 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
ГРУЗОВЫЕ АВТОМОБИЛИ ГАЗ, ЗИЛ, КАМАЗ, УРАЛ, МАЗ, КРАЗ. Газ 53 момент затяжки гбц
схема, выполнение, фото- и видеообзор
Затяжка болтов головки блока цилиндров — важная часть ремонтных работ, которой нельзя пренебрегать. Вопросу стоит уделить внимание, особенно если речь идет об автомобиле ГАЗ 53. Предлагаем узнать, какой момент затяжки ГБЦ ГАЗ 53 и каков порядок натяжения винтов при ремонте.
Содержание
[ Раскрыть]
[ Скрыть]

Когда необходимо делать затяжку?
Не каждый автолюбитель осознает важность этого нюанса. И не все водители понимают, что нужно соблюдать порядок затяжки штифтов головки блока цилиндров. Этот момент важен, и пренебрегать им не рекомендуется. Если являетесь владельцем ГАЗ 53 и неправильно затянули винты ГБЦ, это может стать причиной появления других неисправностей. Соответственно, ремонт двигателя повлечет множество денежных затрат.
 Грузовой автомобиль ГАЗ 53
Грузовой автомобиль ГАЗ 53Десять лет назад процедура затяжки винтов головки блока цилиндров в транспортном средстве осуществлялась специалистами при ТО авто. В законодательство были внесены поправки, согласно которым эта процедура была отменена. Теперь затягивать винты — головная боль владельцев машин. В каких случаях ее выполнять?
- Если заметили, что из-под ГБЦ протекает расходный материал, а именно моторное масло. В некоторых случаях это может стать последствием механических повреждений прокладки головки. Либо прокладка могла просто износиться. Но иногда утечка масла происходит в результате ослабления винтов ГБЦ.
- Если разбирали двигатель своего ГАЗ 53. При сборке и установке головки блока цилиндров момент и порядок затяжки винтов необходимо соблюдать в любом случае. Если это не сделать, то при долгой эксплуатации ГБЦ может произойти ее деформация.
Отметим, что автолюбители с опытом рекомендуют всем без исключения водителям периодически проверять качество натяжения болтов.
Если увидели, что болты можно подтянуть, то этим нужно заняться. Винты головки блока цилиндров могут ослабляться произвольно, во время эксплуатации транспортного средства. Поэтому производить диагностику натяжения необходимо раз в 3 тысяч километров пробега.
 Загрузка ...
Загрузка ...Процесс и порядок
Наш ресурс советует начинающим автомобилистам подумать перед тем, как осуществлять натяжку штифтов ГБЦ своими руками. На практике начинающие автолюбители, не имея опыта, приступают к выполнению процедуры не понимая, насколько печально она может обернуться. Разумеется, в случае неправильных действий. Рассмотрим эту процедуру для автомобиля ГАЗ 53. Помните, что каждый отдельный двигатель имеет свои нюансы в работе.
Необходимые инструменты
Если уже установили головку блока цилиндров на место, то целый набор инструментов не понадобится. Для затяжки необходимо подготовить один инструмент — динамометрический ключ. Он нужен для выполнения работ, поскольку правильно определить момент можно только с помощью него. Дома такой инструмент мало у кого есть, т. к. у него — определенная специфика работы. Можно попробовать попросить его у мастеров на СТО, но, не бесплатно. Если решили приобрести такой ключ для себя, учтите, что его стоимость не менее 1 200 рублей или 350 гривен.
 Динамометрический ключ
Динамометрический ключЕще один совет. Иногда мало понимающие «авто-эксперты» советуют не пользоваться динамометрическим ключом, а использовать обычный, гаечный. Они мотивируют это тем, что винты нужно затянуть до максимума, а покупка динамометрического инструмента — это бесполезная трата денег. Можно сказать, что они не осознают серьезность ситуации. Поэтому, если хотите, чтобы процесс ремонта прошел правильно, запаситесь динамометрическим ключом.
Поэтапная инструкция
Ели вы владелец ГАЗ 53, рекомендуем воспользоваться сервисным мануалом к авто. Возможно, двигатель вашего ГАЗ 53 имеет определенные нюансы в работе или свою специфику. Инструкция ниже актуальна для всех ГАЗов 53. Если готовы к выполнению этих работ, можете приступать. Если меняли уплотнительную прокладку или делали ремонт мотора, то соберите его и установите новый уплотнитель.
- Осмотрите болты головки блока цилиндров. Они должны быть в идеальном состоянии. Если на винтах замечены механические повреждения или следы деформации, нужно их заменить. Повторное использование болтов не рекомендуется, но если их состояние — идеальное или близкое к нему, то эксплуатация штифтов допускается. Обратите внимание на резьбу — она должна быть чистой. Гнезда для штифтов — тоже. Если заметили грязь или металлическую стружку на элементах, их нужно очистить металлической щеткой.
- Штифты перед затяжкой следует смазать, для этого подойдет моторная жидкость.
- Вставьте винты в отверстия и затяните их согласно порядку на схеме. Используя динамометрический ключ, все штифты нужно затянуть моментом 7,3 — 7,8 кГм. Соблюдайте при этом порядок. Если температура в помещении, где проводите ремонт, минусовая (ниже -5 градусов), то момент натяжения ГБЦ должен составлять 7,3 кГм. Если составляет 20 градусов, то момент натяжки должен соответствовать нижнему пределу.
 Затяните винты головки блока ГАЗ 53
Затяните винты головки блока ГАЗ 53  Соблюдая при этом порядок, указанный на схеме
Соблюдая при этом порядок, указанный на схемеПосле этого по ремонту процесс натяжки винтов ГБЦ можно считать оконченным. Напомним, что во время проведения такого ремонта нужно быть внимательным, несоблюдение нюансов приведет к отрицательному результату. Чрезмерно перетянув штифты, можно спровоцировать появление микротрещин на корпусе двигателя. Как можно догадаться, это выльется в недешевый ремонт. Потребуется заваривать трещины либо менять саму ГБЦ.
Не забывайте, что штифты должны быть хорошего качества. Отсутствие трещин, металлической пыли, деформации — обязательное условие, которого важно придерживаться во время подобных работ. Если не можете ответить самому себе точно, сможете ли все сделать правильно, не беритесь за протяжку.
Видео «Затяжка штифтов ГБЦ»
avtozam.com
Ремонт и установка головки цилиндров ГАЗ-66, ГАЗ-53
Страница 1 из 2
На двигателе устанавливают две головки цилиндров. Каждая головка центрируется двумя фиксирующими втулками-штифтами, запрессованными в блок цилиндров.
В головках цилиндров запрессованы направляющие втулки и седла клапанов.
Втулки клапанов — металлокерамические. Внутренний диаметр втулки впускного клапана 9+0,022мм, а выпускного 11+0,022мм.
Допустимый износ отверстия направляющих втулок клапанов не должен превышать 0,05 мм. При большем увеличении внутреннего диаметра втулки ее следует заменить.
Для запасных частей клапаны выпускают стандартного размера, а втулки — с внутренним диаметром, уменьшенным на 0,3 мм, т. е. с припуском под развертывание после запрессовки в головку цилиндров.
Изношенную втулку выпрессовывают при помощи выколотки. Новую втулку запрессовывают при помощи упорной оправки со стороны коромысел. Втулка над плоскостью под пружину клапана должна выступать не более чем на 22 мм. После запрессовки отверстие втулки клапана развертывают до соответствующего стандартного размера.
