрытия способствует удалению из последнего вредных примесей и стойкости металла наплавки к образованию трещин.
К недостатку способа относится необходимость подвергать некоторые, поверхности после их наплавки термической обработке из-за снижения в околошовной зоне ударной вязкости свариваемого металла.
Наиболее перспективно применение электрошлакового процесса для восстановления ходовой части тракторов Т-74, ДТ-75 (катков, звеньев гусениц), работающих, как известно, в абразивной среде в условиях сухого трения, а также шестерен коробок передач. При этом поверхность обода за один оборот опорного катка приобретает размеры новой детали, независимо от степени износа, эллипсности и конусности.
Схема восстановления тракторного катка обода детали показана на рис. 1. Деталь, подлежащую восстановлению, устанавливают между габаритными дисками па оправке, закрепленной в патроне или шпинделе станка. К дискам плотно прилегает охлаждаемая форма, которая служит кристаллизатором металла. Пространство, ограниченное ободом катка, габаритными дисками и формой, образует ванну, по ее конфигурации получается покрытие. Ванну заполняют расплавленным флюсом, предварительно закрыв ее снизу асбестом во избежание вытекания из ванны жидкого флюса. Включив подачу электрода и открыв дозатор с легирующими добавками, восстанавливаемой детали сообщают вращение. Когда каток сделает один оборот, деталь останавливают, предварительно прекратив подачу легирующих добавок электрода в ванну, после чего охлаждаемую форму отводят от дисков и жидкий флюс удаляют из ванны в расположенный ниже ее сборник. Затем, отведя правый габаритный диск, с оправки снимают наплавленную деталь.
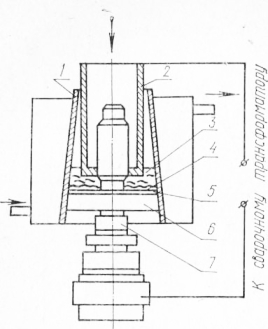
Рис. 1. Схема электрошлаковой наплавки концевых валов и шестерен: 1 — кристаллизатор; 2 — электрод-труба; 3 — расплавленный флюс; 4 — наплавленный металл; 5 — разрезное стальное кольцо; 6 — раз-резная медная токоносящая заглушка; 7 — деталь.
Режим электрошлакового процесса характеризуется следующими параметрами: глубиной шлаковой ванны, «сухим» вылетом и количеством электродов, диаметром проволоки, напряжением на электроде и скоростью его подачи, сварочным током. Оптимальным режимом наплавки обода катка является: скорость подачи электрода 210 м/ч; глубина шлаковой ванны 80 мм; «сухой» вылет электрода 150 мм. Наплавка детали производится двумя электродами из проволоки Св-08 диаметром 3 мм под флюсом АН-348 А при напряжении 34 В и токе 850…900 А. За счет введения в шлаковую ванну легирующих элементов твердость слоя наплавки составляет 41,5…51,5 HRC3. Продолжительность восстановления одной детали 7…10 мин в зависимости от величины ее износа (по диаметру и ширине).
Производственные испытания показали, что износостойкость восстановленных электрошлаковой наплавкой катков возрастает но сравнению с новыми в 1,5…1,9 раза.
Для электрошлаковой наплавки, плавки флюса и поддержания его в жидком состоянии разработаны установки ОКС-7755 и ОКС-7746. В качестве источника тока используется выпрямитель ВКСМ-1000.
Способом электрошлаковой наплавки восстанавливают валы с мелкими шлицами (например, шлицевая часть ведущего вала КПП с диаметром шлицевой части 38 мм, длина 80 мм). При этом заплавляют старые шлицы и нарезают новые по заводской технологии. Время наплавки 4 мин.
На поверхности детали оседает слой электродного металла, а шлаковая ванна постепенно перемещается вверх. В период наведения шлаковой ванны сила тока достигает 1500 А, а после ее образования — 150 А. На переоборудованной установке А-550У используется ток напряжением 32 или 46 В. Сварочный трансформатор должен иметь жесткую внешнюю характеристику. Удельный расход электроэнергии 1,5…2 кВт-ч/кг. Оптимальная глубина шлаковой ванны 30…60 мм. При меньшей глубине имеет место разбрызгивание шлака, его кипение, а при большей уменьшается глубина проплавления детали. Восстановление гладких концевых валов со значительным местным износом не вызывает затруднений.
Особый интерес представляет ремонт мелкомодульных шестерен. Их зубья наплавляют трубчатым электродом с последующей обработкой по заводской технологии.
Читать далее: Наплавка намораживанием из расплава металлов
Категория: - Прогрессивные методы ремонта
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Электрошлаковая наплавка
Для изготовления биметаллических деталей с износостойким слоем значительной толщины (более 10 мм) применяют электрошлаковую наплавку. В этом процессе используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный шлак. Электрошлаковая наплавка обеспечивает наибольшую производительность по сравнению со всеми другими способами наплавки. С помощью легированных присадок получают наплавленный слой нужного химического состава.
Наплавку можно выполнять на плоских поверхностях, а также на поверхностях тел вращения. Особенность электрошлаковой наплавки состоит в том, что можно получать гладкие, ровные поверхности наплавленнного слоя. Это дает возможность использовать детали без последующей механической обработки.
При электрошлаковой наплавке почти полностью отсутствуют потери на газообразование и разбрызгивание. Качество наплавленного металла высокое отсутствуют поры, трещины и другие дефекты.
Наплавку чаще всего выполняют на вертикально расположенных поверхностях при принудительном формировании наплавленного слоя медными, керамическими и графитовыми водоохлаждаемыми формами.
В начале процесса в зазор между деталью и водоохлаждаемой формой заливают расплавленный флюс возбуждают дугу между электродной проволокой и деталью. После образования шлаковой ванны достаточной глубины дуга потухает, и ток проходит через расплавленный шлак- начинается электрошлаковый процесс. Расход флюса при этом способе в 15-20 раз меньше, чем при электродуговом. Сварочную проволоку, электродные ленты, пластины или стержни большого сечения, а также высоколегированную проволоку и порошки можно применять как присадочный материал.
При наплавке износостойких поверхностей наиболее пригоден флюс АН-22. Наплавку осуществляют специальными сварочными аппаратами. По мере заполнения зазора наплавленным металлом деталь перемещают относительно аппарата вниз.
Режимы электрошлаковой наплавки при восстановлении опорных катков тракторов класса 30 кН имеют следующие оптимальные значения: напряжение 36-40 В; сила тока 800-900 А; скорость подачи проволоки 3-3,5 м/мин; глубина шлаковой ванны-80 мм; число электродов 2; скорость подачи сормайта 50-85 г/мин; диаметр электродной проволоки, используемой в этом случае, 3 мм; марка электродной проволоки Св-08; флюс АН-348А, АН-8.
Запорожским машиностроительным институтом разработан технологический процесс восстановления ответственных и остродефицитных деталей электровозов электрошлаковым методом.
Процесс восстановления начинается с подготовки деталей к ремонту: очистки от смазочных материалов, обрезки изношенных частей изделий. Восстановление выполняют на установке для электрошлакового переплава с использованием электрода из того же металла, что и изделие, или металла, близкого по химическому составу.
Восстанавливаемую деталь (поперечный вал уравнительной муфты) помещают на плите, к которой присоединен токоподвод. На основу детали в месте удаленной изношенной части устанавливают медный водоохлаждаемый кристаллизатор, внутренняя конфигурация которого соответствует восстанавливаемому элементу. Расходуемый электрод плавится под действием теплоты, выделяющейся в жидком электропроводном флюсе. В кристаллизаторе под слоем флюса происходят непрерывное наплавление металла и формирование восстанавливаемой части 4 детали.
