 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
19. Газопламенное, плазменное, детонационное напыление, электродуговая металлизация. Газопламенное напыление металла
газопламенное напыление
Технология газопламенного напыления порошковых и проволочных материалов позволяет восстановить геометрию деталей, восстанавливать либо производить баббитовые подшипники, шейки валов, крышки защищенных электродвигателей, посадочные места, выполнять антикоррозионное напыление металлоконструкций. Мы выполняем работы по восстановлению деталей методами напыления металлически покрытий, защите от коррозии, нанесение износостойких покрытий. Мы поставляем установки проволочного газопламенного напыления ТСЗП-МДП-115 , порошкового газопламенного напыления ТСЗП- UNISPRAYJET, и комплексы напыления под ключ. Также мы поставляем материалы для напыления – электрокорунд, алюник, баббит, инконель, молибден, монель, хастеллой, самофлюсующиеся порошки.
Первый газопламенный проволочный распылитель разработал М.У. Шооп в 1913 г. Скорость продуктов сгорания ацетилена в кислороде составляла 10:12 м/с, плотность напыленных покрытий - 85-90% плотности компактного материала. В качестве источника тепла использовалось кислородно-ацетиленовое пламя. В последнее время все шире стали применять заменители ацетилена: пропан, этилен, метан, водород.
рис. 1. Схема проволочного распылителя: 1 - воздушное сопло; 2 - газовое сопло; 3 - пруток; 4 - направляющая трубка.
Проволочный распылитель (рис. 1) имеет распылительную головку, по оси которой подается проволока, пруток или шнур. Горелка с дополнительным воздушным соплом, предложенная М.М. Морозовым (рис. 2), обеспечила интенсивный нагрев поверхности подаваемого материала за счет прижатия пламени к распыляемому материалу расширяющимся воздушным конусом. Воздух дополнительно ускорял и дробил частицы материала.
Рис. 2. Распылитель с двойным воздушным соплом: 1 - дополнительное воздушное сопло; 2 - воздушное сопло; 3 - газовое сопло.
Рис. 3. Схема установки газопламенного напыления: 1 - порошковый распылитель; 2 - проволочный распылитель; 3 - порошковый питатель; 4 - бухта проволоки на вращающемся столе; 5 - ротаметры газовые; 6 - газовые баллоны; 7 - фильтр; 8 - ресивер; 9 - воздушный ротаметр; 10 - компрессор.
На рис. 3 представлена схема универсальной установки для газопламенного напыления. Фирма Norton Packо Industrial Ceramics (США) с 50-х годов специализируется на выпуске стержневых материалов для напыления керамики. В настоящее время фирма выпускает стержни из оксидов диаметром до 8 мм. Достоинством подачи керамики в виде стержней является гарантия проплавления материала, недостатком - прерывистость процесса, влияющая на качество поверхности покрытия. Лучший газопламенный стержневой распылитель УР-2А конструкции М.М. Коноплина был разработан в конце 50-х годов в ВИАМе (рис. 4).
рис. 4. Прутковый распылитель УР-2А: а - в трубе диаметром 100 мм; б - при работе без "загибающего" воздуха.
Распылитель имел дополнительное воздушное сопло, направляющее воздух в радиальном направлении в зону плавления керамического стержня, где осевая скорость частиц была невелика. "Загибающий" воздух дробил относительно крупные (100:160 мкм) расплавленные частицы на более мелкие (20:40 мкм) и направлял их под углом 45:50о к поверхности изделия. Дистанция напыления составляла 50 мм. Плотность покрытий из стержней со связующим на жидком стекле достигала 95%. Осевое расположение распылителя и малая дистанция напыления позволяли наносить покрытия на внутреннюю поверхность трубы диаметром 100 мм. В отличие от иностранных и отечественных распылителей пистолетного типа оператор работал сидя, в удобной позе, держа распылитель на коленях.
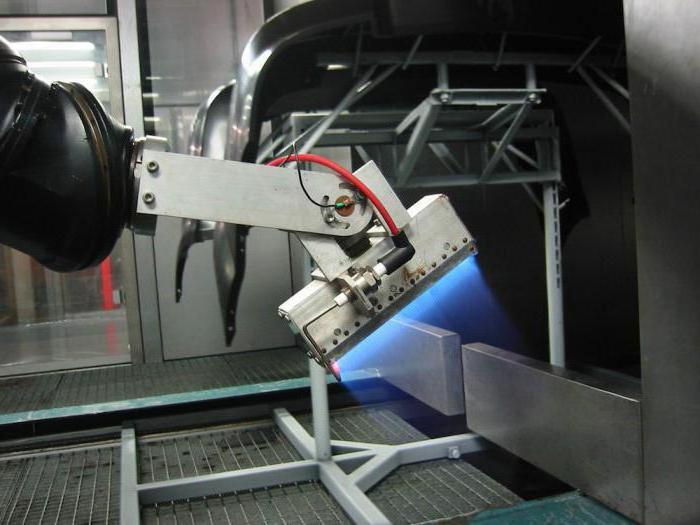
рис.5. Проволочный распылитель MDP-115 в работе
Современный проволочный газопламенный распылитель типа MDP-115, Россия (рис. 5) с приводом от электродвигателя мощностью 150 Вт работает на проволоке диаметром 3:3,17 мм из различных материалов (коррозионно-стойкие и углеродистые стали, латуни, бронзы, баббиты, Al, Cu, Mo, Zn, Sn, Pb, сплавы на никелевой и кобальтовой основах). Производительность по цветным металлам - до 15 кг/ч, по стали и сплавам - до 9 кг/ч, расход кислорода - 50 л/мин, расход ацетилена или пропана - до 20 л/мин. Давление воздуха - 0,5 МПа. Масса распылителя - 4,1 кг. Он может комплектоваться автоматической установкой, оснащенной роботизированной системой, боксом и пультом дистанционного управления.
Рис.6. Схема порошкового распылителя: 1 - газовое сопло; 2 - кольцевое пламя; 3 - покрытие; 4 - подложка; 5 - горючий газ; 6 - кислород; 7 - порошок.
Порошковый распылитель схематично представлен на рис. 6. Порошковая струя окружена кольцом пламени. При перемешивании струй пламени и газопорошковой взвеси происходит теплообмен. Частицы нагреваются до температуры плавления и переносятся на подложку. Порошковые установки предназначались для напыления легкоплавких материалов (УГПЛ) - цинка, термопластичных пластмасс (температура плавления до 8000оС), и для напыления тугоплавких материалов (УГПТ), имеющих температуру плавления до 20500оС, но в основном - для нанесения самофлюсующихся материалов.
Установка газопламенного напыления ТСЗП-MDP-115 для нанесения покрытий газопламенным методом (Flame Spray-метод) применяется для нанесения металлических покрытий на поверхности как в составе комплексов, так и отдельно. Мы поставляем оснащенные данной установкой комплексы для восстановления шеек коленчатых валов, напыления молибденом (спрабонд) колец синхронизаторов, поршневых колец, ремонта баббитовых и спрабаббитовых подшипников скольжения, антикоррозионной защиты алюминизацией и цинкованием.
Характеристики установки для газопламенного напыления ТСЗП-MDP-115
| Производительность при напылении, кг/ч: цветных сплавов молибдена стали и сплавов | 5...15 3...4 3...9 |
| Адгезия покрытия, МПа | 15...50 |
| Пористость покрытия, % | 7...20 |
| Толщина покрытия, мм | 0,5...15 |
| Расход, л/мин: кислорода ацетилена или пропана | 50 20 |
| Давление сжатого воздуха, МПа | 0,5...0,55 |
| Потребляемая мощность, кВт | 1 |
| Напряжение, В | 220 |
Виды используемых материалов
При газопламенном направлении применяют проволоку диаметром 3…3,17 мм из следующих материалов:
нержавеющая сталь марок 20X13, 40X13 и т.д.
углеродистые конструкционные стали
алюминий
латунь
бронза
медь
баббит
молибден
цинк
олово
свинец
Состав оборудования
Блок управления
Пульт дистанционного управления
Пистолет для газопламенного напыления MDP-115
Блок газоподготовки
Комплект кабелей и шлангов с обратными клапанами
Блок управления
|
| Блок управления обеспечивает регулирование скорости подачи проволоки и поддерживает заданную. На экране блока управления высвечивается выбранная скорость. С блока управления может также осуществляться запуск пистолета MDP-115. Габаритные размеры
|
