 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Понятие о дефектации деталей. Дефектация деталей
Дефектация деталей
Строительные машины и оборудование, справочник

Категория:
Эксплуатация и ремонт погрузочночных машин
Дефектация деталейПригодность деталей для дальнейшего использования по назначению устанавливают в результате дефектации. Дефектация является одной из важнейших операций технологического процесса ремонта, оказывающей большое влияние на качество работ и надежность машин после ремонта. На основании дефектации по техническому состоянию отдельных деталей решают вопрос о возможности их применения без ремонта или после восстановления. Детали, не подлежащие восстановлению вследствие предельного 144 износа или наличия других недопустимых повреждений, направляют в утиль.
Пригодность деталей определяют путем сопоставления фактических их износов и повреждений с требованиями, регламентированными техническими условиями на дефектадию. Условия содержат ограничения по износам, с которыми детали могут поступать на сборку или подвергаться восстановлению. Допустимый износ устанавливают таким образом, чтобы деталь проработала без замены или ремонта в течение следующего межремонтного срока службы машины.
Дефектация обычно проводится на специальном участке, куда детали поступают после мойки.
Сначала визуально обнаруживают внешние дефекты (вмятины, задиры, трещины и др.), а затем с использованием измерительного инструмента определяют точный износ.
Техническое состояние корпусных деталей контролируют опрессовкой. Опрессовка блоков и головок цилиндров двигателей осуществляется на гидравлических стендах. Все наружные отверстия деталей закрывают пробками или заглушками, а внутреннюю полость заполняют водой. Блок цилиндров или головку блоков испытывают под давлением воды 0,29—0,39 МПа в течение 5 мин. Если снаружи блоков цилиндров или головок блоков в местах разъемов появляются капли или подтеки, это указывает на неплотность соединений или наличие трещин. Скрытые дефекты (невидимые невооруженным глазом трещины, внутренние раковины и др.) обнаруживают дефектоскопами. Дефектоскопии подвергаются прежде всего ответственные детали (крюки, валы, шестерни).
Наибольшее распространение на ремонтных предприятиях транспорта получили магнитные и ультразвуковые дефектоскопы, а также цветная дефектоскопия.
Магнитные дефектоскопы бывают седлообразные, круглые и настольные. Седлообразный дефектоскоп показан на рис. 60. Этот дефектоскоп используется для контроля деталей, которые по габаритным размерам невозможно проверить круглым дефектоскопом (средние части осей колесных пар, внутренние осевые шейки и др.). Круглый дефектоскоп применяется для контроля валов, осей, шатунов, наружных шеек колесных пар.
Для отыскания дефектов в’мелких деталях пользуются настольным прибором.
При подготовке деталей к контролю их поверхность, на которую будет наноситься магнитная смесь, зачищается мелкозернистой шлифовальной шкуркой. Магнитная’смесь состоит из трансформаторного масла или дизельного топлива, разбавленного керосином, и мелкого порошка железной окалины. На 1 л жидкости используется 30—40 г порошка.
Деталь намагничивают в электромагнитном поле дефектоскопа, помещая ее между полюсами катушек. При включении тока детальпопадает в магнитное поле и намагничивается. Затем деталь поливают смесью (металлический порошок с керосином). В местах дефектов металлический порошок концентрируется и оседает. После проведения контроля деталь размагничивают постепенным снятием магнитного поля.
Работа ультразвуковых дефектоскопов основана на способности ультразвуковых колебаний распространяться в однородном металле и отражаться от трещин, раковин, неметаллических включений и др. Отражение колебаний наблюдается в результате изменения плотности среды, а следовательно, и акустического сопротивления.
Ультразвуковые колебания образуются при помощи вибратора, который возбуждается генератором переменного тока высокой частоты. Колебания в виде луча направляются в металл шейки и после отражения от противоположной стороны («со дна») улавливаются приемником. Отраженный сигнал преобразуется в электрический импульс и воспроизводится на экране электронно-лучевой трубки. При наличии в шейке препятствий на экране появляется «всплеск». По времени, прошедшему с момента подачи сигнала до момента приема, определяют расстояние до препятствия (глубину дефекта).
Помимо воспроизведения отраженного сигнала, в ультразвуковых дефектоскопах может использоваться принцип «звуковой тени». Деталь, помещенная между излучателем и приемником, пропускает через себя периодически посылаемые импульсы. При наличии дефекта часть сигнала не достигает приемника, отчего в наушниках появляется «звуковая тень».
Применение метода цветной дефектоскопии основывается на использовании капиллярных свойств подкрашенной жидкости, проникающей в трещины, глубокие царапины, раковины и поры металла, из которого

Рис. 1. Стенд для проверки и головок цилиндров
Рис. 2. Седлообразный
Перед выполненивм дефектоскопии поверхность детали обезжиривают ацетоном иЛй другим веществом и подвергают сушке. После сушки на поверхность проверяемой детали кистью наносят красящую жидкость, попадающую на дефекты. Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали, подверженные дефектам, получат контрастную окраску на белом фоне.
——
Пригодность деталей для дальнейшего использования по назначению устанавливают в результате дефектации. Дефектация— это одна из важнейших операций технологического процесса ремонта, непосредственно влияющая на качество работ и надежность машин после ремонта. На основании дефектации отдельных деталей решают вопрос о возможности их применения без ремонта или после восстановления. Детали, не подлежащие восстановлению вследствие предельного износа или наличия других дефектов, направляют в утиль.
Пригодность деталей определяют сопоставлением фактических износов и повреждений с требованиями, регламентированными техническими условиями на дефектацию. Условия содержат ограничения по износам, с которыми детали могут поступать на сборку или подвергаться восстановлению. Допустимый износ устанавливают таким образом, чтобы деталь проработала без замены или ремонта в течение следующего межремонтного срока службы машины.
Основные выбраковочные признаки:- полный износ детали на толщину поверхностного термически обработанного слоя. Цементированные детали выбраковывают после износа слоя цементации. Непригодными также считаются детали, закаленный слой которых оказывается удаленным при проточке под ремонтный размер;- износ таков, что дальнейшая нормальная работа сопряжения не обеспечивается по конструктивным соображениям. Например, большой износ шеек коленчатого вала приводит к чрезмерному увеличению толщины вкладыша или к ухудшению условий смазки; - применение изношенной детали вызывает сокращение межремонтного срока. Из-за полученного ранее износа детали не способны эксплуатироваться до очередного планового ремонта; -уменьшение размера детали вследствие износа не обеспечивает конструктивной прочности.
При дефектации состояние деталей контролируют в определенной последовательности. Сначала визуально выявляют внешние дефекты (вмятины, задиры, трещины и др.), а затем с использованием измерительного инструмента определяют точный износ. Скрытые дефекты выявляют при помощи специальных приборов и устройств.
В технологических картах приводятся сведения о способе обнаружения дефекта, предельных выбраковочных размерах деталей и методе восстановления. Пригодность пружин при отсутствии внешних дефектов определяют по результатам проверки их упругости. При нагружении пружин нормированным усилием замеряют их высоту в сжатом или растянутом состоянии. Если этот размер превышает допустимое значение, то пружину бракуют.
Техническое состояние корпусных деталей контролируют опрессовкой. Опрессовку блоков и головок цилиндров двигателей выполняют на гидравлических стендах, (рис. 3). Все наружные отверстия деталей закрывают пробками или заглушками, а внутреннюю полость заполняют водой. Блок цилиндров или головку блоков испытывают под давлением воды 0,3—0,4 МПа в течение 5 мин. Если снаружи в местах разъемов появляются капли или подтеки, это указывает на неплотность соединений или наличие трещин.
Рис. 3. Стенд для проверки блоков и головок цилиндров:1 — крышка; 2 — опорная плита; 3 — направляющая втулка; 4 — шток; 5 — маховик; 6 — подпятник; 7 — балка; 8, 12 — трубопроводы; 9 — винт; 10 — манометр; 11 — стол
Скрытые дефекты (невидимые невооруженным глазом трещины, внутренние раковины и др.) обнаруживают дефектоскопами. Дефектоскопии подвергаются прежде всего ответственные детали (крюки, валы, шестерни), дефекты которых могут привести к серьезным последствиям.
