 |
|
|||
|
|
|

звонок бесплатный
Наши сотрудники:
[email protected]
Екатерина - специалист по продаже а/м КАМАЗ
 [email protected]
[email protected]






Техника в наличии

Тягач КАМАЗ 44108-6030-24
2014г, 6х6, Евро3, дв.КАМАЗ 300 л.с., КПП ZF9, бак 210л+350л, МКБ,МОБ,рестайлинг.
цена 2 220 000 руб.,

КАМАЗ 4308-6063-28(R4)
4х2,дв. Cummins ISB6.7e4 245л.с. (Е-4),КПП ZF6S1000, V кузова=39,7куб.м., спальное место, бак 210л, шк-пет,МКБ, ТНВД BOSCH, система нейтрализ. ОГ(AdBlue), тент, каркас, рестайлинг, внутр. размеры платформы 6112х2470х730 мм
цена 1 950 000 руб.,

Самосвал КАМАЗ 6520-057
2014г, 6х4,Евро3, дв.КАМАЗ 320 л.с., КПП ZF16, ТНВД ЯЗДА, бак 350л, г/п 20 тонн, V кузова =20 куб.м.,МКБ,МОБ, со спальным местом.
цена 2 700 000 руб.,

Самосвал 6522-027
2014, 6х6, дв.КАМАЗ 740.51,320 л.с., КПП ZF16,бак 350л, г/п 19 тонн,V кузова 12куб.м.,МКБ,МОБ,задняя разгрузка,обогрев платформы.
цена 3 190 000 руб.,
СУПЕР ЦЕНА
на АВТОМОБИЛИ КАМАЗ
| 43118-010-10 (дв.740.30-260 л.с.) | 2 220 000 |
| 43118-6033-24 (дв.740.55-300 л.с.) | 2 300 000 |
| 65117-029 (дв.740.30-260 л.с.) | 2 200 000 |
| 65117-6010-62 (дв.740.62-280 л.с.) | 2 350 000 |
| 44108 (дв.740.30-260 л.с.) | 2 160 000 |
| 44108-6030-24 (дв.740.55,рест.) | 2 200 000 |
| 65116-010-62 (дв.740.62-280 л.с.) | 1 880 000 |
| 6460 (дв.740.50-360 л.с.) | 2 180 000 |
| 45143-011-15 (дв.740.13-260л.с) | 2 180 000 |
| 65115 (дв.740.62-280 л.с.,рест.) | 2 190 000 |
| 65115 (дв.740.62-280 л.с.,3-х стор) | 2 295 000 |
| 6520 (дв.740.51-320 л.с.) | 2 610 000 |
| 6520 (дв.740.51-320 л.с.,сп.место) | 2 700 000 |
| 6522-027 (дв.740.51-320 л.с.,6х6) | 3 190 000 |

подробнее про услугу перегона можно прочесть здесь.