Пистолет для газопламенного напыления MDP-115
| Пистолет осуществляет распыление подаваемой проволоки за счет тепла сгорающего в кислороде ацетилена или пропана. Основные части пистолета:
Габаритные размеры
|
Блок газоподготовки
|
| В блоке газоподводки установлены:
Габаритные размеры
|
Шнуровое газопламенное напылен
Шнуровое газопламенное напыление явилось одной из попыток расширить возможности технологии газопламенного напыления, при котором в качестве материала для покрытия используются специально разработанные гибкие шнуровые материалы (ГШМ), рис. 15.
ГШМ представляет собой спресованный на органической связке порошковый материал, заключенный в оболочку из органического материала.
Преимущество этого метода перед подачей порошкового материала заключается в гарантированном плавлении порошка, а перед стержневой подачей материала - в непрерывности процесса напыления. Чистоту и защиту от окисления воздухом напыляемого материала обеспечивает возгоняющееся полимерное связующее.
Для распыления ГШМ может быть использовано стандартное оборудование, предназначенное для проволочного Распыления (Ме^со 12Е, МГИ-4, МДР-115), а также горелки "Техникорд ТОП-ЖЕТ/2» (Россия), «ТЕНА-ГШ» (Беларусь), /2 (Франция). Установка «Техникорд ТОП-ЖЕТ/2» значена для распыления ГШМ диаметром от 3 до 5 (рис. 16).ие явилось одной из попыток расширить возможности
studfiles.net
Газопламенное напыление
Сущность газотаменного напыления заключается в нагреве напыляемых материалов газовым пламенем и нанесении их на восстанавливаемую поверхность струей сжатого газа.
Тепло для нагрева материала получают путем сжигания ацетилена или пропан-бутана в кислороде, а переносится материал сжатым воздухом или продуктами сгорания углеводородного топлива. В качестве основного материала применяют порошки, проволоки и шнуры. Газопламенное напыление — один из немногих процессов, с помощью которых наносят покрытия из шнуров.
Распыленные металлические частицы, летящие со скоростью 120 м/с, попадают на подготовленную поверхность детали и формируют покрытие. Скорость газового потока 150…160 м/с.Порошок подают, как правило, вдоль оси факела в его внутреннюю часть под действием транспортирующего газа или собственного веса. Проволоки и шнуры подают в восстановительную часть пламени.Для восстановления деталей применяют три вида газопламенного напыления: без оплавления, с последующим оплавлением, с одновременным оплавлением (в литературе называют газопорошковой наплавкой).Первый вид напыления — без оплавления — служит для восстановления деталей, не испытывающих деформации, температуру > 350 °С и знакопеременные нагрузки. Покрытия без оплавления наносят при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при невысоких требованиях к прочности соединения с основным материалом.Последующее оплавление выполняют газокислородным пламенем, в индукторе или другим источником тепла для покрытий толщиной 0,5… 1,3 мм. Нанесенное покрытие оплавляют при восстановлении наружных и внутренних цилиндрических поверхностей подвижных и неподвижных соединений при повышенных требованиях к износостойкости и прочности соединения с основным материалом. Этот вид оплавления покрытий, полученных газопламенным напылением, применяют редко.Газопламенное напыление с одновременным оплавлением покрытия используют для восстановления деталей из стали и чугуна при износе на сторону 1.3… 1,8 мм.
Пример технологического режима при газопламенном напылении вершин кулачков стального распределительного вала с одновременным оплавлением покрытия.Применяют материал ПГ-10Н-01 грануляцией 40… 100 мкм. Расход порошка составляет 2.5…3.5 кг/ч. Горючий газ — ацетилен — подают под давлением не менее 0,1 МПа (расход его 350…600 л/ч). Кислород поступает под давлением 0,30…0,45 МПа (расход его 350…600 л/ч). Расстояние между мундштуком горелки и поверхностью детали при напылении покрытия 12…25 мм, при оплавлении 6… 10 мм.
Для газопламенного напыления выпускается много образцов горелок и оборудования.
Аппараты, использующие в качестве материала проволоку, следующие. Горелки типа МГИ выпускаются Барнаульским аппаратно-механическим заводом. Горелка МГИ-4 инжекторного типа снабжена воздушной турбиной и регулятором скорости подачи проволоки, горелка МГИ-4А работает на смеси ацетилена и кислорода, горелка МГИ-4П — на смеси пропан-бутана и кислорода. Станочный аппарат с программным управлением МГИ-5 имеет массу 136 кг. Аппарат УГПНпр массой 3 кг с электрическим приводом выпускает НИИТавтопром (Москва).
Аппараты, использующие в качестве материала порошки, следующие. Аппараты Барнаульского аппаратно-механического завода предназначены для работы: УГПЛ — с цинком и пластмассами, УГПЛ-П — с термопластическими полимерами, УГПНпор — с различными порошками. Аппараты 01.02-11, 021-3 и 021-4 Ремдеталь выпускает Липовецкий опытный завод «Ремдеталь». Аппараты 011-1-01 Ремдеталь и 011-1-09 Ремдеталь производит Пышминский завод подъемно-транспортного оборудования. Аппараты ГАЛ-2, -4, -5 и -6 выпускают московские предприятия ЦНИИТмаша и ВНИИавтогенмаша. Наплавочные горелки типа ГН изготовляют предприятия ВНИИавтогенмаша. Аппараты ГН-1-02, ГН-2-02, ГН-3-02 и ГН-4-02 работают на ацетилене с кислородом, горелка ГН-3-02 имеет водяное охлаждение. Аппараты ГН-2П-02 и ГН-ЗП-02 функционируют на пропан-бутане и кислороде.
Институт надежности машин НАН Беларуси производит аппараты УПТР-1-78 и УПТР-1-85, а Белорусское республиканское НПО порошковой металлургии (Минск) — аппараты УПТР-86, УГПН-П, УГПН-У. Институт электросварки им. Е.О. Патона выпускает аппараты Л5405, УН-121 и УГПН-005.
Установка «Jetkoot» (США) обеспечивает скорость газового потока 3000…4000 м/с, при этом скорость частиц порошка размером 2…20 мкм достигает 400…600 м/с. Пористость покрытия < 2 %, прочность его соединения с восстанавливаемой поверхностью до 70 МПа, шероховатость наружной поверхности слоя Rz 29 мкм. Разработан аппарат для сверхзвукового напыления «Топас» (Киев).
Для газопламенного напыления покрытий на шейки валов ВНИИТУВИД «Ремдеталь» создал установку 011-1-01 блочно-модульного строения, которая разработана на базе установки 011-1-00 для наплавки валов. НИИТавтопром предлагает установку для газопламенного напыления шеек коленчатых валов двигателей ЗИЛ-130. Линия 5835 служит для нанесения износостойких покрытий на вилки коробок передач.
Некоторые горелки и аппараты для газопламенного напыления приведены в табл. 3.67.
По мощности пламени газовые горелки подразделяются на микромощные (до 60 л/ч), малой (до 700 л/ч), средней (до 2500 л/ч) и большой мощности (до 7000 л/ч), а по степени механизации — на ручные и машинные. В зависимости от способа подачи горючего газа горелки делят на инжекторные и безинжекторные.Активирование газопламенного напыления обеспечивается эффективным теплообменом между пламенем и материалом, а также качественным смешением рабочих газов.

