 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Тема 1. Технологические процессы и технологические системы, их характеристики. Технологические процессы
Виды технологических процессов
По степени унификации различают следующие виды технологических процессов:
единичный;
типовой;
групповой.
Вид технологического процесса определяется количеством изделий, охватываемых процессом (одно изделие, группы однотипных изделий).
Наименование процессов устанавливают по стандартам СРПП (Система разработки и постановки продукции на производство).
Единичный технологический процесс — технологический процесс, относящийся к изделиям одного наименования, типоразмера и исполнения, независимо от типа производства (применяется для изготовления изделий одного наименования, типоразмера и исполнения независимо от типа производства).
Типовой технологический процесс — технологический процесс, характеризуемый единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками.
Рис. Общий конструктивный признак – тела вращения
Типовой процесс применяется:
а) как информационная основа при разработке рабочего технологического процесса;
б) как рабочий технологический процесс при наличии всей необходимой информации для изготовления детали, или как база для разработки стандартов на типовые технологические процессы.
Типовой технологический процесс может являться совокупностью типовых технологических операций, которые характеризуются единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными признаками.
Групповой технологический процесс — технологический процесс, характеризуемый единством методов обработки с использованием однородных и быстро переналаживаемых приспособлений для групп изделий даже с разными конструктивными признаками (но общими технологическими).
Рис. Разные конструктивные признаки
Групповой технологический процесс может состоять из групповых технологических операций, которые являются общими для групп различных деталей с определенной групповой оснасткой на данном оборудовании.
Таким образом, групповой технологический процесс — это совокупность групповых технологических операций, обеспечивающих изготовление различных деталей группы (или нескольких групп) по общему технологическому маршруту.
Каждый вид технологических процессов характеризуется следующими признаками:
а) основным назначением процесса:
б) степенью детализации содержания процесса:
маршрутный,
операционный,
маршрутно-операционный.
Рабочий технологический процесс — технологический процесс, выполняемый по рабочей и (или) конструкторской документации (применяется: для изготовления в соответствии с требованиями рабочей технической документации).
Перспективный технологический процесс — технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии (используются как информационная основа для разработки рабочих технологических процессов при техническом и организационном перевооружении производства; рассчитан на применение более совершенных методов обработки, более производительных и экономически эффективных средств технологического оснащения и изменения принципов организации производства).
Маршрутный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание операций приводится без указания переходов и режимов обработки (технологический маршрут — последовательность прохождения заготовки, детали или сборочной единицы по подразделениям предприятия при выполнении технологического процесса изготовления или ремонта).
Операционный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание операций излагается с указанием переходов и режимов обработки.
Маршрутно-операционный технологический процесс — технологический процесс, выполняемый по документации, в которой содержание отдельных операций излагается без указания переходов и режимов обработки.
studfiles.net
4.Понятие технологического процесса. Структура и организация технологических процессов.
Технологический процесс представляет собой основную часть производственного процесса, которая предопределяет последовательность действий по созданию продукции и в свою очередь базируется па использовании естественных (природных) процессов.
На уровне элементарного звена технологического процесса (как и производственного) всю совокупность действий можно подразделить на функциональные и вспомогательные. Функциональной, основной частью элементарного акта преобразования предмета труда в продукт является однократное непосредственное воздействие инструмента на предмет труда. Эту наименьшую часть технологического процесса называют рабочим ходом. Рабочий ход приводит к изменению свойств сырья в направлении свойств получаемого продукта. Вспомогательной частью элементарного акта преобразования предмета труда в продукт является процесс совмещения инструмента с предметом труда. Эту наименьшую часть технологического процесса называют вспомогательным ходом. Его назначение — подготовка инструмента и предмета труда к выполнению очередного рабочего хода
Последовательное чередование рабочих и вспомогательных ходов образует более высокий иерархический уровень в структуре технологического процесса — технологический переход. для выполнения технологических переходов, как правило, необходимо осуществить соответствующую группу вспомогательных действий более высокого иерархического уровня. Она включает действия по загрузке-выгрузке сырья или заготовки, закреплению детали и т.д. Все эти действия называют вспомогательным переходом. Последовательность технологических и вспомогательных переходов образует следующий иерархический элемент технологического процесса технологическую операцию. Для ее выполнения также необходима своя относительно обособленная группа вспомогательных действий --- транспортирование сырья от одного вида оборудования к другому, которую называют вспомогательной технологической операцией. Совокупность всех технологических и вспомогательных операций образует технологический процесс., целью которого является изготовление продукта.
По организации в пространстве и времени технологические процессы в условиях производства подразделяют на дискретные, непрерывные и комбинированные. Дискретные, или периодические технологические процессы характеризуются чередованием вспомогательных и рабочих действий любой иерархии во времени и выполнением всех технологических действий на одном и том же месте. Таким образом, дискретные процессы компактны в пространстве, но «растянуты» во времени. При этом в стадии обработки находится единица, или одна порция сырья, над которой поочередно выполняются рабочие и вспомогательные технологические действия. Дискретные технологические процессы преобладают в машиностроении, легкой промышленности, капитальном строительстве, добывающих отраслях. Исторически они появились первыми. Противоположны по своей организации непрерывные процессы, характеризующиеся непрерывным и одновременным выполнением рабочих и вспомогательных технологических действий любого иерархического уровня. В этом случае в стадии обработки находится несколько единиц, или порций сырья. Пока над одной порцией выполняются рабочие действия, над другой в это же время, но в другом месте осуществляются вспомогательные. Таким образом, непрерывные процессы компактны во времени, но растянуты в пространстве. Наиболее часто непрерывные процессы применяются в химической промышленности, металлургии, энергетике, производстве строительных материалов и изделий. Непрерывные процессы название условное, поскольку рабочие действия вынужденно останавливаются при техническом обслуживании, ремонте, авариях.
Затраты труда в ходе осуществления технологического процесса. Параметры (показатели) технологического процесса. Понятие идеальной технологии.
Для производства продукции требуются затраты живого и прошлого труда. Живой труд — это действия человека, а прошлый — действия машины (станка, устройства и т.д.). Можно сказать, что в общем случае человек и (или) машина выполняют требуемые технологические действия.