|
Нужны самосвалы? Обратите внимание на Ford-65513-02. |
КАМАЗы в лизинг
ООО «Старт Импэкс» имеет возможность поставки грузовой автотехники КАМАЗ, а так же спецтехники на шасси КАМАЗ в лизинг. Продажа грузовой техники по лизинговым схемам имеет определенные выгоды для покупателя грузовика. Рассрочка платежа, а так же то обстоятельство, что грузовики до полной выплаты лизинговых платежей находятся на балансе лизингодателя, и соответственно покупатель автомобиля не платит налогов на имущество. Мы готовы предложить любые модели бортовых автомобилей, тягачей и самосвалов по самым выгодным лизинговым схемам.Контактная информация.
г. Набережные Челны, Промкомзона-2, Автодорога №3, база «Партнер плюс».
тел/факс (8552) 388373.
Схема проезда
Бензовозы ГАЗ-53 — популярные отечественные автомашины. Газ 53 габариты
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Основные размеры и условия для сборки двигателя ГАЗ-66, ГАЗ-53
Все детали, поступающие на сборку, должны быть очищены от грязи, нагара и накипи, обезжирены, промыты и высушены.
Масляные каналы и отверстия в деталях должны быть прочищены, промыты под давлением и продуты сжатым воздухом.
Не допускается промывка деталей из алюминиевых и цинковых сплавов в щелочных растворах, применяемых для мойки стальных и чугунных деталей, так как алюминий и цинк растворяются в щелочах.
Все агрегаты, а также детали разобранных агрегатов при ремонте могут быть обезличены, за исключением следующих деталей:
- блока цилиндров и крышек коренных подшипников;
- шатуна и крышки шатуна;
- шестерен главной передачи;
- крышек подшипников дифференциала и картера главной передачи;
- правой и левой коробок сателлитов дифференциала. Допускается комплектование главной передачи из годных работавших или новых шестерен при условии обязательной проверки их зацепления на специальном приспособлении.
Отколы на зубьях шестерен и выкрашивание рабочей поверхности зубьев не допускаются.
Блок цилиндров и крышки коренных подшипников при разборке, контроле и сортировке не должны раскомплектовываться, так как они обработаны совместно и поэтому не взаимозаменяемы. Блоки цилиндров, поступающие на сборку, должны быть тщательно очищены от грязи и накипи, а масляные каналы — от шлама и стружки.
Гнезда вкладышей коренных подшипников должны быть расточены до номинального размера, если их размер и несоосность превышают допустимую величину. Чистота расточенных гнезд должна соответствовать классу 6-б по ГОСТ 2789—51, а максимальная их несоосность не должна превышать 0,02 мм.
При контроле, а также при растачивании гнезд момент затяжки болтов крепления, крышек коренных подшипников должен быть 11—12 кГм.
На поверхности расточенных гнезд вкладышей следы черноты не допускаются.
Втулки распределительного вала, запрессованные в блок цилиндров, должны быть расточены до номинального или одного из ремонтных размеров, приведенных в табл. 1.
Чистота расточенных поверхностей должна соответствовать классу 7 по ГОСТ 2789—5 1, а несоосность втулок не должна превышать 0,025 мм.
Непараллельность осей коленчатого и распределительного валов не должна превышать 0,04 мм на всей длине,
а расстояние между осями должно находиться в пределах 125,5 ± 0,025 мм.
Отклонение от перпендикулярности оси отверстий под гильзу цилиндра к оси коленчатого вала допускается в пределах 0,015 мм на длине 100 мм, а оси отверстий под толкатели к оси распределительного вала—не более 0,050 мм на длине 100 мм.
Чтобы обеспечить селективную сборку в новых блоках цилиндров, отверстия под толкатели рассортированы на две размерные группы.
Маркируют размерные группы маслостойкой краской на приливах под толкатели.
После обработки отверстий под толкатели ремонтных размеров их необходимо также сортировать на размерные группы. Маркировка размерных групп и ремонтные размеры отверстий под толкатели приведены в табл. 2.
Гильзы цилиндров
Гильзы цилиндров, устанавливаемые на один двигатель, должны быть номинального размера или расточены и хонингованы до одного общего для всех гильз ремонтного размера, указанных в табл. 3.
Овальность и конусность окончательно обработанных гильз не должна превышать 0,02 мм. Причем большее основание конуса должно быть в нижней части гильзы. Бочкообразность и корсетность не более 0,01 мм. Поверхность гильзы должна быть зеркально-блестящей без рисок и черноты, ее чистота должна соответствовать классу 9-а.
Чтобы обеспечить селективную сборку сопряжения гильза — поршень, на автомобильных заводах гильзы номинального размера сортируют на пять размерных групп. Размерные группы обозначают буквами русского алфавита, которые нанесены резиновой печаткой на шлифованной наружной поверхности гильз. С этой же целью гильзы, обработанные до ремонтного размера, также должны быть рассортированы на размерные группы.
Если овальность посадочной поверхности гильзы превышает допустимую величину 0,025 мм, то поверхность должна быть восстановлена осталиванием с последующей обработкой до номинального размера. При этом биение посадочной поверхности относительно внутренней поверхности гильзы не должно превышать 0,08 мм, а непараллельность осей, указанных поверхностей не должна превышать 0,02 мм на длине 100 мм.
Поршни и поршневые пальцы
Для авторемонтного производства выпускают поршни номинального и трех ремонтных размеров.
Для обеспечения подбора по гильзам поршни рассортированы на пять размерных групп, которые обозначены буквами русского алфавита. Обозначение размерной группы выбито на днище поршня. Размерные группы поршней номинального и ремонтного размеров, а также их обозначения приведены в табл. 4.
По диаметру отверстия под поршневой палец поршни рассортированы на четыре размерные группы. Группы маркируют маслостойкой краской на наружной поверхности бобышек поршней. Размерные группы отверстия под поршневой палец и их маркировка приведены в табл, 5.
Юбка поршня выполнена овальной и имеет конусность. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца, а конусность юбки в этой же плоскости должна составлять 0,013—0,038 мм. Наибольший диаметр конуса должен быть в нижней части юбки.
При капитальном ремонте двигателей применяют поршневые пальцы только номинального размера, которые рассортированы на четыре размерные группы. Размерные группы поршневых пальцев номинального размера и их маркировка приведены в табл. 6.
Поршневые кольца
Поршневые кольца выпускают номинального и трех ремонтных размеров, приведенных в табл. 7.
Из трех колец, устанавливаемых на один поршень, два (второе компрессионное и маслосъемное) должны быть покрыты полудой, а верхнее компрессионное — хромом.
При проверке в кольцевом калибре соответствующего размера просвет между поршневым кольцом и калибром не допускается. Упругость компрессионных колец, сжатых стальной лентой до зазора в стыке 0,3 ∕0,5 мм, должна быть 1,75 — 2,50 кГ, а маслосъемных — 1,5 — 2,2 кГ.