Высокое качество покрытий, нанесенных газопламенным напылением, дает термораспылительная проволочная установка «Терко», разработанная в Институте надежности машин НАН Беларуси. Эта установка демонстрирует также надежную работу. В комплект установки (рис. 3.33) входят: термораспылительный пистолет, малогабаритный блок управления подачей рабочих газов, блок управления электроприводом подачи проволоки, распылительные головки для работы на различных горючих газах (ацетилене или пропан-бутане).
Термораспылительный пистолет «Терко» позволяет активировать процесс напыления материала. Кроме того, в отличие от других установок в механизм подачи проволоки установки «Терко» встроен электропривод, а не воздушная турбина, что значительно повышает точность регулирования скорости транспортировки проволоки. Используется дешевый горючий газ — пропан-бутан. Установка снабжена быстросъемными разъемами типа байонет, имеет трехступенчатую защиту от обратных ударов пламени, легко транспортируется (общая масса со шлангами 14,6 кг).
С помощью установки «Терко» наносят покрытия из проволочных и прутковых материалов диаметром 1,6…3,5 мм с производительностью до 6 кг/ч (по стали). Малое количество хрупких оксидов, значительное количество интерметаллидов, образование закалочных структур и достаточно высокая пластичность напыленного слоя создают предпосылки для применения покрытий в новых условиях работы и расширения области их распространения. Стальные покрытия имеют пористость 2…4 %, плотность покрытий из алюминиевых сплавов практически приближается к плотности литого материала. Прочность соединения покрытия с основой составляет > 30 МПа.
Как показал опыт ИТК «Надежность машин» (Минск), эффективно применение электродугового и газопламенного напыления проволочными материалами деталей, работающих в трущихся сопряжениях (коленчатых валов, осей, подшипников скольжения, направляющих) и поверхностей отверстий под подшипники.Фирма «Castolin + Eutektic» (Швейцария) выпускает установки для газопламенного напыления «CastoDin 2000» и «Rototec 80».
Покрытия, полученные газопламенным напылением шнуровых материалов, представляют альтернативу плазменным покрытиям. Покрытия, полученные газопламенным напылением шеек валов шнуровыми материалами, показывают высокие эксплуатационные качества, однако высокая стоимость шнуров (35…45 долл. США за килограмм) сдерживает их широкое применение в ремонтном производстве. Стоимость шнуровых материалов, необходимых, например, для восстановления чугунного коленчатого вала, превышает стоимость отливки этой детали.
Также Вам будет интересно:
chiefengineer.ru
Напыление металлов: способы, технология, оборудование
В строительных и производственных сферах все чаще применяются высокопрочные пластики. Они превосходят традиционные твердые материалы за счет своей небольшой массы, податливости в обработке и практичности. И все же металл сохраняется во многих отраслях как наиболее выгодный материал с точки зрения сочетания прочности, жесткости и долговечности. При этом далеко не всегда оправдывает себя использование цельной структуры. Все чаще технологи применяют напыление металлов, которое позволяет наделить рабочую заготовку частью свойств наиболее подходящего в плане эксплуатации сплава.

