 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Двигатель Урал М67-36. Цилиндры урал
|
|
|
содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..
Цилиндры двигателей мотоциклов Урал, Днепр Левый и правый цилиндры 6 (рис. 2.2) двигателя МТ 10-32 одинаковые по конструкции. Рубашка (оболочка) цилиндров изготовлена из алюминиевого сплава. Она соединяется диффузионным способом с гильзой, отлитой из специального чугуна. Это дает возможность значительно снизить теплонапряженость поршневой группы и обеспечить ее высокую работоспособность. Диаметр цилиндра 78+0-04 мм. В нижней части цилиндра расположен фланец с отверстиями для шпилек, крепления цилиндров и головок к картеру. Верхняя часть цилиндра имеет кольцевой бурт, который входит в цилиндрический разрез головки. Между цилиндром и головкой установлена прокладка 4 из мягкой красной меди толщиной 0,6 мм. Цилиндры 3 двигателя К-750М (рис. 2.8) отлиты из чугуна. Они не взаимозаменяемы. Левый цилиндр отличается от правого размещением впускных и выпускных клапанов. В верхней части цилиндры имеют приливы с двумя клапанами для впуска рабочей смеси и выпуска отработанных газов. В нижней части цилиндра находится фланец с шестью отверстиями, через которые цилиндр крепится к двигателя шпильками. Заодно с фланцем цилиндра отлита клапанная коробка, в которой находятся клапаны 13 и их пружина 14. Во фланце левого цилиндра размещена кольцевая канавка с тремя отверстиями для подачи масла по масляной магистрали в рабочую зону цилиндра; в верхней части цилиндра сделаны восемь резьбовых отверстий для крепления головки. Цилиндры 8 (рис. 2.10) двигателя М67-36 ("Урал") изготовлены из чугуна. Они имеют одинаковую конструкцию и взаимозаменяемы. В верхней части цилиндра имеются четыре отверстия для шпилек крепления головки и два отверстия, в которые запрессованы трубки штанг толкателя. Кроме того, в цилиндре предусмотрено отверстие для дренажной трубки, по которой остатки масла стекают из полости головки цилиндра. К картеру двигателя цилиндр крепится четырьмя шпильками.
Таблица 2 1. Размерные группы поршней и цилиндров
Примечание: 1. Диаметр поршня измеряется в нижней части юбки (ниже нижнего маслосъемного кольца) перпендикулярно оси пальца при температуре 20°С 2. При наличии овальности и конусности цилиндра его диаметром считается наименьший диаметр.
Рис. 2.16. Цилиндр двигателя К-7: - "Днепр-12" (правый): 1 - конусная поверхность седла клапана; 2 - плоскость разъема с головкой цилиндра; 3 - плоскость разъема с картером двигателя; 4 - зеркало цилиндра; 5 - отверстие направляющей клапана
содержание .. 9 10 11 12 13 14 15 16 17 18 19 20 ..
|
|
|
zinref.ru
Космос для "Урала" | OPPOZIT.RU | мотоциклы Урал, Днепр, BMW
Что общего у мотоцикла "Урал" и космического корабля "Буран"?.. Хохот здесь неуместен! Наши с вами сограждане разработали не имеющую аналогов в мировой практике технологию, позволяющую сделать цилиндры мотоцикла практически вечными.

Жило-было в городе Москве заслуженное учебное заведение: Институт нефти и газа имени И. М. Губкина (МИНГ, сейчас - Академия нефти и газа). Во времена былые считалось хорошим тоном шефство солидной организации над спортивными коллективами. МИНГ отдал предпочтение мотокроссу и создал в 1962 году собственную команду. Условия для тренировок и материальная база дали такие результаты, что очень скоро о ней заговорили не только по Советскому Союзу, но и за рубежом на соревнованиях мирового уровня. Кросс на мотоциклах с колясками, шоссейно-кольцевые гонки, многодневка - круг интересов мотоциклистов был весьма широк.
Спросите: а причем здесь "Буран"?
Покуда спортсмены воевали на трассах, в середине 80-х годов ученые принимали участие в создании отечественного космического корабля многоразового использования.Одна из проблем, вставшая перед ними, формулировалась так: как защитить его корпусот сгорания при входе в плотные слои атмосферы. В отличие от прочих спускаемых аппаратов, «Буран» не должен был обгорать вообще, ведь ему предстояло многократно подниматься в космос. Решение проблемы поручили группе ученых Сибирского отделения Российской академии наук. Ход их мыслей был примерно таким. Один из самых термостойких материалов - керамика. Но она имеет большой удельный вес, попросту говоря, - тяжелая. Другое дело, алюминий - «крылатый металл» - очень легок, но плавится при сравнительно небольших температурах. Следовательно, нужно соединить свойства этих двух материалов в одном. И он был разработан. С помощью специальной электрохимической технологии на поверхности алюминия образовывался тонкий слой прочнейшей керамики с температурой плавления 1600-1700°С. Функция алюминия при этом - отводить тепло,не давая обшивке перегреваться. Проблема решена!
Связь между кроссовыми оппозитами и обшивкой "Бурана" возникла позже, когда преподаватель МИНГа Ю.Бакиров уже на кафедре родного института задался целью практически применить разработанную технологию. Высочайшая твердость покрытия - 90 единиц по Роквеллу (для сравнения: алмаз, эталон данной шкалы, обладает твердостью 100 единиц) и способность пористой структуры керамики хорошо удерживать масло натолкнули ученого на мысль использовать его в двигателях внутреннего сгорания.Для экспериментов далеко ходить не стали, поскольку кроссовая команда, что называется, под боком. Состоялся разговор Юлия Александровича с одним из патриархов отечественого спорта 11-кратным чемпионом СССР Евгением Косматовым. После обмена мнениями решили проверить уникальную технологию на двигателе "Урала".
Сказано - сделано. Отпили алюминиевые цилиндры, на их внутреннюю поверхность нанесли металлокерамический слой и установили в двигатель. Первый эксперимент был неудачным. Дело в том, что цилиндр и поршень, изготовленныеиз одного и того же материала, теоретически имеют одинаковый коэффициент линейного расширения. То есть поршень можно устанавливать в цилиндр без теплового зазора, а, следовательно, и без поршневых колец, ибо нет необходимости уплотнять зазор, которого нет! Но... "Суха теория, мой друг..." Во время испытаний после первого же круга двигатель заклинило. Правда, остыв, он завелся как ни в чем не бывало, мотоцикл снова вышел на трассу.Прошел еще один круг - и снова "клин". Стало ясно, что тепловой зазор и поршневые кольца все-таки необходимы.