Очевидно, что осуществление данных действий требует соответствующих издержек. Человеку необходимо выплачивать заработную плату, покупка, эксплуатация и обслуживание машины тоже требуют затрат. Таким образом, труд расходуется на выполнение необходимых технологических действий, преобразующих сырье в продукт. Хотя стоимость сырья часто причисляют к затратам прошлого труда — это не технологические затраты, к которым относятся издержки на реализацию технологических действий. несмотря на то, что технологические действия направлены на получение конечного продукта из сырья, СТОИМОСТЬ последнего не является технологическими затратами. Затраты живого труда и прошлого труда в сумме образуют расходы на изготовление продукции, формируя показатель совокупных затрат труда. Как отмечалось выше, как человек исполнитель технологических воздействий на предмет труда, так и машина требуют возмещения трудовых затрат. Но возможна ситуация, когда и инструмент, и объект, приводящий его в действие, являются природными. Речь идет о природных (естественных) процессах, которые могут сами, практически без участия человека создавать конечный результат, так как их протекание самопроизвольно. Главное достоинство таких «прирученных» человеком природных процессов — отсутствие затрат на их осуществление. Очевидно, что чем больше самопротекаюощих природных процессов применяется в технологическом процессе, тем он дешевле. Технология называется идеальной, когда требуемые технологические действия выполняются, а затраты труда практически отсутствуют. Ясно, что необходимо стремиться к использованию именно таких технологических процессов. Все параметры технологического процесса можно объединить в три группы: • частные, которые позволяют выделять технологические процессы из окружающих. К частным параметрам относят: особенности используемых инструментов, режимы проведения процесса (температура, давление) и т.д.; • единичные, позволяющие сравнивать однотипные технологические процессы. К единичным параметрам относят: материалоемкость, энергоемкость, капиталоемкость, а также такой интегральный показатель как себестоимость, который отображает фактические затраты предприятия в денежном выражении на производство и реализацию продукции; • обобщенные, которые позволяют сравнивать разнородные технологические процессы (трудоемкость, производительность труда).
Динамика удельных трудозатрат при развитии технологического процесса и её анализ.
Основной целью развития технологических процессов является снижение затрат на производство продукции при сохранении или улучшении ее качества. Задача снижения трудозатрат в самом общем виде сводится к некоторому целесообразному видоизменению технологических действий, обеспечивающему в конечном счете экономию затрат труда. Таким образом, любое изменение в технологии неизбежно приводит к изменению структуры технологического процесса, Что в свою очередь изменяет трудозатраты на осуществление технологических действий. Поэтому, каждое совершенствование технологического процесса можно и нужно проиллюстрировать динамикой трудозатрат, т.е.изменение затрат труда во времени.
Вариант 3.1, а предполагает постоянное повышение затрат живого и прошлого труда и, как следствие, - повышение совокупных трудозатрат. При этом производительность труда будет постоянно снижаться. Этот вариант в дальнейшем не будет рассматриваться, так как он является экономически нецелесообразным.
Вариант 3.1, 6, наоборот, предполагает постоянное снижение трудозатрат на производство продукции. Очевидно, что производительность труда при этом растет, причем этот рост неограничен во времени. Поэтому такой вариант называют неограниченным вариантом динамики трудозатрат.
Что касается вариантов 3.1., в и 3.1, г, то они иллюстрируют рост одного из видов труда при уменьшении другого, т.е. речь идет о взаимозамещении живого и прошлого труда. С позиции экономики нужно идти на увеличение одного из видов труда только тогда, когда оно сопровождается большим снижением труда другого вида и, следовательно, уменьшением совокупных трудозатрат в целом. Однако такое взаимозамещение экономи- чески целесообразно лишь до момента времени i (см. рис. 3.1, в, г), пока совокупные затраты труда уменьшаются. После i наблюдается их рост, который экономически невыгоден. Вариант 3.1 в предусматривает снижение прошлого труда за счет роста живого. Это экономически выгодно, когда человеческий труд дешевле машинного. Но если обратиться к истории развития производственных процессов, то можно заметить, что исторически наблюдается противоположная тенденция: труд человека заменяется действиями машин и технических устройств, т.е. вариант 3.1, в противоречит мировой исторической тенденции научно-технического прогресса и доводам разума: машина замещает действия человека, но не наоборот. Поэтому такой вариант является ошибочным но смыслу, хотя и может быть экономически выгодным! На практике находит широкое применение другой вариант изменения трудозатрат, показанный на рис. 3.1, г. Он свидетельствует, что живой труд, т.е. труд человека, заменяется на действия машин.
Основной причиной замены действий человека юга действия производственной техники является прямое назначение машин или устройств. Они предназначены для замещения действий человека.
Однако из рис. 3.1, г хорошо видно, что замещение живого труда прошлым со временем становится нецелесообразным. если до момента времени оно ведет к снижению совокупных трудозатрат, то после — к возрастанию. Поэтому при использовании данного варианта очень важно предвидеть момент наступления экономического предела выгодности замещения живого труда прошлым. Вариант замещения ручного труда машинным называют ограниченным вариантом динамики трудозатрат.
studfiles.net
Понятие технологического процесса
Технологии характеризуются многочисленностью и большим разнообразием. Рассмотрим сходство и различие технологий разных видов.
Общим для любых технологий является то, что их создатели и исполнители — люди. Они проектируют технологии в соответствии с принципами и закономерностями человеческой деятельности. Психология, изучающая закономерности деятельности человека, выделяет ее следующие основные принципы:
• деятельность есть процесс последовательного получения требуемого результата;
• она всегда имеет цель и мотивы;
• деятельность строится из элементарных базовых действий, объединяющихся в образования разной иерархии.
Перечисленные принципы деятельности человек переносит в технологию. Это ее так называемый «человеческий компонент», общий для всех технологий.
Поскольку всякий технологический процесс основан на естественных природных процессах, имеющих свои объективные закономерности, то содержание технологических действий (этапов) предопределяется данными закономерностями. Это отличает технологии друг от друга, придает им индивидуальные, специфические, особенные черты.
