 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Электродуговая сварка – самый популярный вид сварочного процесса. Электродуговая сварка
Электродуговая сварка для начинающих - основные принципы
Электродуговая сварка – широко распространенный в наше время способ соединения металлических деталей для получения из них различных конструкций. В этой статье мы будем рассматривать, что из себя представляет процесс электродуговой сварки и как он должен проводиться – с точки зрения необходимого оборудования и с точки зрения мер предосторожности. Данный материал ориентирован на начинающих сварщиков.
Приручить сварочную дугу под силу каждому
Электродуговая сварка для начинающих
Принцип работы электродуговой сварки
Электродуговая сварка основана на нагреве свариваемых деталей электрической дугой. Как правило, дуга возникает между электродом и деталями – ее теплота расплавляет металл электрода и кромок свариваемых изделий, в результате последние соединяются. Расплавленный шлак идет на поверхность сварочной ванны и образует защитную пленку, которая предохраняет сварной шов от окисления до его остывания.
Для того, чтобы понять, как функционирует электродуговая сварка, вы можете просмотреть тематическое видео – видео поможет вам лучше понять принцип работы.
Для образования дуги используются специальные источники питания, преобразующие ток из электросети. Возможна работа переменным и постоянным током. В первом случае напряжение понижается на трансформаторе, во втором – ток еще и выпрямляется на выпрямителе.
Электроды могут быть плавкими и неплавкими – в первом случае сварной шов создается при расплавлении самих электродов, во втором плавятся специальные прутки присадочного металла, вводимые в сварочную ванну.
Для того, чтобы защищать металл сварочной ванны от окисления, в зону соединения могут подаваться защитные газы (гелий, аргон, углекислый газ и различные смеси газов) посредством сварочной головки.
Чтобы понять принцип защиты сварочной зоны, вы можете просмотреть тематическое видео. В Интернете достаточно много видео, которые посвящены этому процессу, и эти видео помогут вам добиться лучшего понимания проведения работ.
Классификация
Электродуговая сварка классифицируется по различным параметрам:
- По автоматизации – ручная и автоматизированная;
- По защите сварочной зоны – газовая, аргонно-дуговая, электродуговая сварка под флюсом;
- По режиму – работа постоянным током, работа переменным током, импульсная сварка;
- По области применения – электродуговая сварка черных металлов, труб, алюминия.
Устройство электродуговой сварки
Электродуговая сварка подразумевает наличие сварочного аппарата, свариваемых деталей, электрода или присадочных прутков, а также, при необходимости, оборудования для защиты сварочной зоны.
Главная часть сварочного аппарата — источник тока. Его основой является мощный понижающий трансформатор. Источники тока сварочных аппаратов постоянного тока комплектуются выпрямителями для того, чтобы преобразовывать переменный ток из сети электроснабжения в постоянный.
Помимо этого, широко распространены инверторные источники сварочного тока. Принцип их действия таков: переменный ток из сети электроснабжения подается на выпрямитель и преобразуется в постоянный.
Затем на инверторе постоянный ток преобразуется в высокочастотный переменный, который, в свою очередь, преобразуется на сварочном трансформаторе, снижающем напряжение. Сварочный трансформатор для высокочастотных токов имеет существенно меньшую массу, чем трансформатор для стандартного переменного тока частотой 50 Гц. После этого ток может использоваться для работы сразу же или после выпрямления.
Кроме источника сварочного тока сварочные аппараты оснащены различными дополнительными устройствами – проводами для передачи электричества, держателями для электродов и т.д.

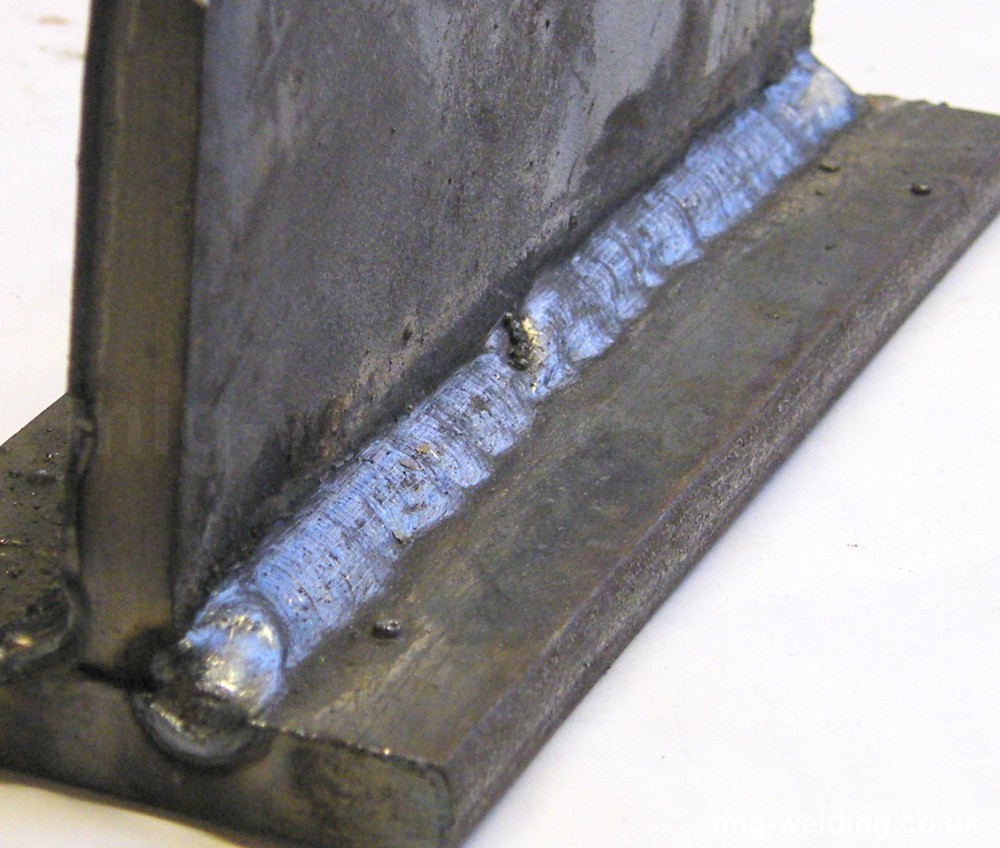
Такой шов может быть и вашего исполнения
Вспомогательные инструменты
Для нормального проведения процесса сварочных работ сварщику необходимы:
- Держатель для электродов. Как правило, используются винтовые или зажимные держатели для электродов. Держатель должен быть удобным, не допускать выскальзывания электродов. Держатели классифицируются по ГОСТ.
- Защитная маска – необходима для защиты глаз от излучения сварочной дуги. Материал маски должен обладать низкой теплопроводностью, не воспламеняться от искр, не пропускать ультрафиолетовое излучение. Как правило, маски изготавливают из листовой фибры, на уровне глаз делают специальную прорезь, в которую вставляют стекло светофильтра. Светофильтры, согласно ГОСТ, не должны пропускать ультрафиолетовое излучение, инфракрасное же излучение должно задерживаться как минимум на 96%. Щитки, маски и светофильтры для сварки классифицируются по ГОСТ – для щитков и масок предназначен ГОСТ 1361-69, для светофильтров – ГОСТ 9497-60. Реализуемые защитные приспособления должны соответствовать ГОСТ.
- Средства защиты органов дыхания – поскольку продукты сварочного процесса вредны для здоровья, сварщик должен защищать органы дыхания. Средства защиты, как правило, действуют по принципу респирации. В условиях особой токсичности воздуха в рабочей зоне наряду с масками используются системы очистки воздуха.
Для выполнения вспомогательных операций сварщику необходимы:
- Стальная щетка – для чистки металла;
- Молоток – для отбивки шлака;
- Зубило – для того, чтобы вырубать дефектные участки шва;
- Фартук и рукавицы.
Меры безопасности
Поскольку сварка – достаточно опасный производственный процесс, необходимо соблюдать следующие меры предосторожности:
- Регулярно проверять оборудование;
- Заземлять свариваемые изделия, аппаратуру и источники тока в соответствии со стандартами;
- Знать меры оказания первой помощи при поражении электрическим током;
- Предохранять органы зрения от светового воздействия электродуги.