Седла клапанов изготовлены из чугуна. Мелкие дефекты рабочей поверхности седла можно устранить в процессе притирки клапана к седлу, а глубокие риски и другие большие дефекты — шлифованием седла с последующей притиркой клапана к седлу. Плотность посадки клапана в седле зависит также от концентричности рабочей фаски седла и отверстия направляющей втулки. Концентричность седла замеряют индикаторным приспособлением. Базой является отверстие направляющей втулки клапана, а ножка индикатора скользит по рабочей поверхности седла. Неконцентричность, допустимая без ремонта, не должна превышать 0,06 мм.
При замене седла клапанов удаляют при помощи твердосплавных зенкеров.
Перед установкой седла ремонтного размера его гнездо в головке цилиндров растачивают до размеров: Для седла впускного клапана 49,25+0.027мми выпускного —- 38,75+0,027мм.
Перед запрессовкой в головку цилиндров седла и направляющие втулки клапанов охлаждают в твердой двуокиси углерода (сухом льде), а головку цилиндров нагревают до 160—175°С. Холодные седла и втулки при сборке должны входить в гнезда нагретой головки цилиндров свободно или с небольшим усилием. Под легкими ударами молотка по оправке седло и втулка клапана должны сесть на место. Ни в коем случае нельзя заколачивать седло или втулку с большим усилием, так как при этом нарушается посадка, и в дальнейшем при работе двигателя седло или втулка могут выпасть из своего гнезда. Операцию по установке седел и втулок в головку цилиндров необходимо выполнять быстро. При выравнивании температур в этом соединении появляются большие натяги, при которых дальнейшая запрессовка невозможна без больших усилий.
Рабочие фаски вновь установленных седел прошлифовать концентрично отверстиям в направляющих втулках клапанов. Для этого используют специальное приспособление. Разжимную справку устанавливают в обработанное отверстие втулки, а хвостовик оправки служит осью для шлифовального круга (привод от электродвигателя) с фаской под углом 45°. При шлифовке должна быть обеспечена концентричность рабочей фаски седла и отверстия втулки клапана 0,03 мм (по индикатору).
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 1.
|
Номинальный и ремонтные размеры направляющей втулки клапана |
|||
|
Наименование размера |
Увеличение или уменьшение диаметра, мм |
Маркировка |
Внутренний диаметр направляющей втулки клапана, мм |
|
Номинальный |
- |
желтый |
9,00+0,022 |
|
1-й ремонтный |
- 0,20 |
Белый |
8,80+0,022 |
|
2-й ремонтный |
+0,20 |
Зеленый |
9,20+0,022 |
Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.
Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 - 2,0 мм.
Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм.
Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в таблице.
|
Номинальный и ремонтные размеры стержней клапанов |
||||
|
Наименование размера |
Увеличение или уменьшение диаметра, мм |
Маркировка |
диаметр стержня, мм |
|
|
Впускного |
выпускного |
|||
|
Номинальный |
-- |
Желтый |
9,0-0,050 |
9,0-0,075 |
|
1-й ремонтный |
-0,20 |
Белый |
8,8-0,-050 |
8,8-0,075 |
|
2-й ремонтный |
+0,20 |
Зеленый |
9,2-0,050 |
9,2-0,075 |
Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня.
Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу.
Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
autoruk.ru
Кривошипно-шатунный механизм
В блок цилиндров вставляются гильзы из износостойкого чугуна, гильзы прижимаются к блоку головками.
Уплотнение в верхней части осуществляется с помощью сталеасбестовых прокладок, а в нижней - медными кольцевыми прокладками, установленными между блоком и гильзой.
На двигателе устанавливаются прокладки головок цилиндров с круглыми водяными протоками.
Порядок нумерации цилиндров указан на рис. ниже.

Порядок нумерации цилиндров
Головки блока цилиндров имеют высокотурбулентные камеры сгорания и винтовые впускные каналы, а также вставные седла и направляющие втулки клапанов. Маркировка головки 53-11-1003010 нанесена на головке цилиндров под клапанной крышкой. Каждая из головок крепится к блоку с помощью восемнадцати шпилек. Подтяжку делать на холодном двигателе в порядке, указанном на рисунке ниже.

Порядок затяжки гаек головки цилиндров
Перед подтяжкой отвернуть гайки стоек оси коромысел и, приподняв стойки вместе с осью, обеспечить доступ к гайкам крепления головки. После подтяжки гаек головок цилиндров вновь затянуть отвернутые гайки. После этого необходимо отрегулировать зазор между клапанами и коромыслами. Гайки шпилек крепления головок подтягивать в течение первых трех ТО-1, а в дальнейшем эту операцию выполнять через ТО-2.
Подтяжка гаек впускной трубы так же, как и установка ее на место после разборки, должна производиться со всей внимательностью во избежание течи воды в масло.
Перед установкой следует проверить состояние сопрягаемых плоскостей впускной трубы, головок и блока, а также прокладок. Гайки нужно подтянуть так, чтобы слегка прижать прокладки. Далее необходимо затянуть грузовые гайки.
После затяжки грузовых гаек необходимо затянуть гайки крепления впускной трубы попеременно с левой и правой сторон, начиная от грузовых гаек.
Поршни на боковой поверхности имеют надпись ПЕРЕД. Этого указания надо строго придерживаться при установке их в блок.
Поршневые пальцы. Для запрессовки пальца в поршень последний надо нагреть в горячей воде или масле до температуры 70-80 °C. Запрессовка без нагрева может привести к задирам.
Поршневые кольца устанавливаются по три на каждом поршне, два компрессионных и одно маслосъемное.
Компрессионные кольца высотой 2 мм. устанавливают так, чтобы выточка на внутренней поверхности колец (при их наличии) была обращена вверх, как указано на рисунке ниже. При установке компрессионных колец на поршень стыки колец должны быть смещены на 180°.

Установка колец на поршне
- компрессионные кольца
- кольцевой диск маслосъемного кольца
- осевой расширитель
- радиальный расширитель
Маслосъемное кольцо - составное из двух плоских стальных хромированных колец и двух расширителей - осевого и радиального.
При установке поршня в блок двигателя плоские кольцевые диски 2 нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому и под углом 90° к замкам компрессионных колец. При этом замки осевого расширителя 3 и радиального расширителя 4 должны быть расположены под углом 90° к ним (каждый).
Шатуны с поршнями в сборе устанавливаются попарно на каждую из четырех шатунных шеек коленчатого вала.
Отверстие в нижней головке шатуна под вкладыш обрабатывается совместно с крышкой. Поэтому крышки при сборке должны всегда устанавливаться на прежнее место.
На бобышках под болт шатуна и крышке выбит порядковый номер цилиндра. Номер выштампованный на стержне шатуна, и метка 2 (рис. ниже) на крышке шатуна должны быть направлены в одну сторону.

Соединение шатуна с поршнем
- I - для установки в 1, 2, 3, 4 цилиндры
- II - для установки в 5, 6, 7, 8 цилиндры
- 1 - номер на шатуне
- 2 - метка на крышке шатуна
Шатунные болты взаимозаменяемы.
