

|
Навигация:
Топ: Устройство и оснащение процедурного кабинета: Решающая роль в обеспечении правильного лечения пациентов отводится процедурной медсестре… Характеристика АТП и сварочно-жестяницкого участка: Транспорт в настоящее время является одной из важнейших отраслей народного… Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов…
Интересное: Национальное богатство страны и его составляющие: для оценки элементов национального богатства используются… Подходы к решению темы фильма: Существует три основных типа исторического фильма, имеющих между собой много общего… Инженерная защита территорий, зданий и сооружений от опасных геологических процессов: Изучение оползневых явлений, оценка устойчивости склонов и проектирование противооползневых сооружений — актуальнейшие задачи, стоящие перед отечественными.
Дисциплины:
|
Стр 1 из 4Следующая ⇒ Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. o Отличие зенкерования от смежных операций Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса. При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке. Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка. При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно. Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа. Разновидности зенковок Для обработки отверстий или создания углублений канонической формы применяются зенкеры и зенковки. В разных условиях для обрабатываемых отверстий могут быть разные параметры. 1. Конические. В данной зенковке ножи расположены под углом от 30 до 120 градусов и центра к краям. 2. Цилиндрические. Имеют режущую кромку по окружности цилиндра, за счёт чего получаются ровные цилиндрические отверстия 3. Торцевые зенковки. При помощи зенковки возможно выполнять следующие действия над отверстием: 1. Обработка отверстия с созданием конуса 2. Получения конического углубления для саморезов или другого крепежного элемента. 3. Удаление фаски и стружки из отверстий. Зенковки изготавливаются из легированной или углеродистой стали инструментального назначения. Конструктивные особенности Если рассматривать зенковку, то можно выделить некоторые её части · Режущая часть. Это основная часть который выполняет процесс зенкования. Состоит из нескольких режущих кромок, расположенных под углом от центра к бокам. · Хвостовик. При помощи хвостовика зенковка закрепляется в инструменте или станке, ан котором будет выполняться работа. Хвостовик может быть конусным или иметь цилиндрическую форму. · Часть между хвостовиком и режущей частью имеет в одном месте особо тонкую форму. Эта чаcть работает в роли предохранителя. Если зенковка застрянет, дабы избежать серьёзных последствий, именно в этой части зенкова ломается. Одна из разновидностей зенковки имеет наплавленные лезвия на рабочей части, что позволяет обрабатывать твердые сплавы металла. Правила работ с зенковкой При выполнении работ на токарном или сверлильном станке зенковкой, нужно помнить и соблюдать ряд простых правил. Перед началом выполнения работ, проверьте состояние патрона на станке. Ведь если патрон находится в неисправном состоянии, хорошо закрепить зенковку не получится, тем самым вы не сможете получить качественно обработанное отверстие. Зенковка отверстий выполняется соблюдаю следующие правила: 1. 2. При обработке твердых металлов, таких как чугун нужно делать перерывы в работе и использовать специальные растворы для отведения тепла. В быту для таких целей используют техническое масло. 3. При работе не превышайте оборотов, заявленных производителем. Несоблюдение этого правила последует за собой быстрый износ режущих кромок за счёт нагрева. 4. Правильно подбирайте диаметр зенковки для обрабатываемого отверстия. При выборе не правильного размера, обработка будет не качественная, а именно неправильной центровке, не ровных краям. Зенкер Обработка металла зенкерованием похожа сверление-это вращение зенкера во круг своей оси. При зенкеровании отверстие улучшается в точности до 9-11 квалитета точности. Так же при помощи зенкера улучшается и шероховатость отверстия до Rz 2,5 мкм. Основные назначения зенкера: 1. 2. Улучшение качества отверстия перед нарезкой резьбы или использованием развертки. Зенкерование не делают при помощи обычной дрели или любым другим ручным способом. Ведь цель этой операции направлена на улучшения качества отверстия, что сделать при помощи дрели почти не возможно. Поэтому зенкерование выполняется станочным способом при помощи сверлильного, токарного, фрезерного станков. Если разделять зенкеры на группы, то в металлообработке выделяют две группы по точности: 1. Зенкер с номером 1-В основном применяется для получистой обработки в качестве подготовительных работ перед развертыванием или нарезанием резьбы. 2. Зенкер с номером 2-Применятся для конечных работа. Имеет относительно высокий класс точности h21 По конструкции используются два вида зенкеров-цельные и насадные(разбирающиеся). Если говорить о цельных, их применяют чаще, и они имеют концевик в виде конуса. Имеет канавку для отвода стружки и охлаждения и режущие зубья. Так же есть зенкеры, которые применяются намного реже, в особых случаях. А именно это зенкеры с наваренными пластинами из наиболее твердого металла, наваренные или сборные зенкеры. Зенкер – что это такое? В процессе производства деталей и изделий высокого качества довольно часто приходится иметь дело с недостаточной точностью выполнения нужных отверстий. Для получения необходимых параметров применяют зенкер. Зенкер представляет собой многолезвенный, многозубый режущий инструмент, применяемый для доработки заранее выполненных круглых отверстий в деталях и заготовках из разных материалов (на фото). Обработка этим способом применяется для увеличения диаметра и получения более качественной поверхности отверстия методом резания. Такой процесс называется зенкерованием. Метод резания похож на процедуру сверления: наблюдается такое же вращение оснастки для зенкерования вокруг своей оси и одновременное поступательное движение инструмента вдоль оси. Разработали зенкер для металлообрабатывающей промышленности с целью обработки просверленного, продолбленного или выполненного с помощью штамповки отверстия. Зенкер по металлу, требования к характеристикам которого регулирует ГОСТ 12489-71, используется при выполнении промежуточной или уже конечный обработки. В связи с этим выделяют два вида инструмента: При применении расточки увеличивается диаметр, повышается точность поверхности и чистота отверстия. Зенкерование предназначается в основном для: Применяются зенкеры, требования к которым определяет ГОСТ 12489-71, также при обработке торцевых поверхностей и при выполнении некоторых операций, придающих отверстию нужный профиль (например, расширение углубления в верхней части отверстия, предназначенного под головки болтов). · насадной; · хвостовой (с метрическим конусом или с конусом Морзе – виды хвостовика для крепления в станок). По конструкции зенкеры бывают следующих видов: o сборные; o цельные; o сварные; o с твердосплавными пластинами. Цельный зенкер похож на сверло, поэтому второе его название – сверло-зенкер. У него больше, чем у простого сверла, спиральных канавок и режущих кромок (от 3 до 6 зубьев). Режущую часть инструмента, как оговаривает ГОСТ 12489-71, выполняют из быстрорежущей стали P18, P9 или делают с твердосплавными пластинами (BK4, BK6, BK8 для обработки чугуна, T15K6 – для обработки стали). Инструмент, оснащенный твердосплавными пластинами, имеет большую производительность (более высокую скорость резания), чем изготовленный из быстрорежущей стали. Выделяют также зенкер конический (для обработки поверхностей конической конфигурации) и так называемый обратный тип зенкеров. Процесс зенкерования отверстий
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. o 1234Следующая ⇒ Организация стока поверхностных вод: Наибольшее количество влаги на земном шаре испаряется с поверхности морей и океанов (88‰)… Опора деревянной одностоечной и способы укрепление угловых опор: Опоры ВЛ — конструкции, предназначенные для поддерживания проводов на необходимой высоте над землей, водой… Индивидуальные и групповые автопоилки: для животных. Схемы и конструкции… Кормораздатчик мобильный электрифицированный: схема и процесс работы устройства…
|
 С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
 Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют:
Выполняются они при помощи разновидностей зенкеров или зенковок. Давай разберёмся какие виды таких зенковок существуют: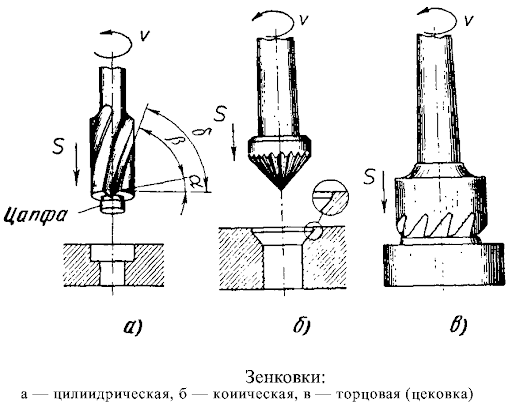
 Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия.
Для выполнения работ, зенковка должна находиться строго по центру обрабатываемого отверстия. Калибровка уже готовых отверстий для крепежа(болты, шпильки)
Калибровка уже готовых отверстий для крепежа(болты, шпильки)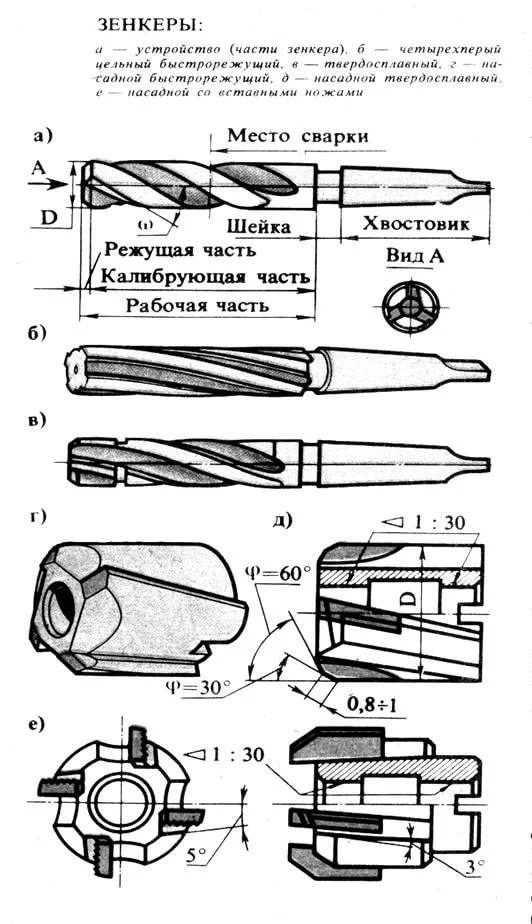 Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.
Если говорить о насадных зенкерах, их конструкция отличается съемным наконечником, который крепится за счёт внутреннего отверстия.

 Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.Зенкер, зенковка — что это такое и технология работы
Содержание
- 1 Терминология
- 2 Виды зенкеров и зенковок
- 3 Что такое зенкер, систематизация
- 4 Конструкция конусного зенкера
- 5 Разновидности и предназначение зенковок
- 6 Принцип зенкерования металлических изделий
- 7 Скачать ГОСТ
Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Содержание
- Терминология
- Виды зенкеров и зенковок
- Что такое зенкер, систематизация
- Конструкция конусного зенкера
- Разновидности и предназначение зенковок
- Принцип зенкерования металлических изделий
- Скачать ГОСТ
Терминология
Зенковка — является многолезвийным инструментом для резки, используемая при обрабатывании отверстий в металлических деталях. После обработки получаются углубления конического/цилиндрического типа, можно создать опорную плоскость около отверстий, снять фаску на центровом отверстии.
Раззенковка отверстий — это вторичная подготовка готовых отверстий для размещения головок метизов – болты, винты, заклепки
Зенкер – инструмент для резки с многолезвийной поверхностью. Применяется в обработке отверстий цилиндрического/конического типа в заготовках для расширения диаметра, улучшения характеристик поверхностей и точностей. Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
Этот тип обработки называется зенкерованием. Это получистовая обработка резанием.
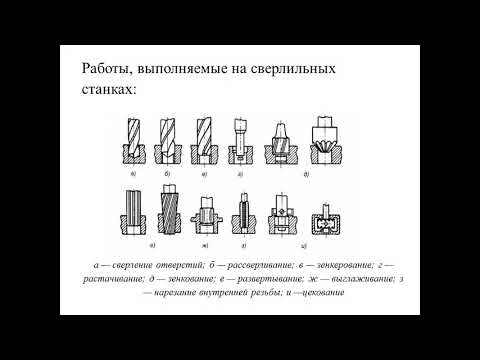
А — сверление сверлом В — растачивание на токарном станке С — зенкерование зенкером D — развёртывание развёрткой E,F — цекование цековкой G — зенкование зенковкой H — нарезка резьбы метчиком
Зенкование отверстий — процесс возделывания верхней части проема, чтобы, например, снять заусенцы с края отверстия или создать углубления, чтобы спрятать шляпку заклепок либо шурупа и сравнять с поверхностью детали. Приспособление, используемое для этой задачи, называется зенковкой.
Виды зенкеров и зенковок
Производство режущего инструментария по металлу подчиняется основной категории стандартов страны (ГОСТ) и техническими регламентами использования готового изделия. На агрегатах с частичным автоматизированным управлением используют следующие типы зенкеров:
- Цилиндрические, с диаметрами от 10 до 20 мм. Этот комплект с лезвиями производится с напылением из износостойких элементов. Регламентируется ГОСТ 12489-71.

- Неделимые конические, от 10 до 40 мм. Вырабатываются из легированной стали с устойчивым к износу напылением. Подчиняется ТУ 2-035-923-83.
- Целые, в виде насадок, с поперечником от 32 до 80 мм. Регламентируется ГОСТ 12489-71.
- Конический либо насадной, подчиняются ГОСТ 3231-71. Отмечаются присутствием специальных пластин, получаемых из твердых сплавов железа.

Зенковка – это также средство с многочисленными лезвиями, но обладает явными отличиями от зенкера по сфере использования. Эти приспособления подразделяются на некоторые типы:
- Коническая зенковка. Имеет эксплуатируемую головку с угловым коэффициентом конуса в 60,90, 120 градусов. В основном реализовывается для возделывания оснований под крепеж и удаления фасок, то есть затупить острые грани. Регламентируется ГОСТ 14953-80 Е.
- Округленная зенковка (цилиндрическая). Приспособление может обладать округленным либо коническим концом, имея износостойкое покрытие основания. В основном реализовывается в качестве обрабатывания опорных оснований.

Что такое зенкер, систематизация
Прорезывающий инструмент по металлу (зенкер) позволяет раззенковывать проем в детали до 5 группы меткости. Он массово используется для получистовой отделки деталей перед механическим развертыванием. По строению его разделяют на типы:
- целостные;
- насадочные;
- хвостовые;
- соединенные.
Внешне металлорежущие приспособления смахивают на простой небольшой бур, но обладают увеличенной численностью режущих краев. Правильность размеров проема обрабатываемой заготовки устанавливается за счет калибра. Крепеж инструментария в патроне агрегата выполняется с поддержкой хвостовика.
Для возделывания проемов, с поперечником до 10 см используются насадные приспособления с 4 остриями. Их главной особенностью считается крепеж через оправку. Достичь правильной регулировки реза позволило присутствие фаски на зубах элемента.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 — 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 — 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ. В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания. Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм. Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Скачать ГОСТ
ГОСТ 12489-71 Зенкеры цельные. Конструкция и размеры
ГОСТ 14953-80 Зенковки конические. Технические условия
Зенкование и зенкерование, инструменты для выполнения этих операций — Мегаобучалка
Зенкерованием называетсяпроцесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, предварительно просверленных с целью увеличения их диаметра, улучшения качества поверхности, повышения точности (уменьшения конусности, овальности).
Зенкерование является либо окончательной обработкой отверстия, либо промежуточной операцией перед развертыванием отверстия
Инструментом, которым выполняют зенкерование, является зенкер
Зенкование —это процесс обработки специальным инструментом цилиндрических или конических отверстий, с целью образования углублений и фасок под головки болтов, винтов и заклепок. Основной особенностью зенковок является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие.
Развертывание, назначение и применяемые инструменты.
Развертывание — это процесс чистовой обработки отверстий, обеспечивающий высокую точность и шероховатость поверхности.
Развертки. Инструментом для развертывания являются развертки. Развертывание отверстий производят на сверлильных и токарных станках или вручную. Развертки, применяемые для ручного развертывания, называются ручными, а для станочного развертывания — машинными. Машинные развертки имеют более короткую рабочую часть.