Когда двигатель вновь собрали, на испытаниях он начал показывать фантастические результаты: прихват поршня стал невозможен - коварный коэффициент расширения "работал" безупречно. Высочайшая твердость покрытия обеспечила уровеньизноса (в любых условиях) близкий к нулю. Евгений Косматов вспоминает, как на сложной песчаной трассе, в дождь, на одном из мотоциклов прорвался всасывающий патрубок. Неотфильтрованный воздух хлынул в двигатель. Гонка продолжалась около часа. Когда после прохождения всей дистанции испытаний разобрали мотор, то увидели в камере сгорания и на днище поршня слой спекшегося песка толщиной в несколько миллиметров. Но цилиндр не пострадал! Это - характеристика моторесурса: от "старости" и пройденного по дорогам обгорят клапаны, сточатся кулачки распредвала, застучит коленвал, а цилиндрыможно будет ставить на новый мотор.
И еще. Кольца, работающие в цилиндре с графитовым покрытием, изнашиваются на порядок медленнее, потому что прогрессирующая в них овальность и конусность здесь не возникнут — для того нет причин. Правда, кольцо перед установкой должно быть идеальной формы, как и цилиндр - приработаться ему в таких условиях трудно, если не сказать невозможно. Поэтому лучше всего применять кольцапроизводства известных фирм.
Надо сказать, что проблемой улучшения теппоотвода и повышения долговечности цилиндров производители спортивных моторов во всем мире занимаются давно. Устанавливали тонкие хромированные гильзы из бронзы, пытались наносить хром непосредственно на алюминий. Но слой хрома растрескивался при тепловом расширении цилиндра. Позднее разработали покрытие, названное "никасиль", у которого идентичный с алюминием коэффициент расширения и твердость порядка 35 единиц (против 20-25 единиц у чугуна). Именно такие цилиндры сейчас считаются лучшими в мире и многие фирмы (среди которых КТМ, БМВ) устанавливают их на свои машины серийно. Но никасиль, как, впрочем, и хром, не обладает достаточной способностью удерживать масляную пленку, поэтому на зеркало цилиндра наносят риски, в которых масло и задерживается. Металлокерамика, благодаря пористой структуре, всегда как бы "пропитана" маслом, а, значит, нет нужды в каких-либо рисках.
В 1993 году авторы технологии направили пару своих цилиндров для испытаний на Ирбитский завод "Уралмото". Целый год двигатель с ними "гоняли" вначале на стенде, затем в дорожных условиях. В итоге в институт пришел технический отчет, в которомподтверждались уникальные свойства металлокерамики. Максимальные обороты двигателя по сравнению с серийным выросли на 20%, мощность - на 15%. Казалось бы, самое время запустить продукцию в производство. Но металлокерамические цилиндры при всех своих достоинствах имеют один существенный недостаток - высокую цену. Вряд ли рядовой потребитель будет готов выложить за пару цилиндров, пусть даже самых замечательных, сумму, соизмеримую со стоимостью целого мотора.