Шатуны
Шатун и крышка шатуна при разборке, контроле и сортировке не должны раскомплектовываться, так как они не взаимозаменяемы.
Допускается восстановление отверстия нижней головки шатуна осталиванием с последующей обработкой до номинального размера. Перед обработкой нижней головки гайки шатунных болтов должны быть затянуты динамометрическим ключом. Момент затяжки — 6,8 — 7,5 кГм.
Втулки, запрессованные в верхнюю головку шатунов, должны быть расточены до номинального размера. Перед растачиванием втулки должны быть проглажены брошью.
Чистота обработанных поверхностей во втулке и нижней головке шатуна должна соответствовать классу 8-б.
После растачивания овальность и конусность верхней головки шатуна не должны превышать 0,005 мм, нижней — 0,008 мм.
Непараллельность осей отверстий верхней и нижней головок шатуна — не более 0,03 мм на длине 100 мм, оси отверстий верхней и нижней головок шатуна должны лежать в одной плоскости, отклонение не более 0,04 мм на длине 100 мм.
Перпендикулярность торцовых поверхностей нижней головки относительно оси отверстия — не более 0,05 мм.
У шатунов, поступающих на сборку двигателя, расстояние между осями нижней и верхней головок должно быть 155,95 — 156,05 мм.
Для обеспечения возможности селективной сборки шатуна с поршневым пальцем шатуны должны быть рассортированы на группы по размеру отверстия в верхней головке. Каждую группу шатунов маркируют маслостойкой краской определенного цвета. Маркировка шатунов приведена в табл. 8.
Коленчатый вал
У коленчатых валов, поступающих на сборку, масляные каналы и грязеуловители должны быть тщательно очищены от шлама.
Шатунные и коренные шейки должны быть номинального или одного из ремонтных размеров, указанных в табл. 9.
При шлифовании шатунных шеек радиус кривошипа должен быть сохранен номинальным.
Для одноименных шеек разные ремонтные размеры не допускаются.
Овальность и конусность шеек коленчатого вала не должны превышать 0,01 мм.
Чистота поверхности шеек должна соответствовать 9-му классу.
Длина передней коренной шейки должна быть в пределах 30,45—30,90 мм. Длина шатунной шейки — 52,0—52,2 мм.
Радиусы галтелей шатунных шеек должны быть в пределах 1,2—2,0 мм, коренных — 1,2—2,5 мм.
При вращении вала, установленного в призмы на крайние коренные шейки, биение не должно превышать:
- для средних коренных шеек — 0,02 мм;
- для шейки под распределительную шестерню — 0,03 мм;
- > ступицу шкива вентилятора — 0,04 мм;
- > > задний сальник — 0,04мм;
- фланца по торцу — 0,04 мм.
Не параллельность осей шатунных и коренных шеек — не более 0,012 мм на длине каждой шейки.
Коренные и шатунные вкладыши
Тонкостенные вкладыши подшипников коленчатого вала должны быть полностью взаимозаменяемы, и обеспечивать без подбора необходимые для нормальной работы двигателя посадки в сопряжениях подшипников.
Не допускается наличие трещин и откалывание антифрикционного слоя от стальной ленты у шатунных и коренных вкладышей.
Забоины и царапины на рабочей поверхности не допускаются.
На обратной стороне вкладыша допускаются царапины глубиной не более 0,1 мм в количестве не более трех.
Острые кромки и заусеницы на стыках вкладыша должны быть зачищены. Забоины, царапины и коррозия на плоскостях стыков вкладышей не допускаются. Зачистка стыков для выведения этих дефектов не допускается.Фиксирующий выступ вкладыша не должен иметь повреждений. Ремонт вкладышей перезаливкой антифрикционного слоя не допускается.Номинальный и ремонтные размеры вкладышей приведены в табл. 10.
Маховик
Рабочая поверхность маховика должна быть гладкой, ее чистота после обработки должна соответствовать 9-му классу. Маховик должен подвергаться статической балансировке. Величина допустимого дисбаланса не должна превышать 35 гсм. При балансировке сверлить отверстие диаметром 11 мм на радиусе 156 мм на глубину 18 мм.Максимальное биение рабочей поверхности не должно превышать 0,1 мм.Размеры отверстий под болты крепления маховика не должны превышать 12,30 мм.
Распределительный вал
Опорные шейки распределительного вала должны быть номинального или одного из ремонтных размеров, приведенных в табл. 11.
Овальность и конусность опорных шеек — не более 0,010 мм, Взаимное биение опорных шеек и шейки под шестерню — не более 0,020 мм.
Биение цилиндрической части кулачков относительно шеек — не более 0,05 мм.
Чистота обработки поверхности опорных шеек должна соответствовать классу 9-б.
При установке вала на крайних опорных шейках биение промежуточных шеек не должно превышать 0,05 мм.
Толкатели
Толкатели по наружному диаметру должны быть номинального или одного из ремонтных размеров, приведенных в табл. 12.Овальность, конусность и огранка наружной поверхности толкателя — не более 0,007 мм.Твердость наружной сферической поверхности RC— 60.На поверхности толкателя не допускаются трещины, риски, черновины и прижоги.
Головка цилиндров
Головка цилиндров, поступающая на сборку, должна быть тщательно промыта, рубашка охлаждения должна быть очищена от накипи и грязи, масляные каналы — от шлама, а выпускные каналы — от нагара.
Запрессованные в головку блока направляющие втулки клапанов должны быть номинального или одного из ремонтных размеров и маркированы краской. Размеры втулок и их маркировка указаны в табл. 13.Расстояние от верхнего торца направляющей втулки до плоскости головки должно быть равно 24 мм.Седла впускных и выпускных клапанов должны быть шлифованы под 45° к оси направляющих втулок. Ширина рабочей фаски седла должна быть 1,5 ± 2,0 мм. Биение конических поверхностей всех седел клапана относительно осей отверстий направляющих втулок клапанов — не более 0,025 мм. Запрессованные в головку цилиндров направляющие втулки клапанов по наружному диаметру могут быть номинального размера или ремонтного (увеличенного на 0,25 мм).
Впускной и выпускной клапаны
Диаметры стержней клапанов должны быть номинального или одного из ремонтных размеров, приведенных в табл. 14. Рабочая фаска головки клапана должна быть шлифована под углом 45° к оси стержня. Чистота рабочей поверхности фаски после шлифования должна соответствовать 8-му классу. Биение рабочей поверхности фаски относительно стержня клапана не более 0,03 мм.
Впускная труба
У впускной трубы, поступающей на сборку, рубашка охлаждения должна быть очищена от грязи и накипи, а впускные каналы от нагара. Поверхности разъема с головками цилиндров должны быть плоскими — отклонение в пределах 0,1 мм не более.
Трубу нужно подвергнуть испытанию водой под давлением 3 – 4 кГ/см2.
gaz66avto.ru
Модели грузовых автомобилей ГАЗ-53: самосвал, бортовой грузовик, ГАЗ 53 12, 53А и 53Ф
Грузовые автомобили ГАЗ-53
Грузовой автомобиль ГАЗ 53 стал легендой и выдающимся достижением автомобильной промышленности СССР и России. Как честный труженик, он всегда отрабатывал положенный ресурс, а нередко служил дольше срока, который был предусмотрен до списания.