48. Какие бывают виды и типы резьб? цилиндрическая треугольная резьба; обычно ее называют крепежной, так как нарезают на крепежных деталях, например на шпильках, болтах и гайках.
Прямоугольная резьба имеет прямоугольный (квадратный) профиль. Она трудна в изготовлении, непрочная и применяется редко.
Трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30°.
Упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30°. Поэтому данная резьба применяется в тех случаях, когда винт должен передавать большое одностороннее усилие (в винтовых прессах, домкратах и т. п.).
Круглая резьба имеет профиль, образованный двумя дугами, сопряженными с небольшими прямолинейными участками, и углом, равным 30°. В машиностроении эта резьба используется редко
Основные типы резьб и их обозначение. В машиностроении, как правило, применяют три системы резьб — метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль диаметры и шаг выражаются в миллиметрах.
Дюймовая резьбаимеет треугольный плоско-срезанный профиль с углом 55° (резьба Витворта) или 60°). Все размеры этой резьбы выражаются в дюймах (1″ = 25,4 мм).
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров (для увеличения герметичности соединения) и имеет закругленные вершины.
Какие инструменты применяются для нарезания резьбы?
Инструмент для нарезания внутренней резьбы. Метчики. Метчики делят:
по назначению — на ручные, машинно-ручные и машинные;
в зависимости от профиля нарезаемой резьбы — для метрической, дюймовой и трубной резьб;
по конструкции — на цельные, сборные (регулируемые и самовыключающиеся) и специальные.
Воротки. При нарезании резьбы вручную режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Инструмент. Наружную резьбу нарезают плашками вручную и на станках.
В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Сварочная дуга и ее классификация
Сварочной дугой называют дугу, представляющую собой длительный устойчивый электрический разряд в газовой среде между электродом и изделием Сварочные дуги квалифицируют по следующим признакам:
■ по среде, в которой происходит дуговой разряд; на воздухе — открытая дуга, под флюсом — закрытая дуга; в среде защитных газов;
■ по роду применяемого электрического тока — постоянная, переменная;
■ по типу электрода — плавящаяся, неплавящаяся
■ по длительности горения — непрерывная, импульсная дуга;
■ по принципу работы — прямого действия, косвенная дуга, комбинированная или трехфазная.
Виды, способы и методы сварки
В зависимости от вида энергии, необходимой для обеспечения данных связей, различают три класса сварки: термический, термомеханический и механический. К термическому классу относятся виды сварки, осуществляемой плавлением, — местным расплавлением соединяемых частей с использованием тепловой энергии. Основные виды сварки термического класса — дуговая, газовая, электрошлаковая, электронно-лучевая, плазменная, лазерная, термитная и др.
К термомеханическому классу относят виды сварки, при которых одновременно используются тепловая энергия и давление, — контактная, диффузионная, газопрессовая, дугопрессовая и др.
К механическому классу относят виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, ультразвуковая, трением и др.
Сверление, развертывание зенкерование и зенкование при слесарных работах
Сверлением называют процесс образования отверстий в сплошном материале режущим инструментом — сверлом. Точность обработки не превышает 11…127го квалитетов и шероховатость поверхности Rz = 25…80 мкм. Сверлением получают отверстия под крепежные болты, шпильки, заклепки, а также отверстия, предназначенные для дальнейшей обработки: рассверливания, зенкерования, развертывания и нарезания резьбы. Различают сверление сквозных отверстий, глухих отверстий и рассверливание. В тех случаях, когда заготовку нельзя установить на станке или отверстия расположены в труднодоступных местах, сверление осуществляют с помощью ручных дрелей, электрических или пневматических ручных машин.
Сверление на станках выполняют, осмотрев и подготовив станок к пуску, проверив плавность хода гильзы шпинделя, перемещение рукоятки подъема, подачу охлаждающей жидкости, исправность местного освещения и наличие инструмента. Сверла, имеющие цилиндрический хвостовик, закрепляют в патроне. Конусный хвостовик патрона устанавливают в отверстие шпинделя сверлильного станка и проверяют его биение. Сверла с коническим хвостовиком размещают непосредственно в шпинделе станка. В тех случаях, когда конус хвостовика сверла меньше конуса в шпинделе, применяют переходные втулки. Установка сверл с коническим хвостовиком обеспечивает их лучшие центрирование и закрепление по сравнению с установкой сверл в патроне. Для съема патрона или сверла в выбивное отверстие шпинделя вставляют клин, легкие удары молотком наносят по концу клина. Деталь закрепляют в тисках.
При сверлении отверстий диаметром более 10 мм тиски крепят к столу болтами, головки которых закладывают в продольные канавки на столе станка.
Сверление выполняют, предварительно совместив ось сверла с центром отверстия. Перемещение сверла на требуемую глубину определяют по линейке, закрепленной на станке, либо по лимбу. Для обеспечения максимальной производительности, сохранения стойкости сверл и качества обработки выбирают режим резания, т.е. сочетание скорости резания и подачи. Зная диаметр сверла, материал, из которого оно сделано и марку материала заготовки, можно выбрать режимы резания. Режимы резания при сверлении приведены в табл. 4. Во время работы сверло сильно нагревается, вызывая притупление режущих кромок, поэтому рекомендуется применять смазочно-охлаждающие технологические средства (СОТС).
Для повышения производительности труда и точности сверления отверстий применяют специальные приспособления — кондукторы. Точность сверления обеспечивается направлением сверла через направляющие закаленные втулки, укрепленные в корпусе кондуктора. При небольшой партии одинаковых деталей вместо кондуктора используют шаблон в виде пластины, форма которой соответствует форме детали. Шаблон накладывают на деталь, фиксируют в определенном положении и закрепляют струбцинами. При сверлении плоских тонких одинаковых деталей их собирают в пачку, накладывают шаблон и плотно стягивают струбцинами.
При глухом сверлении необходимо периодически выводить сверло из отверстия для удаления стружки из канавки сверла. При сверлении сквозных отверстий во избежание поломки сверла уменьшают подачу при его выходе. В процессе сверления пользуются ручной подачей. Сверление по разметке выполняют в два приема: пробное сверление, при котором сверлят небольшое углубление для контроля положения сверла, и окончательное по центру намеченного отверстия. Для получения отверстий диаметром более 20 мм предварительно сверлят отверстия сверлом меньшего диаметра и затем рассверливают его под размер сверлом большего диаметра. Разность диаметров первого и второго сверла составляет 10…15 мм.
Таблица 4. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель)1
| Подача | Диаметр сверла, м | ||||
| 6 | 8 | 10 | 12 | 14 | |
| 0,18 | 27,6/1465 | 31,2/1235 | 33,8/1075 | 31,7/840 | 38,7/880 |
| 0,20 | 25,6/1355 | 28,7/1145 | 31,4/1000 | 29,5/781 | 36,1/818 |
| 0,25 | 22,9/1215 | 25,6/1020 | 28,0/894 | 26,3/697 | 32,1/731 |
| 0,30 | 20,9/1110 | 23,4/935 | 25,6/815 | 24,0/636 | 29,4/667 |
1 При сверлении углеродистой конструкционной стали с σв = 650 МПа сверлом из стали Р18 и работе с охлаждением.
При сверлении деталь устанавливают так, чтобы верхняя поверхность с размеченным отверстием была горизонтальной, иначе при незначительном перекосе сверло смещается — его «уводит» в сторону. В случае эксцентрического расположения отверстия относительно разметки его необходимо выправить. Для этого крейцмейселем с полукруглой режущей кромкой прорубают канавку в сторону, противоположную смещению сверла, размечают центр отверстия и засверливают. Окончательное сверление проводят после определения правильного расположения отверстия.
Для обеспечения точности рассверливание отверстий осуществляют с одной установки. Для этого из шпинделя вынимают сверло меньшего диаметра и вставляют сверло, диаметр которого соответствует заданному.
Наиболее сложной операцией является сверление отверстий в цилиндрических деталях. Вал или трубу укладывают в призму и с помощью штангенрейсмаса выполняют разметку и накернивают центры отверстий. Призму и деталь закрепляют на столе станка, совмещают сверло с намеченным углублением на детали и выполняют сверление.
Сверление электрическими или пневматическими ручными машинами выполняют в такой последовательности. Размечают и накернивают места сверления, подбирают сверло необходимого диаметра, закрепляют его в патроне и устанавливают патрон в шпинделе сверлильной машины. Подсоединяют токоподводящий провод к электросети или шланг к пневмосети. Проверяют работу машины на холостом ходу и биение сверла в патроне. Устанавливают сверло вершиной в керновое углубление и сверлят отверстие. В процессе сверления следят, чтобы ось сверла была перпендикулярна к плоскости сверления. Не выключая сверлильную машину, выводят сверло из отверстия. Отверстия диаметром до 9; 15 и 23 мм сверлят соответственно машинами легкого, среднего и тяжелого типа.
Сверление ручной дрелью выполняют в тех случаях, когда необходимо просверлить отверстие малого диаметра в труднодоступном месте крупногабаритного оборудования. При сверлении ручной дрелью работающий должен одновременно удерживать дрель в определенном положении, осуществлять соответствующий нажим, направленный по оси просверливаемого отверстия, и вращением рукоятки приводить во вращение сверло. Порядок выполнения операции при сверлении ручной дрелью аналогичен сверлению электрическими машинами.
Высокие производительность и точность сверления отверстий обеспечиваются правильно заточенным сверлом (с одинаковыми по размеру и остроте режущими кромками, определенным углом при вершине сверла, симметрично расположенным относительно его оси). Угол при вершине сверла выбирают в зависимости от материала заготовки: для стали и чугуна он должен составлять 116…118°, для латуни и бронзы 130…140°. Спиральные сверла затачивают на заточном станке с мелкозернистым шлифовальным кругом. Взяв сверло левой рукой за рабочую часть на расстоянии 15…20 мм от режущих кромок, правой охватывают хвостовик, слегка прижимая сверло к поверхности абразивного круга так, чтобы режущая кромка располагалась горизонтально и плотно прилегала задней поверхностью к кругу. Плавным движением правой руки, не отнимая сверла от круга, поворачивают его вокруг своей оси и, соблюдая правильный наклон, затачивают заднюю поверхность.
Заточку проводят с охлаждением, периодически погружая конец сверла в воду. После заточки задних поверхностей режущие кромки должны быть прямолинейными. По мере стачивания сверла образуется поперечная кромка, которую укорачивают подточкой. Подточку поперечной кромки применяют для сверл диаметром более 12 мм. Качество заточки сверл проверяют специальным шаблоном.
Развертывание отверстий применяют для получения точного по размеру и форме отверстия с шероховатостью поверхностей в пределах Rz = 1,25…0,16 мкм. Развертывание отверстий выполняют вручную, электро- и пневмосверлильными ручными машинами или на сверлильных станках развертками. Гладкие цилиндрические отверстия обрабатывают развертками с прямыми канавками, отверстия со шпоночным пазом — развертками со спиральными канавками, а отверстия под конические штифты — коническими развертками соответствующей конусности. Диаметр развертки подбирают по диаметру отверстия, а припуск под черновое и чистовое развертывание определяют в зависимости от его диаметра.
| Диаметр отверстия, мм | 7…6 | 6…18 | 18…30 30…50 |
| Припуск под развертывание, мм | |||
| черновое | 0,15 | 0,3 | 0,4 0,5 |
| чистовое | 0,05 | 0,10 | 0,2 0,25 |
В качестве СОТС при ручном развертывании отверстий в заготовках из стали применяют эмульсии и минеральное масло. В заготовках из бронзы и латуни развертывание осуществляют без масел. Ручное развертывание цилиндрическими развертками выполняют следующим образом. Заготовку с предварительно просверленным отверстием закрепляют в тисках так, чтобы был свободный выход развертки снизу отверстия. Рабочую часть черновой развертки смазывают минеральным маслом. Ее заборную часть вставляют в отверстие без перекоса. На хвостовик надевают вороток и, слегка нажимая одной рукой на развертку, другой вращают вороток по часовой стрелке.
Периодически развертку извлекают из отверстия для очистки от стружки и смазочного материала. Черновое развертывание заканчивают, когда 3/4 рабочей части развертки войдет в отверстие. Черновую развертку выводят из отверстия (обратное вращение не допускается) и в отверстие вставляют чистовую развертку. Операцию повторяют в той же последовательности.
Развертывание конических отверстий выполняют черновой, промежуточной и чистовой развертками в той же последовательности, что и развертывание цилиндрических отверстий.
При развертывании отверстий машинными развертками, в зависимости от диаметра, материала развертки и марки материала заготовки, выбирают скорость резания и частоту вращения шпинделя (табл. 5).
Большие скорости резания следует применять при развертывании заготовок из нормализованных сталей, меньшие — при развертывании заготовок из вязких сталей. При чистовом развертывании на сверлильном станке скорость резания должна составлять 6…8 м/мин.
СОТС, применяемые при развертывании, приведены ниже.
Материал заготовки
Сталь:
конструкционная . . . . . РЗ-СОЖ; ЛЗ-СОЖ; МР-1; МР-4
инструментальная . . . . ЛЗ-СОЖ1; МР-1; МР-4
легированная . . . . . . . . МР-4
Чугун . . . . . . . . . . . . . . . Без охлаждения; керосин; ОСМ-1
Медь. . . . . . . . . . . . . . . . Эмульсия
Латунь . . . . . . . . . . . . . . Без охлаждения
Бронза . . . . . . . . . . . . . . Без охлаждения
Алюминий. . . . . . . . . . . . ЛЗ-СОЖ1; В-31
Отверстия развертывают с одной установки после окончания сверления. Сверло вынимают из шпинделя и вставляют черновую развертку, а затем — чистовую. При этом сокращается время на переустановку детали и повышается точность обработки.
Таблица 5. Скорость резания, м/мин (числитель), и частота вращения шпинделя, мин–1 (знаменатель), при черновом развертывании (углеродистая, конструкционная, хромистая и хромоникелевая стали с σв = 650 МПа; развертки из стали Р18; работа с охлаждением)
| Подача S, мм/мин | d = 5 мм; t = 0,05 мм | d = 10 мм; t = 0,075 мм | d = 15 мм; t = 0,1 мм |
| До 0,5 | 24,0/1528 | 21,6/686 | 17,4/371 |
| 0,6 | 21,3/1357 | 19,2/613 | 15,3/326 |
| 0,7 | 19,3/1223 | 17,4/553 | 14,1/299 |
| 0,8 | 17,6/1123 | 15,9/514 | 12,9/273 |
| 1,0 | — | 13,8/439 | 11,1/236 |
| 1,2 | — | 12,3/391 | 9,9/209 |
Калибрующая часть развертки ближе к шейке имеет обратный конус (0,04…0,6) для уменьшения трения о стенки отверстия. Зубья на рабочей части (винтовые или прямые) могут быть расположены равномерно по окружности или неравномерно. Развертки с неравномерным шагом зубьев используют для обработки отверстий вручную. Они позволяют избежать образования огранки, т.е. получения отверстий неправильной цилиндрической формы.
Хвостовик ручной развертки имеет квадрат для установки воротка. Хвостовик машинных разверток диаметром до 10 мм выполняется цилиндрическим, других разверток — коническим с лапкой, как у сверл. Для черновой и чистовой обработки отверстий применяют комплект (набор) разверток, состоящий из двух-трех штук. Развертки изготовляют из тех же материалов, что и другие режущие инструменты для обработки отверстий.
Зенкерование — процесс обработки предварительно просверленных или полученных штамповкой либо литьем отверстий для получения правильной геометрической формы с точностью до 9–117го квалитетов и шероховатостью поверхности Rz = 1,25…2,5 мкм. Эта обработка может быть окончательной или промежуточной перед развертыванием.