Будет жаль, если новые цилиндры "не пойдут" в нашем мотопроме. Маркетологам, прогнозистам и другим специалистам торговли следовало бы выяснить, станет ли цена препятствием к широкому спросу. Ведь практика не раз доказала, что добротныеи долговечные товары, сколько бы они ни стоили, находят своих покупателей. А пока на том же "Уралмото" вовсю отливают старые добрые "чугунки". В то же время солидные зарубежные фирмы (в их числе, заметим, и БМВ) ведут с разработчиками из российского МИНГ переговоры о продаже технологии. И может статься, через несколько лет, разглядывая фотографии с какого-нибудь мотосалона, мы будем восторженно цокать языками, глядя на воплощенную за рубежом российскую техническую идею. Авторы технологии свое, конечно, получат. А российские мотоциклисты?
источник : мото 2/99 стр 16
oppozit.ru
|
|
|
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
Поршни двигателей мотоциклов Урал, Днепр Поршни двигателей мотоциклов "Днепр" и "Урал" отлиты из жаропрочного алюминиевого сплава и термически обработаны. Поршень состоит из головки со сферическим или плоским днищем, юбки и бобышек. На поршне устанавливаются поршневые кольца (два компрессионных и два маслосъемных). В канавках под поршневыми кольцами расположены сквозные отверстия для стока масла. Юбка поршня изготавливается специальной овальной формы. Больший диаметр юбки располагается в плоскости, перпендикулярной оси поршневого пальца. Юбка поршня имеет также коническую форму. Разница большего и меньшего диаметра юбки составляет 0,015 мм. Диаметр верхней части юбки меньше чем диаметр нижней части на 0,03 - 0,05 мм. Овальность и конусность юбки нужны для того, чтобы при малом зазоре между ней и цилиндром поршень, расширяясь от нагревания, не заедал в цилиндре. Для обоих цилиндров поршни одинаковые. В зависимости от диаметра цилиндры разбиты на группы (табл. 2.1). Чтобы уменьшить шум поршня во время его работы, ось отверстия под поршневой палец в двигателе МТ 10-32 смещена относительно оси симметрии на 1,5 мм. Чтобы правильно установить такой поршень в цилиндре, на дне его днища выбита стрелка. Во время монтажа стрелка должна быть обращена на поршнях обоих цилиндров вперед в сторону центрифуги. В этом случае, если смотреть на двигатель сзади, палец в поршне правого цилиндра должен быть смещен вниз, а в поршне левого цилиндра - вверх. Отверстия под палец в поршнях двигателей К-750М и М67-36 выполнены без смещения оси пальца от диаметральной плоскости поршня. Поршни двигателей К-750М и М67-36 имеют плоское дно, а поршень МТ 10-32 - плоское дно с выталкивателем. Отверстия пальцев разбиты на группы через 0,0025 мм и маркированы краской на боковине (табл. 2.2). Допустимый износ отверстия под поршневой палец не должен превышать 0,02 мм. В этих отверстиях находятся канавки для пружинных стопорных колец, которые способствуют осевому смещению поршневого пальца. Поршни к цилиндрам подбираются с необходимым зазором. Чтобы облегчить подбор, поршни и цилиндры отсортированы через 0,010 мм. Их размеры выбиты на внутренней стороне дна поршня. Кроме того, поршни разбиваются на группы по массе, которая совпадает с цветным индексом отверстия под поршневой палец. Разница в массе поршней двигателя не должна превышать 0,004 кг. Взвешиваются поршень в сборе с кольцами и пальцем. У подобранных поршней цветовая маркировка отверстий под поршневой палец должна соответствовать маркировке отверстия верхней головки шатуна. Маркировочная краска на поршнях наносится на нижнюю поверхность одной из бобышек, на шатунах - у верхней головки.
Таблица 2.3 Ремонтные размеры цилиндров и поршней
КАК МАРКИРУЮТСЯ ЗАПАСНЫЕ ЧАСТИ ДЛЯ РЕМОНТА ДВИГАТЕЛЕЙ МОТОЦИКЛОВ «УРАЛ», «ДНЕПР» Деталям и сборочным единицам присвоены семизначные номера, в которых: две первые цифры показывают тип мотоцикла; две вторые - номер группы; три последние - номер детали в группе. Некоторые детали имеют в конце буквенные или цифровые индексы, проставленные через дефис. Индексы А, 01, 02, 04 показывают, что конструкция детали изменена по сравнению с ранее выпускавшейся, но взаимозаменяема с ней по посадочным или присоединительным признакам. Индексы Б, В, 10, 20, 40 указывают, что и конструкция изменилась и взаимозаменяемость не сохранена. Индексы PI, Р2, и РЗ обозначают ремонтные размеры. Если обозначение детали начинается с цифр 72 - она подходит ко всем моделям с М72; если с 61 - от М61 и далее.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
|
|
|
zinref.ru
Тюнинг двигателя мотоцикла Урал и Днепр.
Приветствую владельцев тяжёлых отечественных мотоциклов Урал или Днепр, которых не устраивает стандартная заводская мощность двигателей этих байков — эта статья для вас. Здесь мы рассмотрим как поднять мощность задушенных двигателей этих мотоциклов своими силами, но хочу сразу предупредить, что без знакомых токаря, расточника, фрезеровщика и термиста, осуществить задуманное будет нереально. Поэтому заранее облюбуйте какой нибудь завод в вашем городе или хорошо оснащённую мастерскую и заведите там знакомство, так как доработка некоторых деталей в обычном гараже неосуществима.
Вообще отечественные оппозитные двигатели этих мотоциклов, имеют неплохой потенциал для форсировки, так как в этих моторах ход поршня имеет меньшее расстояние, чем сам диаметр поршня (ход поршня 68 мм, а его диаметр 78 мм). То есть эти моторы могут быть достаточно оборотистыми (не как японцы, но всё же), но на заводе они явно задушены, да и качество деталей двигателя, по сравнению с японским или европейским мотопромом мягко говоря никакое.
А сейчас вообще в продаже появились запчасти таких подвальных «фирм», что заводские советские детали, кажутся верхом совершенства. Так что прежде чем начинать тюнинговать свой двигатель, как я опишу в этой статье, сделайте для начала его капремонт (замените изношенные шестерни, валы и т.д) но только из советских деталей, которых по России и СНГ ещё осталось предостаточно у местного населения (особенно где нибудь в глубинке). И найдите советские поршни от 6 вольтового Днепра МТ-9 (или К-650), со сферическим донышком — они пригодятся для поднятия степени сжатия вашего мотора. Итак приступим.
Головка двигателя.
Головка любого мотора очень важна, ведь через неё происходит наполнение цилиндров двигателя горючей смесью и отвод отработанных газов. И чем эффективнее наполняются цилиндры, и эффективнее отводятся отработанные газы, тем больше мощность любого двигателя.
Первое с чего мы начнём, это с доводки до нормального состояния заводской головки вашего оппозита. Для начала рассухарьте клапана головки и извлеките клапаны. Если у вас головка мотоцикла Урал, то она более задушена, чем днепровская, так как диаметр её клапанов всего 35 мм выпускной, и 38 мм впускной. Расточите родные ураловские сёдла и на их место запрессуйте нормальные днепровские сёдла клапанов диаметром 38 и 40 мм. Какая посадка должна быть при правильной запрессовке сёдел (сёдла должны быть из прочного ковкого и жаростойкого чугуна), знает любой моторист в автомастерской, поэтому обратитесь именно туда. Там же вам расточат (удалят) ураловские сёдла клапанов, и правильно запрессуют увеличенные днепровские сёдла.
Потребуются теперь днепровские клапана, но при покупке проверьте ровность их стержней(левака хватает), норма прямолинейности которых до 0,03 мм (можно проверить прокатывая стержень клапана по кусочку стекла, и щуп толще 0,03 мм не должен вставляться между стеклом и стержнем клапана, а в идеале ещё тоньше). Из чего должны быть сделаны клапана вы проверить не сможете, но всё же знать это полезно — легированный сплав марки 40Х9 впускной клапан и жаропрочная сталь марки ЭП303 у выпускного клапана. Советские детали сделаны именно из этих сплавов.
Купив клапана, замерьте их диаметр микрометром и подберите к ним новые направляющие втулки из металлокерамики или бронзы, но так, чтобы зазор между стержнем клапана и втулкой был не более 0,04 мм. (кстати при покупке, сразу замеряйте и втулки и клапана). Внутренний диаметр втулки замеряется маленьньким индикаторным нутромером. Как запрессовать втулки, можно почитать на примере автомобильных, ведь принцип запрессовки одинаков, только приспособление нужно сделать именно для вашей головки (приспособление, и как его использовать смотрим здесь).