Таким образом, человек привносит в технологии их этап-ность, целенаправленность, иерархичность структуры, а естественные процессы, на которых они основаны, — содержание и внутреннее взаимовлияние этапов.
Как отмечалось ранее, для производства тех или иных видов продукции люди создают производственные системы, в которых реализуются производственные процессы, включающие технологическую и экономическую деятельность. Таким образом, технологический процесс представляет собой основную часть производственного процесса, которая предопределяет последовательность действий по созданию продукции и в свою очередь базируется на использовании естественных (природных) процессов.
2.2. Структура и организация технологических процессов
Изготовление продукции связано с требуемым изменением сырья, происходящим в результате различных воздействий на него.
В общем случае материальным средством воздействия на предмет труда является инструмент. Причем инструменты не обязательно вещественны, часто ими могут быть различные физические поля: гравитационное, электрическое, магнитное и т.д. В химико-технологических процессах порой сложно отличить предмет труда от инструмента. Если в реакцию вступают два вещества, то они оба воздействуют друг на друга и преобразуются, т.е. обладают свойствами и сырья, и инструмента. Поэтому для химико-технологических процессов в этом отношении характерны свои специфические особенности.
На уровне элементарного звена технологического процесса (как и производственного) всю совокупность действий можно подразделить на функциональные и вспомогательные.
Функциональной, основной частью элементарного акта преобразования предмета труда в продукт является однократное непосредственное воздействие инструмента на предмет труда. Эту наименьшую часть технологического процесса называют рабочим ходом. Рабочий ход приводит к изменению свойств сырья в направлении свойств получаемого продукта.
Вспомогательной частью элементарного акта преобразования предмета труда в продукт является процесс совмещения инструмента с предметом труда. Эту наименьшую часть технологического процесса называют вспомогательным ходом.
Вспомогательный ход, как правило, изменяет пространственные характеристики (положение) инструмента и предмета труда. Его назначение — подготовка инструмента и предмета труда к выполнению очередного рабочего хода. При обработке некоторой порции или единицы сырья выполнение вспомогательного хода всегда предшествует реализации рабочего.
Вид рабочего хода изменяется при изменении типа воздействия инструмента на сырье, вида инструмента, а также режима такого воздействия. Вид вспомогательного хода предопределяется видом рабочего хода и функционально зависит от него.
Последовательное чередование рабочих и вспомогательных ходов образует более высокий иерархический уровень в структуре технологического процесса — технологический переход. Для выполнения технологических переходов, как правило, необходимо осуществить соотвествующую группу вспомогательных действий более высокого иерархического уровня. Она включает действия по загрузке-выгрузке сырья или заготовки,
закреплению детали и т.д. Все эти действия называют вспомогательным переходом.
Последовательность технологических и вспомогательных переходов образует следующий иерархический элемент технологического процесса — технологическую операцию. Для ее выполнения также необходима своя относительно обособленная группа вспомогательных действий — транспортирование сырья от одного вида оборудования к другому, которую называют вспомогательной технологической операцией.
Совокупность всех технологических и вспомогательных операций образует технологический процесс (рис. 2.1), целью которого является изготовление продукта.
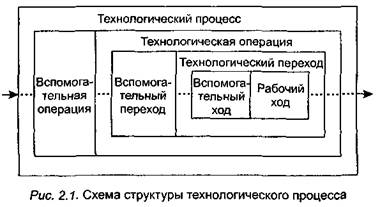
Как видим, вся структура технологического процесса складывается из рабочих и вспомогательных действий. К рабочим действиям относятся рабочий ход, технологический переход, технологическая операция, к вспомогательным — вспомогательный ход, вспомогательный переход, вспомогательная операция. На каждом иерархическом уровне рабочим действиям соответствует своя группа вспомогательных действий. Рабочие элементы более высокой иерархии состоят из рабочих и вспомогательных элементов более низкого иерархического уровня, образуя структуру, построенную по принципу «матрешки».
Отличительными чертами технологической операции являются неизменность метода воздействия на сырье, реализация на определенном виде технологического оборудования. Для технологического перехода характерно постоянство режима обработки предмета труда. При его смене, соответственно, изменяется и технологический переход. Главным свойством рабочего хода является характер (вид) элементарного воздействия инструмента на предмет труда. Стоит отметить, что именно рабо-
чий ход предопределяет все достоинства и недостатки технологического процесса.
На выполнение всех рабочих и вспомогательных действий необходимы затраты труда (человеческого и машинного). Именно поэтому трудозатраты на осуществление технологического процесса можно сократить только путем целесообразного видоизменения рабочих и вспомогательных действий.
Необходимо отметить, что кроме рабочих и вспомогательных технологических действий в процессе производства продукции присутствует также ряд так называемых обслуживающих действий. К ним относятся действия по наладке и техническому обслуживанию оборудования, контролю качества продукции, ремонту оборудования, техническому испытанию изделий, изготовлению инструментов и др. Обслуживающие действия непосредственно не участвуют в процессе преобразования предмета труда в продукт, поэтому их не относят к технологическим.
По организации в пространстве и времени технологические процессы в условиях производства подразделяют на дискретные, непрерывные и комбинированные.
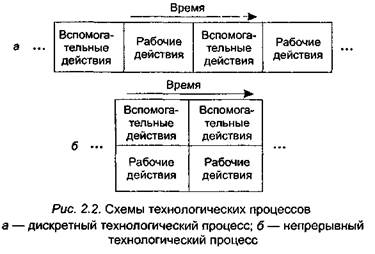
Дискретные, или периодические (прерывные) технологические процессы характеризуются чередованием вспомогательных и рабочих действий любой иерархии во времени и выполнением всех технологических действий на одном и том же месте. Таким образом, дискретные процессы компактны в пространстве, но «растянуты», длительны во времени. При этом в стадии обработки находится единица, или одна порция сырья, над которой поочередно выполняются рабочие и вспомогательные технологические действия.
Дискретные технологические процессы преобладают в машиностроении, легкой промышленности, капитальном строительстве, добывающих отраслях. Исторически они появились первыми.