Зенкерование выполняют на сверлильных станках специальными инструментами — зенкерами. Работа зенкера подобна работе сверла при рассверливании отверстия. Припуск на зенкерование зависит от диаметра отверстия.
| Диаметр отверстия, мм | 5…24 | 25…35 | 36…45 |
| Припуск, мм | 1,0 | 1,5 | 2,0 |
| Диаметр отверстия, мм | 46…55 | 56…65 | 66…75 |
| Припуск, мм | 2,5 | 3,0 | 3,5 |
По конструкции и оформлению режущих кромок зенкер отличается от сверла и имеет три-четыре зуба, что обеспечивает правильное и более устойчивое положение зенкера относительно оси отверстия.
Цилиндрические зенкеры различных диаметров применяют для получения цилиндрических отверстий, а конические с углом конуса при вершине 60, 75, 90 и 120° — для конических углублений. Зенкеры имеют направляющую цапфу, которая входит в отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенкером.
Зная диаметр, материал, из которого изготовлен зенкер, и марку материала заготовки, можно выбрать режим резания (табл. 6).
Таблица 6. Скорость резания, м/мин (числитель), и частота вращения, мин–1 (знаменатель), зенкера1 (углеродистая конструкционная сталь с σв = 650 МПа; зенкеры из стали Р18; работа с охлаждением)
| Подача S, мм/мин | D = 15 мм, цельный зенкер | D = 20 мм, цельный зенкер | D = 25 мм, цельный зенкер | D = 25 мм, насадной зенкер |
| 0,2 | 41,6/883 | – | – | – |
| 0,3 | 34,0/721 | 38,0/604 | 29,7/378 | 26,5/337 |
| 0,4 | 29,4/624 | 32,1/510 | 25,7/327 | 22,9/292 |
| 0,5 | 29,3/558 | 28,7/456 | 23,0/292 | 20,5/261 |
| 0,6 | 24,0/510 | 26,2/417 | 21,0/267 | 18,7/238 |
| 0,7 | 22,2/472 | 24,2/386 | 19,4/247 | 17,3/221 |
| 0,8 | – | 22,7/361 | 18,2/231 | 16,2/206 |
| 0,9 | – | 21,4/340 | 17,1/218 | 15,3/195 |
| 1,0 | – | 20,3/323 | 16,2/207 | 14,5/185 |
| 1,2 | – | – | 14,8/189 | 13,2/168 |
1 Глубина резания t = 1 мм, в остальных случаях t = 1,5 мм.
Зенкование — процесс обработки цилиндрических и конических углублений и фасок под головки болтов, винтов и заклепок в готовых отверстиях. Зенкование проводят на сверлильных станках с помощью зенковок или сверлом большего диаметра, чем диаметр отверстия. В отличие от зенкеров зенковки имеют режущие зубья на торце и направляющие цапфы, которыми зенковки вводятся в просверленное отверстие, что обеспечивает совпадение оси отверстия и образованного углубления под головку винта.
По форме режущей части зенковки бывают цилиндрические и конические. Цилиндрические зенковки с торцовыми зубьями применяют для расширения отверстий под головки винтов, под плоские шайбы, а также для образования уступов в отверстиях. Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления под головки винтов и заклепок. Крепление зенковок и зенкеров на сверлильных станках не отличается от крепления сверл.
Просмотров:
1 375
что это такое.
Чем отличается зенкование от зенкерование
Зенкерование: инструмент и особенности
Зенкерование – это промежуточный процесс обработки отверстий располагаемый, как правило, между сверлением и разверткой. Это получистовая обработка отверстия с целью:
- повышения точности отверстия до 4-го и даже 5-го класса;
- улучшения шероховатости;
- придания строгой геометрической формы.
Также зенкерование применяется при обработке отверстий полученных литьём или обработкой давлением.
Обработка производится с помощью зенкера, инструмента внешне похожего на сверло, но имеющего ряд конструктивных отличий. Основные отличия – это увеличенная перемычка между режущими кромками, увеличенное количество рабочих кромок и срезанный угол. Всё это обеспечивает высокую устойчивость зенкера и его соосность с обрабатываемым отверстием. Так, наличие 3-4 режущих кромок обеспечивает плавное распределение сил в зоне контакта зенкера с обрабатываемой деталью. Геометрия режущей части обеспечивает обработку отверстия без съема металла в продольном направлении.
Зенкеры различаются по количеству зубьев (3 или 4) и конструкции – насадные, цельные и вставные. Выбор инструмента зависит от диаметра отверстия. Так, применение вставных зенкеров (с вставными ножами) рекомендуется для отверстий диаметром от 20 мм., цельные применяются для малых диаметров (от 12 мм.).
Для получения более точных и сложных поверхностей используются комбинированные типы инструмента с большим количеством режущих кромок (до 8). При этом сборные зенкеры применяются совместно с другим металлорежущим инструментом – сверлами, развертками и т. д.
Конструкция
Зенковка коническая состоит из двух основных элементов — рабочей части и хвостовика. Рабочая часть имеет конус со стандартным рядом углов на вершине от 60 до 120°. Количество режущих лезвий зависит от диаметра инструмента и может быть от 6 до 12 штук.
Цилиндрическая зенковка по своей конструкции похожа на сверло, но имеет больше режущих элементов. На торце расположена направляющая цапфа необходимая для фиксации положения инструмента в процессе обработки. Ограничитель может быть съёмным или быть часть тела инструмента. Первый вариант более практичен, так как расширяет возможности обработки. Также может быть установлена режущая насадка.
При необходимости рассверливания нескольких отверстий на равную глубину применяется инструмент с державками с вращающимся или неподвижным ограничителем. Перед обработкой зенковка фиксируется в державке таким образом, чтобы режущая часть выступала из упора на расстояние равное требуемой глубине обработки отверстий.
Это интересно: Марки меди — ГОСТ 859-2001: характеристики, расшифровка
Инструмент изготавливается из инструментальных легированных, углеродистых, быстрорежущих и твердосплавных марок стали. Для обработки чугунных деталей чаще всего используются твердосплавные стали, для обычных сталей – быстрорежущие и инструментальные.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении.
Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней.
Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов.
Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
- Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
- Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
- Вызывающая чистота. Этот изъян может быть вызван рядом причин. Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия. Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
- Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Оборудование
Для зенкования и зенкерования используется, чаще всего, сверлильные станки различного типа. Также может быть использован обрабатывающий центр или токарный станок – практически тоже самое оборудование, на котором выполняются и операции сверления. Для обеих операций не рекомендуется использовать ручной инструмент из-за недостаточной точности позиционирования.
Новости
Олеиновая кислота — в наличии!
Олеиновая кислота, СОЖ в наличии
Твердосплавные пластины — расширение каталога!
Большое расширение ассортимента пластин, в наличии!
Торцевые насадные фрезы
Торцевые фрезы в наличии!
Статьи
Зернистость алмазных кругов
Особенности, классификация зернистости алмазных кругов
Коническая резьба для труб
Коническая резьба для труб: как соединить разные нарезки
Зиговка металла
Зиговка металла – процесс обработки листового металла
Одним из основных инструментов, применяемых при обработке отверстий в металлических деталях, является зенкер. С его помощью увеличивают диаметр, улучшают качество боковых поверхностей отверстия, также удаётся получить более высокий класс точности. Зенкерование, а именно так называется эта операция, созвучно зенкованию, что может ввести неспециалиста в заблуждение. Разница между этими двумя категориями тоже будет объяснена в данной статье.
Сущность процесса зенкования
Зенкование и сверление тесно связаны между собой. Обычно зенкование проводят по готовому отверстию, но бывают случаи, когда необходимо сделать углубление без предварительного сверления. И в том, и в другом вариантах используют инструмент зенковку разных конструкций.
Это интересно: Что такое сверла HSS и их характеристики? Разновидности и советы по выбору.
Сам процесс зенкования очень прост: специальным резцом снимают фаску на отверстии. Чем больше металла снято, тем больше получается углубление. Форма зенковки обычно коническая. Здесь главное – соблюсти строгую центровку режущего элемента и отверстия: должна быть идеальная соосность. В противном случае будет наблюдаться смещение углубления относительно отверстия, и шляпка винта не сможет в него войти.
Чтобы выполнить операцию зенкования для получения фасок и для углублений, необходимо пройти следующие этапы технологического процесса:
- Измерить шляпку резьбового метиза, под который будет производиться углубление (имеются в виду как диаметр, высота, так и угол скоса, если шляпка имеет конструкцию под потай).
- Подобрать соответствующую зенковку и закрепить ее в сверлильном или токарном оборудовании.
- Строго соблюдая соотношение осей, закрепить напротив резца заготовку с отверстием.
- Включить сверлильное оборудование и выставить необходимое количество оборотов (если это позволяет схемотехника станка) или заведомо подобрать необходимый инструмент под параметры оборудования.
- Провести зенкование отверстия.
Зенкер. Назначение и виды инструмента
Зенкер – инструмент, предназначенный для получистовой обработки металла. Внешне представляет собой металлический вал с режущими поверхностями, напоминающий сверло. Он создан специально для металлообрабатывающей промышленности. Выпускается по ГОСТ 12489-71, ГОСТ 3231-71 или ТУ 2-035-923-83 в соответствии с разновидностью устройства.
По типу закрепления в патроне станка:
По особенностям конструкции:
По геометрической форме:
По направлению ленточек и канавок:
- правого вращения;
- левого вращения.
Цельные хвостовые зенкеры наиболее похожи на свёрла, но отличаются наличием большего количества режущих кромок. В их поперечном сечении насчитывает от 3 до 6 таких острых зубчиков. Для изготовления применяется быстрорежущие инструментальные стали Р9, Р18, а также легированные пластины с повышенной твёрдостью и износоустойчивостью ВК4, ВК6, ВК8, Т15К6. Допустимая скорость резания у моделей с твердосплавными вставками выше, что увеличивает их КПД.
Насадные зенкеры не имеют хвостика и крепятся с помощью оправки, для чего в теле инструмента предусмотрен паз.
В их поперечнике строго 4 зубца. Сама насадка иногда комплектуется съёмными рабочими лезвиями из твёрдых сплавов. Фиксируются резаки клиньями, и могут заменяться по мере надобности.
Конический зенкер похож на бур, рабочая часть инструмента сужается к его концу. Применяется для обработки наклонных круговых поверхностей. Изготовляются из легированной стали и металлокерамики.
Ленточки сверла-зенкера могут быть закручены в разных направлениях, соответственно выделяют профили правого и левого вращения. Зенкеры левого вращения применяются в токарных полуавтоматах, осуществляющих подачу материала с правой стороны.
Выбор разновидности зенкера напрямую обусловлен размером отверстия в заготовке и её материалом. При диаметре до 12 мм работают цельными зенкерами, начиная от 20 мм – зенкерами-насадками и инструментом со вставными легированными лезвиями. Когда требуется сделать более гладкие и крупные отверстия в станок устанавливаются комбинированные модели, где может быть до восьми острых зубчиков, при этом данные зенкеры опционально комбинируются со сверлами, развертками и другими сверлильно-режущими инструментами.
Отличие зенкерования от смежных операций
Зенкерование сходно с развёртыванием отверстий, режущие кромки инструмента снимают лишний материал со стеноктия, уменьшают шероховатость и увеличивают диаметр. Это получистовая операция, что значит, за ней следует ещё один этап обработки. Развёртывание – финишная процедура. Во время зенкерования устраняются дефекты сверления, штамповки и литья. В процессе можно немного откорректировать привязку, добиться лучшей соосности для будущего соединения. Точность удаётся повысить до 5, а иногда даже до 4-го класса.
При установке режима резания нужно помнить, что толщина удаляемого металла при зенкеровании равна половине припуска для заданного диаметра отверстия. Если сравнивать со сверлением, то подачу можно сделать больше в 1,5-2 раза, а скорость оставить такой же. Конкретные параметры резания рассчитываются по формулам, приводимым в нормативной литературе.
Так как зенкер обладает большей в сравнении со сверлом жёсткостью, из-за повышенного числа острых выступов, возрастает точность направления движения, а также качество обработки, гладкость и чистота поверхности. Для сравнения сверление даёт шероховатость 20 мкм и квалитеты 11–12, зенкерование – шероховатость 2,5 мкм, квалитеты 9–11, а развёртывание – шероховатость 0,25-1,25 мкм и квалитеты 6–9. Квалитетом называют точность изготовления детали, с увеличением его значения допуски растут, а точность падает. Если технологическим процессом для обработки изделия требуется и зенкерование и развёртка, то они производятся за одну установку и выверку заготовки на станке.
Зенкование и зенкерование нередко путают из-за похожести названий. На самом деле, зенкование имеет совершенно иную цель, и для него используется отличный инструмент, название которому зенковка.
При этом виде обработки создаются углубления для размещения крепежа заподлицо с поверхностью детали. Помимо снятия фасок, зенковку применяют для вырезания углублений конической формы. Ещё одним назначением будет зачистка и обработка выемок перед монтажом крепежа, это делается при помощи плоских или же торцевых зенковок, именуемых ещё цековками, что более грамотно.
Наибольшее распространение на рынке получили конические зенковки с рабочими углами в 90 и 120º, которыми создаются углубления, чтобы прятать шляпки болтов и винтов. В металлообрабатывающей промышленности находят своё применение и зенковки с плоским кончиком, служащие для зачистки выемок под крепежные элементы. Устанавливают зенковки в те же станки, что и другой инструмент для обработки отверстий для крепежа.
Виды и применение зенковок
При обработке деталей на сверлильных и токарных станках зенковка по металлу применяется для:
- Формирование в предварительно подготовленных отверстиях углублений конической или цилиндрической формы требуемой длины.
- Формирование опорных плоскостей возле отверстий.
- Съём фаски в отверстиях.
- Обработка отверстий под крепеж.
Часто можно встретить и термин «цековка», так называют инструмент, предназначенный для рассверливания углублений цилиндрической формы и опорных плоскостей.
По конфигурации режущей части встречаются следующие виды зенковок:
- Цилиндрической конфигурации.
- Конические зенковки.
- Торцовые инструменты.
По диаметру обрабатываемых отверстий зенковки подразделяются на:
- Простые (от 0,5 до 1,5 мм).
- Для отверстий диаметром от 0,5 до 6 мм. Выпускаются с предохранительным или без предохранительного конуса.
- Зенковки с конусным хвостовиком. Применяются для отверстий диаметром от 8 до 12 мм.
Цилиндрическая
Операция такого вида зачастую применяется практически в любом типе производства. Итогом становится выемка цилиндрической формы. Это идеальный выбор для винтов и болтов. А данные крепежные элементы в штатном формате распространены почти во всех конструкциях. Фактически это самая популярная и актуальная разновидность зенкования отверстий в металле.
Плоские и торцевые
Такой способ иногда называют цековкой. Особый финальный вид операции. Используется в уже готовых углублениях. Чтобы сами шляпки и иные метизы для сокрытия входили плотно и без зазоров. Для этого поверхность очищается. И тут нам и понадобятся эти разновидности.
По сути, цековка и зенковка – отличие небольшое. Просто это более узкая деятельность, который имеет такое название только при плоской или торцевой зачистке.
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Геометрические параметры
Чтобы правильно подобрать зенкер под конкретную задачу, нужно знать, с каким металлом он будет работать и что за параметры имеют основные элементы зенкера. Для цельнометаллических элементов цилиндрической формы предусмотрены следующие стандарты на геометрические параметры при обработке конкретных материалов:
- У деталей, выполненных из стали конструкционного назначения с отверстиями до 40.0 мм в диаметре, обработку последних проводят инструментом с диаметром рабочей части от 40 до 10 мм и количеством режущих кромок 3–4 единицы. Если диаметр достигает 80 мм, то резец должен быть в пределах 32–80 мм.
- У деталей, выполненных из металла, который был подвержен закалке, отверстия обрабатывают 4- и 3-лезвийными зенкерами с размером поперечного сечения от 50 до 14 мм.
- У деталей из чугуна либо металла цветного операцию зенкерования для глухих отверстий проводят перовым инструментом.