Все участки тела сварщика должны быть закрыты
Для начинающих сварщиков будет полезно просмотреть видео по технике безопасности. Если вы посещаете уроки сварки – уделите мерам безопасности пристальное внимание, поскольку это весьма важно. В учреждениях, где проводятся уроки для начинающих сварщиков, вам может попасться задание выполнить реферат по технике безопасности – в этом случае вы будете помнить ее, поскольку выполнить реферат – хороший способ запомнить материал.
Заключение
Мы рассмотрели процесс электродуговой сварки. Надеемся, эта информация будет Вам полезна. Вы можете обучиться сварке, записавшись на курсы, где проводят уроки сварки (для начинающих сварщиков существуют курсы, где можно получить разряд всего за несколько месяцев), либо с помощью видео-уроков для начинающих. Также вы можете прочитать какой-нибудь материал, посвященный этой теме, к примеру – реферат. Хороший реферат способен объяснить много аспектов сварки, и поэтому реферат вполне может считаться обучающим материалом.
zavarimne.ru
Электродуговая сварка: видео обучение
Для соединения металлических конструкций часто используется термическое воздействие на их отдельные части. Ручная и автоматическая электродуговая сварка является одним из самых популярных подобных видов работ.
Виды
Электродуговая металлическая сварка (ГОСТ 5264-80) – это процесс соединения металлов, во время которого температура электрической дуги может достигать 7000 градусов. Это уникальный вид соединения отдельных частей конструкций, т. к. таким способом можно сварить любые известные металлы. После застывания на месте сцепления образовывается сварной шов. Используется для ремонта кузова автомобиля, газовых, водяных и прочих труб, при производственных работах и т. д.
 Фото – принцип электродуги
Фото – принцип электродугиЭлектрическая дуга расплавляет металл и металлические электроды, после чего жидкость, образовавшаяся посредством температурного воздействия, заполняет зазор между двумя заготовками.
 Фото – газовая горелка
Фото – газовая горелкаВиды дуговой электрической сварки:
- Ручная;
- Полуавтоматическая;
- Автоматическая.
Главное различие между процесса заключается в принципе проведения работ. При ручной все действия по соединению металлов осуществляются своими руками, при автоматической – соответственно, исключительно сварочным аппаратом. Полуавтоматический процесс является комбинированным. Здесь для сварки металлов используются электроды.
 Фото – шов
Фото – шовТакже в зависимости от используемого тока, процесс электродуговой сварки может осуществляться:
- Переменным;
- Постоянным. В свою очередь, такая технологическая сварка бывает прямой полярности (минусовыми электродами) и обратной (плюсовыми).
В зависимости от необходимого тока, может использоваться разное оборудование и способы соединения. Также у сварщиков, зависимо от типа технологической обработки, используются различные электроды: плавящиеся и неплавящиеся. Плавящиеся могут использоваться в любой среде. Они работают за счет образования дуги между металлом и электродом. В зависимости от длины соединяемых деталей, по мере сварки электрод подается на места стыков. Применяются для углеродистой стали, соединения алюминия, меди и т. д.
 Фото – открытая дуга
Фото – открытая дугаДля небольших и тонких соединений используются неплавящиеся. Они часто применяются для сварки трубопроводов, тугоплавких металлов и другого. С такими целями применяются вольфрамовые электроды, графитовые и угольные.
Также электродуговая сварка классифицируется по типу защиты:
- В среде защитных газов (ГОСТ 14771-76). Это аргонная и углекислая;
- В среде шлаков. Это процесс термического воздействия на металлические соединения под флюсом или толстопокрытыми электродами. Процесс пользуется популярностью при пайке различных труб большого диаметра;
- С комбинированной защитой. Процесс пайки, в котором режимы производятся в газовой среде с толстопокрытыми флюсами.
 Фото – электроды
Фото – электродыТехнология электродуговой сварки имеет свои достоинства и недостатки. Преимущества процесса:
- Доступность сварочного оборудования и дополнительных элементов (флюса, электродов). Купить инверторы можно в любом электротехническом магазине. Средняя цена – от 30 долларов за ручной инвертор и от 80 за полуавтоматический;
- Зона термического воздействия имеет очень малое влияние на несвариваемые участки металлов. Это крайне важно для соединения труб и тонких прокатных металлических листов.
Методы электродуговой сварки имеют и некоторые недостатки:
- Необходимо применение специального оборудования. Электродуговая сварка проводится только специальными инверторами и электродами;
- Для сварки нержавейки (легированной стали), алюминия, меди и других плавких металлов обязательно требуется зачистка соединяемых элементов. Кромки подготавливаются перед процессом термической обработки и после его окончания (только при условии полного остывания металла).
 Фото – соединение труб
Фото – соединение трубВидео: обучение дуговой сварке
Как проводится
Чтобы правильно сваривать металл электродуговой сваркой, необходимо строго следовать инструкции. Только при этом условии сварной шов будет достаточно прочным и аккуратным.
Пошаговая инструкция:
- Кромки заготовок зачищаются и обезжириваются, при необходимости производится их резка. К ним приставляется раскаленный электрод. Торец электрода разделяет определенный участок поверхности свариваемой детали на ионы и электроны. В этом пространстве и возникает дуговой разряд;