Восстановленные электрошлаковым методом детали подвергаются соответствующей термической и механической обработке.
studfiles.net
Электрошлаковая наплавка - Большая Энциклопедия Нефти и Газа, статья, страница 1
Электрошлаковая наплавка
Cтраница 1
Электрошлаковая наплавка производится одной или несколькими высоколегированными проволоками, пластинами, стержнями, которые подают в зону наплавки с заданной скоростью. При электрошлаковой наплавке применяют плавленые флюсы АН-8, АН-22 и флюс АНФ-1. [2]
Электрошлаковая наплавка производится на плоские и цилиндрические поверхности для создания поверхностных слоев с особыми свойствами и для создания промежуточных слоев на кромках заготовок для последующей сварки. Техника электрошлаковой наплавки принципиально не отличается от техники сварки. [3]
Электрошлаковая наплавка может выполняться переменным и постоянным током, одним и несколькими электродами. [4]
Электрошлаковая наплавка дает возможность получать наплавляемый слой точно заданной толщины и гладкой ровной поверхности, а также придавать ему различные свойства путем изменения состава порошковой проволоки. [5]
Электрошлаковая наплавка дает возможность получать наплавляемый слой точно заданной толщины и гладкой ровной поверхности и придавать ему различные свойства путем изменения состава порошковой проволоки. [6]
Электрошлаковая наплавка может быть рекомендована для деталей, на поверхности которых требуется получить равномерный слой заданного состава. [8]
Электрошлаковая наплавка электродными проволоками и пластинами ( см. рис. 5) благодаря высоким качеству наплавленного металла и производительности находит все более широкое применение в промышленности. При необходимости получения наплавленного слоя шириной до 40 мм применяют одноэлектродную ЭШН. С увеличением ширины наплавки электроду придают колебательные движения параллельно наплавляемой поверхности либо увеличивают число электродов. Многоэлектродная ЭШН дает возможность в широких пределах легировать наплавляемый металл за счет использования электродных проволок различного химического состава. [10]
Электрошлаковая наплавка для восстановления обода катка наиболее производительна из всех видов наплавки. Этот вид наплавки основан на использовании теплоты, выделяющейся при прохождении электрического тока через расплавленный флюс от электрода к восстанавливаемой детали. Благодаря этой теплоте флюс находится в жидком перегретом состоянии, а электродная проволока и поверхность наплавляемых катков расплавляются. [11]
Электрошлаковая наплавка особенно эффективна при создании износостойких покрытий на значительных площадях и при больших партиях деталей. [12]
Электрошлаковая наплавка применяется на ремонтных предприятиях в основном для восстановления изношенных опорных катков гусеничных тракторов ( рис. 17.2), но может найти применение при ремонте и других деталей машин и оборудования. Для этой цели выпускаются специальные установки ОКС-7755. Наплавка на этих установках ведется двумя проволочными электродами диаметром 3 мм, которые по мундштукам подаются в наплавочную ванну, образованную поверхностью детали, габаритными дисками и водоохлаждаемой формой. В начале процесса в наплавочную ванну заливается расплавленный флюс, после чего включается подача электродов и привод детали. Для получения износостойкого слоя в ванну из дозатора поступают легирующие добавки. По мере расплавления присадочного материала деталь с дисками поворачивается и на ее поверхности формируется наплавленный слой. Наплавка производится за один оборот детали. [14]
Электрошлаковая наплавка ( ЭШН) разработана в 1974 г. в ИЭС им. Ток, проходящий от электрода через жидкий шлак к детали, выделяет тепло, достаточное для плавления шлака и электродного металла. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Электрошлаковая наплавка
Электрошлаковый процесс открывает новые возможности производ-ства биметаллических изделий путем наплавки. Электрошлаковый про-цесс, как правило, сравнивается с методом принудительного формирова-ния. Схема процесса электрошлаковой наплавки приведена на рис. 1.20. В пространстве, образованном наплавляемой поверхностью 6 и формирую-щим устройством 5, образуется ванна расплавленного флюса-шлака 2, в которую непрерывно подается металлический электрод. Ток, проходя между электродом и наплавляемым изделием, нагревает расплавленный шлак и поддерживает высокую температуру иэлектропроводность.
В процессе расплавления флюса наплавляемые кромки нагреваются до температуры 800...1200°С и очищаются шлаком от окислов и окалины. Ниже шлаковой ванны образовывается металлическая ванна 3, которая после затвердевания, дает слой 4, прочно сплавленный с металлом изделия (основным металлом).
Рекомендуется использовать химически активные флюсы, содержа-щие фториды щелочных и щелочноземельных элементов. Силу тока под-держивают на уровне 1000...1200 А, напряжение – 25...30 В.
Рисунок 1.20 – Схема электрошлаковой наплавки
Формирующее устройство охлаждает поверхность металлической ванны и одновременно удерживает металлическую и шлаковую ванны. Процесс наплавки начинают на графитовых, медных или стальных подк-ладках. Формирующее устройство в виде охлаждаемого водой медного ползуна медленно перемещается наверх с помощью специального механиз-ма. Довольно важна поддержка постоянного уровня ванны расплавленного металла и ванны расплавленного шлака относительно ползуна.
Положение металлической ванны контролируется путем непрерыв-ного измерения напряжения между концом охлаждаемого щупа, вмонтиро-ванного в ползун, и зеркалом металлической ванны. Это напряжение рав-няется нулю, когда щуп касается металлической ванны, и растет по мере удаления щупа. Специальная схема автоматического регулирования управ-ляет скоростью перемещения ползуна и, таким образом, расстояние от щу-па до зеркала ванны поддерживается постоянной.
Глубина шлаковой ванны поддерживается в заданных границах стро-гим дозированием и постепенной подачей флюса. Применяемый при электрошлаковой наплавке флюс должен иметь сложный комплекс свойств, среди которых: вязкость, электропроводность. Зависимость электропроводности от температуры и температура кипения имеют особенно важное значение. Расход флюса при электрошлаковой наплавке обычно очень мал; в качестве электрода может быть использована проволока, лента, пластина, труба и др.
Процесс электрошлаковой наплавки можно осуществлять разными способами, зависящими прежде всего от типов электродов и методов их применения.
Из способов электрошлаковой наплавки, получивших более широкое применение, – наплавка одной электродной проволокой без колебаний; од-ной, двумя или тремя электродными проволоками с колебаниями; плавким мундштуком (неподвижная пластина с каналами для прохода проволок).
ЭШН электродными проволоками.Электрошлаковым способом электродными проволоками можно наплавлять плоские поверхности и тела вращения при вертикальном или горизонтальном расположении наплавля-емой поверхности. На рис. 1.21показана схема процесса ЭШН проволока –ми в вертикальном положении с помощью трех составных ползунов (вмес-то ползунов можно использовать подвижный кристаллизатор).
1 –наплавляемая заготовка; 2 –составной ползун; 3 – электроды
Рисунок 1.21 – ЭШН плоской поверхности в вертикальном положении с помощью составных ползунов
Наплавку производят в зазор, образуемый наплавляемой поверх-ностью заготовки и ползунами. Электроды при наплавке могут совершать возвратно-поступательное движение вдоль зазора. Скорость поперечных колебаний электрода должна быть такой, чтобы шлак не успевал затвер-деть до момента возвращения электрода в исходное положение. Процесс начинают на подкладке или в специальном кристаллизаторе. Режимы нап-лавки (количество электродов, ток, напряжение, скорость поперечного пе-ремещения электродов, глубина ванны и т.д.) устанавливают в зависи-мости от размеров наплавляемого слоя.
При ЭШН плоской поверхности электродными проволоками в горизонтальном положении для формирования наплавленного слоя используют неохлаждаемые медные пластины или водоохлаждаемые медные кристаллизаторы. Наплавку выполняют одним или несколькими электродами с поперечными колебаниями электродов или без них. Применение нескольких электродных проволок обеспечивает быструю стабилизацию электрошлакового процесса и высокое качество зоны сплавления и наплавленного слоя. К числу преимуществ этого процесса относят малую глубину проплавления основного металла.
Наплавку наружных цилиндрических поверхностей с относительно небольшой длиной образующей (200…300 мм) при вертикальном распо- ложении оси рекомендуют выполнять в стационарных кристаллизатоpax. Процесс начинают на графитовых или стальных подкладках. После разве-дения шлаковой ванны обеспечивают синхронное вращение заготовки и кристаллизатора; мундштуки, через которые подают проволоки, в процессе наплавки передвигают только вверх. Количество электродов и режимы наплавки выбирают в зависимости от диаметра заготовки и зазора.
Электрошлаковую наплавку цилиндрической заготовки большой длины можно производить, используя подвижной кристаллизатор, непод- вижную заготовку и электроды, которые вместе с мундштуками соверша-ют колебательные движения по окружности заготовки (рис.1.22).
1 –наплавляемая заготовка; 2 –электродная проволока,
3 –кристаллизатор; 4 –наплавленный слой; 5 –стартовая подкладка
Рисунок 1.22 – ЭШН цилиндрической наружной поверхности при
большой длине образующей
Такую технологию и технику наплавки применяли при восстановле-нии и упрочнении прокатных валков. Возможны другие варианты техноло- гии и техники ЭШН наружных цилиндрических поверхностей.
Схема ЭШН внутренней цилиндрической поверхности показана на рис. 1. 23.