Это интересно: Основной цвет меди и ее оттенки. Отличия от других металлов
Рекомендации по применению конических элементов к типу металла, что должно соответствовать определенной геометрической форме конуса (имеется в виду угол), следующие:
- От 20 до 15 градусов угол можно применять, когда необходима обработка мягких марок стали и сплавов.
- От 10 до 8 градусов угол подойдет для работы, что предполагает зенковку металлов с твердостью средней величины либо деталей для отливок стальных.
- Угол в 5 градусов и ниже применим для зенковки заготовок из чугуна либо сталей высоколегированных.
Когда при помощи зенкера проводят чистовую обработку изделия, диаметр поперечника инструмента должен совпадать с тем диаметром, который должен получиться в итоге!
Зенкер чем отличается от сверла
Главная » Шуруповерт » Зенкер чем отличается от сверла
Зенкеры, зенковки, цековки, развертки.
Слесарное дело |
Зенкеры (рис. 3.34, а) предназначены для обработки отверстий в заготовках, полученных отливкой, штамповкой или предварительным сверлением. В отличие от сверла зенкер имеет большее число режущих кромок (три или четыре), что обеспечивает получение поверхностей с более высокими показателями точности и шероховатости.
По конструкции зенкеры бывают насадные и цельные и могут иметь различное направление угла спирали (правое, левое, прямое). Зенкеры изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава марок ВК6, ВК8, BKbM, ВК8В, Т5К10, Т15К6. Пластины из твердого сплава закрепляются в зенкере при помощи пайки или клинового крепление, что позволяет многократно использовать корпус зенкера. Рабочая часть зенкеров, изготовленных из быстрорежущей стали, имеет обратную конусность (по направлению к хвостовику) порядка 0,05… 0,1 на 100 мм длины рабочей части и соединяется с хвостовиком так же, как и у сверл, шейкой. Цельные зенкеры закрепляются непосредственно в коническом отверстии шпинделя станка, а насадные устанавливаются на специальную оправку, также имеющую конический хвостовик для установки в шпинделе станка.
В качестве режущей части насадных зенкеров используются многогранные твердосплавные пластины. Крепление таких пластин в корпусе насадного зенкера осуществляют механическим путем (рис. 3.35). Режущие пластины 1 закрепляются в корпусе 2 при помощи тяги 3, что позволяет производить замену пластин непосредственно на станке. Для этого достаточно сместить тягу 3, повернуть пластину следующей гранью или заменить ее на новую, снова закрепить тягу и продолжать работу. Возможность оснащения таких зенкеров пластинами из различных инструментальных материалов позволяет существенно расширить технологические возможности и производительность при зенкеровании.
Геометрические параметры режущей части зенкеров (см. рис. 3.34, б) выбираются в зависимости от условий обработки: главный угол в плане ф = 30… 60 передний угол у = 3… 30 ° для зенкеров из быстрорежущей стали,для зенкеров, оснащенных пластинами твердого сплава, этот угол составляет от 5 до -5°; задний угол а на главных режущих кромках составляет 8… 15 Выбор конструкции зенкера и материала рабочей части в значительной степени зависит от обрабатываемого материала и параметров обрабатываемого отверстия:
• зенкеры из быстрорежущей стали, имеющие три-четыре зуба и диаметр от 10 до 40 мм, применяются для обработки отверстий в заготовках из конструкционной стали;
• зенкеры, оснащенные пластинами из твердого сплава, имеющие три-четыре зуба и номинальный диаметр от 14 до 50 мм, используются при обработке отверстий в заготовках из труднообрабатываемых и закаленных сталей;
• зенкеры с насадными головками из быстрорежущей стали номинальным диаметром от 32 до 80 мм предназначены для обработки отверстий в заготовках из конструкционной стали;
• перовые зенкеры служат для обработки глухих отверстий в заготовках из чугуна и цветных металлов;
• для обработки глухих отверстий диаметром от 15 до 25 мм применяется специальный зенкер, у которого в корпусе выполнено специальное отверстие для подачи СОЖ в зону резания (рис. 3.36).
Изнашивание зенкеров (рис. 3.37) происходит по задним поверхностям, где образуются площадки с задним углом, равным нулю, и шириной h5; по передним поверхностям с образованием лунки; по ленточке с образованием поперечных проточин на длине Лл; по уголкам с образованием конических или цилиндрических участков hy. В качестве критерия износа зенкеров при обработке заготовок из стали принят износ зенкера по уголкам, равный 1,2… 1,5 мм, а при обработке заготовок из чугуна — 0,8… 1,5 мм. Затачивание и перетачивание изношенных зенкеров осуществляется, как правило, на специальном оборудовании в заточных цехах.
Зенковки и цековки
Зенковки и цековки (рис. 3.38) для обработки опорных поверхностей под крепежные винты в отличие от зенкеров имеют режущие зубья на торце и направляющие цапфы, которые обеспечивают нужное направление зенковок и цековок в процессе обработки. Цапфа вводится в предварительно просверленное отверстие, при этом оси отверстия и образованного зенковкой углубления совпадают. Зенковки для обработки отверстий под цилиндрические головки винтов изготавливаются с цилиндрическим и коническим хвостовиком. Зенковки с ципиндрическим хвостовиком (рис. 3.38, и) выпускаются диаметром 15; 18; 20; 22 и 24 мм: а зенковки с коническим хвостовиком (рис. 3.38, б) — диаметром 15; 18; 20; 22; 24; 26; 30; 32; 33; 34; 36 и 40 мм.
Зенковки для обработки конических углублений с углами 60, 90 и 120° (рис. 3.38, в, г) такие», изготавливают и с цилиндрическим, и с коническим хвостовиком. Зенковки с цилиндрическим хвостовиком изготавливают диаметром 8; 10; 12; 16; 20; 25 мм, а с коническим хвостовиком — диаметром 16; 20; 25; 31,5; 40; 50; 63 и 80 мм.
Для подрезания торцев приливов и бобышек в литых корпусных деталях применяются одно- и двухсторонние пековки (рис. 3.38, д, е) из быстрорежущей стали или оснащенные пластинами твердого сплава. Они крепятся на специальных оправках с помощью байонетного замка. Выпускаются цековки диаметром 25; 32; 40; 50; ЬЗ; 80 и 10С мм.
Развертки
Развертки (рис. 3.39) изготовляются цельными и насадными с коническим и цилиндрическим хвостовиком, оснащаются вставными ножами, впаянными пластинами из твердого сплава либо изготовляются из быстрорежущей стали. Развертки в отличие от сверла и зенкера имеют большее количество режущих кромок, что позволяет при обработке снимать слой материала небольшой толщины, составляющий десятые и даже сотые доли миллиметра. Припуски на развертывание выбираются по таблицам в зависимости от диаметра обрабатываемого отверстия Различают развертки для ручного и машинного развертывания, цилиндрические и конические. Развертки для ручного развертывания на конце цилиндрического хвостовика имеют квадратную часть, на которую устанавливают вороток для вращения развертки в обрабатываемом отверстии.
Конструктивно развертка для ручного развертывания состоит из рабочей части, хвостовика и шейки. Рабочая часть конуса включает в себя режущую часть (заборный конус и направляющий конус, который обеспечивает центрирование развертки в отверстии) и калибрующую часть, обеспечивающую получение отверстия с заданной точностью и шероховатостью обработанной поверхности.
Режущая часть заборного конуса развертки имеет угол при вершине 2ф. Для обработки вязких металлов этот угол составляет 12… 15°, а для обработки хрупких и твердых материалов — от 3 до 5°.
Твердосплавные развертки имеют угол при вершине 30… 45 Направляющий конус рабочей части развертки расположен под углом 45 э к ее оси. Задний угол а на режущей части составляет от 6 до 15°, на калибрующей части этот угол обычно равен нулю, а передний угол у — 0… 15 . Для хрупких материалов передний угол равен нулю, а для твердосплавных разверток он составляет от 0 до -5°. Ручные развертки используют, как правило, при обработке отверстий диаметром от 3 до 50 мм в материала;, невысокой твердости (конструкционные стали, цветные металлы). Конические развертки (рис. 3.40) применяются для развертывания конических отверстий и, как правило, работают в комплекте из двух трех штук.
Машинные развертки бывают цилиндрическими и коническими, насадными и цельными. Цельные машинные развертки предназначены для обработки отверстий диаметром от 3 до 100 мм, а для развертывания отверстий диаметром от 25 до 300 мм используются насадные развертки. И цельные (рис. 3.41, а, б), и насадные (рис. 3.41, в, г) развертки изготавливают из быстрорежущей стали или оснащают пластинами из твердого сплава. Конструкция и материал машинной развертки выбирается в зависимости от характера выполняемых работ, материала обрабатываемой заготовки и требований, предъявляемых к качеству обработанной поверхности.
dlja-mashinostroitelja.info
Чем отличается зенкование от зенкерования – объясняем простым языком
После завершения сверления металлической детали возникает необходимость сделать сложные геометрические углубления внутри детали для последующей установки в них различных крепежных элементов – болтов, винтов, заклепок. Для этого, а также при необходимости качественно обработать поверхность и снять фаски внутри детали берем зенковку. Данный инструмент может быть различной формы. Ее можно подбирать, ориентируясь на конечный результат. На сегодняшний день различают конические, цилиндрические или торцевые (плоские) зенковки. Последние иногда носят названия цековки, а зенкование отверстий, как технологический процесс, может называться цекованием.
Работа зенковки
Зенковки цилиндрического типа необходимы для получения отверстий соответствующей формы в просверленных гнездах для последующей установки в них болтов и винтов различного типа. Зенковка имеет две части – рабочую поверхность и хвостовик, а также специальный направляющий пояс (цапфу), который необходим, чтобы обеспечивать контроль соосности инструмента в процессе работы над поверхностью металлической детали.
Конические зенковки имеют аналогичную составляющую, которая включает в себя хвостовик и рабочую часть с поясами, они обеспечивают соосность при работе.
Такие зенковки, как правило, используют при создании отверстий в виде конуса внутри детали, снятия фасок и для углублений под болты, различные плоские шайбы или упорные кольца. Наибольшее распространение получили зенковки с конусным углом в 90 или 120 градусов. Торцевые или плоские цековки применяются преимущественно для зачистки и обработки металлических углублений для установки крепежных элементов. Все зенковки различаются между собой диаметром, углом и режимами работы. Зенкование, как и зенкерование, осуществляется на сверлильных, агрегатных, фрезерных и токарно-фрезерных станках.
Зенкерование – это процесс расширения и обработки просверленных металлических отверстий штампованного или литого типа, который позволяет придать им строгую геометрическую форму. Зенкерование отверстий является промежуточным процессом, который чаще всего нужен после сверления и до металлического развертывания. С помощью качественного оборудования и инструмента можно добиться получения геометрических отверстий четвертого, а иногда и пятого класса точности. Инструмент для зенкерования называется зенкером.
Зенкер по металлу
Зенкеры бывают нескольких типов и различаются по количеству зубьев (трех- или четырехперые), а по конструкции могут быть цельными, вставными или насадными. От обычного сверла зенкеры отличаются увеличенной перемычкой, которая соединяет режущие кромки, срезанным углом, а также наличием большего количества режущих зубьев-кромок. Они позволяют обеспечить устойчивость инструмента в процессе работы и максимально точную соосность зенкера и обрабатываемого отверстия.
Зенкерование
Применение зенкеров определенного типа напрямую зависит от диаметра отверстия в обрабатываемой заготовке. Так, для отверстий, диаметр которых менее 12 мм, нужны цельные зенкеры, для отверстий свыше 20 мм – зенкеры вставного типа (со вставными ножами). При необходимости получить более точные и сложные поверхности используются комбинированные типы, в которых может быть до восьми режущих кромок, при этом зенкеры сборного типа могут дополнительно комбинироваться со сверлами, развертками и другими инструментами.
Развертывание отверстий – это сложный технологический процесс чистовой обработки металлических отверстий на фрезерном оборудовании, который выполняется после процессов сверления и зенкерования. С помощью развертывания удается добиться высокого класса точности. Оно производится на ручных и автоматизированных сверлильных или токарно-фрезерных станках с ЧПУ или с ручным управлением. Инструмент, который применяется при развертывании, называется развертка.
По типу обработку развертки могут быть ручными или механическими (машинными), а по форме – конусообразными или цилиндрическими. Инструмент состоит из трех частей с калибрующей частью и режущими кромками, которые равномерно или неравномерно распределяются по окружности. Как правило, развертки используются комплектом по три штуки, это необходимо для выполнения поочередно черновой, получистовой и чистовой обработки. В таком случае удается добиться максимального эффекта при обработке поверхности.
При развертывании также широко применяется комбинированный тип инструмента, в который входит зенкер, зенковка, развертка, сверло и другие элементы. Комбинация инструментов позволяет существенно сократить время на получение отверстие нужной формы, класса точности и шероховатости. Сверление, как и зенкерование, и развертывание, можно называть схожими технологическими процессами в определенных режимах работы. Они выполняются на схожих видах ручного и механического оборудования.
tutmet.ru
Чем отличается зенкование от зенкерования
Зенкерование и зенкование представляют собой технологические операции, предназначенные для обработки отверстий. Несмотря на схожесть названий, данные операции отличаются по своему назначению и применяемому технологическому инструменту. Зенкерование и зенкование представляют собой различные операции по обработке отверстий. Зенкерование предназначено для улучшения качества поверхности отверстий, выполненных методами сверления, литья или обработки давлением. В отличие от зенкерования, зенкованием получают углубления в отверстиях под потайные крепежные элементы. Инструментом для операций зенкерования служат зенкеры, а для зенкования — конические и цилиндрические зенковки.
Назначение и особенности зенкерования
Назначением зенкерования является улучшение точности и шероховатости отверстий. Данная операция относится к этапу получистовой обработки и располагается в технологическом процессе между сверлением и развертыванием. Кроме улучшения качества поверхности, выполненной сверлением, зенкерование применяют также для обработки отверстий, полученных в результате литья и обработки давлением. Инструментом для операций зенкерования является зенкер, вид которого внешне напоминает сверло. Благодаря большему по сравнению со сверлом количеству режущих кромок, с помощью зенкера достигается повышенная чистота обрабатываемой поверхности. Наличие 3-4 режущих кромок обеспечивает плавное распределение усилий в зоне контакта инструмента и обрабатываемой детали. Также зенкер отличается от сверла оригинальной геометрией режущей части, что обусловлено необходимостью обработки уже существующих отверстий без съема материала в продольном направлении.
Назначение и особенности зенкования
Зенкование предназначено для получения на торцах отверстий гнезд для потайного размещения головок крепежных элементов. Данные углубления, которые могут иметь цилиндрическую либо коническую форму, обрабатываются соответственно коническими или цилиндрическими зенковками.
Геометрия цилиндрической зенковки напоминает зенкер, а рабочая часть конической зенковки вместо спиральных режущих кромок имеет зубчатые. В конструкции цилиндрической зенковки должен быть предусмотрен направляющий поясок. Конические зенковки также применяются для зачистки острых кромок и снятия фасок.
Оборудование
Операции зенкерования и зенкования выполняются на том же технологическом оборудовании, что и сверление. Таким оборудованием может выступать сверлильный станок или универсальный обрабатывающий центр. Также существует возможность зенкования и зенкерования с использованием токарного станка. Выполнять данные операции с помощью ручного инструмента не рекомендуется в связи с невозможностью обеспечения необходимой точности его позиционирования.
Чем отличается зенкование от зенкерования
www.kakprosto.ru
Зенкерование и развертывание отверстий
Операции механической обработки заготовок на токарных станках редко становятся финальными в технологическом процессе. Создание отверстий – это основной этап в получении необходимой формы детали. Но за ним, как правило, следует этап доработки. Отчасти это мероприятия чистовой коррекции, но иногда применяются и методы базового изменения параметров выполненного реза. К таким операциям относят зенкование и развертывание отверстий, в результате чего оператор получает оптимальную по характеристикам заготовку. Во-первых, подготовленное углубление обретает необходимые размеры, а во-вторых, его кромки и поверхности очищаются от лишних заусенцев и стружки.