 Фото – зачистка
Фото – зачистка - Для того чтобы процесс сваривания происходил быстрее и результат был надежнее, на поверхность сварной арматуры (электродов) наносятся различные вещества. Это может быть кальций, калий, натрий. Они ускоряют процесс разделения металла на частицы;
- По типу сварки она может производиться открытой дугой (плавлением незащищенным потоком направленных частиц) и закрытой. В открытом положении купли металла насыщаются азотом, что негативно сказывается на качествах шва. Чтобы снизить это влияние электроды покрываются слоем металла. Для производства более выгодно использовать закрытый метод, в котором место сваривания защищено от воздействия кислорода;
 Фото – необходимые инструменты
Фото – необходимые инструменты - Когда все подготовительные процессы завершены, нужно установить электрод в инвертор и несколько раз провести концом прута по торцам свариваемых деталей – это зажжет дугу. Аппараты подбираются по типу проводимых работ и в зависимости от особенностей и свойств металлов. После включения сварочного устройства нужно установить ток на нужном уровне, и пока система разогревается, надеть средства безопасности;
 Фото – защита
Фото – защита - У разных аппаратов есть различные режимы для сварки, но любые современные устройства изготовлены таким образом, что не дают электродам залипать. Поэтому стараться держать прут на определенном уровне от поверхности нет необходимости;
- Схема сварки: опереть электрод на поверхность свариваемых деталей и аккуратно медленно вести по зазору. Ванная заполнится жидким металлом, который при застывании образует прочное соединение. Чтобы максимально точно рассчитать мощность, ток и продолжительность воздействия дуги, необходимо воспользоваться операционной картой технологического процесса;
- Вертикальные швы свариваются короткой дугой. Угол соприкосновения электрода и свариваемой поверхности должен быть прямым, допускается отклонение на 10 градусов. Во избежание наплавления металла в одной точке может использоваться техника елочки, треугольника или многослойное прохождение тонкой дугой. Каждая методика имеет свои особенности, поэтому подбирается нужный способ в зависимости от потребностей и уровня подготовки.
 Фото – вертикальная электродуговая сварка
Фото – вертикальная электродуговая сваркаПосле того как ремонт окончен, нужно зафиксировать пластины в определенном положении до полного застывания ванной и шва.
www.asutpp.ru
Технология электродуговой сварки металлов
Воздействие электрической дуги на структуру материала – один из старейших способов получения прочного соединения между металлическими заготовками. Первые технологические подходы к данному способу сварки имели массу недостатков, связанных с пористостью шва и образованием трещин в рабочей зоне. К сегодняшнему дню производители оборудования и вспомогательных устройств существенно оптимизировали методику проведения электродуговой сварки, расширив и область ее использования.
Общие сведения о технологии
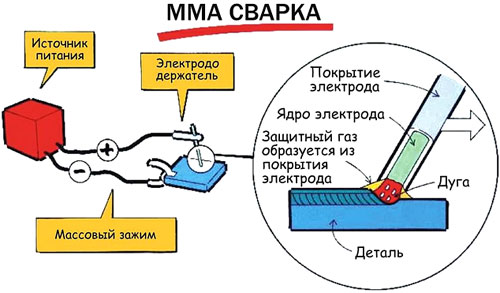
Метод носит обозначение ММА (Manual Metal Arc), что можно расшифровать как ручную сварку штучными электродами. Рабочий процесс базируется на управлении электрическим током, подаваемым к целевой зоне специальным источником, подключаемым к сети. К свариваемым деталям ток подводится двумя кабелями разной полярности. Собственно, замыкание электрической цепи и провоцирует образование дуги, тепловое воздействие которой плавит металл и формирует сварочную ванну.
После завершения тепловой атаки рабочая зона остывает, а ее структура кристаллизуется. Важной составляющей технологии электродуговой сварки является электрод. Как правило, это стальной стержень, обеспеченный обмазкой с определенным химическим составом. По мере воздействия электродуги структура прутка тоже плавится и каплями поступает в рабочую зону, образуя с заготовкой единый по структуре материал.

Поджиг дуги как первый рабочий этап
Как уже говорилось, инициация теплового воздействия происходит в результате замыкании электрической цепи. Сама дуга в зависимости от применяемого источника тока может характеризоваться пологопадающими, крутопадающими или жесткими вольтамперными свойствами. Она возникает в результате подачи тока к электроду и поверхности рабочей заготовки. Ток пропускается через оба объекта, после чего между ними и образуется электрическая дуга.
Само возбуждение процесса происходит разными способами. В одном случае электродуговая сварка инициируется путем кратковременного касания прутком рабочей детали с быстрым отрывом. А в другом – выполняются чиркающие касания с такими же отрывами на определенные расстояния. При этом стабильность сварки будет зависеть именно от выдержки приемлемой дистанции между электродом и заготовкой. Если превысить это расстояние, то горение дуги прекратится. И напротив, слишком близкое расположение стержня к свариваемой детали может вызвать слипание материалов. Выбор оптимального отступа зависит от степени эластичности самой дуги, которая в том числе определяется вольтамперными настройками оборудования. Опытные мастера могут корректировать дистанцию в рамках допустимого диапазона, влияя таким образом и на эффективность расплава, и на провар металла.
Процесс сварки

