 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Мерительный инструмент Товаров: 92. Мерительный инструмент
Мерительный инструмент - Большая Энциклопедия Нефти и Газа, статья, страница 1
Мерительный инструмент
Cтраница 1
Мерительные инструменты применяются для замера линейных размеров, зазоров и угловых отклонений, а также для замера параметров ( сопротивления, напряжения, тока) электрических цепей. [1]
Мерительные инструменты с точностью отсчета до 0 01 мм: микрометр малый до 20 мм, микрометрическая скоба до 750 мм, микрометрический штихмасс с удлинителями для измерений до 750 мм и штангенциркуль до 300 мм. Служат для измерения диаметров валов и диаметров отверстий. [2]
Мерительный инструмент - Помимо универсального, нормального мерительного инструмента: линейка мерительная, метр, штангенциркуль, микрометр, применяют специальный мерительный инструмент. [3]
Мерительный инструмент предложено применять при сборке румынской задвижки без расточки корпуса. [5]
Мерительный инструмент и шаблоны должны иметь такую форму и размеры, чтобы при их использовании руки измеряющего находились вне рабочей зоны бойка. [6]
Мерительные инструменты и приборы, имеющие специальные футляры ( фабричная тара), хранятся в стеллажах ЦИСа в этих футлярах и в них же отпускаются из ЦИСа в ИРК цехов. [7]
Мерительные инструменты и приборы смазываются только тонкими маслами, техническим вазелином, костяным маслом и ланолином. [8]
Мерительный инструмент с целью стабилизации размеров подвергают отпуску с более длительными выдержками. [10]
Мерительные инструменты также изнашиваются только в местах, соприкасающихся с деталями при измерении. [11]
Мерительный инструмент в виде циркуля с дугообразно изогнутыми ножками, служащий для измерения линейных размеров. Взятый раствор лапок кронциркуля сравнивается с масштабной линейкой. С его помощью измеряют наружные размеры деталей. Чертежный инструмент для откладывания небольших отрезков одинаковой длины. Состоит из двух раздвижных ножек, раствор которых регулируется установочным винтом. На концах ножек имеются иголки, закрепленные прижимными винтами. Может работать и с карандашной ножкой или с рейсфедером. [12]
Мерительные инструменты изготовляются главным образом из углеродистых и легированных инструментальных сталей. [13]
Мерительный инструмент и шаблоны должны иметь такую форму и размеры, чтобы при их использовании руки измеряющего находились вне рабочей зоны бойка. [14]
Мерительный инструмент, обладающий широким полем допуска, целесообразно упрочнять твердыми сплавами Т15К6, ТЗОК4 ( а в некоторых случаях и ВК8), с обязательной последующей доводкой абразивными брусками. Режим обработки подбирается в зависимости от требуемой частоты поверхности, преимущественно - мягкий. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Контрольно-измерительные инструменты и техника измерения
Строительные машины и оборудование, справочник