Противоположны по своей организации непрерывные процессы, характеризующиеся непрерывным и одновременным выполнением рабочих и вспомогательных технологических действий любого иерархического уровня. В этом случае в стадии обработки находится несколько единиц, или порций сырья. Пока над одной порцией выполняются рабочие действия, над другой в это же время, но в другом месте осуществляются вспомогательные. Таким образом, непрерывные процессы компактны во времени, но «растянуты» (разнесены) в пространстве.
Наиболее часто непрерывные процессы применяются в химической промышленности, металлургии, энергетике, производстве строительных материалов и изделий.
Непрерывные процессы — название условное, поскольку рабочие действия вынужденно останавливаются при техническом
обслуживании, ремонте, авариях. Ясно, что необходимо стремиться к сокращению количества таких остановок путем использования более долговечных материалов, увеличивающих срок службы оборудования; повышения качества ремонтов и сокращения их сроков и т.д.
На рис. 2.2 схематично представлены дискретные и непрерывные технологические процессы.
В силу своих особенностей дискретные и непрерывные технологические процессы имеют ряд преимуществ и недостатков.
Непрерывные технологические процессы компактны во времени, позволяют производить большое количество продукции в единицу времени, поэтому применяются в массовом и серийном производстве товаров. Кроме того, к их преимуществам относятся:
• постоянство режимов работы оборудования, улучшающее условия его работы и удлиняющее срок службы;
• возможность максимальной механизации и автоматизации процесса, так как технологические операции и соответствующее оборудование разделено в пространстве;
• создание благоприятных условий для использования вторичных энергоресурсов (например, тепла отходящих газов).
Однако непрерывные процессы имеют и ряд недостатков:
• большой размер производственных площадей;
• значительные затраты па создание производства;
• большее количество перемещений предмета труда, т.е. большая доля вспомогательных действий;
• непригодность для изготовления крупногабаритных видов продукции, нецелесообразность при единичном производстве, изготовлении пробных партий продукции.
Существует принципиальная возможность выбора нужного из двух видов процессов. Например, можно преобразовать непрерывные процессы из дискретных, что ускорит процесс изготовления продукции.
По кратности обработки сырья технологические процессы в реальных условиях производства могут иметь разомкнутую (открытую), замкнутую (закрытую) и комбинированную схемы организации потока сырья, подвергаемого превращению в готовую продукцию:
• открытая схема — сырье за один технологический цикл обработки превращается в готовую продукцию;
• закрытая схема — для полного превращения сырья в продукт требуется многократное повторение цикла обработки;
• комбинированная схема — основное сырье превращается в целевой продукт за один цикл, в то время как вспомогательные материалы могут использоваться многократно.
2.3. Затраты трудав ходе осуществления технологического процесса. Понятие идеальной технологии
Как отмечалось ранее, технологический процесс производства продукции, как правило, сопровождается соответствующими трудозатратами. Производственные процессы можно сравнить, сопоставив затраты труда на производство разных видов продукции. Труд выступает единым, общим для всех видов технологических процессов критерием оценки их качества с экономической точки зрения.
Для производства продукции требуются затраты живого и прошлого (овеществленного) труда. Живой труд — это действия человека, а прошлый — действия машины (станка, устройства и т.д.). Можно сказать, что в общем случае человек и (или) машина выполняют требуемые технологические действия (рис. 2.3).
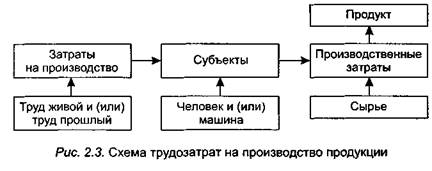
Очевидно, что осуществление данных действий требует соответствующих издержек. Человеку необходимо выплачивать заработную плату, покупка, эксплуатация и обслуживание машины тоже требуют затрат. Таким образом, труд расходуется на выполнение необходимых технологических действий, преобразующих сырье в продукт. Отсюда следует, что ни сырье (предмет труда), ни затраты труда сами по себе не являются элементами технологического процесса (см. рис. 2.1).
Хотя стоимость сырья часто причисляют к затратам прошлого труда — это не технологические затраты, к которым относятся издержки на реализацию технологических действий. Несмотря на то, что технологические действия направлены на получение конечного продукта из сырья, стоимость последнего не является технологическими затратами.
Затраты живого труда ипрошлого труда в сумме образуют расходы на изготовление продукции, формируя показатель совокупных затрат труда.
Как отмечалось выше, как человек — исполнитель технологических воздействий на предмет труда, так и машина требуют возмещения трудовых затрат. Но возможна ситуация, когда и инструмент, и объект, приводящий его в действие, являются природными. Речь идет о природных (естественных) процессах, которые могут сами, практически без участия человека создавать конечный результат, так как их протекание самопроизвольно (например, гравитационное поле Земли в сочетании с ветром давно используются для очистки семян от шелухи, течение реки — для транспортирования леса и т.д.). Главное достоинство таких «прирученных» человеком природных процессов — отсутствие затрат на их осуществление. Очевидно, что чем больше самопротекающих природных процессов применяется в технологическом процессе, тем он дешевле.
Технология называется идеальной, когда требуемые технологические действия выполняются, а затраты труда практически отсутствуют. Ясно, что необходимо стремиться к использованию именно таких технологических процессов.