Самоотвертыванию гайки шатунного болта препятствует установка основной гайки шатуна на герметик "Унигерм-9" или специальная штампованная гайка.
В случае переборки шатуна, гайка которого была застопорена герметикой, необходимо с болта и гайки удалить остатки ранее примененного герметика, тщательно протерев их ветошью, обезжирить их бензином и просушить.
После наживления гайки на болт нанести на ее резьбовую часть 2-3 капли (0,06 г) герметика.
В случае отсутствия герметика стопорение гаек необходимо производить штампованной стопорной гайкой 292759-П. Затяжку стопорной гайки необходимо производить путем ее поворота на 1,5-2 грани от положения соприкосновения торца стопорной гайки с торцом основной гайки. Шатунные вкладыши взаимозаменяемы. Подгонка вкладышей не допускается.
При сборке шатунов с поршнями необходимо соблюдать следующий порядок: шатуны левого ряда цилиндров устанавливать таким образом, чтобы номер на шатуне и метка на его крышке были обращены к передней части двигателя, а правого ряда - наоборот.
Поршни соединяются с шатунами так, чтобы во всех случаях надпись на поршне ПЕРЕД была обращена к передней части двигателя.
Коленчатый вал балансируется в сборе с маховиком и сцеплением. Крышки коренных подшипников чугунные.Перемещение вала в продольном направлении ограничивается упорными шайбами, расположенными по обеим сторонам первого коренного подшипника.
Самоотворачиванию гаек крепления крышки коренного подшипника препятствует установка гаек на герметик «Унигерм-9» или стопорная пластина.
В случае вскрытия крышки коренного подшипника, гайки которого были застопорены герметиком, повторную установку гаек производить согласно рекомендации для гаек шатунных болтов.
В каждой шатунной шейке вала имеется полость (грязеуловитель). При разборке двигателя грязеуловители надо очищать, для чего необходимо отвернуть резьбовые пробки, очистить полости (металлическим ершом, проволокой), промыть их и все каналы керосином, продуть воздухом, завернуть до упора пробки и закернить.
Для предотвращения утечки масла концы коленчатого валя уплотнены сальниками.
Маховик крепится к фланцу коленчатого вала с помощью четырех болтов.
Для увеличения ресурса двигателя до первого капитального ремонта рекомендуется в процессе эксплуатации (но не в гарантийный период) произвести замену поршневых колец и вкладышей коленчатого вала.
Вкладыши коренных подшипников подлежат замене при падении давления масла на прогретом двигателе ниже 100 кПа (1,0 кгс/см2) при 1200 об/мин, что соответствует скорости движения на прямой передаче 35-40 км/ч. Масляный радиатор при контроле давления масла должен быть выключен. Движение с давлением масла меньше 100 кПа (1,0 кгс/см2) на указанной и более высокой скорости не допускается.
При замене коренных вкладышей шатунные нужно осмотреть и заменить лишь в случае необходимости.
Одновременно с заменой вкладышей необходимо очистить полости шатунных шеек коленчатого вала. Эта операция должна выполняться тщательно, т. к. остатки невычищенной грязи будут занесены маслом к шатунным вкладышам, что приведет к их задиру и износу. После очистки пробки необходимо завернуть и закернить.
Поршневые кольца требуют замены, если расход масла на угар превысит 400 грамм/100 км. При замене в двигатель устанавливать комплект колец, состоящий из верхнего компрессионного нехромированного (луженого, фосфатированного или с др. покрытием) чугунного кольца, второго компрессионного из набора стальных дисков и комплекта маслосъемного кольца с нехромированными стальными дисками.
При замене колец следует удалить на гильзе (шабером или иным способом) неизношенный выступающий поясок в ее верхней части.
Одновременно следует очистить головки цилиндров и днища поршней от нагара, полость водяной рубашки - от накипи, а клапаны притереть.
gaz5312.ru
Газ 53 ремонт двигателя
Что бы пренебречь ремонтом двигателя Газ 53 нужно всегда поддерживать хорошее техническое состояние двигателя и его постоянную готовность к работе, а так же устранять причины, ускоряющие изнашивание его деталей, применять рекомендуемый бензин, масло и смазочные материалы.
Что бы пренебречь ремонтом двигателя Газ 53 нужно всегда поддерживать хорошее техническое состояние двигателя и его постоянную готовность к работе, а так же устранять причины, ускоряющие изнашивание его деталей, применять рекомендуемый бензин, масло и смазочные материалы.
Как проверить исправность двигателя ГАЗ 53
Периодически проверяйте крепления головок цилиндров к ГБЦ и зачищайте от нагара поршни и поверхности камер сгорания. Подтягивайте, если не обходимо, гайки крепления ГЦ. До этого сливайте охлаждающею жидкость из системы охлаждения.
Затем для исключения взаимного влияния подтяжки одной головки на другую ослабляют крепления впускной трубы к ГЦ. Затем затягивают гайки крепления головки к ГБЦ моментом 73-78 динамометрическим ключом. Последовательность затяжки гаек крепления головки к ГБЦ смотрите на рисунке 1.
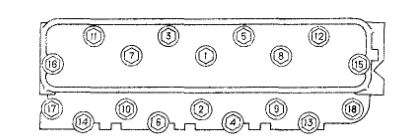
рис 1.
Подтяжку головок рекомендуется делать при первых трех технических обслуживаниях, а потом м производить через каждое ТО-2. Использование рекомендуемых бензинов и масел и соблюдения температурного режима работы двигателя двигатель, то ремонт двигателя Газ 53 потребуется вам не скоро, если вообще потребуется и отложения нагара будут не значительными и на производительность мотора не повлияют.
Если не следовать этим условиям в моторе может появиться слой нагара, который вызывает детонацию, уменьшение мощности и ,как правило, увеличение расхода горючего. Что бы избавить от нагара демонтируют впускную трубу ГЦ и чистят днища поршней и поверхности камер сгорания.
Если мотор «кушает» этилированный бензин, то нагар перед очисткой смачивают керосином, для того что бы он не попал в органы дыхания. Так как в нагаре очень много сильного яда. Быстрое повторное образование нагара говорит о неисправности мотора и ремонт двигателя Газ 53 необходим.
Как правильно ухаживать за двигателем автомобиля ГАЗ 53
Для увеличения ресурса двигателя до первого капитального ремонта в процессе эксплуатации рекомендуется заменять поршневые кольца и вкладыши коренных подшипников коленчатого вала. Последние подлежат замене при падении давления масла на прогретом двигателе ниже 100 кПа при частоте вращения коленчатого вала 1200 мин, что соответствует скорости движения на прямой передаче 30-35 км/час.
Масляный радиатор при этом должен быть выключен. При замене вкладышей коренных подшипников осматривают и вкладыши шатунных подшипников, заменяют их только в случае необходимости. Одновременно с заменой вкладышей коренных подшипников, очищают полости шатунных шеек коленчатого вала.
Эту операцию требуется выполнять очень тщательно, так как остатки не удаленной грязи будут выноситься маслом к шатунным вкладышам, что приведет к задирам и их изнашиванию.
После очистки полостей пробки плотно завертывают. Поршневые кольца заменяют, если расход масла на угар превысит 400 грамм на 100 километров пробега. Устанавливать необходимый комплект колец, состоящий из первого компрессионного не хромированного чугунного кольца, второго – из набора стальных дисков и комплекта маслосъемного кольца с не хромированными стальными дисками.