Категория:
Техническое обслуживание автомобилей
Контрольно-измерительные инструменты и техника измеренияК простейшим измерительным инструментам относятся масштабная линейка, кронциркуль, нутромер.
Масштабная линейка предназначена для измерения плоских поверхностей, а также для определения размеров, замеренных нутромером или кронциркулем. Масштабные линейки изготовляются разной длины от 100 до 1000 мм. Цена деления масштабной линейки — 0,5 или 1 мм, для облегчения отсчета каждые 5 и 10 мм отмечаются удлиненными штрихами. Нулевое деление у большинства линеек наносится у левого торца. При измерении линейку прикладывают к измеряемой детали так, чтобы нулевой штрих точно совпадал с началом измеряемой линии. На рис. 13 показаны приемы измерения масштабной линейкой.
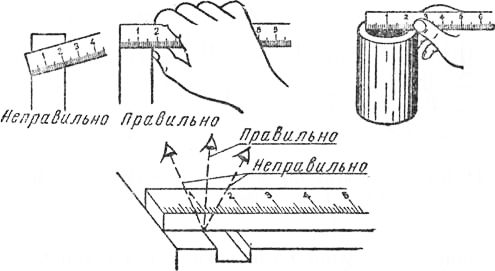
Рис. 13. Приемы измерения масштабной линейкой
Кронциркуль служит для измерения наружных размеров деталей. Величина, измеренная кронциркулем, определяется затем наложением кронциркуля на масштабную линейку. Кронциркуль, как и простейший нутромер, используют редко.
Нутромер применяется для измерения внутренних размеров деталей. Измеренная величина определяется также по масштабной линейке.
Штангенциркуль относится к многомерным раздвижным измерительным инструментам (рис. 14,а). Предназначен он для измерения наружных и внутренних размеров и разметки.
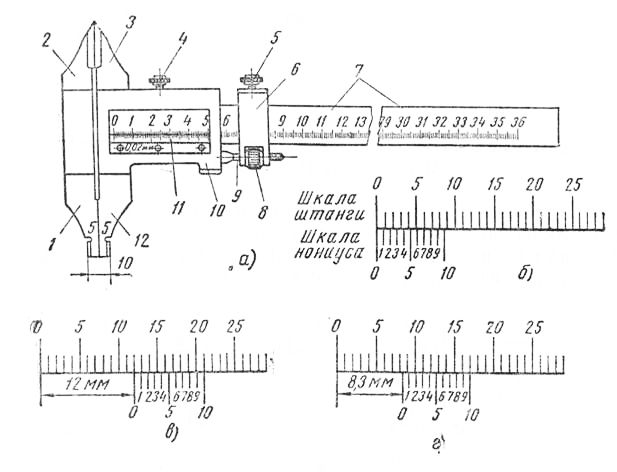
Рис. 14. Штангенциркуль (а), примеры отсчета размера и чтение замеров с точностью 0,1 мм (б, в, г)
Штангенциркуль состоит из штанги с жестко укрепленными на ней губками, рамки с губками, перемещающейся по штанге, устройства для микрометрической подачи, состоящего из движка, стопорного винта, гайки и винта.
Перемещение рамки осуществляют следующим образом. Движок 6 закрепляется стопорным винтом, а стопорный винт рамки отпускается. После этого вращением гайки винт и связанную с ним рамку медленно перемещают. Штангенциркуль имеет нониус.
Штангенциркули выпускают с точностью измерения 0,1; 0,05 и 0,02 мм. Последние два имеют микрометрическую подачу, позволяющую устанавливать штангенциркуль с высокой точностью. Крайние левые штрихи нониуса и штанги называются нулевыми и при сомкнутых губках они совпадают. Для определения измеряемого размера при разведенных губках штангенциркуля отсчитывают целое число миллиметров, которое прошел по штанге левый нулевой штрих нониуса, а затем находят штрих нониуса, который точно совпал с каким-либо делением шкалы штанги. Порядковое число этого деления определяет доли миллиметра, которые следует прибавить к целому числу миллиметров. При измерении внутренних размеров к величине отсчета, произведенного по основной шкале и нониусу, следует прибавить толщину губок, которая указана на них. Примеры отсчета показаны на рис. 14, б, в, г.
Штангенглубино-мер (рис. 15,а) служйт для измерения глубины отверстий, пазов на валах и т. п. Измерение штанген-глубиномером производится так же, как штангенциркулем.
Штангензубомер (рис. 15, б) применяют для измерения толщины зубьев колес. Штангензубомер представляет собой комбинированный измерительный инструмент, состоящий из двух неподвижных штанг, составляющих единое целое, и двух подвижных нониусов. Вертикальный нониус предназначен для установки высоты, на которой должна замеряться толщина зуба, а горизонтальный — для измерения толщины зуба на данной высоте. Точность измерения штангензубомера 0,02 мм.
Микрометр служит для измерений наружных размеров деталей с точностью до 0,01 мм. Наиболее распространенными являются микрометры со следующими пределами измерений: от 0 до 25 мм, от 25 до 50 мм, от 50 до 75 мм и от 75 до 100 мм.
Микрометр (рис. 16) имеет скобу, в которую запрессована закаленная и отшлифованная пятка, микрометрический винт, стопор, стебель, барабан и трещотку.
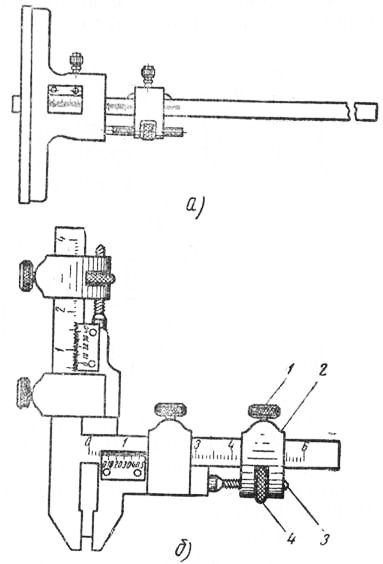
Рис. 15. Штангенглубиномер (а), штангензубомер (б): 1 — стопорный винт, 2 — движок, 3 — микрометрический винт, 4 — гайка
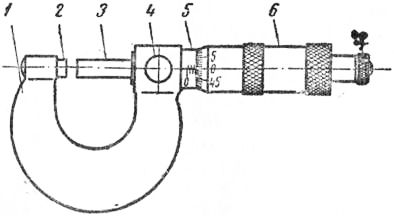
Рис. 16. Микрометр
Трещотка соединена с барабаном храповичком, отжимаемым пружиной, а на скошенном по окружности левом конце барабана нанесено 50 делений. Микрометрический винт имеет резьбу с шагом 0,5 мм, следовательно, за один оборот винта его конец перемещается на 0,5 мм, а при повороте барабана на одно деление винт перемещается на 0,01 мм. На поверхности стебля имеются деления с осевым штрихом.
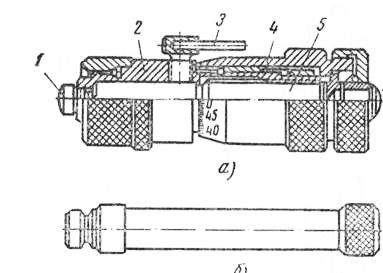
Рис. 17. Микрометрический нутромер (а), удлинитель к нему (б)
Для измерения детали ее устанавливают между микрометрическим винтом и пяткой, после чего при помощи трещотки повертывают барабан и выдвигают винт до соприкосновения с деталью. Когда винт упрется в измеряемую деталь, трещотка будет свободно провертываться, а винт с барабаном остановятся. Для определения измеряемого размера нужно сосчитать число миллиметров на шкале стебля, включая пройденное отсчетным штрихом полумиллиметровое деление (0,5), а затем посмотреть, какое число на скошенной части барабана совпадает с осевым штрихом стебля. Это число будет соответствовать сотым долям миллиметра, которые нужно прибавить к предыдущим данным.
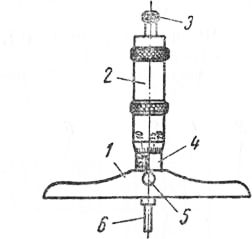
Рис. 18. Микрометрический глубиномер