Общие сведения о технологиях металлизации
Среди современных методов металлизации поверхностей чаще применяют гальваническое нанесение, а также погружение в расплавы. Традиционная технология также предусматривает вакуумную обработку напылением, которая имеет свои классификации в зависимости от используемых активных сред. Так или иначе, любое напыление металлов предусматривает обработку основы материала с целью получения тех или иных защитных качеств. Это может быть формирование антикоррозийного слоя, восстановление утраченной структуры или же ремонт эксплуатационного износа.
При этом сама рабочая поверхность в большинстве случаев подвергается термической обработке. Перед нанесением металлических частиц она расплавляется горелками, индукторами или посредством воздействия низкотемпературной плазмы. Таким образом подготавливается основа с оптимальными физико-химическими качествами, на которой в дальнейшем производится напыление металлов в виде порошка. Важно отметить, что в качестве основного материала может выступать тот же металл, стекло, пластики или некоторые породы древесины и камни.

Метод химического хромирования
В качестве активного компонента для реализации такого напыления используют химические реагенты. Классический состав включает хлористый хром, натрий, уксусную кислоту, а также воду с раствором едкого натра. Процесс напыления выполняется при температуре порядка 80 °С. Начинается работа с подготовки материала. Обычно хромирование используют для обработки металлических поверхностей, в частности стали. Перед самой операцией материал подвергается первичному покрытию медным слоем. Далее производится химическое хромирование посредством пескоструйного аппарата, подключенного к компрессорной установке. После завершения процедуры изделие моется в чистой воде и просушивается.
Метод газопламенной обработки
Если в предыдущей технологии предусматривается тщательная подготовка основы, которая должна подвергаться покрытию, то в данном случае особое внимание уделяется частицам металлизации. Современное газопламенное напыление может выполняться с помощью полимерного порошка, проволочного или шнурового материала. Данная масса направляется в пламя кислородно-пропановой или ацетиленокислородной горелки, в которой происходит расплавление и перенос на напыляемую основу сжатым воздухом. Далее состав остывает, формируя готовое к применению покрытие.
При помощи данной методики можно наделять материалы антикоррозийной стойкостью и механической прочностью. Активным материалом можно обрабатывать алюминиевые, никелевые, цинковые, железные и медные сплавы. В частности, газопламенное напыление используют для повышения эксплуатационных качеств подшипников скольжения, изоляционных покрытий, электротехнических деталей и т. д. Кроме этого, технология используется в интерьерном и архитектурном дизайне для обеспечения конструкций декоративными свойствами.
Метод вакуумного напыления
В этом случае речь идет о группе методов, которые предполагают формирование тонких пленок в вакууме при воздействии прямой конденсации пара. Технология реализуется разными путями, в том числе за счет термического воздействия, испарения электронными и лазерными лучами. Используется вакуумное напыление для повышения технических качеств деталей, оборудования и инструментов. К примеру, такая обработка позволяет формировать специальные «рабочие» покрытия, которые могут повышать электропроводность, изолирующие свойства, износостойкость и защиту от коррозии.
Технология применяется и для создания декоративных покрытий. В данном случае техника может задействоваться в операциях, требующих высокой точности. Например, вакуумное напыление используют в изготовлении часов с позолоченным покрытием, для придания эстетичного вида оправам для очков и т. д.

Применяемое оборудование
Чаще всего для напыления используются аппараты, снабженные сверхзвуковым соплом. Также применяется небольшой по размерам электрический нагреватель, работающий на подачу сжатого воздуха. Особенностью последней модели является возможность доведения температуры до 600 °С. До недавнего времени применение стандартных устройств, напоминающих по принципу действия пневматические пистолеты, осложнялось тем, что частицы изнашивали насадки инструмента. Современное оборудование, благодаря которому осуществляется напыление металлов, использует принцип пульверизатора. Это значит, что в момент прохождения рабочей газовой среды по каналу подачи струи скорость потока увеличивается по мере сужения трубы. Вместе с этим падает и статическое давление. Такой принцип работы сокращает износы и увеличивает рабочий срок аппаратов.

Заключение
В целях удешевления технологических операций по защите металла от внешних воздействий часто используются узкоспециализированные, но менее эффективные средства. При этом сэкономить помогает и напыление металла, цена которого составляет в среднем 8-10 тыс. руб. за деталь. Финансовая целесообразность обусловлена тем, что такие покрытия могут обеспечивать сразу несколько функциональных качеств. Например, обработав металлический компонент кровельной конструкции, вы можете получить такие свойства, как антикоррозийность, стойкость перед воздействием осадков, механическая защищенность. Существуют и особые металлизированные покрытия, способные уберечь деталь от агрессивных химических и термических воздействий.
fb.ru
Напыление металлов: технологии и используемое оборудование
Производство металлических изделий модернизируется по мере развития передовых технологий. Металл в большей степени подвержен воздействию влаги, поэтому для обеспечения высокого срока эксплуатации и придания деталям, рабочим механизмам и поверхностям требуемых свойств, в современной промышленности широко используют напыление металлов. Технология порошковой обработки заключается в нанесении на базовую металлическую основу защитного слоя, обеспечивающего высокие антикоррозийные характеристики напыляемых изделий.
Задачи и варианты напыления
Металлическая поверхность после порошковой обработки приобретает важные защитные свойства. В зависимости от назначения и области применения, металлическим деталям придают огнеупорные, антикоррозийные, износостойкие характеристики.
Основная цель напыления базовой основы из металла – обеспечить продолжительный эксплуатационный ресурс деталей и механизмов в результате воздействия вибрационных процессов, высоких температур, знакопеременных нагрузок, влияния агрессивных сред.
Процессы напыления металлов выполняют несколькими способами:
- Вакуумная обработка – материал при сильном нагревании в вакуумной среде преобразуется в пар, который в процессе конденсации осаживается на обрабатываемой поверхности.
- Плазменное или газоплазменное напыление металла – в основу метода обработки положено использование электродуги, образующейся между парой электродов с нагнетанием инертного газа и ионизацией.
- Газодинамический способ обработки – защитное покрытие образуется при контакте и взаимодействии микрочастиц холодного металла, скорость которых увеличена ультразвуковой струей газа, с подложкой.
- Напыление лазерным лучом – генерация процесса происходит с использованием оптико-квантового оборудования. Локальное лазерное излучение позволяет проводить обработку сложных деталей.
- Магнетронное напыление – выполняется при воздействии катодного распыления в плазменной среде для нанесения на поверхность тонких пленок. В технологии магнетронных способов обработки используются магнетроны.
- Защита металлических поверхностей ионно-плазменным способом – основана на распылении материалов в вакуумной среде с образованием конденсата и осаждением его на обрабатываемой основе. Вакуумный метод не дает металлам нагреваться и деформироваться.