Классический грузовик марки ГАЗ-53
Выпуск ГАЗ 53 давно прекратился, но до сих пор в объявлениях можно встретить предложения о продаже и покупке этого грузовика. Состояние некоторых экземпляров машины просто удивляет — прошло больше двадцати лет, как последний «пятьдесят третий» сошел с конвейера, а находятся еще вполне боевые грузовики в приличном виде.
Из истории создания ГАЗ 53
ГАЗ 53Ф
Серия автомобилей ГАЗ 53 была построена на базе ГАЗ 51. Новая модель позаимствовала от «пятьдесят первого» шестицилиндровый рядный двигатель внутреннего сгорания (ДВС), только спустя определенное время уже были предложены другие варианты ДВС. Первые опытные образцы новой модели появились в 1959 году, а с октября 1961 года ГАЗ 53 запустили в серийное производство. Марка получила индекс «Ф» и стала называться ГАЗ 53Ф. 
Выпуск модификации грузовика продолжался до января 1967 года. Вначале грузоподъемность автомобиля была 3,5 тонны, но в 1964 году ее снизили до 3 тонн.
ГАЗ 53А
В 1964 году, продолжая разработку ГАЗ 53Ф, завод-гигант начинает производство модификаций: базовой ГАЗ 53 и обновленной модели ГАЗ 53А. В 1965 году решили оставить только ГАЗ 53А, и эта марка просуществовала до 1983 года, то есть, почти 20 лет.
Модель ГАЗ 53А оснастили восьмицилиндровым двигателем (115л.с. объем 4,24 л) и увеличили грузоподъемность до 4 тонн.
Грузовик мог развивать скорость до 85 км в час (на ГАЗ 53Ф она была не более 74 км в час).
ГАЗ 53 12
С 1983 года базовой моделью стал ГАЗ 53 12. Новый модифицированный ДВС получил индекс ЗМЗ 511 (120 л. с.), а грузоподъемность стала еще больше (4,5 тонны). ГАЗ 53 12 выпускали до января 1993 года, затем производство ГАЗ 53 прекратили совсем.