Рис. 19. Угольники
Микрометрический нутромер (рис. 17) применяют для определения внутренних размеров деталей с точностью до 0,01 мм. Микрометрический нутромер состоит из микрометрического винта (рис. 17,а),барабана, гильзы со стопорным винтом, наконечника со сферической измерительной поверхностью. С правой стороны микрометрического винта также имеется сферическая измерительная поверхность. Отсчет размеров производится так же, как и при измерении микрометром.
Микрометрический нутромер имеет комплект удлинителей, которые расширяют пределы измерений. На одном конце удлинителя нарезана внутренняя резьба (рис. 17, б), а на другом конце — наружная резьба. Конец удлинителя с внутренней резьбой навинчивается на стебель нутромера, а конец удлинителя с наружной резьбой служит для навинчивания на него дополнительного удлинителя с целью увеличения пределов измерения.
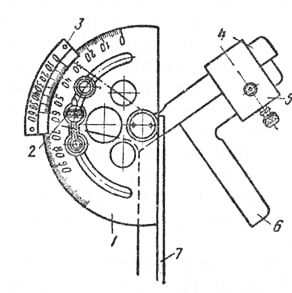
Рис. 20. Универсальный угломер системы Семенова
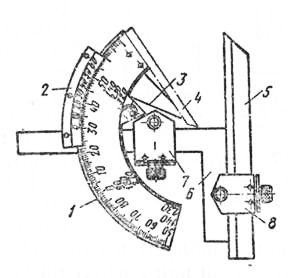
Рис. 21. Угломер УГ-2
Микрометрический глубиномер (рис. 18) служит для измерения несквозных отверстий и углублений с точностью до 0,01 мм. Он состоит из основания, барабана, трещотки, нониуса, стопора, измерительного стержня. Принцип измерения глубиномером и микрометром один и тот же.
Для измерения углов, а также определения точности опиловки плоскостей по «просвету» применяют угольники и универсальные угломеры. Угольники (рис. 19) обычно изготовляют из стали.
Угломер УГ-1 (рис.20) системы Семенова является универсальным, предназначенным для измерения наружных углов. Он состоит из основания, на котором имеется шкала от 0 до 120°, жестко соединенного с линейкой, подвижной линейки, хомутика, съемного угольника, нониуса и устройства микрометрической подачи.
Угломер УГ-2 (рис. 21) состоит из основания, линейки основания, сектора, угольника, съемной линейки, хомутиков и нониуса. Этим угломером можно измерять наружные и внутренние углы.
По основной шкале угломеров отсчитывают градусы, а по шкале нониуса — минуты.
Предельные калибры для измерения отверстий изготовляют в виде двусторонних цилиндров (рис. 22) и называют калибрами-пробками, а для измерения валов — в виде односторонних и двусторонних скоб, называемых калибрами-скобами (рис. 23,а, б). Предельными калибрами можно определить наибольший и наименьший допускаемые размеры деталей.
У предельных калибров одна сторона называется проходной, а другая — непроходной. Проходная сторона калибра-пробки служит для измерения наименьшего отверстия, а непроходная — для наибольшего. Калибром-скобой, наоборот, наибольший размер вала определяют проходной стороной, а наименьший — непроходной. При измерении проходная сторона калибра должна свободно проходить в отверстие или по валу под действием веса калибра. Непроходная сторона калибра не должна совсем проходить в отверстие или по валу. Если непроходная сторона калибра проходит, то деталь бракуется.
Радиусные шаблоны применяют для измерения радиусов закруглений изделий.
Такие шаблоны изготовляют в виде тонких стальных пластин с выпуклыми или вогнутыми закруглениями. На шаблонах выбиты цифры, показывающие размер радиуса закругления в миллиметрах.
Щупы. Для измерения величины зазоров между деталями применяют щупы (рис. 24), которые представляют собой стальные пластины различной толщины. На каждой пластине указана ее толщина в миллиметрах.
Контроль резьбы осуществляют резьбовыми калибрами-пробками, резьбовыми кольцами и шаблонами.
Резьбовые калибры-пробки (рис. 25, а) служат для проверки резьбы гаек. Они изготовляются из инструментальной стали и похожи на болт с точным профилем резьбы. Проверка резьбы гайки производится путем навертывания ее на проходную или непроходную сторону ка-либра-пробки.
Резьбовые кольца (рис. 25, б) применяют для проверки резьбы болтов п представляют собой гайку с точным профилем резьбы. Проверка резьбы болта производится ввертыванием его в резьбовое кольцо. Одно кольцо является проходным, а второе — непроходным калибром.
Резьбомер (рис. 26) предназначен для проверки и определения шага резьбы на болтах, гайках и других деталях. Он представляет собой набор стальных пластинок — резьбовых шаблонов с профилями зуба, соответствующими профилям стандартных метрических или дюймовых резьб. В резьбомерах обычно на одном конце делается набор шаблонов с метрической резьбой, а на другой — с дюймовой. На каждом шаблоне нанесены размеры резьбы.
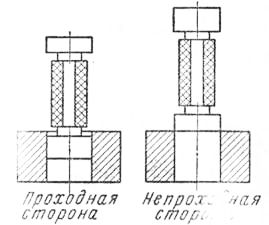
Рис. 22. Контроль размера двусторонним калибром-пробкой

Рис. 23. Двусторонняя (а) и односторонняя (б) калибры-скобы

Рис. 25. Резьбовые пробки (а) резьбовое кольцо (б)
Для проверки резьбы на болте или в гайке нужно прикладывать последовательно шаблоны разьбомера до тех пор, пока не будет найден шаблон, зубья которого точно совпадут с резьбой детали без просвета. Размеру этого шаблона и будет соответствовать измеряемая резьба.
Индикатор предназначен для измерения отклонений размеров от заданных, а также для обнаружения овальности и конусности валов и отверстий. В ремонтном деле наиболее широко применяют индикатор часового типа, устройство которого показано на рис. 27.
В корпусе индикатора расположен механизм, состоящий из шестерен, зубчатой рейки, спиральной пружины, гильзы, измерительного стержня с наконечником, указателя числа оборотов, шкалы со стрелкой. На большой шкале индикатора нанесено 100 делений, каждое из которых соответствует 0,01 мм. При перемещении измерительного стержня на величину 0,01 мм стрелка переместится по окружности на одно деление большой шкалы, а при перемещении стержня на 1 мм стрелка сделает один оборот. Шкалу индикатора устанавливают в нулевое положение вращением ее за ободок.
Перед измерением изделия индикатор укрепляют в кронштейне универсальной стойки (рис. 28) так, чтобы наконечник измерительного стержня прикасался к поверхности измеряемого изделия. Далее за ободок 5 устанавливают нулевое деление шкалы против стрелки (рис. 27). После этого изделие или индикатор медленно перемещают. По показаниям стрелки на шкале индикатора определяют величину отклонения.

Рис. 24. Щупы

Рис. 26. Резьбомер
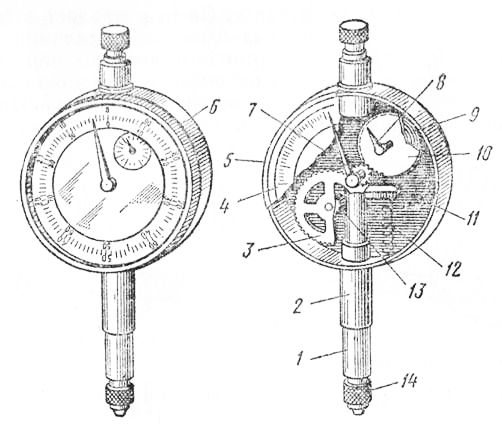
Рис. 27. Индикатор часового типа:1 — измерительный стержень, 2 —гильза, 3, 10, 11, 13 — шестерни, 4 — шкала, 5 — ободок, 6 — корпус, 7 — стрелка, 8 — указатель числа оборотов, 9 —спиральная пружина, 12 — пружина, 14 — измерительный наконечник
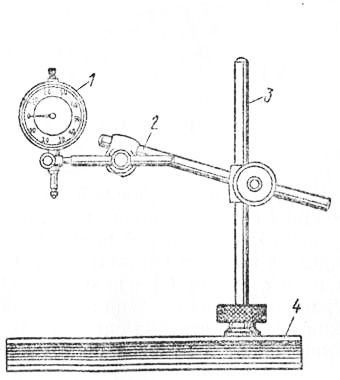
Рис. 28. Индикатор с универсальной стойкой:1 — собственно индикатор, 2 — шарнирный рычаг, 3 — стойка, 4 — основание