Технологический метод напыления деталей, механизмов, поверхностей из металла подбирают, в зависимости от характеристик, которые нужно придать напыляемой основе. Поскольку метод объемного легирования экономически затратный, в промышленных масштабах широко используют передовые технологии лазерной, плазменной, вакуумной металлизации.
Напыление в магнетронных установках
Металлизация поверхностей по технологии магнетронного напыления основана на расплавлении металла, из которого выполнена мишень магнетрона. Обработка происходит в процессе ударного действия ионами рабочей газовой среды, сформированными в плазме разряда. Особенности использования магнетронных установок:
- Основными элементами рабочей системы являются катод, анод, магнитная среда, которая способствует локализации плазменной струи у поверхности распыляемой мишени.
- Действие магнитной системы активизирует использование магнитов постоянного поля (самарий-кобальт, неодим), установленных на основании из магнитомягких материалов.
- При подаче напряжения от источника электропитания на катод ионной установки происходит распыление мишени, причем силу тока нужно поддерживать на стабильно высоком уровне.
- Магнетронный процесс основан на использовании рабочей среды, которой выступает соединение инертных и реакционных газов высокой чистоты, подающихся в камеру вакуумного оборудования под давлением.

Преимущества магнетронного напыления позволяют применять данную технологию обработки для получения тонких пленок металлов. Например, алюминиевые, медные, золотые, серебряные изделия. Происходит формирование пленок полупроводников – кремний, германий, карбид кремния, арсенид галлия, а также образование покрытий диэлектриков.
Главное достоинство магнетронного метода – высокая скорость распыления мишени, осаждения частиц, точность воспроизведения химического состава, отсутствие перегрева обрабатываемой детали, равномерность нанесенного покрытия.

Использование при напылении магнетронного оборудования дает возможность обрабатывать металлы и полупроводники с высокой скоростью осаждения частиц, создавать на напыляемой поверхности тонкие пленки с плотной кристаллической структурой, высокими адгезивными свойствами. К основному перечню работ по магнетронной металлизации относятся хромирование, никелирование, реактивное напыление оксидов, карбо- и оксинитридов, сверхскоростная наплавка меди.
Технология ионно-плазменной наплавки
Чтобы получать многомикронные покрытия на изделиях из металла, широко используют метод ионно-плазменного напыления. Он основан на использовании вакуумной среды и физико-химических свойств материалов испаряться и распыляться в безвоздушном пространстве.
Технологически сложный процесс позволяет решать важные технические задачи по металлизации изделий благодаря использованию установки ионно-плазменного напыления:
- Увеличение параметров износоустойчивости, исключение спекания при эксплуатации изделий в условиях высоких температур.
- Повышение коррозийной устойчивости металлов при эксплуатации в агрессивных водных, химических средах.
- Придание электромагнитных свойств и характеристик, эксплуатация в границах инфракрасного и оптического диапазона.
- Получение высококачественных гальванических покрытий, придание изделиям декоративно-защитных свойств, обработки деталей и механизмов, используемых в разных отраслях промышленности.

Процесс ионно-плазменного напыления базируется на использовании вакуумной среды. После поджига катода формируются пятна первого и второго уровня, которые перемещаются с высокой скоростью и образуют плазменную струю в ионном слое. Полученная в результате эродирования катодов струя проходит через вакуумную среду и вступает во взаимодействие с конденсируемыми поверхностями, осаживаясь плотнокристаллическим покрытием.
Использование ионно-плазменного напыления позволяет наносить защитные покрытия при температуре поджига катода до 100°C, отличается достаточно простой схемой получения слоев толщиной до 20 мкм.

С помощью ионно-плазменного напыления на металл удается придавать требуемые свойства конструктивно сложным изделиям нестандартной геометрической формы. После обработки металлическую поверхность не требуется покрывать финишным слоем.
Особенности плазменной металлизации
Наряду с ионно-плазменным напылением и магнетронными способами обработки металлов применяют еще один метод – плазменная металлизация. Главная задача технологии – защита изделий от окислительных процессов в агрессивных средах, повышение эксплуатационных качеств, упрочнение обрабатываемой поверхности, усиление сопротивляемости механическим нагрузкам.
Плазменное напыление алюминия и других металлов основано на высокоскоростном разгоне металлического порошка в потоке плазмы с осаждением микрочастиц в виде покрывающего слоя.

Особенности и преимущества технологии плазменного напыления на металл:
- Высокотемпературный метод нанесения защитного слоя на обрабатываемую поверхность (порядка 5000-6000 °C) происходит за доли секунд.
- Используя методы регулирования газового состава, можно получать комбинированное насыщение металлической поверхности атомами порошковых покрытий.
- Благодаря равномерности потока плазменной струи удается получать одинаково пористое, качественное покрытие. Конечная продукция превосходит результаты традиционных способов металлизации.
- Длительность процесса напыления невысока, что помогает достичь стопроцентной экономической эффективности использования плазменного оборудования в разных производственных масштабах.
Основные компоненты рабочей установки – высокочастотный генератор, камера герметизации, резервуар газовой среды, насосная установка для подачи давления, система управления. Использовать технологию плазменного напыления на металл допускается в домашних условиях при наличии необходимого оборудования с вакуумной камерой – воздействие кислорода приводит к окислению горячих металлических поверхностей и мишени.
На видео: восстановление деталей напылением.
Процесс лазерной обработки
Наплавка металлов лазерным методом позволяет восстанавливать детали и механизмы потоками света, генерируемыми от оптико-квантового оборудования. Вакуумное напыление лазером является одним из наиболее перспективных методов получения наноструктурированных пленок. В основу процесса положено распыление мишени световым лучом с последующим осаждением частиц на подложке.