Наибольшее распространение на ремонтных предприятиях получили магнитные и ультразвуковые дефектоскопы, а также цветная дефектоскопия.
Магнитные дефектоскопы бывают седлообразные, круглые и настольные. Седлообразный дефектоскоп используется для контроля деталей, которые по габаритам невозможно проверить круглым дефектоскопом (средние части осей колесных пар, внутренние осевые шейки и др.). Круглый дефектоскоп применяется для контроля валов, осей, шатунов, наружных шеек колесных пар. Для отыскания дефектов в мелких деталях пользуются настольным прибором.
При подготовке деталей к контролю на их поверхности наносят магнитную смесь. Магнитная смесь состоит из трансформаторного масла или дизельного топлива, разбавленного керосином, и мелкого порошка железной окалины. На 1 л жидкости используется 30—40 г порошка.
Деталь намагничивают в электромагнитном поле дефектоскопа, помещая ее между полюсами катушек. При включении тока деталь попадает в поле силовых линий и намагничивается. Затем деталь поливают магнитной смесью. В местах дефектов порошок смеси концентрируется и оседает. После проведения контроля деталь размагничивают постепенным снятием магнитного поля.
Работа ультразвуковых дефектоскопов основана на способности ультразвуковых колебаний распространяться в однородном металле и отражаться от трещин, раковин, неметаллических включений и др. Отражение колебаний наблюдается в результате изменения плотности среды, а следовательно, и акустического сопротивления.
Ультразвуковые колебания образуются при помощи вибратора, который возбуждается генератором переменного тока высокой частоты. Колебания в виде луча направляются в металл детали и после отражения от противоположной стороны («со дна») улавливаются приемником. Отраженный сигнал преобразуется в электрический импульс и воспроизводится на экране электроннолучевой трубки. При наличии в детали препятствий на экране появляется «всплеск». По времени, прошедшему с момента подачи сигнала до момента приема, определяют расстояние до препятствия (глубину дефекта).
Применение метода цветной дефектоскопии основывается на использовании капиллярных свойств подкрашенной жидкости, проникающей в трещины, глубокие царапины, раковины и поры металла, из которого изготовлена проверяемая деталь. Перед выполнением дефектоскопии поверхность детали обезжиривают ацетоном или другим веществом и сушат. После просушки на поверхность проверяемой детали кистью наносят красящую жидкость, попадающую на дефекты. Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали с дефектами получают контрастную окраску на белом фоне.
По результатам дефектации детали сортируют на годные, подлежащие восстановлению и негодные. После дефектации детали маркируют: годные — белой краской (или не окрашивают совсем), негодные — красной, требующие ремонта — желтой или зеленой. Краску наносят на нерабочие поверхности деталей. Данные о дефектации деталей по каждой машине заносят в дефектовочную ведомость, в которой указывают названия деталей, обнаруженные дефекты и окончательное заключение о пригодности деталей. По сведениям дефектовочной ведомости устанавливают потребность в новых и восстановленных деталях.
—
Дефектация, или контроль-сортировка, производится с целью определения технического состояния деталей и установления пригодности их к дальнейшему использованию. Способность деталей выполнять возлагаемые на них функции называют работоспособностью. При де-фектации выявляют остаточный ресурс работоспособности. Детали поступающих в ремонт машин могут иметь ресурс работоспособности, обеспечивающий нормальную работу машины в течение нормативного срока службы. Такие детали не требуют дополнительных трудозатрат по подготовке их к сборке. При дефектации их относят к группе годных деталей. Однако большинство деталей имеет ресурс работоспособности менее нормативного; его можно восстановить в процессе ремонта. Эти изделия принято называть деталями, требующими ремонта. Детали, полностью потерявшие свою работоспособность и не подлежащие восстановлению, называют утильными.
Таким образом, при дефектации детали сортируют на три группы: годные, требующие ремонта и утильные. Кроме того, в мастерских общего назначения Госагропрома проводится рассортировка деталей на пять групп: годные, годные при сопряжении с новыми или восстановленными до нормальных размеров деталями, подлежащие ремонту в мастерской или на специализированном предприятии, подлежащие ремонту только на специализированном предприятии и утильные детали.
О ресурсе работоспособности деталей в ремонтном производстве принято судить по наличию дефектов. При этом дефектами называют всякие отклонения изделий от первоначального состояния, предусмотренного нормами. Детали могут иметь дефекты вследствие естественного изнашивания. Характер естественного изнашивания большинства деталей или сопряжений описывается классической кривой износа, каждая точка которой соответствует определенной степени изношенности вплоть до полной утраты работоспособности.
С экономической точки зрения нецелесообразно эксплуатировать машину до полной утраты деталями своей работоспособности, так как только при определенной степени изношенности деталей обеспечивается экономная их эксплуатация. С этой целью устанавливают предельные и допустимые величины изношенности деталей. Критерием предельной изношенности помимо экономического признака могут быть и другие, например, возможность ремонта машины, обеспечение техники безопасности при ее работе. Величина предельной изношенности детали определяет величину нормативного ресурса работоспособности. Величина допустимого износа определяет работоспособность детали в сопряжении в течение межремонтного интервала.
В своей работе контролеры-дефектовщики руководствуются условиями на контроль-сортировку деталей, разрабатываемыми научно-исследовательскими институтами (ГОСНИТИ, НИИАТ и др.).
Руководствуясь техническими условиями, дефектовщик обязан установить остаточный ресурс работоспособности деталей.
В технических условиях указываются допустимый и предельный износ, дающий возможность установить годность детали или возможность ее восстановления.
На каждую деталь составляется маршрутно-дефектовочная карта. В ней указываются все возможные дефекты деталей, способы их выявления и ремонта, дается качественная оценка техническому состоянию деталей.
Анализ дефектов деталей, поступающих в капитальный ремонт, показывает, что они повторяются строго в определенном соотношении и последовательности. Дефектов на деталях может быть больше или меньше в зависимости от степени изношенности, но характер дефектов, места расположения, их сочетания закономерны и зависят от срока работы и изношенности. Так, например, рычаги трапеции переднего моста ГАЗ-бЗА чаще всего имеют повреждение резьбы, износ конусной шейки (износ конусного отверстия встречается реже, но зато трещины на шейке — основной дефект, по которому выбраковывается деталь). Если разбить дефекты этой детали на группы в зависимости от их встречаемости, то получим следующие их сочетания:
Каждое из вышеназванных сочетаний дефектов требует разработки собственного технологического процесса ремонта, маршрута восстановления. Технологию, в основу которой положены принципы восстановления дефектов, сгруппированных в маршруты, называют маршрутной.
Сортировка деталей по маршрутам их восстановления производится контролерами-дефектовщиками в соответствии с маршрутно-дефектовочными картами.
Дефектовщики применяют разные способы обнаружения дефектов на деталях: внешний осмотр, магнитная дефектоскопия, ультразвуковая дефектоскопия, люминесцентная и магнитолюминесцентная дефектоскопия, гидравлические испытания, микрометраж и измерения физико-механических свойств.
Внешним осмотром выявляют трещины, обломы, пробоины, повреждения резьбы. Хорошие результаты дает внешний осмотр деталей непосредственно после мойки, в еще теплом состоянии, когда легко обнаруживать трещины. В трещинах и по их краям оседает осадок моющего раствора, хорошо обнаруживаемый даже невооруженным глазом.
Магнитная дефектоскопия применяется для обнаружения поверхностных дефектов на деталях из ферромагнитных материалов. Метод ее основан на свойствах магнитного поля изменять величину и направление магнитного потока в тех местах изделий, где имеются дефекты, и оставлять магнитные полюса после снятия внешнего намагничивающего поля на границах дефектов.
Магнитную дефектоскопию осуществляют с помощью индукционного метода и магнитных суспензий. Наибольшее распространение получил метод магнитных суспензий, который дает возможность обнаружить дефекты на деталях самой различной формы и размеров, позволяет быстро и надежно осуществлять контроль продукции в массовом производстве.
В качестве индикатора (искателя дефектов) применяется магнитный порошок из окиси железа или специальная суспензия — жидкость (керосин или трансформаторное масло), в которой во взвешенном состоянии находится мелкодисперсный порошок окиси железа. Соотношение объемов порошка и жидкости в суспензиях от 1 : 30 до 1 : 50.