Рис. 29 Индикаторный нутромер
Индикаторный нутромер (рис.29) применяют для измерения диаметров цилиндров двигателей. Полный оборот стрелки индикатора соответствует изменению размера А на 1 мм. Так как шкала имеет 100 делений, то цена деления шкалы равна 0,01 мм. Стрелку индикатора устанавливают на нуль поворотом ободка. К индикатору прилагается набор сменных наконечников, которые позволяют измерять цилиндры различных диаметров.
Оптические измерительные приборы. К измерительным приборам, основанным на оптических принципах измерения, относятся оптиметры, инструментальные микроскопы, различные измерительные машины.
Пневматические приборы служат для измерения наружных и внутренних поверхностей точных деталей, а также для определения чистоты обработки поверхности. Пневматические приборы работают на сжатом воздухе, который подается компрессором. Достоинством таких приборов является простота их устройства и обслуживания.
Электрические измерительные приборы дают возможность производить измерения с высокой точностью. Такие приборы основаны на электроконтактном, емкостном и индуктивном методах измерения.
Ошибки при измерении и их причины. При измерении деталей всегда получается некоторая разница между действительным размером детали и размером, полученным в результате измерения. Разность между величиной, полученной при измерении, и действительной величиной называется ошибкой или погрешностью измерения.
Основными причинами погрешностей измерения являются следующие:– неточная установка измеряемой детали или измерительного инструмента;– ошибки при отсчете показаний инструмента, возникающие в тех случаях, когда наблюдение при отсчете показаний ведется под неправильным углом зрения. Необходимо всегда вести наблюдение в направлении, перпендикулярном плоскости шкалы;– нарушение температурных условий, при которых должны производиться измерения. Государственным стандартом Для измерения предусмотрена нормальная температура, равная 20 °С. В практике часто измеряемая деталь имеет более низкую температуру, чем температура измерительного инструмента, это тоже приводит к погрешностям, так как известно, что металлы при изменении температуры изменяют свои размеры. При охлаждении они сжимаются, а при нагревании расширяются. При нагревании на 1 °С на длине 1 м металлы удлиняются на следующие величины (мм): сталь — 0,012, чугун — 0,010, бронза — 0,018, латунь — 0,019, алюминий — 0,024;– грязная поверхность измеряемой детали или грязный;– измерительный инструмент;– погрешности измерительного инструмента; нарушение постоянства измерительного усилия, на которое рассчитан измерительный инструмент.
Хранение измерительных инструментов и уход за ними. Измерительные инструменты хранят в сухих теплых помещениях. Нельзя хранить инструменты в сырых помещениях или в помещениях с резкими колебаниями температуры, так как это повлечет за собой коррозию инструментов. Каждый инструмент должен иметь свое место.
Простейшие инструменты хранят в шкафах, на стеллажах или подвешивают на стенах. Сложные инструменты, например микрометры, штангенциркули, калибры и т. п., хранят в специальных футлярах.
Для предохранения от коррозии измерительные инструменты смазывают бескислотным вазелином или костяным маслом. Для длительного хранения инструмент обертывают промасленной бумагой в целях предохранения его от загрязнения и воздействия влажного воздуха. Перед работой мерительные поверхности инструмента промывают бензином и протирают чистой тряпкой, а после окончания работы снова протирают, затем смазывают и укладывают на свое место.
Необходимо регулярно проверять измерительные инструменты при помощи точных контрольных приборов.
Читать далее: Основные виды слесарных работ
Категория: - Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Измерительный инструмент
Измерительный инструмент и оборудование — микрометры, измерительные машины, штангенинструмент, нутромеры, глубиномеры, индикаторные головки, резьбовые и гладкие калибры.
Измерительный инструмент
Контрольно-измерительные инструменты – это средства, применяемые для измерения различных размеров (как линейных, так и угловых). Такой инструмент предназначен для получения физических величин опытным путем (для этого используется измерительный инструмент) или же для определения того, находится ли полученное значение в пределах допускаемых значений (контрольные средства измерения).
Весь контрольно-измерительный инструмент подразделяется на две группы:
- Измерительный инструмент. Сюда включаются простейшие средства (линейки, калибры, штангенциркули)
- Измерительные приборы. Эта группа представлена более сложными устройствами, например, профилометрами, микрокаторами и прочими средствами измерения.
Измерительным инструментом называются специальные устройства, предназначенные для определения точных размеров предметов, а также получения значений других геометрических параметров.
Меры – это контрольно-измерительные средства, с помощью которых осуществляется воспроизведение физической величины заданного размера. К ним относятся, например, концевые меры и калибры.
Измерительный инструмент – основные виды
- Измерительные головки. Используются для измерения линейных размеров деталей, отклонений формы и расположения поверхностей.
- Линейки и угольники — инструмент для разметки обрабатываемой детали.
- Рулетки. Представляют собой гибкие стальные ленты, сматывающиеся в специальный футляр, используемые для линейных размеров изделий.
- Кронциркули. Такой инструмент используется для сравнения наружных линейных размеров деталей с размерами, взятыми по масштабной линейке, концевым мерам или калибру.
- Поверочные плиты. Средство измерения в виде металлической плиты для контроля плоскости деталей и разметочных работ. Также применяется как установочная поверхность, используемая при сборке, измерениях, поверке.
- Проволочки измерительные – измерительный инструмент для определения среднего диаметра наружной резьбы. Подбираются в зависимости от типа и шага.
- Микрометры – универсальные приборы для снятия величины линейных малых размеров с низкой погрешностью, при этом в качестве преобразовательного механизма выступает микропара винт — гайка. Действие такого инструмента основано на перемещении винта вдоль оси при вращении его в неподвижной гайке. Микрометры подразделяются на:
- Гладкие
- Рычажные
- Листовые
- Трубные
- Проволочные
- Призматические
- Канавочные
- Резьбомерные
- Зубомерные
- Универсальные
- Нутромеры. Измерительный инструмент, который применяется для определения размеров внутренних поверхностей: отверстий, пазов и др.
- Глубиномеры (микрометрические приборы и штангенприборы)
- Штангенциркули – универсальные приборы в виде измерительных линеек, на которых расположена шкала с делениями через 1 мм. На одном из концов штанги находится неподвижная измерительная губка, а вторая губка соединена с подвижной рамкой. На рамке расположена шкала-нониус для отсчета расстояния между губками. В результате получаются измерения с точностью до долей миллиметра. Отсчет диаметра производится непосредственно и с высокой точностью. Этот инструмент применяется для проверки диаметра, длины, ширины и глубины деталей.
- Штангенглубиномеры (подвид штангенциркулей, только без измерительной губки) – инструменты для получения значений глубины отверстий, пазов, высоты уступов или же других подобных измерений. Штангенглубиномер состоит из рамки с закалённой измерительной поверхностью и нониусом, а также штанги, оснащенной измерительной поверхностью.
- Щупы. Такой инструмент, действующий по принципу «проходит — не проходит», позволяет измерять очень малые расстояния. Для этого применяются наборы пластинок – щупов. Щупы бывают плоские и клиновые.
Снятие измерений с помощью плоских щупов происходит следующим образом: в зазоре, где необходимо снять измерения, вводят пластинки набора, одну за другой. Такие действия проводятся до тех пор, пока одна из пластин с трудом заходит в зазор, а следующая за ней уже не может протиснуться.
В случае применения клинового щупа такой инструмент осторожно вводят в зазор до его остановки, получая необходимую величину измерения, равную толщине щупа, указанной на его лицевой поверхности.
- Уровни и отвесы. Уровни (линейки со слегка искривленной ампулой, закрепленной на ней) и отвесы (грузы, подвешенные на нити) применяются для выверения основных осей и плоскостей на параллельность или перпендикулярность направлению действия силы тяжести.
- Угломеры применяются для измерения наружных и внутренних углов деталей.
- Шаблоны – измерительные устройства, позволяющие осуществлять контроль отклонений формы и расположения поверхностей. Шаблоны делятся на радиусные и резьбовые. Первый вид шаблона в виде стальной пластинки толщиной 0,5—1 мм, оснащенной вогнутым или выпуклым закруглением на конце, применяется для контроля профильных радиусов кривизны выпуклых и вогнутых поверхностей деталей. Второй же шаблон – стальная пластинка с зубцами, расположенными по осевому профилю резьбы, используется для проверки шага и угла профиля резьбы . Также существует разновидность шаблонов, предназначенных для контроля резьбы (дюймовой и метрической).
- Индикаторные приборы – устройства со стержнем, который во время измерения касается поверхности проверяемого вала. В итоге индикаторный прибор показывает биения, измеряемые тысячными и десятитысячными долями.
- Штативы, стойки. Это складные треноги или струбцины для фиксации приборов.
tverdysplav.ru
Измерительный слесарный инструмент - Слесарные инструменты
 Измерительный слесарный инструмент
Измерительный слесарный инструмент Категория:
Слесарные инструменты
Измерительный слесарный инструмент Измерительный инструмент (рис. 1) обычно составляет предмет особой заботы слесаря, поскольку от того, в исправном ли состоянии он находится, зависит результат работы, и зачастую не одного дня. Точность, которая требуется при слесарной сборке какого-нибудь механического узла, колеблется обычно в пределах от 0,1 до 0,005 мм. Точность измерения — это та ошибка, которая неизбежна при использовании в качестве измерителя того или иного инструмента.
Поэтому ни один слесарь не станет, например, пользоваться измерительной линейкой для того, чтобы точно подогнать вал под втулку — линейка просто не дает необходимой точности, которая требуется при выполнении этой операции.
Но даже если инструмент выбран правильно, абсолютно точного измерения получить все равно не удастся. Погрешность при измерении существует всегда, слесарь же должен стремиться свести ее к минимуму. Чем меньше погрешность, тем выше точность измерения.
Самый простой способ уменьшения погрешности — проводить измерение не один раз, а несколько, а затем вычислить среднее арифметическое из результатов каждого замера.
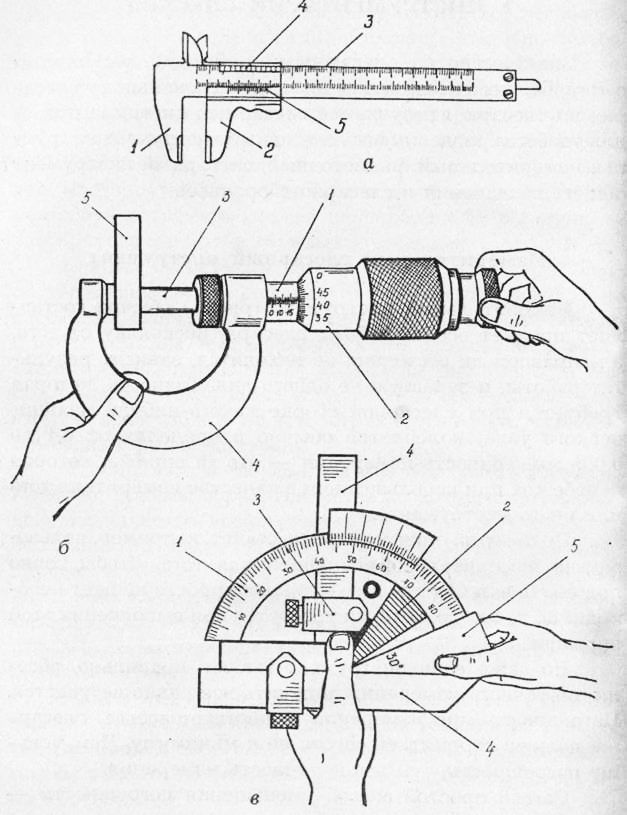
Рис. 1. Измерительные инструменты: а — штангенциркуль: 1 — измерительные губки, 2 — рамка с измерительными губками, 3 — штанга, 4 — нониус, 5 — стопорный винт; б — микрометр: 1 — втулка-стебель, 2 — барабан, 3 — микрометрический винт
Как правило, увеличение погрешности чаще всего вызывается ошибками, которых вполне можно избежать.