Похожие статьи:
poznayka.org
Тема 1. Технологические процессы и технологические системы, их характеристики
| Содержание | стр. |
| ТЕМА 1. ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ И ТЕХНОЛОГИЧЕСКИЕ СИСТЕМЫ, ИХ ХАРАКТЕРИСТИКИ | 1 |
| 1.1 Понятие системы технологий и технологического процесса | 1 |
| 1.2 Пути, этапы и показатели развития систем технологий | 5 |
| 1.3 Параметры и классификация технологических процессов | 9 |
| ТЕМА 2. ТЕХНОЛОГИЧЕСКОЕ РАЗВИТИЕ И ЕГО ЗАКОНОМЕРНОСТИ | 12 |
| 2.1. Пути и закономерности развития технологических процессов | 12 |
| 2.2. Основные показатели технологии как науки | 15 |
| 2.3. Закономерности развития технологических систем | 16 |
| ТЕМА 3. ПРИОРИТЕТНЫЕ НАПРАВЛЕНИЯ РАЗВИТИЯ И СОВЕРШЕНСТВОВАНИЯ СИСТЕМ ТЕХНОЛОГИЙ | 19 |
| 3.1. Перспективные направления развития технологических систем | 19 |
| 3.2. Принципы ресурсо- и энергосбережения | 24 |
| 3.3. Принципы интенсификации процессов | 27 |
| 3.4. Принципы повышения коэффициента использования оборудования | 29 |
| 3.5. . Принцип оптимизации варианта технологических операций | 31 |
| 3.6. Понятие социальной технологии | 32 |
| 3.7. Приоритетное развитие социальной сферы, основные направления | 33 |
| 3.8. Основные тенденции развития и характеристика информационных технологий | 35 |
| ТЕМА 4. СОВРЕМЕННОЕ РАЗВИТИЕ ТЕХНОЛОГИЙ НА УРОВНЕ ПРЕДПРИЯТИЯ | 38 |
| 4.1. Направления технологического обновления производства | 38 |
| 4.2. Научное обоснование совершенствования технологических систем производства | 40 |
| 4.3. Значение системного анализа в совершенствовании технологий производства и управления | 42 |
| 4.4. Методы контроля и регулирования качества продукции | 45 |
| 4.5. Технология формирования имиджа предприятия | 48 |
| ТЕМА 5. ЭКОНОМИЧЕСКАЯ ОЦЕНКА ТЕХНОЛОГИИ | 49 |
| 5.1. Понятие и общая характеристика инновационного процесса | 49 |
| 5.2. Экономические показатели уровня технологии | 51 |
| 5.3. Качество продукции и ее жизненные циклы | 53 |
| 5.4. Оценка экономической эффективности инноваций в технологии | 58 |
| 5.5. Методы экономической оценки сопутствующих результатов инноваций в технологии | 60 |
| 5.6. Технология как конкурентное преимущество | 61 |
| ТЕМА 6. ОЦЕНКА И ВЫБОР ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ НА ПРЕДПРИЯТИИ | 65 |
| 6.1. Система показателей технологических решений | 65 |
| 6.2. Основные причины инвестиций в технологии и оценка их эффективности | 66 |
| 6.3. Функционально-стоимостный анализ | 69 |
| 6.4. Основные понятия стандартизации, метрологии и сертификации | 70 |
| 6.4.1. Общие положения | 70 |
| 6.4.2. Системы стандартов | 72 |
| 6.5. Сертификация продукции и услуг | 73 |
| 6.6. Система штрих-кодирования | 75 |
| 6.7. Условия обеспечения качества технологических решений | 76 |
1.1. Понятие системы технологий и технологического процесса
Технология (от греч. technol) - 1) искусство, мастерство, умение: совокупность методов обработки, изготовления, изменения состояния, свойств, формы материалов или полуфабрикатов, осуществляемых в процессе производства продукции; 2) научная дисциплина, изучающая физические, химические, механические и другие закономерности, действующие в технологических процессах. Технологией называется также сама операция добычи, обработки, транспортировки, хранения, которые являются частью общего производственного процесса.
Б.Е. Патон определяет технологию как «своеобразный мост, соединяющий научную теорию с практикой общественного производства... Говоря о технологии, мы имеем в виду весь комплекс производства продукции в целом в отличие от технологического процесса, являющегося, как правило, отдельным элементом технологии».
Следовательно, технология представляет собой совокупность взаимосвязанных технологических, технических и организационных процессов.
Можно выделить три типа технологий производства:
принципиально новые, воплощающие новые фундаментальные идеи;
прогрессивные, обусловливающие смену поколений техники, появление новых технологических процессов;
3) традиционные, обеспечивающие получение продукции.
Система (от греч. systema - целое, составленное из частей, соединение) - множество элементов, находящихся в отношениях и связях друг с другом и образующих определенную целостность, единство. Выделяют материальные и абстрактные системы. Первые разделяют на системы неорганической и органической природы (физические, геологические, химические, растительный и животный мир). Абстрактные системы - это понятия, гипотезы, теории, научные знания о системах.
Технологический процесс представляет собой совокупность каких-либо операций, преобразований, реакций и иных воздействий, происходящих в физической, химической, биологической, социальной и других средах.
Технологическим процессом также называется рациональная система организации работы, основанная на широком внедрении передовых методов и предусматривающая применение новых технических средств и обеспечения безопасности.
Технологический процесс работы какого-либо объекта означает порядок осуществления операций, который обеспечивает безусловное выполнение требований нормативных документов, максимальное повышение продуктивности труда, безопасность, охрану труда и высокую культуру обслуживания.
На основе технологического процесса, например, на транспорте разрабатываются инструкции, технологические карты для работников основных профессий. В карте указываются должность, место работы, перечень и последовательность операций, нормы времени на их выполнение, а также отмечается, от кого работник получает задание и перед кем отчитывается о его выполнении.
В технологии транспортных перевозок туристов важное значение имеет согласованность графиков убытия - прибытия, например, поезда или самолета, автобусов по доставке к аэропорту или железнодорожной станции и трансферных средств от пункта прибытия до отеля.
Техника может либо полностью отдалить человека от природы, оттеснив ее необоснованным использованием технических достижений, либо приблизить его к познанию природы невидимого. Техника открывает перед человеком новый мир и новые возможности существования в нем, а в этом мире новую близость к природе.
Техника дает огромные возможности расширения реального видения. Благодаря ей в малом и великом становится зримым то, что скрыто от непосредственного восприятия человека. Так, микроскоп и телескоп не существуют в природе, но они открывают совершенно новый мир природы. Складывается новое мироощущение. С появлением современных средств связи и передачи информации пространственное ощущение человека расширилось до пределов всей планеты. В техническом мире для него открываются новые возможности, расширяются знания о мире, он испытывает специфическое удовольствие от достижений техники.