Чтобы выявить дефекты, детали подвергают намагничиванию. Трещины, являясь участками малой магнитной проницаемости, рассеивают магнитный поток, образуя на краях трещин магнитные полюса. После снятия внешнего намагничивающего поля за счет остаточного магнетизма над дефектом образуется свое магнитное поле. Если после этого проверяемое место облить суспензией, то магнитный порошок будет концентрироваться вдоль трещины, обнаруживая место ее расположения при последующем внешнем осмотре.
Метод магнитной дефектоскопии непригоден для контроля деталей из цветных металлов. Для проверки таких деталей может быть применен люминесцентный (флуоресцентный) метод дефектоскопии. Он основан на свойствах ряда жидкостей светиться (флуоресцировать) под действием ультрафиолетовых лучей. Детали, подлежащие контролю, после тщательного обезжиривания погружают на 10…20 мин в ванну с флуоресцирующей жидкостью или же жидкость наносят на проверяемые поверхности детали кистью. Обладая хорошей смачивающей способностью, такая жидкость проникает во все трещины, волосовины и прочие дефекты на поверхности. Затем деталь промывают струей холодной воды и просушивают подогретым сжатым воздухом. Для лучшего выявления трещин поверхность просушенной детали припудривают мелким сухим порошком силикагеля, который хорошо впитывает флуоресцирующую жидкость из трещин и пор. Излишки порошка сдувают. Пропитанный раствором порошок налипает на края трещин и при ультрафиолетовом облучении начинает светиться ярко-зеленым или зелено-голубым светом, позволяя тем самым обнаружить расположение трещин.
Ультразвуковая дефектоскопия основана на явлении рассеивания ультразвуковых волн от поверхности дефектных областей изделия. Известны два способа ультразвуковой дефектоскопии — теневой и импульсный эхо-метод. Наиболее современным является последний.
Импульсный ультразвуковой дефектоскоп работает по принципу регистрации отраженных волн. Импульсный генератор возбуждает пьезоэлектрический преобразователь, который при контакте с изделием посылает в него в виде коротких импульсов механические колебания ультразвуковой частоты. После отражения от противоположной стороны детали ультразвуковые волны попадают на приемный щуп, где преобразовываются в электрические сигналы, поступающие сначала в усилитель, а затем в электронно-лучевую трубку на вертикально-отклоняющиеся пластины. Для получения горизонтальной развертки луча одновременно с пуском импульсного генератора включается генератор горизонтальной развертки. По характеру возникшей на экране электронно-лучевой трубки кривой судят о наличии, местоположении и размерах дефекта. При отсутствии дефекта на экране будет два всплеска: первый, в начале развертки, соответствует начальному импульсу; второй, в конце развертки,— импульсу, отраженному от противоположной стороны детали. Расстояние между всплесками соответствует толщине детали.
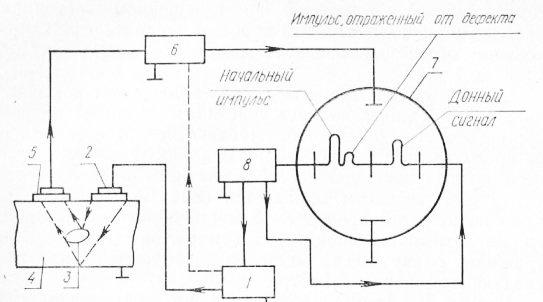
Рис. 1. Схема работы импульсного ультразвукового дефектоскопа.
При наличии в детали дефектов на экране между двумя крайними всплесками будет дополнительный. Расстояние между дополнительным и начальным всплесками будет определять глубину залегания дефекта.
Для контроля качества деталей применяют дефектоскопы: магнитные —77ПМД-ЗМ, УМД-9000 ВИАМ, ЦНИИТМАШ; ультразвуковые — ДУК 13ИМ, ДУК-66-П, ДСК-1 и др.
Магнитолюминесцентная дефектоскопия применяется для выявления поверхностных дефектов в изделиях из ферромагнитных сплавов, имеющих темную поверхность, например, после термообработки без предварительной очистки. Этот способ отличается от обычного магнитного тем, что к суспензии добавляется люминофор, окрашивающий частицы магнитного порошка и заставляющий их ярко светиться в ультрафиолетовых лучах.
Металлографические исследования показали, что ма-гнитолюминесцентный метод контроля наиболее чувствителен к выявлению дефектов. Он позволяет обнаруживать трещины, имеющие ширину 1-4 мм при глубине 1-2 мм.
Магнитолюминесцентный мётод является высокопроизводительным. Он с успехом применяется в промышленности и научно-исследовательской практике. Этот метод должен найти широкое применение в ремонтном производстве для проверки дорогостоящих и ответственных деталей.
Детали, предназначенные для проверки, намагничивают обычным способом и обрабатывают суспензией следующего состава: флуоресцирующий магнитный порошок 10… 15 г, эмульгатор ОП-7 30…40, нитрит натрия 5…10 г, вода 1 л.
После смачивания проверяемой поверхности суспензией и выдержки в течение 20…30 с детали просматривают в ультрафиолетовых лучах (в темном помещении). Дефекты выявляются по их ярко-желтому свечению. В качестве источника света используется ртутно-квар-цевая лампа ПРК-2 или ПРК-4. Прибор включается в сеть переменного тока напряжением 220 В. Для ускорения зажигания лампы параллельно ей присоединяется с помощью кнопки конденсатор, обеспечивающий подачу дополнительного импульса напряжения на электроды лампы.
Целый ряд деталей в процессе дефектации необходимо подвергать проверке на герметичность. Такой проверке подвергаются блоки цилиндров, водяные и масляные радиаторы. Блоки цилиндров и головки блока подвергают гидравлическому испытанию под давлением 0,3…0,4 МПа на стендах самой различной конструкции. Контроль водяных и масляных радиаторов на герметичность обычно проводят путем пневматического испытания в ванне с водой.
После внешнего осмотра и выявления скрытых дефектов проверяются геометрические размеры трущихся и посадочных поверхностей. Для этих целей используют микрометры, штангенциркули, штангензубомеры, индикаторные нутромеры, резьбомеры и др. Значительно повышает производительность труда дефектовщиков и качество контроля применение предельных калибров и шаблонов, пневматических длинномеров.
Предприятия Агропрома серийно выпускают разработанные ГОСНИТИ наборы калибров для дефектации шасси основных марок тракторов. Применение этих калибров в 10 раз сокращает затраты времени на дефекта-цию деталей по сравнению с применением универсального измерительного инструмента. На крупных ремонтных заводах широкое применение находят различные контрольно-измерительные приспособления, например, для проверки шариковых и роликовых подшипников, толкателей, клапанов, шатунов, гильз, цилиндров, биения средних коренных опор блока относительно крайних и измерения неперпендикулярностей осей цилиндров двигателей для дефектации блок-картеров двигателей и других деталей. Особенно целесообразно применение приборов для комплексной проверки деталей.
Разработан стенд для комплексной проверки коленчатого вала двигателя ГАЗ-53А. Стенд предназначен для измерения диаметра шатунных и коренных шеек всех ремонтных и номинального размеров, определения биения коренных шеек, шейки под шестерню, фланца по торцу, отверстия под подшипник, фланца по диаметру, определения радиуса кривошипа. Особенностью стенда является применение для линейных измерений индукционных электроизмерительных приборов.
С большой эффективностью при дефектации деталей для линейных измерений применяются пневматические длинномеры типа ДП, выпускаемые заводом «Калибр».
При дефектации зубчатых колес, коробок передач, коробок вала отбора мощности и некоторых других агрегатов по техническим условиям на ремонт основной показатель — толщина зубьев. При этом измерения предусматривается производить штангензубомером или предельной скобой. Недостаток такого метода контроля — не учитывается влияние погрешностей ряда элементов, радиального биения, биения наружного диаметра, погрешностей шага и др. Кроме того, острые кромки измерительного инструмента быстро изнашиваются, а сам метод малопроизводителен и требует высокой квалификации исполнителя. Нередко поэтому зубчатые колеса подвергаются только внешнему осмотру. Это отрицательно сказывается на ремонте машин.
Исследована возможность применения для дефектации цилиндрических зубчатых колес комплексного двухпрофильного метода контроля в беззазорном зацеплении проверяемого колеса с эталонным (такой метод контроля широко применяется при изготовлении шестерен).