Самые распространенные ошибки, снижающие точность измерений, следующие:– использование поврежденного измерительного инструмента;– загрязненность рабочих поверхностей измерительного инструмента;– неправильное положение нулевой отметки на шкале и нониусе;– неправильная установка инструмента относительно детали;– измерение нагретой или охлажденной детали;– измерение нагретым или охлажденным инструментом;– неумение пользоваться инструментом;– неправильно выбранная база измерения.
Линейные размеры металлических деталей и самого инструмента меняются очень ощутимо при нагревании или охлаждении металла, поэтому для измерений выбран следующий температурный стандарт —производить их следует при 20 градусах выше нуля по Цельсию.
Итак, знакомьтесь, номер первый: измерительная линейка. Для линейных измерений не слишком высокой точности слесари применяют обычно металлическую измерительную линейку — стальную полированную полосу с нанесенными на нее отметками. Поскольку металлические детали чаще всего невелики, то и длина линейки не должна превышать 200-300 мм (в редких случаях можно использовать линейку длиной до 1000 мм). Цена деления равна 1 мм, соответственно и точность измерения также равна 1 мм. Такой точности в слесарных работах, как правило, недостаточно. Поэтому слесари пользуются другими, более точными инструментами.
Штангенциркуль. Штангенциркуль состоит из негнущейся металлической линейки (штанги), на которую нанесена измерительная шкала с ценой деления 0,5 мм. На передней части линейки расположены две измерительные губки; вдоль линейки перемещается металлическая рамка, также снабженная двумя измерительными губками. Рамка снабжена еще одной измерительной шкалой — нониусом который имеет цену деления 0,02 мм. Движение рамки по штанге можно застопорить с помощью специального винта. По основной шкале на штанге отсчитываются показания с точностью до миллиметров, по нониусу — показания уточняются до десятых долей миллиметра.
Более точные показания замеров может дать микрометр: точность до сотых долей миллиметра. Тот, кто впервые слышит название этого измерительного инструмента, часто допускает ошибку, считая, что с помощью микрометра можно измерять размеры с точностью до микронов. Прежде всего, такая точность при слесарных работах, особенно в условиях домашней мастерской, никогда не требуется. Во-вторых, микрон — это одна миллионная часть метра, а микрометр дает возможность измерять с точностью только до одной десятитысячной части метра.
Основная часть микрометра — винт с очень точной резьбой, он называется микрометрическим винтом, торец этого винта является измерительной поверхностью. Винт может выдвигаться и зажимать измеряемую деталь, которую следует помещать между пяткой полукруглой скобы и торцом микрометрического винта. На втулке-стебле проведена продольная линия, на которой сверху и снизу расположены две шкалы — одна указывает миллиметры, вторая — их половины. На конической части барабана, вращающегося вокруг втулки-стебля, нанесены 50 делений (нониус), служащих для отсчета сотых долей миллиметра.
Отсчет размера снимается сначала по шкале на втулке-стебле, а затем по нониусу на коническом барабане.
Для измерения углов деталей предназначен угломер.
Он представляет собой полудиск с измерительной шкалой, на котором закреплена линейка и передвижной сектор, с нанесенным на нем нониусом. Передвижной сектор можно закреплять на полуДиске стопорным винтом. К сектору прикреплены также угольник и съемная линейка.
Для измерения угла детали ее нужно приложить одной гранью к съемной линейке угломера, а подвижную линейку сдвинуть таким образом, чтобы между гранями детали и сторонами обеих линеек образовался равномерный просвет. Затем нужно закрепить сектор с нониусом стопорным винтом и снять показания сначала по основной шкале, затем — по нониусу.
Для измерения величины зазора в слесарных работах используется щуп — набор тонких пластин, закрепленных в одной точке. Каждая из них имеет известную толщину. Собирая из пластин щуп определенной толщины, можно измерить величину зазора. При этом измерении следует осторожно обращаться с тонкими металлическими пластинами наборного щупа, поскольку они легко ломаются при незначительном усилии. В то же время пластины должны входить в зазор туго и на всю длину, это обеспечит точность измерения.
Вот, пожалуй, и весь измерительный инструмент, который может понадобиться домашнему слесарю. А чтобы он служил вам как можно дольше и не приводил к неоправданным ошибкам при измерениях, позаботьтесь о правильном его хранении: штангенциркуль и угломер настоящий слесарь носит всегда в специальном кожаном футляре и оберегает их от ударов, не говоря уже о микрометре; щуп лучше всего хранить в жестком футляре.
Читать далее:
Разметочный инструмент и приспособления
Статьи по теме:
pereosnastka.ru
Мерительный инструмент. Компания «БашЭнергоКом» предлагает широкий ассортимент мерительного инструмента
Компания «БашЭнергоКом» предлагает широкий ассортимент мерительного инструмента. У нас всегда найдете штангенинструмент, микрометрический и поверочный инструмент.
К микрометрическим инструментам относятся гладкие микрометры, микрометрические нутромеры, глубиномеры, а также рычажные микрометры, которые предназначены для абсолютных измерений наружных и внутренних размеров, высот уступов, глубин отверстий и т. д. Принцип действия этих инструментов основан на использовании винтовой пары (винт-гайка) для преобразования вращательного движения микровинта в поступательное перемещение. Цена деления таких инструментов 0,01 мм.
Микрометры – очень популярный инструмент для измерения наружных диаметров, толщин и т.п. Благодаря простой конструкции, удобству в обращении, быстроте в работе и достаточно высокой точности измерений, они – самые употребляемые цеховые инструменты для линейных измерений.
Нутромер индикаторный типа НИ используют для измерения внутренних размеров изделий методом двухточечного контакта с измеряемыми поверхностями.
Штангенци́ркуль (от нем. Stangenzirkel) — универсальный инструмент, предназначенный для высокоточных измерений наружных и внутренних размеров, а также глубин отверстий.Штангенциркуль имеет измерительную штангу (отсюда и название этой группы - штангенинструмент) с основной шкалой и нониус— вспомогательную шкалу для отсчёта долей делений. Точность его измерения — десятые/сотые (у разных видов) доли миллиметра.
К группе штангенинструмента также относятся штангенглубомер и штангенрейсмас.
Штангенглубомер предназначен для измерения глубины пазов, уступов, канавок и т.д.
Штангенрейсмас применяется для разметки деталей, измерения высоты, глубины отверстий.
Индикаторы часового типа используются в измерениях и определении того, как расположены поверхности по отношению друг к другу, а также для определения параметров отклонения реальных геометрических форм от заданных размеров.
Линейка поверочная предназначена для определения непрямолинейности (неплоскостности и непараллельности) поверхности, т. е. наибольшего расстояния от точек её реального профиля до прилегающей прямой (ребра линейки).
Компания « БашЭнергоКом» постоянно расширяет и обновляет ассортимент мерительного инструмента.
bashenergocom.ru
Измерительные инструменты для станков: виды, параметры, принцип работы
Содержание статьи:
Процессу изготовления любой детали или заготовки предшествует определение ее основных характеристик – размеров и массы. Для этого применяются специальные инструменты, а в некоторых случаях целесообразно использовать измерительные станки.
Виды измерительных инструментов
Основные типы измерительных инструментов
Для вычисления текущих параметров детали применяются различные приспособления и инструменты. Среди них наиболее часто используются штангенциркули, линейки всех видов, нутромеры, микрометры, кронциркули. Для правильного выбора определенной модели необходимо знать максимальные и минимальные размеры искомых величин, степень погрешности.
Прежде всего необходимо определиться с операциями по измерению конкретного типа оборудования. Чаще всего они требуются для наладки ответственных узлов и деталей – шпиндельной головки, коробок скоростей и передач, подвижных механизмов. Одновременно с этим инструмент применяется для снятия параметров деталей, проходящих процесс обработки.
Чаще всего для наладки оборудования и контроля размеров деталей применяются следующие типы инструментов:
- штангенциркуль. Предназначен для снятия наружных и внутренних размеров. Состоит из металлической штанги (линейки), рамки и измерительных губок. В зависимости от типа исполнения бывает механический и электронный. Последний обеспечивает высокий показатель снятия замеров;
- нутромер. Необходим для определения глубины пазов, вычисления высоты уступов и других типов неровностей на поверхности детали или узла станка. Чаще всего используются индикаторные модели или микрометрические.
- кронциркуль. С его помощью снимают наружные размеры средних и больших заготовок;
- курвиметр. Предназначен для измерения криволинейных поверхностей;
- уровень или ватерпас. Имеет широкую область применения – от строительства до изготовления точных приборов. Необходим для проверки горизонтального уровня.
Кроме этих инструментов стоит отметить линейки различного типа. Они могут устанавливаться на рабочий стол станка для увеличения точности обработки.
В конструкции вертикально-сверлильного оборудования линейка монтируется непосредственно в переднюю часть шпиндельной головки. Она имеет подвижный элемент, соединенный со сверлильным патроном. Таким образом можно контролировать глубину сверления.
Параметры измерительных станков
Курвиметр
Кроме инструментов существует класс станков, предназначенный для определения точных размеров деталей и заготовок. Это оборудование получило название координатно-измерительное. Для выполнения поставленной задачи происходит снятие текущих габаритов в трех координатах.
Конструктивно подобные станки или как их еще называют – столы, состоят из рабочей поверхности, на которую устанавливают деталь. Рабочие головки имеют датчики для считывания геометрических параметров и изменяют свое положение по трем координатам. В зависимости от способа снятия данных различают два метода – контактный и бесконтактный. В первом случае информация считывается с помощью пьезоэлектрического датчика-щупа. Работа бесконтактного метода основана на возвращении светового сигнала от поверхности объекта.
Для выбора оптимальной модели станка делают сравнительный анализ следующих характеристик:
- погрешность. Наименьший показатель достигается при бесконтактном снятии данных;
- размеры рабочего стола. От этого зависит максимально допустимые габариты образца и возможность работы с несколькими деталями одновременно;
- максимальное смещение рабочей головки относительно рабочего стола по трем осям координат;
- минимальный шаг смещения инструмента;
- тип программного обеспечения. Он определяет возможность вывода графической и текстовой информации в удобной для анализа форме. Также с помощью ПО программируется алгоритм действий оборудования;
- габаритные размеры и вес.
В течение всего периода эксплуатации необходимо соблюдать рекомендации производителя по обслуживанию станка. Это напрямую влияет на точность измерений.
Кроме параметров оборудования при работе следует учитывать показатели окружающей среды – температуру воздуха и влажность. В особенности это актуально при применении бесконтактного метода снятия данных.
Правила работы с оборудование и инструментом