В работе участвует уже упомянутый источник тока, виды которого будут рассмотрены отдельно, и два кабеля с разной полярностью. Один кабель оканчивается электродным держателем, а другой – зажимом клеммы, которая фиксируется на заготовке. В результате теплового воздействия инициированной дуги происходит плавление металла в сварочной ванне. По мере течения этого процесса выполняется и перенос капель плавящегося электрода – мелкокапельный и крупнокапельный. Здесь надо подчеркнуть значимость покрытия прутка. Химический состав обмазки определяется не столько требованиями к взаимодействию с электрической дугой, сколько влиянием на структуру шва, которая примет в себя компоненты покрытия через плавящиеся капли.
В процессе электродуговой сварки также происходит сгорание внешнего слоя электрода, в результате чего образуются газообразные защитные соединения. Формирование облака, которое не допускает вредного воздействия от окружающей среды, является принципиальным отличием современного подхода к сварке ММА. После прекращения подачи электрической дуги начинается процесс затвердевания и кристаллизации образованного соединения.
Типы получаемых швов
Существует несколько классификаций швов, которые можно получить в процессе данной сварки. Например, по положению выделяют потолочные, вертикальные и горизонтальные соединения. В свою очередь, вертикальные швы различаются в зависимости от направления – на спуск и подъем. Горизонтальные стыки, пожалуй, наиболее сложные, так как из сварочной зоны металл будет попадать на нижние кромки заготовки. По этой же причине верхняя кромка может получить подрез.
По протяженности различают прерывистые и непрерывные соединения. Первые довольно часто используются по той причине, что позволяют сэкономить ресурсы и время. Сплошные швы электродуговой сварки применяют в тех случаях, когда нужно обеспечить высокую степень надежности при сопряжении двух ответственных конструкций. Прерывистое соединение менее прочное, но в определенных условиях оно себя оправдывает.
Есть и классификация по выпуклости. Этот параметр зависит от объема наплавленного металла. Различают выпуклые, нормальные и вогнутые швы. При этом не стоит рассчитывать, что наличие большого количества наплава как такового обеспечивает прочность и долговечность соединения. Под действием высоких нагрузок и вибраций такой шов проигрывает стыку нормальной структуры.
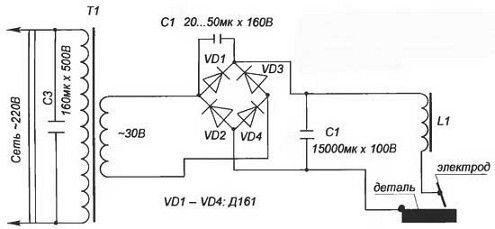
Трансформаторы для сварки MMA

Это универсальный источник и преобразователь электрического тока, который также задействуют при сварке флюсом и плазменной резке металла. Такие аппараты просты в устройстве, неприхотливы в обслуживании и надежны. Управление даже современных моделей по большей части механическое. Начинку оборудования представляет катушка с намотанной проволокой – сердечник, преобразующий сетевой электрический ток в нужное для конкретных задач напряжение. Важно отметить, что работа с электродуговой сваркой под трансформаторным энергоснабжением предполагает использование переменного тока, что требует профессиональных навыков от оператора.
Инверторные аппараты

Наиболее технологичный, удобный в обращении и функциональный прибор для поддержки современной сварки. Он обеспечивает работу в условиях постоянного тока, повышая шансы на получение ровного и чистого шва даже у новичка. Что еще важно, электродуговая сварка с инвертором позволяет использовать для питания бытовую сеть, если она способна обеспечивать силу тока от 16 А до 25 А. В целом же это оптимальное решение для частных нужд, когда требуется обработка деталей в гараже, укладка металлических покрытий и т. д. Специалисты же могут использовать ресурсы инвертора и для аргонно-дуговой сварки, расширяя возможности эксплуатации оборудования.
Выпрямители для электродуговой сварки
Такие приборы служат для преобразования сетевого тока из переменного в постоянный, также способствуя выполнению качественных швов. Главным же отличием этого вида источников тока является слаженность взаимодействия с разными типами электродов. С такой поддержкой аппараты электродуговой сварки можно использовать для операций в защитных газовых средах – например, если пруток выполнен из стали или цветмета. К недостаткам же выпрямителей относят крупные размеры, большую массу и, как следствие, сложности с транспортировкой. Поэтому производители в качестве дополнения предлагают ходовые платформы с колесами для удобного перемещения аппарата.
Плюсы технологии

Конфигурация данного метода сварки на фоне многих альтернативных методов может казаться устаревшей и малоэффективной, тем не менее в рамках этой концепции можно организовать возможность обработки практически всех распространенных видов металлов. Универсальность является основным преимуществом метода MMA. Отмечается и плюс с точки зрения физической эргономики работы. Нельзя сказать, что ручная электродуговая сварка комфортна, однако сама возможность выполнения операций в любых положениях и в замкнутых пространствах очень ценна.
Отдельно стоит подчеркнуть и независимость от внешних атмосферных и температурных условий работы. Процесс можно организовать и в помещении, и на улице. Если же речь будет идти о повышенных требованиях к качеству шва, то технология допускает использование защитных сред для предотвращения доступа воздуха в сварочную ванну, что минимизирует риски появления дефектов.
Минусы технологии
Способ весьма дешево обходится в плане организации, что не может не обуславливать и ряд негативных факторов. Например, исключение современных методов автоматизации процесса и электронного контроля отдельных параметров источника тока перекладывает ответственность за качество шва на оператора. От его навыков в большей степени будут зависеть характеристики полученной структуры соединения. Простой в исполнении электродуговую сварку металлов тоже назвать нельзя. Сложность заключается в процессе розжига дуги, который, опять же, контролируется пользователем «на глаз» без вспомогательных систем. Если же сравнивать метод с полуавтоматической сваркой, то обнаружится и недостаток производительности.
Заключение

Благодаря своей универсальности технология ММА охватила и стабильно удерживает множество сфер применения. В домашнем хозяйстве, в мастерских и автосервисах, на производствах и в строительстве находит свое место электродуговая сварка, позволяя выполнять самые разные по устройству швы. Что касается ограничений, то они в основном определяются эргономикой. Альтернативные концепции полуавтоматической сварки благодаря своему удобству тоже пользуются немалым спросом, по некоторым направлениям вытесняя принципы ММА. С другой стороны, дуговая сварка выигрывает у многих конкурентных технологий за счет повышенной прочности формируемого шва и минимальных ресурсных вложений в организацию работ.
fb.ru
Электродуговая сварка – особенности, как выполняется + Видео
Электродуговая сварка – это наиболее популярный способ выполнения сварочных работ, при которых используется электрическая дуга.
1 Технология электродуговой сварки
Для данного вида сварочных работ требуется сильноточный источник питания с малым напряжением. К одному из зажимов такого аппарата подсоединяют электрод для сварки, к другому – свариваемое изделие. Расплавление кромок деталей, которые необходимо соединить, осуществляется дуговым электрическим разрядом. При этом указанная электродуга имеет температуру более 5 тысячи градусов, что выше температуры, при которой плавятся любые известные человечеству металлы.
Задача дуги состоит в том, чтобы преобразовать в теплоту электроэнергию. Под влиянием полученной теплоты происходит расплавление электродного металла и свариваемых поверхностей. Это приводит к формированию сварочной ванны, где металл сварочного стержня взаимодействует с металлом детали. А образующийся при таком процессе шлак уходит на поверхность, создавая пленку, выполняющую защитную функцию. После того как металл затвердевает, получается прочное и качественное соединение.