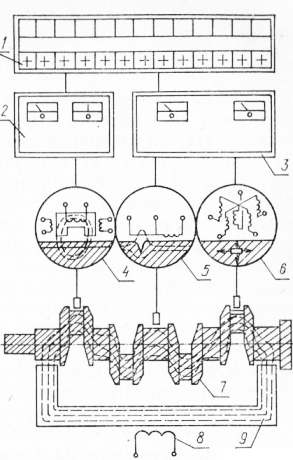
Рис. 2. Схема поста диагностики внутреннего состояния материала коленчатых валов:1 — автомат, определяющий маршрут восстановления; 2 — коэрцитиметр; 3 — феррозондо-вый дефектоскоп и измеритель механических напряжений; 4, 5, в — преобразователи соответственно для контроля твердости поверхностных слоев шеек, уровня накопленных повреждений и интенсивности внутренних напряжений; 7 — коленчатый вал; 8 — обмотка электромагнита; 9 — сердечник электромагнита.
Дефектация шестерен по методу комплексного двух-профильного контроля производится на приборах типа МЦ-400. В качестве измерительных колес применяются контрольные зубчатые колеса, используемые при проверке зубчатых колес в процессе изготовления.
Этот метод дефектации позволяет улучшить качество контроля, повысить производительность труда де-фектовщиков.
Для проверки твердости поверхности ответственных деталей используют типовые стационарные и переносные приборы для измерения твердости по методу Роквелла и Бринеля. Универсальные приборы оснащаются специальными приспособлениями для измерения сложных по конструкции деталей.
Изнашивание деталей машин происходит с изменением напряженно-деформационной структуры металла, непосредственное изучение которой возможно лишь при нарушении целостности детали. Отсутствие возможности прямого измерения параметров внутренней структуры металла может быть компенсировано применением не-разрушающих методов контроля, при которых используется корреляционная связь ее параметров с некоторыми показателями физико-механических свойств, например, с изменением остаточной намагниченности. В ЧИМЭСХ разработан пост диагностики внутреннего состояния материала коленчатых валов, в основе которого лежит измерение коэрцитивной силы. Измерение внутренних механических напряжений связано с определением магнитной проницаемости. Уровень накопленных повреждений устанавливают путем регистрации магнитных полей рассеивания на дефектах материала. На рис. 2 показана общая схема поста диагностики коленчатых валов.
Для дефектации ремонтного фонда деталей методами неразрушающего контроля созданы приборы, позволяющие регистрировать дефекты, определять твердость, оценивать уровень остаточных напряжений. Твердость деталей определяется по величине коэрцитивной силы прибором КФ-1. Прибор ДФ-ИОН позволяет регистрировать дефекты и оценивать уровень остаточных механических напряжений в деталях машин.
Читать далее: Методы достижения необходимой точности сопряжения
Категория: - Эксплуатация и ремонт погрузочночных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Дефектация деталей
Очищенные детали подвергают дефектации с целью оценки их технического состояния, выявления дефектов и установления возможности дальнейшего использования, необходимости ремонта или замены. При дефектации выявляют: износы рабочих поверхностей в виде изменений размеров и геометрической формы детали; наличие выкрошиваний, трещин, сколов, пробоин, царапин, рисок, задиров и т. п.; остаточные деформации в виде изгиба, скручивания, коробления; изменение физико-механических свойств в результате воздействия теплоты или среды.Способы выявления дефектов:1. Внешний осмотр. Позволяет определить значительную часть дефектов: пробоины, вмятины, явные трещины, сколы, значительные изгибы и скручивания, сорванные резьбы, нарушение сварных, паяных и клеевых соединений, выкрошивания в подшипниках и зубчатых колесах, коррозию и др.2. Проверка на ощупь. Определяется износ и смятие резьбы на деталях, легкость проворота подшипников качения и цапф вала в подшипниках скольжения, легкость перемещения шестерен по шлицам вала, наличие и относительная величина зазоров сопряженных деталей, плотность неподвижных соединений.3. Простукивание. Деталь легко остукивают мягким молотком или рукояткой молотка с целью обнаружения трещин, о наличии которых свидетельствует дребезжащий звук.4. Керосиновая проба. Проводится с целью обнаружения трещины и ее концов. Деталь либо погружают на 15-20 мин в керосин, либо предполагаемое дефектное место смазывают керосином. Затем тщательно протирают и покрывают мелом. Выступающий из трещины керосин увлажнит мел и четко проявит границы трещины.5. Измерение. С помощью измерительных инструментов и средств определяется величина износа и зазора в сопряженных деталях, отклонение от заданного размера, погрешности формы и расположения поверхностей.6. Проверка твердости. По результатам замера твердости поверхности детали обнаруживаются изменения, произошедшие в материале детали в процессе ее эксплуатации.7. Гидравлическое (пневматическое) испытание. Служит для обнаружения трещин и раковин в корпусных деталях. С этой целью в корпусе заглушают все отверстия, кроме одного, через которое нагнетают жидкость под давлением 0,2-6,3 МПа. Течь или запотевание стенок укажет на наличие трещины. Возможно также нагнетание воздуха в корпус, погруженный в воду. Наличие пузырьков воздуха укажет на имеющуюся неплотность.8. Магнитный способ. Основан на изменении величины и направления магнитного потока, проходящего через деталь, в местах с дефектами. Это изменение регистрируется нанесением на испытуемую деталь ферромагнитного порошка в сухом или взвешенном в керосине (трансформаторном масле) виде: порошок оседает но кромкам трещины. Способ используется для обнаружения скрытых трещин и раковин в стальных и чугунных деталях. Применяются стационарные и переносные (для крупных деталей) магнитные дефектоскопы. 9. Ультразвуковой способ. Основан на свойстве ультразвуковых волн отражаться от границы двух сред (металла и пустоты в виде трещины, раковины, непровара). Импульс, отраженный от дефектной полости, регистрируется на экране установки, определяя место дефекта и его размеры. Применяется ряд моделей ультразвуковых дефектоскопов.10. Люминесцентный способ. Основан на свойстве некоторых веществ светиться в ультрафиолетовых лучах. На поверхность детали кисточкой или погружением в ванну наносят флюоресцирующий раствор. Через 10—15 мин поверхность протирают, просушивают сжатым воздухом и наносят на нее тонкий слой порошка (углекислого магния, талька, силикагеля), впитывающего жидкость из трещин или пор. После этого деталь осматривают в затемненном помещении в ультрафиолетовых лучах. Свечение люминофора укажет расположение трещины. Используются стационарные и переносные дефектоскопы. Способ применяется в основном для деталей из цветных металлов и неметаллических материалов, так как их контроль магнитным способом невозможен.
9. Ультразвуковой способ. Основан на свойстве ультразвуковых волн отражаться от границы двух сред (металла и пустоты в виде трещины, раковины, непровара). Импульс, отраженный от дефектной полости, регистрируется на экране установки, определяя место дефекта и его размеры. Применяется ряд моделей ультразвуковых дефектоскопов.10. Люминесцентный способ. Основан на свойстве некоторых веществ светиться в ультрафиолетовых лучах. На поверхность детали кисточкой или погружением в ванну наносят флюоресцирующий раствор. Через 10—15 мин поверхность протирают, просушивают сжатым воздухом и наносят на нее тонкий слой порошка (углекислого магния, талька, силикагеля), впитывающего жидкость из трещин или пор. После этого деталь осматривают в затемненном помещении в ультрафиолетовых лучах. Свечение люминофора укажет расположение трещины. Используются стационарные и переносные дефектоскопы. Способ применяется в основном для деталей из цветных металлов и неметаллических материалов, так как их контроль магнитным способом невозможен.
По результатам дефектоскопии, детали сортируют на три группы: годные, требующие ремонта и негодные. После сортировки детали маркируют по группам, например, краской разного цвета. Отнесение деталей к той или иной группе определяется величиной износа, технологическими и экономическими соображениями.Результаты дефектации деталей заносят в ведомость дефектов, являющуюся основным документом для определения объема ремонтно-восстановительных работ и потребности в новых деталях, запасных частях, материалах. Таким образом определяется стоимость ремонта машины.