1 – выводная втулка; 2 –медный охлаждаемый стержень;
3 –заготовка; 4 – электрод; 5 –шлаковая ванна;
6 – металлическая ванна; 7 –наплавленный слой
Рисунок 1.23 – Схема ЭШН внутренней цилиндрической поверхности
В процессе наплавки стержень-кристаллизатор и заготовка синх-ронно вращаются, а мундштуки, подающие проволоку, только поднимают-ся вверх по мере наплавки.
ЭШН электродными лентами (ЭШНЛ).Схема процесса электро-шлаковой наплавки одной электродной лентой при горизонтальном рас-положении наплавляемых поверхностей и свободном формировании нап-лавляемого металла приведена на рис. 1.24.
1 –электродная лента;2 –токоподвод; 3 –наплавленный металл;
4 –затвердевший металл; 5 –жидкий металл; 6 –флюс;
7 – основной металл
Рисунок 1.24 – Схема ЭШН одной электродной лентой
Флюс подают только с одной стороны – перед лентой, в направлении наплавки. Процесс, начинающийся как дуговой, быстро переходит в элект-рошлаковый. За лентой остается сварочная ванна, которая защищена слоем расплавленного шлака, и закристаллизовавшийся наплавленный металл, покрытый шлаковой коркой.
Основные преимущества ЭШНЛ – высокая производительность (22 кг/ч для ленты размерами 60x0,5 мм) при малом проплавлении основ-ного металла (5…10 %). Для ЭШНЛ необходимо применять флюсы системы CaF2-AI2O3-SiO2 (АН-72, АН-90) с повышенной электропроводностью в расплавленном состоянии. При ЭШНЛ лентой шириной более 80 мм проявляется отрицательное влияние магнитного дутья, сказывающееся на качестве зоны сплавления и формировании наплавленного металла. Для борьбы с этим явлением предложены методы магнитного управления процессом ЭШНЛ.
С использованием ЭШНЛ разработаны технологические процессы изготовления следующих деталей: коррозионностойких биметаллических листов общей толщиной 12…30 мм; слябов для последующей прокатки в биметаллические листы; корпусных деталей и узлов для атомного и химического машиностроения; прокатных валков,ножей горячей резки металла, роликов моталок и т.д.
ЭШН электродами большого сечениянаиболее эффективна в тех случаях, когда необходимо наплавить за относительно короткое время бо-льшиемассы металла слоями значительной толщины. Именно по этой при-чине получила распространение ЭШН электродами большого сечения в виде труб; квадратных, круглых, прямоугольных прутков и др.
В металлургической промышленности наплавку прокатных валков выполняли электродами-трубами (рис. 1.25).
1 –наплавляемый прокатный валок;
2 –кристаллизатор; 3 –электрод-труба; 4 –трансформатор;
5 –стартовое кольцо; 6 –наплавленный слой
Рисунок 1.25 – Схема наплавки прокатных валков электродом-трубой
Например, для наплавки стальных и чугунных прокатных валков го-рячей прокатки стана 300 использовали электроды-трубы диаметром 370 мм с толщиной стенки 15…20 мм из чугуна. Никаких дефектов в виде трещин, пор, неметаллических включений в наплавленном слое не обнару-жили. Отсутствие трещин при наплавке малопластичных материалов (чу-гунов) связано с особенностями кольцевой ЭШН, позволяющей сущест-венно уменьшить остаточные растягивающие напряжения, а в ряде случаев получать даже сжимающие напряжения в наплавленном слое.
Электродами большого сечения наплавляли заготовки для прокатки сортового и листового биметалла. При изготовлении некоторых быстро изнашивающихся деталей (лемехи плугов и культиваторов, рабочие орга-ны строительных и дорожных машин и т.д.) эффективно производить наплавку не в конце, а в начале, т.е наплавлять заготовки, из которых про-катывают соответствующие профили.
Схема npoцесса наплавки выглядит следующим образом (рис. 1.26). В наплавляемой заготовке (блюмсе) предварительно прострагивают или выфрезеровывают соответствующей формы паз. Затем этот паз заплавляют электрошлаковым способом, используя электроды квадратного, прямо-угольного или круглого сечений.
1 –наплавляемая деталь; 2 – формирующая пластина; 3 – датчик уровня;
4 –электрод; 5 –шлаковая ванна; 6 –ползун
Рисунок 1.26 – ЭШН заготовок под прокатку сортового биметалла с наклонным расположением наплавляемой поверхности
При наплавке электрод подают вертикально вниз; ползун, ограни-чивающий шлаковую и металлическую ванны, остается неподвижным, а блюмс, расположенный под углом 15…35° к горизонтали, перемещают вдоль оси наклона. После прокатки такой заготовки получают соответс-твующей формы профиль, из которого изготавливают биметаллические детали с расположением износостойкого плакирующего слоя в местах наи-
большего изнашивания.
По аналогичной технологии с использованием нескольких электро-дов, расположенных в ряд, наплавляют с одной или с двух сторон заготов-ки (слябы) для последующей прокатки на двух- или трехслойные корро-зионностойкие листы.
Способами ЭШН электродами большого сечения можно восстанав-ливать и упрочнять зубья ковшей экскаваторов, била дробилок различных типов, шарошки для роторного бурения шахтных стволов и т.п. Один из вариантов технологии восстановления и упрочнения зубьев ковшей экска-ваторов с помощью стыкошлаковой наплавки электродом большого сече-ния приведен на рис. 1.27. По этой технологии изношенный зуб 1,с при-варенным встык к его торцу расходуемым электродом 2из высокоизно-состойкого материала, подают вертикально в жидкую шлаковую ванну 3глубиной 50…60 мм, находящуюся в кристаллизаторе 4, воспроизводя-щем геометрию рабочей части зуба. После расплавления расходуемого электрода образуется металлическая ванна 5и одновременно формируется рабочая часть зуба, а после оплавления торца изношенного зуба послед-ний погружают в шлак и сплавляют с новой рабочей частью 6.
Рисунок 1.27 – Стыкошлаковая наплавка зубьев ковшей
экскаваторов
ЭШН зернистым присадочным материалом(ЗПМ). В принципе использовать ЗПМ можно во многих способах ЭШН, необходимо лишь со-ответствующее оборудование для его подачи. Однако наиболее успешно этот вид присадочного материала используют при наплавке в токоподво-дящем кристаллизаторе (ТПК), разработанном в ИЭС им. Е. О. Патона.
Схема электрошлаковой наплавки ЗПМ (дробью) в токоподводящем
кристаллизаторе показана на рис. 1.28.
1 –прокатный валок; 2 –шлаковая ванна; 3 –токоподводящий
кристаллизатор; 4 –металлическая ванна; 5 –наплавленный слой;
6 –дозатор с дробью
Рисунок 1.28 – ЭШН прокатных валков в токоподводящем
кристаллизаторе дробью
Электрическая цепь проходит от токоподводящей секции кристал-лизатора через шлаковую ванну к наплавляемой заготовке. Металлическая ванна образуется при расплавлении подаваемой в шлак дроби (стружки). Дробь можно подавать одним или несколькими стационарными дозато-рами, совершающими возвратно-вращательное движение по периметру кристаллизатора. В процессе наплавки металлическая ванна постепенно кристаллизуется, формируя наплавленный слой. При этом заготовка валка остается неподвижной, а кристаллизатор поднимается вверх (возможен вариант, когда кристаллизатор неподвижен, а заготовка вытягивается из него).
Производительность наплавки при использовании этого способа сос-тавляет от десятков до сотен килограммов наплавленного металла в час. Наиболее успешно этим способом наплавляли прокатные валки с гладкой бочкой.
Разработана технология ЭШН нерасходуемым электродом штам-повых кубиков с применением в качестве присадки стружки штамповой стали (рис. 1.29).
1 –поддон; 2 –изношенный штамп; 3 –кристаллизатор;4 – шлаковая ванна; 5 –графитовый нерасходуемый электрод;
6 –дозатор стружки; 7 –стружка; 8 –металлическая ванна
Рисунок 1.29 – ЭШН нерасходуемым электродом штамповых
кубиков
В кристаллизатор 3 на поддон 1 устанавливают изношенный штамп 2 и заливают его поверхность шлаком 4. В шлак подгружают графитовые электроды 5 и начинают электрошлаковый процесс.За счет теплоты, выде-ляемой в шлаковой ванне, расплавляют ручьи штампа. Затем в шлаковую ванну из бункера 6подают стружку 7 штамповой стали, которая по мере расплавления поступает в металлическую ванну 8подплавленного штампа. Эксплуатационные испытания показали, что стойкость наплавленных та-ким способом штампов в 1,5…4,0 раза выше стойкости штампов из кова-ного металла. Вместо стружки для наплавки штампов можно успешно ис-пользовать присадочный материал достаточно больших размеров (обрезки проката, отходы мелкого инструмента и т.п.).