При замене колец удаляют на гильзах цилиндров (шаберов или другим инструментом) неизношенный выступающий поясок в ее верхней части. Одновременно с заменой поршневых колец очищают головки цилиндров и днища поршней от нагара, а клапаны притирают к седлам головок.
Газораспределительный механизм требует периодическую проверку и при необходимости регулировку зазоров клапанов, очистку клапанов от нагара и их притирку к седлам. Зазоры проверяют на холостом двигателе, когда толкатель полностью опущен.
vsepoedem.com
Основное оборудование двигателя ГАЗ-53
Основное оборудование двигателя ГАЗ-53
На автомобиле ГАЗ-53 устанавливается двигатель ЗМЗ-53 - заволжского моторного завода.
Двигатель ГАЗ-53 (ЗМЗ-53) - V-образный, восьмицилиндровый, карбюраторный, четырехтактный. Рабочий объем цилиндров двигателя - 4,25 л, при диаметре цилиндров 92 мм и ходе поршня 80 мм.
Необходимость ремонта двигателя вызывается изнашиванием деталей и устанавливается проверкой его технического состояния. В отдельных случаях преждевременный ремонт может быть вызван поломкой отдельных деталей из-за неправильной эксплуатации или скрытого дефекта.
Первые 2,5 — 5,0 тыс. км происходит приработка деталей двигателя. Далее (до 150— 175 тыс. км) интенсивность изнашивания снижается. Это период нормальной эксплуатации.
Потом интенсивность изнашивания вновь нарастает и примерно к 200 тыс. км зазоры между трущимися деталями возрастают настолько, что возникает необходимость в ремонте.
Предельные зазоры в двигателе ГАЗ-53 (ЗМЗ-53) между основными трущимися парами вследствие изнашивания ориентировочно составляют, мм:
Юбка поршня — гильза цилиндра - 0,250—0,300Поршневое кольцо — канавки в поршне его высоте - 0,150Замок поршневого кольца - 2,500Верхняя головка шатуна — поршневой палец - 0,030Шатунные и коренные подшипники - 0,150Стержень клапана — направляющая втулка - 0,250Шейка распределительного вала — втулка в блоке - 0,150Осевой люфт распределительного и коленчатого валов - 0,250
Блок цилиндров двигателя ГАЗ-53
Блок цилиндров двигателя ГАЗ-53 отлит из алюминиевого сплава и подвергнут термической обработке и пропитке специальной искусственной смолой, обеспечивающей герметичность отливки; представляет собой моноблочную V-образную конструкцию. Угол развала цилиндрической части блока - 90°.
Стенки блока цилиндров образуют водяную рубашку цилиндров, в нижней части которой имеются гнезда для установки гильз цилиндров.
По контуру водяной рубашки в специальные бобышки ввертываются шпильки крепления головок цилиндров. Для повышения жесткости блока нижняя плоскость его расположена ниже оси коленчатого вала на 75 мм.
В торцовых стенках и трех внутренних перегородках блока цилиндра двигателя ЗМЗ-53 выполнены гнезда для коренных подшипников коленчатого вала и подшипников распределительного вала.
Нижняя половина гнезда коренного подшипника выполнена крышкой из ковкого чугуна. Кроме крышки заднего коренного подшипника, на задней стенке блока располагается сальникодержатель.
Крышки коренных подшипников и сальникодержатель растачиваются совместно с блоком, поэтому они не взаимозаменяемы и после разборки должны устанавливаться на свои места.
Четыре крышки, кроме передней, одинаковые, поэтому на крышках нанесены порядковые номера 2,3 и 4. На пятой крышке номер не ставится.
К заднему торцу блока цилиндров ГАЗ-53 крепится картер сцепления. Точное расположение картера на блоке обеспечивается двумя установочными штифтами.
Установочное отверстие и привалочная плоскость на картере сцепления для крепления коробки передач обрабатываются в сборе с блоком цилиндров при расточке постелей коренных подшипников, поэтому перестановка картеров с блока на блок без специальной подгонки недопустима.
Гильзы и головка блока цилиндров ГАЗ-53
Гильзы блока цилиндра изготавливают из специального износостойкого чугуна. В верхней части гильза имеет фланец для уплотнения с прокладкой головки, в нижней — шлифованный поясок и буртик для фиксации в блоке цилиндров и уплотнения.
В нижней части гильза уплотняется медным кольцом, в верхней — прокладкой головки цилиндров. Надежность этого уплотнения зависит от выступания верхнего фланца гильзы над поверхностью блока цилиндров в пределах 0,02 — 0,30 мм, что обеспечивается точностью изготовления блока и самой гильзы.
По диаметру цилиндра гильзы разбиваются на пять размерных групп. Маркировка производится на шлифованном пояске гильзы блока цилиндров ЗМЗ-53. Условное обозначение размерных групп А, Б, В, Г и Д.
Головка блока цилиндров ГАЗ-53 отлиты из алюминиевого сплава, общие для четырех цилиндров одного ряда. Седла клапанов — вставные, изготовлены из специального жаростойкого чугуна.
Направляющие втулки клапанов изготовлены из медно-графитовой металлокерамики. Каждая из головок крепится к блоку шпильками, а фиксируется двумя установочными штифтами-втулками, запрессованными в блок цилиндров.
Под гайки шпилек устанавливают плоские стальные шайбы. Между головками цилиндров и блоком устанавливают на прокладки из асбестового картона, армированного стальным каркасом и пропитанного графитом.
Периодически проверяют крепление головок цилиндров к блоку и очищают от нагара днища поршней и поверхности камер сгорания. Подтягивают гайки крепления головок блока цилиндров ЗМЗ-53.
Перед этим сливают охлаждающую жидкость из системы охлаждения. Затем для исключения взаимного влияния подтяжки одной головки на другую ослабляют крепление впускной трубы к головкам цилиндров ГАЗ-53.
После этого уже подтягивают гайки крепления головки к блоку динамометрическим ключом моментом 73 — 78 Нм в последовательности, указанной на рис.1.

Рис.1. Порядок затяжек гаек крепления головки блока цилиндров ГАЗ-53
Эту операцию рекомендуется проделывать при первых трех технических обслуживаниях, в дальнейшем подтяжку головок производить через каждое ТО-2.
При применении рекомендованных бензинов и масел и соблюдении температурного режима работы двигателя (температура охлаждающей жидкости должна поддерживаться в пределах 80 — 90 °С) отложения нагара незначительны и на работу двигателя не влияют.
При нарушении этих условий в двигателе ЗМЗ/ГАЗ-53 может образоваться слой нагара, вызывающий детонацию, падение мощности и увеличение расхода топлива.
Проверяют рабочую поверхность гильзы блока цилиндров, которая в результате естественного изнашивания приобретает по длине форму конуса, а по окружности — форму овала.
Наибольшей величины износ достигает в верхней части гильзы против верхнего компрессионного кольца, наименьшей — в нижней части против маслосъемного кольца.
Изнашивание гильз цилиндров на 0,3 мм является предельно допустимым. При больших изнашиваниях двигатель дымит, расходует много масла и теряет мощность, прогрессивно нарастает изнашивание шеек коленчатого вала.