Смотрите также:www.webrarium.ru
Способы дефектации деталей и их характеристика
Дефектация деталей является одной из особенностей ремонтного производ- ства. При выполнении дефектации выявляется состояние деталей машин и агрегатов, поступивших в ремонт. По наличию или отсутствию дефектов определяют возможность их последующего использования.
В процессе дефектации детали сортируют на три группы:
•годны без ремонта,
•подлежащие ремонту и
•негодные ремонту.
Детали каждой группы помечают определенного цвета краской, например, красной, белой, желтой.
В процессе дефектации накапливается информация о результатах сортировки, которая в последующем используется для оперативного управления производством, определения коэффициентов сменности и ремонта.
Дефектовочные работы составляют 3 ÷ 4 % от общей трудоемкости КР машин. Выполняются эти работы контролерами - дефектовщиками.
При проведении дефектовочных работ руководствуются техническими требованиями, которые содержатся в руководстве на КР машин. На каждую марку ремонтируемых машин имеется руководство на КР.
Технические условия (ТУ) на дефектацию оформляют согласно ГОСТу, где указывается позиция на эскизе, возможные дефекты, способ установления дефектов и применяемый инструмент, номинальные и допустимые размеры, рекомендуемый способ восстановления. ТУ разрабатывают на основе рабочих чертежей, анализа ремонтопригодности, материалов о долговечности и неисправностях, результатов научно-исследовательских работ, материалов об опыте работы передовых ремонтных предприятий.
Работа по дефектации деталей оказывает существенное влияние на эффективность и качество ремонта машин.
Работы по дефектации деталей на ремонтных предприятиях организуются
так:
• одна часть их выполняется на специальных постах, объединяемых в дефектные участки,
•вторая часть - на участках, специализированных по предметному признаку (узлы и приборы системы питания, электрооборудования, гидроаппаратуры и др.).
На специализированных постах дефектация деталей проводится дефектов-шиками, а на неспециализированных - производственными рабочими или мастерами. Рабочие места по дефектации располагают вблизи от участков разборки и мойки в изолированных помещениях или в местах, огороженных сетками.
Посты дефектации оборудуются специальными приборами и инструментами для выявления возможных дефектов.
Для выявления дефектов деталей, а также определения отклонений от номинальных размеров, взаимного расположения поверхностей и других их параметров применяют различные способы (Рис. 22).
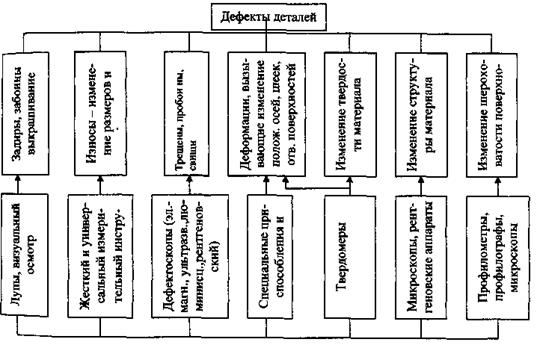
Рисунок 22 - Дефекты деталей и способы их обнаружения
Похожие статьи:
poznayka.org
Дефектация деталей общего назначения » Привет Студент!
Дефектация деталей общего назначения
Цель работы:
Освоение методов дефектации деталей общего назначения
Краткие сведения о дефектации деталей
Дефектация деталей является ответственной операцией технологического процесса ремонта оборудования. Дефектация в конечном итоге оказывает существенное влияние на качество и стоимость ремонта. Она является операцией следующей обычно за разборкой и мойкой деталей.
Сборочные единицы, составные части и детали оборудования, поступающие на дефектацию должны быть чистыми и сухими.
Дефектация обычно проводится на специальном рабочем месте оборудованном необходимыми приборами, стендами, материальным инструментом.
Чтобы исключить субъективность оценок о допустимости и недопустимости дефектов, выявляемых внешним осмотром, технический отдел ремонтного предприятия или ОГМ должны отобрать для основной номенклатуры деталей и сборочных единиц образцы с допустимыми дефектами, утверждаемые начальником ОТК в качестве эталонов. Эталоны должны быть смазаны тонким слоем технического вазелина (только для эталонов из металлов), снабжены соответствующими бирками ОТК. Периодически, раз в шесть месяцев, ОТК должен контролировать состояние эталонов и при необходимости заменять их новыми. Прошедшие дефектацию детали обычно делятся на 3 группы:
- годные без ремонта, при работе в паре с деталью бывшей в эксплуатации;
- годные без ремонта при работе с новой сопряженной деталью;
- требующие ремонта;
- детали, не подлежащие ремонту и непригодные к дальнейшей эксплуатации.
Каждая группа деталей окрашивается несмываемой краской в свой цвет по принятой на предприятии схеме.
При узловом методе ремонта детали, обезличиваются за исключением некоторых деталей. Например, у двигателей и компрессоров не подлежат обезличиванию шатун и его крышка. Не подлежат обезличиванию сепараторы с роликами и кольца роликовых подшипников, конические шестерни. Отдельные сборочные единицы подлежат дефектации совместно с
деталями, соединяемыми между собой на неподвижной посадке. В этом случае разборке подлежат изделия, реставрация которых в сборе невозможна.
Основным документом, по которому осуществляется технологический процесс дефектации, является карта дефектации, где указываются возможные дефекты контролируемого изделия, способы их обнаружения и инструмент, допустимые без ремонта величины размеров и дается заключение о возможности использования детали при превышении допустимого износа. Карта дефектации составляется либо ОТМ предприятия, либо ведущим институтом отрасли.
Требования на дефектацию деталей и сборочных единиц общего назначения
Шестерни
- Состояние рабочих поверхностей зубьев контролируют осмотром, при этом не допускается:
- изломы, сколы и трещины на поверхности зуба;
- выкрашивание или сыпь на рабочей поверхности зуба;
- ступенчатая по длине выработка рабочей поверхности.
При наличии указанных дефектов шестерни следует браковать.
- Шестерни постоянно замкнутого зацепления при неравномернм износе зуба по толщине (конусности) более 0,05 мм на длине 10 мм следует браковать.
- Забоины и заусенцы на рабочих поверхностях шестерен не допускаются. Шестерни с такими дефектами следует ремонтировать.
- Шестерни, имеющие износ по толщине более допустимой нормы следует браковать или ремонтировать методом ремонтных размеров. Допустимый износ при капитальном ремонте определяется условиями работы машины и составляет до 10% (см. таблицу 5.1) от толщины зуба. Шестерни, подвергнутые закалке ТВЧ или ХТО, допускают износ на глубину не более 80% упрочненного слоя. Проверка величины износа осуществляется либо универсальным зубомером либо по шаблону.
Шкивы ременных передач
- Шкивы ременных передач подлежат выбраковке:
- при наличии трещин в ободе ступице, спицам. Трещины обнаруживают пробой на керосин или дефектоскопией, а также на звук простукиванием;
- при наличии скола ручьев длиной более 20-50 мм, в зависимости от типа ремня.
Цепи приводные роликовые
- Состояние цепей определяют осмотром и измерением величины их удлинения.
- Звенья, имеющие трещины, разрушение и деформацию деталей, нарушение посадки (проворачивание валиков и втулок в пластинах) бракуют.
- Цепи, имеющие более 50 % дефектных звеньев, бракуют.
- Износ определяют по удлинению 10 звеньев.
За результат измерения принимают полученное не менее чем на трех участках максимальное удлинение. При измерении транспортерных цепей необходимо чтобы в измеряемые участки входило не менее двух специальных звеньев, к которым крепятся несущие органы. При измерении цепь натягивают усилием 300-400 Н.
- Допустимую величину износа (удлинения) определяют по техническим условиям для данной цепи.
Например, у цепей с шагом 19,05 мм и 38 мм можно принять:
Шаг цепи 19,05 мм 38,0 мм
Длина 10 звеньев допустимая 194 мм 390 мм
Длина звеньев предельная 196 мм 395 мм
Звездочки
- Состояние звездочек контролируется осмотром, а величину износа зубьев, посадочных поверхностей, шпоночных пазов радиального и торцевого биений венцов измерением.
- Основными выбраковочными показателями звездочек является износ по толщине зуба, разрушение зуба, износ шпоночного паза.