Рекомендуем ознакомиться
Для сварки электродугой применяют электроды двух видов:
- неплавящиеся;
- плавящиеся.
Если используется неплавящийся сварочный стержень, сварной шов создается за счет расплавления специальных прутков (проволоки), которые называют присадочными и вводят в саму ванну. Плавящийся электрод не требует применения такой присадки.

В некоторых случаях в электроды добавляют натрий, калий, другие элементы, характеризуемые легкостью ионизации. Делается это для того, чтобы сварочная дуга обладала большей устойчивостью. Сварной шов от окисления может предохраняться газами с защитными функциями:
- углекислым;
- гелием;
- полностью инертным аргоном.
Защитные газы подают при проведении сварки из сварочной головки.
В настоящее время электросварка дугой может выполняться постоянным либо переменным током. Меньший разброс расплавленного металла (его брызг) отмечается при использовании постоянного тока, так как отсутствует смена его полярности и переход через ноль.
2 Сварочная дуга – что она собой представляет?
Под дугой, используемой для выполнения сварочных мероприятий, понимают одну из разновидностей электроразряда в газах. При этом разряде отмечается прохождение через газовый промежуток электротока под влиянием электрического поля. По сути, речь идет именно об электрической дуге. Но так как применяют ее в процессе сварки, дугу называют не иначе как сварочной.
На дуге фиксируется снижение напряжения. Она является одним из элементов сварочной электрической цепи. Электрод, подключаемый к "плюсовому" полюсу источника питания, при выполнении сварочных работ на постоянном токе именуют анодом. Если его подключают к "минусовому" полюсу – катодом. При работе на переменном токе каждый из сварочных стержней поочередно является то катодом, то анодом.

Дуговой промежуток – это расстояние между двумя электродами. Длина такого промежутка определяет длину электродуги. При малых температурах в стандартных условиях газы состоят из молекул и атомов с нейтральными характеристиками. Об их электропроводимости речи не идет. Добиться прохождения через газовую среду электротока можно исключительно тогда, когда в ней присутствуют ионы и электроны – элементы с определенным зарядом. Процесс формирования данных элементов принято называть ионизацией.
Заряженные частицы образуются в дуговом промежутке в результате того, что с поверхности катода начинается испускание электронов. Это приводит к ионизации паров и газов, находящихся в промежутке. Электрическая дуга может быть:
- сжатой;
- свободной (прямого действия).

В первом случае сечение электрической дуги могут уменьшать посредством регулирования газового потока, изменения сопла горелки сварочного аппарата, электромагнитного поля. Свободная же дуга неизменна.
3 Электродуговая сварка металлов – разновидности процесса
Для разных металлов рекомендованы различные виды осуществления сварочных работ. Для сварки изделий из чугуна, легированных сталей, некоторых цветных металлов, а также из нержавеющей стали обычно применяется ручная технология с защитой сварочной зоны. В данном случае электрод подсоединяют к электродержателю.
Конец стержня для сварки нагревается в тот момент, когда он прикасается к свариваемому изделию (наблюдается замыкание цепи тока). Нагретый электрод отводят от поверхности сварки (обычно на расстояние до 5 мм), что приводит к установлению дуги. Ток в дальнейшем поддерживается уже за счет дугового разряда.
Важнейшим условием получения качественного соединения при описываемой технологии является наличие обмазки – специального флюса густой консистенции, который окружает стержень для сварки. Обмазка предохраняет ванну и непосредственно электродугу от попадания в них газов из воздуха, обеспечивает высокую стабильность разряда, привносит раскислители, делающие сварочный металл более чистым.

По схожей схеме производится и сварка под флюсом. Правда, при ней роль электрода выполняет проволока, которую с катушки подают через пласт флюса в сварочную зону. Такой процесс можно считать практически полностью автоматическим. С его помощью несложно соединять изделия большой толщины, причем на отличном уровне производительности. Как правило, эту технологию применяют при выполнении больших объемов сварочных работ, так как предварительная подготовка изделий к соединению друг с другом требует немалого времени.
Достаточно популярной считается и технология сварки металлов в инертном газе при помощи вольфрамового неплавящегося электрода. Она предполагает защиту сварочной зоны гелием либо аргоном, которые подаются извне. При описанном способе вредные примеси из атмосферы не попадают в ванну. Чаще всего вольфрамовые стержни рекомендуются для соединения конструкций из нержавейки, никеля, алюминиевых сплавов.
Подробнее хочется рассказать о сварке плавящимися электродами по газоэлектрической технологии. По своей сути она напоминает процесс, выполняемый под слоем флюса, которым является газ, обволакивающий дугу, торец стержня и ванну. Газ подают через сварочное сопло. Целесообразность такой методики обусловлена тем, что при ней допускается получать дуговой разряд с разными параметрами, вводя смеси газов и кислород в незначительных количествах.

Газоэлектрический метод позволяет сваривать металлы с высокой химической активностью (например, медь, "нержавейку", магний и так далее). Он, кроме того, обеспечивает:
- удобство сварки в навесном и вертикальном положениях;
- высокую скорость процесса;
- визуальный контроль выполнения операции со стороны сварщика;
- отличную чистоту шва;
- возможность соединять изделия и с очень большими толщинами, и с очень малыми.
Реже сварка проводится электродами трубчатого типа. При данной операции электрический разряд формируется между трубчатым непрерывным стержнем (порошковой проволокой с флюсом) и изделием, подвергающимся сварке. Функцию присадочного материала при этом выполняет материал электрода, а сварочная ванна защищается элементами, образующимися в процессе разложения флюса.
tutmet.ru
Ручная дуговая сварка - технология, особенности
Ручная дуговая сварка применяется на многих предприятиях и производствах. Она отличается простотой технологического процесса, экономностью расходных материалов, и компактностью некоторых видов оборудования, что удобно для маневренности. Вести работу аппаратами для ручной дуговой сварки покрытыми электродами можно в полноценном режиме по десять часов в день. Поскольку многие учебные заведения преподают данный метод и технологию сваривания металлических частей, найти хороших специалистов для работы не сложно. Начинающим сварщикам важно хорошо знать что такое ручная дуговая сварка, каковы ее технологии, режимы и возможности.