Гильзы блока цилиндров ГАЗ-53 имеют следующие ремонтные размеры при ремонтном интервале в 0,5 мм: 92,5 — I; 93,0 — II; 93,5 — III. После ремонтного размера III гильзу заменяют новой.
Направляющие толкателей и необходимость в их смене вызывается главным образом увеличением зазоров между толкателем и направляющей в блоке в результате изнашивания, что приводит к суткам в этом сопряжении.
Допустимый предельный размер направляющих не должен превышать диаметра 25,05 мм. Для двигателя ГАЗ-53 в качестве запасных частей выпускают толкатели только стандартного размера, поэтому при износе направляющих в блоке цилиндров ставят ремонтные втулки.
Ремонтные втулки изготавливают из алюминиевого сплава или бронзы. Размеры втулок: наружный диаметр 30 мм, внутренний диаметр (с припуском на развертку после запрессовки в блок) 24,5+0,1 мм; длина втулки 41 мм.
Отверстие в блоке под запрессовку втулки раззенковывают, а затем развертывают до диаметра 30+0'03 мм. Перед за прессовкой втулок блок нагревают до температуры 90 — 100 °С.
После запрессовки втулки развертывают до диаметра 25+0,023 мм, шероховатость поверхности 8-го класса.
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
spezz.ru
Ремонт головки блока цилиндров и регулировка клапанов ЗИЛ-130
Ремонт головки блока цилиндров и регулировка клапанов ЗИЛ-130
Проверка крепления головки блока цилиндра ЗИЛ-130
На двс ЗИЛ-130 устанавливаются головки цилиндров из алюминиевого сплава со сталеасбестовыми прокладками между головками и блоком. Головки цилиндров всегда должны быть закреплены с определенным моментом затяжки болтов.
При неполной или неправильной затяжке болтов головок цилиндров нарушается герметичность камеры сгорания и возможен прорыв газов в тех местах прокладки, где она слабо зажата.
При этом в двигателе появляются перебои в работе, неустойчивая работа на малых оборотах, а также ухудшается пуск после остановки двигателя. Кроме того, при повреждении прокладки жидкость системы охлаждения, попадая в цилиндры, вызывает коррозию зеркала цилиндров.
Указанные причины ведут к потере мощности или прекращению работы двс ЗИЛ-130. Каждая головка цилиндров крепится к блоку двигателя 17-ю болтами. Подтягивать болты следует на холодном двигателе в два приема — предварительно и окончательно.
Подтягивать окончательно необходимо динамометрическим ключом, позволяющим контролировать момент затяжки, который должен составлять 7—9 кГм. Если динамометрического ключа нет, то можно подтягивать обычным ключом одной рукой без рывков.
Необходимо иметь в виду, что головки цилиндров из алюминиевого сплава при прогреве двигателя расширяются, а следовательно, и затяжка болтов блока увеличивается; при охлаждении двигателя происходит обратное явление.
Поэтому при температуре двс плюс 20—25°С момент затяжки болтов должен быть ближе к верхнему пределу 9 кГм, а при температуре двс ниже минус 5°С момент затяжки болтов должен быть ближе к нижнему пределу 7 кГм.
При полном прогреве двигателя ЗИЛ-130 затяжка головки блока цилиндров автоматически возрастает до необходимого предела.
Следует обращать внимание на то, что четыре болта крепления оси коромысел являются также и болтами крепления головки цилиндров, их тоже следует подтягивать.
Если головки подтянулись, надо проверить возможное изменение зазоров между клапанами и коромыслами. При смене прокладок необходимо прочищать все отверстия рубашки охлаждения в головках и в блоке цилиндров.
Сборка головки цилиндров ЗИЛ-130 с клапанами
Для сборки используют тот же стенд, что и для разборки. Головку блока цилиндров ЗИЛ-130 закрепляют на стенде и сжатым воздухом продувают отверстия во втулках и седлах клапанов.
Стержни впускных и выпускных клапанов перед установкой и направляющие втулки головки цилиндров смазывают маслом.
Клапаны должны плавно поворачиваться и перемещаться в направляющих втулках. В случае заедания подбирают другой клапан.
На втулки впускных клапанов надевают шайбы клапанных пружин, направляя их плоской поверхностью к головке цилиндров, а на втулки выпускных клапанов — механизм вращения клапана.
Затем на впускные клапаны надевают резиновые манжеты. При установке пружин на клапаны обращают внимание на то, чтобы витки с меньшим шагом располагались к головке цилиндров.
Надев на стержни клапанов ЗИЛ-130 тарелки клапанных пружин, поворачивают рукоятку воздухораспределительного крана; при этом нажимное приспособление стенда сжимает одновременно все пружины клапанов.
Смазав солидолом, сухарики устанавливают в канавки стержней клапанов и поднимают нажимное приспособление стенда в первоначальное положение.
При этом необходимо следить за тем, чтобы сухарики клапанов вошли в конические отверстия тарелок клапанных пружин.
Повертывая головку цилиндров в удобное положение, ввертывают шпильки в отверстия верхней плоскости, плоскости прилегания впускного и выпускного трубопроводов.
В резьбовые отверстия коромысел ввертывают регулировочные гайки и винты так, чтобы их головки отстояли от коромысел на 5—6 мм.
Установив в отверстия оси коромысел шплинт, надевают на ось кронштейн маслосливного желоба, шайбы, коромысло клапана, стойку в сборе со втулкой, распорную пружину и т. д.
Ось в сборе с коромыслами ставят в приспособление, сжимают распорные пружины, вставляют шплинт в отверстие оси и устанавливают на кронштейны маслосливной желоб.
Клапаны двс ЗИЛ-130
Клапаны ЗИЛ-130 — верхние, расположены в головке блока цилиндров в один ряд, наклонно к оси цилиндров, приводятся в движение от распределительного вала через штанги, толкатели и коромысла.
Клапаны изготовлены из жаростойкой стали; угол рабочей фаски седла впускного клапана 30°, выпускного 45°; стержень выпускного клапан имеет отверстие, заполненное натрием.
Выпускные клапаны для повышения срока их службы принудительно поворачиваются во время работы двигателя специальным механизмом.
При появлении стуков в клапанном механизме необходимо проверить и, если требуется, отрегулировать зазоры между клапанами и коромыслами, которые должны быть в пределах 0,25—0,3 мм (для впускных и выпускных клапанов).
Регулировка зазоров в клапанном механизме двс ЗИЛ-130 осуществляется на холодном двигателе регулировочным винтом контргайкой, расположенным в коротком плече коромысла.
Для регулировки зазора в клапанном механизме нужно установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) такта сжатия.
При этом отверстие на шкиве коленчатого вала должно находиться под меткой «ВМТ» на указателе установки момента зажигания, расположенном на датчике ограничителя максимальной частоты вращения коленчатого вала.
В этом положении регулируют зазоры следующих клапанов двс ЗИЛ-130:
- впускного и выпускного 1-го цилиндра - выпускного 2-го цилиндра впускного 3-го - выпускного 4-го цилиндра- выпускного 5-го - впускного 7-го - впускного 8-го
Регулировка клапанов ЗИЛ-130
Температурный зазор между стержнем клапана и носком коромысла в процессе эксплуатации постепенно изменяется из-за износа сопрягаемых деталей газораспределительного механизма ГРМ ЗИЛ-130 и ведет к нарушению регулировки. Поэтому зазоры необходимо периодически проверять и регулировать.