Запрессованная жигулёвская втулка в головку оппозита, и сальник клапана.
Хочу заверить многих оппозитчиков, что 90% всех НОВЫХ головок для оппозитных двигателей, сейчас продаётся с завышенным аж до 0,5 миллиметра !!! зазором меду направляющей втулкой и стержнем клапана. Ещё раз повторю — НОВЫХ головок, так что купив новую головку, сразу же рассухаривайте клапана и меняйте втулки, или клапана с более толстыми стержнями (чтобы получить зазор в 0,04 мм). Кстати советую запрессовать жигулёвские заводские втулки, так как на них сделана специальная проточка, на которую одевается очень полезный сальник клапана (см. фото).
Так же проверьте на тарелках клапанов все три необходимые фаски: на входе седла должна быть фаска в 60°, которая будет обеспечивать максимальное наполнение цилиндра на впуске; на выходе седла должна быть фаска в 30°, которая придаст выпуску минимальное сопротивление; и рабочая фаска в 45°, которая будет отлично контактировать с тарелкой клапана, обеспечивая отличную герметичность.
Следующей операцией будет замена штатных пружин на пружины от машины иномарки, например от Авдотьи (Ауди 100). Это нужно обязательно сделать, так как обороты вашего двигателя после тюнинга возрастут, и штатные пружины не справятся с инерцией клапанов и их толкателей на более высоких оборотах. А пружины Ауди более жёсткие и эта жёсткость, а так же их прогрессивная характеристика, не даст клапанам зависать на больших оборотах коленвала.
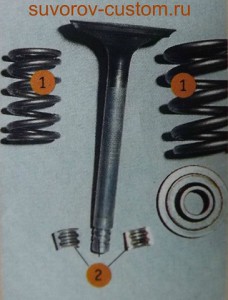
Пружины от Ауди, тарелка пружины и доработка клапана под сухарики от Ауди.1 — пружины от Ауди, 2 — сухарики клапана от Ауди и проточки на клапане для них.
Для осуществления этой затеи, понадобится немного укоротить стержни клапанов (до 90 мм), и нарезать на концах стержней три паза, для замков пружин Ауди (см фото). А подрезанные торцы стержней клапанов (в месте контакта с коромыслами) нужно будет закалить или цементировать (какую термичку найдёте на заводе, то и делайте).
При сборке, не забудьте проверить, чтобы коромысло давило именно в центр торца клапана, ведь на большинстве заводских головок эта центровка нарушена. Добейтесь с помощью тонких регулировочных шайб, надеваемых на ось коромысла, чтобы кончик коромысла давил именно в центр торца клапана, это важно.
Перед сборкой желательно расточить шарошкой немного (примерно 1,2 — 2 мм) впускные и выпускные каналы обоих головок, а затем отполировать их стенки до зеркального блеска — это улучшит наполнение, мотор лучше задышит и это поднимет мощность. Не забудьте потом всю головку хорошенько отмыть от продуктов обработки.
Ну и ещё одно усовершенствование головки. Следует сделать и вкрутить футорки под более длинную резьбу современных свечей зажигания, ведь все нормальные (например иридиевые) свечи зажигания имеют длинную резьбу. И пора внедрять современные свечи, которые рассчитанны аж на 200 тысяч километров и в наши оппозитные двигатели. Лучше конечно сделать две футорки, как сделал я на своём Днепре, чтобы установить в дальнейшем по две свечи на каждый цилиндр. Посмотреть это можно вот в этой статье, и там же вы увидите, как проще всего установить самодельное электронное зажигание на оппозитный отечественный двигатель.
Кто желает пойти ещё дальше, в бесконечном пути тюнинга, то можно на двигатель мотоцикла Днепр (у Днепра давление масла больше, чем у Урала, так как маслонасос производительнее) установить гидрокомпенсаторы клапанов от автомобиля иномарки. Это позволит вам забыть о частой регулировке клапанных зазоров. Для осуществления этой затеи, нужно для начала подобрать на разборке сами гидрокомпенсаторы (подвираем их диаметр как модно ближе к диаметру штатных толкателей, чтобы меньше алюминия снимать при расточке штатных отверстий в картере), и пружины клапанов от той же машины.
Замерив точно диаметр компенсаторов, нужно исходя из этого диаметра, расточить отверстия (в которых двигаются штатные толкатели клапанов) в днепровском картере, да так, чтобы гидрокомпенсаторы двигались в расточенных отверстиях с зазором в 0,04 мм.

Круглый штуцер для датчика давления.
А чтобы они заработали, (компенсируя клапанные зазоры), к ним нужно подвести масло под давлением из системы смазки днепровского двигателя. Подвести масло к гидрокомпенсаторам легче всего от штатного датчика давления масла (к датчику подключаем штуцер, который показан на голубом фото слева, только его нужно будет приварить к стальной трубке, и хомутик не нужен) и далее по стальным трубкам, а от трубок в картер вкручены Т-образные штуцеры, по которым масло подводится уже непосредственно к гидрокомпенсаторам в картере (см. фото ниже).