Так выглядит модель ГАЗ 53 12
Дополнительные модификации ГАЗ 53
Помимо базовых моделей ГАЗ53Ф, ГАЗ 53, ГАЗ 53А и ГАЗ 53 12 существовало достаточно много специальных модификаций Газона. В основном они различались по типу кузова и назначению. Базовый вариант — это ГАЗ 53 бортовой. На этой базе заводом выпускались шасси — ГАЗ 53 самосвал (ГАЗ 53 02), шасси для седельного тягача (ГАЗ 53 05).
Для армейских нужд разработали ГАЗ 53Н. Тактико-технические характеристики (ТТХ) военной машины отличались от гражданского варианта. В стандартной комплектации военной техники шел топливный бак большего размера (105 литров), пусковой подогреватель и дополнительное оборудование. Соответственно, ГАЗ 53Н был окрашен в защитный зеленый цвет.

Вариант модели ГАЗ 53Н
Существовали версии, разработанные специально для жаркого климата, выпускались шасси для автобусов КАВЗ, две модели были оснащены газовым оборудованием — для работы на метане и пропане.
Конструктивные особенности ГАЗ 53 12
Общие данные
Автомобиль ГАЗ 53 12 имеет следующие габариты:
Вес автомобиля составляет 3200 кг, у полностью груженого ГАЗ 53 12 масса не может превышать 7850 кг. Размер колеи передних колес составляет 1630 мм. Размер колеи задних колес равен 1690 мм, размер берется без учета вторых колес, которые стоят снаружи на задней оси.
Заявленный заводом-изготовителем расход топлива должен составлять 24 литра на 100 км на скорости 40 км в час. Но такая норма на практике не имеет ничего общего с этой цифрой.