Болты, шпильки, винты, пробки, гайки, резьба на деталях
- Поступающие на дефектацию детали с резьбой должны быть чистыми без окалины и коррозии.
- Состояние резьбы проверяют внешним осмотром и резьбовыми калибрами (пробкой резьбовой ГОСТ 17757-72 кольцом резьбовым ГОСТ 17764-72).
Вмятины, забоины, выкрашивания, вытянутость и срыв более двух ниток резьбы не допускается.
- Стержни болтов и шпилек не должны иметь изгиба и заметной выработки на головках болтов и гаек не допускается смятие граней и углов. Износ граней для размеров "под ключ" от 5,5 до 10 мм допускается не более 0,25 мм, от 12 до 17 мм не более 0,5 мм, от 13 до З0 мм не более 0,6 мм, от 32 до 50 мм не более 1 мм.
Отверстия для шплинтов в болтах и шпильках не должны быть забиты и заметно увеличены.
- При дефектации сборочных единиц исправные шпильки вывертывать из детали, не следует. Преходные посадки проверяются постукиванием; если при этом слышен дребезжащий звук следует вывернуть шпильку и восстановить посадку.
- Гайки, болты, шпильки, пробки и винты, имеющие дефекты, указанные в п. 1 и 2 следует (браковать, а резьбовые отверстия в корпусных деталях ремонтировать).
Шайбы, шайбы пружинные, пластины замковые и стопорные, шплинты
- Шайбы, шайбы стопорные, пластины, пластины замковые и стопорные при наличии трещин, надломов, глубоких задиров, смятий и деформации отверстий следует браковать.
- Шайбы пружинные при разводе концов менее полуторной толщины шайбы (нормальный развод равен двойной толщине) и заметном увеличении зазора в стыке следует браковать,
- Шплинты и шплинтовочная проволока повторному использованию не подлежат.
Цилиндрические штифты и их гнезда
При ослаблении посадки и выпадении из гнезда установочные штифты бракуются, а гнезда ремонтируются и комплектуются вновь изготовленными штифтами ремонтного размера.
Пружины сжатия и растяжения
- Пружины сжатия и растяжения дефектуют внешним осмотром и измерением. Внешним осмотром проверяют изгиб витков их поломку, наличие трещин. Измерению подвергается упругость пружины на специальном приборе ЛМН-10.
- Поломка витков, трещины не допускаются.
- При сжатии или растяжении нагрузкой оговоренной в технических условиях, на величину большую допускаемое прожиму следует браковать.
- Допускается неперпендикулярность опорных торцов пружин сжатая к ее оси не более 3 мм на длине 100 мм, и неравномерность шага витков пружины не более 20 %.
Трубопроводы, ниппеля, штуцера, угольники
- Внутренние и наружные поверхности трубопроводов систем смазки машин и систем питания двигателей должны быть чистыми. На их поверхностях не допускаются асфальто-смолистые отложения, окалины, ржавчина. На поверхностях трубопроводов горячей воды и пара не допускается отложение солей и накипи.
- Овальность в местах изгиба и вмятины на, стенках допускаются не более: при диаметре трубы от 6 до 10 мм - 2 мм, от 10 до 20 мм - 3 мм, от 20 до 40 мм - 4 мм, более 40 мм- 5 мм.
- Трубопроводы подлежат испытанию на герметичность номинальным давлением в сети сжатым воздухом в воде. Появление пузырьков воздуха не допускается.
- Ниппеля, должны свободно перемещаться по трубопроводу. Срыв резьбы на ниппеле более одной нитки и смятие граней не допускаются. На уплотняющих поверхностях трубопроводов (конуса, штуцера) не допускаются задиры, заусенцы, вмятины и деформация конуса. При наличии указанных дефектов трубопроводы подлежат ремонту.
- Стяжные хомутики подлежат выбраковке при наличии на стяжной ленте трещин надрывов и неравномерной вытянутости ленты по ширине. Уплотнительные металлические кольца штуцеров при капитальном ремонте подлежат 100 % выбраковке.
Уплотнения
- Все резиновые армированные манжеты, сальники, кольца, водочные уплотнения, картонные, поранитовые и резиновые прокладки подлежат при капитальном ремонте замене.
Примечание: На несоответственном оборудовании допускается повторное использование самоподжимных уплотнений, не имеющих рисок и заусенцев не рабочих кромках, соприкасающихся с валом, и обрывов и повреждений пружин. Там же допускается использовать повторно паронитовые прокладки, не имеющие перегибов и разрывов.
Клиновые ремни
- Состояние клиновых ремней проверяют осмотром.
- Не допускается на боковых (рабочих) поверхностях складок, трещин, выпуклостей, срывов резины, торчащих ниток и расслоения, трещин на поверхностях верхнего и нижнего оснований. При наличии указанных дефектов ремни подлежат выбраковке.
Порядок выполнения работы
- Подучить 3-5 деталей.
- Установить назначение детали.
- В соответствии с рекомендациями раздела 2 методических указаний определить, характер износа деталей.
- Заполнить карту дефектации.
- При дефектации зубчатых колес по чертежу или расчетом определить толщину колеса на высоте равной модулю.
Величину допустимого износа определить по таблице 2.
- Составить отчет по работе, который должен включать:
- цель работы;
- назначение и условия работы деталей;
- карту дефектации и ведомость дефектов;
- выводы по работе.
Материалы и инструмент
- приборы для контроля линейных размеров;
- резьбовые калибры-пробки;
- резьбовые калибры-кольца;
- зубомер;
- лупа 10х;
- прибор для контроля пружин.
Таблица 5.1 - Допустимый износ шестерен.
|
Режим работы |
Скорость, м/с |
Максимальный предельный износ в %к толщине зуба на высоте модуля при ремонтах |
||
|
малом |
среднем |
капитальном |
||
|
Передача мощности в 1-м направлении без ударной нагрузки |
до 2 2-5 свыше 5 |
20 15 10 |
15 10 7 |
10 8 5 |
|
Передача реверсивная при ударной нагрузке |
до 2 2-5 |
15 10 |
10 5 |
5 5 |
Таблица 5.2 - Форма карты дефектации.
|
Наименова-ние и обозначение контролируе-мой детали (сборочной единицы) и её эскиз |
Контролируемый дефект |
Размеры, мм |
Способы и средства контроля |
Заклю-чение |
||||
|
№ пози-ции на износе |
наиме-нова-ние |
по черте-жу |
допустимые сопряжения с деталями |
наиме-нова-ние |
обозначе-нияили погреш-ность из-мерения |
|||
|
бывшими в экспл. |
новы-ми |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
Примечания: 1. Для чугунных зубчатых колес приведенные с таблице данные уменьшить на 30 %.
- Для технологического оборудования хлебоприемных и хлебоперерабатывающих предприятий допустимый износ при текущем ремонте определяется как полусумма износа при среднем и малом ремонте.
Скачать: У вас нет доступа к скачиванию файлов с нашего сервера. КАК ТУТ СКАЧИВАТЬ
privetstudent.com
Дефектация деталей и сборочных единиц
Строительные машины и оборудование, справочник
Категория:
Техническое обслуживание дорожных машин
Дефектация деталей и сборочных единицДетали после очистки подвергают дефектации и сортировке на годные без восстановления, подлежащие восстановлению и подлежащие выбраковке из-за невозможности их восстановления. К годным без восстановления относят детали, размеры которых находятся в пределах допускаемых техническими условиями на ремонт. Детали с износом выше допустимого, а также детали с повреждениями, поддающимися устранению, подлежат восстановлению и дальнейшему использованию. Детали, которые по техническим условиям на ремонт строительных машин в связи со сложностью повреждений не подлежат восстановлению, бракуют и направляют в утиль.
Дефектацию начинают с внешнего осмотра детали. При внешнем осмотре обнаруживают значительный износ, задиры, трещины, обломы, пробоины, коррозию, вмятины. Для выявления скрытых трещин корпусные детали (блок цилиндров, головка блока и др.) подвергают гидравлическому или пневматическому испытанию.