ЭШН жидким присадочным металлом.Использование при ЭШН жидкого присадочного металла рационально по нескольким причинам: исключаются технологические операции по превращению жидкого металла в различного вида твердые присадки; можно наплавлять металл практически любого состава; благодаря отсутствию этапа плавления в шлаковой ванне твердой присадки значительно повышается скорость наплавки.
На рис. 1. 30 показана одна из схем электрошлакового процесса получения биметаллических заготовок путем заливки жидкогометалла на твердую подложку.
Рисунок1.30 – Схема получения многослойных заготовок заливкой жидкого металла на твердую подложку при ЭШН
Заготовку 1 устанавливают в кристаллизатор 2. Шлаком 4, находя-щимся в ковше 3, заливают поверхность заготовки и начинают электрош-лаковый процесс нерасходуемыми электродами 5, питающимися от тран-сформатора 6. После нагрева поверхности заготовки до требуемой темпе-ратуры на нее наливают металл 8 второго слоя из сталеразливочного ков-ша 7 и кристаллизуют его с применением электрошлакового процесса, по-лучая двухслойную заготовку 9. По этой технологии можно также восста-навливать изношенные по высоте штампы.
Значительные преимущества имеет ЭШН жидким присадочным металлом в токоподводящем кристаллизаторе (ТПК). При этом способе наплавки в шлаковую ванну, находящуюся в ТПК, порционно или постоянно подают жидкий присадочный металл.
Схема наплавки жидким присадочным металлом в ТПК показана на рис. 1.31. Конструкция кристаллизатора такая же, как и при использовании ЗПМ.
а –заливка жидкого шлака; б –заливка порции жидкого металла;
в –вытягивание наплавляемой заготовки;г – заливка очередной порции жидкого металла
1 –емкость для жидкого шлака; 2 –наплавляемая заготовка;
3 –кристаллизатор; 4 –жидкий шлак; 5 –емкость для жидкого металла;
6 –металлическая ванна; 7–наплавленный слой
Рисунок 1.31 – ЭШН жидким присадочным металлом в
токоподводящем кристаллизаторе
Технология ЭШН жидким присадочным металлом позволяет нап-лавлять наружные поверхности цилиндрических заготовок при толщине наплавленного слоя 20…100 мм и более. Технология обеспечивает высо-кую производительность, которая в зависимости от размеров наплавляе- мых деталей и применяемых материалов составляет от десятков до сотен килограммов наплавленного металла в час.
Отличительной особенностью электрошлакового процесса является его высокая стойкость при очень низкой плотности тока – от 0,1 А/мм2 и более.
Глубина провара основного металла при электрошлаковой наплавке зависит от многих факторов. Путем перемещения электрода или изделия (например, вращение цилиндрического изделия) можно достичь более рав-номерного распределения тепла в шлаковой ванне, чем при неподвижном электроде. Соответственно проплавление происходит на меньшую глубину и более равномерное. Но довольно тяжело обеспечить долю основного ме-талла в металле наплавки менее 20 %.
При неблагоприятных условиях – слишком малом объеме расплав-ленного шлака, чрезмерном повышении напряжения, малом зазоре и др. – возможен перегрев шлака и его закипание. Кипение шлаков снижает его электропроводность, ток падает, и в результате возникает возможность не-сплавления электродного металла с основным. Эта особенность процесса затрудняет получение наплавленного слоя толщиной менее 10...12 мм.
Особенностью электрошлакового способа является возможность по-лучения гладкой и ровной поверхности наплавленного металла и очень ма-лых припусков для обработки.
При электрошлаковой наплавке иногда применяют дополнительно присадочные металлические материалы, которые подаются в шлаковую ванную без тока. Это могут быть проволоки (порошковые или сплошного сечения), пластины, стержни, крупка, дробь со сварочной проволоки, чу-гунная дробь, лигатура и др. Они расплавляются за счет теплоты в шлаке и затем попадают в металлическую ванну, принимая участие в образовании шва или наплавленного слоя. Такой метод электрошлаковой наплавки применяют с целью повышения производительности и качества наплав-ленного металла или придания ему особых свойств.
Флюсы для электрошлаковой наплавки
К флюсам для электрошлаковой наплавки(см. табл. 4.14) предъявля-ются следующие требования:
– обеспечивать быстрое и легкое установление электрошлакового процесса и его стойкость при значительных колебаниях глубины и ширины шлаковой ванны и в широком диапазоне напряжений и сварочных токов;
– обеспечивать достаточное проплавление кромок основного метал-ла и самопроизвольное формирование поверхности шва без образования подрезов и наплывов;
– флюс не должен вытекать в зазоры между кромками и формирую-щими шов устройствами при обычной для производственных условий точности сборки, а также не должен отжимать ползун от наплавляемых кромок;
– образовывать шлаки, легко отделяемые от поверхности шва;
– оказывать содействие предотвращению пор и горячих трещин и предупреждать образование неметаллических включений в металле шва;
– обеспечивать необходимые санитарно-гигиенические условия ра-боты при его изготовлении и применении;
– быть технологичными при изготовлении в обычном флюсовом производстве и не содержать остродефицитных и дорогих материалов.
По химическому составу флюсы для ЭШН сплавов на основе железа можно разделить на следующие группы (см. табл. 4.16): низкокремнистые марганцевые (АН-8, АН-8М, АН-22 и др.), фторидные (АНФ-1, АНФ-5 и др.), оксидно-фторидные (АН-25, АНФ-6, АНФ-7, АН-72, АН-90, 48 ОФ-6 и др.).
Основными свойствами шлаков, от которых зависит эффективность электрошлакового процесса, являются электропроводность, вязкость, тем-пература плавления, смачиваемость, жидкотекучесть и стабильность сос-тава при наплавке.
Физические и технологические свойства шлаков при наплавке опре-деляются химическим составом и структурой сварочных флюсов. От них в значительной мере зависит стойкость электрошлакового процесса, произ-водительность наплавки.
Технологические свойства флюса для электрошлаковой наплавки оп-ределяются характером изменения электропроводности и вязкости шлака в зависимости от температуры.
Для устойчивого ведения электрошлакового процесса электропро-водность шлака должна находиться в определенных пределах. При высо-кой электропроводности возможно появление дуги между электродом и поверхностью шлака, при низкой – возможно нарушение или прекращение электрошлакового процесса. От электропроводности шлака зависит также количество выделяющейся в шлаковой ванне теплоты и, следовательно, энергоемкость процесса и величина проплавления основного металла. От этой характеристики шлака в значительной мере зависит режим наплавки. При низкой электропроводности необходимо использовать более высокое напряжение. Так, напряжение при ЭШН с использованием флюса АНФ-1 обычно составляет 25…30 В, а с флюсом АН-8 – около 45 В. Среди ок-сидно-фторидных и фторидных флюсов наибольшей электропроводностью обладают флюсы АНФ-1, АНФ-5, АНФ-7, наименьшей – АНФ-6. У флю-сов АНФ-28, АНФ-29 и АНФ-32 наблюдается peзкое увеличение элект-ропроводности при температурах 1700…18000С. Флюс АН-25 электропро-воден в твердом состоянии, он разработан для возбуждения электрошлако-вого процесса при «твердом» старте.
Флюсы существенным образом отличаются температурой начала плавления. Флюс АН-8 расплавляется при наиболее низкой температуре, дальше идут флюсы АН-8М, АН-22, АН348А, ФЦ-7. Наиболее тугоплав-кий – флюс АНФ-1, при его использованиивозникает наибольшая опас-ность отжимания формирующих ползунов и вытекание шлаковой ванны. Наилучшим для электрошлаковой наплавки с применением формирующих ползунов является флюс АН-8.
Чем ниже температура кипения флюса, тем меньшая устойчивость электрошлакового процесса и большая возможность перехода его в дуго-вой. Так как большинство флюсов, применяемых при электрошлаковой наплавке, сложны по химическому составу и структуре, то они кипят не при конкретной температуре, а в определенном диапазоне температур.
Для стабильности электрошлакового процесса важна температура начала кипения флюса, обусловленная наиболее летучим ее компонентом. В табл. 1.4 представлены данные о температуре плавления и кипения ряда соединений, которые могут быть в расплавленных флюсах.