Преимущества технологии: простота реализации металлизации, равномерное испарение химических элементов, получение пленочных покрытий с заданным стехиометрическим составом. Благодаря узкой направленности лазерного потока в месте его сосредоточения удается получить наплавку изделия любыми металлами.
Механизмы формирования жидкокапельных фаз:
- Крупные капли частиц расплавленной мишени образуются путем воздействия гидродинамического механизма. При этом диаметр крупных капель варьируется в диапазоне 1-100 мкм.
- Капли среднего размера формируются вследствие процессов объемного парообразования. Размер капель колеблется в диапазоне 0,01-1 мкм.
- При воздействии на мишень коротких и частых импульсов лазерного луча в эрозийном факеле образуются частицы мишени небольшой величины – 40-60 нм.
Если в лазерной установке при наплавке металлов на мишень одновременно действуют все три механизма рабочего процесса (гидродинамика, парообразование, высокочастотный импульс), приобретение изделием требуемых характеристик зависит от величины влияния конкретного механизма наплавки.
Одно из условий качественной лазерной обработки – воздействие на мишень таким режимом облучения, чтобы на выходе получить лазерные факелы с наименьшим включением жидкокапельных частиц.

Оборудование для холодного напыления
Существует два варианта защиты металлов от негативного воздействия внешних и рабочих факторов – легирование и напыление с вакуумным оборудованием. То есть, в сплав добавляют атомы химических элементов, придающих изделиям требуемые характеристики, или наносят на базовую поверхность защитное покрытие.
Чаще всего в отрасли металлизации используют технологию нанесения гальванических покрытий, применяют методы погружения деталей в расплав, задействуют в процессах обработки вакуумную среду, пользуются магнетронным оборудованием.
Иногда используют детонационно-газовое напыление, которое разгоняет частицы до невероятных скоростей. Широко применяют плазмотроны, электродуговую металлизацию, газопламенную обработку, ионное напыление. Задачи промышленности диктуют свои условия, и перед инженерами возникла необходимость создать недорогое, простое в обращении оборудование, для которого можно использовать свойства нагретого сжатого воздуха.
Появилось понятие порошковой металлизации с добавлением в металлический порошок мелкодисперсионной керамики либо частиц твердого металла. Используется для работы с алюминием, никелем, медью.

Результат экспериментов превзошел ожидания, позволив решить следующие задачи:
- Нагревание сжатого воздуха в камере приводит к повышению давления, что вызывает увеличение скорости вытекания наплава из сопла в установках.
- При наборе металлическими частицами в газовой среде высокой скорости они ударяются о подложку, размягчаются и прикипают к ней. А керамические частицы уплотняют образовавшийся слой.
- Использование порошковой технологии подходит для металлизации пластичных металлов – медь, алюминий, никель, цинк. После напыления изделия можно поддавать механической обработке.
Благодаря успешной работе инженеров удалось создать переносной аппарат, позволяющий выполнять металлизацию покрытий на всех промышленных предприятиях и в домашних условиях. Требования для успешной работы оборудования – наличие компрессорной установки (или воздушной сети) с давлением сжатого воздуха в пять-шесть атмосфер и электропитание.

В таблице ниже приведены данные для хромирования алюминия в домашних условиях. Перед нанесением гальванического покрытия требуется «положить» на деталь промежуточный металлический слой, а потом выполнять напыление алюминия.
Таблица 1. Хромирование алюминия

Использование передового оборудования для металлизации изделий позволяет решить технические вопросы, связанные с повышением антикоррозийных, прочностных, эксплуатационных характеристик, а также приданием машинам, деталям и механизмам требуемых свойств для работы в сложных эксплуатационных условиях.
Лазерная сварка (2 видео)
Процесс напыления и рабочие установки (24 фото)
gidpokraske.ru
19. Газопламенное, плазменное, детонационное напыление, электродуговая металлизация
Преимуществами детонационного метода напыления являются:
высокая адгезия покрытия (80-250 МПа)
низкая пористость покрытия (0,5-1%)
отсутствие деформации напыляемой детали
Детонационное напыление — одна из разновидностей газотермического напыления промышленных покрытий в основе которого лежит принцип нагрева напыляемого материала (обычно порошка) с последующим его ускорением и переносом на напыляемую деталь с помощью продуктов детонации. При детонационном напылении для Детонационное нанесение покрытий — дискретный процесс, осуществляется последовательным выполнением следующих операций, входящих в единичный цикл (выстрел): заполнение взрывчатой газовой смесью ствола детонационной пушки;подача в ствол пушки порошка; взрыв газовой смеси в стволе. нагрева и ускорения напыляемого материала используется энергия продуктов детонации газокислородного топлива. В качестве горючего газа обычно применяется пропан-бутановая смесь.
Плазменное напыление — процесс нанесения покрытия на поверхность изделия с помощью плазменной струи.
Сущность плазменного напыления заключается в том, что в высокотемпературную плазменную струю подаётся распыляемый материал, который нагревается, плавится и в виде двухфазного потока направляется на подложку. При ударе и деформации происходит взаимодействие частиц с поверхностью основы или напыляемым материалом и формирование покрытия. Плазменное напыление является одним из вариантов газотермического напыления.
Газопламенное напыление — наиболее доступный из методов газотермического напыления.
Газопламенное напыление предполагает формирование капель (частиц) малого размера расплавленного металла и перенос их на обрабатываемую поверхность, где они удерживаются, формируя тем самым непрерывное покрытие. Металлический либо полимерный порошковый, проволочный либо шнуровой материал подается в пламя ацетилен-кислородной либо пропан-кислородной горелки, расплавляется и переносится сжатым воздухом на напыляемую поверхность, где, остывая, формирует покрытие. Метод прост в освоении и применении, может применяться как в ручном, так и в автоматизированном режиме.
С помощью газопламенного напыления наносят износостойкие и коррозионно-стойкие покрытия из железных, никелевых, медных, алюминиевых, цинковых сплавов, баббитовые покрытия подшипников скольжения, электропроводные покрытия, электроизоляционные покрытия (рилсан), декоративные покрытия
Электродуговая металлизация – один из эффективных антикоррозийных методов, применяемый для защиты металлических изделий. Электрической дугой расплавленный металл распыляется на поверхность конструкции, образуя стойкое металлизированное покрытие. Подобный метод очень удобен для обработки таких больших объектов. Для лучшего эффекта металлизация производится в несколько этапов, а для напыления применяются такие металлы, как цинк, алюминий и монель-металл.
Процесс образования металлизированного покрытия
В электродуговом оборудовании, под действием сильного нагрева происходит плавление металла, предназначенного для антикоррозийной обработки, и напором сжатого воздуха мелкие его частицы наносятся на подготовленную поверхность конструкции, образуя защитную «шубу» слоистой структуры.
studfiles.net
Газопламенное напыление — Центр защитных покрытий — Урал
«Центр защитных покрытий — Урал» (ЦЗПУ) осуществляет газопламенное напыление наружной поверхности порошками металлов деталей типа цилиндр, вал, плунжер. Наше предприятие производит ремонт изделий и восстановление не нагруженных посадочных мест деталей и наносит антикоррозионную защиту стальных конструкций, резервуаров и емкостей. Применяемое при газопламенном напылении современное и высокоточное оборудование гарантирует отсутствие деформаций и структурных изменений в детали. В зависимости от применяемого материала при использовании технологии газопламенное напыление, мы используем — либо напыление проволокой или прутком, либо порошковое напыление. Для восстановления деталей мы применяем порошковое напыление, которое позволяет регулировать состав наносимых покрытий, в более широких пределах по сравнению с проволокой, это способствует повышению прочности сцеплений с основой. Газопламенное напыление — это метод нанесения на металлическую поверхность слоя мелкодисперсной среды из антикоррозионных, огнеупорных и износостойких материалов, для улучшения реставрационных, функциональных и декоративных характеристик деталей.