Какие задачи решает зенкерование?
К процедуре зенкерования допускаются отверстия разного происхождения. Это могут быть литые, штампованные или просверленные ниши, над которыми в дальнейшем будет работать мастер по зенкерованию. В чем же заключается суть данной операции? У нее могут быть две цели. Как минимум будет обеспечена зачистка поверхностей отверстия. Это особенно важно в тех случаях, если предварительно выполняется грубое сверление и развертывание отверстий, кромки которых нуждаются в доработке. В зависимости от качества формирования отверстия может применяться получистовое или чистовое зенкерование. В результате меняется и степень сглаживания рабочих поверхностей. Еще более ответственна задача калибровки. В этом случае мастер не ограничивается зачисткой и корректирует параметры отверстия, например глубину и толщину. Потребность в таких действиях возникает, если изначально полученное отверстие не подходит по размерам к целевой шпильке, винту или другой крепежной детали. После зенкерования как раз выполняется нарезка резьбы в соответствии с размерами метиза.
Что представляет собой зенкер?
Это режущий инструмент, конструкция которого формируется функциональной обрабатывающей частью и хвостовиком-державкой. Внешне некоторые виды зенкера напоминают сверла, но они гораздо прочнее. И еще более важная разница заключается в наличии как минимум трех режущих кромок, обеспечивающих более эффективный съем лишней массы металла. Кстати, этим отличается и развертывание отверстий, для которого иногда требуется интенсивная ликвидация стружки с целью достижения более точной формы заготовки. Но у зенкера несколько режущих кромок также выступают в некотором роде стабилизатором инструмента. Этот аспект гарантирует обеспечение равномерности обработки кромок, что сказывается на точности выполнения операции. Впрочем, качество результата будет зависеть и от того, насколько правильно был выбран тип инструмента.
Разновидности зенкеров
Простейшие конические модели зенковок состоят из резчика и хвостовика. Угол конуса в рабочей части может варьироваться от 30 до 120 °. Более сложной вариацией инструмента является резчик с торцевыми зубцами. Количество зубьев в среднем составляет от 4 до 8. Соответственно, чем точнее требуется зенкерование, тем меньше должна быть поверхность резчика. Также существуют цилиндрические устройства, в которых предусмотрена направляющая цапфа. Она входит в формируемые отверстия, обеспечивая, таким образом, совпадение образованного цилиндрического углубления и оси отверстия. Это универсальная техника, при которой сверление, зенкерование и развертывание отверстий производятся инструментом единой формации. В итоге упрощается цикл формирования отверстия и повышается качество очистки прилегающих поверхностей. Почти все модели зенкеров изготавливаются из инструментальных легированных и углеродистых сталей.
Техника выполнения зенкерования
Обычно зенкерование выполняется на сверлильных станках. Так же как и сверла, зенкеры устанавливаются в соответствующих патронах или зажимных механизмах. Далее выходные части отверстий обрабатываются коническими зенковками. По этой технике формируются конусные углубления, подходящие для головок заклепок и потайных винтов. Углубления для болтов производятся таким же образом, но уже цилиндрическими зенковками. Данным инструментом также выполняют подрезку торцов, выборку углов и выступов. И зенкерование, и развертывание отверстий на станке контролируются оператором. В современных моделях пневматических и электрических станков допускается возможность обработки в полуавтоматическом и автоматическом режимах. Станки с программным управлением могут использовать аналогичные настройки обработки зенкерами для серийного обслуживания деталей.
Назначение операции развертывания
Операция развертывания во многом схожа с зенкерованием. Она также рассчитана на формирование оптимальных по размерам отверстий с возможностью коррекции формы. Но если зенкеры подготавливают отверстия для последующего использования заклепок и болтов, то развертывание позволяет получать точные калиброванные ниши для валов, плунжерных деталей и подшипников. Также развертывание отверстий позволяет минимизировать трение в обрабатываемой зоне и обеспечивать высокую плотность контакта между элементами. Эти задачи достигаются за счет сокращения шероховатости поверхностей отверстия.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Машинные и ручные развертки
Развертывание может выполняться ручным и машинным способом, то есть на тех же станках. Инструмент, применяемый для ручных операций, отличается удлиненной рабочей частью. Диаметр обратного конуса в данном случае варьируется от 0,06 до 0,1 мм в среднем. Для сравнения, станочные развертки имеют толщину конуса от 0,05 до 0,3 мм. С помощью ручного развертывания можно получать отверстия диаметром от 3 до 60 мм. При этом степень точности будет невелика. Машинный инструмент ориентируется под определенные типоразмеры, зачастую по спецзаказам. Например, развертывание отверстий в деталях для строительных конструкций может выполняться в соответствии с техническими данными по конкретному проекту. К преимуществам такого способа относят высокую точность резки, качественную зачистку и отсутствие деформационного эффекта.
Выполнение развертывания
Машинное развертывание выполняется по тем же принципам, что и зенкование. Инструмент фиксируется в патроне, а затем направляется в обрабатываемую зону станком. Единственным отличием являются более высокие требования к охлаждению рабочей оснастки в процессе работы и смазке отверстий. В качестве смазывающего состава используют минеральное масло, скипидар и синтетические эмульсии. Иначе выполняется ручная обработка отверстий. Развертывание такого типа предполагает изначальную фиксацию заготовки в тисках. Далее в отверстие вставляется наконечник развертки и путем кручения воротка достигается результат. Причем вращать инструмент можно только в одном направлении – до формирования необходимых параметров изделия.
Заключение
Механическая обработка металлов постепенно уступает место технологичным лазерным и термическим методам. Также конкуренцию традиционным способам резки составляет гидроабразивная техника, отличающаяся высокой скоростью раскроя и точностью. Что на этом фоне могут предложить в качестве преимуществ зенковка, а также развертывание отверстий? В первую очередь это возможность ручной обработки без применения сложного оборудования в виде станков. Кроме того, в отличие от гидроабразивов и термических аппаратов, данные технологии не требуют подключения дополнительных расходных материалов. Поэтому можно говорить о преимуществах экономического, организационного и эргономического характера. Но качеством обработки и темпами производственного процесса, конечно, придется пожертвовать.
fb.ru
определение зенковки в «Свободном словаре»
1. Отверстие с увеличенной верхней частью, чтобы головка винта или болта находилась на одном уровне с поверхностью или под ней.
2. Инструмент для проделывания такого отверстия.
тр.в. потайной (-sŭngk′), потайной , зенковки
1. Для изготовления зенковки на или внутри.
2. Для ввинчивания (винта или болта) в зенковку.
Словарь английского языка American Heritage®, пятое издание. Авторские права © 2016, издательство Houghton Mifflin Harcourt Publishing Company. Опубликовано издательством Houghton Mifflin Harcourt Publishing Company. Все права защищены.
зенковка
(ˈkaʊntəˌsɪŋk)
vb ( tr ) , -раковины , -углубление , -углубление или -углубление
1. (Здание) для увеличения верхней части (отверстия) в древесине, металле и т. д., чтобы головка болт или шуруп можно утопить под поверхностью
2. (Строительство) вбить (винт) или утопить (болт) в такое увеличенное отверстие называется: зенковка инструмент для зенкерования
4. (Building) углубление или отверстие с потайной головкой
Collins English Dictionary – Complete and Unabridged, 12th Edition 2014
прилавок•раковина
(ˈkaʊn tərˌsɪŋk)
v. -утопленный, -утопленный, -утопленный,
сущ. в.т.
1. для увеличения верхней части (отверстия) для установки головки винта или болта.
2. для установки головки (винта или болта) на одном уровне с поверхностью или ниже нее.
н.
3. инструмент для зенкерования отверстий.
[1810–20]
Random House Словарь колледжа Кернермана Вебстера, © 2010 K Dictionaries Ltd. Авторские права Random House, Inc., 2005, 1997, 1991. Все права защищены.
зенковка
Причастие прошедшего времени: зенковка
Герундий: зенковка
ИмперативНастоящееПретеритеНастоящее НепрерывноеНастоящее СовершенноеПрошедшее ДлительноеПрошедшее СовершенноеБудущее Будущее СовершенноеКонтинуальноеНастоящее Совершенное НепрерывноеПастивное0005
| Imperative |
|---|
| countersink |
| countersink |
| Present |
|---|
| I countersink |
| you countersink |
| he/she/it countersinks |
| we countersink |
| ты зенкуешь |
| они зенкуют |
| претерит |
|---|
| я зенкерую |
| you countersank |
| he/she/it countersank |
| we countersank |
| you countersank |
| they countersank |
| Present Continuous |
|---|
| I am countersinking |
| вы зенкеруете |
| он зенкерует |
| мы зенкеруем |
| you are countersinking |
| they are countersinking |
| Present Perfect |
|---|
| I have countersunk |
| you have countersunk |
| he/she/it has countersunk |
| we have потайной |
| у вас потайной |
| у них потайной |
| прошедшего непрерывного |
|---|
| I was countersinking |
| you were countersinking |
| he/she/it was countersinking |
| we were countersinking |
| you were countersinking |
| they were countersinking |
| Past Идеальный |
|---|
| У меня был потайной |
| у тебя был потайной |
| у него/она был потайной |
| we had countersunk |
| you had countersunk |
| they had countersunk |
| Future |
|---|
| I will countersink |
| you will countersink |
| he/she/it will countersink |
| мы будем зенковать |
| вы будете зенковать |
| они будут зенковать |
| Future Perfect |
|---|
| I will have countersunk |
| you will have countersunk |
| he/she/it will have countersunk |
| we will have countersunk |
| you will have countersunk |
| they will |
| Future Continuous |
|---|
| Я буду зенковать |
| ты будешь зенковать |
| he/she/it will be countersinking |
| we will be countersinking |
| you will be countersinking |
| they will be countersinking |
| Present Perfect Continuous |
|---|
| I have been |
| вы зенковали |
| он/она зенковали |
| мы зенковали |
| you have been countersinking |
| they have been countersinking |
| Future Perfect Continuous |
|---|
| I will have been countersinking |
| you will have been countersinking |
| he/she /это будет зенкерование |
| мы будем зенкерование |
| вы будете зенкерование |
| they will have been countersinking |
| Past Perfect Continuous |
|---|
| I had been countersinking |
| you had been countersinking |
| he/she/it had been countersinking |
| we had зенковали |
| вы зенковали |
| они зенковали |
| условно |
|---|
| I would countersink |
| you would countersink |
| he/she/it would countersink |
| we would countersink |
| you would countersink |
| they would countersink |
| Прошедшее Условное |
|---|
| У меня было бы потайное |
| у тебя было бы потайное |
| у него/нее было бы потайное |
| У нас было бы countersunk |
| У вас будет countersunck |
| . У них будет Grilters |
. Шурупы
Зенковки бывают разных размеров и размеров в зависимости от проекта, используемых шурупов и личных предпочтений. Для мебели для хозяйственных магазинов или других быстрых и грязных проектов — особенно временных предметов — мы часто не заботимся о винтах. Они могут быть видны или нет, гордиться поверхностью или нет; иногда это просто не имеет значения.
Но для большей части нашей работы, если винт должен быть виден, мы хотим, чтобы он хорошо выглядел, был установлен гладко и по возможности заподлицо с окружающей поверхностью. Конечно, вы можете принудительно вкрутить шуруп с плоской головкой заподлицо, но это почти всегда рвет волокна на поверхности дерева и выглядит ужасно. В твердой древесине вы, возможно, даже не сможете установить винт заподлицо. Здесь на помощь приходит зенкерование (или его близкий родственник — зенкерование). Когда вы закрываете пилотное отверстие зенкером, головка шурупа идеально садится: все ее поверхности соприкасаются с деревом с одинаковым усилием, обеспечивая прочное крепление. и чистый вид.
Вы можете спрятать шурупы с плоской головкой с помощью дюбелей, если просверлите зенковку достаточно глубоко, чтобы их можно было вклеить поверх шурупа. Когда мы хотим, чтобы эти винты полностью исчезли, зенковка с глубокими отверстиями подходящего размера может принять деревянную пробку, которую затем можно обрезать и отшлифовать заподлицо для получения гладкой поверхности и акцентированного внешнего вида. Выполнение этих и других задач является работой специального зенковщика. Но их много: однокомпонентное сверло или комбинация сверла и зенковки, с одной канавкой или с несколькими канавками (или вообще без канавки) и широкий диапазон углов фаски затрудняют выбор. Как и почти во всех работах по дереву, зенкеры работают лучше всего, когда они правильно подобраны для выполняемой работы.
Рифленые насадки имеют одну или несколько режущих кромок, зенкеры с поперечными отверстиями имеют наклонное отверстие на конце, которое действует как режущая кромка. Цельные зенкеры бывают двух основных разновидностей, наиболее широко известными из которых являются рифленые зенкеры, которые имеют короткий хвостовик с удлиненным цилиндром, увенчанным коническим наконечником. (Форма всегда напоминает мне старый командный модуль Apollo.) Наиболее типичная рифленая зенковка имела четыре режущих кромки на конусе, хотя цельные рифленые зенкеры сегодня чаще имеют нечетное количество режущих кромок — обычно одну или пять. .
Рифленые зенкеры бывают нескольких размеров и могут прорезать конические отверстия, предназначенные для винтов с головками разных размеров. Сначала просверливается пилотное отверстие для винта, а затем зенкеруется отверстие, чтобы винт с плоской головкой сел заподлицо с рабочей поверхностью. Всегда лучше использовать зенкер с диаметром тела, точно соответствующим диаметру головки винта; использование слишком узкого не создаст достаточно большую зенковку, чтобы принять головку винта, а использование слишком широкого рискует создать зенкер размером с кратер, который полностью проглотит винт.
Недавно появившийся цельный зенкер, называемый зенковкой с перекрестными отверстиями, не имеет канавок. Вместо заостренных режущих кромок в долоте имеется отверстие, просверленное в конусе под углом. Когда сверло вращается, задняя кромка отверстия делает разрез. Используемые так же, как и рифленые сверла (сначала пилотное отверстие, затем зенковка), зенкеры с поперечными отверстиями режут очень плавно и быстро удаляют материал, а также они превосходно удаляют стружку во время сверления. Эти сверла обычно стоят немного дороже, чем их рифленые собратья.
Наиболее распространенные углы фаски составляют 82° и 90°, но большинство винтов имеют угол 82°, поэтому этот угол следует использовать в большинстве проектов. Доступны зенкеры с конусами, формирующими шесть различных углов фаски — 60°, 82°, 90°, 100°, 110° и 120° — предназначенных для соответствия углу головки винта.
Винты с головкой под углом 90° изготовлены в соответствии со стандартом ISO; они обычно метрические и гораздо более распространены за границей. Наиболее признанным в Северной Америке является унифицированный стандарт резьбы 82°, который соответствует практически всем шурупам для деревообработки, с которыми вы можете столкнуться в США и Канаде. Тем не менее, оба стандарта зенкеров легко доступны здесь.
Поскольку велика вероятность того, что вы будете использовать только винты с головкой 82°, имеет ли значение, какую зенковку вы покупаете и используете? Ну, это зависит. При зенковке под углом 90° из-за разницы в 8° самая нижняя часть головки шурупа сначала соприкасается с деревом, оставляя стороны и верхнюю часть шурупа без опоры. Винт необходимо затянуть еще больше, чтобы остальная часть головки соприкасалась с зенковкой, создавая большее усилие на древесине внизу. По сути, то, что вы делаете, это принудительно удлиняет зенковку, перекручивая винт. С зенкером 82° все поверхности головки шурупа соприкасаются с деревом одновременно и с одинаковым усилием.
Здравый смысл подскажет, что правильно подобрать винт к зенкеру. Это особенно верно для твердой древесины, так как затягивание винта сильнее, чтобы правильно посадить винт в зенковку, создает большую нагрузку на головку — попробуйте сделать это с латунным винтом, и головка, скорее всего, отломится. Для твердой древесины лучше всего подходит зенковка. Однако для мягкой древесины при посадке шурупа 82° в зенкер 90° создается не так много напряжения, и разница может быть незаметна.