Подвод масляных трубок от датчика к гидрокомпенсаторам клапанов.
Но главное в этой переделке, установить клапанные пружины от той же машины, что и гидрокомпенсаторы. Так как компенсаторы тяжелее штатных днепровских толкателей и у штатных днепровских пружин не хватит силы упругости, что бы справиться с инерцией более тяжёлых компенсаторов (на оборотах выше 4 тысяч), и возникнут перебои в работе двигателя.
Последнее, что здесь нудно сделать, это рассверлить в донышке компенсатора ямку (во всех четырёх), в которую будет упираться штатная дюралевая штанга, которая толкает клапан (точнее стальной наконечник штанги).
Распределительный вал.
Двигатель, с доработанной головкой, «задышит» ещё глубже и эффективнее на больших оборотах, если немного (на 1,5 — 2 мм) увеличить ход открытия клапана. А для этого нужно наварить на кулачки распредвала металл, увеличив профиль кулачков. Кстати на модели Днепров МТ-1036, уже на заводе устанавливали распредвал с более высоким профилем кулачков (чем у других моделей), так что есть смысл поискать этот вал. Если есть возможность (нормальный завод или мастерская с хорошими специалистами), то можно заказать, чтобы изготовили новый распредвал, но с большим на 2 мм профилем кулачков, из стали 20Х, с последующей цементацией.
Сварку следует выполнять лучше аргонно дуговым аппаратом, по чуть чуть наплавляя метал на вершину кулачка, и при этом весь распредвал должен быть погружен в ванночку с холодной водой (по мере её нагрева добавляем холодную). Это обязательно, иначе вал поведёт при нагреве. Наварив немного металла на все 4 вершины кулачка, обрабатываем их и постоянно проверяем профиль, заранее сделанным из картона шаблоном.
Профиль всех четырёх кулачков должен быть абсолютно одинаковым как по высоте, так и по форме «яйца», и после того, как вы этого добьётесь, кулачки следует отполировать до зеркального блеска. После полировки, кулачки желательно закалить до твёрдости НRC 43-48 (лучше обратитесь к знакомому термисту). Кстати, увеличить ресурс распределительного вала можно ещё его немного доработав, а вот как это сделать, читаем вот тут.
После доработки распредвала, как бы мы не старались, но его всё же могло повести, причем не только от сварки, а скорей всего от закалки. Это нужно и важно проверить, если уложить вал в двух призмах, и подвести к нему в разных местах, (там где нет кулачков) носик индикатора часового типа. Проверяем вал, прокручивая его в призмах и следя за стрелкой индикатора. И если есть кривизна, то исправить дело можно, если капнуть электросваркой капельку металла посередине вала (там где нет кулачка) и вы тут же увидите, что вал немного изогнётся в противоположную сторону.
Так можно полностью убрать кривизну, постоянно проверяя вал индикатором, после каждой капельки сварки (в конце капельку стачиваем). Только потренируйтесь сначала на каком нибудь ненужном валике, или металлическом стержне.
Хочу предупредить, что кропотливую доработку распредвала бессмысленно проводить, если не заменить все подшипники, особенно подшипники коленвала на качественные японские. Так же поршневая и коленвал должны быть новыми. И самое главное,что я хочу сказать: при увеличении профиля кулачков, мощность мотора повысится только на высоких оборотах, а на средних и малых оборотах наоборот упадёт.
Почему так происходит, в двух словах не объяснишь, и подробнее об этом очень советую почитать вот в этой статье, прочитав которую вы поймёте, что доработка распредвала, как описано выше, в большинстве случаев не оправдана. Вам придётся после этого постоянно перекручивать двигатель и в два раза чаще работать лапкой переключения скоростей, что для чоппера не солидно — его мотор должен вытягивать с низов. Если же вы строите мотоцикл в стиле каферейсер или стритфайтер, тогда есть смысл заморачиваться, но опять же напомню — ваш двигатель должен быть доведён до идеала (начните как я уже говорил с замены подшипников на фирменные, замены жиклеров карбюратора на увеличенные на 40%, замены выпускной на прямоток и т.д.).
Поршневая группа.
При доработке поршней, мы будем учитывать два главных обстоятельства. Первое — это увеличение степени сжатия, и второе — это сделать так, чтобы поршни не встретились вверху с клапанами, а внизу с щёками коленвала. И как я уже говорил вначале, чтобы поднять степень сжатия, потребуются для Урала поршни от МТ-9 с выпуклым донышком, которое выше ураловского аж на 6 мм, и поэтому оно обеспечит прирост степени сжатия.
Доработка поршневой группы.1 — с юбки поршня удалён лишний алюминий, 2 — медная трубка, которая льёт масло на донышко внутри поршня, 3 — выборка 12 на 12 мм.
Но загвоздка в том, что прокрутить коленвал Урала с поршнями от МТ-9 невозможно, так как щёки коленвала упрутся в нижнюю кромку юбки поршня. Чтобы это устранить, нужно днепровские поршни подточить так, чтобы сбоку юбки поршня (там где цифра 1 на фото) осталось алюминия всего 3 мм до нижнего маслосъёмного кольца. (см. фото).
Поршни и коленвал после такой доработки перестанут мешать друг другу. Но когда поршень уйдёт в нижнюю мёртвую точку, проверьте, чтобы между сточенной частью юбки поршня и щекой коленвала, был зазор не менее 1 мм (чтобы по мере износа поршней и их перекладки, детали не встретились при работе, ну и плюс тепловой зазор).
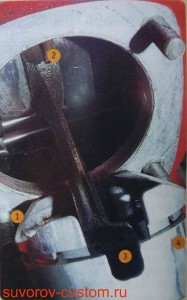
Так же следует выпилить окошко 3 (см фото) в юбках обоих поршней, шириной 12 мм и высотой 12 мм. Это нужно для того, чтобы поршень не цеплял при работе трубку подвода масла на донышко поршня (но об этом немного позже). На цилиндре тоже нужно будет вырезать такое же окошко 12 на 12 мм (с. фото ниже).
После всех стачиваний и подгонок добейтесь, чтобы оба поршня имели абсолютно одинаковый вес в граммах. Далее соберите поршневую и установите головки, затем подведя поршни в ВМТ, через свечное отверстие залейте моторного масла, чтобы проверить (по очереди) степень сжатия. Для этого нужно разделить большее число жидкости, которое уместится в цилиндре при НМТ, на меньшее число жидкости, которое уместится камере сгорания при ВМТ. Должно получиться примерно 9,0 — 9,2. (у штатных моторов степень сжатия 6,5 — 7).