Сварка MMA — что это такое?
MMA сварка — это способ соединения двух металлических частей при помощи электрической дуги и плавящегося покрытого электрода. Перевод аббревиатуры подразумевает ручное управление этим процессом. Суть метода заключается в замыкании электрической цепи, в результате которой образуется сварочная дуга. Высокая температура производит расплавление кромок металла и стержня электрода. Образуется сварочная ванна.
В качестве источника тока используются различные трансформаторы, генераторы, и преобразователи, выдающие переменное и постоянное напряжение. Для работы используется два кабеля (+ и -), один из которых крепится на изделие, а второй снабжается держателем электрода и находится в руках сварщика. В зависимости от того, какой вид кабеля крепится к массе, определяется полярность сварки. Этого требует режим сваривания различных металлов.
Ручная электродуговая сварка предусматривает защиту сварочной ванны от воздействия газов атмосферы. За этот процесс отвечает покрытие электродов. Его действие можно увидеть на многочисленных видео. Снабженное специальным составом, плавясь от температуры дуги, покрытие выделяет собственные газы, защищающие сварочную ванну и предотвращающие попадание кислорода в зону горения дуги. Без специальной обмазки ручная дуговая сварка была бы невозможна. Расплавленный металл электродов вступал бы во взаимодействие с окружающей средой, и жидкие частицы разлетались бы по всей поверхности свариваемого изделия. Водород, из-за легкого веса, вырывался бы наружу и образовывал поры в кристаллизующемся шве.
Как показывают многие видео, в процессе ведения дуги, сварочная ванна разделяется на несколько цветовых и весовых зон:
- самым белым выглядит расплавленный металл кромок и присадочного электрода;
- ярко-красным обозначает себя жидкий шлак;
- железо, под действие веса, стремится ко дну ванны;
- шлак, обладающий меньшим весом, плавает на поверхности.
Понимая эти различия, можно умело манипулировать концом электрода для создания ровного и прочного шва. После выполнения работы требуется отбивать застывший шлак, чтобы убедиться в качестве сваренного соединения и придать более привлекательный вид всей конструкции.
Применение MMA сварки
Технология ручной дуговой сварки нашла широкое отображение в различных производственных сферах. Это:
- машиностроение
- прокладка различных трасс для теплоснабжения, перекачки газа и подачи воды;
- кораблестроение;
- ремонтные работы на СТО;
- коммунальные службы.
Данный метод позволяет сваривать обычную углеродистую сталь во всех пространственных положениях. При использовании электродов со специальным омеднением покрытия возможна сварка чугуна. Если применять нержавеющие покрытые электроды, то свариванию поддаются легированные виды стали. Полученные швы отличаются высокой устойчивостью к сопротивлению на разрыв и излом. Об этом свидетельствуют многочисленные испытания и подтверждающие видео. Метод сварки используется не только для сваривания частей, но и для наплавки поверхностей истертых деталей и последующей механической обработки.
Преимущества электросварки
Ручная сварка покрытыми электродами включает ряд выгодных преимуществ:
- ценовая доступность аппаратов и расходных материалов;
- эксплуатация оборудования в течении всего рабочего дня;
- простота выполнения работ и высокая скорость при умелом обращении;
- легкая обучаемость, включая различные пособия и видео;
- прочность швов;
- возможность сваривания элементов в любом пространственном положении;
- легкость оборудования и возможность быстрого перемещения по рабочему объекту.
Безопасность при MMA сварке
Технология дуговой сварки требует соблюдения правил безопасности. Без этого можно значительно навредить своему здоровью или окружающим. Во-первых, при расплавлении обмазки электрода, выделяется много тяжелых газов, вредных для дыхания. Поэтому сварочные работы ведутся на открытом воздухе, или в хорошо проветриваемом помещении. В закрытых пространствах (комнаты, емкости) необходимо предусмотреть искусственную вентиляцию.
Во-вторых, технология ручной дуговой сварки подразумевает работу с большими показателями силы тока (А) и малым напряжением (V). Это требует бережного обращения с аппаратом, не допускающего его падения или перегрева, что может привести к нарушению изоляции и проведению тока на корпус устройства. Хотя используемое напряжение безопасно для жизни (обычно до 48 V), держатель должен быть хорошо заизолирован, а при работе в металлических емкостях под ноги сварщика необходимо подкладывать резиновый коврик.
При горении дуги происходит выделение высокой температуры и ультрафиолетового излучения, поэтому руки сварщика должны быть защищены рукавицами из прочного материала. Не должно быть открытых участков кожи, так как это может привести к световым ожогам. Еще часты брызги расплавленного шлака, которые летят довольно высоко, поэтому головной убор для сварщика обязателен.
Для защиты зрения рабочего используются специальные маски со светофильтрами, защищающие от вредного излучения. Эти элементы имеют разнообразные номера маркировки для работы в условиях разной освещенности.
Технология выполнения и параметры
Техника ручной дуговой сварки доступна на многих обучающих видео. Все начинается с правильной разделки кромок под 45 градусов. Для пластин толще 6 мм предусматривается выставление зазора в 2-3 мм. Это содействует хорошему проплавлению. Розжиг дуги производится постукиванием электрода по массе. Лучше это сделать на отдельной пластине и уже разогретый электрод поднести к стыку. Ставится несколько прихваток длинной в 5 мм для фиксации свариваемых частей.
Электрод держится под углом в 45 градусов относительно плоскости. Первый шов является корневым, поэтому накладывается ровным ведением из одной стороны в другую. Последующие слои выполняются поперечно-колебательными движениями, которые расширяют шов и заполняют всю зону стыка. Эти движения могут иметь спиралевидный характер. При ведении сварки следует сохранять дистанцию в 5 мм между концом электрода и металлом. Желательно обеспечить небольшой наклон поверхности для стекания шлака. Если нет такой возможности, то сварщик должен концом электрода периодически отгонять красный расплавленный шлак в сторону. Все его застывшие части легко удаляются. Заканчивать шов необходимо внахлест на уже застывшую поверхность. Это поможет избежать образования воронки в конце.
Электросварка позволяет соединять части деталей и в вертикальном положении. Здесь применяется технология прерывистой дуги. Поскольку жидкий металл тяжелый, беспрерывное горение приведет к падению расплавленного металла вниз. Поэтому шов накладывается в виде «полочек» друг на друга слоями. Это требует больше времени, но не влияет на качество соединения. Потолочный стык выполняется по похожей технологии. Для комфортной работы и качественного результата требуется подбор правильных режимов сварки:
| Толщина металла, мм | Сила тока, А | Диаметр электрода, мм |
| 3 | 175-185 | 3 |
| 5 | 200-225 | 4 |
| 7 | 250-270 | 5 |
| 10 | 300-330 | 6 |
Качественные электроды напрямую влияют на процесс работы и результат. Особое внимание уделяется обмазке. Если она быстро выгорает, то это будет оголять металлический стержень и разбрызгивать капли по сторонам. Если покрытие тугоплавкое, то дуга будет прерываться из-за разрыва контакта с поверхностью. Шлак должен удаляться с поверхности легким постукиванием. Отсыревшие электроды можно прокалить при температуре 170 градусов, чтобы вернуть обмазке первоначальные свойства.