Зенкерование коронок, которые я описал выше, состоит из двух этапов: сначала пилотное отверстие, а затем зенкерование. Это эффективно, но требует времени. Однако большое разнообразие комбинированных зенкеров выполняет обе задачи одновременно. Имея несколько названий — сверла с зенковкой, зенкеры с пилотным винтом и зенкеры с направляющей — это лишь некоторые из них — эти сверла оборачивают рифленую зенковку вокруг регулируемого сверла. (Для них не используются зенкеры с крестообразным отверстием.)
Редко можно найти плоские стальные зенковки старого образца, но они отлично подходят для быстрого сверления зенкеров (хотя и неэффективно). Первоначальная идея для них возникла несколько лет назад с пилотируемыми зенковками, сделанными из цельного куска плоской стали с закрученными концами, образующими хвостовик.
Они были похожи на наконечники стрел. В них не было ничего регулируемого — у вас либо был правильный размер, либо нет — и на отверстия и зенковки, которые они делали, было не на что смотреть, но они делали свою работу быстро и за один шаг. Они продавались тысячами, и велика вероятность, что у любого, кто занимался деревообработкой в течение нескольких десятилетий, где-то на дне ящика с инструментами гремит парочка.
Откидные зенкеры имеют два конца: один конец используется для сверления направляющей опоры и установки зенковки, а другой конец используется для закручивания винта. Сегодняшние версии дают лучшие результаты и гораздо более универсальны. Стили различаются, но каждый из них работает в основном одинаково.
Каждая зенковка на самом деле представляет собой комбинированный инструмент и состоит из отдельного сверла, центрируемого в сквозном отверстии в корпусе зенковки и удерживаемого на месте с помощью установочного винта или цангового действия корпуса зенковки. Сверла могут быть прямыми или коническими, их длина сверления регулируется простым ослаблением установочного винта или цанги, перемещением сверла на нужную длину и повторным затягиванием.
Большинство этих зенкеров можно использовать со стопорным кольцом, которое устанавливает глубину зенковки, и большинство из них поставляется в наборах, которые включают в себя соответствующие зенкеры различных размеров и сверла для крепления используемых винтов.
Почти каждый крупный производитель инструментов, который предлагает сверла (а также некоторые, которые их не предлагают), выпускает базовые недорогие комбинированные зенкеры этого типа. Многие из них выполнены в стиле «флип» с двусторонним резаком. Когда он защелкивается на приводном корпусе в режиме зенкерования, вы можете сверлить как пилотное отверстие, так и зенковать. Отщелкните зенкер, переверните его и защелкните обратно, чтобы обнажить соответствующую отвертку для установки винта.
Современные зенкеры включают коническую зенковку Rockler Pro, зенкер CleanStop от Woodworker’s Supply и Jack Rabbit от Jack Rabbit Tool.
Каждый из них имеет уникальные особенности. Pro Tapered поставляется в комплекте из трех полных комбинаций зенкеров, размер которых подходит для винтов № 6, № 8 и № 10.
Сверла красиво сужаются, чтобы соответствовать профилю традиционных шурупов для деревообработки, и каждое сверло имеет уплощенный хвостовик для надежной фиксации с помощью установочного винта. Ограничитель глубины с двумя установочными винтами входит в комплект каждой насадки, и эти зенкеры имеют самый большой основной хвостовик 3/8 дюйма 9.0005
Для режущего действия предусмотрены две удлиненные канавки, которые проходят вверх по корпусу зенковки и помогают выбрасывать стружку через ограничитель глубины. Набор из трех частей продается примерно за 60 долларов, но каждая зенковка также продается по отдельности, также доступны зенковки № 5 и № 12.
CleanStop использует аналогичную пару длинных канавок для выброса стружки, но использует прямые сверла вместо конических. В комплект входят четыре комбинированных зенкера под винты № 6, № 8, № 10 и № 12, но включены только два ограничителя глубины: они должны быть общими для четырех зенкеров. Ограничители глубины уникальны и состоят из двух частей с полимерным колпачком, прикрепленным к передней части металлического ограничителя. Колпачок свободно вращается, но останавливается при контакте с заготовкой, чтобы не повредить или не прожечь рабочую поверхность. Основной хвостовик имеет шестигранную форму 1/4 дюйма. Набор из четырех частей продается примерно за 60 долларов, но зенкеры также продаются по отдельности.0005
Набор Jack Rabbit включает те же четыре размера, что и CleanStop, но использует один корпус. Каждая зенковка представляет собой отдельную цангу, которая ввинчивается в приводной корпус, затягивая сверло по мере его установки на место. Деловые концы имеют четыре коротких канавки, которые при обычном использовании не выходят за ограничитель глубины. Одиночный латунный ограничитель глубины входит в комплект приводного корпуса.
Зенковка Jack Rabbit представляет собой «быстросменную» комбинацию, в которой используются отдельные приводные хвостовики с крестообразным и квадратным хвостовиками. При использовании вы просверливаете направляющее отверстие и зенкуете, затем просто отрываете приводной корпус от хвостовика и быстро вкручиваете винты домой одним-двумя действиями. Набор, который включает в себя пару ключей для затягивания цанговых фрез, два двусторонних хвостовика и намагничивающее кольцо для отверток, продается примерно за 50 долларов по состоянию на 2010 год. Все три набора включают футляр для хранения, а также Шестигранные ключи. Сменные сверла доступны для всех.
Специальная зенковка вместе с закругленной шиповой фрезой и сверлом создает идеальное соединение врезных и шиповых соединений. Хотя во многих столярных мастерских не всегда есть большой спрос на него, есть специализированная зенковка для изготовления деревенской бревенчатой мебели с круглыми врезными и шиповыми столярными изделиями.
После того, как отверстие (паз) просверлено для приема круглого шипа компонента мебели, эти клиновидные зенкеры легко сужают верхнюю часть паза, чтобы точно соответствовать конической форме типичных круглых шипов. Врезное и шиповое соединение идеально подходят для очень прочного соединения. Эти зенкеры обычно используются с мощным сверлом.
Вы можете сделать основные зенкеры с помощью ручного инструмента, все, что они представляют собой — это удобная ручка с зенковкой, закрепленной на одном конце. Однако не для всех зенкеров требуется дрель. Ручные зенкеры состоят из рукоятки, похожей на ручку отвертки, с отдельными зенкерными насадками, которые защелкиваются спереди. Сначала просверлите отверстие, а затем, сделав несколько поворотов, вы получите базовую зенковку без излишеств, готовую принять винт. Они отлично подходят для того, чтобы держать их под рукой или спрятать в ящике для инструментов, чтобы быстро сделать одну или две зенковки, не тратя время на то, чтобы принести дрель и обычные зенкеры. Однако эти ребята требуют немного мышечной силы, и ваше запястье получит свою нагрузку, если вы сделаете несколько десятков зенковок в дубе одним из них. Но для быстрой одноразовой зенковки они не могут быть превзойдены.
Большинство современных насадок с пилотным управлением регулируются по глубине и имеют съемные насадки для легкой очистки, заточки и замены. Самое главное, о чем следует помнить при использовании зенковки, — это правильно подобрать размер используемого винта. Это касается всех аспектов как пилотного отверстия, так и самой зенковки. Слишком большая зенковка проглотит головку шурупа в месте, похожем на кратер размером с луну; слишком маленькая зенковка не подойдет к головке шурупа, а принудительное закручивание шурупа может разорвать древесные волокна вокруг зенковки.
Если вы не просверлите зенкер достаточно глубоко, винт останется над поверхностью; зайти слишком глубоко, и винт будет сидеть слишком мелко. По мере использования вы быстро освоитесь с конкретными зенковками, но до тех пор будет разумно отрегулировать все ваши настройки (глубина сверла, размер зенковки, расположение ограничителя глубины) и сделать тестовое сверло в куске металлолома, прежде чем сверлить настоящую. заготовка.
При зенкеровании скорость не всегда является вашим другом. Слишком быстрое сверление может привести к слишком глубоким или слишком большим зенковкам, особенно в мягкой древесине. Высокая скорость также является одной из основных причин «дребезга», зенковки с неровным краем и волнистой внутренней поверхностью. Логично, что для традиционных конических шурупов по дереву лучше всего использовать зенкер с коническим сверлом. Прямые шурупы для дерева, такие как вездесущие черные шурупы из домашнего центра, оптимально работают с прямыми сверлами. Однако в большинстве случаев, за исключением самых твердых пород дерева, типы сверл, используемых в зенкерах, взаимозаменяемы. В мягкой древесине разница незначительна.
Внимательно следите за сверлами в комбинированных зенкерах. Как и любые биты, они неэффективно режут, когда тупые. Удалите их по мере необходимости и замените. Практически все производители зенкеров изготавливают сменные насадки, которые легко заменяются. То же самое касается режущих кромок самой зенковки. Заточите их по мере необходимости или замените. Опять же, все производители предлагают замену. (В некоторых случаях сменные фрезы продаются вместе с новыми сверлами.)
Одним из самых больших преимуществ хорошей зенковки является возможность просверлить пилотное отверстие и соответствующую зенковку и одновременно поместить их на дно более глубокого отверстия, в которое можно установить деревянную пробку. . Эти глубокие зенковки иногда называют «зенковками», но технически это не совсем точно.
Вы можете легко сделать глубокую зенковку, установив ограничитель глубины зенковки, чтобы зенкер мог глубже просверлить рабочую поверхность. Обязательно измерьте размер дюбеля, чтобы убедиться, что корпус зенковки сделает отверстие нужного размера. Точно так же тщательно устанавливайте ограничитель глубины. Как упоминалось ранее, быстрое пробное сверление в ломе всегда является хорошей идеей при корректировке наборов зенкеров.
Говоря об ограничителях глубины, будьте осторожны с ними. Нет необходимости вбивать эту зенковку в заготовку до тех пор, пока ограничитель глубины не остановится. Все, что вы получите, это испорченная поверхность. И если вы не прекратите сверление достаточно быстро, ограничитель глубины вращения может легко прожечь деревянную поверхность вдобавок… еще одна причина избегать высокоскоростного зенкования. Самый эффективный способ сделать зенковку — это не спешить и уменьшать скорость сверления по мере приближения упора к поверхности. Когда он едва коснется дерева, все готово. Вполне вероятно, что после того, как вы привыкнете к тому, как работает тот или иной зенкер, вы оставите ограничитель глубины в его корпусе. После того, как вы привыкнете, вы сможете инстинктивно определить правильную глубину.
Есть еще одна задача, в которой превосходно справляются зенкеры, и это не имеет никакого отношения к дереву: это самый быстрый и эффективный способ удалить заусенцы из только что просверленного отверстия в металле. Вы можете подумать, что в столярной мастерской нет большого спроса на это, но подумайте еще раз. Сверление отверстий в петлях, металлических уголках, компонентах приспособлений, чугуне для крепления к столу, кронштейнах для полок и т.п. — все это оставляет неприглядный — и опасно острый — заусенец по краю отверстия. Одно быстрое касание зенковкой удаляет этот заусенец. Однако лучше не использовать для этой задачи обычные столярные зенкеры. Вместо этого возьмите пару дешевых цельных рифленых зенкеров специально для этой цели. (Они делают дорогие зенкеры для сверления отверстий по металлу, но для периодического удаления заусенцев подойдут самые дешевые, которые вы сможете найти.) Держите их вместе со сверлами, которые вы обычно используете для металла, и вы не ошибетесь.
Зенковка Определение и значение — Merriam-Webster
1 из 2
столешница · раковина
ˈkau̇n-tər-ˌsiŋk
переходный глагол
1
: сделать зенковку в (отверстии)
2
: установить головку (чего-либо, например, шурупа) на или ниже поверхности 90
2 из 2
1
: долото или сверло для изготовления воронкообразного расширения на внешнем конце просверленного отверстия
2
: расширение, выполненное зенкером
Иллюстрация зенкерования
- зенкер 1
Примеры предложений
Последние примеры в Интернете
Конструкция выдвижного ящика Отверстие и зенковать соответствующие направляющие отверстия в частях выдвижного ящика и привинтить коробку [15].
Нил Барретт, 9 лет0716 Популярная механика , 5 июня 2021 г.
Используйте комбинированное сверло /зенкер , чтобы просверлить направляющие отверстия в полке и верхней части, затем закрутите винты, чтобы закрепить их на месте [12/13].
Нил Барретт, Popular Mechanics , 5 июня 2021 г.
С помощью сверлильного станка и долота диаметром 5/32 дюйма пробурите и раззенкуйте направляющих отверстий в каждом блоке.
Нил Барретт, 9 лет0716 Популярная механика , 14 нояб. 2020
Прикрепите ножки: Удерживая каждую заднюю ножку на месте, просверлите два равномерно расположенных отверстия в планке сиденья и в верхней части ножки.
Тед Килкоммонс, Popular Mechanics , 18 июля 2020 г.
Сначала разметьте отверстия, просверлите и раззенкуйте их.
Научно-популярная , 9авг. 2020 г.
Теперь соберите, как показано на фото, и раззенкуйте винты.
💡При декорировании избегайте глянцевой краски или отделки, которые настолько скользкие, что пакеты будут соскальзывать с доски.
Popular Mechanics Editors, Popular Mechanics , 11 апреля 2020 г.
Одной из ключевых особенностей, на которую следует обратить внимание, является то, как скос моста движения изменяется в зависимости от его близости к зенковкам — все от относительно удаленных, до едва касающихся их точных краев, до фактического прохождения через собственно зенковку .
Джек Форстер, Bloomberg.com , 20 января 2021 г.
Другие наборы зенкеров имеют другие типы быстросменных сверл и приводных механизмов.
Рой Берендсон, 9 лет0716 Popular Mechanics , 4 ноября 2021 г.
Просверлите два равномерно расположенных отверстия в стыке сверлом с зенкером 3/8 дюйма и закрепите 1-дюймовыми винтами.
Тед Килкоммонс, Popular Mechanics , 18 июля 2020 г.
Если головки винтов немного возвышаются над поверхностью, снимите , раззенкуйте и снова ввинтите.
Редакции Дома Красивой, Красивый дом , 11 фев. 2015
Узнать больше
Эти примеры предложений автоматически выбираются из различных онлайн-источников новостей, чтобы отразить текущее использование слова «зенкер». Мнения, выраженные в примерах, не отражают точку зрения Merriam-Webster или ее редакторов. Отправьте нам отзыв.
История слов
Первое известное использование
Глагол
1816, в значении, определенном в смысле 1
Существительное
1816, в значении, определенном в смысле 1
Путешественник во времени
Первое известное использование зенковки было
в 1816 году
Посмотреть другие слова того же года
Словарные статьи Рядом с
зенковка
скрепка
зенковать
зенкер
Посмотреть другие записи поблизости
Процитировать эту запись
«Зубковка».
Словарь Merriam-Webster.com , Merriam-Webster, https://www.merriam-webster.com/dictionary/countersink. По состоянию на 17 сентября 2022 г.
Copy Citation
Подпишитесь на крупнейший словарь Америки и получите тысячи дополнительных определений и расширенный поиск без рекламы!
Merriam-Webster без сокращений
лаконичный
См. Определения и примеры »
Получайте ежедневно по электронной почте Слово дня!
Тест на часто путаемые слова
- Я пошел в магазин ______, чтобы купить открытку на день рождения.
- стационарный
канцелярские товары
Проверь свои знания и, возможно, узнаешь что-нибудь по пути.
ПРОЙДИТЕ ТЕСТ
Ежедневное задание для любителей кроссвордов.
ПРОЙДИТЕ ТЕСТ
Что такое зенкерование – Навыки Создателя
Многие люди используют термин зенкерование при сверлении направляющих отверстий. Знание того, когда зенковать и как правильно использовать этот метод завинчивания, может быть очень полезным.