Применение электронного штангенциркуля
Для того чтобы профильный прибор или оборудование выполняли свои функции в полном объеме – необходимо периодически выполнять профилактику и проверять их состояние. Нужно помнить – чем сложнее прибор, тем выше вероятность его поломки или потери первоначальных показателей.
Перед началом эксплуатации необходимо ознакомиться с инструкцией по применению. Важно соблюдать правила работы с конкретной моделью. Они подробно изложены в паспорте оборудования.
Кроме этого следует учитывать такие факторы, которые могут повлиять на точность измерений:
- периодическое проведение проверок;
- контроль за состоянием отдельных узлов и агрегатов;
- применение только по предназначению.
Эти простые правила позволят значительно увеличить срок работы прибора.
В качестве примера можно посмотреть видеоматериал, в котором подробно рассказывается о вышеописанных инструментах для домашней мастерской:
stanokgid.ru
Контрольно-измерительный инструмент

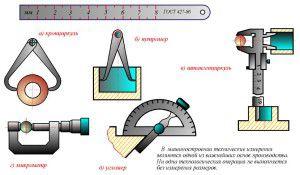
Ватерпас (Уровень) — прибор, с помощью которого определяют горизонтальность поверхности. Ватерпас представляет собой брусок, в котором закреплена стеклянная прозрачная трубка, заполненная жидкостью, обычно спиртом, с небольшим пузырьком газа. Трубка с жидкостью имеет дугообразное продольное сечение. В том случае, если трубка с жидкостью расположена горизонтально — пузырек газа находится строго посредине трубки. Обычно в ватерпасе расположены две трубки с жидкостью для проверки горизонтальных и вертикальных поверхностей.