Ручная электросварка, если ее хорошо освоить, может стать хорошим способом соединения металлических частей. Это будет означать экономию для личного предприятия и востребованность на рынке труда.
Поделись с друзьями
1
0
0
0
svarkalegko.com
Дуговая сварка - это... Что такое Дуговая сварка?
Дуговая сварка - процесс, при котором теплота, необходимая для нагрева и плавления металла, получается за счёт электрической дуги, возникающей между свариваемым металлом и электродом. Под действием теплоты электрической дуги кромки свариваемых деталей и электродный металл расплавляются, образуя сварочную ванну, которая некоторое время находится в расплавленном состоянии. При затвердевании металла образуется сварное соединение. Энергия, необходимая для образования и поддержания электрической дуги, получается от специальных источников питания постоянного или переменного тока.
История электросварки
(См.
Электротехника)1802 год — В. В. Петров открыл явление электрической дуги и указал, что появляющийся «белого цвета свет или пламя, от которого оные угли скорее или медлительнее загораются, и от которого тёмный покой довольно ясно освещён быть может».
1803 год — В. В. Петров опубликовал книгу «Известия о гальвани-вольтовых опытах…», где описал способы изготовления вольтова столба, явление электрической дуги и возможность её применения для электроосвещения, электросварки и электропайки металлов.
1882 год — Н. Н. Бенардос изобрёл электрическую сварку с применением угольных электродов.
1888 год — Н. Г. Славянов впервые в мире применил на практике дуговую сварку металлическим (плавящимся) электродом под слоем флюса. В присутствии государственной комиссии он сварил коленчатый вал паровой машины.
1893 год — На Всемирной выставке в Чикаго Н. Г. Славянов получил золотую медаль за способ электросварки под слоем толчёного стекла.
1905 год — В. Ф. Миткевич впервые в мире предложил применять трёхфазную дугу для сварки металлов.
Патон, Евгений Оскарович
Классификация
Классификация дуговой сварки производится в зависимости от степени механизации процесса, рода тока и полярности, типа сварочной дуги, свойств сварочного электрода, вида защиты зоны сварки от атмосферного воздуха и др.
По степени механизации различают:
- ручную дуговую сварку
- полуавтоматическую дуговую сварку
- автоматическую дуговую сварку
Отнесение процессов к тому или иному способу зависит от того, как выполняются зажигание и поддержание определённой длины дуги, манипуляция электродом для придания шву нужной формы, перемещение электрода по линии наложения шва и прекращения процесса сварки.
При ручной дуговой сварке указанные операции, необходимые для образования шва, выполняются человеком вручную без применения механизмов.
При полуавтоматической дуговой сварке плавящимся электродом механизируются операции по подаче электродной проволоки в сварочную зону, а остальные операции процесса сварки осуществляются вручную.
При автоматической дуговой сварке под флюсом механизируются операции по возбуждению дуги, поддержанию определённой длины дуги, перемещению дуги по линии наложения шва. Автоматическая сварка плавящимся электродом ведётся сварочной проволокой диаметром 1-6 мм; при этом режим сварки (ток, напряжение, скорость перемещения дуги и др.) более стабилен, что обеспечивает однородность качества шва по его длине, в то же время требуется большая точность в подготовке и сборке деталей под сварку.
По роду тока различают:
По типу дуги различают
- дугу прямого действия (зависимую дугу)
- дугу косвенного действия (независимую дугу)
В первом случае дуга горит между электродом и основным металлом, который также является частью сварочной цепи, и для сварки используется теплота, выделяемая в столбе дуги и на электродах; во втором - дуга горит между двумя электродами.
По свойствам сварочного электрода различают
- способы сварки плавящимся электродом
- способы сварки неплавящимся электродом (угольным, графитовым и вольфрамовым)
Сварка плавящимся электродом является самым распространённым способом сварки; при этом дуга горит между основным металлом и металлическим стержнем, подаваемым в зону сварки по мере плавления. Этот вид сварки можно производить одним или несколькими электродами. Если два электрода подсоединены к одному полюсу источника питания дуги, то такой метод называют двухэлектродной сваркой, а если больше - многоэлектродной сваркой пучком электродов. Если каждый из электродов получает независимое питание - сварку называют двухдуговой (многодуговой) сваркой. При дуговой сварке плавлением КПД дуги достигает 0,7-0,9.
По условиям наблюдения за процессом горения дуги различают:
- открытую
- закрытую
- полуоткрытую дугу
При открытой дуге визуальное наблюдение за процессом горения дуги производится через специальные защитные стёкла - светофильтры. Открытая дуга применяется при многих способах сварки: при ручной сварке металлическим и угольным электродом и сварке в защитных газах. Закрытая дуга располагается полностью в расплавленном флюсе - шлаке, основном металле и под гранулированным флюсом, и она невидима. Полуоткрытая дуга характерна тем, что одна её часть находится в основном металле и расплавленном флюсе, а другая над ним. Наблюдение за процессом производится через светофильтры. Используется при автоматической сварке алюминия по флюсу.
По роду защиты зоны сварки от окружающего воздуха различают:
- дуговая сварка без защиты (голым электродом, электродом со стабилизирующим покрытием)
- дуговая сварка со шлаковой защитой (толстопокрытыми электродами, под флюсом)
- дуговая сварка со шлакогазовой защитой (толстопокрытыми электродами)
- дуговая сварка с газовой защитой (в среде защитных газов)
- дуговая сварка с комбинированной защитой (газовая среда и покрытие или флюс)
Стабилизирующие покрытия представляют собой материалы, содержащие элементы, легко ионизирующие сварочную дугу. Наносятся тонким слоем на стержни электродов (тонкопокрытые электроды), предназначенных для ручной дуговой сварки.
Защитные покрытия представляют собой механическую смесь различных материалов, предназначенных ограждать расплавленный металл от воздействия воздуха, стабилизировать горение дуги, легировать и рафинировать металл шва.
Наибольшее применение имеют средне - и толстопокрытые сварочные электроды, предназначенные для ручной дуговой сварки и наплавки, изготовляемые в специальных цехах или на заводах.
В последнее время получает распространение плазменная сварка, где дуга между инертными неплавящимися электродами используется для высокотемпературного нагрева промежуточного носителя, например -- водяного пара. Известна также сварка атомарным водородом, получаемым в дуге между вольфрамовыми электродами, и выделяющем тепло при рекомбинации в молекулы на свариваемых деталях.
Cм. также
Источники
Wikimedia Foundation. 2010.
dic.academic.ru
Электродуговая сварка, как правильно выбрать сварочный аппарат, виды аппаратов электродуговой сварки.
Проведение электросварочных работ невозможно осуществить без специального сварочного аппарата. По каким критериям необходимо выбирать данный аппарат, и какие качества должны его характеризовать с лучшей стороны?
Если у вас нет сварочного аппарата
Наиболее востребованным инструментом домашнего мастера можно с уверенностью назвать сварочный аппарат. С умелым использованием сварочного аппарата можно произвести массу полезной работы, требующей применения квалифицированной сварки.