При гидравлическом испытании корпусную деталь устанавливают на стенд, закрывают заглушками наружные отверстия, после чего во внутренние полости детали нагнетают насосом воду до давления 0,3—0,4 МПа. Течь воды показывает местонахождение трещины. При пневматическом испытании внутрь детали подают воздух под давлением 0,10—0,15 МПа и погружают ее в ванну с водой. Пузырьки выходящего воздуха указывают место расположения трещины. Пневматическое испытание применяют при проверке на герметичность топливных баков, трубопроводов и радиаторов.
Рис. 76. Дефектовочные калибры: а — скоба, б — пробка, в — для проверки ширины паза шлицевой втулки, г — для проверки ширины шпоночного паза, д — набор калибров для проверки ширины поршневых канавок
Для выявления скрытых дефектов в деталях, изготовленных из стали (например, коленчатых валов), наиболее широкое применение нашел метод магнитной дефектоскопии. Для обнаружения дефектов этим методом деталь сначала намагничивают, затем посыпают сухим магнитным порошком и заливают суспензией, состоящей из смеси керосина и трансформаторного масла (1:1). При наличии на детали трещины магнитный порошок будет притягиваться ее краями и границы трещины обрисуются. После контроля детали размагничивают.
Наибольшее внимание при контроле и сортировке деталей уделяют определению геометрических размеров и формы их рабочих поверхностей. При этом используют универсальные измерительные инструменты (штангенциркули, микрометры, индикаторные нутромеры, микрометрические штихмасы и др.) и калибры в виде скоб, пробок, пластин, колец (рис. 76).
Размер детали назначают всегда с двумя предельными отклонениями. Поэтому калибры имеют обычно проходную и не проходную стороны. Ими проверяют наружные и внутренние цилиндры, конусы, зубья, шлицевые и другие поверхности.
Состояние рабочих поверхностей зубьев шестерен контролируют наружным осмотром, а величину износа зубьев, посадочных мест и шлицевых или шпоночных пазов измеряют. Для упрощения измерений шестерен при дефектации применяют шаблоны, позволяющие быстро определить пригодность шестерен для дальнейшей эксплуатации. Шестерни считают годными, если при установке шаблона на зуб остается зазор между шаблоном и головкой зуба, как это показано на рис. 78.
Шестерни бракуют при следующих дефектах: износ зубьев, превышающий допустимый без ремонта; сквозные трещины на зубьях и забоины на их торцах; неравномерный износ зубьев — конусность более 0,05 мм на длине 10 мм (проверяют у непостоянно замкнутых шестерен).
Рис. 78. Проверка толщины зуба шестерни шаблоном:а — шестерня годная, б — шестерня негодная; 1 — зуб шестерни, 2 — калибр
Рис. 79. Приспособление для измерения зазоров в шарикоподшипниках:а—радиального, б — осевого; 1 — втулка, 2 — конус, 3— гайка, 4 — индикатор, 5 — оправка, 6 — направляющая, 7 — пружина
На зубьях шестерен допускаются поверхностные трещины и выкрашивание общей площадью не более 25% рабочей поверхности зуба, а также поломка трех несмежных зубьев на 1/3 их длины.
Дефектация подшипника состоит из осмотра, проверки на шум и легкость вращения, измерения радиального и осевого зазоров и размеров колец.
Радиальные и осевые зазоры подшипников проверяют специальными приспособлениями. Для определения радиального зазора проверяемый подшипник надевают на разрезную втулку (рис. 79, а) и вместе с ней затягивают конусом при помощи фасонной гайки. К наружному кольцу подшипника подводят наконечник индикатора 4. Сообщая наружному кольцу колебательные движения в вертикальном направлении, по отклонению индикатора определяют радиальный зазор.
Осевой зазор измеряют на приспособлении, показанном на рис. 79, б. При этом подшипник наружным кольцом устанавливают на опорную плоскость приспособления, внутреннее кольцо надевают на оправку, расположенную в направляющей.
Нижний торец оправки упирается в наконечник индикатора. При нажатии рукой внутреннее кольцо перемещается вниз на величину осевого зазора, фиксируемую индикатором. Под действием пружины кольцо подшипника передвигается вверх.
Радиальный зазор подшипника может быть замерен также прибором КИ-1223. Его определяют по отклонению стрелки индикатора при перемещении вручную наружного кольца подшипника. Результаты замеров сравнивают с техническими условиями.
Диаметр колец подшипников проверяют только в тех случаях, когда имеются следы от их провертывания относительно вала или корпуса (светлые блестящие пятна, риски на посадочных поверхностях), а также если видны следы, оставшиеся после удаления коррозии, ожогов и черноты.
Упругость пружин проверяют прибором КИ-040. На корпусе прибора жестко закреплена вертикальная стойка, вдоль которой нажимное устройство может перемещаться в соответствии с высотой проверяемой пружины. Усилие сжатия пружины отсчитывают по шкалам. Результаты измерений сопоставляют с техническими условиями.
Пружину считают годной, если поверхности витков ровные и гладкие, без следов коррозии, трещин и надломов; опорные торцы плоские и перпендикулярны оси пружины, отклонение от перпендикулярности допускается не более 2 мм на 100 мм длины; неравномерность шага витков пружины не превышает 20%.
Читать далее: Основные способы восстановления деталей машин
Категория: - Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Понятие о дефектации деталей | ТО и ТР автомобиля
После разборки двигателя все его детали подвергают осмотру и проверке на возможность их дальнейшего использования.
Под дефектацией понимают проверку целости деталей, т.е. выявление наружных и внутренних трещин и обломов, определение степени изношенности и деформации, нарушений взаимного расположения поверхностей. Дефектация позволяет разделить все детали на три группы.
К первой группе относятся детали, имеющие допустимый износ, а также детали, прошедшие необходимые виды проверки; ко второй группе — детали, имеющие предельный износ и отклонения от геометрической формы поверхностей, но пригодные к восстановлению; к третьей группе — детали, имеющие признаки окончательного износа и не пригодные к восстановлению. Допустимый износ и размеры, при которых детали сохраняют работоспособность без замены и восстановления, зависят от конструкции двигателя и устанавливаются заводом-изготовителем.
Дефектация деталей предусматривает следующие работы:
- внешний осмотр;
- проверку на специальных приборах для выявления не видимых невооруженным глазом дефектов;
- проверку герметичности;
- измерение размеров и проверку отклонений от первоначальной геометрической формы.
Для обнаружения в деталях дефектов, не видимых невооруженным глазом, применяют магнитную дефектоскопию, просвечивание рентгеновскими лучами, гамма-дефектоскопию, ультразвуковую и люминесцентную дефектоскопию.
Метод магнитной дефектоскопии основан на явлении рассеяния магнитных силовых линии в местах дефекта. Для обнаружения на поверхности стальных деталей трещин проверяемую деталь намагничивают и затем опускают в ванну с магнитной суспензией. При извлечении деталей из ванны в местах, где имеются трещины, суспензия образует бугорки или полости, указывающие место и размер дефекта.
При просвечивании деталей рентгеновскими и гамма-лучами на фотопленке выявляются раковины, трещины и другие внутренние пороки деталей.
Для обнаружения поверхностных дефектов деталей успешно применяют люминесцентную дефектоскопию, основанную на способности некоторых органических соединений светиться под действием ультрафиолетовых лучей. Скрытые поверхностные дефекты определяют по свечению облученного раствора, проникающего в трещину или раковину металла.
Некоторые ответственные детали двигателей, имеющие внутренние полости, в которых наиболее вероятно образование трещин, подвергают гидравлическому испытанию на герметичность горячей водой под определенным давлением. Такая проверка производится на специальных стендах. При этом проверяемую деталь (головку блока цилиндров, впускной коллектор и др.) при помощи струбцин крепят к раме стенда, а ее отверстия уплотняют резиновыми прокладками.
ustroistvo-avtomobilya.ru
Дефектация деталей и сопряжений
Страница 1 из 2
РМО.
Лекция.
Тема: Дефектация деталей и сопряжений.
План:
1.Сущность и основные задачи дефектации.
2. Классификация дефектов типовых деталей.
3. Методы дефектации. Оборудование и инструмент для дефектации.
4.Обнаружение скрытых дефектов.
1.Сущность, задачи и методы дефектации.
Дефектация — это процесс выявления состояния деталей и сопряжений путем сравнения фактических показателей с данными технической документации, где приведены нормальные, допустимые и предельные значения размеров деталей, зазоров и натягов сопряжений, а также отклонения от нормы и от взаимного расположения поверхностей деталей и другие параметры их состояния.