В отличие от природных объектов, которые человек вовлекает в различные сферы жизнедеятельности, техника относится к группе искусственно преобразованных элементов природы. Техническая деятельность на основе природных процессов создает новые неприродные образования, удовлетворяющие потребности людей.
Таким образом, техническими объектами являются природные материальные и искусственные образования. К искусственным материальным образованиям относятся и произведения искусства, получающие материальное воплощение. Однако выделенные характеристики (материальность, искусственность) - это лишь часть понятия технических объектов в реальном техномире.
Начиная от самых простых, человек последовательно создает искусственные формы все большей сложности. Характер возникновения и развития искусственных образований существенно отличается от естественных, так
как развитие техники обусловливается не естественной эволюцией, а деятельностью человека.
Предмет технологии - это система явлений, категорий, принципов и законов проектирования (синтеза) эффективных технологических процессов, которые входят в технологию в процессе ее становления и развития. К предмету технологии относится ее язык, т.е. специфические наименования процессов, продуктов, полуфабрикатов, методы определения их качественных и количественных характеристик, а также закономерностей их проявления.
Технология как прикладная область знаний, включающая многие отрасли, имеет соответствующие каждой отрасли объект, предмет и задачи исследований. Объектом технологии являются отдельные операции, линии и комплексные технологичные процессы производства различной продукции и сферы услуг.
Все технологии состоят из определенного количества технологических операций, которым присущи некоторые физические, химические и биологические превращения.
Технология любого производства отражается в технической документации в соответствии с действующими стандартами либо в технических условиях, включающих конструкторскую документацию, нормы расхода энергии, материалов, сырья и т.д.
Все технологии связаны между собой общими закономерностями, материальными, экономическими и другими связями и представляют собой систему технологий.
Взаимосвязь технологии с другими науками. Технология прочно объединяет естествознание (низшие уровни иерархии), науку и технику (средние уровни), экономику, политику и управление (верхние).
Технология как основа жизни общества дает те потребительские стоимости, образы которых формирует политика. Экономика, являясь своеобразным проводником и регулятором потоков материальных и духовных ценностей, в условиях глубокого разделения труда стала играть исключительную роль в развитии производительных сил общества. Поэтому разрыв связей между технологией, естествознанием, техникой, экономикой и политикой недопустим.
Проникая в области экономики, политики и управления, технология конкретизирует цели, принципы и решения практических задач развития общества, отдельных регионов и цивилизации в целом. Она помогает выработать тактику и стратегию глобального развития общественно-экономических формаций на базе системного подхода к решению проблем политических, экономических и развития техники. Она способствует решению практических задач на базе исследований комплекса наук, связывая их в единое целое. Сами по себе перечисленные отрасли знаний в силу своей глубокой специфичности не способны решать подобных задач. Поэтому часть теоретической технологии, устанавливающая взаимосвязь политики и экономики с развитием технологии и техники, выделяют в самостоятельный раздел - социальную технологию. Задачи этой науки включают исследование не только общественных отношений, но и производственных, экономических, социальных и политических.
Дисциплина «Система технологий» базируется на общеприродных и фундаментальных знаниях, а также на дисциплинах «Экономика предприятий», «Маркетинг», «Охрана труда», «Безопасность жизнедеятельности», «Основы менеджмента» и др. Одной из ее целей является формирование у студентов навыков системного подхода к оценке технологии какого-либо производства или сферы услуг на основе знания и оценки исходных данных о процессе, качестве материалов и сырья, экологической безопасности, потребностей (спроса) рынка, экономических показателей. Системный же подход требует выполнения основных принципов анализа и синтеза технологичных систем с точки зрения обеспечения социальных и экономических положительных эффектов.
studfiles.net
Классификация технологических процессов, формы технологической документации
В зависимости от условий производства и назначения ТП можно выделить ТП для изготовления одного или нескольких изделий. В связи с этим, в соответствии с классификацией технологических процессов, по назначению можно выделить единичный и унифицированный (типовой или групповой) технологические процессы.
Классификация технологических процессов
Единичные - это ТП изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства.
Типовые технологические процессы
Типовой ТП – это ТП изготовления группы изделий, для которых содержание и последовательность большинства технологических операций и переходов совпадают. Они применяются как информационная база для разработки единичных ТП, а также стандартов на типовые ТП. Автором идеи типизации технологии был профессор А.П. Соколовский.
Типизация ТП базируется на классификации деталей по признакам общности конфигурации и сходства технологических процессов. Например, проф. А.П. Соколовский выделял следующие классы деталей: валы, оси, втулки, диски, плиты, станины, рамы и т. д. Типизация ТП позволяет обобщить существующие передовые ТП, распространять опыт внедрения прогрессивной оснастки, инструмента. Эта идея внедрена на многих предприятиях. Множество форм технологических процессов позволяет максимально описать процесс производства.
Групповой технологический процесс
Согласно классификации технологических процессов, групповой ТП – процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками. Автор групповой технологии - проф. С.П. Митрофанов. Групповая технология развитием идей типизации и ставит своей задачей такое построение технологии изготовления или сборки изделий, при которой резко снижаются затраты времени на переналадку оборудования. В основе групповой технологии также возложена классификацию изделий и комплектования групп. Но конструктивная сходство изделий при этом является вторичной признаку. При групповой технологии технологический процесс проецируется на комплексную деталь, есть или реально существующей наиболее сложной деталью группы, или искусственно создается как деталь, содержащую все поверхности отдельных деталей группы, например (см. Рисунок 1.10). Комплексная деталь - А.
Разработан для комплексной детали ТП является, как правило, избыточным для конкретных деталей, так как может содержать технологические операции и переходы для обработки отсутствующих у нее поверхностей. На основе группового ТП разрабатывают единичные технологические процессы путем исключения из группового лишних операций и переходов, уточняя технологическую оснастку. На этом принципе построен одно из направлений САПР ТП - проектирование единичных технологических процессов на основе унифицированного.
Рисунок 1.10 - Схема формирования комплексной детали
По уровню достижений науки и техники ТП можно классифицировать на рабочие и перспективные.
Рабочий - это ТП выполняемый при рабочей документацией, отражающей возможности конкретного производства.