Итак, что такое зенкерование? Зенковка — это процесс высверливания конической или V-образной области в верхней части направляющего отверстия для головки винта, которое также имеет V-образную форму. Головка винта может быть заподлицо или ниже поверхности материала, в котором он сверлится, в зависимости от применения.
Есть определенные причины, по которым вы захотите использовать зенкерование при использовании винтов или болтов. Я объясню эти и некоторые другие советы и рекомендации ниже, так что продолжайте читать!
Когда использовать зенковку и зачем
Основная причина, по которой вам нужно зенковать винт, заключается в том, что головка винта находится ниже поверхности дерева. Я знаю, о чем вы думаете… Этого можно добиться, просто просверлив пилотное отверстие и ввинчивая шуруп до тех пор, пока он не уйдет под поверхность. Хотя это может быть правдой, часто осколки или пузыри окружают область головки винта, оставляя грубую поверхность, которую вам придется немного отшлифовать.
Вы также можете использовать зенковку, чтобы просверлить шуруп на достаточно большую глубину, чтобы установить на него хороший чистый деревянный дюбель , придав вашему проекту профессиональный вид. Если вы используете деревянную пробку, обязательно выровняйте текстуру древесины пробки в том же направлении, что и ваш проект. Это приятное прикосновение!
Кроме того, пилотные отверстия и зенкерование могут быть очень полезны при работе с любым типом твердой древесины. Иногда, , если древесина достаточно твердая, она действительно треснет или расколется, если вы попытаетесь вкрутить в него шуруп без надлежащего сверления и зенкерования головки шурупа.
Предварительное сверление и изготовление направляющих отверстий также значительно облегчают ввинчивание шурупов в древесину. Уже одно это снижает вероятность ошибок при сверлении винта. Я много раз пропускал этот важный шаг, и часто соскальзывал шуруп с помощью дрели или вкручивал шуруп под неправильным углом. Я слишком часто учился на горьком опыте, и теперь мне почти 9 лет.0680 всегда сверлите пилотное отверстие и зенкуйте все мои винты.
Что такое зенковка, когда использовать и зачем
Зенковка — это процесс высверливания широкой плоской области направляющего отверстия , чтобы оставалось место для крепежа (винта или болта), шайб и торцевого ключа попасть внутрь. Отверстие с плоским дном соответствует шайбе и креплению . Если вы раззенковали свое отверстие, а не расточили его, V-образное отверстие погнуло бы шайбу, когда вы затягивали винт или болт.
Аналогично зенкерованию, если вы просверлите крепеж достаточно глубоко, вы также можете использовать заглушку для заполнения материала. Одна вещь, которую следует учитывать, это то, понадобится ли вам доступ к вашей застежке; скажем болт. Вы, , не захотите раззенковать болт и заглушить его заглушкой, если вам по какой-либо причине придется разбирать болт .
Попытка извлечь заглушки из материалов может быть сложной и трудоемкой. Подумайте заранее, прежде чем решить, насколько глубоко нужно расточить отверстие.
Различные типы зенкерных сверл
Существует множество различных типов сверл, которые можно использовать для зенкования шурупов. Выбирая сверло с зенковкой, вы также должны убедиться, что угол наклона сверла соответствует типу винта или крепежа, который вы собираетесь использовать. Если он не совпадает должным образом, вы фактически потеряете немного прочности в соединении между винтом и материалом.
Наиболее распространенные углы резьбы: 82° и 9°.0° в США. Другие градусы зенкерования: 60°, 100°, 110° и 120°. Если вы зенкуете металл или твердую древесину, угол в градусах более важен, чем если бы вы просто сверлили мягкую древесину, потому что головка шурупа не будет правильно сидеть в потайном отверстии.
Вот список наиболее распространенных зенкерных сверл.
- Набор зенкеров и сверл — я начну с этого, потому что я использую его чаще всего. Комбинированное сверло — это именно то, что вы думаете… два сверла в одном! Часть сверла с зенковкой создает V-образный вырез для головки винта, а фактическая часть сверла просверливает пилотное отверстие. Наличие двух долот в одном экономит время, потому что вам не нужно сверлить направляющее отверстие, переходить на сверло с зенковкой, сверлить отверстие с зенковкой и снова переключаться на сверло с направляющим отверстием.
- Зенковка с одной канавкой – Эта зенковка имеет одну режущую кромку и одну канавку для удаления отходов. Вы все равно захотите сначала просверлить пилотное отверстие обычным сверлом.
- Многолезвийная зенковка – Зенковка с более чем одной канавкой. Дополнительные канавки по сравнению с зенкером с одной канавкой делают его более эффективным при резке и удалении отходов. Опять же, как и в случае с однолезвийной версией сверла, вам все равно придется просверлить пилотное отверстие.
- Зенковка с нулевой канавкой и набор для удаления заусенцев — эта насадка обычно используется для металла, а функция удаления заусенцев помогает удалить острые заусенцы, оставшиеся после сверления отверстия. Обязательно используйте его после того, как в металле будет просверлено пилотное отверстие.
- Насадка для установки шурупов для гипсокартона – Используется для закручивания шурупов для гипсокартона на нужную глубину, обеспечивая идеальную зенковку. Ниже я расскажу подробнее.
Кроме того, если вы хотите получить зенковку и планируете использовать деревянные дюбели для закрытия винтов с потайной головкой, есть потрясающие комбинированные наборы, в которых есть зенкерные насадки, а также насадки для вырезания заглушек соответствующего размера . Обязательно ищите их во время покупок, чтобы облегчить себе жизнь!
Как установить глубину зенковки
Получить постоянную глубину отверстий с зенковкой может быть немного сложно, если у вас нет доступа к сверлильному станку. Сверлильные станки обычно имеют удобный ограничитель глубины сбоку, что позволяет вам каждый раз идеально сверлить.
Если вы используете стандартную ручную дрель, установка идеальной глубины зенкования может быть такой же простой, как и сверлильный станок, если вы знаете правильный прием… Обычные способы установки глубины зенкования имеют свои недостатки. Распространенные способы установки глубины и их недостатки:
| Метод | Нижняя сторона |
| Маркировка сверла маркером | Вы должны оставить неизгладимую метку на сверле. Нужно попробовать и увидеть, как он вращается с невероятной скоростью через опилки или металл. |
| Маркировка сверла лентой | Я не хочу, чтобы на сверле была клейкая лента. Лента соскальзывает при интенсивном использовании и снижает точность. |
| Используйте стопорное кольцо на сверле | Они вращаются сверлом, оставляя следы на поверхности материала. |
К счастью, вы можете легко сделать ограничитель глубины из обрезков дерева , чтобы каждый раз точно устанавливать глубину зенкования. Просто следуйте этим простым шагам.
- Найдите небольшой кусок дерева, чтобы использовать его в качестве зенковки.
- Просверлите в блоке отверстие размером с хвостовик сверла (без зенкерования).
- Просверлите второе отверстие наполовину в деревянном бруске размером с зенковку.
- Проверьте глубину зенковки и при необходимости обрежьте деревянный брусок, пока не получите желаемую толщину.
Квадратная или прямоугольная форма блока позволяет легко держать его, поэтому он не будет вращаться и не оставит следов на материале.
Как зенковать шурупы для гипсокартона
При подвешивании шурупов необходимо втачивать шурупы чуть ниже бумажной части гипсокартона. Если вы не просверлите шуруп достаточно глубоко, вам будет сложно забить шуруп, потому что вам придется добавить много смеси для гипсокартона в окружающее пространство.
Затем вам нужно отшлифовать и растушевать большую выпуклость, которую вы только что создали, чтобы сделать ее менее заметной. Это любительская ошибка , которая убивает производительность, эффективность и, что хуже всего, портит внешний вид вашего гипсокартона.
Гладить гипсокартон намного проще, когда все шурупы утоплены в землю и находятся чуть ниже поверхности. Вы узнаете, когда это будет сделано правильно, потому что будет казаться тугим, а не через бумагу и продолжит движение.
Если вы навешиваете много гипсокартона, возможно, вы захотите приобрести специальную отвертку для гипсокартона . Это в основном сверла с воротником вокруг внешней части отвертки. Он ударяется о гипсокартон в определенной точке (которую вы можете отрегулировать по своему вкусу) и мешает вам закрутить шуруп слишком далеко. Они работают очень хорошо, и я настоятельно рекомендую их проверить, потому что они созданы специально для идеального зенкования шурупов для гипсокартона и отлично справляются со своей задачей.
Самый простой способ зенковать шурупы для гипсокартона — использовать обычную электрическую отвертку и вкручивать шуруп до тех пор, пока головка шурупа едва не коснется гипсокартона. Затем вы хотите дать шурупу немного больше вращения, используя крошечные приращения, чтобы он находился чуть ниже бумаги и не слишком глубоко, где он не будет правильно удерживать гипсокартон.
Существует также несколько различных типов насадок для гипсокартона , которые можно использовать вместо стандартной насадки для отвертки в дрели. Они работают довольно хорошо, и они довольно дешевы. Если вы хотите купить один из них, у меня есть два совета для вас.
- Совет №1 . Убедитесь, что вы не приобрели слишком широкую насадку для шуруповерта. Если ваша фреза слишком широкая, вам будет сложно раззенковать шурупы на стыках гипсокартона, где вам придется сверлить под углом.
- Совет № 2 . Ищите насадки для установки шурупов для гипсокартона, которые намагничены. Идеальное крепление шурупа на сверле — это хорошая функция, которая облегчает работу и экономит время.
Как зенковать металл
Во-первых, убедитесь, что вам нужно использовать зенковку, а не зенковку, прежде чем вы начнете сверлить свой проект. Если вы просто пропустили этот раздел, я объясню больше в разделе о рассверливании выше, так что ознакомьтесь с ним, если вы еще этого не сделали.
Для зенкования крепежа в металле я предпочитаю использовать трехэтапный процесс. Последний шаг является необязательным. Мне также нравится использовать какой-либо тип масла для уменьшения нагрева и трения между металлом и сверлом. Я буду использовать жидкость Tap Magic Cutting Fluid, но если она закончится, я просто воспользуюсь WD-40.
- Сначала я просверлю пилотное отверстие сверлом из черной оксидной или кобальтовой стали. Однако обычно подойдет любое сверло из быстрорежущей стали (HSS). HSS имеет тенденцию тускнеть и изнашиваться намного быстрее на металле, потому что он не такой мягкий, как дерево. Я буду останавливаться время от времени и добавлять немного масла.
- Затем я поменяю сверла на комбинированное сверло для зенкерования и удаления заусенцев, добавлю немного масла на поверхность вокруг отверстия и просверлю отверстие для зенкерования на нужную глубину . Мне нравится дважды проверять глубину, помещая винт или крепеж в отверстие с потайной головкой и убеждаясь, что он там, где мне нужно.
- Третий шаг не является обязательным. Если направляющее отверстие в металле проходит через весь кусок металла, мне нравится переворачивать металл и слегка зенковать и снимать заусенцы с другой стороны . Это помогает удалить все, что осталось от сверления первого отверстия в металле.
Зенковка Вывод
Зенковка довольно проста в выполнении и действительно улучшает внешний вид ваших проектов. Надеюсь, я ответил на все ваши вопросы о зенковке, а также на любые другие проблемы, которые могли возникнуть у вас в голове во время чтения. Если нет, спросите в разделе комментариев ниже… Я здесь, чтобы помочь!
Как пользоваться зенковкой (пошаговая инструкция)
Из этого пошагового руководства вы узнаете, как пользоваться зенковкой. Мы рассмотрим, что он делает, зачем он вам нужен и какой размер зенковки вам нужен.
Как использовать сверло с зенковкой
Использование сверла с зенковкой предотвращает вырывание, снижает вероятность раскола дерева и обеспечивает лучший контакт шурупов. Кроме того, это делает проекты DIY более профессиональными.
В этом простом руководстве мы рассмотрим, как использовать насадку с зенковкой, какой размер насадки вам нужен и как вкручивать шурупы с потайной головкой в древесину.
Этот учебник содержит партнерские ссылки на расходные материалы и инструменты. Покупки, сделанные по этим ссылкам, помогают поддерживать веб-сайт Saws on Skates и позволяют мне делиться с вами новыми проектами и советами. Вы не платите за использование этих ссылок. Посетите мою политику сайта для получения дополнительной информации.
Прежде чем мы перейдем к тому, как использовать зенковку , не забудьте нажать кнопку подписки внизу этой страницы, чтобы подписаться на мой БЕСПЛАТНЫЙ еженедельный информационный бюллетень, загруженный полезными трюками карманных отверстий , пробел- экономия идей мастерской , умных советов DIY и многое другое!
Содержание
- Что такое сверло с зенковкой?
- Нужна ли мне зенковка?
- Типы зенкерных сверл
- Какой размер зенковки мне нужен?
- Насадки для сверления зенкерных отверстий
- Как использовать зенковку
- Рифленая насадка Учебное пособие
- Учебное пособие по комбинированным битам
- Как закручивать винты с потайной головкой?
- Как спрятать винты с потайной головкой?
Что такое сверло с зенковкой?
Сверло с зенковкой выполняет две функции. Сначала в заготовке просверливается пилотное отверстие. А направляющее отверстие — это небольшое отверстие, просверленное в заготовке, которое создает пространство для крепежного элемента , такого как винт. Просверливание направляющего отверстия помогает предотвратить расщепление или растрескивание древесины.
Во-вторых, сверло с зенковкой создает V-образную форму или зенковку на поверхности заготовки.
Эта V-образная или углубленная область позволяет вкручивать винт с потайной головкой заподлицо с поверхностью заготовки.
Вернуться к оглавлению
Нужна ли мне зенковка?
Возможно, вам не понадобится сверло с зенковкой , но есть несколько причин, по которым вы можете захотеть его использовать.
Предотвращает вырывание
V-образная форма зенковки позволяет вкручивать шуруп заподлицо с поверхностью дерева.
Завинчивание шурупа заподлицо без с использованием зенковки раздавливает древесные волокна . Измельчение древесных волокон приводит к разрыву поверхности древесины, что делает наши проекты выглядят непрофессионально .
Другим фактором является твердость древесины. Возможно, нам удастся вкрутить шуруп заподлицо без использования зенковки в хвойных породах (имейте в виду, что это может привести к разрыву). Но завинчивание шурупа заподлицо без использования зенковки было бы затруднительно для твердой древесины, такой как дуб.
Родственный: 7 советов по использованию приспособления для высверливания отверстий в твердой древесине
Уменьшает расщепление
Закручивание шурупа создает направленную наружу силу на дереве. Эта направленная наружу сила может вызвать раскол дерева .
Просверливание пилотного отверстия создает пространство для винта. Это пространство уменьшает внешнюю силу. Шуруп легче ввинтить в отверстие, что снижает вероятность раскола древесины.
Связанный: 7 способов предотвратить расщепление древесины шурупами с углублением
Обеспечивает лучший контакт
Зенковка создает область в древесине, которая соответствует форме потайной головки шурупа. Такая форма позволяет шурупу контактировать с древесиной с равным усилием. Это создает прочное соединение между шурупом и деревом.
Скрытие шурупов
Зенковка позволяет шурупам входить заподлицо с окружающей древесиной, но есть также несколько способов скрыть головку шурупа.
Зенковку можно просверлить глубже в древесину, чтобы шуруп сел ниже поверхности дерева . Затем головку винта можно покрыть шпатлевкой . Или долото можно просверлить еще глубже, чтобы создать место для пробки. Затем можно вставить деревянную пробку в отверстие, чтобы скрыть винт и придать проекту законченный вид.