Это может быть соединение арматуры, предназначенной для заливки фундамента или прикрепление металлических элементов. Универсальность и тонкость работы с помощью сварочного аппарата позволяет производить работы в неудобных или труднодоступных местах. Причем с использованием данного инструмента осуществляют не только сварочные работы. Применяя сварку можно разрезать металл или заклинившее резьбовое соединение.

Впрочем, сфера применения сварочного аппарата довольно обширна. Поэтому, прежде чем выбирать инструмент для нужд домашнего мастера необходимо определить круг решаемых задач.
Современный сварочный аппарат
По сравнению с почетным электросварщиком 5 разряда прошлого века, таскающего повсюду за собой неуклюжий и допотопный сварочный аппарат с самодельным трансформатором, у современного владельца аппарата масса преимуществ. Назовем лишь некоторые из очевидных преимуществ:• осуществление сварных работ в любых пространственных плоскостях• возможность сварки различных марок стали и цветных металлов• простота и удобство транспортировки аппарата.

Поэтому современным ручным сварочным аппаратом дуговой сварки является инвертор сварочный. Чем привлекателен сварочный инвертор для домашней мастерской? Безусловно, это скромные габаритные размеры и вес. Малогабаритный сварочный аппарат можно комфортно повесить на плечо и идти заниматься сварочными работами к соседям по даче. Да и источником энергии сварочного аппарата поколения NEXT является ток высокой частоты с номиналом в десятки килогерц.

Кстати, при этом сварка производится с помощью постоянного тока, обеспечивая великолепное качество шва. Инверторные сварочные аппараты состоят из следующих элементов:• выпрямителя• трансформатора• преобразователя• схемы управления.Инверторы сварочные работают на доступной элементной базе – мощных силовых транзисторах, изготовленных по инновационной технологии IGBT или MOSFET.
К тому же, сварочные инверторы можно без волнения включать в любую бытовую розетку. Инверторные аппараты соответствуют требованиям европейского стандарта EN 61000-3-12, который регламентирует определенные ограничения для электросетей и подключаемого к ним оборудования.
Для чего необходима электродуговая сварка
Одним из способов сварки, при которой в процессе производства используется электрическая дуга, является электродуговая сварка. Процесс нагрева и плавления металла при данном типе достигается за счет значительной температуре нагрева электрической дуги и может достигать 5000 градусов. С использование сварочных аппаратов ручной и автоматической дуговой сварки производится сваривание конструкций из металла.
Поэтому сварочный аппарат наиболее востребован при ежедневных работах, связанных со сварными операциями.В прямой зависимости от степени механизации различают следующие виды сварных работ:• ручную электродуговую сварку (ММА)• полуавтоматическую и автоматическую дуговые сварки (MIG/MAG).Процесс сварных работ зависит от таких факторов:• начала процесса зажигания и поддержания длины дуги• корректных манипуляций электродом при создании сварного шва• окончания перемещения электрода по рабочей линии создания шва.Поэтому независимо от типа сварного аппарата, технология электродуговой сварки остается общей.
Технология электродуговой сварки
Ручная технология электродуговой сварки предполагает осуществление работ по образованию качественного сварного шва без применения каких-либо механизмов. При полуавтоматической дуговой сварке механизированы работы по подаче проволоки электродной в рабочую зону, а затем производится стандартная ручная сварка. При автоматической сварке дуговой механизированы операции:• возбуждения электрической дуги,• поддержание стабильной длины дуги и перемещению дуги вдоль основной линии создания сварного шва.

Для точки образования и поддержания дуги подводится постоянный или переменный сварочный ток. Поэтому в системе электродуговой сварки задействован сварочный трансформатор или инвертор.
Как произвести выбор сварочного аппарата поможет предложенное видео.
Под воздействием электрической дуги происходит расплавление стержня – электрода и металла свариваемого изделия. Образовавшийся электродный металл из отдельных капель переходит в состояние «сварочной ванны». В сварочной ванне происходит смешивание расплавленного металла с металлом свариваемого изделия.

Образовавшийся в процессе сварки шлак всплывает на поверхность. Результатом плавления электрода является образование характерной газовой атмосферы, которая оттесняет воздух из зоны сварки и предотвращает возможность его последующего взаимодействия с металлом.По мере продвижения электрода для электродуговой сварки металл, находящийся в сварочной ванне кристаллизуется, образовывая надежный сварной шов. Таким образом, результатом электродуговой сварки является шов, образовавшийся из слоя затвердевшего шлака.

Какой тип электродов необходим для сварки
Для производства сварных работ при электродуговой ручной сварке используют следующие виды электродов:• для традиционных бытовых работ• для сварки ответственных конструкций.

Для обычных бытовых работ используют электроды марки МР-3, АНО. Диаметр бытовых электродов составляет от 2 до 4 мм. Для сваривания ответственных конструкций предпочтение лучше отдать марке УОНИ. Качество сварки и прочность шва сварного у электродов марки УОНИ гораздо выше. Кстати, основное правило выбора электродов: чем толще по размерам деталь, тем толще должен быть электрод и выше ток сварки.

Однако, конкретные показатели рабочего тока сварки и толщины электродов подбираются экспериментальным путем во время процесса.
Как выбрать электроды для электродуговой сварки поможет видео.
Кроме этого, необходимо позаботиться о сварочных кабелях и электро держателях с быстросъемными креплениями непосредственно к аппарату. Для сопряжения с аппаратом сварочным необходимо два кабеля, оснащенных на концах разъемами для надежного крепления к свариваемой детали.

svouimirukami.ru











423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)