Перспективный - это ТП, соответствует техническим решениям, которые полностью или частично еще должны быть внедрены на предприятии (новые станки, способы обработки, оснащение и др.).
Временный - это ТП, применяемый на предприятии в течение ограниченного периода из-за ремонта оборудования, оснастки или в связи с аварией.
Комплексный - это ТП, который содержит не только технологические операции, но и операции перемещения, контроля, очистки заготовок и т. Д.
Формы технологической документации
Все перечисленные в классификации технологических процессов ТП могут быть разработаны с разной степенью детализации технических решений. В зависимости от этого технологические процессы записывают на различных формах бланков технологической документации. Наиболее распространенными из них являются: маршрутные карты (МК), карты технологического процесса (КТП), операционные карты (ОК), карты эскизов (КЭ).
Виды описания технологических процессов
Согласно ГОСТ 3.1109-82 могут быть выполнены следующие виды описания технологических процессов:
Маршрутный технологический процесс – форма технологической документации, представляет собой краткое описание на бланках МК всех технологических операций в последовательности их выполнения без указания переходов и технологических режимов. При этом указываются номера и наименования операций, применяемое оборудование, разряд работы, норма времени на выполнение операции. Применяется как самостоятельный документ в единичном, мелкосерийном и опытном производствах.
Маршрутно-операционный технологический процесс предполагает как краткое описание всех операций в последовательности их выполнения. Но при этом наиболее сложные операции выкладывают до уровня переходов с указанием получаемых размеров и режимов обработки. Такое описание выполняется на бланках КТП или МК. Для описанных на уровне переходов операций оформляют карты эскизов на бланках КЭ. Такое описание применяется в единичном, мелкосерийном, среднесерийном и даже в опытном производстве для сложных деталей.
Карты эскизов - технологический документ, на котором изображают заготовку в положении обработки на данной операции, проставляют условными обозначениями схему ее базирования с указанием формы учредительных элементов приспособления и количеством лишенных при этом степеней свободы, а также получаемые на данной операции размеры с допусками, шероховатость поверхностей и другие технические требования.
Операционный технологический процесс содержит описание всех технологических операций на уровне переходов с указанием применяемого оснащения (приспособления, режущих, вспомогательных и измерительных инструментов), а также режимов обработки, основной, вспомогательный и искусственный времена. Выполняется на бланках ОК. Операционное описание технологических процессов всегда дополняется маршрутным описанием и картами эскизов. Применяется в серийном и массовом производствах, а для особо сложных деталей - и в более мелких типах производства.
Похожие материалы
www.metalcutting.ru
Технологические процессы
Рекомендуем приобрести:
Установки для автоматической сварки продольных швов обечаек - в наличии на складе! Высокая производительность, удобство, простота в управлении и надежность в эксплуатации.
Сварочные экраны и защитные шторки - в наличии на складе! Защита от излучения при сварке и резке. Большой выбор. Доставка по всей России!
Технологические процессы содержат описание всех выполняемых работ при изготовлении сварного изделия с указанием всех приемов, режима, последовательности выполнения операций и переходов. Основные требования к техпроцессу — это обеспечение качества изделия и производительности, наличие всех данных для нормирования трудовых затрат и обеспечение безопасности выполняемых работ.
Технологические операции описываются на специальных бланках в определенной последовательности и сшиваются, образуя технологический процесс. Все эти разновидности бланков соответствуют различным стандартам по форме.
Технологический процесс состоит из следующих бланков:
- Титульный лист ГОСТ 3,1105-84.
- Ведомость оснастки ГОСТ 3.1122-84.
- Маршрутная карта ГОСТ 3.1118-82.
- Карта эскизов ГОСТ 3.1105-84.
- Операционная карта ГОСТ 3.1404-86.
- Комплектовочная карта ГОСТ 3.1123-84.
- Правила отражения техники безопасности ГОСТ 3.1120-83.
- Формы и правила оформления документов на технологические процессы раскроя материалов ГОСТ 3.1402-84.
В зависимости от типа технологического процесса употребляются определенные бланки, но, как правило, в каждом технологическом процессе всегда присутствуют бланки номеров: 1; 2; 3; 5; 6; 7.
Стандартом ГОСТ 3.1705-81 установлены правила записи операций и переходов сварки и определены термины (слова, которыми нужно пользоваться, а также допустимые термины) при написании в технологических процессах, например, «паять», «сварить», «прихватить», «приварить», «заварить» и т. д.
Стандарт ГОСТ 3.1129-93 определяет общие правила записи технологической информации в технологических документах на технологические процессы и операции, а также правила оформления маршрутных карт (ГОСТ 3.1118-82).
ГОСТ 3.1109-82 предусматривает термины и определения операций и переходов технологических процессов изготовления и ремонта изделий машиностроения.
Общие понятия
- Технологический процесс — это часть производственного процесса, содержащая действия по изменению состояния предмета труда. К предметам труда относятся заготовки и изделия.
- Технологическая операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте.
По степени подробности описания технологического процесса употребляется:
- Маршрутное описание технологического процесса (маршрутный техпроцесс) — это сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
- Операционное описание технологического процесса — это полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов, с выполнением иногда необходимых эскизов.
- Маршрутно-операционное описание технологического процесса — это сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
По организации производства технологические процессы и операции подразделяются на:
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства, т. е. персональный техпроцесс на конкретный сварной узел.
Типовой технологический процесс — это процесс изготовления группы изделий с общими конструктивными и технологическими признаками. Например, технологический процесс изготовления гаек, болтов, пайка, сварка или зачистка группы однотипных деталей.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками, например трубопроводы гидросистем для экскаватора, разные по конфигурации, расположению гибов, разной длины, но у всех них на концах привариваются ниппели шаровые, и т. д.
Типовая технологическая операция — это операция, характеризуемая единством содержания и последовательности технологических переходов для группы изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция — это операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Раскрой металла — это разделение металла на отдельные заготовки, иногда разные по форме, размерам, но одинаковой толщины — по комплектности на одну единицу изделия, на машинокомплект.