Таблица 1.4 – Температуры плавления и кипения химических
Дата добавления: 2015-10-28; просмотров: 502 | Нарушение авторских прав
Читайте в этой же книге: В – расплавление 3-го электрода | Д –наплавка четырьмя электродами | Наплавка под флюсом | Защитный газ; 5 – наплавляемое изделие; 6 – неплавящийсяэлектрод;7 – присадочный пруток; 8 – наплавленный металл | Электрод; 2 – защитный газ; 3 и 4 – наружный (СО2) и | Управления, 9 – баллон с углекислотой и газовой аппаратурой | Наплавка токами высокой частоты (ТВЧ) | Наплавка ТВЧ ценна там, где необходимо сохранить структуру и свойства карбидных крупинок, достичь минимального сплавления их с ме-таллом, выполняющим роль связки. | Ударно-абразивного изнашивания наплавленного металла | Условий работы |mybiblioteka.su - 2015-2018 год. (0.085 сек.)mybiblioteka.su
Способ электрошлаковой наплавки
Использование: электрошлаковая наплавка цилиндрических деталей с применением наплавящегося электрода и гранулированного присадочного материала. Сущность изобретения: наплавку ведут неподвижным электродом в пространстве, ограниченном кристаллизатором, при этом кристаллизатор приводят во вращение вместе с деталью вокруг оси детали. Нагрев ведут неплавящимся электродом. Ширину электрода в радиальном направлении наплавляемой поверхности устанавливают равной lэ = Dк/2 - 2b, где Dк - внутренний диаметр кристаллизатора, b = 12 - 20 мм - расстояние от боковой поверхности электрода до кристаллизатора и до оси детали. Ширину подачи гранулированного присадочного материала в радиальном направлении наплавляемой поверхности устанавливают равной с = Dк/2 - d, где d = 15 - 25 мм - расстояние между зоной подачи и кристаллизатором. 1 ил., 1 табл.
Изобретение относится к наплавке и может быть использовано при электрошлаковой наплавке с применением неплавящегося электрода и гранулированных присадочных материалов, преимущественно круглых поверхностей деталей.
Известен способ электрошлаковой наплавки с подачей сыпучих присадочных материалов и возвратно-поступательным перемещением электрода. При приближении электрода к стенке на расстояние прекращают подачу присадочного материала в эту зону, увеличивая его подачу с противоположной стороны электрода. Производят кратковременную остановку электрода на время перехода присадочного материала с поверхности шлаковой ванны в шлаковую ванну (авт.св. СССР 1557842 кл. В 23 К 25/00, 1988). К недостаткам способа относится его жесткая специализация для узких шлаковых ванн с прямоугольной свободной поверхностью. Способ не обеспечивает азимутальную близость статистических и динамических характеристик теплового режима шлаковой ванны, а значит стабильность свойств наплавленного металла. Наиболее близким по технической сущности к предлагаемому является способ электрошлаковой наплавки (ЭШН) деталей цилиндрической формы с подачей трубчатого плавящегося электрода, при котором используют охлаждаемый кристаллизатор и осуществляют взаимный поворот электрода и кристаллизатора вокруг оси изделия, а для улучшения качества наплавки в результате более равномерного проплавления, кристаллизатору сообщают колебательно-вращательное перемещение относительно оси изделия (авт. св. СССР 266973 кл. В 23 К 25/00, B 23 K 28/02, 1976). Способ предназначен для наплавки цилиндрических поверхностей деталей. Для электрошлаковой наплавки плоских круглых торцов этих деталей способ не применим. Кроме того, к недостаткам способа относится его низкая эффективность при большом зазоре между деталью и подвижным кристаллизатором и невозможность использования при ЭШП неплавящегося электрода и сыпучих присадочных материалов. Дозирование сыпучих и узкий зазор приводит к накоплению некоторой массы сыпучих на поверхности шлаковой ванны. Происходит закорачивание сварочной цепи от электрода через сыпучие на кристаллизатор и деталь. Это выражается в виде искровых, либо дуговых разрядов, что приводит к необходимости снижения производительности процесса (скорости подачи сыпучих), либо прекращение процесса. Увеличение же зазора между деталью и кристаллизатором нецелесообразно, т.к. может привести к существенному снижению температуры шлаковой ванны и несплавлению основного и наплавляемого материалов. Задача изобретения создания способа электрошлаковой наплавки плоских торцов деталей цилиндрической формы с применением неплавящегося электрода и гранулированных присадочных материалов, который позволял бы наплавлять плоские торцы деталей цилиндрической формы, обеспечивал азимутальную близость статических и динамических характеристик теплового режима шлаковой ванны, снижал при подаче сыпучих степень их перегрева путем учета температурных полей и гидродинамики шлаковой ванны с неплавящимся электродом, обеспечивал стабильность размеров и свойств наплавленного слоя путем непрерывного процесса наплавки и оптимизации конструктивных параметров процесса при высоких технологических показателях (высоком качестве наплавленного слоя и высокой производительности наплавки). Сущность изобретения заключается в том, что в способе электрошлаковой шлаковой наплавки торцов деталей цилиндрической формы неподвижным электродом в пространстве, ограниченном кристаллизатором, при котором кристаллизатор вместе с деталью приводят во вращение относительно оси детали, согласно изобретению, нагрев ведут с использованием неплавящегося электрода, ширину которого в радиальном направлении наплавляемой поверхности устанавливают равной lэ Dк/2 2b, где Dк внутренний диаметр кристаллизатора, b 12 20 мм расстояние от боковой поверхности электрода до кристаллизатора и до оси детали, при этом дополнительно подают гранулированный присадочный материал, ширину подачи которого в радиальном направлении наплавляемой поверхности устанавливают равной С Dк/2 d, где d 15 25 мм - расстояние между зоной подачи и кристаллизатором, гранулированный присадочный материал подают симметрично и радиально противоположно неподвижному электроду относительно оси детали на расстоянии "b" от него, а расход присадочного материала в пределах "С" и толщину электрода устанавливают переменными и увеличивающимися пропорционально расстоянию до оси детали. Уменьшение значения b ниже 12 мм приводит к возникновению дуги между электродом и кристаллизатором. Увеличение b выше 20 мм приводит к недогреву периферии детали. Уменьшение значения d ниже 15 мм приводит к возникновению горки шихты у стенки кристаллизатора. Увеличение d выше 25 мм приводит к снижению толщины наплавленного слоя у периферии детали. Наплавка плоских торцов деталей цилиндрической формы достигается, во-первых, путем ведения электрошлакового процесса в пространстве, ограниченном снизу наплавляемым торцом, а с боков кристаллизатором, во-вторых, путем нагрева с использованием неплавящегося электрода сплошного сечения, расположенного над наплавляемой торцевой поверхностью детали, в-третьих, путем подачи гранулированного присадочного материала. Повышение качества наплавленного слоя достигается путем обеспечения азимутальной близости статических и динамических характеристик теплового режима, снижения степени перегрева сыпучих присадочных материалов, стабилизации размеров и свойств наплавленного слоя. Азимутальная близость статических и динамических характеристик теплового режима достигается, во-первых, путем изменения расхода присадочных материалов по ширине дозирования пропорционально расстоянию "r" до оси детали. За счет этого по торцу детали выравниваются удельные затраты тепла на наплавку единицы поверхности. Во-вторых, путем выбора ширины электрода lэ, в радиальном направлении, обеспечивающей благоприятное условие для создания равномерного теплового потока по поверхности детали в пределах от оси симметрии до стенки кристаллизатора. Расстояние b, на которое электрод отстает как от оси, так и от стенки кристаллизатора, практически не снижает теплового потока в пределах b. Это связано с расширяющимся характером активного пятна на рабочих режимах наплавки. В-третьих, путем изменения толщины электрода пропорционально расстоянию r до оси детали. Это позволяет пропорционально увеличивать площадь поперечного сечения и силу тока в электроде в направлении к периферии шлаковой ванны, т.е. там, где пропорционально r возрастают длина пути данной точки электрода и объем шлаковой ванны. В результате по радиусу шлаковой ванны выравнивается тепловой поток. В-четвертых, путем непрерывности процесса наплавки. Отсутствие остановок детали и перерывов в подаче сыпучих способствует выравниванию температуры, толщины и свойств наплавленного слоя. В-пятых, путем использования высокой частоты вращения детали, кристаллизатора и шлаковой ванны, что позволяет снизить динамику теплообмена и аксиальную несимметрию температур шлаковой, металлической ванн и наплавленного слоя. Степень перегрева сыпучих присадочных материалов при их движении по свободной поверхности и через расплав шлака снижается, во-первых, путем дозирования сыпучих присадочных материалов в область свободной поверхности, удаленной от электрода на расстояние b 12 20 мм, температура которой на несколько сотен градусов ниже, чем области, расположенной ближе к электроду. (Быстров В. А. Веревкин В.И. Быстров А.В. Исследование температурного поля шлаковой ванны. Автоматическая сварка, 1981, N 12, с. 23). При этом также учитывается гидродинамика ванны с неплавящимся электродом; установлено, что направление гидропотоков в шлаковой ванне в широком диапазоне изменения рабочих режимов остается неизменным; у неплавящегося электрода вверх, вблизи свободной поверхности к кристаллизатору, у кристаллизатора вниз и далее, вблизи и вдоль поверхности детали к электроду (Веревкин В.И. Калашников С.Н. Быстров В. А. Белоусов П.