Кронциркуль — инструмент, с помощью которого определяют наружные размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Кронциркуль состоит из двух изогнутых шарнирно соединенных ножек.

Курвиметр — прибор, с помощью которого производят измерение извилистых криволинейных отрезков, главным образом на топографических картах. Производя измерения зубчатое колесико курвиметра прокатывают по извилистой линии на карте. Отсчет пройденного расстояния производят по циферблату. Обычно механический курвиметр снабжен двумя циферблатами, один из которых проградуирован в сантиметрах, а другой в люймах. Погрешность в измерении у механического курвиметра составляет 0,5%.

Линейка измерительная — инструмент, с помощью которого измеряют линейные размеры. По измерительной линейке производят отсчет показаний измерительных инструментов, таких как кронциркули, нутромеры и т. п. Шкала линейки имеет цену деления 1мм или 0,5мм. Через каждые 5мм штрих на линейке имеет несколько больший размер. Через каждый 1см еще более удлиненный штрих снабжен цифрой, показывающей на количество сантиметров до начала шкалы.


Линейка проверочная — инструмент, с помощью которого производят проверку прямолинейности поверхностей.

Малка — инструмент, с помощью которого переносят размеры углов с детали на угломерный инструмент или на заготовку. При производстве столярных работ применяют деревянную малку. Она представляет собой колодку с прорезью и пера. Перо и колодка шарнирно соединены с помощью винта и гайки-барашка. Для того, чтобы установить перо в нужное положение, необходимо ослабить, а затем затянуть барашек. В нерабочем положении перо убирается в прорезь колодки, при этом малка не занимает много места. При производстве слесарных разметочных работ применяют металлическую малку.


Микрометр — инструмент, с помощью которого производят измерения с точностью до 0,01мм. В состав микрометра входит скоба с пяткой, микрометрический винт с шагом 0,5мм и стопор. Микрометрический винт состоит из стебля, барабана, и головки. Продольная шкала, нанесенная на стебель, разделена риской на основную и вспомогательную так, что расстояние между рисками двух шкал составляет 0,5мм. Окружность барабана разделена на 50 равных делений. Поворот барабана на одно деление дает перемещение микрометрического винта на 0,01мм.
 Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы. На приведенном рисунке торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет: 16 + 0,5 + 0,37 = 16,87мм.
Трещотка, которой снабжена головка, позволяет передавать на микрометрический винт постоянное усилие. В случае, когда микрометрический винт упирается в пятку, торец барабана должен совместиться с нулевым делением основной продольной шкалы. При этом нулевое деление круговой шкалы на барабане должно совпадать с продольной риской основной шкалы. На приведенном рисунке торец барабана отошел на 16 делений от нуля по основной шкале и еще на деление по вспомогательной шкале. С продольной риской основной шкалы совместилось 37-е деление круговой шкалы барабана. Таким образом, размер, отложенный на микрометре, составляет: 16 + 0,5 + 0,37 = 16,87мм.