Увеличенный зазор между стержнем впускного клапана и носком коромысла уменьшает время открытия клапана. Это ухудшает наполнение цилиндра горючей смесью, затрудняет пуск двигателя, а при его работе приводит к падению мощности.
Увеличенный зазор выпускного клапана приводит к плохому удалению из цилиндра отработавших газов, работа двигателя сопровождается характерным металлическим стуком.
Уменьшенный зазор между стержнем клапана и носком коромысла приводит к неплотной посадке клапанов в седле. При этом двс ЗИЛ-130 теряет компрессию и перегревается, а мощность его снижается.
При маленьком зазоре впускного клапана рабочая смесь при такте сжатия частично выталкивается во впускной трубопровод, а затем в карбюратор. Это явление вызывает уменьшение количества рабочей смеси, понижает давление в цилиндре и ведет к падению мощности двигателя.
Другим признаком неплотной посадки впускного клапана служат хлопки в карбюраторе, так как часть горючих газов, попадая во время рабочего хода во впускной трубопровод, а затем в карбюратор, вызывает воспламенение горючей смеси, что является опасным в пожарном отношении.
Когда мал зазор у выпускного клапана ЗИЛ-130, то это тоже приводит к падению мощности, так как во время такта сжатия часть рабочей смеси удаляется в выпускной трубопровод, а затем в глушитель.
При этом, вследствие сгорания рабочей смеси в выпускном трубопроводе и в глушителе, будут слышаться хлопки, сопровождаемые черным дымом, выходящим из глушителя.
Работа двигателя в течение длительного времени с нарушенными зазорами клапанов может привести к преждевременному обгоранию и износу головок клапанов, их седел, короблению стержней клапанов, а также к износу кулачков.
Регулировка зазоров в клапанах на холодном двигателе ЗИЛ-130 при температуре 15—20°С двумя способами. При первом способе клапаны регулируют отдельно для каждого цилиндра.
Поднимают капот двигателя, отвертывают ключом девять гаек крепления клапанных крышек и снимают их, при этом прокладки крышек можно не снимать.
Затем устанавливают поршень первого цилиндра в в. м. т. (такт сжатия) при помощи установочного зубчатого указателя, для чего поворачивают коленчатый вал до совмещения метки на шкиве коленчатого вала с меткой ВМТ на указателе (в конце второго оборота коленчатого вала).
При установке поршня в в. м. т. облицовка радиатора препятствует определению совмещения меток указателя и шкива коленчатого вала.
Поэтому рекомендуется вывертывать свечу зажигания первого цилиндра и снимать крышку распределителя, что позволяет безошибочно определять установку поршня в в. м. т. (такт сжатия).
При этом поршень, подходя к в. м. т., будет выталкивать воздух из цилиндра через свечное отверстие, что можно легко ощутить пальцем, приложенным к отверстию; когда поршень будет находиться в в. м. т., то электрод ротора распределителя будет располагаться против клеммы первого цилиндра.
В этом случае оба клапана, впускной и выпускной, первого цилиндра будут закрыты, а между стержнем клапана и носком коромысла образуется наибольший зазор, который измеряют щупом и, если нужно, регулируют.
Для регулировки зазора клапанов ЗИЛ-130 надо, придерживая отверткой регулировочный винт, ослабить ключом 14X12 мм контргайку, после чего взять одной рукой щуп, заложить его в зазор между стержнем клапана и носком коромысла, а другой рукой взять отвертку и вращать регулировочный винт, устанавливая необходимый зазор, затем оставить щуп в зазоре и закрепить регулировочный винт контргайкой при помощи ключа и отвертки.
После регулировки зазор должен быть равен 0,25—0,30 мм для впускного и выпускного клапанов, причем щуп 0,25 мм должен проходить свободно через зазор, а щуп 0,30 мм не должен проходить через него.
Для регулировки зазора в клапанах ЗИЛ-130 остальных семи цилиндров надо коленчатый вал повертывать рукояткой, причем регулировку зазоров вести последовательно согласно порядку работы цилиндров 1—5—4—2—6—3—7—8.
Если клапаны регулируют на двигателе, снятом с автомобиля, или при снятом радиаторе с автомобиля, то для поворота коленчатого вала на 4 оборота надо нанести мелом метки на шкив коленчатого вала, разместив их под углом 90° при положении поршня первого цилиндра в в. м. т. (такт сжатия).
Зазоры у остальных клапанов регулируют после поворота коленчатого вала на 360° (полный оборот). Длительная работа двигателя с неправильными зазорами может привести к преждевременному износу деталей клапанного механизма, обгоранию клапанов, износу коромысел, опорных поверхностейтолкателей и кулачков распределительного вала.
При любой разборке двс ЗИЛ-130, прошедшего более 70 тыс. км, необходимо проверять состояние возвратных пружин и шариков механизма для поворачивания выпускного клапана.
При обнаружении на витках пружины следов изнашивания пружину необходимо повернуть изношенным участком вниз.
При сборке механизма для поворачивания клапана надо обратить внимание на правильность установки шариков и пружин; пружины должны быть расположены позади шарика относительно выбранного направления вращения.
Толкатели клапанов — стальные, пустотелые. Для повышения надежности пары кулачок — толкатель на торец толкателя наплавлен специальный чугун. В нижней части толкателя просверлены отверстия для смазывания.
Впускной трубопровод — из алюминиевого сплава, общий для обоих рядов цилиндров, расположен между головками блока и снабжен жидкостной полостью для подогрева смеси.
Момент затяжки гаек крепления впускного трубопровода к головке блока цилиндров должен быть в пределах 15—20 Нм (1,5—2 кг/см).
Гайки нужно затягивать равномерно, последовательно, крест-накрест. Выпускные газопроводы — чугунные, по одному G каждой стороны блока.
Крышка шестерен газораспределительного механизма ГРМ ЗИЛ-130
Крашка шестерен ГРМ ЗИЛ-130 изготовлена из алюминиевого сплава марки АЛ-4. Она не только закрывает шестерни газораспределения, но и является передней опорой двигателя, которая несет значительные нагрузки.
Крышку распределительных шестерен газораспределительного механизма ЗИЛ-130 бракуют при наличии сколов. Трещины на поверхности крышки, проходящие близко от отверстий сальника и датчика ограничения максимальных оборотов коленчатого вала, заваривают.
Закрепив крышку в слесарных тисках, засверливают концы трещины и шлифовальным кругом обрабатывают трещину на глубину 2-—3 мм под углом 90°.
Крышку нагревают в электрической печи до температуры 160—190° С и подготовленную к сварке поверхность тщательно зачищают металлической щеткой.
После зачистки заваренной поверхности металлической щеткой, во избежание коррозии от остатков шлака, крышку промывают в воде с температурой 40—50° С. Шов должен быть ровным, без раковин и шлаковых включений, высота шва рекомендуется не более 0,5—1,0 мм.
Трещины на поверхности крышки в местах, которые несут незначительные нагрузки, заделывают эпоксидной пастой. Изношенное более допустимого размера отверстие сальника наплавляют, предварительно расточив его на токарном станке.
Для закрепления крышки шестерен ГРМ ЗИЛ-130 на станке используют приспособление, состоящее из планшайбы, к которой болтами прикреплена опорная плита. Крышку распределительных шестерен ГРМ устанавливают на штифты опорной плиты планшайбы и закрепляют прижимами.