Цилиндр с вырезом внизу под маслоподающую трубку.
При прокручивании рукой коленвала ураловского двигателя с днепровскими поршнями, убедитесь, что поршень не встречается с клапанами (это сразу не даст прокрутить коленвал рукой). А так же следует убедиться, что между открытым до конца клапаном и поршнем есть зазор не менее 1 мм. Это можно проверить, если прилепить на донышко поршня пластилин или оконную замазку, толщиной пару миллиметров.
Клапана оставят в пластилине отчётливый отпечаток. Если поршень касается открытого клапана (или двух), значит следует сделать фрезой выборку на поршне. Такие выборки делают на более современных днепровских поршнях (да и на поршне от иномарки тоже).
Кстати, поднять степень сжатия на мотоцикле Днепр, не меняя штатный поршень, можно если сточить привалочную плоскость головки двигателя, а на сколько сточить ? Это зависит от той степени сжатия, которую вы хотите получить, а так же от толщины донышка поршней. Ведь после того, как вы сточите (торцанёте) головку например на 2 мм, на эти же 2 мм следует выбрать фрезой выборки под клапана, иначе поршень и клапана будут касаться друг друга и не дадут коленвалу прокручиваться (не забываем про зазор в 1 мм между дном поршня и открытыми клапанами).
Охлаждение и система смазки.
После выше описанных переделок, следует улучшить допотопную воздушную систему охлаждения (если её можно так назвать). Особенно это касается мотоциклов Урал, древние чугунные цилиндры которого еле еле справляются с тем, чтобы мотор не перегревался, даже при штатной степени сжатия в 6,5. А что уж говорить, если мы подняли сжатие до 9, то без доработок перегрев обеспечен.
Кстати заводские инженеры КМЗ, давно учли, что чугунные цилиндры — это каменный век, и после пресловутого нижнеклапанного касика (К-750) стали устанавливать на все верхнеклапанные моторы последующих моделей Днепров, именно алюминиевые цилиндры с чугунной гильзой, которые намного эффективнее охлаждаются.
Жаль, что Ирбитские инженеры, клепали постоянно перегревающиеся в жару чугунки (чугунные цилиндры) вплоть до конца 90-х годов, пока не появился более совершенный Урал Вояж, а потом и Волк, на которых повторили наконец то цилиндры как у Днепра, сделав их алюминиевыми, и крепление их с помощью сквозных шпилек (наверно через несколько лет пришло просветление в головы инженеров Урала).
Так вот, к чему это я? Да к тому, что в идеале нужно установить на более древние мотоциклы Урал, цилиндры от Волка. Но вот перед этим их следует укоротить аж на 10 мм (и переделать их крепление сквозными шпильками, как на Днепре), так как у Волка ход поршня больше на 10 мм, чем у обычного Урала. Но лучше конечно не портить волковские цилиндры, а установить ещё и коленвал от Волка, и тогда ещё и объём мотора вырастет до 750 кубов, но это тема отдельной статьи. А вообще, если честно, то для меня мотоцикл Днепр намного приятнее и проще тюнинговать, чем Урал, не в обиду владельцам Уралов конечно.

Дополнительный масляный насос в картере Урала.1 — медная трубка вкручена в корпус насоса, 2 — выход трубки уплотнён герметиком.
Ладно, хватит философии; независимо от того, какие цилиндры стоят на вашем оппозите, нужно всё равно сделать следующее: во первых нужно подвести дополнительную прохладу к донышкам поршней — зону самых высоких температур. Для этого к штатному ураловскому масляному насосу, через переходник и удлинённый валик, подсоединяем ещё один ураловский, а лучше более производительный днепровский маслонасос (см. фото).
И подсоединить к нему отдельную масляную магистраль, которая подсоединяется далее через масляный радиатор (последовательно), затем раздваивается и качает масло именно на донышки поршней изнутри. Проверьте, чтобы обе трубки подачи масла, были направлены именно на донышки поршней изнутри (подведите поршень к НМТ и подогните трубку, направив её на дно поршня изнутри, но так, чтобы она не касалась юбки поршня).

Масляный радиатор от иномарки
Масляный радиатор можно найти на разборке мотоциклов иномарок, так как много дорожных японских мотоциклов имеют воздушно-масляное охлаждение, а чем наш оппозит хуже. Радиатор можно приладить даже от Запорожца — даже на нём имеется воздушно=масляное охлаждение. А в самом картере следует увеличить объём масла до 3 литров, с помощью более высокого алюминиевого поддона картера (см. фото ниже), они сейчас уже есть в продаже. Дополнительный объём масла хорошо будет влиять на температурный режим двигателя, вместе с радиатором.

Увеличенный алюминиевый масляный поддон.
Питание и зажигание.
Останется установить на ваш оппозит электронное зажигание, как описано в статье про его установку (ссылка выше в тексте), а так же нормальные вакуумные карбюраторы от японского мотоцикла, которые добавят мощности. Не забудьте только перейти на более высокооктановый бензин, так как степень сжатия у вас теперь уже не семёрка, а девятка! Обороты двигателя возрастут до 7500, и откроются новые возможности для оппозитного мотора и мотоцикла в целом. А раз обороты возросли, то какие то штатные подшипники могут не справится с оборотами. Поэтому по мере их износа, советую заменить их на фирменные, а как выбрать подшипник и распознать его маркировку, советую почитать вот тут.
Ну и конечно же не помешает установить в коробку передач тюнинговые шестерни третьей и четвёртой передачи, чтобы уменьшить их передаточные отношения (с 1,7 до 1,55 — третья передача, и с 1,3 до 1,09 — четвёртая передача). А так же установить в редуктор заднего моста десятую пару шестерен (как это правильно сделать читаем в этой статье). Это позволит двигаться на скоростях за сотню не перекручивая двигатель.
Вот вроде бы и всё. Кто желает почитать об истории усовершенствования моего мотоцикла Днепр, то кликаем сюда и читаем на здоровье.
Если вы сделаете тюнинг двигателя мотоцикла Урал или Днепр как описано в этой статье, то возможности вашего байка будут намного выше серийных заводских мотоциклов, и вы получите огромное удовольствие от более резкого старта и увеличившейся максимальной скорости, а ведь мотоцикл создан именно для удовольствия; успехов всем!
suvorov-castom.ru
MotoRestorer » Post Topic » Двигатель Урал М67-36
Двигатель Урал М67-36 четырехтактный, карбюраторный, двухцилиндровый с оппозитным расположением цилиндров, воздушным охлаждением. Рабочий объем, 649 см3

Мой мотор набегал 12 тыс\км, с таким пробегом он был приобретен. Конечно это не говорит о 100% уверенности родного пробега, но приблизительное представление имеется.
Когда мотор снят,вымыт, начинаем его разборку и дефектовку (начало тут http://motorestorer.com/ural-m67 )
Сняв крышку клапанов, сразу увидел, что регулировочнвый болт коромысла сломан:

Он должен быть вот такой:

Днепровский болт не подойдет, он толще:

Так что ищите у дедов на рынке, еще можно найти.
Когда я снимал кольца с поршня, увидел что стопорное кольцо сломано:

а должен быть вот такой вид:

Когда был снят правый цилиндр, обратил внимание на то, что поршень болтается на втулке верхней головки шатуна. Такого не должно быть. Поршень не должен болтаться по оси, снимаем поршень.
Для снятия поршня нужно вытащить стопорные кольца по краям поршня, вытащить палец с помощью другого пальца, например от ИЖа или Явы, или другой похожей трубки. Мой палец выскочил сам, почти без усилия, это говорит о том, что палец изношен.
Когда поршень снят, берем палец, делаем замер штанген-цыркулем (мой 20.97), а должен быть 21,01 в идеале. Засовываем его в верхнею головку шатуна, для проверки на биение во втулке :

Мой палец, легко вставился туда, можно сказать со свистом. Опять же, по руководству палец должен засовываться от усилия руки и не иметь осевых биений. Мой палец имеет биение, да и втулка явно самодельная:
Палец подлежит замене, втулка вообще не пойми как была поставлена, так-же заменим ее. Для того чтобы выпресовать втулку из верхней головки шатуна, нужно взять пилу по металлу, снять полотно и собрать его так, чтобы полотно было внутри головки шатуна, сделать пропил и отогнуть отверткой. Так она легко выйдет. Идем на рынок и покупаем (желательно у дедов ) втулку, подходит ДНЕПРовская ( с лева старая моя, с права купленная).

Запресовка бронзовых втулок.
Для того чтобы запрессовать новую втулку, нужен вот такой элементарный девайс:

Обычная шпилька, с шайбами и гайками с обеих сторон. Обмазываем маслом втулку снаружи. Некоторые руководства не пишут про то, что перед запрессовкой втулки, верхнюю головку шатуна нужно нагревать.
Я все-таки решил греть, ибо много источников пишут об этом и при нагреве головка расширится и втулка зайдет чуть лучше:

(грел обычным строительным феном)
Если ее запрессовать так, при работе в моторе она нагреется и есть некая вероятность, что она будет проворачиваться. В верхней головке моего шатуна было нечто похожее:

Далее, когда головка хорошо нагрета, берем наш «девайс» и собираем конструкцию чтобы было так:

Начинаем запрессовку втулки путем вдавливания ее шайбой и гайкой. Получаем вот такой вид:

Когда втулка хорошо и плотно села, берем дрель и сверлим отверстия под масло. На моей головке шатуна их 2. После просверливания отверстий возьмите сверло чуть больше и сделайте подтаи для лучшего забора масла.
Переходим к пальцам. Мои пальцы были изношены, диаметр разный, местами был от 20.97 до 20.98, вес 116 грамм. Покупать китайские пальцы на рынке желания нет, пальцы мне точили на МоторСич, размер 21.01, вес 86грамм, по цене вышли 100 грн. + доставка.


Теперь нам нужно развернуть бронзовую втулку верхней головки шатуна, под новые пальцы. Для этого берем развертку, мажем маслом и разворачиваем, периодически меряя отверстие под палец до того момента, пока палец не будет втсаляться от усилия руки примерно в 10-12кг.
Далее, покупать новые китайские поршня опять же желания нет, я оставил старые, проверяем на трещины,сколы,выбоины и конечно же зазор между поршнем и цилиндром без колец. Когда поршень вставлен в цилиндр зазор не должен превышать 0,05 мм, если более, нужен ближайший ремонтный размер поршня и проточка цилиндра под ремразмер. Слава Богу я попал в допустимый зазор и решил оставить старый поршень.
Теперь нам надо подогнать поршневую группу по весу. Берем поршня без колец, пальцев, стопоров — взвешиваем:

(Правый)

(Левый)
Как видно, правый-256 грамм, левый-267 грамм. Их нужно уравновесить, разбег в 2 грамма не допустим. Берем покупаем натфильки, круглый и плоский. Снимаем лишний вес тут:

Вроде 2 грамма, но спиливал я их довольно долго. Запаситесь терпением и почаще взвешивайте. Когда работа сделана, поршни уравновешены, ставим кольца:



Кольца я ставил Российские, мичуринского завода поршневых колец, нормального размера (78,0). Берем взвешиваем комплект из поршень, палец, кольца, стопора:

Общий вес у меня вышел 415 грамм. Идеально было бы еще замерить вес вместе с шатунами, но я их не снимал. Почему? Как проверить не снимая с мотора? Проверяем его на осевое биение, руками с усилием, осевого биения не должно быть, а вот многие путают его с продольным шатанием. Оно есть и должно быть у всех моторов не превышая 1,5 — 3мм.
Запрессовка пальцев.
Для запрессовки нам потребуется моторное масло, строительный фен, наш «девайс»и 1 гайку диаметром с палец(21) (шпилька,шайбы и гайки на концах). Первым делом нужно хорошенько нагреть поршень в местах захода пальца в поршень. Греем и садим палец на горячую:

Вдавливаем палец гайкой. До конца вы не посадите, так как шайба упрется в поршень, нужно взять гайку диаметром с палец и продолжить вдавливать уже ею. Получаем такой вид:

Обращаю ваше внимание, что в правильно собранном моторе, поршень должен крутиться на втулке, а не на пальце:
Когда поршня и пальцы установлены, переходим к цилиндрам.
Подготовка цилиндров к покраске.
Как видно на фото из первой части (http://motorestorer.com/ural-m67) цилиндры очень сильно поржавели и имели очень не приемлемый вид. Чтоб снять ржавчину, современная химия предлагает уйму средств. Мне товарищ подогнал вот такую штуку:


Старый автомобильный преобразователь ржавчины. Дата изготовления одному Богу известна, срок годности написано не ограничен. Берем наш цилиндр, предварительно очищен от грязи, пошкрябан щеткой по металлу и обезжиренный бензином. Внутрь засовываем плотно ветошь или тряпку. Наносим по инструкции 100 грамм на всю поверхность кисточкой. Через сутки увлажняем цилиндр водой. Через 4-5 суток будем красить. На протяжении 4-5 дней мы будем наблюдать такое:



Цилиндр будет пупыриться и высыхать. Ржавчина будет трескаться и отваливаться. Когда он высох, то увлажняем его опять и он опять будет пупыриться. Чем меньше останется ржавчины, тем меньше он будет пупыриться. У меня процесс затянулся до 7 дней. Когда ржавчины почти не осталось, убираем остатки ее между ребер. Отлично подходят натфильки круглые и прямоугольные:


Оклеиваем малярным скотчем трубки толкателей и не нужную поверхность:



Покраска цилиндров.
Цилиндр готов к покраске. Нам нужно его в идеале покрыть порошковой краской. Такой в городе у нас не красят. Красим хотя бы жаростойкой, масло-бензостойкой краской. Когда я пришел на СТО и попросил покрасить такой краской у меня спросили: «Какой какой краской? Никогда не слышали». Учитывая что на дворе 2013 год, в городе у нас не красят даже такой краской.
Очень не хотелось заниматься колхозингом и красить из баллончика, но выбор очевиден. Покупаем жаростойкую краску, желательно самую дорогую, баллона хватит на 2 цилиндра с головой. По технологии, что описана на баллоне, покрываем цилиндр краской и через 40 минут нужно ее запечь. Запекаем в духовке до 150-200 градусов. Получаем вот такой вид:


Удаляем малярный скотч:

Получилось красиво, но главное полевые испытания( изложу когда сделаю первый тест).
Установка цилиндров.
Начинаем собирать. На рынке покупаем комплект прокладок и сальников на мотоцикл Урал, он стоит в пределах 50 грн. Обмазываем хорошенько поршень, кольца, цилиндр изнутри моторным маслом. Берем прокладку которая ставиться между цилиндром и блоком двигателя и обмазываем ее с 2х сторон герметиком, рекомендую исполосовать этот:

Абро,серый, термо-масло стойкий, очень доволен. До него использовать красный абро — говно, очень не доволен был.
Обмазываем блок двигателя и низ цилиндра. Ставим прокладку, ставим сальники на направляющие трубки штанг, обмазываем их тоже. Родных Ураловских сальников я не нашел, ставил с ДНЕПРа, они тоже подходят( позже я нашел родные сальники и поменял).
Серый герметик хорош тем, что когда я собрал правую сторону, я нашел родные сальники урала, откручивая 4 болта крепления цилиндра, очень долго не мог оторвать цилиндр от блока двигателя. Он держался за счет герметика. Получаем вот такой вид:


Устанавливаем алюминиевую прокладку( лучше медную если имеется ):

Далее ставим головку:

Не забудьте поставить 4 проставочных шайбы, перед тем как ставить коромысло:

Ставим коромысла и толкатели:

Перед тем, как затягивать гайками головы, поставьте шайбы на шпильки, не закручивайте гайки мясом к мясу. Если закрутить мясом к мясу, вы повредите коромысло и на нем со временем начнет появляться канавка:

Ставьте шайбу вот так:

Затягиваем головки, для этого в идеале нужен динамо-метрический ключ, чтоб затянуть их с усилием. Если такового нет, закручивайте от руки, не сильно, лучше потом подтянуть, чем пережать и потянуть шпильки. Ставим прокладку крышки клапанов:

Одеваем крышку. Опять же, не закручивайте гайку без шайбы, потому что оно начнет выедать в отверстии дыру:

Не поленитесь и найдите шайбу подходящего размера.
Грудина.
Снимаем переднюю грудину (сапун):

и проверяем шестерни на сколы и выбоины в зубьях и осевое биение. Ничего такого не должно быть. Обращаем внимание на масло -каналы. Из завода они плохо отлиты, натфильками допиливаем их как надо:

Внутри ее установлен масляный фильтр. Вместе с ним там находится пружинка и шарик, не потеряйте. Удаляем старый фильтр и покупаем на рынке новый. Удаляем старую прокладку, мажем грудину герметиком, обмазываем прокладку грудины с 2х сторон и ставим ее:


Пока подсыхает герметик, меняем сальник распредвала:

Его крепит крышка и 4 болта, снимаем ее:

Меняем сальник, крышку садим на герметик и затягиваем:

Теперь можем посадить всю грудину полностью:

Поддон( картер ).
Снимаем поддон, его крепят 12 болтов:


Моем:


Красим его той же жаростойкой краской, которой мы красили цилиндры, запекаем так-же в духовке до 150-200 градусов. Пока он высыхает, вытираем начисто блок двигателя:

Обмазываем блок двигателя поддона герметиком:

На рынке покупаем пробковую (и только) прокладку поддона картера мотоцикла Урал. Обмазываем ее герметиком с 2х сторон:

Ставим на двигатель, ставим поддон и затягиваем от центра болтами, получаем вот такой вид:

Герметик, который вылезет по краям, продольно пальцем заглаживаем:

Через 3-5 дней зальем масло. Масло рекомендую Motul 3000 20v50 4t в 4х литровых канистрах:


На разных сайтах цена его различная. Например на masla-kiev.ua — 406 грн. motul.com.ua — 378 грн. x-moto.ua — 278 грн. Почему такой разбег в цене не понятно. Почему я выбрал его? Оно обладает защитой мотора от перегрева и вязкость у него гуще, чем у обычного. Изначально, я не мог подобрать масло в свой первый ДНЕПР. Все масло, что я лил было очень жидкое и когда мотор летом грелся при длительных поездках, масло перегревалось, маслонасос не мог его зачерпнуть и давление в системе падало меньше 1 атм, нужно было останавливаться и остывать. Когда залил это, проехав около часа на скорости 60-70, сделал стоп, выкрутил щуп и попробовал масло на температуру, оно было теплое, давление в системе показывает стабильно 4-5 атм.
На УРАЛе не такая система смазки как на ДНЕПРе, но данное масло думаю подойдет ему так-же. Результат выложу после теста.
Итоговый вид двигателя:





Остается залить трансмиссионку в коробку, покрасить ножку КПП, поставить генератор, собрать сцепление и узел сцепления, установить зажигание. Продолжение на неделе.
motorestorer.com











423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)