Сравнительная таблица расхода топлива автомобилей ГАЗ различных модификаций
Реальный расход топлива получается где-то около 30 литров на 100 км. Стандартный топливный бак рассчитан на 90 литров. Машину заправляли бензином А-76 и А-72. Непонятно, каким топливом сейчас заправляют ГАЗоны, такие марки бензина давно не производят.
Кабина
По тем временам, когда ГАЗ 53 только появился на дорогах страны, его внешний вид казался очень современным и стильным. Но этот вид оставался почти одним и тем же на протяжении всего времени, пока выпускался грузовик. За 30 с лишним лет на кабине лишь менялись местами фары с подфарниками и изменялись габаритные огни, решетка радиатора приобрела другой вид. Собственно говоря, ГАЗ 53. — не супермашина, его основная задача — возить грузы, с чем он справлялся блестяще.Внутри кабина выглядит просто.  Нет никакой отделки пластиком, практически все вокруг железное. Сиденье не разделено на водительское и пассажирское. Оно состоит из двух основных частей — сплошной спинки и самого сиденья, тоже сплошного. Снимаются половинки очень легко. Внизу, под сиденьем, есть место для инструмента и других вещей.
Нет никакой отделки пластиком, практически все вокруг железное. Сиденье не разделено на водительское и пассажирское. Оно состоит из двух основных частей — сплошной спинки и самого сиденья, тоже сплошного. Снимаются половинки очень легко. Внизу, под сиденьем, есть место для инструмента и других вещей.
Щиток приборов элементарен:
- спидометр;
- амперметр;
- прибор давления масла;
- температурный датчик.
А на первых ГАЗ 53 щиток был и того проще — вместо датчиков давления и температуры стояли две сигнальные лампы.
У кабины есть слабое место — быстро подгнивают крылья и подножки, их постоянно приходится подваривать.
Кузов и шасси
Если говорить о базовых моделях, то описать конструкцию кузова можно в нескольких словах.  Конструкция бортового ГАЗ 53 рамная, а непосредственно сам кузов сделан из деревянных досок, скрепленных железных каркасом. Кузов крепился к раме.
Конструкция бортового ГАЗ 53 рамная, а непосредственно сам кузов сделан из деревянных досок, скрепленных железных каркасом. Кузов крепился к раме.
Двигатель внутреннего сгорания
Скорее всего, старый 6-цилиндровый двигатель ГАЗ 51 брать во внимание не стоит, он уже безнадежно устарел. А вот ЗМЗ 511 еще раскатывает по дорогам Российской Федерации.
Характеристики ЗМЗ 511:
- восемь цилиндров в v-образном расположении;
- размер поршня в диаметре 92 мм;
- ход поршня 80 мм;
- алюминиевый блок цилиндров;
- две алюминиевых ГБЦ;
- объем двигателя 4.24 л;
- степень сжатия 7,6.
ДВС считается слабым местом в ГАЗ 53. Постоянных нагрузок не выдерживает коленчатый вал, а повышенный расход масла на ЗМЗ 511 является чуть ли не нормой.

Так выглядит двигатель для ГАЗ 53
Еще очень часто подтекал задний сальник. Течь происходила на стыке сальниковой набивки с резиновыми уплотнителями. В советское время герметики еще не были широко популярны, поэтому устранить такую неисправность было довольно затруднительно.
Ходовая часть
Ходовая часть легендарного грузовика банально проста. Передняя подвеска легко поддается ремонту, при этом имеет неплохие технические характеристики.
В состав входят:
- несущая балка;
- поворотные кулаки шкворневого типа;
- гидравлические амортизаторы;
- рессоры.
Задняя подвеска состоит из заднего моста и рессор. Задние рессоры усилены отдельными дополнительными листами. Тормозная система барабанного типа, есть два вакуумных усилителя тормозов.
Трансмиссия
Коробка переключения передач на ГАЗ 53 12 стоит механическая четырехступенчатая. Карданный вал состоит из двух колен, трех крестовин и средней промежуточной опоры. Движение колес осуществляется с помощью заднего моста.
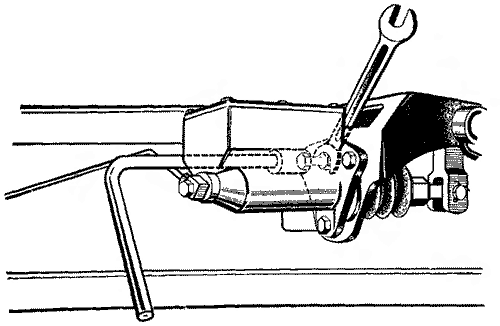
Рулевое управление
Рулевое управление ГАЗ 53 12 состоит из рулевого механизма с червячной передачей, рулевой колонки, рулевых тяг и рулевого колеса. Руль трехспицевый, большой, но тонкий. Рулевая колонка закреплена жестко и не регулируется. В связи с отсутствием гидроусилителя руля вращать рулевое колесо довольно затруднительно, особенно, если автомобиль стоит на месте. С уверенностью можно сказать, что управлять ГАЗ 53 – совсем неженское занятие.