Нутромер — инструмент, с помощью которого определяют внутренние размеры деталей. Отсчет показаний производят по измерительной линейке с точностью около 0,5мм. Нутромер состоит из двух ножек, соединенных шарниром. Нижние концы ножек выгнуты наружу.

Отвес — приспособление, с помощью которого проверяют вертикальность конструкций, таких как столбы, опоры, кирпичная кладка и т. п. Отвес состоит из тонкой нити с грузиком, закрепленным на ее конце. Грузику обычно придают вид цилиндра, заточенного на конус.

Плита разметочная — основное разметочное приспособление. От поверхности плиты отсчитывают все размеры, которые отмечаются рисками на деталях при пространственной разметке. Разметочные плиты изготавливают литьем из мелкозернистого серого чугуна. В нижней части плиты расположены ребра жесткости, которые препятствуют ее изгибу под весом размечаемых деталей и под весом самой плиты. Рабочая плоскость плиты обрабатывается на точных строгальных станках, а затем прошабривается. Для облегчения установки на плите различных приборов рабочая поверхность плит иногда бывает разделена на квадраты канавками глубиной 2 — 3мм и шириной 1 — 2мм.


Призмы проверочные и размёточные — приспособления, с помощью которых делают проверку и разметку валов и цилиндрических деталей. Призмы изготавливаются в комплектах попарно, что позволяет применять их как опоры при контроле и разметке длинных цилиндрических деталей.

Резьбомер — измерительный инструмент, представляющий собой набор различных резьбовых шаблонов. Резьбомер служит для измерения шага метрической резьбы, либо для дюймовой резьбы числа витков на один дюйм. Резьбовой шаблон это зубчатая пластина с определенным шагом зубьев. На каждом метрическом шаблоне указан шаг резьба в миллиметрах, а на каждом дюймовом шаблоне – число витков на один дюйм резьбы. Набор шаблонов помещен в оправу из двух накладок, скрепленных винтами. На метрическом резьбомере стоит клеймо: «М60°», а на дюймовом резьбомере - «Д55°».

Рейсмус слесарный — разметочный инструмент, которым производят пространственную разметку деталей. На основании рейсмуса в требуемом положении с помощью гайки закрепляется стойка. Наклон стойки под небольшим углом обеспечивается установочным винтом. Чертилка устанавливается на стойку и закрепляется в нужном положении гайкой. Рейсмус и деталь помещают на разметочной плите. Устанавливают стойку и чертилку в необходимое положение. Перемещают рейсмус вокруг детали. Чертилкой делают риски на детали на равном расстоянии от поверхности разметочной плиты.



Угольник слесарный — инструмент, которым проводят проверку и разметку прямых углов. Угольником также удобно наносить прямые параллельные линии. Угольником проверяют перпендикулярность деталей в процессе сборки оборудования. Различают плоские угольники, угольники с «пяткой», аншлажные угольники.

Угольник-центроискатель — угольник, с помощью которого находят центр цилиндрической детали. Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника. Для определения центра окружности накладывают угольник на торец детали так, чтобы обе его грани касались боковых поверхностей детали. Чертилкой по линейке наносят на деталь риску. Поворачивают угольник на некоторый угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности.
Центроискатель состоит из линейки, закрепленной на угольнике таким образом, что одна из граней линейки является биссектрисой прямого угла угольника. Для определения центра окружности накладывают угольник на торец детали так, чтобы обе его грани касались боковых поверхностей детали. Чертилкой по линейке наносят на деталь риску. Поворачивают угольник на некоторый угол и повторяют операцию. Место перекрещивания двух рисок и есть центр окружности.

Циркуль разметочный — инструмент, с помощью которого на обрабатываемых материалах наносится разметка в виде дуг или окружностей. Циркулем также переносят размеры с линейки на деталь. У плотно сжатого циркуля концы ножек должны сходиться без зазора. Остро заточенные концы ножек закаливают. Требуемое расстояние между ножками циркуля фиксируют с помощью дуги и винта. Перед тем, как нанести на материал окружность либо дугу, необходимо кернером обозначить их центр.

Чертилка — инструмент, которым наносят разметку в виде рисок на обрабатываемых материалах. Изготавливают чертилку из инструментальной стали. Острие закаливают. Для удобства работы среднюю утолщенную часть чертилки накатывают. Иногда, для проведения рисок в труднодоступных местах, один конец чертилки сгибают под прямым углом.

Штангенциркуль — инструмент, с помощью которого производят измерения, погрешность которых не превышает 0,1мм. Штангенциркуль позволяет измерить наружные и внутренние размеры, а также глубину. Штанга с миллиметровыми делениями с одной стороны заканчивается глубиномером, а с другой стороны неподвижными губками. К неподвижным губкам примыкают подвижные губки. Подвижные губки снабжены вспомогательной шкалой, называемой нониусом. С помощью нониуса возможно производить измерения, точность которых 0,1мм. Подвижные губки могут свободно перемещаться вдоль штанги. В нужном положении подвижные губки фиксируются с помощью стопорного винта. Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое - 0,4мм, пятое находится посредине между девятым и десятым.
Шкала нониуса, длиной 19мм разделена на части, по 1,9мм каждая. В том случае, когда нулевой штрих нониуса совместится с одним из делений шкалы на штанге, остальные деления нониуса (кроме последнего десятого) с делениями основной шкалы не совпадут. Первый штрих нониуса и второе деление миллиметровой шкалы различаются на 0,1мм. Второе деление нониуса и четвертое деление штанги на 0,2мм, третье и шестое – 0,3мм, четвертое и восьмое - 0,4мм, пятое находится посредине между девятым и десятым. Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм. Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм.
Производя измерения, отсчитывают целые миллиметры по основной шкале на штанге напротив нулевого деления нониуса. Отсчет десятых долей миллиметра производится по тому делению нониуса, которое совпадает с делением основной шкалы на штанге. На иллюстрации приведены примеры размеров 0,1мм, 0,3мм и 88,4мм. Существуют конструкции штангенциркулей способных производить измерения, погрешность которых не превышает 0,05мм и 0,02мм.
Скажите “спасибо” автору.
politexno.ru











423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)