Газопламенное напыление — контроль качества
ООО «ЦЗПУ» уделяет особое внимание контролю качества газопламенного напыления. Наиболее важными показателями качества защитного покрытия являются:
- твёрдость
- пористость
- адгезия
- микроструктура

Газопламенное напыление — характеристики покрытия:
- Толщина слоя напыления 0,5 -10 мм.
- Пористость напыленного покрытия 5-12 %.
- Адгезия — прочность сцепления покрытия с основой 2,5 -5,0 кг/ мм².
Газопламенное напыление преимущества:
- Стало возможным нанесения материалов с низкой пластичностью.
- Создание материалов с уникальными свойствами, такие свойства невозможно достичь при традиционных технологиях плакирования — сварки взрывом и прокаткой.
- Восстановления покрытия детали оборудования при частичном износе детали, доступность технологии проведения восстановительных работ с минимальными затратами.
- Защита поверхностей деталей оборудования не только от коррозии, но и от гидро износа и газоабразивного износа.
- Высокая экономичность при применении газотермических покрытий, а так же сохранение высокого уровня защитных свойств при длительном воздействии агрессивных сред.
- Нанесения покрытий на месте производства, с применением мобильных комплексов для любой площади поверхностей.
- Нанесения защитных покрытий на детали и оборудование со сложной конфигурацией поверхностей — наружные поверхности трубных пучков теплообменников.
- Отсутствие после нанесения внутренних напряжений, дефектов поверхности и микроструктуры материала из-за исключения высоких температур и давлений.
czpu.ru
Защита от гальванической коррозии — газопламенное напыление металлических протекторных покрытий, металлизация
Модернизация забора
Когда люди слышат слова модернизации, инновации — им сразу видится что-то непостижимое — Glonass, чипы, биотехнологии. И это правильно. Но часто инновации гораздо ближе и легче достижимы. Часто они так же понятны и их так же легко (и так же сложно) применить, как электричество или горячую воду.
Каждый из нас видел, как красят металлический заборчик, ворота или мост. Каждый видел, как уже через год краска облупляется, а если не покрасить через два — то выглядит так, что лучше бы и не красили вовсе. Мало кто задумывается, сколько стоит покраска и есть ли ей альтернатива. Оказывается, в масштабах страны на борьбу с коррозией в тратятся ежегодно десятки миллиардов рублей, а альтернатива есть не только краске, но и полимерным покрытиям, изоляции, электрохимзащите, изготовлению изделий целиком из нержавеющей стали. И эта альтернатива позволяет, при небольших инвестициях, сберегать силы и деньги.
Альтернатива, о которой мы говорим — металлизация. Что нового в металлизации? Каждый из нас видел оцинкованное ведро. И многие знают, почему оно не ржавеет. Цинк выступает как протектор (защитник) по отношению к стали — расходуясь, отдавая свои ионы, он не дает ржаветь стали. Процесс расходования идет настолько медленно, что слоя цинка в одну десятую миллиметра хватает на десяток лет — и все это время ведро не надо более ничем защищать. Почему же таким способом не защитить все металлоконструкции? Горячее цинкование — процесс, требующий погружения изделия в ванну. Погрузить в ванну опору ЛЭП или металлический мост целиком невозможно, а если погружать по частям — прокорродируют сварные швы и конструкция развалится. Кто-то может вспомнить про холодное цинкование. Но, несмотря на схожесть названий, холодное цинкование — это не металлизация. Скорее, окраска, со всеми вытекающими недостатками.
Невозможен и вариант сварки больших металлоконструкций из оцинкованных деталей. Цинк имеет гораздо меньшую температуру плавления, чем углеродистая сталь. При сваривании он расплавляется первым, контактирует с кислородом, продукты его коррозии загрязняют сварной шов и приводят к его охрупчиванию.
Способ нанесения одного металла на другой в полевых условиях был найден более 100 лет назад и назван газотермическим напылением. Напыляемый металл (как правило, в форме проволоки) расплавляется электрической дугой или в пламени, и переносится потоком воздуха на металл основы, создавая на его поверхности плотное покрытие. Покрытие является металлическим и обладает его свойствами — оно твердое, плотное, электропроводное, не боится огня и солнечного излучения, подвержено механической обработке. И, если таким способом нанести алюминий, цинк или их сплавы, они выступают как протекторы по отношению к основному металлу, т.е. они не позволяют металлоконструкции ржаветь. Более того, если металлическое покрытие повреждается, обнажая основной металл, его протекторные свойства обеспечивают «самозалечивание» поврежденного участка, и через некоторое время на месте повреждения появляется тонкий слой покрытия (рисунок 1). Металлические покрытия настолько хорошо справляются со своей задачей, что обеспечивают стойкость черной стали к коррозии в морской воде более 30 лет (и это — доказанный эксплуатацией факт).