Отверстие сальника диаметром 93+0,1 мм растачивают «как чисто», но не более диаметра 95,0 мм на глубину 10,0+0,5 мм.
Для наплавки отверстия сальника крышки распределительных шестерен используют приспособление, показанное на рис. 13.
Деталь устанавливают на два пальца и в процессе сварки поворачивают в любое удобное положение. После наплавки отверстия зачищают и проверяют качество шва. Шов должен быть ровным, без раковин и шлаковых включений.
Изношенное более допустимого размера отверстие под втулки ремонтируют рассверливанием отверстия крышки распределительных шестерен до диаметра 19,60. В восстановленное отверстие запрессовывают втулку ремонтного размера и развертывают ее.

Рис. 13. Приспособление для наплавки отверстия сальника в крышке распределительных шестерен ГРМ ЗИЛ-130
1 — стойка; 2 —шарик фиксатора; 3 — пружина фиксатора; 4 — пробка; 5—фланец; 6 — палец; 7 — крышка распределительных шестерен
Болты крепления крышки шестерен газораспределительного механизма ЗИЛ-130 несут значительные нагрузки, и поэтому изнашиваются поверхности фланца крышки под головкой болтов. Изношенную плоскость фланца крышки цекуют «как чисто», выдержав высоту бобышек не менее 11,0 мм.
Если величина износа поверхности фланца крышки значительная и не удается при механической обработке обеспечить высоту бобышек более 11,0 мм, изношенный фланец наплавляют до 14 мм.
При срыве не более двух ниток резьбу М6 кл. 2 в отверстии крепления датчика ограничения максимальных оборотов коленчатого вала прогоняют метчиком. При срыве резьбы более двух ниток нарезают резьбу ремонтного размера.
Для этого крышку шестерен газораспределительного механизма закрепляют на столе сверлильного станка, используя в качестве базовой поверхности привалочную плоскость, и рассверливают изношенное резьбовое отверстие до диаметра 6,7мм на глубину 21,0мм.
В рассверленном отверстии нарезают резьбу М8 кл. 2 ремонтного размера на глубину 16,0 мм. При короблении более допустимого размера привалочную плоскость крышки распределительных шестерен механизма ГРМ ЗИЛ-130 фрезеруют «как чисто» на вертикально-фрезерном станке.
Толщина фланца крышки после обработки должна быть не менее 6,3 мм. При проверке точности обработки щуп толщиной 0,02 мм не должен проходить между проверочной плитой и привалочной плоскостью крышки распределительных шестерен.
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
spezz.ru
Сборочные детали двигателя ЗМЗ-511 автомобилей ГАЗ-3307, 66
Сборочные детали двигателя ЗМЗ-511 автомобилей ГАЗ-3307, 66
На автомобиле ГАЗ-3307, ГАЗ-66 установлен V-образный восьмицилиндровый двигатель ЗМЗ-511, имеющий полнопоточную фильтрацию масла и закрытую систему вентиляции картера.
Блок цилиндров, поршни и коленвал двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
В блок цилиндров устанавливаются монолитные гильзы из износостойкого чугуна. Гильзы прижимаются к блоку головками.
Уплотнение в верхней части блока цилиндров ЗМЗ-511 осуществляется с помощью сталеасбестовых прокладок с круглыми водяными протоками, а в нижней — медными кольцевыми прокладками, установленными между блоком и гильзой.
Установка прокладок головок блока цилиндров ГАЗ-3307, ГАЗ-66 с фигурными водяными протоками на двигатели со степенью сжатия 7,6 не допускается.

Рис. 1. Порядок нумерации цилиндров двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
Головки блока цилиндров ГАЗ-3307, ГАЗ-66 имеют высокотурбулентные камеры сгорания и винтовые впускные каналы, а также вставные седла и направляющие втулки клапанов.
В случае необходимости замены на двигателе одной из головок цилиндров последняя должна быть заменена головкой, имеющей аналогичную маркировку. Каждая из головок крепится к блоку с помощью восемнадцати шпилек.
Перед подтяжкой головки блока цилиндров надо отвернуть гайки стоек оси коромысел и, приподняв стойки вместе с осью, обеспечить доступ к гайкам крепления головки. После подтяжки гаек головок цилиндров вновь затянуть отвернутые гайки.
После этого необходимо отрегулировать зазор между клапанами и коромыслами двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66) . Гайки шпилек крепления головок подтягивать в течение первых трех ТО-1, а в дальнейшем эту операцию выполнять через одно ТО-2.
Указанную выше периодичность подтяжки гаек необходимо соблюдать и при замене прокладки, так как падение момента затяжки гаек головок цилиндров в основном вызывается усадкой материала прокладки головки в начальный период эксплуатации.
Подтяжка гаек выпускной трубы так же, как и установка ее на место после разборки, должна производиться со всей внимательностью во избежание течи воды в масло.
Перед установкой следует проверить состояние сопрягаемых плоскостей впускной трубы, головок и блока, а также прокладок. Гайки нужно подтянуть так, чтобы слегка прижать прокладки. Далее необходимо затянуть грузовые гайки.
После затяжки грузовых гаек необходимо затянуть гайки крепления впускной трубы попеременно с левой и правой сторон, начиная от грузовых гаек.
Поршни двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66) на боковой поверхности имеют надпись ПЕРЕД. Этого указания надо строго придерживаться при установке их в блок.
Поршневые пальцы. Для запрессовки пальца в поршень последний надо нагреть в горячей воде или масле до температуры 70—80 °С. Запрессовка без нагрева может привести к задирам.
Поршневые кольца устанавливают по три на каждом поршне: два компрессионных высотой 2 мм и одно маслосъёмное.
Компрессионные кольца устанавливают так, чтобы выточка (при ее наличии) на внутренней поверхности колец была обращена вверх. При установке компрессионных колец на поршень стыки колец должны быть смещены на 180°.

Рис. 2. Установка колец на поршне двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
1 —компрессионные кольца; 2—кольцевой диск маслосъемного кольца; 3—осевой расширитель; 4—радиальный расширитель
Маслосъемное кольцо состоит из двух плоских стальных хромированных колец и двух расширителей: осевого и радиального.
При установке поршня в блок двигателя плоские кольцевые диски 2 нужно устанавливать так, чтобы их замки были расположены под углом 180° один к другому и под углом 90° к замкам компрессионных колец.
При этом замки осевого расширителя 3 и радиального расширителя 4 должны быть расположены под углом 90° к ним (каждый).
Шатуны с поршнями ЗМЗ-511 (ГАЗ-3307, ГАЗ-66) в сборе устанавливаются попарно на каждую из четырех шатунных шеек коленчатого вала. Нижняя головка шатуна обрабатывается совместно с крышкой.
Поэтому крышки при сборке должны всегда устанавливаться на прежнее место. На бобышках под болт шатуна и крышке выбит порядковый номер цилиндра.
Номер, выштампованный на стержне шатуна, и метка на крышке шатуна должны быть направлены в одну сторону. Шатунные болты взаимозаменяемы.
Самоотвертыванию гайки шатунного болта препятствует специальная штамповая стопорная гайка или установка основной гайки шатуна на герметик. В случае переборки шатуна, необходимо с болта и гайки удалить остатки ранее примененного герметика, тщательно протерев их ветошью, обезжирить бензином и просушить.