Схема рулевого управления ГАЗ 53
Основные неисправности и недочеты ГАЗ 53
Выяснив все особенности эксплуатации грузовика, все недостатки можно объединить в один список.
Основные недочеты и неисправности ГАЗ 53:
- Большой расход топлива, заявленная норма явно занижена;
- Тугое рулевое управление, гидроусилителя руля явно не хватает;
- Много нареканий на ДВС, в основном это связано с техническими недоработками;
- Слабые рессоры, не выдерживают максимальный нагруженный вес;
- Кабина подвержена коррозии.
Основные преимущества ГАЗ 53
Недостатки и недоработки есть в любой конструкции. А вот преимуществ у ГАЗончика куда больше. Такого неприхотливого грузовика трудно еще найти. Вообще, не так часто он и ломается. Его очень легко ремонтировать — поломку можно устранить в любом поле. На грузовик ГАЗ 53 до сих пор нет проблем с наличием запчастей, к тому же, цены на запчасти сильно не кусаются. Да и разобраться с ремонтом может даже дилетант.
На грузовик ГАЗ 53 до сих пор нет проблем с наличием запчастей, к тому же, цены на запчасти сильно не кусаются. Да и разобраться с ремонтом может даже дилетант.
У «пятьдесят третьего» практически «неубиваемый» кузов. Рама сделана из толстого прочного металла — машину уже в металлолом сдают, а рама еще целая.
Грузовик «тащит» практически любой вес и объем, который в него можно загрузить. А еще со своей задачей отлично справляется ГАЗ 53 самосвал. Норма для него не предел — их часто нагружают под завязку.
К достоинствам можно отнести стоимость самого автомобиля. По этой причине нет особых беспокойств, что его украдут. Не страшно, если будет помят бампер, как говорится, не ходовая часть.
Заключение
ГАЗ 53 не зря стал легендой. Грузовиками горьковского автогиганта перевезена огромная масса грузов. До сих пор немало ГАЗончиков трудятся на автомобильных дорогах. И было бы очень здорово, если чаще возникали подобные легенды.
http://avtomobilgaz.ru
legkoe-delo.ru
устройство, технические характеристики, фото и видео