Рисунок 1. Схема процесса «самозалечивания» поврежденного участка протекторного металлического покрытия, нанесенного на сталь

Белая полоса на фото — место царапины, «самозалеченное» покрытием
В отличие от полимерных композиций, которые практически невозможно качественно нанести в полевых условиях, металлические покрытия спроектированы именно для такого нанесения. Первое металлическое покрытие на мост было нанесено в 1936 г. в США (оно потребовало ремонта только в 1975 г). В 80-е годы ХХ века властями штата Нью-Джерси был начат эксперимент — 46 пролетов моста через реку Матис покрыли различными покрытиями — краски, эпоксидные и полимерные композиции, металлические покрытия. Только металлические покрытия, нанесенные газотермическим напылением, не потеряли своих свойств в течение 20 лет (рисунки 2, 3). Ржавчина отсутствовала на 99% процентах поверхности. Все прочие покрытия исчерпали себя в срок от одного до восьми лет. Власти США не стали дожидаться окончания эксперимента. Уже через несколько лет после его начала газотермическая металлизация захватила умы множества людей. В США покрывают металлом не только мосты и опоры ЛЭП, но и суда, нефтедобывающие платформы, дымовые трубы, арматуру ЖБИ. Напыленные металлические покрытия обладают поверхностной пористостью 5-7%, благодаря чему их можно очень качественно красить — краска впитывается в покрытия, обеспечивая превосходную адгезию.

Рисунок 2. Защита мостов протекторными покрытиями, нанесенными газотермическим металлизационным напылением

Рисунок 3. Защита мостов протекторными покрытиями, нанесенными газотермическим металлизационным напылением
Наверное, это слишком дорого, скажете вы. Из-за этого у нас и не применяется. И будете не правы. Металлизация действительно гораздо дороже некачественной окраски. Но если стоимость металлических покрытий ООО «Технологические системы защитных покрытий» сравнить с окраской качественной (включающей абразивно-струйную подготовку поверхности, праймер, несколько слоев краски, топпинг) то мы обнаружим, что цены различаются на проценты. Но краска (даже качественная) работает два-три года, а металлизация — десятилетия (рисунок 4). Так почему же металлизация так редко применяется?

Рисунок 4. Защита металлоконструкций ЛКМ и протекторными покрытиями, нанесенными газотермическим металлизационным напылением
Все дело в том, что невозможно внедрять новые технологии, видя горизонт в пару лет. За пару лет не успеешь пожать никаких плодов. Преимущества металлизации выявляются на горизонте свыше пяти лет. На горизонте в 20 ей нет равных. Но даже люди, обязанные смотреть на 20 лет вперед — проектировщики кораблей, мостов, аппаратов нефтепереработки, опор ЛЭП — предпочитают ставить в проекты старые добрые проверенные способы. Так спокойнее. Что уж говорить про тех, кто эксплуатирует? Деды наши красили и мы красить будем, забывая о том, что деды (в отличие от нас) жгли лучину и ходили в лаптях.
Наверное, в этом и состоит хозяйское отношение к делу — в том, чтобы думать не на месяц, а на десятилетия вперед. Строить и эксплуатировать так, чтобы не стыдно было сказать внукам: «вот эту трубу мы построили 30 лет назад, ни разу не ремонтировали, а она все как новая».
Краткая теория гальванической коррозии
Приведем краткое описание электрохимической коррозии двух металлов, выделяя наиболее важное при использовании антикоррозийных металлических покрытий.
Здесь изображён электрохимический ряд химических элементов в морской воде. При электрическом соединении двух различных металлов или их сплавов с электролитом, ток передвигается от катодного метала анодному, от анодного металла к электролиту и от электролита к катодному металлу. Сила тока зависит от разности потенциалов двух металлов. Поэтому, между близкими по потенциалу металлами проходит небольшое количество тока. У анодных металлов коррозия развивается быстрее, чем у катодных; процесс коррозии не всегда удаётся полностью остановить.
В присутствии электролита анодная поверхность подвергается коррозии сильнее, чем катодная. Все перечисленные металлы могут быть катодными по отношению к тем металлам, которые расположены выше их.
| Анодные (расходуются) |
| Магний |
| Сплавы магния |
| Цинк |
| Оцинкованная сталь |
| Сплавы алюминия |
| Кадмий |
| Мягкая низкоуглеродистая сталь |
| Чугун ковкий |
| Чугун |
| Нержавеющая сталь (активная) |
| Свинец |
| Олово |
| Марганец |
| Никель (активный) |
| Латунь (жёлтая медь) |
| Медь |
| Бронза |
| Никель (пассивный) |
| Нержавеющая сталь (пассивная) |
| Серебро |
| Графит |
| Золото |
| Платина |
| Катодные (защищённые) |
Из этого следует, что металлические покрытия, которые являются катодными к основному металлу, могут быть использованы только в толстослойных покрытиях, которые напыляются на детали машин. Например, нержавеющая сталь широко используется для валов насосов и валов паровых турбин. Латунь, бронза, никель, нержавеющая сталь и медь не используются для тонкослойных покрытий, так как основа будет быстро разрушаться при проникновении среды через поры покрытия.
Металлами, анодными к железу, которые могут использоваться в качестве протекторного покрытия, являются только кадмий, цинк и алюминий (магний химически активен). Так как данные металлы защищают железо, подвергаясь разрушению, во время эксплуатации, их пористость не оказывает влияния на выбор металла для напыления. Все другие металлы, которые обычно используются для напыления, являются катодными по отношению к железу и защищают его, только при обеспечении абсолютно беспористого барьерного покрытия, которое, к тому же, будет защищать железо механически.
Мы выполняем работы по нанесению и механической обработке керамических и металлокерамических покрытий на наших площадках, а так же поставляем оборудование и технологии для напыления под ключ. Выполняем ремонт деталей с термобарьерными покрытиями: лопаток турбин и пр.
tspc.kz










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)