Г Анализ тепловых и гидродинамических процессов в шлаковой ванне при электрошлаковой наплавке композиционных сплавов с мощностью математических моделей. Известия вузов. Черная металлургия, 1992, N 2, с. 75). Опускающиеся вниз сыпучие материалы при таком расположении дозаторов в первой половине пути движутся преимущественно вниз и от электродов, а во второй половине пути преимущественно вниз и к электроду. Это также способствует перемещению присадочных материалов через менее разогретые области шлака. Во-вторых, степень перегрева сыпучих снижается путем существенного разнесения относительно оси симметрии кристаллизатора и детали места положения электрода от места расположения дозатора. Они находятся радиально противоположно, что позволяет сыпучим еще до приближения электрода и, расположенной вокруг него, высокотемпературной зоны шлака опуститься на зеркало металлической ванны. В-третьих, путем использования высокой частоты вращения детали и шлаковой ванны, что снижает время нахождения слоя сыпучих металлической ванны и наплавленного слоя при повышенных температурах активного пятна. В-четвертых, путем использования неплавящегося электрода, обеспечивающего благоприятное направление движения расплава шлака, дающего большие технологические возможности для регулирования теплового потока, позволяющего избегать вредной концентрации тепла в шлаковой, металлической ваннах и наплавленном слое. Стабилизация размеров и свойств наплавленного слоя достигается, во-первых, путем выбора ширины дозирования С, обеспечивающей одновременное распределение сыпучих от оси детали до стенки кристаллизатора. Частицы сыпучих потоками шлака вблизи свободной поверхности сносятся в направлении к кристаллизатору. Вблизи него подавляющая часть потока шлака направлена вниз и совпадает с направлением силы тяжести, что ускоряет процесс перемещения частиц к зеркалу металлической ванны. В результате может происходить накопление сыпучих у гарнисажа и особенно у кольца сопряжения кристаллизатора с зеркалом металлической ванны. Этому способствуют также повышенная вязкость шлака при низкой температуре у кристаллизатора и нулевая скорость квазиламинарного движения шлака по его стенке. Расстояние d между дозатором и кристаллизатором предотвращает накопление излишнего количества сыпучих у периферии шлаковой и металлической ванн. Во-вторых, путем изменения расхода присадочных материалов по ширине дозирования пропорционально расстоянию r до оси симметрии кристаллизатора, т.е. ее радиусу. Это позволяет учесть длину траектории распределения сыпучих и получить равномерную толщину наплавленного слоя. В-третьих, путем выбора ширины электрода lэ в радиальном направлении. В-четвертых, путем изменения толщины электрода пропорционально расстоянию "r" до оси детали. В-пятых, путем непрерывности процесса наплавки. Повышение производительности наплавки достигается путем использования неплавящегося электрода большого сечения, расширения ширины зоны нагрева и зоны одновременного дозирования сыпучих, путем непрерывного дозирования сыпучих присадочных материалов, оптимизации конструктивных параметров и увеличения скорости наплавки. Использование неплавящегося электрода большого сечения позволяет повысить мощность источника нагрева, а значит, увеличить расход присадочных материалов. Расширение ширины зоны одновременного нагрева и зоны одновременного дозирования сыпучих достигается, во-первых, путем увеличения ширины электрода до значения: lэ Dк/2 2 (1) где Dк внутренний диаметр кристаллизатора; b расстояния между осью кристаллизатора и электродом, а также между кристаллизатором и электродом, b 12 20 мм. Это позволяет обеспечить одновременность нагрева по всему радиусу шлаковой ванны, сократить тем самым время и увеличить равномерность нагрева. Это, в свою очередь, дает возможность расширить зону одновременного дозирования сыпучих. Во-вторых, путем использования неплавящегося электрода трапецеидального сечения. Максимальная толщина электрода (большее основание трапеции) расположено ближе к стенке кристаллизатора, минимальная (меньшее основание) ближе к оси симметрии детали. Толщина изменяется пропорционально расстоянию до оси симметрии ванны. В результате по радиусу ванны выравнивается тепловой поток. Это позволяет и для периферийных участков шлаковой ванны задавать высокие расходы сыпучих. Учитывая распространенное требование равной толщины наплавленного слоя по всей площади наплавки, последнее позволяет поднять производительность процесса в целом. В-третьих, путем исключения остановок детали во время наплавки. Непрерывное дозирование сыпучих присадочных материалов обеспечивает их максимальный интегральный расход, в то время как любые перерывы в дозировании интегральный расход снижают. Оптимизация конструктивных параметров средств реализации способа наплавки достигается, во-первых, путем установления расстояния между электродом и кристаллизатором на уровне 12 20 мм. Это позволяет избежать закорачивания сварочной цепи от электрода на кристаллизатор через частицы сыпучих в виде искровых, либо дуговых разрядов и вынужденного уменьшения, в связи с этим, подачи присадки. Кроме того, перегрев зоны шлака у кристаллизатора приводит к расплавлению практически неэлектропроводного гарнисажа, увеличению силы тока с электрода на кристаллизатор и возникновению дугового процесса (Эрмантраута М. М. Малимонова В.И. Применение неплавящегося электрода при электрошлаковой наплавке. Сварочное производство, 1978, N 7, с. 16 18). Во-вторых, путем установления минимального расстояния между дозатором и кристаллизатором d 15 25 мм, что обеспечивает максимально возможную ширину дозирования С без скапливания у кристаллизатора сыпучих в виде горки на свободной поверхности шлаковой ванны. Это позволяет увеличить расход присадки. Увеличение скорости наплавки при увеличенном тепловом потоке позволяет выровнять температуру шлаковой ванны по азимуту и добиться хорошего сплавления и формирования наплавленного слоя с высокой производительностью. Использование неплавящегося электрода позволяет повысить мощность источника нагрева, обеспечить благоприятное для дозирования сыпучих направление движения шлака. Известно, что плавящийся электрод вызывает противоположное направление вращения шлака: у электрода вниз, у детали к кристаллизатору, вдоль него вверх и у свободной поверхности к электроду (Электрошлаковая сварка и наплавка / Под ред. Б.Е.Патона. М. Машиностроение, 1980 с. 19). Кроме того, неплавящийся электрод дает большие технологические возможности для регулирования теплового потока, позволяет избегать вредной концентрации тепла, что недопустимо, например, при наплавке композиционными сплавами. Использование неплавящегося электрода шириной в радиальном направлении, равной lэ позволяет захватить электродом максимально возможное расстояние по радиусу шлаковой ванны и тем самым обеспечить условия для создания по радиусу равномерного теплового потока. В результате стабилизируются свойства наплавленного слоя по радиусу шлаковой ванны и растет производительность процесса. Последнее связано с достаточным и равномерным разогревом всей шлаковой ванны. Размещение электрода от стенки кристаллизатора на расстоянии b 12 20 мм позволяет избежать токовые разряды через скопление сыпучих у стенки кристаллизатора и необходимость снижения, вследствие этого, производительности наплавки; избежать перегрева шлака у кристаллизатора и образования через шлак дугового процесса с электрода на кристаллизатор и необходимость снижения, вследствие этого, мощности теплового источника, а значит и производительности наплавки. Закрепление места дозирования радиально с электродом позволяет снизить степень перегрева сыпучих и создает условия для опускания присадки на зеркало металлической ванны до приближения электрода. Использование ширины дозирования в радиальном направлении C Dк/2 d, (2) где Dк внутренний диаметр кристаллизатора; d расстояние между мостом дозирования и кристаллизатором, d 15 25 мм, позволяет обеспечить одновременное распределение сыпучих по поверхности детали в пределах от оси детали до стенки кристаллизатора и тем самым повысить производительность наплавки. Размещение места дозирования от кристаллизатора на минимально возможном расстоянии d позволяет избежать накопления излишнего количества сыпучих у периферии шлаковой и металлической ванн, обеспечить максимально возможную ширину дозирования и высокую производительность процесса. Размещение места дозирования на расстоянии b от электрода позволяет осуществлять дозирование сыпучих через менее нагретые области шлака и таким образом снизить их перегрев. Изменение расхода присадочных материалов в пределах С позволяет варьировать толщину наплавленного слоя при различном удалении от оси детали. Введение в способ дополнительного изменения расхода присадочных материалов в пределах С пропорционально расстоянию до оси детали позволяет обеспечить равномерную толщину наплавленного слоя. Изменение толщины электрода позволяет изменять тепловой поток по радиусу шлаковой ванны. Введение в способ дополнительного изменения толщины электрода пропорционально расстоянию до оси детали позволяет в пределах lэ обеспечить равномерный тепловой поток по радиусу шлаковой ванны, стабилизировать свойства наплавленного слоя и повысить производительность наплавки. Сравнение заявленного решения с другими техническими решениями показывает, что вновь введенные операции известны. Однако их введение и конкретизация в указанной связи с другими операциями способа приводит к появлению новых вышеуказанных свойств, позволяющих наплавлять плоские торцы деталей цилиндрической формы, повысить качество наплавленного слоя и повысить производительность наплавки. Это дает возможность сделать вывод о наличии изобретательского уровня. Устройство состоит из водоохлаждаемого формирующего кристаллизатора 1, размещенного соосно с наплавляемой деталью 2, шлаковой