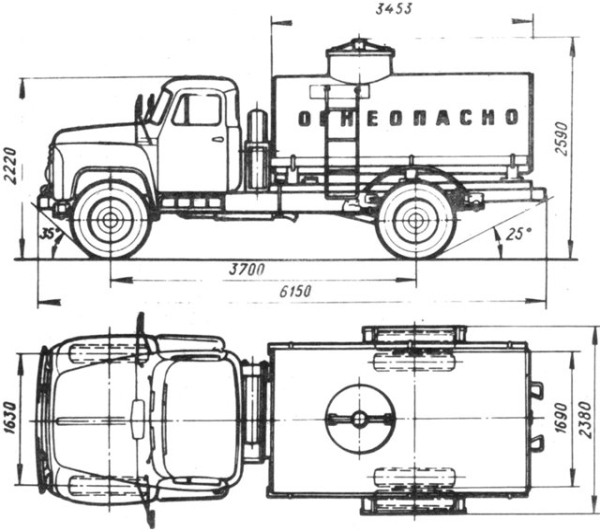
Бензовозы на основе ГАЗ-53 – это заслужившие в советское время известную популярность среди отечественных потребителей автомашины, имеющие на базе грузовика ГАЗ цистерну (бочку) для кратковременного хранения и дальних перевозок светлых нефтепродуктов (бензина и др.).
Бензовоз ГАЗ-53
Главная особенность этих автоцистерн – шасси производства Горьковского автозавода с маркировкой ГАЗ-53, выпускавшиеся в серийном варианте с 1961-го до 1993-го года. Они представляют собой среднетоннажные автомобили третьего поколения из модельного ряда ГАЗ аналогичной грузоподъемности, за годы выпуска превысившие общим числом более 4-х миллионов единиц. Став самым массовым советским грузовиком, эта машина имела множество модификаций – самосвалы, седельные тягачи, пожарные автомобили, молоковозы, бензовозы и др.
Преимущества применения основы ГАЗ для транспортировки бензопродуктов исходят из следующих факторов:
- Надежности самой машины;
- Простоты устройства и, как следствие, доступности текущего ремонта;
- Длительного ресурса двигателя – до 400 тысяч километров;
- Возможности размещения в кабине до 3-х человек, что позволяет персоналу меняться в управлении и участвовать в совместных действиях при возникновении экстренной ситуации;
- Цельнометаллическим конструкциям, обеспечивающим безопасность обслуживания;
- Дешевизны используемых в ремонтных работах запчастей.
На базовое шасси устанавливается цистерна эллиптического сечения, дающая машине наибольшую компактность и маневренность в движении по городской местности. При этом машина адаптирована к условиям российского климата и дорог, как в отношении грузовой основы, так и для цистерновой емкости.
Фото бензовоза на базе ГАЗ 53
Устройство
Внешне бензовозы на базе ГАЗ-53 выделяются характерными для торговой марки и конкретной модели особенностями – небольшого объема кабиной с длинным капотом и выступающими крыльями, а также овальной бочкой с насосом. Эти агрегаты предлагают пользователю ряд возможностей, полностью зависящих от технической комплектации устройства:
- Установленный двигатель марки ЗМЗ-53 (карбюраторный, 4-хтактный, с 8-ю рабочими цилиндрами) дает сравнительно высокую для среднетоннажника мощность – 125 л.с.
- КПП рассчитана на 5 скоростей – 4 передних передачи и одна задняя.
- Ходовая представлена 2-мя осями с формулой колес 4*2 и зависимой рессорной подвеской, оснащенной для придания машине более плавного хода телескопическими амортизаторами.
- Трансмиссионный механизм – механический 4-ступенчатый.
- Рулевая без гидроусилителя, что несколько усложняет управление, но значительно упрощает конструкцию.
- Тормозная система – барабанного типа.
- Цистерна (бочка) – овальной формы, сваренная из высокопрочной листовой стали, горизонтально расположенная, имеющая внутренние ребра жесткости для увеличения ее прочности и безопасности использования (волнорезы исключают повреждения бочки как из-за внешних механических воздействий, так и вследствие внутренних гидроударов).
- Насос, которым снабжена цистерна, используется лопастного центробежного типа, имеет привод к двигателю грузовика через ВОМ.
ВНИМАНИЕ! Карбюраторный двигатель «трудяги» требует приличное количество горючего, поэтому в целях экономии некоторые модели оснащаются дизельными агрегатами ММЗ Д-245.
Технические характеристики
Технические характеристики бензовоза ГАЗ-53:
| Характеристики | Показатели |
| Масса, кг: | |
| — общая для всего агрегата | 7157 |
| — базового шасси | 3470 |
| Габариты, мм: | |
| — длина | 6190 |
| — ширина | 2380 |
| — высота | 2590 |
| Длина автомобильной базы, мм | 3700 |
| Дорожный просвет, мм | 245-265 |
| Параметры двигателя, л.с., марка / мощность | ЗМЗ-53/125 |
| Объемы двигателя, см3 | 4254 |
| Расход горючего на 100 км, л | 25-28 |
| Скорость макс., км/ч | 85 |
| Цистерна марка | 806 (АЦ-4,2-53А), 808 (АЦ-4,2-53А) |
| Емкость (объем) бочки, л | 4200-4800 |
| Наибольшая допустимая плотность перевозимых нефтепродуктов, г/см3 | 0,86 |
Видео обзор бензовоза ГАЗ-53:
allspectech.com





423800, Набережные Челны , база Партнер Плюс, тел. 8 800 100-58-94 (звонок бесплатный)