Связанный: Как сделать заглушки для карманных отверстий
назад к содержимому таблице
Типы контр -биты. доступны в нескольких размерах Комбинированные насадки Вернуться к Содержание Какой размер зенковки мне нужен? При использовании зенкерной насадки следует помнить, что размер насадки должен соответствовать размеру винта. Рифленые насадки Рифленые насадки бывают разных размеров. Выберите тот, который соответствует размеру головки винта . Комбинированные насадки Комбинированные насадки обычно продаются в наборах. Наборы предназначены для сверления зенкерных отверстий под обычные размеры винтов. Размеры винтов указаны на контейнерах с винтами. Выберите комбинированную биту, которая соответствует размеру винта . Диаграмма размерной связи Эта удобная диаграмма была напечатана на задней части моего комбинированного сочинений. Не знаете размер винта? Если вы не знаете размер винта, держите биту над винтом так, чтобы конец биты был направлен к головке винта. Вернуться к оглавлению Советы по сверлению отверстий с зенковкой Назад к оглавлению 0 a Зенковка: Рифленая насадка Инструменты Шаг 1. С помощью карандаша и маркера Kreg Multi-Mark отметьте место для отверстия. Затем с помощью шила создайте начальную точку для сверла. Начальная точка предотвратит блуждание сверла по поверхности дерева. Связанный: Что такое шило? (+ Как использовать) Шаг 2. Просверлите пилотное отверстие Выберите сверло, соответствующее размеру винта. С помощью малярной ленты отметьте глубину пилотного отверстия. Глубина направляющего отверстия не обязательно должна быть точно равна длине винта. Он просто должен быть близок к длине винта. Вставьте сверло в дрель и просверлите отверстие, пока малярная лента не коснется поверхности заготовки. Связанный: Как вставить сверло в дрель Шаг 3. Просверлите отверстие под зенкер Выберите рифленое сверло, соответствующее размеру головки винта. Вставьте сверло в дрель. Затем просверлите отверстие достаточно глубоко, чтобы головка шурупа находилась на одном уровне с поверхностью дерева. Или просверлите отверстие достаточно глубоко, чтобы скрыть головку шурупа шпатлевкой или деревянной пробкой. Шаг 4. Заверните винт С помощью отвертки или дрели заверните винт в отверстие с зенковкой. Как использовать зенковку: Комбинированная насадка Инструменты Шаг 1. Отметьте место С помощью карандаша и маркера Kreg Multi-Mark отметьте место для отверстия. Затем с помощью шила создайте начальную точку для сверла. Начальная точка предотвратит блуждание сверла по поверхности дерева. Связанный: Что такое шило? (+ Как использовать) Шаг 2. Просверлите отверстие под зенкер Выберите комбинированную насадку, соответствующую размеру шурупа. Затем затяните винт с помощью шестигранного ключа и вставьте сверло в дрель. Связанный: Как вставить сверло в дрель Просверлите отверстие достаточно глубоко, чтобы головка шурупа находилась на одном уровне с поверхностью дерева. Или просверлите отверстие достаточно глубоко, чтобы скрыть головку шурупа шпатлевкой или деревянной пробкой. Шаг 3. Закрутите винт С помощью отвертки или дрели вверните винт в отверстие с потайной головкой. Как закручивать винты с потайной головкой? Вернуться к оглавлению Как спрятать винты с зенковкой? Мы можем просверлить отверстие с зенковкой, чтобы головка шурупа села на одном уровне с окружающей древесиной. Во-первых, мы можем просверлить отверстие так, чтобы головка шурупа находилась чуть ниже поверхности дерева. Таким образом, мы можем нанести на головку винта наполнитель, такой как Ready Patch. Этот метод хорошо работает, если проект будет окрашен, но не очень хорошо, если проект будет окрашен. Второй способ — просверлить отверстие еще глубже, чтобы в отверстие можно было вставить деревянную пробку. Доступны заглушки для кнопок, купленные в магазине, или мы можем использовать резак для заглушек, чтобы вырезать собственные заглушки. На дюбель наносится клей и дюбель вставляется в отверстие. Когда клей высохнет, заглушку обрезают пилой заподлицо, а затем заглушку шлифуют заподлицо. Вернуться к оглавлению Заключительные мысли Использование сверла с потайной головкой предотвращает вырывание, снижает вероятность раскалывания древесины и обеспечивает лучший контакт шурупов. Спасибо, что заглянули. Если вам понравился этот урок, не могли бы вы воспользоваться моментом и прикрепить его к Pinterest? Я был бы очень признателен! Рекомендуется для вас Купить сейчас Закрепить на потом 127 Основным навыком производителей самолетов является умение скрепить вместе два куска материала таким образом, чтобы они не разлетелись на скорости 3 Маха при повороте на 90°. Это требует точной подготовки отверстия перед вставкой крепежа, в частности, зенкерования. В конце 1930-х годов была разработана клетка для микростопов. В узел ввинчивается зенкер с резьбовым стержнем, который приводится в действие двигателем ручной дрели и позволяет механику регулировать глубину зенковки с шагом 0,001 дюйма с хорошей точностью и воспроизводимостью. Базовая конструкция узлов микростопора имеет за последние 60 лет мало что изменилось.Однако сегодняшние блоки микростопов намного прочнее и точнее, в них используется усовершенствованная технология подшипников для достижения более высоких скоростей вращения, необходимых для современных экзотических материалов (рис. 1)9.0005 Производители самолетов заинтересованы в улучшенных версиях этих ручных инструментов, несмотря на автоматизацию их процессов. Автоматизированное крепление становится все более популярным, поскольку машины разрабатываются с возможностью обработки больших панелей. Например, крыло можно собрать на очень большом станке Gem-Cor, большом приспособлении, на которое устанавливается крыло. Тем не менее, подавляющее большинство зенкования отверстий по-прежнему выполняется отдельной операцией с использованием ручных микростопорных клетей, поскольку в большинстве случаев создание машины, достаточно большой для работы с крупными деталями самолета, нецелесообразно. Новые материалы, новые инструменты В прошлом самолеты строились в основном из алюминия. Зенкеры из быстрорежущей стали с 2 или 3 зубьями были отраслевым стандартом. С появлением титана и других прочных и абразивных материалов твердосплавные инструменты с 2 и 3 лезвиями начали проникать в промышленность. Резьбовые зенкеры поставляются со съемными или встроенными направляющими. Преобладает стиль интегрального пилота (рис. 2), потому что он имеет контролируемый радиус скругления на пересечении угла и пилота, который обычно используется в авиационной промышленности для зенкерования. Эта конструкция устраняет острый угол, который является точкой напряжения на инструменте. Радиус шлифуется одновременно с пилотом, чтобы обеспечить касание. В большинстве случаев, если бы такой радиус был отшлифован в инструмент со съемным пилотом, пользователь мог бы использовать пилот только одного размера для этого инструмента. Это устраняет главное преимущество инструмента со сменными направляющими — позволяет использовать множество различных направляющих, поэтому для каждого размера отверстия не требуется отдельная зенковка. И если направляющая не выровнялась правильно из-за биения в отверстии или хвостовике направляющей, пользователь может забить отверстие или получить неполный радиус в заготовке. Твердосплавная версия инструмента со встроенным пилотом изготавливается двумя способами: с твердосплавным наконечником, в котором режущие кромки изготовлены из карбида, а пилот — из быстрорежущей стали; или сплошной карбид, в котором весь передний конец инструмента выполнен из карбида. Инструмент с твердосплавным наконечником дешевле, но имеет меньший срок службы по сравнению с цельным инструментом из-за износа направляющей из быстрорежущей стали. Чем более абразивный материал заготовки, тем короче срок службы инструмента. Цельнотвердосплавный инструмент лучше, если учитывать стоимость отверстия, а не стоимость инструмента. Работа с композитами Расширение использования композитных материалов в авиационной промышленности привело к изменению типа и конфигурации используемых сегодня зенкеров. Для композитов PCD является оптимальным инструментальным материалом. При работе с композитными материалами HSS обычно вообще не работает из-за сильного износа инструмента. Твердый сплав будет работать, но со значительно меньшим сроком службы инструмента по сравнению с его характеристиками при работе с титаном. Тем не менее, иногда необходимо использовать карбид, а не PCD, когда определенная геометрия, необходимая для режущего инструмента, не может быть достигнута с заготовками из PCD — например, сверло или радикально загнутая поверхность для зенковки без заусенцев в кевларе. В Таблице 1 приведены рекомендуемые материалы режущего инструмента для различных материалов заготовок. ПХД нельзя использовать в черных материалах. Поскольку он основан на углероде, при нагревании он станет единым целым с заготовкой. Таким образом, он ограничен применением цветных металлов и композитов. Для обработки черных металлов требуются инструменты из карбида или быстрорежущей стали. — Карбид PCD — — Карбид Быстрорежущая сталь Карбид PCD — Карбид PCD Быстрорежущая сталь Карбид PCD — Быстрорежущая сталь Карбид Таблица 1: Рекомендации по инструментальным материалам для различных авиационных материалов. СОЖ не следует применять при зенкеровании композитов инструментами из ПКА. СОЖ имеет тенденцию вступать в реакцию с композитом и вызывать расслоение. Да и не нужно, потому что у PCD очень хорошие теплопередающие характеристики. При использовании карбида на композитах может помочь распыление холодного воздуха. PCD Shapes Up Одной из проблем, с которыми сталкиваются мастерские при работе с PCD, является ограниченная возможность шлифования инструмента определенной геометрии. Но компания Craig Tools Inc., Эль-Сегундо, Калифорния, разработала инструмент, решающий эту проблему — Versi-Sink, зенковку со сменным лезвием, съемным пилотом и резьбовым хвостовиком (рис. 3). В отличие от других зенкеров из поликристаллического алмаза, инструмент со сменными лезвиями имеет регулируемый радиус закругления. Если не требуется радиус закругления кромки, можно использовать двухканавую зенковку с паяным наконечником из поликристаллического алмаза без радиуса (рис. Зенковка из паяного поликристаллического алмаза с двумя канавками легко ремонтируется при наличии у пользователя соответствующего оборудования. Эти инструменты, как и все инструменты с ПКА, имеют очень большие задние углы, которые необходимо поддерживать при переточке инструмента, чтобы предотвратить резкое снижение производительности. Стоимость за отверстие Ниже приведено сравнение стоимости за отверстие для графит-эпоксидно-ламинированного покрытия: Быстрорежущие зенкеры с цельным пилотом и резьбовым хвостовиком, вероятно, никогда не будут полностью сняты с производства, но существует определенная тенденция к увеличению количества инструментов из карбида и поликристаллического алмаза. Индустрия режущих инструментов может рассчитывать на более широкое использование композитов во всех областях производства. В авиационной промышленности это означает продолжающийся переход к твердосплавным инструментам, инструментам из поликристаллического алмаза и инструментам с покрытием. Стоимость за отверстие всегда будет решающим фактором при выборе режущего инструмента. Шуруп не будет вровень с окружающей древесиной, если зенкерное отверстие слишком маленькое. Между головкой винта и краем отверстия будет пространство, если зенкер слишком большой. ⁵/₆₄” #4 – ³/₃₂” – #6 ⁷/₆₄” #6 #8 ⅛” #8 #10 ⁹ /₆₄” #10 #12 Бита правильного размера — это та, где вы можете видеть только резьбу винта с обеих сторон биты. Отметьте место Затем отрегулируйте биту, чтобы она соответствовала длине винта. Или мы можем просверлить отверстие с зенковкой глубже, чтобы мы могли скрыть головку винта. Кроме того, это делает проекты DIY более профессиональными.
акции Материалы для зенкования самолетов | Cutting Tool Engineering
Более широкое использование титана и абразивных композитов в авиационной промышленности привело к разработке зенкеров нового поколения. Предварительно запрограммированный робот просверливает и зенкерует отверстие за одну операцию с помощью комбинированного сверла/зенковки (робот также вставляет крепеж и при необходимости отрезает головку крепежа). Рис. 1: Клетка с микростопом, используемая для ручного зенкерования. Современные композитные материалы являются еще более абразивными и требуют использования режущих кромок из поликристаллического алмаза (PCD). Рис. 2: Твердосплавный зенкер со встроенным пилотом. Основное изменение заключалось в более высоких степенях зазора: от 16° до 20° для инструмента с ПКА по сравнению с 6°–10° для инструмента из карбида титана или от 3° до 4° для инструмента из быстрорежущей стали для стали. Инструменты, предназначенные для резки Kevlar®, дополнительно имеют широкую изогнутую канавку в сочетании с большим задним углом. МАТЕРИАЛ ЗАГОТОВКИ МАТЕРИАЛ РЕЖУЩЕГО ИНСТРУМЕНТА Хорошо Лучше Лучший Эпоксидный графит Титан Алюминий Стекловолокно Пластик Мягкая сталь Рис. 3: Закругленная зенковка из поликристаллического алмаза со сменными лезвиями и направляющими. Обычно такой радиус скругления трудно получить на зенкере из поликристаллического алмаза, особенно в конфигурации с двумя канавками, без изменения высоты кромки. Крейг добился этого, затачивая лезвия по отдельности на специальном станке, а затем механически удерживая лезвия в теле. Versi-Sink принимает сменные лезвия с контролируемым радиусом или сменные прямые лезвия для использования, когда радиус не требуется. Инструмент можно использовать в конфигурации с 1 или 2 зубьями. Пилот также является заменяемым, так что по мере его износа или изменения размера обрабатываемого отверстия можно установить новый пилот и использовать тот же набор лезвий. Радиус останется касательной к диаметру пилота, поскольку вставка располагается на шлифованной поверхности хвостовика пилота и может быть установлена механиком без использования оптического компаратора. Это обеспечивает большую универсальность, чем традиционная зенковка со съемным пилотом. 4). Конструкция с 2 канавками обычно предпочтительнее конструкций с 1 или 3 канавками. Баланс и режущее действие превосходны, если инструмент имеет хорошую высоту режущей кромки. Если одна канавка будет выступать слишком сильно, то получится дребезжание и яйцевидные отверстия. В прошлом эта проблема была более распространенной, поэтому пользователи выбирали зенкеры с 1 канавкой из поликристаллического алмаза, чтобы избежать этой проблемы и минимизировать стоимость алмаза. Рис. 4: Нерадиусная зенковка из поликристаллического алмаза со сменными лезвиями и направляющими. Эта проблема часто возникает, когда пользователь пытается обслуживать эти инструменты самостоятельно. PCD чрезвычайно трудно шлифовать на стандартном инструментально-шлифовальном станке. Пытаясь просто очистить режущую кромку, оператор может уменьшить величину зазора, удалив меньше материала, чтобы облегчить работу. Эта практика эффективно уменьшает зазор на режущей кромке. Поэтому, как правило, гораздо выгоднее отправить инструмент обратно производителю для восстановления. От 30 до 50 отверстий Фреза с твердосплавным наконечником От 300 до 500 отверстий Фреза с наконечником из поликристаллического алмаза с радиусом закругления От 5000 до 10 000 отверстий Резак из быстрорежущей стали по цене 5 долл. США каждый, без переточки 5 долл. США/50 отверстий = 0,10 долл. США за отверстие Твердосплавные фрезы по 28 долл. США каждая, две переточки по 8,35 долл. США каждая или стоимость восстановления 16,70 долл. США 44,70 долл. США/1500 отверстий = 0,03 долл. США за отверстие Фреза для пластин из поликристаллического алмаза с радиусом закругления по 39,45 долл. США каждая, 10 направляющих по 19,85 долл. США каждая или 198,50 долл. США, набор пластин по 220,75 долл. США каждая, три переточки по цене 83,75 долл. США или 251,25 долл. США на восстановление. 709,95 долл. США/40 000 отверстий = 0,0177 долл. США за отверстие Шок от PCD постепенно проходит по мере того, как экономия затрат на отверстие становится все более широко признанной. Многие компании столкнулись с тем, что их затраты на скоропортящиеся инструменты резко возросли, поскольку они закупают все больше и больше твердосплавных инструментов для удовлетворения потребностей своих мастерских и получают все меньше и меньше отверстий на инструмент из-за увеличения применения композитных материалов. Инструмент PCD становится гораздо более привлекательным как средство снижения затрат и повышения производительности за счет значительного сокращения количества смен инструмента и радикально большего количества отверстий на инструмент.