ванной 3, в которую помещен неплавящийся электрод трапецеидального сечения 4, и металлической ванной 5; а также служащего для подачи в плавильное пространство сыпучих присадочных материалов 6, дозирующего устройства 7 с выходным патрубком треугольной формы. Направление движения потока указано стрелками 8. Деталь 2 может иметь осесимметричную форму, как показано на чертеже, либо иметь другую форму с плоской наплавляемой поверхностью. Кристаллизатор 1 устанавливают на деталь соосно, либо сверху и производят герметизацию плавильного пространства. Электрод 4 изготавливают в виде призмы с трапецеидальным поперечным сечением и неподвижно относительно горизонтали закрепляют на расстоянии от стенки кристаллизатора большим основанием сечения к стенке кристаллизатора, а меньшим к оси детали. Диаметрально противоположно электроду относительно оси детали неподвижно закрепляют дозирующее устройство 7 на расстоянии b от стенки кристаллизатора и на расстоянии d от электрода. Выходной патрубок дозирующего устройства изготавливают с поперечным сечением в виде треугольника. Патрубок располагают основанием треугольника к кристаллизатору, а вершиной к электроду. При этом расход присадочного материала 6 изменяется пропорционально расстоянию до оси симметрии шлаковой ванны. В плавильном пространстве, образованном кристаллизатором и деталью, наводят шлаковую ванну известным способом, например, с помощью "холодного" старта. Для этого неплавящийся электрод опускают до контакта с деталью и в плавильное пространство засыпают флюс до 1/3 высоты шлаковой ванны. Задают уставку по току наплавки на уровне 60 от номинального. Подают питающее напряжение. Возбуждают дуговой процесс, после чего электрод поднимают на 3 4 мм. Теплом дуги неплавящегося электрода производится оплавление поверхности детали и расплавление флюса. По мере расплавления флюса дуговой процесс переходит в электрошлаковый и вокруг электрода наводится шлаковая ванна. Постепенно поднимают электрод, обеспечивая межэлектродный промежуток на уровне 10 12 мм. Через 20 30 с после включения напряжения питания кристаллизатор вместе с деталью приводят во вращение с частотой на уровне 30 от номинальной. По мере их вращения производится равномерное оплавление наплавляемой поверхности детали и расплавление флюса, шлаковая ванна наводится по всей площади, охватываемой кристаллизатором, за исключением гарнисажа. По мере наведения шлаковой ванны, равномерным дозированием добавляют флюс, добиваясь конечной номинальной высоты шлаковой ванны и одновременно постепенно увеличивают ток наплавки до номинального. Межэлектронный промежуток устанавливают на рабочий уровень. Подают гранулированный присадочный материал и флюс в количестве, необходимом для компенсации расхода шлака на образование гарнисажа и химические реакции. Подачу осуществляют непрерывно в течение всего рабочего периода наплавки. Частицы присадочного материала опускаются на дно шлаковой ванны и при этом нагреваются. В зависимости от используемых присадочных материалов и целей наплавки, подбором силы тока наплавки, частоты вращения n, площади поперечного сечения электрода, межэлектродного промежутка, рода тока и других параметров можно добиться либо полного расплавления присадки, либо расплавления лишь материала-связки, так например, при износостойкой композиционной наплавке. При этом формируется металлическая ванна. Присадочные материалы равномерно рассредотачиваются по зеркалу металлической ванны. Капли расплавившихся частиц сыпучих пополняют металлическую ванну. Нерасплавившиеся твердые частицы композиционного сплава в наплавляемом слое смачиваются материалом-связкой и в результате сплавляются как между собой, так и с деталью. За счет непрерывного дозирования сыпучих происходит рост высоты наплавленного слоя. Вследствие непрерывного вращения детали со шлаковой ванной, относительно неподвижного дозирующего устройства большой ширины С и треугольного поперечного сечения зоны дозирования, происходит равномерное распределение присадочных материалов по зеркалу металлической ванны. За счет непрерывного вращения детали со шлаковой ванной относительно неподвижного неплавящегося электрода, большой ширины электрода lэ и трапецеидальной формы его поперечного сечения, наблюдается достаточно равномерный прогрев шлаковой, металлической ванн, наплавленного слоя и детали. Частицы присадочных материалов, попадая на свободную поверхность шлаковой ванны, тонут не мгновенно, а некоторое время находятся на ее поверхности. Вращение шлаковой ванны и движение шлака в радиальном направлении приводят к образованию на свободной поверхности шлейфа присадочных материалов в форме раскручивающейся спирали Архимеда. Частицы гранулированного присадочного материала, погружаясь в шлаковую ванну, смещаются потоком шлака в первой половине пути к кристаллизатору, а во второй половине к электроду. Чем больше радиус шлаковой ванны Rш.в., тем больше расстояние (с + b) от электрода по крайней точки дозирования, тем ниже скорость движения расплава шлака на свободной поверхности ванны под этой точкой, тем растянутее спираль шлейфа сыпучих. Однако, поскольку d устанавливается по минимальным условиям, а скорость движения шлака в обратном направлении у детали уменьшается, это не оказывает существенного влияния на толщину наплавленного слоя в кольце шириной d, примыкающей к кристаллизатору. Кроме того, с увеличением Rш.в. растет площадь поперечного сечения электрода и ток наплавки. Тепловой поток практически в любой точке шлаковой ванны остается постоянным, что стабилизирует температуру и не позволяет возрасти вязкости шлака. Это создает благоприятные условия для радиального движения потока. Толщину электрода устанавливают в зависимости от расстояния до оси детали по уравнению = 2
= 2 r/k1, м, (3) где k1 коэффициент. При этом тепловой поток оказывается независящим от величины
r/k1, м, (3) где k1 коэффициент. При этом тепловой поток оказывается независящим от величины где Uш.в. падение напряжения на шлаковой ванне, В; Ir сила тока на участке сечения электрода, находящегося на расстоянии r от оси детали шириной
где Uш.в. падение напряжения на шлаковой ванне, В; Ir сила тока на участке сечения электрода, находящегося на расстоянии r от оси детали шириной  r и толщиной , A; j плотность тока наплавки, А/м2; h эффективный тепловой КПД; Vнr линейная скорость наплавки на расстоянии от оси детали, м/c; A коэффициент, учитывающий степень растекания тока от электрода; n частота вращения, 1/c. Толщину зоны дозирования (выходного патрубка дозирующего устройства) gr устанавливают в зависимости от r по уравнению, аналогичному уравнению (3):
r и толщиной , A; j плотность тока наплавки, А/м2; h эффективный тепловой КПД; Vнr линейная скорость наплавки на расстоянии от оси детали, м/c; A коэффициент, учитывающий степень растекания тока от электрода; n частота вращения, 1/c. Толщину зоны дозирования (выходного патрубка дозирующего устройства) gr устанавливают в зависимости от r по уравнению, аналогичному уравнению (3): r= 2r/k2, м, (5) где k2 коэффициент. Текущий расход присадочного материала в пределах С находится по уравнению:
r= 2r/k2, м, (5) где k2 коэффициент. Текущий расход присадочного материала в пределах С находится по уравнению: где Vи скорость истечения сыпучих из дозирующего устройства, Vи const по всему сечению дозирования. При этом высота насыпаемого за один оборот детали слоя сыпучих оказывается независимой от r:
где Vи скорость истечения сыпучих из дозирующего устройства, Vи const по всему сечению дозирования. При этом высота насыпаемого за один оборот детали слоя сыпучих оказывается независимой от r: где В коэффициент, учитывающий степень расширения струи сыпучих при свободном падении и в шлаковой ванне. Дозирование сыпучих и/или гранулированных присадочных материалов согласно уравнению (6) можно осуществлять как одним, так и несколькими дозаторами. Последнее предпочтительнее, т. к. более надежно, из-за облегчения схода сыпучих и предотвращения их зависания в дозирующем устройстве. В этом случае вся ширина дозирования С разбивается на ряд участков и в пределах каждого участка дозирование идет от одного дозатора. Выполняли наплавку неплавящим графитовым электродом матриц штампов из стали 25Л с диаметром наплавляемой поверхности 200 мм. В качестве наплавочного материала использовали порошок из сплава сормайт 1, флюс АН-348 А, электрод сечением в виде равнобокой трапеции высотой 70 мм и основаниями 7 и 35 мм. k1 15, k2 1170, d 20 мм, b 15 мм. Режим наплавки: сила тока 1500 А, напряжение 40 В, глубина шлаковой ванны 40 45 мм, межэлектродный промежуток 15 мм, частота вращения 0,06 1/c, род тока - постоянный, полярность прямая. Производительность наплавки 135 140 кг/ч. Для поиска оптимального диапазона изменения b, d, k1 и k2 производилась наплавка с их различными значениями. Результаты эксперимента приведены в таблице. Как следует из таблицы, оптимальными являются значения d, b, k1 и k2, принятые в первом опыте, которые можно рекомендовать для использования. Они обеспечивают высокое качество наплавленного слоя и высокую производительность наплавки. Способ может использоваться не только для наплавки круглых плоских поверхностей деталей, но и для других осесимметричных плоских поверхностей, например, в виде многоугольника. Однако в этом случае качество наплавки будет снижаться по мере отклонения формы наплавляемых поверхностей и кристаллизатора от круглой. Способ обеспечивает наплавку торцов деталей цилиндрической формы, азимутальную близость статических и динамических характеристик теплового режима шлаковой ванны, снижает степень перегрева сыпучих, обеспечивает стабильность размеров и свойств наплавленного слоя. Он позволяет достичь высокого качества наплавленного слоя и высокой производительности наплавки.