Основная задача дефектовочных работ – не пропустить на сборку детали, ресурс которых исчерпан или меньше планового межремонтного срока, и не выбраковать годные без ремонта детали.
Организация работ по дефектации.
В достаточно крупных и специализированных ремонтных предприятиях для выполнения работ по дефектации создаются специальные участки.
Например:

Рис. 1. План размещения оборудования в отделении дефектовки деталей специализированного ремонтного предприятия (годовая программа ремонта 400—500 тракторов):
/ — рольганг; 2 — стол для дефектовки средних и мелких деталей; 3 — стол для дефектовки крупных деталей; 4 — ящик для утиля; 5 — стеллаж; 6 — шкаф для инструмента; 7 — конторский стол; 8 — кран-балка; 9 — стол для комплектования узлов.
Как видно из плана, отделение дефектовки включено в поточную технологическую линию (конвейер). Детали поступают из разборочно-моечного отделения и после дефектации направляются в отделение комплектования.
Рабочие места в отделениях дефектовки, по мере необходимости, оснащаются специальным оборудованием и инструментом. Примерный перечень оборудования приведен в таблице 1.
Таблица 1.Обобрудование участка дефектации.
|
Оборудование |
Тип, чертежная модель |
Габаритные размеры в плане, мм |
|
Стол для дефектации деталей |
ОРГ - 1468-0 1-090А |
2400X800 |
|
Стол для дефектации металлоизделий (метизов) |
70-7825-1505 |
1160X695 |
|
Стол монтажный металлический |
ОРГ - 1468-0 1-080 А |
1200X800 |
|
Шкаф с набором универсаль-ных инструментов |
ОРГ-1661 |
615X750 |
|
Шкаф для материалов и измерительного инструмента |
ОРГ - 1468-07 |
860X360 |
|
Подставка для корпусных деталей |
— |
966X636 |
|
Контейнер для выбракованных Деталей |
ОРГ-1598 |
885Х 865 |
|
Контейнер для выбракован-ных подшипников |
— |
700Х 570 |
|
Стол для поверочной плиты |
3702-08А |
966X636 |
|
Автоматическая справочная установка |
АСУ-50 |
1000X900 |
|
Центры универсальные для проверки валов |
2ЖМ-00-00 |
1566X666 |
|
Дефектоскоп магнитный |
УМД-Э-2500 или МД-50П или ПМД-70 |
1800X700 1000X780 620Х 500 |
|
Стенд для испытания на герметичность головок блоков цилиндров ДВС. |
КИ-1040 |
1080X900 |
Создание специальных отделений и специализированных рабочих мест позволяет увеличить производительность труда и улучшить качество работы. Пример рабочего места для дефектации крепежных деталей приведен на рисунке 2.

Рис. 2. Столы для дефектовки крепежных деталей
Рабочие места для дефектовки деталей оснащаются набором измерительного инструмента, контрольных приспособлений и приборов.
В мастерских общего назначения (в мастерских аграрных предприятий) годовая программа ремонта (годовой объем ремонтно-технических работ) недостаточен для создания поточных технологических линий. В таких мастерских дефектовка выполняется на тех рабочих местах, где производится ремонт агрегатов или восстановление деталей. При этом, необходимый для дефектации инструмент, приспособления и приборы могут постоянно находиться на данном рабочем месте, например на участках ремонта топливной аппаратуры, электрооборудования, двигателей и т. п., или в инструментальной кладовой, например инструмент, необходимый для дефектовки деталей трансмиссии, ходовой части и других агрегатов, ремонт которых выполняется в ремонтно-монтажном отделении.
В процессе дефектации все детали разделяют на Пять групп и Маркируют их краской Определенного цвета:
— годные, параметры которых находятся в пределах, допускаемых для использования с деталями, бывшими в эксплуатации или новыми;
— годные, параметры которых находятся в пределах,
допускаемых для работы только с новыми деталями;
— утратившие работоспособность, которую можно восстановить в условиях данного предприятия;
— утратившие работоспособность, ремонт и восстановление которых возможны только на специализированных предприятиях;
— те, которые по своему состоянию не могут быть использованы в дальнейшем; их сдают во «Вторчермет».
Методы дефектации Могут быть классифицированы в соответствии со схемой, изображенной на рисунке 3.

Рис. Методы дефектации деталей и сопряжений.
Осмотр - наиболее распространенный метод дефектации для выявления наружных повреждений деталей:
- деформации, трещины, обломы, выкрашивание, прогар;
- отложения, раковины, задиры, царапины, повреждение покрытий, коррозия;
- негерметичность и др.
Осмотр возможен как Невооруженным глазом, так и с помощью Оптических средств: простых и бинокулярных луп, микроскопов.
Простукивание - используется для определения Плотности посадки шпилек, нарушения сплошности (целостности) деталей.
Метод основан на изменении тона звучания детали при нанесении по ней легкого удара молотком.
Звучание чистое - посадка плотная и деталь сплошная.
Звук глухой, дребезжащий – целостность детали нарушена.
Опробование вручную и проверка на ощупь – позволяет определить:
- наличие зазора,
- плавность вращения,
- перемещение детали,
- свободный ход рычагов,
- эластичность резинотехнических деталей,
- наличие местного износа.
Органолептические методы в большинстве случаев не позволяют сделать окончательный вывод о состоянии детали, поскольку имеют Субъективный характер.
Измерение размеров.
Порядок измерения, применяемый инструмент и приспособления, место и число замеров оговаривается в соответствующих технологических картах.
Для выполнения измерений используются универсальные и специальные измерительные инструменты и приспособления, а так же контрольные средства.
Например:

- универсальные инструменты: штангенциркуль (рис.4.), микрометр (рис.5.) , нутромер и т. п.;
 |


- специальные – штангенрейсмус, штангензубомер (рис. 6), и др.;



- контрольные средства – калибры, шаблоны, щупы, поверочные плиты, угольники и др. (рис.7 - 15).
 |
 |
Калибры для контроля шлицевых соединений.
 |
 |
Калибры для контроля отверстий.
 |
 |
Калибры для контроля валов.
 |
 |
Калибры для контроля конусных поверхностей.
 |
Калибры для контроля длин.
 |
Калибры для контроля расположения отверстий.

Рис. Калибры для контроля соосности отверстий.
 |
Рис. Регулируемые калибры-скобы для контроля болтов.
 |
Рис. 15. Использование калибров.
Капиллярные методы - основаны на способности некоторых жидкостей с хорошей смачиваемостью проникать в мельчайшие трещины.
К этим методам относятся люминесцентная и цветная дефектоскопии (метод красок), применяемые для выявления поверхностных трещин в деталях, изготовленных из магнитных и немагнитных материалов.
Магнитная дефектоскопия применяется для обнаружения наружных скрытых дефектов (трещин) в деталях, изготовленных из стали и серого чугуна. Метод основан на появлении магнитного поля рассеивания вокруг дефекта при прохождении магнитно-силовых линий через деталь и концентрации ферромагнитного порошка по краям дефектного участка.
Для намагничивания деталей применяют стационарные и переносные магнитные дефектоскопы (М-217, 77МД-1, 77МД-ЗМ).
 |
Трансформатор. Схема магнитного дефектоскопа.
Ультразвуковая дефектоскопия основана на способности ультра-звуковых колебаний распространяться в материале на большую глубину в виде направленных пучков и отражаться от дефектного участка вследствие разного изменения акустического сопротивления среды. В практике ремонтного производства используются дефектоскопы, работающие по теневому методу и методу отражения.

Рис. Схема ультразвукового дефектоскопа:
А - работающего по теневому методу:
1— ультразвуковой генератор; 2 — излучатель; 3 — деталь;
4 — Ультразвуковые волны; 5 — приемник; 6 - дефект; 7 — индикатор;
Б - Работающего по методу отражения: 1— контролируемое изделие; 2 — приемная пластина; 3 — Элемент; 4 - усилитель; 5 — электронно-лучевая трубка; 6 —генератор; 7— генератор развертки; 8 — дефект; А — начальный импульс; В — отраженный импульс; С — Донный сигнал.
mehanik-ua.ru










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)