После наживления гайки на болт нанести на ее резьбовую часть 2—3 капли (0,06 г) герметика. В случае отсутствия герметика стопорение гайки необходимо производить штампованной стопорной гайкой.
Затяжку стопорной гайки необходимо производить путем ее поворота на 1,5—2 грани от положения соприкосновения торца стопорной гайки с торцем основной гайки. Шатунные вкладыши взаимозаменяемы, подгонка вкладышей не допускается.
При сборке шатунов с поршнями необходимо соблюдать следующий порядок: шатуны левого ряда цилиндров устанавливать таким образом, чтобы номер на шатуне и метка на его крышке были обращены к передней части двигателя, а правого ряда — наоборот.
Поршни соединяются с шатунами так, чтобы во всех случаях надпись на поршне ПЕРЕД была обращена к передней части двигателя.
Коленчатый вал ЗМЗ-511 (ГАЗ-3307, ГАЗ-66) балансируется в сборе с маховиком и сцеплением. Крышки коренных подшипников чугунные. Перемещение вала в продольном направлении ограничивается упорными шайбами, расположенными по обеим сторонам первого коренного подшипника.
В каждой шатунной шейке коленвала ЗМЗ-511 имеется полость (грязеуловитель).
При разборке двигателя грязеуловители надо очищать, для чего необходимо отвернуть резьбовые пробки, очистить полости (металлическим ершом, проволокой), промыть их и все каналы керосином, продуть воздухом, завернуть до упора пробки и закернить.
Для предотвращения утечки масла концы коленчатого вала уплотнены сальниками.
Маховик крепится к фланцу коленвала ГАЗ-3307, ГАЗ-66 с помощью четырех болтов, гайки которых зафиксированы от самоотворачивания специальными пластинами.
Для увеличения ресурса двигателя до первого капитального ремонта рекомендуется в процессе эксплуатации (но не в гарантийный период) произвести замену поршневых колец и вкладышей коленчатого вала деталями стандартного размера.
Вкладыши коренных подшипников подлежат замене при падении давления масла на прогретом двигателе ниже 100 кПа (1,0 кгс/см2) при 1200 об/мин, что соответствует скорости движения на прямой передаче около 30—35 км/ч.
Масляный радиатор при контроле давления масла должен быть выключен. Езда с давлением масла меньше 100 кПа (1,0 кгс/см2) на указанной и более высокой скорости не допускается.
При замене коренных вкладышей шатунные нужно осмотреть и заменить лишь в случае необходимости.
Одновременно с заменой вкладышей необходимо очистить полости шатунных шеек коленчатого вала ЗМЗ-511 (ГАЗ-3307, ГАЗ-66).
Эта операция должна выполняться тщательно, так как остатки невычищенной грязи будут занесены маслом к шатунным вкладышам, что приведет к их задиру и износу. После очистки полостей пробки завернуть и закернить.
Поршневые кольца требуют замены, если расход масла на угар превысит 400 г/100 км. При замене колец рекомендуется устанавливать комплект колец, состоящий из 2-х компрессионных нехромированных (луженых или фосфатированных) колец и комплекта маслосъемного кольца с нехромированными стальными дисками.
При замене колец следует удалить на гильзе (шабером или иным способом) неизношенный выступающий поясок в ее верхней части. Одновременно следует очистить головки цилиндров и поршни от нагара, полость водяной рубашки—от накипи, а клапаны притереть.
Распределительный механизм и клапаны двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
Распредвал приводится во вращение двумя шестернями: стальной шестерней на коленчатом валу и текстолитовой на распределительном.
Для правильной взаимной установки шестерен при сборке необходимо совместить метку на шестерне распределительного вала с меткой 3 на шестерне коленчатого вала.
Пять подшипников распределительного вала ЗМЗ-511 (ГАЗ-3307, ГАЗ-66) представляют собой биметаллические втулки, запрессованные в блок.
Осевое перемещение распредвала ограничивается упорным фланцем, который крепится к переднему торцу блока двумя болтами.
Клапаны двигателя приводятся в движение от распределительного вала через толкатели, штанги и коромысла (рис. 3). Пружина клапана упирается в тарелку 13, которая связана с клапаном через сухари 12.

Рис. 3. Механизм привода клапанов ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
1—отверстие для выхода масла; 2—толкатель; 3 и 7—наконечники штанги; 4—штанга; 5—клапан; 6—направляющая втулка; 8—коромысло; 9—контргайка; 10 — регулировочный винт; 11—ось коромысел; 12—сухари; 13—тарелка; 14—пружина; 15—опорная шайба
Зазор между коромыслом и клапаном двигателей ГАЗ-3307, ГАЗ-66 должен быть в пределах 0,25—0,30 мм как для впускных, так и выпускных клапанов на холодном двигателе (при температуре 15—20 °С).
На работающем горячем двигателе вследствие неравномерности температур различных деталей зазор может несколько увеличиться против установленного.
Поэтому на некоторых режимах работы двигателя ЗМЗ-511 иногда прослушивается стук клапанов, который со временем может то пропадать, то возникать вновь. Такой маловыделяющийся стук не опасен, и уменьшать зазор между клапаном и коромыслом в этом случае не следует.
Если же на прогретом двигателе стук клапана слышен непрерывно, что чаще наблюдается у клапанов, расположенных по краям головок, то в этом случае у этих клапанов разрешается уменьшить зазор так, чтобы на холодном двигателе он был в пределах 0,1-5—0,20 мм.
Регулировка зазора между коромыслом и клапаном двигателя ЗМЗ-511 (ГАЗ-3307, ГАЗ-66)
- Снять крышки коромысел.
- Вывернуть свечу первого цилиндра.
- Установить поршень первого цилиндра в верхнюю мертвую точку (в. м. т.) такта сжатия, для этого закрыть пальцем отверстие для свечи первого цилиндра, провертывать коленчатый вал двигателя пусковой рукояткой до момента начала выхода воздуха из-под пальца. Это произойдет в начале такта сжатия в первом цилиндре.
- Осторожно проворачивать коленчатый вал до совпадения указателя на картере сцепления с шариком, зачеканенным в маховик. При положении поршня первого цилиндра в в. м. т. такта сжатия впускной и выпускной клапаны полностью закрыты.
- Проверить зазор с помощью щупа: зазор между коромыслом и клапаном должен быть 0,25—0,30 мм на холодном (15—20 °С) двигателе.
Допускается уменьшение зазора до 0,15—0,20 мм у клапанов ЗМЗ-511 (ГАЗ-3307, ГАЗ-66), расположенных по краям головок: первого в восьмого впускных, четвертого и пятого выпускных.
При необходимости отрегулировать зазор в такой последовательности:
— ослабить контргайку регулировочного винта;
— вращая регулировочный винт, установить по щупу зазор;
— затянуть контргайку регулировочного винта и снова проверить зазор.
Проверить и при необходимости отрегулировать зазоры у клапанов остальных цилиндров в последовательности, соответствующей порядку работы цилиндров (1—5—4—2—6—3—7—8), проворачивая коленчатый вал при переходе от цилиндра к цилиндру на 90°.
Установить на место крышки коромысел. Завернуть свечу первого цилиндра.
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
_________________________________________________________________________________________
spezz.ru









423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)