где В коэффициент, учитывающий степень расширения струи сыпучих при свободном падении и в шлаковой ванне. Дозирование сыпучих и/или гранулированных присадочных материалов согласно уравнению (6) можно осуществлять как одним, так и несколькими дозаторами. Последнее предпочтительнее, т. к. более надежно, из-за облегчения схода сыпучих и предотвращения их зависания в дозирующем устройстве. В этом случае вся ширина дозирования С разбивается на ряд участков и в пределах каждого участка дозирование идет от одного дозатора. Выполняли наплавку неплавящим графитовым электродом матриц штампов из стали 25Л с диаметром наплавляемой поверхности 200 мм. В качестве наплавочного материала использовали порошок из сплава сормайт 1, флюс АН-348 А, электрод сечением в виде равнобокой трапеции высотой 70 мм и основаниями 7 и 35 мм. k1 15, k2 1170, d 20 мм, b 15 мм. Режим наплавки: сила тока 1500 А, напряжение 40 В, глубина шлаковой ванны 40 45 мм, межэлектродный промежуток 15 мм, частота вращения 0,06 1/c, род тока - постоянный, полярность прямая. Производительность наплавки 135 140 кг/ч. Для поиска оптимального диапазона изменения b, d, k1 и k2 производилась наплавка с их различными значениями. Результаты эксперимента приведены в таблице. Как следует из таблицы, оптимальными являются значения d, b, k1 и k2, принятые в первом опыте, которые можно рекомендовать для использования. Они обеспечивают высокое качество наплавленного слоя и высокую производительность наплавки. Способ может использоваться не только для наплавки круглых плоских поверхностей деталей, но и для других осесимметричных плоских поверхностей, например, в виде многоугольника. Однако в этом случае качество наплавки будет снижаться по мере отклонения формы наплавляемых поверхностей и кристаллизатора от круглой. Способ обеспечивает наплавку торцов деталей цилиндрической формы, азимутальную близость статических и динамических характеристик теплового режима шлаковой ванны, снижает степень перегрева сыпучих, обеспечивает стабильность размеров и свойств наплавленного слоя. Он позволяет достичь высокого качества наплавленного слоя и высокой производительности наплавки.Формула изобретения
Способ электрошлаковой наплавки деталей цилиндрической формы неподвижным электродом в пространстве, ограниченном кристаллизатором, при котором кристаллизатор вместе с деталью приводят во вращение относительно оси детали, отличающийся тем, что нагрев ведут с использованием неплавящегося электрода, ширину которого в радиальном направлении наплавляемой поверхности устанавливают равной lэ Dк/2 2b, где Dк внутренний диаметр кристаллизатора, b 12 20 мм расстояние от боковой поверхности электрода до кристаллизатора и до оси детали, при этом дополнительно подают гранулированный присадочный материал, ширину подачи которого в радиальном направлении наплавляемой поверхности устанавливают равной C Dк/2 d, где d 15 25 мм расстояние между зоной подачи и кристаллизатором, гранулированный присадочный материал подают симметрично и радиально противоположно неподвижному электроду относительно детали на расстоянии b от него, а расход присадочного материала в пределах C и толщину электрода устанавливают переменными и увеличивающимися пропорционально расстоянию до оси детали.РИСУНКИ
Рисунок 1, Рисунок 2www.findpatent.ru
Электрошлаковая наплавка Википедия
Электрошла́ковая напла́вка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через неё электрического тока.
Описание процесса
Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Классификация
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Литература
wikiredia.ru
Электрошлаковая наплавка - это... Что такое Электрошлаковая наплавка?
Электрошлаковая наплавка (ЭШН) — разновидность электрошлакового процесса; технология, основанная на нанесении расплавленного металла на рабочую поверхность изделия, при которой оплавление основного и расплавление присадочного металлов происходит за счет тепла, выделяющегося в шлаковой ванне при протекании через нее электрического тока. Ванна жидкого шлака, имея меньшую, чем у расплавленного металла, плотность, постоянно находится над поверхностью металлического расплава, защищая его от воздействия воздуха. Капли присадочного металла, проходя через шлак, подвергаются металлургической обработке и очищаются от вредных примесей. Направление конвекции шлака зависит от диаметра электрода: при наплавке тонким электродом преобладает вынужденная электромагнитная конвекция, шлак опускается у электрода и поднимается по краям шлаковой ванны, при использовании толстого электрода преобладает свободная тепловая конвекция, шлак опускается по краям шлаковой ванны и поднимается вблизи электрода.
Различают наплавку с принудительным (ЭШН в водоохлаждаемых кристаллизаторах и формирующих устройствах) и свободным (ЭШН лентами) формированием наплавляемого слоя. По начальной стадии электрошлакового процесса различают «твердый» старт (наведение шлаковой ванны происходит непосредственно в зоне наплавки) и «жидкий» старт (в полость кристаллизатора заливают заранее приготовленный шлак).
Сущность ЭШН с принудительным формированием наплавляемого слоя заключается в следующем. В шлаковую ванну, находящуюся в полости, образованной наплавляемой поверхностью и водоохлаждаемым кристаллизатором, подается электродный присадочный материал. Ток, проходя между электродом и наплавленным металлом через жидкий шлак, разогревает его до высокой температуры, достаточной для расплавления подаваемого присадочного материала (от 1650 до более, чем 2000 градусов цельсия) и оплавления поверхности изделия. Расплавленный металл опускается на дно шлаковой ванны и, кристаллизуясь, образует наплавленный слой.
В качестве присадочного материала используются один или несколько электродов из сплошных или порошковых проволок, ленты, пластинчатые электроды большого сечения, плавящиеся мундштуки и композиционные проволоки. При использовании неплавящихся (графитовых, вольфрамовых) электродов возможно применение электронейтральных некомпактных присадочных материалов: дроби, жидкого металла.
При ЭШН композитных покрытий в шлаковую ванну сыпят сверху гранулированный твёрдый сплав, температура плавления которого выше температуры плавления металла-связки, необходимость применения которого обусловлена недопустимостью вторичного расплавления некоторых твёрдых сплавов, из-за чего наплавка монопокрытий из таких материалов невозможна. Твёрдость и износостойкость обеспечивается частицами твёрдого сплава, а металл-связка держит их на поверхности детали.
См. также
Электрошлаковая сварка
Наплавка
Литература
dic.academic.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)