Технологический переход — это законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Технологический режим — это совокупность значений параметров технологического процесса в определенном интервале времени работы. К параметрам режима сварки относится сила тока, диаметр электрода, скорость сварки, напряжение на дуге и т. д.
Техническое нормирование, технологическая норма — это установление технически обоснованных норм расхода производственных ресурсов, например, расход сварочных и основных (на изделие) материалов, электроэнергии, вспомогательных материалов и т. п.
Средства выполнения технологического процесса
Средства технологического оснащения — это совокупность орудий производства, необходимых для осуществления технологического процесса.
В технологических процессах сборки, сварки описывают по переходам весь порядок работ, последовательность собираемых деталей, способ их установки и закрепления, количество и размеры прихваток, способы и средства зачистки узла, а также операции и объем контроля. Сварщик должен понимать технологический процесс и грамотно уметь читать его.
Из-за неумения читать техпроцесс, в первую очередь из-за незнания особенностей обозначения сварных швов на чертежах, например при сварке прерывистых швов, часто в производстве бывает брак, причем неисправимый.
К вспомогательному сварочному оборудованию относится все то оборудование, которое напрямую не связано с образованием сварного шва или реза.
www.autowelding.ru
Технологический процесс - это... Что такое Технологический процесс?
Технологический процесс — это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда. К предметам труда относят заготовки и изделия.
[ГОСТ 3.1109-82]
Технологический процесс – часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Примечания.
1. Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формообразования и сборки.
2. К предметам труда относятся заготовки и изделия.
[Большая Энциклопедия Нефти Газа]
Рубрика термина: Технологии
Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги, Автотехника, Автотранспорт, Акустические материалы, Акустические свойства, Арки, Арматура, Арматурное оборудование, Архитектура, Асбест, Аспирация, Асфальт, Балки, Без рубрики, Бетон, Бетонные и железобетонные, Блоки, Блоки оконные и дверные, Бревно, Брус, Ванты, Вентиляция, Весовое оборудование, Виброзащита, Вибротехника, Виды арматуры, Виды бетона, Виды вибрации, Виды испарений, Виды испытаний, Виды камней, Виды кирпича, Виды кладки, Виды контроля, Виды коррозии, Виды нагрузок на материалы, Виды полов, Виды стекла, Виды цемента, Водонапорное оборудование, Водоснабжение, вода, Вяжущие вещества, Герметики, Гидроизоляционное оборудование, Гидроизоляционные материалы, Гипс, Горное оборудование, Горные породы, Горючесть материалов, Гравий, Грузоподъемные механизмы, Грунтовки, ДВП, Деревообрабатывающее оборудование, Деревообработка, ДЕФЕКТЫ, Дефекты керамики, Дефекты краски, Дефекты стекла, Дефекты структуры бетона, Дефекты, деревообработка, Деформации материалов, Добавки, Добавки в бетон, Добавки к цементу, Дозаторы, Древесина, ДСП, ЖД транспорт, Заводы, Заводы, производства, цеха, Замазки, Заполнители для бетона, Защита бетона, Защита древесины, Защита от коррозии, Звукопоглащающий материал, Золы, Известь, Изделия деревянные, Изделия из стекла, Инструменты, Инструменты геодезия, Испытания бетона, Испытательное оборудование, Качество цемента, Качество, контроль, Керамика, Керамика и огнеупоры, Клеи, Клинкер, Колодцы, Колонны, Компрессорное оборудование, Конвеера, Конструкции ЖБИ, Конструкции металлические, Конструкции прочие, Коррозия материалов, Крановое оборудование, Краски, Лаки, Легкие бетоны, Легкие наполнители для бетона, Лестницы, Лотки, Мастики, Мельницы, Минералы, Монтажное оборудование, Мосты, Напыления, Обжиговое оборудование, Обои, Оборудование, Оборудование для производства бетона, Оборудование для производства вяжущие, Оборудование для производства керамики, Оборудование для производства стекла, Оборудование для производства цемента, Общие, Общие термины, Общие термины, бетон, Общие термины, деревообработка, Общие термины, оборудование, Общие, заводы, Общие, заполнители, Общие, качество, Общие, коррозия, Общие, краски, Общие, стекло, Огнезащита материалов, Огнеупоры, Опалубка, Освещение, Отделочные материалы, Отклонения при испытаниях, Отходы, Отходы производства, Панели, Паркет, Перемычки, Песок, Пигменты, Пиломатериал, Питатели, Пластификаторы для бетона, Пластифицирующие добавки, Плиты, Покрытия, Полимерное оборудование, Полимеры, Половое покрытие, Полы, Прессовое оборудование, Приборы, Приспособления, Прогоны, Проектирование, Производства, Противоморозные добавки, Противопожарное оборудование, Прочие, Прочие, бетон, Прочие, замазки, Прочие, краски, Прочие, оборудование, Разновидности древесины, Разрушения материалов, Раствор, Ригеля, Сваи, Сваизабивное оборудование, Сварка, Сварочное оборудование, Свойства, Свойства бетона, Свойства вяжущих веществ, Свойства горной породы, Свойства камней, Свойства материалов, Свойства цемента, Сейсмика, Склады, Скобяные изделия, Смеси сухие, Смолы, Стекло, Строительная химия, Строительные материалы, Суперпластификаторы, Сушильное оборудование, Сушка, Сушка, деревообработка, Сырье, Теория и расчет конструкций, Тепловое оборудование, Тепловые свойства материалов, Теплоизоляционные материалы, Теплоизоляционные свойства материалов, Термовлажносная обработка бетона, Техника безопасности, Технологии, Технологии бетонирования, Технологии керамики, Трубы, Фанера, Фермы, Фибра, Фундаменты, Фурнитура, Цемент, Цеха, Шлаки, Шлифовальное оборудование, Шпаклевки, Шпон, Штукатурное оборудование, Шум, Щебень, Экономика, Эмали, Эмульсии, Энергетическое оборудование
Источник: Энциклопедия терминов, определений и пояснений строительных материалов
Энциклопедия терминов, определений и пояснений строительных материалов. - Калининград. Под редакцией Ложкина В.П.. 2015-2016.
construction_materials.academic.ru










423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)